
ГОСТ 25557-2006, ИСО 296-1991 Конусы инструментальные. Основные размеры
ГОСТ 25557-2006 Конусы инструментальные. Основные размеры
Текст ГОСТ 25557-2006 Конусы инструментальные. Основные размеры
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
25557
(ИСО 296:1991)
КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ
Основные размеры
ISO 296:1991
Machine tools — Self-holding tapers for tool shanks

Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0—92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2—97 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Всероссийским научно-исследовательским институтом стандартизации и сертификации в машиностроении (ФГУП «ВНИИНМАШ») и Экспериментальным научно-исследовательским институтом металлорежущих станков (ОАО «ЭНИМС») на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 29 от 24 июня 2006 г.)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004—97
по МК (ИСО 3166) 004—97
Сокращенное наименование национального органа по стандартизации
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
Федеральное агентство по техническому регулированию и метрологии
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 296:1991 «Станки. Самозажимные конусы хвостовиков инструментов» (ISO 296:1991 «Machine tools — Self-holding tapers for tool shanks»).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6). При этом дополнительные положения, а также фразы и отдельные слова, включенные в текст стандарта для учета потребностей национальной экономики указанных выше государств и особенностей межгосударственной стандартизации, выделены курсивом.
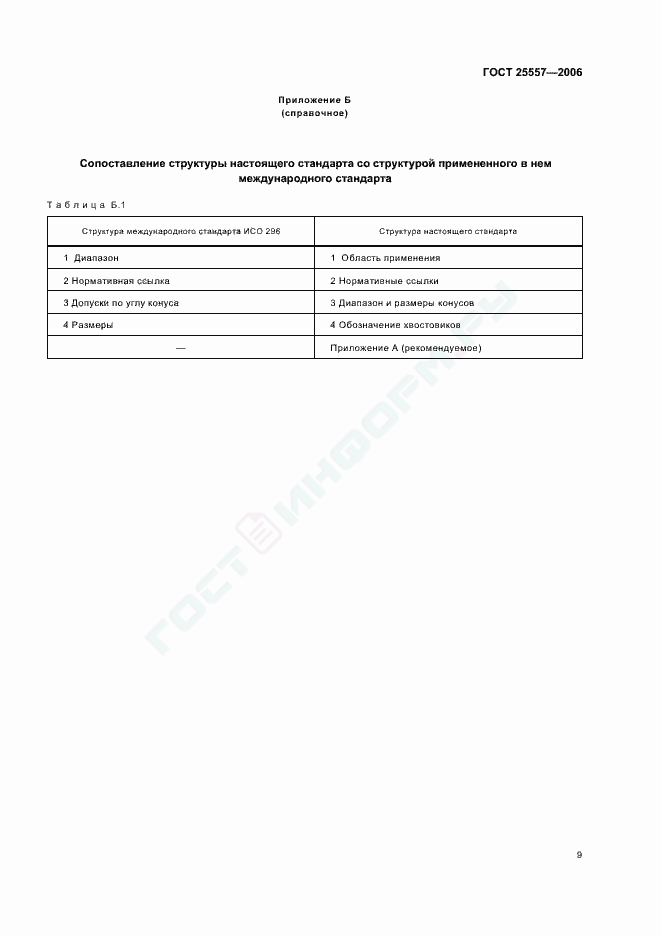
Сравнение структуры настоящего стандарта со структурой указанного международного стандарта приведено в дополнительном приложении Б
5 Приказом Федерального агентства по техническому регулированию и метрологии от 12 июля 2007 г. № 171-ст межгосударственный стандарт ГОСТ 25557—2006 (ИСО 296:1991) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2008 г.
6 ВЗАМЕН ГОСТ 25557—82
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе «Национальные стандарты».
Информация об изменениях к настоящему стандарту публикуется в указателе «Национальные стандарты», а текст изменения — в информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Межгосударственный стандарт ГОСТ 25557-2016 (ISO 296:1991) «Конусы инструментальные. Основные размеры» (введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 20 марта 2017 г. N 160-ст)
Machine tools tapers. Basic dimensions
ГАРАНТ:
Рамки из тонких линий не приводятся
Дата введения — 1 января 2018 г.
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2015 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 Подготовлен Открытым акционерным обществом «ВНИИИНСТРУМЕНТ» (ОАО «ВНИИ ИНСТРУМЕНТ») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 Внесен Межгосударственным техническим комитетом по стандартизации МТК 95 «Инструмент»
3 Принят Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 22 ноября 2016 г. N 93-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
4 Приказом Федерального агентства по техническому регулированию и метрологии от 20 марта 2017 г. N 160-ст межгосударственный стандарт ГОСТ 25557-2016 (ISO 296:1991) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2018 г.
5 Настоящий стандарт является модифицированным по отношению к международному стандарту ISO 296:1991 «Станки. Самозажимные конусы хвостовиков инструментов» («Machine tools — Self-holding tapers for tool shanks», MOD).
При этом потребности национальных экономик стран, указанных выше, и особенности межгосударственной стандартизации учтены в дополнительных разделах, пунктах, которые выделены путем заключения в рамки из тонких линий, а информация с объяснением причин включения этих положений приведена в дополнительном приложении ДА.
Международный стандарт разработан Техническим комитетом по стандартизации ISO/TC 39 «Станки» Международной организации по стандартизации (ISO).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта приведено в дополнительном приложении ДБ.
Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в дополнительном приложении ДВ
6 Взамен ГОСТ 25557-2006 (ИСО 296:1991)
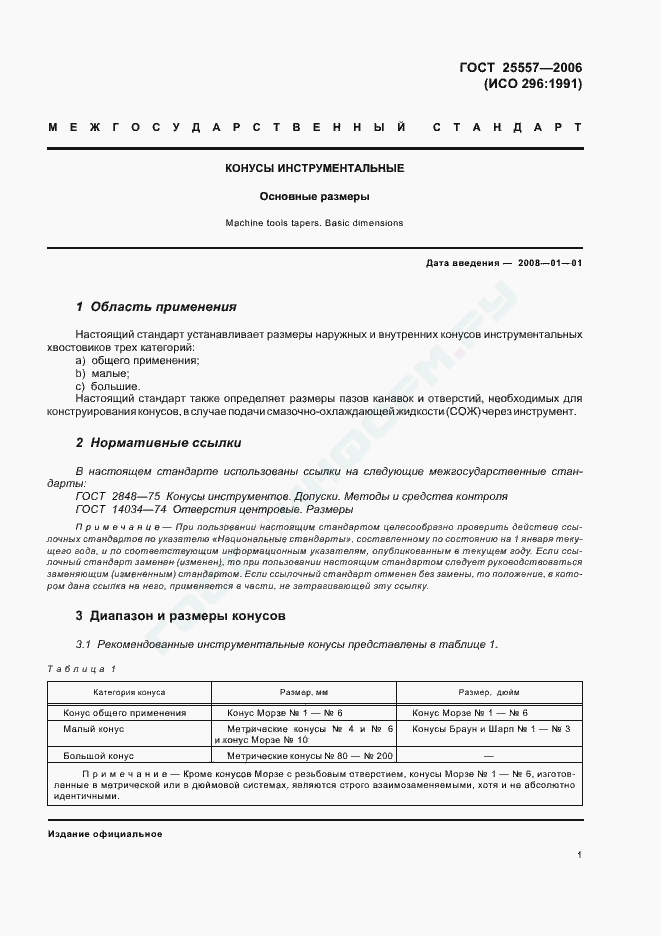
1 Область применения
Настоящий стандарт распространяется на инструментальные метрические конусы и конусы Морзе и устанавливает размеры наружных и внутренних инструментальных конусов трех категорий:
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 2848-75 Конусы инструментов. Допуски. Методы и средства контроля
ГОСТ 14034-74 Отверстия центровые. Размеры
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
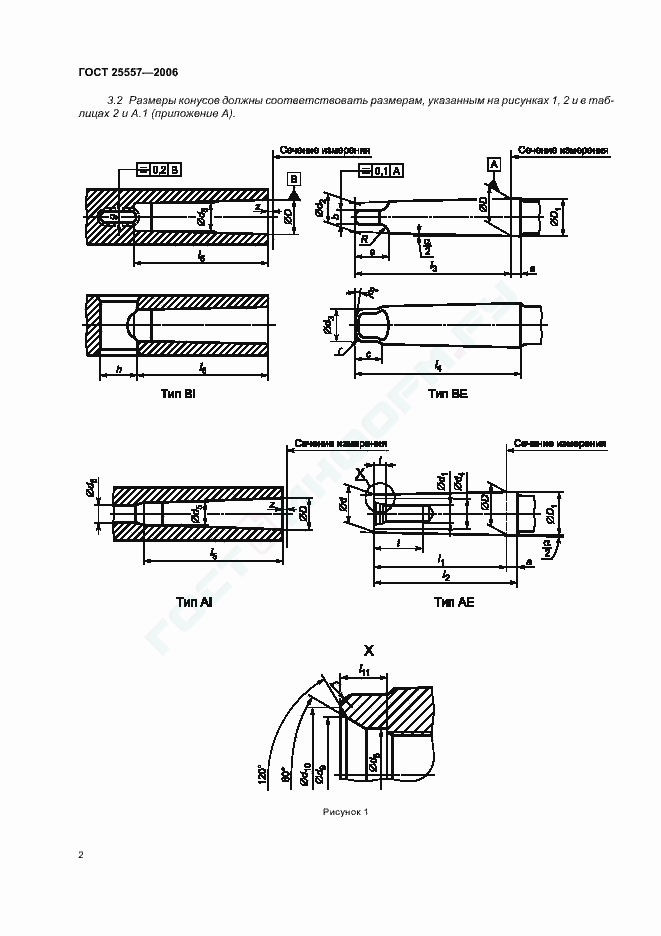
3 Обозначения конусов
В зависимости от конструкции инструментальный хвостовик должен иметь обозначение.
BI — внутренний конус с пазом;
BE — наружный конус с лапкой;
AI — внутренний конус с отверстием по оси;
АЕ — наружный конус с резьбовым отверстием по оси;
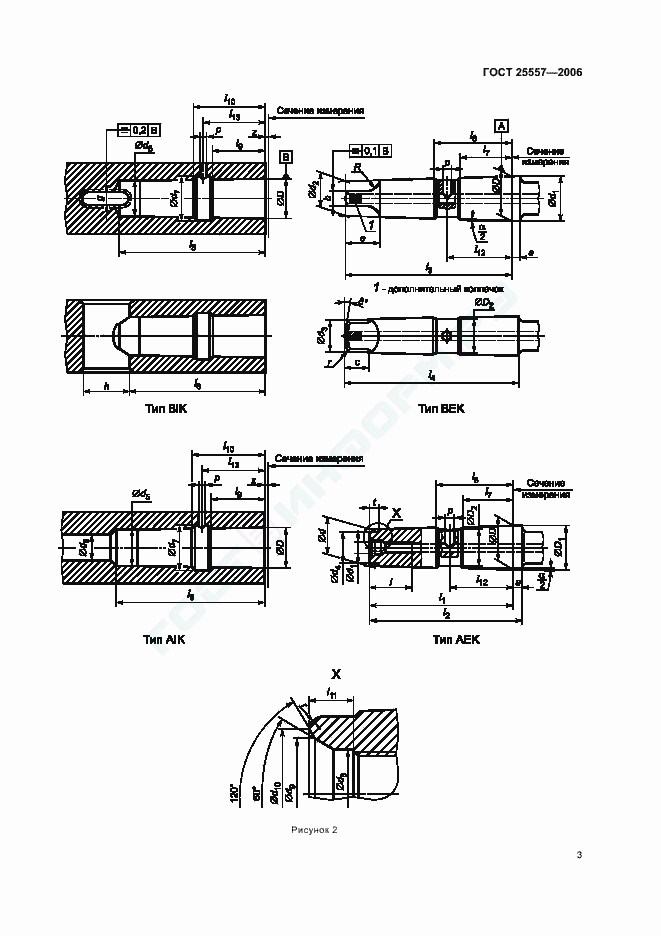
BIK — внутренний конус с пазом и отверстием для подачи СОЖ;
ВЕK — наружный конус с лапкой и отверстием для подачи СОЖ;
AIK — внутренний конус с отверстием по оси и отверстием для подачи СОЖ;
АЕK — наружный конус с резьбовым отверстием по оси и отверстием для подачи СОЖ
4.1 Рекомендованные инструментальные конусы представлены в таблице 1.
Конус общего применения
Конус Морзе N 1 — N 6
Метрические конусы N 4 и N 6 и конус Морзе N 0
Метрические конусы N 80 — N 200
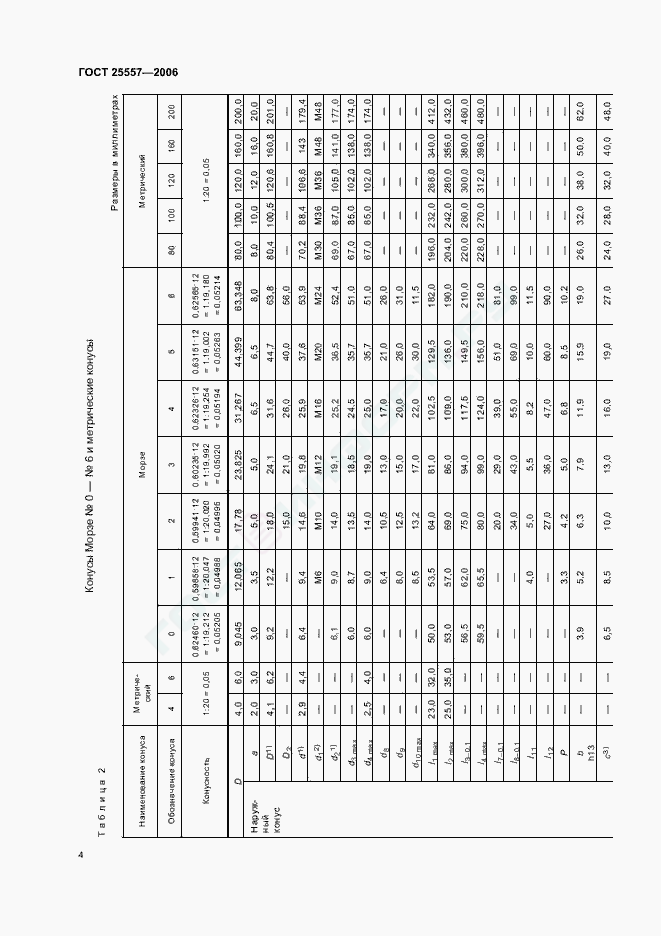
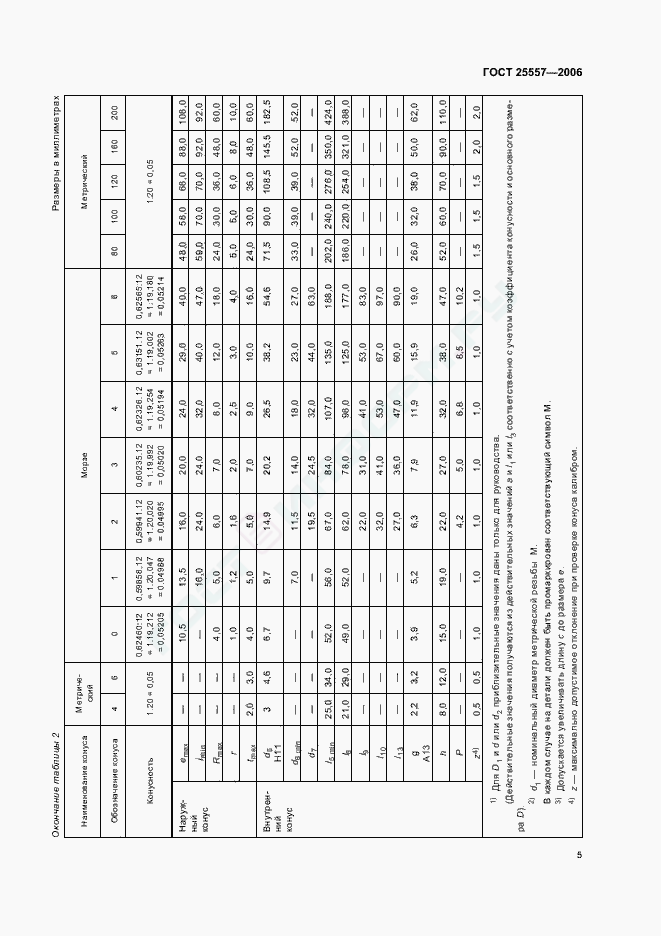
4.2 Основные размеры конусов должны соответствовать указанным на рисунке 1 и в таблице 2.
ГОСТ 25557-2006 Конусы инструментальные. Основные размеры
Описание:
Обозначение: ГОСТ 25557-2006
Статус: действующий
Название русское: Конусы инструментальные. Основные размеры
Название английское: Machine tools tapers. Basic dimensions
Дата издания: 17.12.2007
Дата введения в действие: 01.01.2008
Дата завершения срока действия: 01.01.2018
Область и условия применения: Настоящий стандарт устанавливает размеры наружных и внутренних конусов инструментальных хвостовиков трех категорий: общего применения; малые; большие.
Настоящий стандарт также определяет размеры пазов канавок и отверстий, необходимых для конструирования конусов, в случае подачи смазочно-охлаждающей жидкости через инструмент
Взамен: ГОСТ 25557-82
Заменяющий: ГОСТ 25557-2016
Список изменений: №0 от (рег. ) «Дата введения перенесена»
Текст ГОСТ 25557-2006
Приложения к ГОСТу
Поправка к ГОСТ 25557-2006
Обозначение: Поправка к ГОСТ 25557-2006
Дата введения в действие: 01.05.2008
ГОСТ 25557-2006, ИСО 296-1991 Конусы инструментальные. Основные размеры
История создания
Появления такой конструкции, а так же происхождение самого названия до сих пор покрыто множеством тайн. Достоверно известно, что в 1863 году американский инженер Стивен Морзе зарегистрировал патент на изобретение спирального сверла, такого, которое известно нам и по сей день. До этого для изготовления сверла, скручивали заостренный плоский профиль.
В описании, запатентованного Стивеном Морзе спирально м сверле, нет никаких упоминаний об особой форме хвостовика, но по какой-то причине Бюро стандартов США внесло коническую форму в национальные стандарты. Считается, что изобретатель, запатентовав новую конструкцию сверла, направил опытные образцы в Бюро патентов, где была замечена и по достоинству оценена эта особенность.
Впоследствии была создана компания по производству, получившая его имя и занимавшаяся изготовлением инструмента для машиностроения. К концу 19 века компания серьезно расширилась и стала одним из ведущих производителей инструмента того времени. Произведенный ей продукт поставлялся во многие страны мира, в том числе и в Россию. За время ее существования было запатентовано еще несколько изобретений, но, ни одно из них не было связано с коническим исполнением хвостовиков инструмента. Так же есть сведения, что через какое-то время после основания сам изобретатель по неизвестным причинам покинул компанию, при этом его имя в названии сохранилось.
Так же известно еще несколько изобретателей с фамилией Морзе, живших в США в то время. И, возможно, автором этого изобретения является кто-то из них, но никакой информации, подтверждающей эту версию, нет. Поэтому официальным изобретателем конической формы хвостовика инструмента считается именно Стивен Эмброуз Морзе.
Переходные оправки и втулки

Переходные втулки конусов Морзе.
Для уменьшения номенклатуры инструмента выпускаются разнообразные переходники из одних конусов в другие. Переходник типа наружный конус — внутренний конус именуют переходной втулкой. Переходник типа наружный конус — наружный конус именуют переходной оправкой. Например, оправка с конуса 7:24 на укороченный конус Морзе обозначается ISO30-B16.
Особенности конструкции и основные типы конусов Морзе
Есть версия, что коническая конструкция появилась в результате постепенной эволюции токарного, фрезерного и сверлильного инструмента в результате изучения влияния износа инструмента на его характеристики и качество выпускаемых деталей. Было замечено, что в процессе работы инструмент с цилиндрическим хвостовиком изнашивался и начинал проворачиваться в кулачках, возникали биения и отклонения инструмента.
Наиболее оптимальной формой, позволяющей с максимальной точностью закрепить инструмент в станке, обеспечить быструю смену инструмента без отклонений, а так же обеспечить подачу СОЖ (смазочно-охлаждающей жидкости) к рабочей части инструмента является конус.
В процессе развития технологий машиностроения появился так называемый метрический конус, который отличается от своих предшественников постоянной конусностью и угловыми размерами. Его конусность составляет 1:20, уклон – 1°51’56”, а угол – 1°51’51”, тогда как до этого конусность была переменной и варьировалась от 1:19,002 до 1:20,047.

Согласно классификации, принятой в ГОСТах СССР конусы Морзе принято разделять на малые, большие и общего применения.
Исходя из особенностей конструкции, на сегодняшний день различают три типа конусов Морзе:
- Гладкий;
- С резьбой;
- С лапкой.
Выпадение инструмента из шпинделя предотвращается самой конической формой хвостовика и отверстия в шпинделе или оправке. Дополнительно крепление хвостовика с лапкой в шпинделе происходит за счет вхождения лапки в специальный паз, резьбового – за счет резьбы в торце хвостовика.
Так же изготавливают инструмент с дополнительными пазами и отверстиями для подведения СОЖ. Это наиболее актуально для современных станков с ЧПУ.
Конусы с конусностью 1 : 30 и 1 : 50
В инструментальном деле и в общем машиностроении приняты, конусы с конусностью 1 : 30 и 1 : 50.
Конусность 1 : 30 имеют отверстия в насадных развертках и зенкерах. Коническая форма отверстий в этих инструментах необходима для лучшего центрирования и прочности посадки их на оправках. Такую же конусность имеют и рабочие концы оправок для разверток и зенкеров. Угол уклона при конусности 1 : 30 составляет 0° 55′.
Конусность 1 : 50 имеют установочные штифты, применяемые в случае, когда необходимо, чтобы две детали машины, скрепленные болтами, не могли перемещаться одна относительно другой (например, фартук суппорта и его продольные салазки).
Установочные штифты входят в отверстия, высверленные и развернутые одновременно в обеих деталях, после их сборки. Конусность таких штифтов принята равной 1 : 50, что соответствует углу уклона α = 0° 34′.
Преимущества конуса Морзе
Кроме возможности быстрой смены инструмента и прочного закрепления его в станке, избегая смещения, а соответственно и перенастройки станка конус Морзе дает еще ряд преимуществ.
Во-первых, применение конуса Морзе привело к значительному уменьшения размеров хвостовика инструмента без потери надежности его закрепления в станке.
Во-вторых – придает дополнительный упор по оси крепления при меньшей длине инструмента по сравнению с цилиндрическим хвостовиком.
В-третьих – существенно снижает вероятность заклинивания инструмента в шпинделе.

Содержание
- 1 Конус Морзе и метрический конус 1.1 Метрический конус
- 1.2 Укороченные конуса Морзе
- 8.1 Конус 1:50
Ко́нус инструмента́льный
— конический хвостовик инструмента (сверло, зенкер, фреза, развёртка, зажимной патрон, электрод контактной сварки) и коническое отверстие соответствующего размера (гнездо) в шпинделе или задней бабке, например, токарного станка. Предназначен для быстрой смены инструмента с высокой точностью центрирования и надёжностью крепления. Существует много стандартов на различные конусы, различающиеся по конусности и исполнению.
Системы обозначения конусов Морзе
В России и странах ближнего зарубежья до сих пор принято классифицировать все виды конусов Морзе согласно советским ГОСТам. В них указаны основные параметры (конусность, длина, диаметры наружного и внутреннего конусов) для каждого вида конусов Морзе.
Даже сейчас, когда во всем мире производство инструмента регламентируется международными стандартами ISO и DIN, обозначения ГОСТ обозначения в нашей стране не потеряли свою актуальность. Более того, старые ГОСТы постоянно дорабатываются и совершенствуются.
На данный момент основным документом, регламентирующим обозначения и размеры конусов Морзе является ГОСТ 25557-2006 «Конусы инструментальные. Основные размеры», заменивший устаревший ГОСТ 25557-82. Ниже приведены примеры обозначения конусов Морзе из данного ГОСТ.

Так же существуют госты на отдельные виды инструмента, в которых применена эта конструктивная особенность. Например, ниже приведена таблица обозначений оправок с конусом Морзе для сверлильных патронов (ГОСТ 2682-86).

В соответствие с современными международными стандартами конусы Морзе подразделяются на 8 видов, обозначаемых маркировкой МТ и цифрами от 0 до 7 (например: МТ3), в Германии принята маркировка МК
HSK, КМ
-конус (от нем. Hohlschaftkegel или англ. Hollow Shaft Taper, полый конус) используется во фрезерных обрабатывающих центрах и особенно в токарно-фрезерных центрах. Стандарты на эти конуса ISO 12164, DIN 69893, ГОСТ Р ИСО 12164. Конусность 1:10.
Имеет несколько конструктивных разновидностей фланцев, обозначаемых буквами A, B, C, D, E, F
. Размер конуса обозначается цифрой наибольшего диаметра фланца в мм (от 25 до 160). Например, HSK-A63. Следует учесть, что диаметр фланца и размер конуса могут не совпадать у разных конструктивов, например, HSK-A50 и HSK-В63 имеют одинаковый конус, а HSK-A63 и HSK-В63 — разный.
Главные достоинства HSK-соединения: автоматическая быстрая смена инструмента (что очень важно в обрабатывающих центрах с ЧПУ), небольшой вес, возможность устанавливать в шпиндель токарные резцы, хорошая повторяемость, жесткость. Как правило, стандартные резцы квадратного сечения устанавливаются в специальную промежуточную оправку, которая, в свою очередь, имеет конус HSK. Но иногда также используются резцы, имеющие хвостовик HSK.
— конус, разработанный компанией Kennametal. По сути сходен с HSK, но не получил большого распространения. Конструкция КМ не запатентована.
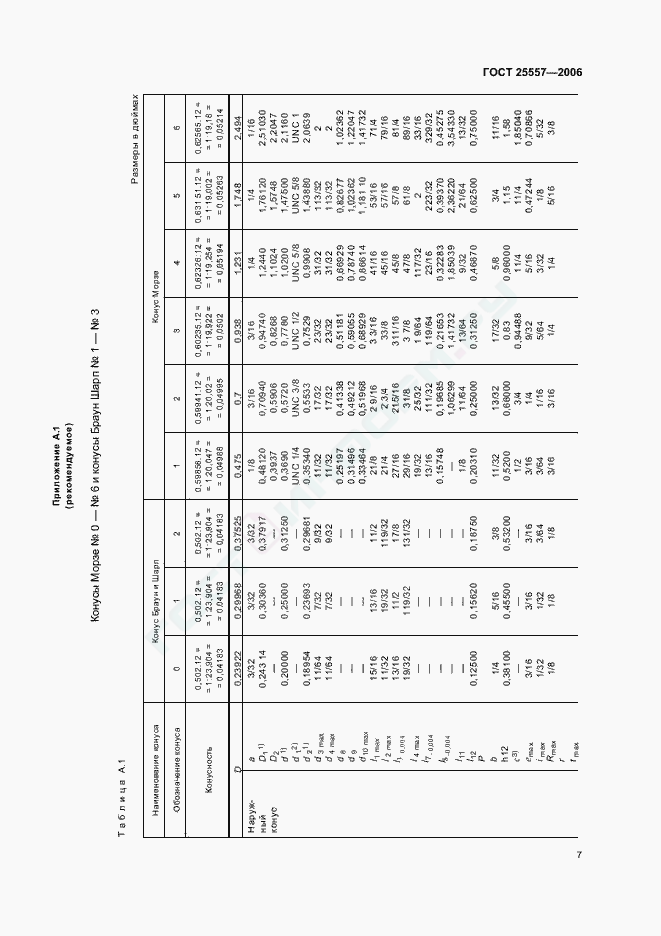
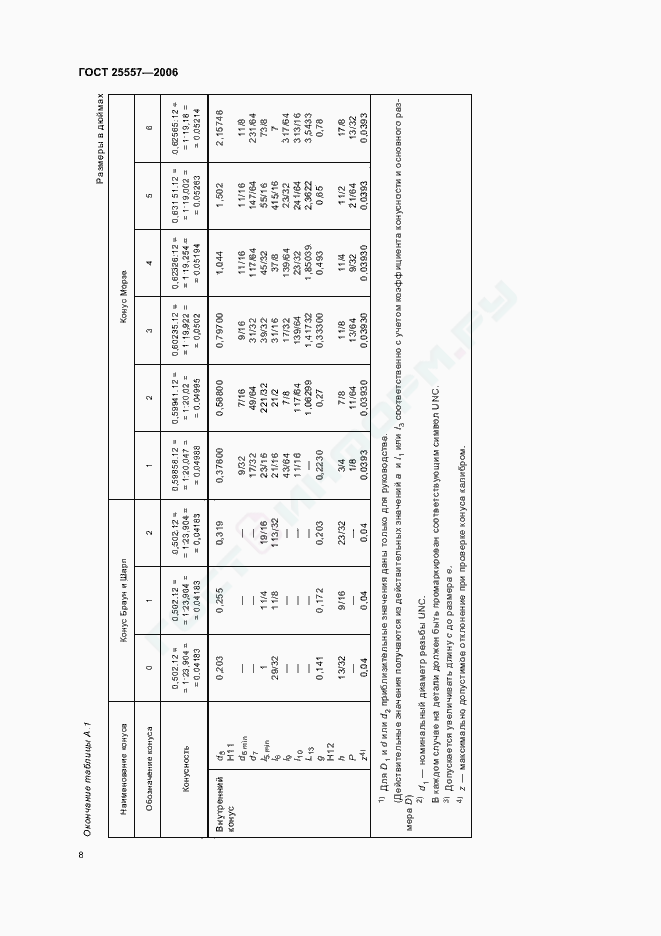
Приложение А.1 (рекомендуемое). Конусы Морзе N 0 — N 6 и конусы Браун Шарп N 1 — N 3
Приложение А.1 (рекомендуемое)
Размеры в дюймах
_______________ Соответствует оригиналу. — Примечание изготовителя базы данных.
Особенности построения уклона и конусности
Область черчения развивалась на протяжении достаточно длительного периода. Она уже много столетий назад применялась для передачи накопленных знаний и навыков. Сегодня изготовление всех изделия может проводится исключительно при применении чертежей. При этом ему больше всего внимания уделяется при наладке массового производства. За длительный период развития черчения были разработаны стандарты, которые позволяют существенно повысить степень читаемости всей информации. Примером можно назвать ГОСТ 8593-81. Он во многом характеризует конусность и уклон, применяемые методы для их отображения. Начертательная геометрия применяется для изучения современной науки, а также создания различной техники. Кроме этого, были разработаны самые различные таблицы соответствия, которые могут применяться при проведении непосредственных расчетов.
Различные понятия, к примеру, сопряжение, уклон и конусность отображаются определенным образом. При этом учитывается область применения разрабатываемой технической документации и многие другие моменты.
К особенностям построения угла и конусности можно отнести следующие моменты:
- Основные линии отображаются более жирным начертанием, за исключением случая, когда на поверхности находится резьба.
- При проведении работы могут применяться самые различные инструменты. Все зависит от того, какой метод построения применяется в конкретном случае. Примером можно назвать прямоугольный треугольник, при помощи которого выдерживается прямой угол или транспортир.
- Отображение основных размеров проводится в зависимости от особенностей чертежа. Чаще всего указывается базовая величина, с помощью которой определяются другие. На сегодняшний день метод прямого определения размеров, когда приходится с учетом масштаба измерять линии и углы при помощи соответствующих инструментов практически не применяется. Это связано с трудностями, которые возникают на производственной линии.

В целом можно сказать, что основные стандарты учитываются специалистом при непосредственном проведении работы по построению чертежа.
Часто для отображения уклона в начертательной геометрии создаются дополнительные линии, а также обозначается угол уклона.
В проектной документации, в которой зачастую отображается конусность, при необходимости дополнительная информация выводится в отдельную таблицу.
1 Область применения
Настоящий стандарт устанавливает размеры наружных и внутренних конусов инструментальных хвостовиков трех категорий:
a) общего применения;
Настоящий стандарт также определяет размеры пазов канавок и отверстий, необходимых для конструирования конусов, в случае подачи смазочно-охлаждающей жидкости (СОЖ) через инструмент.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 2848-75 Конусы инструментов. Допуски. Методы и средства контроля
ГОСТ 14034-74 Отверстия центровые. Размеры
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю «Национальные стандарты», составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Диапазон и размеры конусов
3 .1 Рекомендованные инструментальные конусы представлены в таблице 1.
ГОСТ 25557-2006
Конусы инструментальные. Основные размеры












Поправка к ГОСТ 25557-2006
| Обозначение: | Поправка к ГОСТ 25557-2006 |
| Дата введения в действие: | 01.05.2008 |
| Дата актуализации: | 12.10.2010 |

Наши события —>
Разделы
- Главная
- Новости
- Статьи
- Объявления
- Форум
- Организации
- Справочники
- Документы
- Мероприятия
- Издания
- Лица отрасли
О портале
Сервисы
- СКЛАД, Тендеры, Маркет
- Расчёт веса кабеля
- Расшифровка марки кабеля
- Расчёт схемы погрузки КПП
- Фото,Видео
- На карте
- ГОСТы, СНиП
- Вакансии, резюме
- Рейтинг сайтов
- Мобильные приложения
- Версия для мобильных
- RSS-ленты
- English version
Медиахолдинг «РусКабель»
- Портал «RusCable.Ru»
- RusCable Insider Digest
- ЭНЕРГОСМИ
- ElektroPortal.Ru
- Поисковая система «1EL.ru»
- Премия RCWA
- Желтая страница электротехники
- Проект «ПУНП.РФ»
- Проект «ОГНЕСТОЙКОСТЬ.РФ»
- Хроники Cabex
- Совещание 8 декабря
- «RusCableCLUB» (гимн клуба)
- Производственный
календарь 2018 (pdf, 1.4 МБ)
- Главная
- Новости
- Статьи
- Объявления
- Форум
- Организации
- Справочники
- Документы
- Мероприятия
- Издания
- Лица отрасли
- О RusCable
- Отзывы
- Медиа-кит (pdf, 4,8 МБ)
- Презентация (pdf, 6 МБ)
- Корпоративный календарь (pdf, 15 МБ)
- Реклама на портале
- Спецпроект «Выживет сильнейший»
- Карта сайта
- Поиск по сайту
- Сообщение администрации
- FacebookВКонтактеTwitterYouTubeInstagramTelegram+7 (999) 003-33-36
- СКЛАД, Тендеры, Маркет
- Расчёт веса кабеля
- Расшифровка марки кабеля
- Расчёт схемы погрузки КПП
- Фото,Видео
- На карте
- ГОСТы, СНиП
- Вакансии, резюме
- Рейтинг сайтов
- Мобильные приложения
- Версия для мобильных
- RSS-ленты
- English version
- Портал «RusCable.Ru»
- RusCable Insider Digest
- ЭНЕРГОСМИ
- ElektroPortal.Ru
- Поисковая система «1EL.ru»
- Премия RCWA
- Желтая страница электротехники
- Проект «ПУНП.РФ»
- Проект «ОГНЕСТОЙКОСТЬ.РФ»
- Хроники Cabex
- Совещание 8 декабря
- «RusCableCLUB» (гимн клуба)
- Производственный
календарь 2018 (pdf, 1.4 МБ)
 Онлайн-приёмная секции «Кабельная промышленность» Консультативного Совета при председателе Комитета по энергетике ГД РФ
Онлайн-приёмная секции «Кабельная промышленность» Консультативного Совета при председателе Комитета по энергетике ГД РФ
ГОСТ 25557-2006 Конусы инструментальные. Основные размеры













МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
МЕЖГОСУДАРСТВЕННЫЙ
СТАНДАРТ
ГОСТ
25557 -2006
(ИСО 296:1991)
КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ
Основные размеры
ISO 296:1991 Machine tools — Self-holding tapers for tool shanks
(MOD)

Стандартинформ
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-97 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Всероссийским научно-исследовательским институтом стандартизации и сертификации в машиностроении (ФГУП «ВНИИНМАШ») и Экспериментальным научно-исследовательским институтом металлорежущих станков (ОАО «ЭНИМС») на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 29 от 24 июня 2006 г.)
За принятие проголосовали:
Краткое наименование страны
по МК (ИСО 3166) 004-97
Код страны
по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
Федеральное агентство по техническому регулированию и метрологии
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6). При этом дополнительные положения, а также фразы и отдельные слова, включенные в текст стандарта для учета потребностей национальной экономики указанных выше государств и особенностей межгосударственной стандартизации, выделены курсивом.
Сравнение структуры настоящего стандарта со структурой указанного международного стандарта приведено в дополнительном приложении Б
5 Приказом Федерального агентства по техническому регулированию и метрологии от 12 июля 2007 г. № 171-ст межгосударственный стандарт ГОСТ 25557-2006 (ИСО 296:1991) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2008 г.
6 ВЗАМЕН ГОСТ 25557-82
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе «Национальные стандарты».
Информация об изменениях к настоящему стандарту публикуется в указателе «Национальные стандарты», а текст изменения — в информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
ГОСТ 25557-2006
(ИСО 296:1991)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ
Основные размеры
Machine tools tapers. Basic dimensions
Дата введения — 2008-01-01
1 Область применения
Настоящий стандарт устанавливает размеры наружных и внутренних конусов инструментальных хвостовиков трех категорий:
a) общего применения;
Настоящий стандарт также определяет размеры пазов канавок и отверстий, необходимых для конструирования конусов, в случае подачи смазочно-охлаждающей жидкости (СОЖ) через инструмент.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 2848-75 Конусы инструментов. Допуски. Методы и средства контроля
ГОСТ 14034-74 Отверстия центровые. Размеры
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю «Национальные стандарты», составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Диапазон и размеры конусов
3 .1 Рекомендованные инструментальные конусы представлены в таблице 1.
ГОСТ 25557-2016 Конусы инструментальные. Основные размеры.
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ
ГОСТ 25557-2016 (ISO 296:1991)
Machine tools tapers. Basic dimensions
МКС 25.100
ОКП 39 0000
Дата введения 2018-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2015 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом «ВНИИИНСТРУМЕНТ» (ОАО «ВНИИИНСТРУМЕНТ») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 «Инструмент»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 22 ноября 2016 г. N 93-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Код страны по
МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
4 Приказом Федерального агентства по техническому регулированию и метрологии от 20 марта 2017 г. N 160-ст межгосударственный стандарт ГОСТ 25557-2016 (ISO 296:1991) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2018 г.
5 Настоящий стандарт является модифицированным по отношению к международному стандарту ISO 296:1991* «Станки. Самозажимные конусы хвостовиков инструментов» («Machine tools — Self-holding tapers for tool shanks», MOD).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. — Примечание изготовителя базы данных.
При этом потребности национальных экономик стран, указанных выше, и особенности межгосударственной стандартизации учтены в дополнительных разделах, пунктах, которые выделены путем заключения в рамки из тонких линий, а информация с объяснением причин включения этих положений приведена в дополнительном приложении ДА.
Международный стандарт разработан Техническим комитетом по стандартизации ISO/TC 39 «Станки» Международной организации по стандартизации (ISO).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта приведено в дополнительном приложении ДБ.
Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в дополнительном приложении ДВ
6 ВЗАМЕН ГОСТ 25557-2006 (ИСО 296:1991)
Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт распространяется на инструментальные метрические конусы и конусы Морзе и устанавливает размеры наружных и внутренних инструментальных конусов трех категорий:
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 2848-75 Конусы инструментов. Допуски. Методы и средства контроля
ГОСТ 14034-74 Отверстия центровые. Размеры
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Обозначения конусов
В зависимости от конструкции инструментальный хвостовик должен иметь обозначение:
BI — внутренний конус с пазом;
BE — наружный конус с лапкой;
AI — внутренний конус с отверстием по оси;
AE — наружный конус с резьбовым отверстием по оси;
BIK — внутренний конус с пазом и отверстием для подачи СОЖ;
BEK — наружный конус с лапкой и отверстием для подачи СОЖ;
AIK — внутренний конус с отверстием по оси и отверстием для подачи СОЖ;
AEK — наружный конус с резьбовым отверстием по оси и отверстием для подачи СОЖ.
4 Размеры
4.1 Рекомендованные инструментальные конусы представлены в таблице 1.
Конус общего применения
Конус Морзе N 1 — N 6
Метрические конусы N 4 и N 6 и конус Морзе N 0
Метрические конусы N 80 — N 200
4.2 Основные размеры конусов должны соответствовать указанным на рисунке 1 и в таблице 2.
ГОСТ Р 53440-2009 Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Нормальные конусности и углы конусов
ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ

НАЦИОНАЛЬНЫЙ
СТАНДАРТ
РОССИЙСКОЙ
ФЕДЕРАЦИИ
ГОСТ Р
53440-
2009
(ИСО 1119:1998)
Основные нормы взаимозаменяемости
ХАРАКТЕРИСТИКИ ИЗДЕЛИЙ ГЕОМЕТРИЧЕСКИЕ
Нормальные конусности и углы конусов
ISO 1119:1998
Geometrical product specifications (GPS) —
Series of conical tapers and taper angles
(MOD)

Москва
Стандартинформ
2009
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации — ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом «Научно-исследовательский и конструкторский институт средств измерений в машиностроении» (ОАО «НИИизмерения») на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 242 «Допуски и средства контроля»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 4 декабря 2009 г. № 557-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 1119:1998 «Геометрические характеристики изделий. Ряды конусностей и углов конусов » (ISO 1119:1998 «Geometrical product specifications (GPS) — Series of conical tapers and taper angles», MOD).
При этом в него не включено приложение А (справочное) «Связи в матричной системе GPS » применяемого международного стандарта, которое нецелесообразно применять в национальной стандартизации в связи с тем, что оно содержит сведения о матричной модели Системы стандартов ИСО «Геометрические характеристики изделий ( GPS )» и месте применяемого международного стандарта в ней, не относящиеся к объекту стандартизации.
В настоящий стандарт относительно применяемого международного стандарта внесены следующие технические отклонения:
— «Библиография» приведена в соответствие с содержанием стандарта и требованиями ГОСТ Р 1.5-2004 .
Указанное приложение, не включенное в настоящий стандарт, приведено в дополнительном приложении ДА .
— ссылки на международные стандарты ИСО заменены ссылками на соответствующие национальные стандарты Российской Федерации согласно таблице А.1 приложения ДБ;
Наименование настоящего стандарта изменено относительно наименования применяемого международного стандарта для приведения в соответствие с требованиями ГОСТ Р 1.5-2004 (пункт 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случав пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет

