
3Б161 станок круглошлифовальный универсальный полуавтоматСхемы, описание, характеристики
3Б161 станок круглошлифовальный универсальный полуавтомат
Схемы, описание, характеристики

Сведения о производителе круглошлифовального станка полуавтомата 3Б161
Производитель круглошлифовального станка полуавтомата 3Б161 — Харьковский станкостроительный завод в настоящее время ОАО «Харьковский станкостроительный завод» (ВАТ «Харверст»)
Завод основан 29 января 1936 года и специализируется на производстве универсальных и специальных круглошлифовальных станков
Станки, выпускаемые Харьковским станкостроительным заводом
- 2В56 станок радиально-сверлильный Ø 50
- 3А151 станок круглошлифовальный с гидравлическим механизмом врезания Ø 200 х 700
- 3А161 станок круглошлифовальный с гидравлическим механизмом врезания Ø 280 х 1000
- 3А164 станок круглошлифовальный Ø 400 х 2000
- 3Б151 станок круглошлифовальный Ø 200 х 700
- 3Б161 станок круглошлифовальный Ø 280 х 1000
- 3М132в станок круглошлифовальный Ø 280 х 1000
- 3М151, 3М152, 3М162, 3М163 станок круглошлифовальный Ø 200 х 700, Ø 200 х 1000, Ø 280 х 1000, Ø 280 х 1400
- 3М151Ф2 станок круглошлифовальный с ЧПУ Ø 200 х 700
- 3М193 станок круглошлифовальный тяжелый повышенной точности Ø 560 х 2800
- 3М194 станок круглошлифовальный тяжелый повышенной точности Ø 560 х 4000
- 3М196 станок круглошлифовальный тяжелый повышенной точности Ø 800 х 4000
- 3М197 станок круглошлифовальный тяжелый повышенной точности Ø 800 х 6000
- 3130 станок круглошлифовальный Ø 280 х 700
- 3132 станок круглошлифовальный Ø 280 х 1000
- 3151 станок круглошлифовальный Ø 150 х 750
Отличия станков моделей 3А151, 3А161, 3Б151, 3Б161
Станки 3А151 и 3А161 имеют гидравлический механизм врезания с полуавтоматическим циклом работы и предназначены как для врезного так и продольного шлифования, и рассчитаны главным образом на работу в условиях серийного и массового производств, но могут также использоваться в единичном производстве.
Станки моделей 3А151 и 3А161 рекомендуется применять для врезного и продольного шлифования мелких, средних и крупных партий одинаковых деталей диаметром от 10 до 40 мм. Для этого они должны быть настроены на продольное шлифование при автоматической поперечной подаче или на врезное шлифование до упора с полуавтоматическим циклом работы. При наличии прибора активного контроля (он поставляется со станками по особому заказу и за отдельную плату) управление циклом шлифования производится автоматически в зависимости от действительного размера изделия.
На станках моделей 3А151 и 3А161 можно выполнять следующие виды обработки:
- продольное и врезное шлифование при ручном управлении;
- продольное шлифование с автоматической поперечной подачей, осуществляющейся при реверсе стола;
- врезное шлифование до упора при полуавтоматическом цикле работы.
На станках этих моделей предусмотрена возможность установки приборов активного контроля, которые поставляются с ними по особому заказу и за отдельную плату.
Станки моделей 3Б151 и 3Б161 не имеют гидравлического механизма врезания. Они предназначены в основном для выполнения продольного шлифования и снабжены механизмом автоматической поперечной подачи, осуществляющейся при реверсе стола. На них можно выполнять также врезное и продольное шлифование при ручной поперечной подаче.
Станки моделей 3Б151 и 3Б161 рассчитаны на работу в условиях серийного и единичного производства.
Станки моделей 3А161 и 3Б161 имеют больший габарит рабочего пространства (Ø 280 х 1000 мм) по сравнению с моделями 3А151 и 3Б151 (Ø 200 х 700 мм).
3Б161 станок круглошлифовальный с горизонтальным шпинделем универсальный полуавтомат. Назначение и область применения
Станки предназначены для наружного шлифования цилиндрических изделий и пологих конусов.
Габарит рабочего пространства посадочные и присоединительные базы шлифовального станка 3Б161

Габаритные размеры рабочего пространства шлифовального станка 3Б161
Общий вид круглошлифовального станка 3Б161

Фото шлифовального станка 3Б161

Фото шлифовального станка 3Б161

Фото шлифовального станка 3Б161

Фото шлифовального станка 3Б161
Расположение составных частей шлифовального станка 3Б161
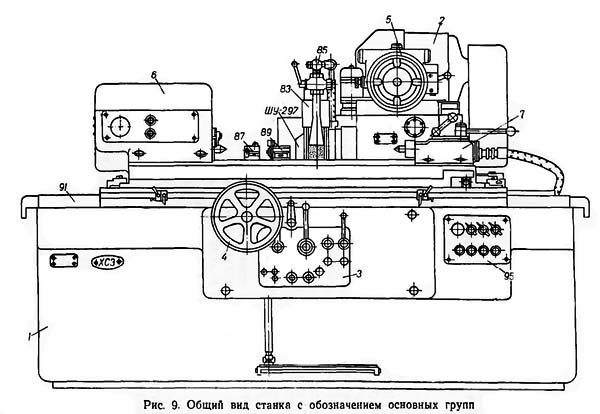
Расположение основных узлов шлифовального станка 3Б161
Перечень и обозначение основных узлов шлифовального станка 3Б161
- 1. станина станка
- 2. шлифовальная бабка
- 3. гидравлическое управление
- 4. механизм ручного перемещения стола
- 5. механизм поперечной подачи
- 6. передняя бабка
- 7. задняя бабка
- 8. маслопровод*
- 83. кожух шлифовального круга
- 85. охлаждение
- 87. люнет
- 89. прибор для правки шлифовального круга
- 91. ограждение
- 92. механизм быстрого подвода шлифовальной бабки (только на станках моделей 3Б151 и 3Б161)*
- 92. механизм быстрого подвода и врезания (только на станках моделей 3А150 и 3А161)*
- 95. электрооборудование, пульт управления
- ШУ-270. фланец шлифовального круга*
- ШУ-297. механизм для балансирования шлифовального круга
- ШУ-965. правильный прибор*
* Группы и узлы, отмеченные звездочкой на рисунке не показаны.
Расположение органов управления шлифовальным станком 3Б161
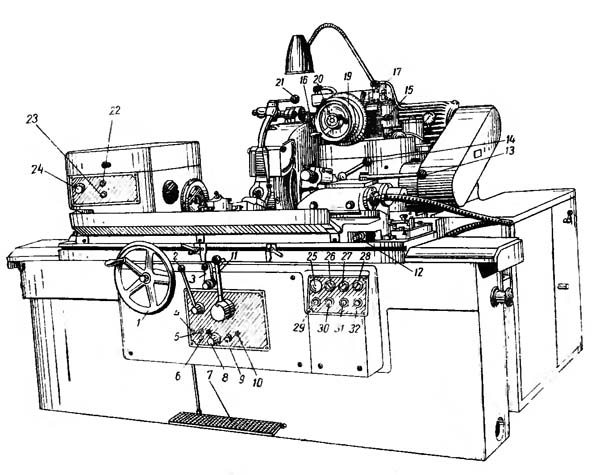
Расположение органов управления шлифовальным станком 3Б161
Перечень органов управления шлифовальным станком 3Б161
- маховик ручного перемещения стола
- рукоятка перегона стола
- рычаг реверса стола
- дроссель регулирования задержки реверса стола слева
- рукоятка переключения периодической подачи (подача при реверсе на каждый ход стола, подача при реверсе стола справа, подача при реверсе стола слева, подача выключена)
- дроссель регулирования скорости перемещения стола при правке шлифовального круга
- педаль гидравлического отвода пиноли задней бабки
- рукоятка переключения скорости стола со шлифования на правку
- дроссель регулирования скорости перемещения стола при шлифовании
- дроссель регулирования задержки реверса стола справа
- рукоятка быстрого подвода шлифовальной бабки и пуска гидравлического перемещения стол
- винт поворота верхнего стола
- рукоятка отвода пиноли задней бабки
- рукоятка зажима пиноли задней бабки
- рукоятка
- рукоятка регулирования периодической подачи от храпового механизма
- упор ручной поперечной подачи
- маховик ручной поперечной подач
- маховичок установки лимба ручной поперечной подачи
- рукоятка крана охлаждения
- кнопка пуска вращения изделия
- кнопка выключения вращения изделия
- рукоятка регулирования скорости вращения изделия
- кнопка «Общий стоп»
- переключатель насоса охлаждения
- переключатель освещения
- переключатель пуска вращения изделия (ручной — автоматический)
- кнопка пуска вращения гидронасоса и насосов смазки направляющих и подшипников шпинделя шлифовальной бабки
- кнопка пуска вращения шпинделя шлифовальной бабки
- кнопка пуска вращения изделия
- кнопка выключения вращения изделия
Кинематическая схема круглошлифовального станка 3Б161
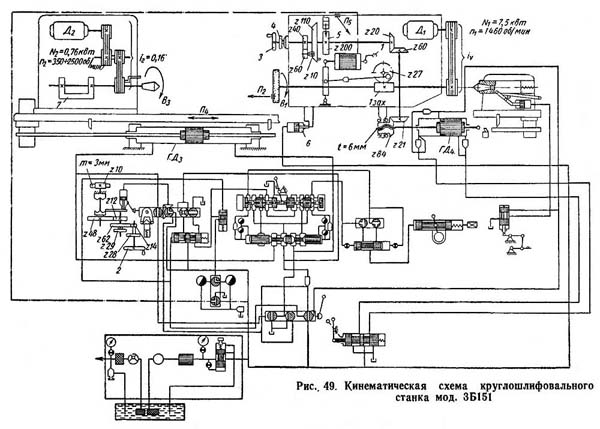
Кинематическая схема круглошлифовального станка 3Б161
Посредством ряда кинематических цепей и гидравлической системы в станке осуществляются следующие движения:
- Вращение шпинделя шлифовальной бабки
- Вращение изделия
- Ручная и автоматическая поперечные подачи (станки моделей 3А150 и ЗА161 имеют два вида автоматической поперечной подачи — непрерывную врезную подачу и периодическую подачу, осуществляющуюся при реверсе стола; станки моделей 3Б151 и 3Б161 не имеют автоматической врезной подачи).
- Ручное и гидравлическое перемещение стола
- Быстрый гидравлический подвод и отвод шлифовальной бабки
- Гидравлический отвод пиноли задней бабки. Кинематические цепи главного движения, вращения изделия, ручной поперечной подачи и ручного перемещения стола ясны из прилагаемых схем (см. рис. 21 и 22) и поэтому описание их не приводится.
Гидропривод станков 3Б161
Гидросистема станка приводится в действие насосной установкой, состоящей из лопастного насоса, приводного электродвигателя пластинчатого фильтра и разгрузочного клапана (рис 22). Насосная установка смонтирована на отдельной плите, закрепленной сзади на тумбе станины станка.
Управление работой гидросистемы станка осуществляется при помощи гидропанели ГШ-001А, смонтированной в передней части станины.
Гидросистема станка выполняет следующие функции:
- продольное перемещение стола
- реверс стола
- перегон стола при наладке станка
- периодическую подачу шлифовальной бабки
- быстрый подвод и отвод шлифовальной бабки
- отвод пиноли задней бабки
- блокировку механизма ручного перемещения стола
- выборку люфта в зацеплении гайки и винта механизма речной подачи
Схема электрическая принципиальная станка 3Б161

Электрическая схема круглошлифовального станка 3Б161
Станки оборудованы семью электроприводами: шлифовального круга, насоса гидравлики, насоса охлаждения, насоса смазки подшипников шпинделя шлифовальной бабки, насоса смазки направляющих станины, магнитного сепаратора и изделия.
Все электроприводы, кроме привода изделия, имеют асинхронные электродвигатели трехфазного тока с короткозамкнутым ротором. Электропривод изделия имеет электродвигатель постоянного тока с параллельной обмоткой возбуждения, который получает питание от блока магнитных усилителей и выпрямителей.
Скорость электродвигателя привода изделия можно бесступенчато регулировать в пределах от 250 до 2500 об/мин.
В станках предусмотрено местное освещение от пониженного напряжения 36 В.
Для цепей управления предусмотрено напряжение 127 В.
Цепи местного освещения и управления получают питание через понижающий трансформатор.
Станки выпускаются для питания от трехфазной сети переменного тока напряжением 380 В, 50 Гц.
По согласованию с заводом-изготовителем станки могут быть изготовлены и на другие напряжения питания, местного освещения и цепи управления.
Станция управления прикреплена к станине станка.
Описание электрической принципиальной схемы станка 3Б161
Для пуска станка необходимо включить автоматический выключатель АВ (рис. 1) и воздействовать на кнопку КПГ. При этом произойдет включение электродвигателей насосов: гидравлики Г, смазки подшипников шпинделя шлифовальной бабки С, смазки направляющих станины 1С.
Убедившись в наличии циркуляции масла в двух прозрачных колпачках, расположенных на крышке корпуса шлифовальной бабки, воздействием на кнопку КПШ включаем электродвигатель шлифовального круга Ш.
Включение и выключение электродвигателя изделия И может быть осуществлено либо вручную при воздействии соответственно на кнопки КПИ (1КПИ), КСИ (1КСИ), либо автоматически при быстром подводе (включение) и отводе (отключение) шлифовальной бабки.
В первом случае выключатель ВИ должен быть установлен в положение, при котором замкнуты контакты 45—47, во втором случае — в положение, при котором замкнуты контакты 45—55.
Включение и отключение электродвигателя изделия при подводе и отводе шлифовальной бабки происходит в результате того, что микропереключатель КИ соответственно нажимается и освобождается.
Остановка электродвигателя И изделия происходит в режиме динамического торможения.
Включение и отключение электродвигателя Н насоса охлаждения при шлифовании происходит одновременно с электродвигателем изделия Я, при правке — одновременно с электродвигателем шлифовального круга Ш.
Это достигается с помощью переключателя ВН, который при шлифовании установлен в положение «шлифование»—замкнуты контакты 41—49, а при правке — в положение «правка» замкнуты контакты 37—41.
Отключение всех электродвигателей производится воздействием на кнопку КС.
Включение и отключение местного освещения производится выключателем ВО.
Монтажная схема представлена на рис. 2, схема размещения электрооборудования на станке — на рис. 3, символические изображения на пультах управления — на рис. 4, а схема трассы зануления на рис. 5.
Защита электрооборудования
Защита электрооборудования станка от коротких замыканий осуществляется автоматическими выключателями АВ, ПГ, ПН и плавкими вставками предохранителей ПИ, ПУ, ПО, а защита электродвигателей Ш, Г, И от перегрузки — тепловыми реле РТШ, РТГ, РТИ.
Тепловые реле имеют ручной возврат.
Защита электродвигателя И от разноса при обрыве поля обеспечивается реле РОП.
Размещение электрооборудования на станке 3Б161

Размещение электрооборудования на станке 3Б161
- регулятор скорости вращения изделия
- кнопки включения и отключения двигателя вращения изделия
- пульт управления станком
- отверстие для подключения станка к сети
- винт заземления
- конечный выключатель включения вращения электродвигателя вращения изделия
3Б161

Станок круглошлифовальный мод.3Б161 с горизонтальным шпинделем универсальный полуавтомат.
Станки предназначены для наружного шлифования цилиндрических изделий и пологих конусов.
Станок мод.ЗБ161 не имеют гидравлического механизма врезания. Он предназначены в основном для выполнения продольного шлифования и снабжен механизмом автоматической поперечной подачи, осуществляющейся при реверсе стола. На нем можно выполнять также врезное и продольное шлифование при ручной поперечной подаче.
Станок мод.ЗБ161 рассчитан на работу в условиях серийного и единичного производства.
Краткие технические характеристики
круглошлифовального станка модели 3Б161
Параметр
Значение
Основные параметры:
Класс точности по ГОСТ 8-82
Наибольшие размеры устанавливаемого изделия, мм:
— диаметр / — длина
Наибольший диаметр шлифования при номинальном диаметре шлифовального круга, мм:
— в люнете / — без люнета
Наибольшая длина шлифования, мм
Высота центров, мм
Наибольший вес обрабатываемого изделия, кг
Рабочий стол:
Наибольшее продольное перемещение стола, мм
Ручное перемещение стола за один оборот маховика, мм:
— быстрое / — медленное
Скорость гидравлического перемещения стола (бесступенчатое регулирование), м/мин.
Наибольший угол поворота верхнего стола, град.:
— по часовой стрелке / — против часовой стрелки
Шлифовальная бабка:
Диаметр шлифовального круга, мм:
— наименьший / — наибольший
Наибольшая ширина шлифовального круга, мм
Передняя бабка:
Скорость вращения изделия, об./мин.
Мощность электродвигателя, кВт
Задняя бабка:
Величина отвода пиноли задней бабки, мм
Габаритные размеры и вес:
Габаритные размеры (Длина х Ширина х Высота), мм
4100 х 2100 х 1560
Вес (с электрооборудованием и охлаждением), кг
Станок поставляется после капитального ремонта и модернизации с гарантией.
СТАНКИ СО СКЛАДА
Станок CU1000 с РМЦ 5000 мм


Станок имеется на складе в Московской области (поступил в 2018 году). Отгрузка со склада по адресу: Московская область, г. Старая Купавна. Станок в комплекте с токарным 3-кулачковым патроном Ø500 мм.
Паспорт на станок 3Б161







| Скачать паспорт на станок 3Б161 (демо версия) |
| Тип оборудования | Круглошлифовальный |
| Объем: | 100% полный комплект |
| Цена | Уточнить |
| Срок поставки | От 15 минут |
| Варианты исполнения | В печатном и электронном виде |
Похожие паспорта
Паспорт на круглошлифовальный станок 3Б161
Завод изготовитель: Станкостроительный завод Имени С.В.Косиора
Год документации: 1974
Станок предназначен для наружного шлифования цилиндрических изделий и пологих конусов.
На станке моделей 3А151 можно выполнять следующие виды обработки
1)Продольное и нарезное шлифование при ручном управлении
2)Продольное шлифование с автоматической поперечной подачей, осуществляется при реверсе стола;
3)Врезное шлифование до упора при полуавтоматическом цикле работы.
На станках этих моделей предусмотрена возможность установка приборов активного контроля
Станки моделей 3А151 и 3А161 рассчитаны главным образом на работу в условиях серийного и массового
производств, но могут также использоваться в единичном производстве.
Станки моделей 3Б151и 3Б161 не имеют гидравлического механизма врезания. Они предназначены в основном для выполнения
продольной шлифовки и снабжены механизмом автоматической поперечной подачи, осуществляющейся при реверсе стола. На них можно
выполнить врезное и продольное шлифование при ручной поперечной подаче
Станки моделей 3Б151 и 3Б161 рассчитаны на работу в условиях серийного и единичного производства
Комплект поставки
1.Руководство по эксплуатации 112 стр.
2.Электрооборудование 12 стр.
1.Руководство по эксплуатации
Содержание
Назначение и область применения
Распаковка и транспортирование
Фундамент станка, монтаж и установка
Смазка
Первоначальный пуск станков
Паспорт станка
Краткое описание конструкции работы станка
Гидропривод станка
Эксплуатация станка и уход за ним
Регулирование станка
Разборка и сборка станка при ремонте
Возможные неисправности и способы их устранения
Спецификация чертежей чертежи запасных деталей
2.Электрооборудование
Содержание
Общие сведения
Описание принципиальной электросхемы
Защита электрооборудования
-Принципиальная электросхема
-Монтажная электросхема
Размещение электрооборудования на станке
Расшифровка символических изображении на пульте управления
Чтобы заказать это руководство к станку, воспользуйтесь одним из этих способов связи с нами:
- Отправить заявку через форму Заказать паспорт
- Связаться с нами по любому контактному телефону
- Отправить письмо на e-mail: manager@pasportz.ru
Мы ответим на вашу заявку в течении часа, а по телефону вы сможете получить
информацию немедленно
Станок круглошлифовальный 3Б161
Назначение станка по металлу 3Б161
Полуавтомат предназначен для наружного шлифования цилиндрических и пологих конических поверхностей в условиях серийного производства. Шлифование производится в неподвижных центрах
Технические характеристики станка 3Б161
| Параметр | Значение |
|---|---|
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | П |
| Наибольший диаметр обрабатываемой детали, мм | 280 |
| Наибольшая длина обрабатываемой детали, мм | 1000 |
| Длина шлифования, мм | |
| ЧПУ | |
| Пределы частот вращения шпинделя Min/Max, об/мин. | — |
| Мощность, кВт | 7.5 |
| Габариты, мм | 4100_2100_1560 |
| Масса, кг | 4500 |
| Начало серийного выпуска, год | 1970 |
| Завод-производитель | Харьковский станкостроительный завод Харверст, ОАО |
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок круглошлифовальный 3Б161 по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 3Б161 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию — Станок круглошлифовальный 3Б161 составляет:
- новые станки — 12 мес.,
- после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок круглошлифовальный 3Б161 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок круглошлифовальный 3Б161 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
3Б161 станок круглошлифовальный универсальный полуавтоматСхемы, описание, характеристики

Станки предназначены для наружного шлифования цилиндрических изделий и пологих конусов.
На станках моделей ЗА151 и ЗА161 можно выполнять следующие виды обработки:
1) продольное и врезное шлифование при ручном управлении;
2) продольное шлифование с автоматической поперечной подачей, осуществляющейся при реверсе стола;
3) врезное шлифование до упора при полуавтоматическом цикле работы.
На станках этих моделей предусмотрена возможность установки приборов активного контроля, которые поставляются с ними по особому заказу и за отдельную плату.
Станки моделей ЗА151 и ЗА161 рассчитаны главным образом на работу в условиях серийного и массового производств, но могут также использоваться в единичном производстве.
Станки моделей ЗБ151 и ЗБ161 не имеют гидравлического механизма врезания. Они предназначены в основном для выполнения продольного шлифования и снабжены механизмом автоматической поперечной подачи, осуществляющейся при реверсе стола. На них можно выполнять также врезное и продольное шлифование при ручной поперечной подаче.
Станки моделей ЗБ151 и ЗБ161 рассчитаны на работу в условиях серийного и единичного производства.
Гидрокинематическая схема

Посредством ряда кинематических цепей и гидравлической системы в станке осуществляются следующие движения:
1. Вращение шпинделя шлифовальной бабки.
2. Вращение изделия.
3. Ручная и автоматическая поперечные подачи (станки моделей ЗА151 и ЗА161 имеют два вида автоматической поперечной Подачи — непрерывную врезную подачу и периодическую подачу, Осуществляющуюся при реверсе стола;
 станки моделей ЗБ151 и ЗБ 161 не имеют автоматической врезной подачи).
станки моделей ЗБ151 и ЗБ 161 не имеют автоматической врезной подачи).
4. Ручное и гидравлическое перемещение стола.
5. Быстрый гидравлический подвод и отвод шлифовальной бабки.
6. Гидравлический отвод пиноли задней бабки. Кинематические цепи главного движения, вращения изделия, ручной поперечной подачи и ручного перемещения стола ясны из прилагаемых схем (см. рис. 21 и 22) и поэтому описание их не приводится.
В настоящем разделе описаны конструктивные особенности и принцип действия отдельных узлов станков.
Устройство и работа гидросистемы описаны в разделе «Гидропривод станков».
Станина и столы

На продольных направляющих передней части станины (рис. 10) установлен (нижний стол 2, который несет на себе поворотный верхний стол 4. При шлифовании конусов верхний стол может быть повернут на требуемый угол с помощью винта.
Верхний стол закрепляется в нужном положении прижимами 3 и 13. Правый прижим снабжен шкалой и индикаторным устройством 12 для отсчета угла поворота верхнего стола и конусности изделия.
Ручное перемещение нижнего стола по направляющим станины производится вращением маховика специального механизма, шестерня которого зацепляется с рейкой 16, закрепленной на нижнем столе.
Для гидравлического перемещения стола предусмотрен цилиндр 8, башмаки 7 и 9которого закреплены на станине станка. Штоки 5 и 11 поршня этого цилиндра связаны с нижним столомприливами 1 и 14. Подтяжка уплотнений штоков производится винтами фланцев 6 и 10.
В Т-образном пазу нижнего стола закреплены упоры 17, положение которых определяет длину хода стола при автоматическом реверсе.
На задней части станины смонтирована подкладная плита 15 с поперечными направляющими для шлифовальной бабки и механизмом врезания (станки моделей ЗА151 и ЗА161) или механизмом быстрого подвода шлифовальной бабки (станки моделей ЗБ151 и ЗБ161). На направляющих подкладной плиты установлены роликовые шины.
Шлифовальная бабка

Вращение шпинделя шлифовальной бабки осуществляется отдельным электродвигателем через клиноременную передачу (рис. ll)- Сменой шкивов на шпинделе шлифовальной бабки достигается две скорости вращения шлифовального круга. Большая скорость применяется при шлифовании кругом, диаметр которого значительно уменьшился .вследствие износа.
Корпус шлифовальной бабки установлен на роликовых направляющих подкладной плиты 15.
Шпиндель 1 (рис. 11) шлифовальной бабки установлен в двух многовкладышных гидродинамических подшипниках скольжения. Подшипники имеют по три одинаковых сегментных вкладыша охватывающих шейки шпинделя. Вкладыши опираются на винты 19 шаровые концы которых входят о притертые сферические лунки, выполненные в наружной поверхности вкладышей (каждый вкладыш поддерживается одним винтом). Такая конструкция позволяет вкладышам самоустанавливаться во время вращения шпинделя для образования масляных клиньев и обеспечивает жидкостное трение.
Шпиндель фиксируется в осевом .направлении устройством, состоящим из обоймы 7 с бронзовыми кольцами и прижимаемыми с двух сторон к торцам бурта шпинделя корончатой гайкой 11 и хомута 6 шарнирно связанного с обоймой 7, на котором жестко закреплены рычаги 14 и 5. Шаровая головка верхнего рычага 14 входит в гнездо подпружиненного ползуна 16, а цилиндрический хвостовик нижнего рычага 5 установлен ав шарнирном подшипнике, смонтированном в гнезде корпуса шлифовальной бабки. Корончатая гайка 11 предохранена от самоотвинчивания фиксатором 12.
Для повышения чистоты поверхностей обрабатываемых изделий при врезном шлифовании шпинделю шлифовальной бабки может быть сообщено осевое колебательное движение. Оно осуществляется при помощи червяка 2, .насаженного на шпиндель 1, и косозубой шестерни 15, находящейся в зацеплении с червяком. В течение одной воловины оборота косозубой шестерни 15, шарнирный хомут 6 вместе со шпинделем перемещается влево через эксцентрик 18, вилку 10 и рычаг 14, преодолевая усилие пружины. В течение второй половины оборота косозубой шестерни шпиндель под действием пружины перемещается вправо.
Шпиндель совершает 40 двойных ходов в минуту. Длина хода шпинделя регулируется в пределах от 0 до 3,4 Включение и выключение осевого колебательного движения шпинделя осуществляется рукояткой 17. Станки моделей 3Б151 и 3Б161 выпускаются без механизма осевого колебательного движения шпинделя.
Механизм ручного перемещения стола

Ручное перемещение стола осуществляется вращением маха вика 1 (рис. 12) шестеренного механизма, связанного с рейкой стола.
Переключением шестеренных передач механизма достигаются две скорости перемещения стола.
Для получения большей скорости необходимо маховик передвинуть в осевом направлении от себя, введя в зацепление шестерни 2 и 8. Чтобы получить меньшую скорость, необходимо передвину 1 маховик на себя, введя в зацепление шестерни 3 и 4.
Механизм ручного перемещения стола сблокирован с гидросистемой станка. При включении гидравлического перемещена стола масло под давлением поступает через отверстие 9 к торцу плунжера 10 и, перемещая его вправо, выводит шестерню 5 из зацепления со втулкой 6, заклиненной шпонкой на валике реечной шестерни (на торцах втулки и шестерни выполнены зацепляющиеся между собой выступы). Вследствие этого вращение реечной шестерни 7 .при гидравлическом перемещении стола не передается маховику.
При выключении гидравлического перемещения стола торцовые выступы шестерни 5 и втулки 6 снова вводятся в зацепление пружиной 11, после чего возможно перемещение стола вращением маховика 1.
Передняя бабка

Шпиндель 4 передней бабки (рис. 14) неподвижный. В коническом отверстии шпинделя установлен нормальный центр с конусом Морзе № 4. Изделие получает вращательное движение от поводка 2, закрепленного на планшайбе 3
Планшайба приводится вo вращение электродвигателем 1 через две клиноременные передачи.
Скорость вращения изделия бесступенчато регулируется в пределах от 63 до 400 об/мин. Число оборотов изделия устанавливается по .шкале регулятора скорости, расположенного в корпусе передней бабки.
Задняя бабка

Задняя бабка (рис. 15) имеет ручной и гидравлический отвод пиноли. В коническом отверстии пиноли 2 установлен, нормальный центр 1 с конусом Морзе № 4. Изделие зажимается в центрах под действием пружины 3. Отвод пиноли производится рукояткой 5. Рукоятка 4 служит для зажима пиноли при шлифовании.
Управление гидравлическим отводом пиноли осуществляется педалью, расположенной впереди станка. Отвод пиноли производится плунжером 6, к которому через гибкий шланг подведено масло из гидросистемы станка. Действие системы гидравлического отвода пиноли задней бабки описано в разделе «Гидропривод станков».
Люнет

В люнете (рис. 16) может быть установлено изделие диаметром от 8 до 60 мм.
Установка губок 1 и 2люнета на диаметр шлифуемого изделия производится винтами 3 и 4. Регулировка положения верхней и, нижней губок независимая.
Электрическая схема

Для пуска станка необходимо включить автоматический выключатель АВ (рис. 1) и воздействовать на кнопку КПГ. При этом произойдет включение электродвигателей насосов: гидравлики Г, смазки подшипников шпинделя шлифовальной бабки С, смазки направляющих станины 1C. Убедившись в наличии циркуляции масла в двух прозрачных колпачках, расположенных на крышке корпуса шлифовальной бабки, воздействием на кнопку КПШ включаем электродвигатель шлифовального круга Ш.
Включение и выключение электродвигателя изделия Я может быть осуществлено либо вручную при воздействии соответственно на кнопки КПИ ( 1КПИ), КСИ (1КСИ), либо автоматически при быстром подводе (включение) и отводе (отключение) шлифовальной бабки.
В первом случае выключатель ВИ должен быть установлен в положение, при котором замкнуты контакты —47, во втором случае — в положение, при котором замкнуты контакты 45—55.
Включение и отключение электродвигателя изделия при подводе и отводе шлифовальной бабки происходит в результате того, что микропереключатель ДЯ соответственно нажимается и освобождается.
Остановка электродвигателя изделия И происходит в режиме динамического торможения.
Включение и отключение электрод вигателя насоса охлаждения Н при шлифовании происходит одновременно с электродвигателем изделия Я, при правке — одновременно с электродвигателем шлифовального круга Ш. Это достигается с помощью переключателя который при шлифовании установлен в положение «шлифование»—замкнуты контакты 41—49, а при правке — в положение «правка» замкнуты контакты 37—41.
вигателя насоса охлаждения Н при шлифовании происходит одновременно с электродвигателем изделия Я, при правке — одновременно с электродвигателем шлифовального круга Ш. Это достигается с помощью переключателя который при шлифовании установлен в положение «шлифование»—замкнуты контакты 41—49, а при правке — в положение «правка» замкнуты контакты 37—41.
Отключение всех электродвигателей производится воздействием на кнопку КС.
Включение и отключение местного освещения производится выключателем ВО.
Монтажная схема представлена на рис. 2, схема размещения электрооборудования на станке — на рис. 3, символические изображения на пультах управления — на рис. 4, а схема трассы зануления на рис. 5.
§ 35. КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК 3А161.
Характеристика круглошлифовального станка 3А161. Описание основных узлов и органов управления станка 3А161.
Универсальный круглошлифовальный станок 3А161 предназначен для шлифования деталей диаметром до 180 и длиной до 100 мм. Шлифование может производиться на проход и при необходимости — способом врезного шлифования.
На рис. 69 показаны внешний вид станка 3А161, основные узлы и органы управления этого станка: станина 4, нижний 5 и верхний 6 столы, бабка изделия 7, шлифовальная бабка 5, задняя бабка 10, маховичок 3 для ручного перемещения стола, гидропанель 2, на которой размещены рукоятки для управления гидравлическими передвижениями стола — шлифовальной бабки, пиноли задней бабки и др. Рядом с гидропанелью размещена электропанель 1, на которой смонтированы кнопки управления всеми электродвигателями станка. Маховичок 9 служит для ручного перемещения шлифовальной бабки.
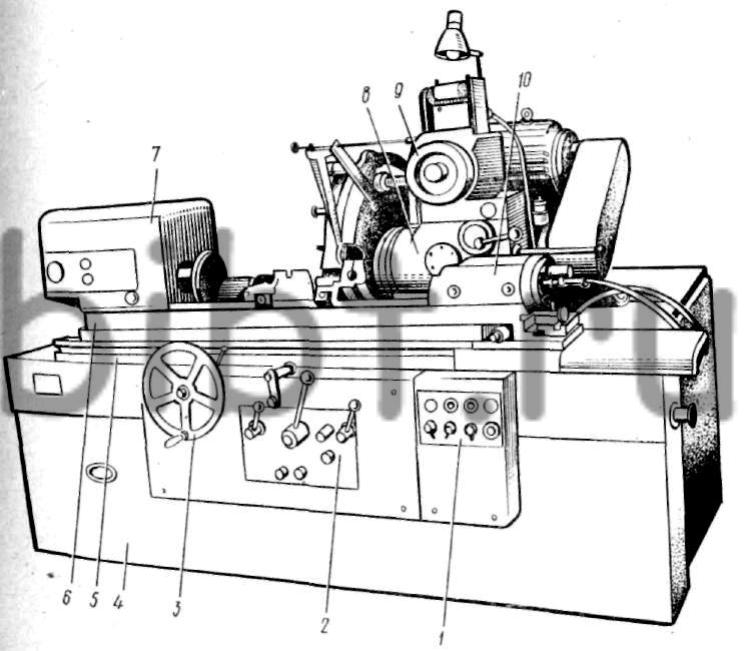
Рис. 69. Круглошлифовальный станок 3А161
Станина и столы круглошлифовального станка 3А161. Станина станка 3А161 (рис. 70) -цельнолитая жесткой конструкции. На продольных направляющих передней части станины смонтирован нижний стол 9, являющийся опорой для верхнего стола 7, несущего переднюю и заднюю бабки станка.
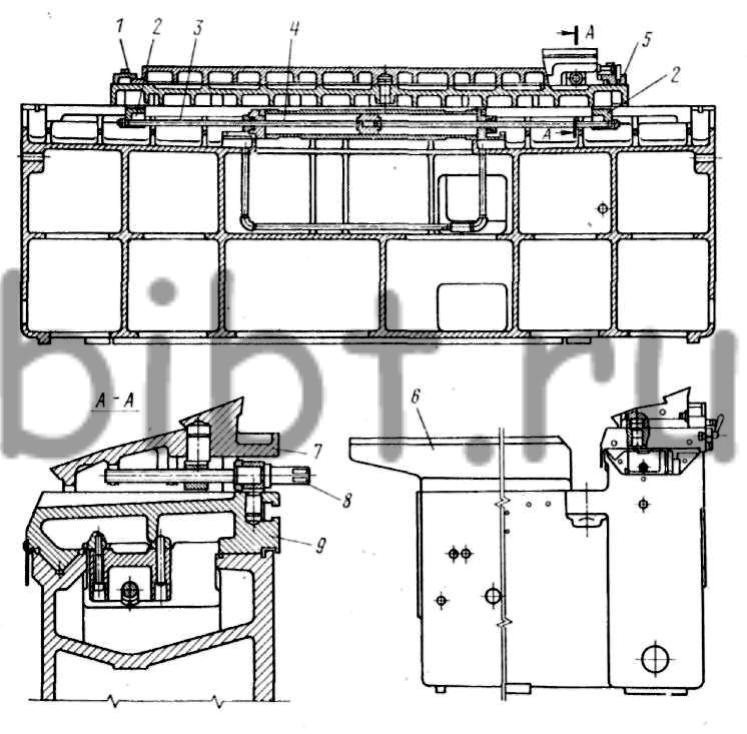
Рис. 70. Станина и столы круглошлифовального станка 3А161
На задней части станины смонтирована подкладная плита 6 с направляющими поверхностями, на которых установлена шлифовальная бабка и механизм для врезного шлифования.
Для шлифования деталей с небольшим углом конусности верхний стол может быть повернут относительно нижнего стола на требуемый угол с помощью винта 8 и закрепляться в этом положении двумя прижимами 1 и 5. Правый прижим снабжен шкалой и индикаторным устройством для точного определения угла поворота верхнего стола относительно направляющих станины.
Для гидравлического продольного перемещения столов в верхней части станины смонтирован с помощью двух башмаков гидроцилиндр 4. Штоки 3 поршня этого цилиндра связаны с нижним столом справа и слева двумя кронштейнами 2.
Передняя бабка круглошлифовального станка 3А161. Передняя бабка (рис. 71) установлена на верхнем столе станка и закрепляется винтами 8. Шпиндель передней бабки 5 с установленным центром 3 в процессе шлифования не вращается. Вращение шлифуемой детали осуществляется поводком 2, закрепленным на вращающейся планшайбе 4.
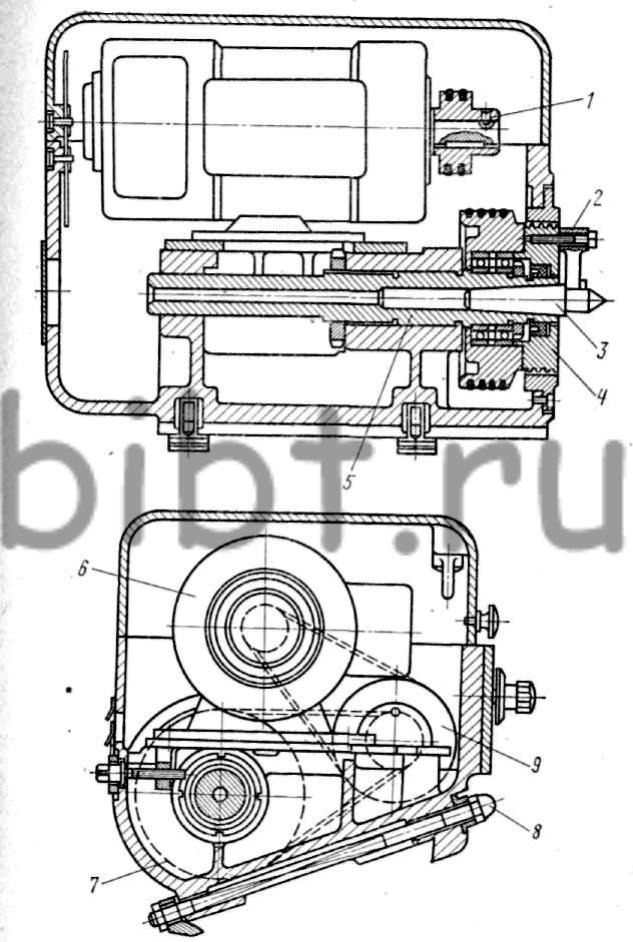
Рис. 71. Передняя бабка круглошлифовального станка 3А161
Привод передней бабки состоит из электродвигателя 6 с бесступенчато регулируемым числом оборотов 350- 2500 об/мин. Вращение шкива 1, жестко закрепленного на валу электродвигателя, передается шкиву 9, а от него шкиву 7, жестко соединенному с планшайбой 4. Такая передача обеспечивает бесступенчато регулируемое число оборотов изделия в пределах 63-400 об/мин.
Задняя бабка станка 3А161. В зависимости от длины шлифуемой детали задняя бабка (рис. 72) устанавливается в нужное продольное положение на верхнем столе и закрепляется двумя винтами 9. Пиноль задней бабки 4 имеет с левой стороны конусное отверстие, в которое установлен центр 3 с конусом морзе № 4. После установки шлифуемой детали в центр рукояткой 1 зажимают пиноль. По окончании процесса шлифования детали отжимают пиноль, рукояткой 2 выводят центр из шлифуемой детали и заменяют ее следующей. Отвод пиноли можно производить, также пользуясь гидравликой. Для этого достаточно нажать ногой на педаль, расположенную в нижней части станины, и масло под давлением поступает в правую полость цилиндра 7, смещает влево поршень 8, который, действуя на рычаг 6 и преодолевая усилие пружины 5, перемещает пиноль вправо. Снимая ногу с педали, прекращаем доступ масла в цилиндр и под действием пружины масло из цилиндра выжимается в бак, а пиноль сдвигается влево.
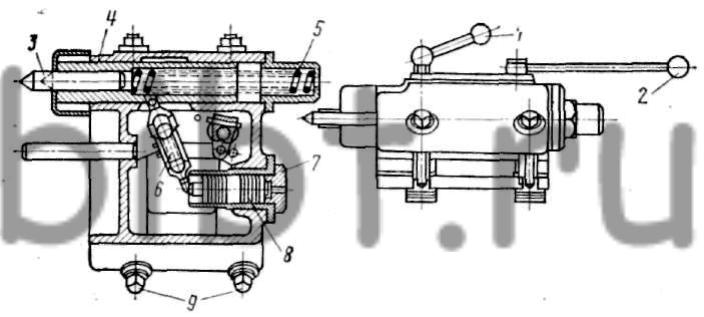
Рис. 72. Задняя бабка станка 3А161
Механизм ручного перемещения стола круглошлифовального станка 3А161. Ручное перемещение стола производится маховиком 1 (рис. 73), на валу которого жестко смонтированы шестерни 2 и 3. В зависимости от продольного положения вала маховика каждая из этих шестерен сцепляется с парной ей шестерней, жестко смонтированных на валике.
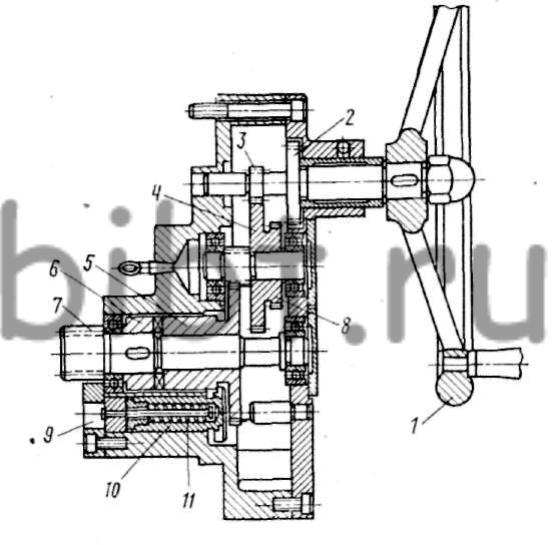
Рис. 73. Механизм ручного перемещения стола круглошлифовального станка 3А161
Когда в сцеплении находятся шестерни 3 и 4, стол перемещается с меньшей скоростью. При необходимости ускоренного перемещения стола маховик вместе с валиком передвигается от себя. При этом вводятся в зацепление шестерни 2 и 8 с большим передаточным отношением.
Механизм ручного перемещения стола сблокирован с гидросистемой станка, что обеспечивает автоматическое отключение его при включении гидравлики. Масло при поступлении в гидроцилиндр перемещения стола одновременно поступает и через отверстие 9 к торцу плунжера 10, перемещает его вправо и выводит ступицу шестерни 5 из зацепления с втулкой 6, жестко соединенной шпонкой с валиком реечной шестерни (на торцах втулки и шестерни выполнены зацепляющиеся между собой выступы). Вследствие этого вращение шестерни 7 при гидравлическом перемещении стола не передается маховику.
При выключении гидравлического перемещения стола торцовые выступы на ступице шестерни 5 и втулки под действием пружины 11 снова вводятся в зацепление, после чего снова возможно перемещать стол вручную с помощью маховика.
Механизм ручной поперечной подачи станка 3А161. Поперечная подача производится вращением маховика 3 (рис. 74), закрепленного на переднем конце вала 5. На втором конце этого вала жестко посажена коническая шестерня 6, сцепляющаяся с шестерней 7, жестко посаженной на валик 8. На другом конце этого валика также жестко посажена шестерня 9, сцепляющаяся с шестерней 17 (рис. 75), жестко соединенной с гайкой 18. Гайка, установленная в отверстии кронштейна, закрепленного на корпусе шлифовальной бабки между направляющими, соединена с винтом поперечной подачи, составляющим часть механизма быстрого подвода шлифовальной бабки. При вращении маховика 3 гайка 18 (рис. 75) перемещается вдоль винта поперечной подачи и ведет за собой шлифовальную бабку, установленную на направляющих подкладной плиты.
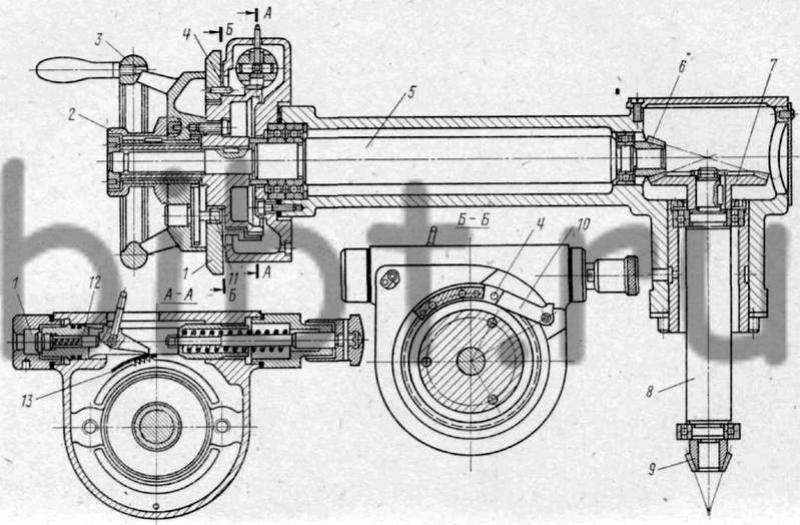
Рис. 74. Механизм ручной поперечной подачи станка 3А161
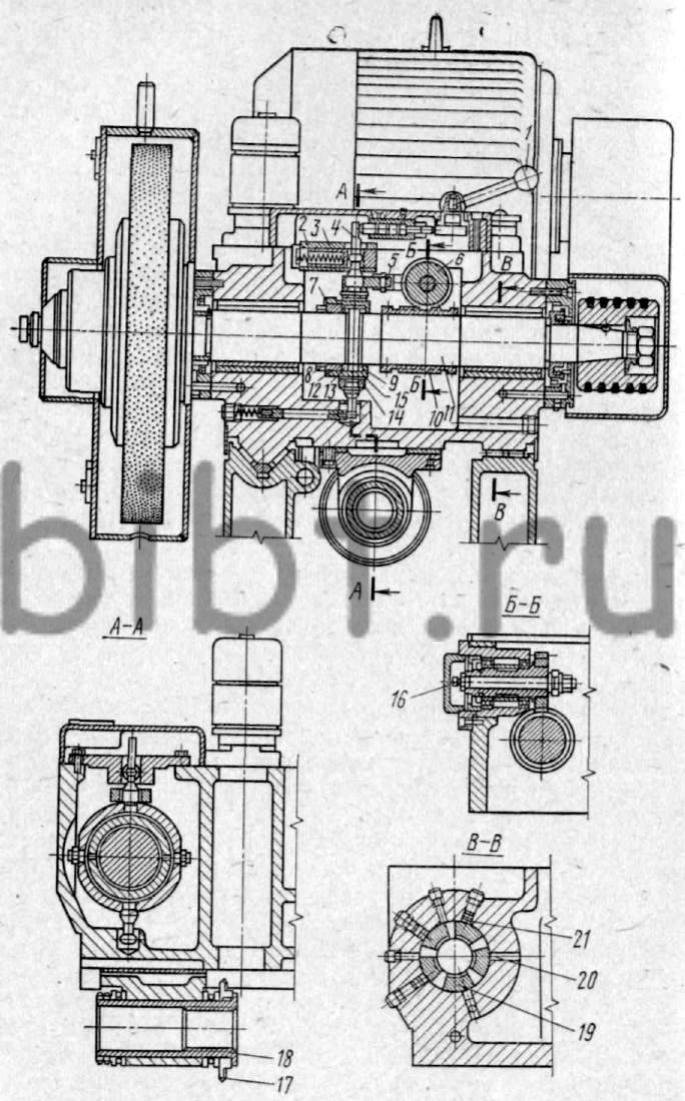
Рис. 75. Шлифовальная бабка станка 3А161.
С помощью механизма поперечной подачи можно производить шлифование до упора с компенсированием износа шлифовального круга. Для этого необходимо прошлифовать в размер первую деталь и, пользуясь маховичком 2 (см. рис. 74), повернуть лимб механизма поперечной подачи так, чтобы подвижной упор 4 вступил в соприкосновение с неподвижным упором 10, закрепленным на корпусе механизма поперечной подачи. При шлифовании последующих деталей данной партии размер их определяется положением, в которое был установлен упор 4. При уменьшении диаметра шлифовального круга вследствие износа или правки шлифуемые изделия будут иметь отклонения диаметра на определенную величину. В этом случае необходимо скорректировать на соответствующую величину положение упора 4. Это осуществляется следующим образом. Шлифуют деталь с подачей до упора и замеряют ее. При наличии недопустимого отклонения выводят упор 10 из соприкосновения с упором 4 и шлифуют изделие в размер, заданный на чертеже, не пользуясь упором. Затем устанавливают упор 10 в рабочее положение и повертывают маховичок 2 против часовой стрелки до тех пор, пока упор 4 не упрется в упор 10. После этого можно производить шлифование последующих деталей до упора. Величину подачи наблюдают по лимбу, представляющему из себя шестерню внутреннего зацепления, сцепленную с шестерней 11.
Помимо ручной поперечной подачи станок имеет также механизм автоматической поперечной подачи, состоящей из гидравлического цилиндра 1 с плунжером 12 и храпового механизма, встроенных в корпус передней панели механизма ручной поперечной подачи. При работе с автоматическим циклом подача на заданную величину производится автоматически при реверсе стола. Автоматическая подача прекращается отсекателем 13, когда на изделии остается припуск в 0,01 мм. Окончательное шлифование в размер производится ручной подачей.
Шлифовальная бабка круглошлифовального станка 3А161. Привод шлифовальной бабки состоит из электродвигателя и клиноременной передачи (см. рис. 75). В целях более полного использования шлифовальных кругов шлифовальная бабка снабжена двумя парами шкивов, обеспечивающих частоту вращения шпинделя 1112 об/мин и 1272 об/мин. Большая частота вращения шпинделя выбирается при работе износившимся кругом, диаметр которого значительно уменьшился, что позволяет работать на оптимальном режиме.
Шлифовальная бабка смонтирована посредством роликовых направляющих на подкладной плите, закрепленной на задней части станины. Шпиндель 11 шлифовальной бабки вращается в двух подшипниках скольжения, каждый из которых состоит из пяти бронзовых вкладышей 19, выполненных в виде сегментов, охватывающих шейки шпинделя. Два нижних вкладыша каждого подшипника соединены с выточкой корпуса бабки штифтами 20, запрессованными в отверстия корпуса. Остальные вкладыши прижимаются к шейке шпинделя винтами 21, которые одновременно обеспечивают устойчивое положение вкладышей в осевом направлении.
Такая установка и крепление вкладышей дает им возможность самоустанавливаться. В процессе вращения между трущимися поверхностями образуется масляный клин. Такой режим работы при стабильной масляной пленке между шейками шпинделя и бронзовыми вкладышами обеспечивает производительное шлифование при высоком качестве шлифуемой поверхности.
В осевом направлении шпиндель шлифовальной бабки фиксируется устройством, состоящим из обоймы 15 с двумя бронзовыми кольцами 9 и 13, охватывающими оба торца бурта, расположенного в средней части шпинделя. Постоянный контакт колец с буртом обеспечивают гайка 8 и хомут 14. Компенсация износа колец, а также торцов бурта шпинделя обеспечивается подпружиненными сухарями, устанавливаемыми в соответствующих гнездах гайки 8. Для предохранения от самоотвинчивания гайки служит фиксатор 7.
Для обеспечения высокого класса шероховатости поверхности деталей, шлифуемых способом врезания, шпинделю шлифовальной бабки может быть сообщено колебательное движение от 0 до 3,4 мм. Эти колебания осуществляются при помощи червяка 10, жестко смонтированного на шпинделе и находящейся в зацеплении с ним винтовой шестерни 6. В течение первой половины оборота шестерни шарнирный хомут 14, преодолевая усилие пружины 3, перемещает плунжер 2 и через эксцентрик 16, рычаг 4 и вилку 5 (а вместе с ней и шпиндель) влево. В течение второй половины оборота винтовой шестерни рычаг, вилка и шпиндель перемещаются вправо. Шпиндель совершает сорок двойных ходов в минуту. Включение и выключение осевого колебательного движения шпинделя осуществляется рукояткой 1.
Механизм быстрого подвода и врезания. Механизм смонтирован в расточке подкладной плиты между направляющими, на которых установлена шлифовальная бабка. Он состоит из цилиндра 5 быстрого подвода шлифовальной бабки и цилиндра врезания 16 (рис. 76).
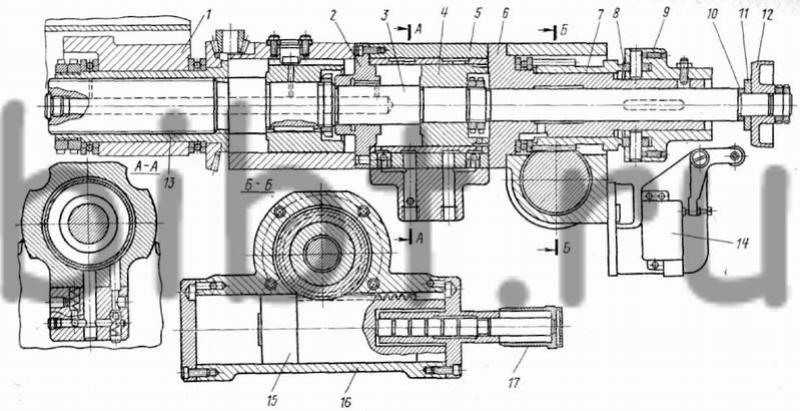
Рис. 76. Механизм быстрого подвода и врезания круглошлифовального станка 3А161.
Левый хвостовик штока 3 поршня 4 цилиндра быстрого подвода представляет собой продолжение винта поперечной подачи, соединенного с гайкой 13, которая смонтирована в расточке кронштейна 1, закрепленного на корпусе шлифовальной бабки. На правом хвостовике штока 3 закреплен упор 12 механизма врезания с компенсационными проставками 10 и 11. На поршне 15 цилиндра врезания нарезана зубчатая рейка, зацепляющаяся с зубчатым венцом кулака-шестерни 7, который смонтирован на шейке гильзы 6.
Кулак-шестерня имеет на правом торце две одинаковые винтовые поверхности с плавно сопряженными участками разного шага (6 мм и 1 мм), соответствующими черновой и чистовой подаче врезания. На второй шейке гильзы посажена втулка 9 с двумя роликами 8, которая может перемещаться в осевом направлении. При поступлении масла под давлением в правую полость цилиндра быстрого подвода произойдет перемещение шлифовальной бабки к изделию на 50 мм, а ролики 8 будут прижаты к винтовым поверхностям кулака-шестерни упором 12. Одновременно микропереключателем 14 будет подана команда на включение электродвигателей привода изделия, насоса охлаждения и магнитного сепаратора. При подходе шлифовальной бабки к изделию масло под давлением будет поступать в правую полость цилиндра врезания, вследствие чего шток цилиндра быстрого подвода и шлифовальная бабка будут перемещаться на величину хода спиральной кривой кулака-шестерни (пока проставка 11 не упрется в торец гильзы). При дальнейшем повороте кулака шестерни шлифовальная бабка не подается — происходит выхаживание. В конце выхаживания микропереключателем подается команда на отвод шлифовальной бабки.
Величину подачи врезания можно регулировать рукояткой 17 в пределах от 0,2 до 0,8 мм в зависимости от припуска на шлифование.
При настройке механизма врезания после ремонта станка необходимо:
1. Совместить риску, нанесенную на винтовой поверхности шестерни-кулака 7 с осью ролика 8, когда поршни 4 и 15 находятся в крайне правых положениях, как показано на рисунке (шлифовальная бабка отведена от изделия на величину 50 мм).
2. В конечном положении шлифовальной бабки при подаче до упора (поставка 11 упирается в торец гильзы 6, а поршень 15 находится в крайне левом положении) обеспечить:
а) зазор между торцами поршня 4 и фланца 2 в пределах 0,5-0,8 мм (достигается подшлифованием проставки 10 по высоте);
б) зазор между торцами упора 12 и втулки 9 в пределах 0,02-0,03 мм (достигается пригонкой проставки 11 по высоте).
Обзор моделей и модификаций круглошлифовальных станков
Шлифовка (шлифование) — способ обработки детали до установленных размеров. Для этого используются абразивные материалы, нанесенные на шлифовальные круги. Круглошлифовальные портативные станки для работы по металлу имеют множество вариантов исполнения, как способ с ручным управлением, так и способ с системами ЧПУ (3у10а, серия станков Studer и др.).
Круглошлифовальные станки широко распространены в производственных предприятиях, которые занимаются выпуском продукции большими, средними, малыми сериями и даже единичными экземплярами. Универсальный круглошлифовальный станок имеет назначение для шлифования цилиндрических и конических деталей как внутри, так и снаружи.

Круглошлифовальный станок модели 3В423
Как правило, деталь попадает на такой станок для заключительной обработки, при которой обеспечивается высокая точность контроля по параметрам и чистоте поверхности.
1 Модификации
Все круглошлифовальные станки имеют свою технологическую точность контроля и производства:
- П — повышенная;
- В — высокая;
- А — особо высокая.
Круглошлифовальные станки, которые наиболее часто встречаются на производствах, имеют следующие обозначения:
- 3а423, 3а151,
- 3б12, 3б161, 3б153, 3б151;
- 3м151, 3м175;
- 3у10а;
- многочисленная серия станков Studer (S21, S31, S33, S41).
Все модификации имеют эффективный способ контроля размеров при обработке детали, в том числе и способ с помощью ЧПУ. Большинство станков позволяет обрабатывать на них тяжелые и габаритные детали.
По расположению обрабатываемой детали также имеются различия. Существует три модификации:
- центровая — деталь устанавливается в центрах;
- патронная — обрабатываемое изделие зажимается в патроне;
- безцентровая — деталь устанавливается по обрабатываемой поверхности.
1.1 Рабочие узлы
Различие в технических характеристиках у разных заточных моделей заключается в мощности, расстоянии между центрами, допустимым весом обрабатываемого изделия, максимальным диаметром шлифовки, шириной диапазона поворота шпиндельной бабки.

Круглошлифовальный станок 3М174
Устройства достаточно тяжелые, поэтому под них необходимо предусматривать усиленный фундамент.
Основные рабочие узлы:
- шлифовальная бабка со шпинделем шлифовального круга;
- суппорт ножа;
- патрон (центра);
- балансировочное устройство для шлифовального круга;
- приспособление для правки шлифовального круга;
- емкость со смазочно-охлаждающей жидкостью;
- прижимы.
Универсальный круглошлифовальный станок может быть оснащен ЧПУ, что значительно упрощает способ контроля и увеличивает точность производимых работ.
На таких станках можно обрабатывать детали практически из любых материалов:
- сталь;
- чугун;
- сплавы цветных металлов;
- текстолит;
- стекло;
- материалы особой прочности (керметы).
2 Принцип работы
Обрабатываемая деталь зажимается в патроне или устанавливается на центрах станка, а затем, вращаясь, входит в контакт со шлифовальными кругами, которые имеют абразивные покрытия. Стол станка может перемещаться в возвратно-поступательном направлении и в конце законченного прохода происходит перемещение шлифовального круга на следующую заданную величину резания.

Процесс шлифовки детали на кругошлифовальном станке
Продольное движение стола задается ЧПУ (через гидравлику) или вручную (вращением маховика). Шлифовальная бабка, которая перемещается поперечно, также может управляться ЧПУ или вручную. Абразивные круги, при продольном и поперечном перемещении, обрабатывают деталь сначала в черновом, а затем в чистовом варианте шлифовки.
2.1 Станок 3м151
Используется для единичной, серийной и крупносерийной обработки деталей. В работе по металлу 3м151 позволяет выполнять следующие операции:
- шлифование (врезное и продольное);
- наружное шлифование деталей, которые имеют коническую или цилиндрическую форму.
Работы могут проводиться как в ручном, так и в автоматическом (ЧПУ) режиме, при этом способ контроля размеров позволяет выдерживать высокую точность обработки.
На станке 3м151 возможна обработка деталей с максимальными диаметром 200 мм и длиной и 700 мм, а также весом до 55 кг. Общий вес 3м151 (вместе с охлаждающей системой и комплектом электрического оборудования) составляет 5600 кг при габаритах 2170×2450х4605 мм.
к меню ↑
2.2 Особенности конструкции
Станок 3м151 имеет два стола (верхний и нижний). Первый размещен перед станиной и передвигается по продольным направляющим, второй используется в обработке конических деталей и поворачивается на определенный угол при помощи винта с последующей фиксацией прижимами. Способ контроля размеров, а также их проверка заключается в корректировке по шкале и индикаторному механизму, расположенных на столах.

Станок круглошлифовальный 3М151
Система гидравлики у станка 3м151 позволяет осуществлять:
- блокировку перемещения стола ручным способом;
- продольное перемещение стола (задействуется автореверс при окончании рабочего хода);
- быстрое подведение/отведение бабки;
- блокировку стола при выполнении врезного шлифования;
- отведение пиноли.
При продольном и врезном шлифовании на 3м151 возможна полная автоматизация процесса, который осуществляется при помощи гидравлического привода имеющего муфту и гидродвигатель. Пиноль, с зубчатой рейкой, подводит к обрабатываемой детали заднюю бабку для установки ее в центрах. Такую операцию 3м151 позволяет провести как вручную, так и при помощи гидравлики.
На задней бабке 3м151 имеется устройство для правки шлифовального круга. При желании, это устройство можно автоматизировать, как дополнительную опцию при заказе у производителя.
к меню ↑
2.3 Универсальный станок 3б12
Станок 3Б12 является универсальным круглошлифовальным устройством и используется для шлифования конических и цилиндрических поверхностей как внутри, так и снаружи.
Наличие поворотного стола у 3Б12 позволяет провести шлифовку пологих конических поверхностей.
Для шлифования крутых конических внутренних и внешних поверхностей у 3Б12 имеется поворотная передняя и поворотная шлифовальная бабка, которая состоит из двух частей. Верхняя часть может перемещаться на салазках относительно нижней части. Таким образом, на станке 3Б12, имеется возможность шлифовать торец детали, закрепленной в патроне, краем шлифовального круга.

Станок круглошлифовальный 3Б12
Станок 3Б12 позволяет обрабатывать деталь, закрепленную в патроне или установленную в неподвижных центрах.
На станке 3Б12 возможно проведение следующих работ:
- врезное и продольное шлифование;
- продольное шлифование до упора (автоматическая поперечная подача);
- шлифование периферией шлифовального круга торцевых поверхностей.
Станок 3Б12 позволяет обрабатывать цилиндрические поверхности диаметром 8-200 мм и длиной 100-500 мм, а отверстия 20-50 мм с глубиной до 75 мм. Проверка на точность заточных работ станком 3Б12, проводится при помощи соответствующих шкал установки параметров обработки.
к меню ↑
2.4 Специальный станок 3а423
Модель 3а423 предназначена для перешлифовки шатунных и коренных шеек коленчатых валов двигателей внутреннего сгорания. Используется 3а423 на авторемонтных заводах и в ремонтных мастерских. Станок 3а423 может шлифовать цилиндрические поверхности и конусы, которые имеют небольшой угол уклона.
При шлифовании шатунных шеек на станке 3А423, коленчатый вал балансируется перемещаемыми на патроне грузами. Система управления 3а423 имеет механический, гидравлический и ручной привод. Возможно проведение шлифовки с автоматическим врезанием.

Станок круглошлифовальный 3А423
Кинематические цепи и гидравлические системы, которыми оснащен 3а423, позволяют осуществлять следующие движения:
- вращать шпиндель шлифовальной бабки;
- вращать обрабатываемую деталь;
- при помощи гидравлики быстро подводить/отводить шлифовальную бабку;
- перемещать стол.
На 3а423 возможна обработка деталей с максимальными общим сечением 580 мм и длиной 1600 мм (в центрах); 1450 мм (в патронах), а также весом до 150 кг.
Мощность электрического двигателя главного привода станка 3а423 — 11 кВт. Размеры станка 3а423 (по ширине, глубине и высоте) — 5650×2530х1830 мм. Общий вес — 7250 кг.
к меню ↑
2.5 Модель 3Б161
Станок 3Б161 применяется в наружном шлифовании цилиндрических и конических (с пологим скосом) поверхностей.
Виды шлифования на станке 3Б161:
- продольное и фрезерное (при ручном управлении);
- продольное (в режиме автоматической поперечной подачи);
- врезное (до упора, в полуавтоматическом цикле).
Модель 3Б161 позволяет установить дополнительные приборы, по которым происходит проверка на точность выполнения работ методом активного контроля размеров. Такой способ возможен при особой комплектации 3Б161 и требует дополнительной оплаты.
Существует модификация 3Б161, которая не имеет гидравлического механизма для врезания. Врезное и продольное шлифование на станке 3Б161 проводится методом ручной поперечной подачи.

Круглошлифовальный станок 3Б161
Максимальные размеры обрабатываемых деталей на станке 3Б161 по диаметру — 280 мм, по длине — 1000 мм. Станок 3Б161 имеет электродвигатель привода круга — 7 кВт (980 об/мин). Габаритные размеры по длине, ширине, высоте — 4100×2100х1560 мм, при общем весе 4500 кг.
к меню ↑
2.6 Универсальный полуавтомат 3М175
Полуавтомат 3М175 имеет класс точности П и предназначен для шлифования пологих конических и цилиндрических поверхностей.
Шлифование в полуавтоматическом режиме происходит в неподвижных центрах. Поворотная верхняя часть стола полуавтомата 3М175 обеспечивает работу с коническими поверхностями.
Полуавтомат 3М175 удобен в управлении и обслуживании. Операции по перемещению стола, включению вращения обрабатываемой детали, охлаждению и быстрому подводу шлифовального круга — выполняются одной рукояткой.
На станке 3М175 допустима обработка деталей размером 2800 мм с диаметром 400 мм. Область шлифования определяется по диаметру в 400 мм, по длине 2520 мм.
Габаритные размеры 3М175 — 8310×3690х2135 мм при общей массе в 13850 кг.
к меню ↑
2.7 Станки 3м175, 3а151, 3у10а, 3б153, 3б151
Модели 3м175, 3а151, 3у10а, 3б153, 3б151 используются для наружного шлифования.
На станках 3м175, 3а151, 3у10а, 3б153, 3б151 возможна установка устройств активного контроля, поэтому тщательная проверка всех параметров при работе по металлу осуществляется автоматически. Такой способ контроля позволяет производить качественную продукцию с гладкой и чистой поверхностью.

Общий вид круглошлифовального станка 3У10А
Станок 3у10а отличается от 3м175, 3а151, 3б153, 3б151 особо высокой точностью при шлифовании наружных и внутренних цилиндрических или конических поверхностей.
- диаметр заготовки — до 100 мм;
- длина заготовки — до 180 мм;
- мощность электродвигателя — 1,1 кВт;
- размеры — 1250×1400х1690 мм;
- вес — 1850 кг.
2.8 Универсальные круглошлифовальные аппараты Studer
Studer S41 — агрегат, который оснащен ЧПУ новой генерации. Studer меет множество особых технических дополнений, таких как уникальная система направляющих, высокоточные приводы линейных двигателей, большой выбор шлифовальных кругов.
Studer S21 — подходит для шлифования деталей с высокими требованиями контроля качества. Может быть полностью автоматизирован. Используется для изготовления продукции для аэрокосмической отрасли, в точной механике и гидравлике (пневматике).
Studer S31 — широко применяется в инструментальной промышленности.
Studer S33 — имеет три шлифовальных круга которые обеспечивают комплексную обработку детали на наивысшем уровне.
к меню ↑
2.9 Как работает круглошлифовальный станок 3К12? (видео)
Электрооборудование металлообрабатывающих станков,
принципиальная электрическая схема управления ЭП круглошлифовального станка модели ЗА161
Принципиальная электрическая схема управления ЭП круглошлифовального станка модели ЗА161 (рис. 4.6-4,5,6)



Назначение. Дня управления и защиты ЭП круглошлифовального станка,
Примечание — Этот станок предназначен для наружного шлифования цилиндрических поверхностей изделий длиной до 1000 мм и диаметром до 280 мм, наибольший диаметр шлифовального круга 600 мм; на задней бабке стола установлен прибор для правки шлифовального круга алмазом.
Основные элементы схемы.
ДШ, ДГ, ДН и ДИ — приводные двигатели шлифовального круга, гидросистемы, насоса смазки и изделия.
Примечания:
1. ДШ — асинхронный двигатель с КЗ-ротором, мощность 7 кВт, угло-
вая скорость 98 рад/с; за счет смены шкивов клиноременной передачи можно получить два значения угловой скорости круга 111 и 127 рад/с.
2. ДИ — двигатель постоянного тока параллельного возбуждения типа
ПБС-22; мощность 0,85 кВт; угловая скорость плавно регулируется в пределах от 35 до 250 рад/с изменением напряжения, подводимого к якорю от МУ.
3. ДГ— асинхронный двигатель с КЗ-ротором; мощность 1,7 кВт; уг-
ловая скорость 93 рад/с.
4. ДН — асинхронный двигатель с КЗ-ротором; мощность 0,125 кВт;
угловая скорость 280 рад/с,
МУ — магнитный усилитель (в комплекте с ЭП типа ПМУ-5М).
Примечание — Усилитель собран по трехфазной мостовой схеме и имеет 6 рабочих обмоток (wp), включенных последовательно с диодами Д1. Д6; диоды предназначены для выпрямления переменного тока и, одновременно, для обеспечения внутренней положительной обратной связи по току;
Wy1 — обмотка управления задающая;
Wy2 — обмотка управления, обеспечивающая положительную обратную связь по току якоря двигателя;
Wy3 — обмотка управления, обеспечивающая смещение в МУ.
ВП1 и ВП2 — выпрямители положительной обратной связи по току и
питания обмотки возбуждения двигателя изделия (ОВДИ).
ЭмО и ЭмДП — электромагниты отвода и доводочной подачи.
КШ, КГ, КН, КИ и КТ — контакторы управления электродвигателями шлифовального круга, гидросистемы, насоса охлаждения, изделия и торможения.
РОП — реле отсутствия питания в ОВДИ.
РП1 и РП2 — реле промежуточные чистовой обработки и отвода
РВ — реле времени, для обеспечения времени «выхаживания».
РД — реле давления масла в гидросистеме.
Примечания:
1. Стол станка движется гидравликой возвратно-поступательно (продольная подача) со скоростью от 100 до 600 мм/мин; реверсирование стола в конце каждого хода переключением золотника гидроцилинд-ря при помощи упоров, установленных на столе.
2. Поперечная подача шлифовальной бабки при наладочных работах выполняется вручную, а при автоматической работе — от системы гидравлики и управляется электромагнитами (ЭмО и ЭмДП).
РКС — реле контроля скорости.
ПЗ — потенциометр задающий.
R1, R2, R3, R д— резисторы регулировочные.
Органы управления.
Кн.ПШ, Кн.ПГ, Кн.ПИ — кнопки «пуск» двигателей ДШ, ДГ, ДИ.
Кн.СО, Кн.СИ — кнопки «стоп» общая и ДИ.
ВН, ВА1, ВИ — выключатели режимов работы («РУ» — ручное управление, О, «АР» — автоматическая работа).
ВА2 — выключатель («упор»- 0-«скоба») для выбора режима работы.
ВАК — выключатель прибора активного контроля (АК).
Примечание — Прибор АК дает 2 команды: на чистовую обработку и на быстрый отвод.
ВО— выключатель местного освещения, для выключения лампы освещения (ЛО).
МПО, МПД — микропереключатели отвода и доводки.
Режимы управления.
Автоматический — от ВН, ВИ, ВА1, ВА2, АК и «выхаживание». Наладка — вручную.
3Б161 станок круглошлифовальный универсальный полуавтоматСхемы, описание, характеристики
Паспорта на электрооборудование
Скачать паспорт на шлифовальный станок бесплатно, шлифовальный станок описание литература, документация на шлифовальный станок
ПАСПОРТа на Шлифовальные станки.
- 3А10П (Ленинград) шлифовальный станок Скачать
- 3А130; 3131 (Лубенск) шлифовальный станок Скачать
- 3А141; 3140 (Лубенск) шлифовальный станок Скачать
- 3А164; 3А164А; 3А164В (Харьков) шлифовальный станок Скачать
- 3А172 (Харьков) шлифовальный станок Скачать
- 3А184(П) шлифовальный станок Скачать
- 3А227; 3А227В; 3А227П; 3А227ВП (Саратов) шлифовальный станок Скачать
- 3А228(П); 3А229 (Воронеж) шлифовальный станок Скачать
- 3А423 (Полтава) шлифовальный станок Скачать
- 3А151; 3А161; 3Б151; 3Б161 (Харьков) шлифовальный станок Скачать
- 3Б12 шлифовальный станок Скачать
- 3Б153 (Вильнюс) шлифовальный станок Скачать
- 3Б153У шлифовальный станок Скачать
- 3Б722 шлифовальный станок Скачать
- 3Б724 (Воронеж) шлифовальный станок Скачать
- 3Б740 (Липецк) шлифовальный станок Скачать
- 3Б756 (Воронеж) шлифовальный станок Скачать
- 3Б890 шлифовальный станок Скачать
- 3Б890М шлифовальный станок Скачать
- 3В10 шлифовальный станок Скачать
- 3В18 шлифовальный станок Скачать
- 3Г71(Орша) шлифовальный станок Скачать
- 3Г71М (Орша) шлифовальный станок Скачать
- 3Г182; 3184 (Витебск) шлифовальный станок Скачать
- 3Г833-притирочно-хонинговальный (Краснореченское) шлифовальный станок Скачать
- 3Д711ВФ11 шлифовальный станок Скачать
- 3Д725 (Воронеж) шлифовальный станок Скачать
- 3Д740В; 3Д741В (Липецк) шлифовальный станок Скачать
- 3Д756 (Воронеж) шлифовальный станок Скачать
- 3Д722 (Липецк) шлифовальный станок Скачать
- 3Е12 (Вильнюс) шлифовальный станок Скачать
- 3Е153 (Вильнюс) шлифовальный станок Скачать
- 3Е183А; 3Е183В (Витебск) шлифовальный станок Скачать
- 3Е710В-1 шлифовальный станок Скачать
- 3Е711В, 3У711В. шлифовальный станок Скачать
- 3Е756Л-1 (Воронеж) шлифовальный станок Скачать
- 3Е881 шлифовальный станок Скачать
- 3Е881М (Вильнюс) шлифовальный станок Скачать
- 3К12 шлифовальный станок Скачать
- 3К225А; 3К227А (Саратов) шлифовальный станок Скачать
- 3К228В (Воронеж) шлифовальный станок Скачать
- 3К229В (Воронеж) шлифовальный станок Скачать
- 3М131 (Харьков) шлифовальный станок Скачать
- 3М132В (Харьков) шлифовальный станок Скачать
- 3М151; 3М151В; 3М152; 3М152В; 3М162; 3М163; 3М163В; 3М164 (Харьков) шлифовальный станок Скачать
- 3М162МВФ2 (Харьков) шлифовальный станок Скачать
- 3М173; 3М174; 3М175 (Лубенск) шлифовальный станок Скачать
- 3М182 (Витебск) шлифовальный станок Скачать
- 3М182; 3М184 (Витебск) шлифовальный станок Скачать
- 3М196; 3М197 (Харьков) шлифовальный станок Скачать
- 3Л722А (Липецк) шлифовальный станок Скачать
- 3Л722В шлифовальный станок Скачать
- 3Л741АФ10 (Липецк) шлифовальный станок Скачать
- 3У10А(Вильнюс) шлифовальный станок Скачать
- 3У10В (Вильнюс) шлифовальный станок Скачать
- 3У12А; 3У12УА; 3У12ОА; 3У12В (Вильнюс) шлифовальный станок Скачать
- 3У131ВМ; 3У133МВ (Лубенский завод Коммунар) шлифовальный станок Скачать
- 3У131М (Лубенский «Коммунар») шлифовальный станок Скачать
- 3У133(Лубны) шлифовальный станок Скачать
- 3У143; 3У144. шлифовальный станок Скачать
- 3ШП-320 шлифовальный станок Скачать
- 310П (Ленинград) шлифовальный станок Скачать
- 371М-1 (Витебск)) шлифовальный станок Скачать
- 372Б (МСЗ) шлифовальный станок Скачать
- 375С (Воронеж) шлифовальный станок Скачать
- 395М (Ленинград) шлифовальный станок Скачать
- 395МФ10 (Ленинград) шлифовальный станок Скачать
- 3151 (Харьков) шлифовальный станок Скачать
- 3164 (Харьков) шлифовальный станок Скачать
- 3180 (Витебск) шлифовальный станок Скачать
- 3225(П) (Саратов) шлифовальный станок Скачать
- 3701 (А); 3711 (Орша) шлифовальный станок Скачать
- 3890 шлифовальный станок Скачать
- 3951ВФ1 шлифовальный станок Скачать
- AL1-R-001 (WOLTERS) (Германия) шлифовальный станок Скачать
- ДШ-62М (Дербент) шлифовальный станок Скачать
- ДШ-102 (Дербент) шлифовальный станок Скачать
- Л3-98 шлифовальный станок Скачать
- ЛЗ-269Ф2 (Ленинград) шлифовальный станок Скачать
- МВ 6020 (Саратов) шлифовальный станок Скачать
- МС 339; 3508; 3510 шлифовальный станок Скачать
- СА2М (Москва) шлифовальный станок Скачать
- 3SMO (Кординатно шлифовальный)(Швейцария) шлифовальный станок Скачать
- 1071Е (Англия) шлифовальный станок Скачать
- 1400(Прецизионный плоскошлифовальный) (Англия) шлифовальный станок Скачать
- FF 35022 (ФРГ) шлифовальный станок Скачать
- HF 50 RD JUNG (Германия) шлифовальный станок Скачать
- HVR 90 SERDI (США) шлифовальный станок Скачать
- GCN 15-100 (Япония) шлифовальный станок Скачать
- J4GA (Кординатно шлифовальный) шлифовальный станок Скачать
- NOVA 10135;(50400)(100600) (Италия) шлифовальный станок Скачать
- R4-1200V (Италия) шлифовальный станок Скачать
- RT 50 (Италия) шлифовальный станок Скачать
- SASL 125×250 (Германия) шлифовальный станок Скачать
- SI 125×175 (Германия) шлифовальный станок Скачать
- SU 315 (ГДР) шлифовальный станок Скачать
- SIXZB 160×1000 (ГДР) шлифовальный станок Скачать
- PFS4U (PeTeWe) (ФРГ) 1976г. шлифовальный станок Скачать
- Ш-150К шлифовальный станок Скачать
Стоимость выполнения схемы в формате «КОМПАС-3D V12» от 10 $ до 40 $

