
Изготовление угловой струбцины своими руками
Угловые и столярные струбцины своими руками
Прибить две рейки или приварить две детали под прямым углом часто очень нужно, но, казалось бы, простая задача оборачивается сплошным кошмаром, если нет под рукой специальных приспособлений. Струбцина — нехитрый инструмент, но очень нужный, сделать струбцину своими руками не составит никакого труда.

Классификация струбцин
Струбцина — это несложное приспособление для крепления двух соединяемых деталей под определённым углом, чаще всего под углом 90 градусов. Существует два основных вида подобных инструментов:
- Столярные — предназначены для работы с деревянными изделиями;
- Слесарные — для работы с металлическими деталями.
Также простые тиски могут отличаться размерами, функциональностью, конструкцией крепления и зажимного устройства.
Подготовительный этап работы
 Все, кому доводилось что-то делать своими руками, прекрасно понимают, что без хороших чертежей не обойтись. Здесь на помощь приходит интернет. Набираем в поисковике «чертежи угловой струбцины для сварки своими руками». Если вы плотник и ищете данные для своей профессии, то запрос такой: «чертежи столярных струбцин своими руками». Получив множество вариантов, выбираем нужный и печатаем его на принтере.
Все, кому доводилось что-то делать своими руками, прекрасно понимают, что без хороших чертежей не обойтись. Здесь на помощь приходит интернет. Набираем в поисковике «чертежи угловой струбцины для сварки своими руками». Если вы плотник и ищете данные для своей профессии, то запрос такой: «чертежи столярных струбцин своими руками». Получив множество вариантов, выбираем нужный и печатаем его на принтере.
Теперь необходимо приготовить инструменты и материалы для изготовления приспособления. На этой стадии важно проследить, чтобы не забыть чего-нибудь. Ведь порой один забытый маленький винтик может заставить опять ехать в магазин, а это может стоить не одного потерянного часа драгоценного времени. Когда всё готово, приступаем непосредственно к работе над самодельной струбциной.
Процесс самостоятельного изготовления
Существует несколько вариантов изготовления этих приспособлений своими руками.
Угловая для сборки мебели
 Те, кому доводилось самостоятельно собирать мебель, не раз ругались по ходу сборки из-за неудобств при соединении больших частей друг с другом. Особенно трудно это делать, если нет помощника. Таким помощником могут стать несложные мебельные тиски, точнее, несколько простейших зажимных устройств и прочный прямоугольный стол или столярный верстак, о изготовлении которого можно узнать из данной статьи.
Те, кому доводилось самостоятельно собирать мебель, не раз ругались по ходу сборки из-за неудобств при соединении больших частей друг с другом. Особенно трудно это делать, если нет помощника. Таким помощником могут стать несложные мебельные тиски, точнее, несколько простейших зажимных устройств и прочный прямоугольный стол или столярный верстак, о изготовлении которого можно узнать из данной статьи.
На столе устанавливаются пазы для закрепления деталей собираемой мебели, а столярные струбцины служат фиксаторами. Есть очень много разных вариантов того, как сделать такие приспособления.
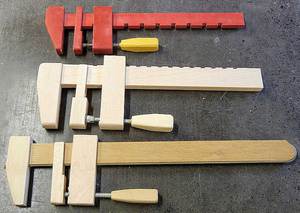
Столярная струбцина
Простейшая винтовой зажим изготавливается по принципу штангенциркуля. Для этого понадобится несколько брусков прочного дерева и небольшой лист фанеры. Для фиксации такого устройства в определённом положении используется винтовое приспособление с фиксирующим бруском на рейке этого нехитрого инструмента.
Для прижатия обрабатываемой детали к столу часто используют самозажимные струбцины. Принцип действия их очень прост. На верстаке такое приспособление фиксируется с помощью винтовой шпильки, а зажим производится специальным рычагом с закруглением на зажимном конце.
Такие инструменты очень удобно использовать для обработки большого количества деталей одной формы. Например, при фрезеровании или шлифовании, а также при сверлении и пилении.
Для сварочных работ
Сегодня сварочный аппарат в гараже уже не редкость, а порой и необходимость. Для сварочных работ зажатие деталей под определённым углом порой бывает нужно, как воздух. Покупные инструменты часто подводят из-за недобросовестности их изготовителей, поэтому лучше сделать струбцину угловую для сварки самому.
Найдя нудный чертёж или сделав его самостоятельно, готовим нужный материал и инструменты. После этого приступаем к изготовлению по нехитрой схеме:

 Изготовление основы. Стальные пластины и уголок такой же толщины свариваем по чертежам выбранного варианта. Главная задача — тщательно вымерять угол под 90 градусов для закрепления свариваемых деталей. Угол может быть и другим, если вы делаете инструмент для узконаправленной цели.
Изготовление основы. Стальные пластины и уголок такой же толщины свариваем по чертежам выбранного варианта. Главная задача — тщательно вымерять угол под 90 градусов для закрепления свариваемых деталей. Угол может быть и другим, если вы делаете инструмент для узконаправленной цели.- Изготовление зажимного устройства. Для этого можно использовать гайки большого диаметра. Их закрепляем с помощью болта, чтобы можно было менять в случае срыва резьбы. Можно найти винтовые устройства с поломанных тисков или верстаков. Опять же важно проследить, чтобы зажимные лапки были под прямым углом или тем углом, на который рассчитано наше устройство.
- Сборка изделия и крепление. Когда основа и зажим готовы их соединяют в зависимости от конструкции изделия: сваркой или с помощью болтов и гаек. Здесь можно продумать вариант закрепления приспособления к неподвижной поверхности. Для этого можно просверлить в основании несколько отверстий для такого крепления.
Изготовление любого варианта требует немало усилий и стараний. Всё это окупится сторицей, когда очередная сварка или соединение двух реек под прямым углом пройдёт быстро и гладко. Ведь у вас будет надёжный помощник, который всегда рядом и готов исправно служить тому, кто его сделал своими руками.
Угловая струбцина своими руками для сварки
 Для фиксации угла между деталями конструкции удобно пользоваться угловой струбциной для сварки. Польза этого инструмента неоспорима. Струбцина серьезно облегчает задачи изготовления самых разных конструкций, ведь с ней можно обойтись без помощника. Чаще всего применяется она для фиксации под прямым углом, но подходит и для других видов углов. Инструмент применяют сварщики, слесари, столяры и плотники, трудящиеся дома и в своих мастерских. Особенно струбцина помогает при изготовлении мебели, рам, станин из деревянного бруса или профильного металла.
Для фиксации угла между деталями конструкции удобно пользоваться угловой струбциной для сварки. Польза этого инструмента неоспорима. Струбцина серьезно облегчает задачи изготовления самых разных конструкций, ведь с ней можно обойтись без помощника. Чаще всего применяется она для фиксации под прямым углом, но подходит и для других видов углов. Инструмент применяют сварщики, слесари, столяры и плотники, трудящиеся дома и в своих мастерских. Особенно струбцина помогает при изготовлении мебели, рам, станин из деревянного бруса или профильного металла.
- Общая характеристика
- Преимущества инструмента
- Деревянная струбцина
- Приспособление из фанеры
- Металлическая конструкция
Общая характеристика
Струбцина выручает, когда требуется зафиксировать детали, чтоб дать время высохнуть клею или выполнить сварку. При сборке мебели приспособление поможет собрать элементы без смещений, просверлить в нужном месте отверстия для крепежа. Самодельный инструмент весит немного, но с фиксацией справиться на «отлично». Его проще переносить с места на место, чем обычные строительные тиски. Угловая струбцина для сварки изготавливается из металла.
 На зажиме самодельного приспособления есть два упора. Обязательно присутствует блок-зажим, обладающий хорошей подвижностью, благодаря чему он может использоваться для заготовок разного размера. Для высокой жесткости фиксации должны наличествовать винт и рычажный механизм. Для столярного варианта допускается использование бегунка и планки. Но при любой конструкции детали упора должны быть подвижными.
На зажиме самодельного приспособления есть два упора. Обязательно присутствует блок-зажим, обладающий хорошей подвижностью, благодаря чему он может использоваться для заготовок разного размера. Для высокой жесткости фиксации должны наличествовать винт и рычажный механизм. Для столярного варианта допускается использование бегунка и планки. Но при любой конструкции детали упора должны быть подвижными.
Преимущества инструмента
Из-за дороговизны заводских изделий выгодно сделать струбцину своими руками, но экономия — это не единственное преимущество инструмента. Подобранная под определенные работы калибровка струбцины поможет зафиксировать детали лучше. Если струбцина делается для разовой работы, в изготовлении используются дешевые материалы.
Деревянная струбцина
Такая струбцина подходит для работы с мебелью. Рекомендуется брать дерево одной из следующих пород:
- дуб;
- ясень;
- береза;
- граб;
- бук.
 Влажность древесины должна быть не больше 12%.На заготовках не должно быть сучков, неровностей, дефектов. Делаются две пластины по 15 см шириной, 20 см длиной, примерно двухсантиметровой толщины. Еще у двух брусков длина и ширина должна быть до 25 см, а толщина — 2 см. Понадобится крепеж. Для изготовления струбцины угловой для монтажа мебели нужны саморезы и металлические болты. Два самореза длиной 20 см, а еще два — примерно 12 см. Диаметр всех четырех — 5 мм.
Влажность древесины должна быть не больше 12%.На заготовках не должно быть сучков, неровностей, дефектов. Делаются две пластины по 15 см шириной, 20 см длиной, примерно двухсантиметровой толщины. Еще у двух брусков длина и ширина должна быть до 25 см, а толщина — 2 см. Понадобится крепеж. Для изготовления струбцины угловой для монтажа мебели нужны саморезы и металлические болты. Два самореза длиной 20 см, а еще два — примерно 12 см. Диаметр всех четырех — 5 мм.
Приспособления для работы с деревом изготавливаются так:
- Две длинные рейки кладутся на стол.
- Первая рейка кладется ребром вверх, вторая рейка — наоборот.
- В рейках дрелью просверливаются отверстия для соединения.
- Одна пластина крепится к нижнему брусу.
- Отверстия для крепежа в обеих деталях должны совпадать.
- Вторая пластина крепится параллельно первой с помощью самореза.
- На концах реек просверливаются отверстия, к которым крепятся еще пайки или пластинки, угол между которыми должен быть ровно 90 ° .
- После монтажа проверяется работа приспособления путем закручивания самореза для фиксации уровня зажима пластин.
Приспособление из фанеры
 Разовая фиксация, для которой не нужна высокая жесткость успешно выполняется с применением листов фанеры.
Разовая фиксация, для которой не нужна высокая жесткость успешно выполняется с применением листов фанеры.
Для работы понадобятся куски фанеры 1,5×10×10 см, которые вырезаются лобзиком. Квадраты размечаются путем деления заготовок по диагонали на две части. Намечаются отверстия на расстоянии 20 см от края с расстоянием между ними не меньше 8 см, в противном случае зажимы начнут мешать друг другу. В отмеченных местах просверливаются отверстия Ø40 мм. Три угла опиливаются с целью устранения излишков клея под фиксаторами.
Металлическая конструкция
 Такая струбцина необходима для сварки. На металлическом оборудовании легче выполнить предварительный монтаж и выровнять детали относительно друг друга. Приспособление состоит из надежного корпуса и подвижного механизма. Данный элемент конструкции обеспечивает фиксацию винтом.
Такая струбцина необходима для сварки. На металлическом оборудовании легче выполнить предварительный монтаж и выровнять детали относительно друг друга. Приспособление состоит из надежного корпуса и подвижного механизма. Данный элемент конструкции обеспечивает фиксацию винтом.
Металлические струбцины для сварки бывают двух- и 3-координатными. На приспособлении могут быть зафиксированы две детали металлической конструкции для дальнейшего соединения. Безопасность труда повышается благодаря встроенным магнитам.
Изготовить струбцину своими руками несложно. Нужно иметь:
- Стальной лист толщиной 10 мм.
- Три гайки.
- Шайбы большого диаметра.
- Трубу с наружной резьбой, соответствующей гайкам.
 Из листа стали вырезают полосы 50-сантиметровой длины и 4-сантиметровой ширины. Нужны две такие заготовки. К основной части заготовки приваривают вспомогательную Г-образную. На короткий край плашмя приваривают опорную деталь. Гайки свариваются друг с другом, как и шайбы. К подвижной части гайки располагают ребром, а приваривают так, чтоб вкручиваемый стержень шел параллельно основанию инструмента. Далее части приваривают по внешнему краю, а между ними вставляют полосу струбцины. Потом осуществляется сварка по внутреннему краю, к частям присоединяется подвижная планка. Большие шайбы приваривают на край металлического стержня.
Из листа стали вырезают полосы 50-сантиметровой длины и 4-сантиметровой ширины. Нужны две такие заготовки. К основной части заготовки приваривают вспомогательную Г-образную. На короткий край плашмя приваривают опорную деталь. Гайки свариваются друг с другом, как и шайбы. К подвижной части гайки располагают ребром, а приваривают так, чтоб вкручиваемый стержень шел параллельно основанию инструмента. Далее части приваривают по внешнему краю, а между ними вставляют полосу струбцины. Потом осуществляется сварка по внутреннему краю, к частям присоединяется подвижная планка. Большие шайбы приваривают на край металлического стержня.
Тип конструкции зависит от нужной прочности фиксации. Зажим изготавливается из разных материалов. Самодельная струбцина пригодится и в домашней мастерской, и в профессиональной деятельности.
Самодельное приспособление для сварки под прямым углом – чертежи для сборки своими руками угловой струбцины
В этой статье я расскажу вам, как можно сделать простую угловую струбцину для сварки под 90° профилей и труб. Хорошая угловая струбцина в магазине стоит достаточно дорого. Угловая струбцина, сделанная своими руками, точна на 100%, собрана из подручных материалов и практически вечна.
Шаг 1: Собираем все необходимые материалы и режем заготовки

Для сборки приспособления для сварки под прямым углом я использовал стальной уголок 0,47х0,47 см и стальную полосу. Уголок подойдет, в принципе, любой, но я советую использовать из более толстого металла. Я взял 2 отрезка уголка по 25 см, стальная полоса, разрезанная на отрезки 15 и 38 см, срезы сделаны под углом 45° с каждой стороны (дана длина коротких сторон). Вам нужно лишь расположить все детали так, чтобы струбцина сохраняла жесткость после сварки.
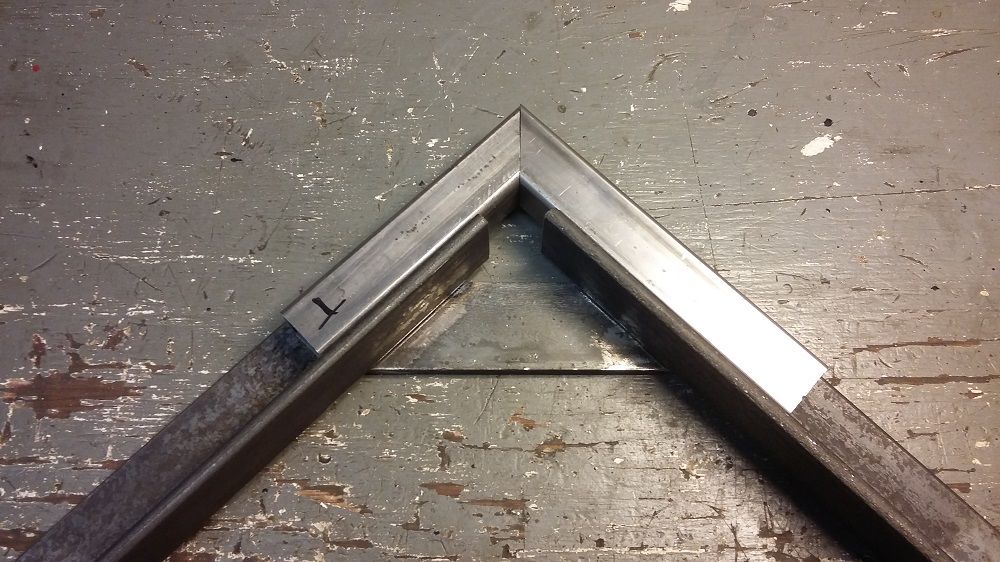
Шаг 2: Чертежи струбцины

Вершина открыта, между внутренними краями я оставил 1,9 см. Этот зазор позволяет и совместить трубы в центре и подступиться к ним сваркой. Зазор менее 2,5 см оставляет универсальность в использовании, при величине зазора более 2,5 см в него уже может проскочить при сварке труба.
На фотографии – вид сверху, с этой стороны не надо варить! Все швы нужно делать с нижней стороны, только так они не будут мешаться ни при использовании верхней стороны, ни при использовании нижней.
Шаг 3: Собираем струбцину и проверяем угол
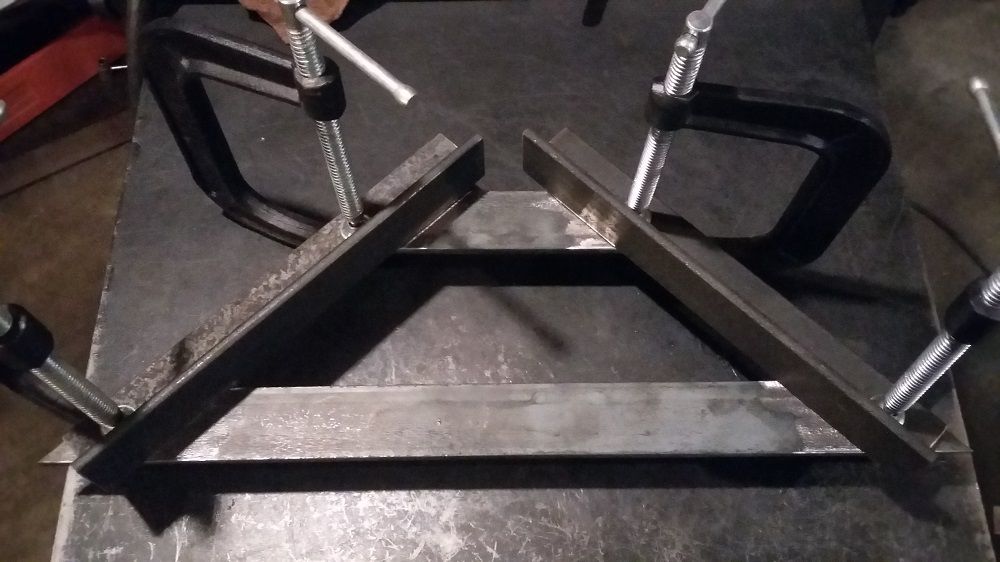
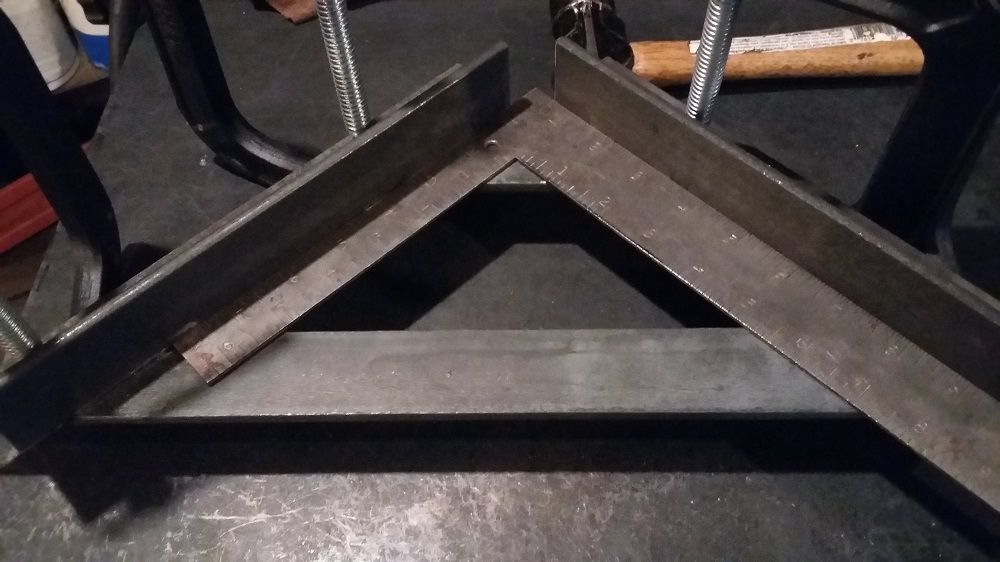
После того, как ошкурите поверхность металла, соберите угловую струбцину с помощью 4х обычных. Внутренний угол проверьте на точность металлическим угольником. При точном совпадении сторон угольника со сторонами струбцины, угольник не должен люфтить вообще.
Шаг 4: Начинаем сварку с обратной стороны



Как только вы соберете вашу струбцину, переверните ее и начинайте прихватывать сваркой с обратной стороны. Сначала я сварил одну сторону и дал ей остыть. Сторону нужно делать сразу полностью, чтобы не сместились детали относительно друг друга.
После того, как сварка одной стороны завершена, переворачиваем струбцину и еще раз проверяем угол. Затем прихватываем другую сторону. После этого снова проверяем угол. Очень важно давать металлу остыть между свариванием двух сторон. Тогда вы сможете скомпенсировать погрешность угла, если металл поведет при сварке. С-образные струбцины не снимайте, пока изготовление угловой струбцины не будет закончено.
Хотя я уже изготавливал такие приспособления раньше, при изготовлении конкретно этой я обнаружил погрешность угла, при проверке угольником после сваривания одной стороны. Я просто разрезал прихваты, и заново скрепил стальные детали С-образными струбцинами. После этого угол получился прямой, как и должен быть.
Шаг 5: Завершаем сварку


После завершения сварки, проверяем правильность прямого угла разными угольниками. Иногда так случается, что угольник повело и его угол больше не прямой. Поэтому лучше перестраховаться и проверять прямой угол разными угольниками. Обратите внимание, на фото видно, что я срезал торчащие наружние уголки нижней перекладины. После сварки я просто отшлифовал всю поверхность лепестковым кругом.
Как исправить неверный угол
Если угол не получился точно 90° или ее повело после падения с верстака, его можно исправить. Сначала нужно найти вмятины на металле. В любую вмятину можно просто поставить прихват сварочным аппаратом. Затем поместите в струбцину прямой кусок металла и проверьте угол угольником. Прихват заровняйте напильником, пока угол не выровняется до 90°.
Шаг 6: Угловая струбцина в работе


Самодельную угловую струбцину можно использовать и снаружи, и изнутри. Именно для этого все сварные швы сделаны с нижней стороны. На фото показаны примеры использования, если бы я собирался сваривать эти трубы, я дополнительно закрепил бы их обычными струбцинами. На последней фотографии показан пример добавления вертикального элемента. Это также объясняет, почему зазор между плеч не должен быть слишком большим – иначе вертикальная труба проскочила бы в отверстие.
Будьте осторожны при наружной сварке труб – внутренний радиус изгиба уголка может помешать скреплению трубы струбциной. Обязательно проверьте этот момент, прежде чем приступать к свариванию труб.

Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
Делаем угловую струбцину своими руками

Сварочный процесс отличается трудоемкостью и большой затратой времени. Для того, чтобы облегчить и ускорить работу, существуют такие специальные приспособления, как уголки, упоры и струбцины. В данной статье мы поговорим про угловые струбцины для сварки и о том, как их можно сделать в домашних условиях.
Что такое струбцина?
Струбцина представляет собой универсальное приспособление, которое служит для закрепления металлических конструкций определенным образом, что существенно упрощает сварочный процесс. Тиски угловые позволяют закрепить металлоконструкцию под определенным углом в необходимом и — что не менее важно — в удобном положении для работы. Конструкции струбцин могут быть разнообразные в зависимости от того, как именно необходимо закрепить деталь. Они могут быть разных размеров и форм. Всегда полезно иметь под рукой несколько вариантов струбцин, так как во время работы может понадобиться скрепление деталей различной конфигурации.
Конструкция
Существует огромное количество струбцин, которые отличаются друг от друга формой, размерами, стоящей перед ними задачей. К примеру, струбцина для работы с трубами предназначена для сварки последних под различными углами, к примеру, 90 градусов. Без применения зажимов соблюдение точного угла при работе будет затруднительным. Угловые струбцины производятся разного вида, исходя из ширины скрепляемых труб и угла, под которым эти трубы будут свариваться.

Угловые зажимы отличаются по следующим признакам:
- толщина губок. Чем больше толщина прижимных губок, тем надежнее зажимаются трубы и сварочный шов не выгибается и не выламывается.
- материал изготовления прижимных винтов. Во время сварочных работ расплавленный металл может разбрасываться во все стороны, прижимные винты не исключение. При попадании расплавленного металла на резьбу винта может произойти спайка, что приведет резьбу в негодность. Чтобы этого избежать, делают омедненные винты. Медь не позволяет брызгам застывать на поверхности винта, тем самым сохраняя его работоспособность.
- рабочая поверхность. Струбцина может увеличить рабочую зону при работе электродом под определенным углом.
Угловые тиски для сварки труб состоят из подвижной и основной частей. Для регулирования степени сжатия подвижная часть оснащается винтом. С его помощью можно регулировать расстояние между прижимными губками и деталью. Подвижность конструкции обеспечивает работу с деталями различной формы и сечения.
При выборе струбцины следует обращать внимание на вид выполняемых работ. К примеру G — струбцины используются при работе со стальными деталями малой толщины. Для работы с деталями большой толщины следует применять F — струбцины.
Угловая струбцина своими руками
Стоимость фиксатора на рынке велика, поэтому есть смысл сделать угловую струбцину для сварки своими руками. Для многих эта задача будет посильной, ведь такой фиксатор можно сделать даже из мусора, который годами лежит в сарае и который по-хозяйски просто жалко выбрасывать.
Угловые струбцины просты в своей конструкции, что позволяет сделать их даже в домашних условиях.
Первым делом следует выполнить набросок или чертеж фиксатора, нанести на него основные размеры, это поможет при дальнейшей работе. При выборе материала следует обращать внимание на железо. Железо — самый оптимальный вариант.

- Для того, чтобы сформировать основание, необходим листовой металл от 8 до 10 миллиметров. Для фиксации можно использовать уголок нужного размера. Соединение намного лучше производить электросваркой.
- Делаем винтовой зажим. Можно взять две гайки и сварить их между собой. Кронштейн с центральным резьбовым отверстием делается в пределах 30 — 40 миллиметров. Крепление лучше делать на болтах, чтобы была возможность его поменять в случае срыва резьбы.
- Важно уделить большое внимание расположению зажимных губ. Угол должен быть соблюден идеально, иначе желаемый угол 90 градусов при работе выходить не будет. Сначала следует приварить один уголок к зажиму, к которому накладывается второй уголок. После все это прижимается и приваривается к скобе.
- По боковым поверхностям струбцины нужно установить направляющие, чтобы внутреннее основание могло перемещаться. По биссектрисе изготавливаемого фиксатора вырезается паз в пределах 8 — 10 миллиметров
- Далее необходимо в верхнее основание изготавливаемого прижимного устройства закрутить болт. Лучше, чтобы резьба на болте не доходила до его головки, это позволит свободно перемещаться основаниям по отношению друг к другу.

Можно изготовить более подвижный вариант струбцины, где прижатие свариваемых деталей будет происходить не только под углом 90 градусов. Угол прижатие можно будет регулировать.
В заключение
Исходя из вышесказанного, применение струбцин может облегчить работу сварщика, избавляя его от постоянной надобности подгонять соединяемые детали несколько раз подряд. Тиски угловые несложно сделать дома, что позволит сэкономить деньги на их покупке. Самодельные фиксаторы ни в чем не уступают фабричным моделям и вполне способны составить им конкуренцию.
Сообщества › Сделай Сам › Блог › Угловая струбцина своими руками.

Очень длительное время я пользовался угловыми струбцинами, купленными в OBI,

из плюсов у них то, что они дешевые, из минусов наверное все остальное. Точность никакая, зажать что-то крупнее профиля 20х20 сложно, зажим слабый и т.д.
Поэтому озадачился я приобретением чего то более серьезного. Самые дешевые струбцины, что я нашел в наших магазинах, стоили около 2500 руб., т.е если брать хотя бы 2 уже получается 5000, что уже весьма не бюджетно. Решил посмотреть, что есть у наших соседей с Востока в продаже. Скажем прямо, цены у них более «демократичные», то, что у нас стоит 2500, у них продается менее чем за 500 рублей.

Вот почему у них так получается, а у нас нет?! Но из-за тяжелого веса 5кг., почти вся разница покупки «съедается» доставкой.
Плюнув на возможность купить, решил, что дешевле будет самому сделать, полистав ютюб, набросал небольшой эскиз, и приступил к работе.
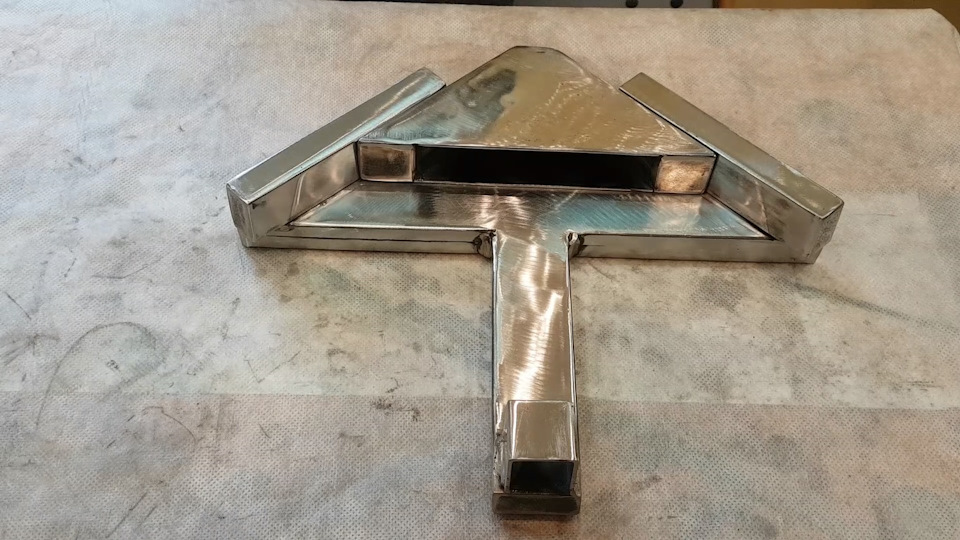
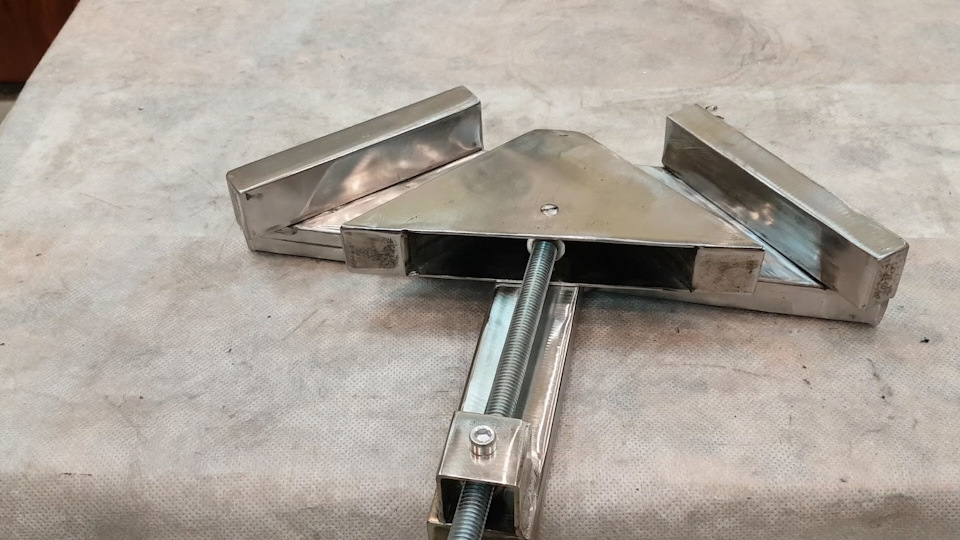
Вот, что получилось
Для струбцины использовал следующие материалы:
-труба 20Х40
-труба20Х30
-Труба 30Х30
-Лист стальной 2 мм.
-различный крепеж.
Из трубы 20Х40 отрезал 3 заготовки для основания струбцины.

Закрепив 2 из них на плоском основании (лист ДСП) сварил их между собой.
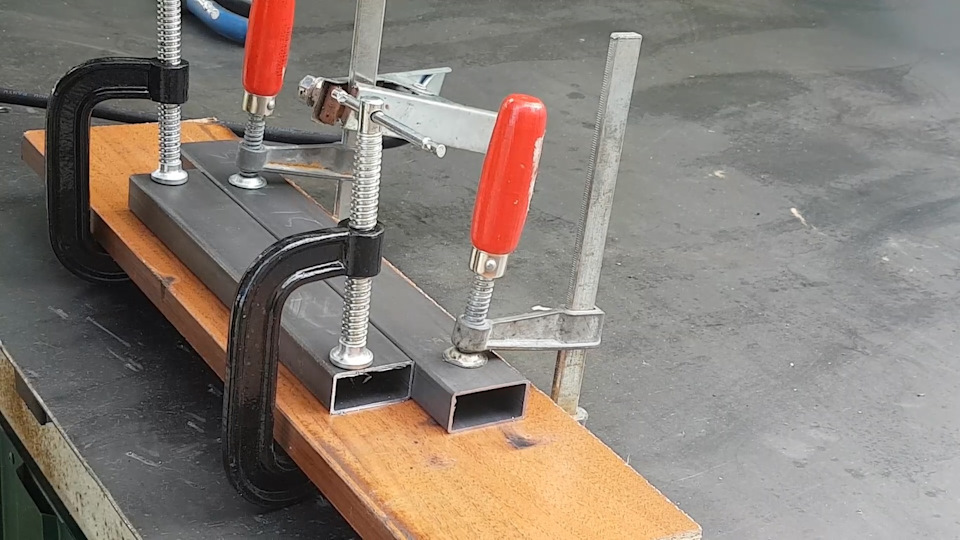
Затем обрезал под 45%.

Разметив центр, приварил 3 часть основания.

Из стального листа вырезал и вварил заглушки в торцы. (можно и не делать, сделал просто из интереса, по большому счету они ненужны, а времени на это уходит много.)

Из профильной трубы 20Х30 вырезал и преварил боковые губки для основания.

Из профильной трубы 20Х30 вырезал квадрат, и отрезав ему одну стенку приварил его к основанию.

Из профильной трубы 20Х30 вырезал боковые упоры для подвижной части струбцины. Прижав их к уже готовым боковым упорам основания, сварил между собой.

Из листовой стали вырезал верхнюю и нижнюю пластину для подвижной части и вварил их на место.

Обе части готовы, можно приступать к изготовлению винтового механизма струбцины.
Для винтовой части сварил деталь из гайки М12 и 2 гаек М6.

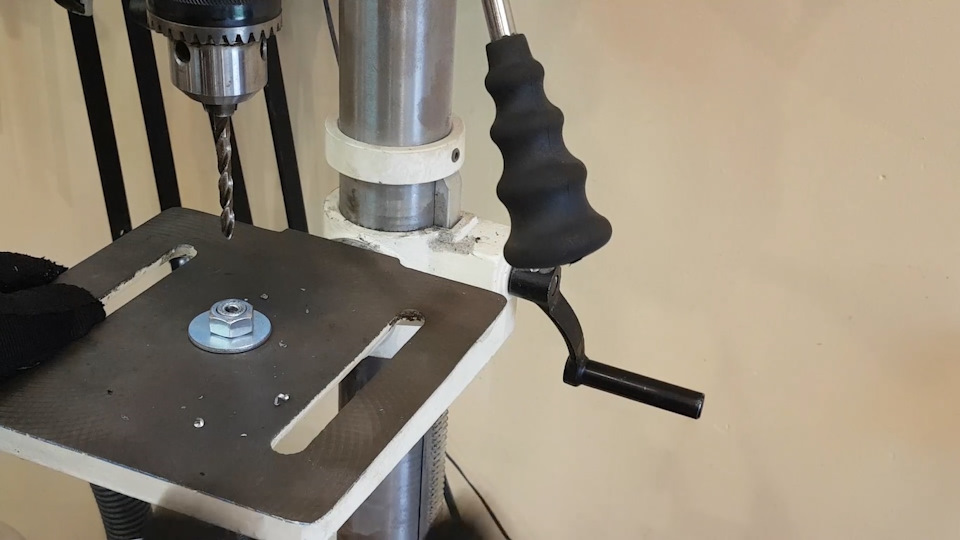
Для того что бы просверлить центральное отверстие для резьбы М6 в шпильке М12, изготовил простенький кондуктор, зажав гайку М6 в гайке М12.

И в сверлильном станке просверлил отверстие в шпильке. Все получилось отлично, После чего нарезаем резьбу М6.
В длинной гайке (их еще называют проходными) просверлил отверстие М6.

Затем болтом М6, через 2 шайбы, используя фиксатор прикрутил ее к шпильке.

Накрутив на шпильку, сваренную ранее деталь из 3 гаек, сделал вороток на задней части шпильки. Для этого, накрутив гайку М12 просверлил ее, и в получившееся отверстие вставил болт из анкерного болта (у него небольшой отрезок с резьбой, а остальная часть гладкая). Получившуюся винтовую часть вставил в струбцину.
И зафиксировал ее болтами М6.

Разметил подвижную часть по центру и просверлил в ней сквозное отверстие М8. Из 2 болтов М8 сделал шпильки, отрезав от них по 1 см, и Дремелем вырезал паз под плоский шлиц. Собрал всю конструкцию, прикрутив подвижную часть шпильками к проходной гайке М8 на шпильке.
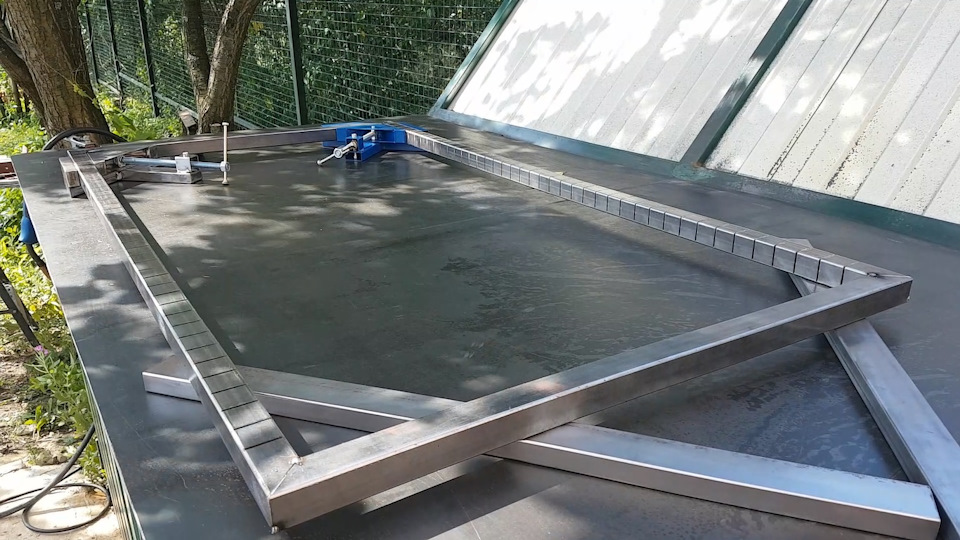
Струбцина готова, осталось ее покрасить.
З.Ы. Покрасить не успел, сразу же опробовал в деле. Длинные стороны 130 см., короткая 70 см. Расхождения по диагоналям меньше 1 мм. можно сказать, что его нет.
Более подробно можно посмотреть в видео.
Как изготовить своими руками угловую струбцину?
 Струбцины относятся к инструментам-помощникам, которые плотно сжимают детали между собой или фиксируют заготовки во время их обработки к какому-либо основанию. Различные виды таких инструментов можно встретить в каждой мастерской. Для фиксации угла между деталями конструкции, домашние умельцы используют угловую струбцину. При этом, чтобы сэкономить домашний бюджет, инструмент изготавливается своими руками.
Струбцины относятся к инструментам-помощникам, которые плотно сжимают детали между собой или фиксируют заготовки во время их обработки к какому-либо основанию. Различные виды таких инструментов можно встретить в каждой мастерской. Для фиксации угла между деталями конструкции, домашние умельцы используют угловую струбцину. При этом, чтобы сэкономить домашний бюджет, инструмент изготавливается своими руками.
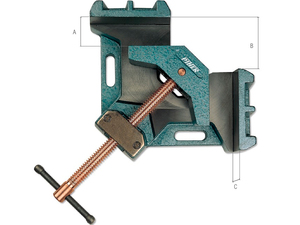
Что такое угловая струбцина?
 Инструмент выполняется из дюралюминия, поэтому является очень прочным. Удобен он тем, что имеет специальные монтажные отверстия, с помощью которых его можно закреплять на верстаке. Применяются угловые струбцины чаще всего для фиксации деталей рамы, уголков или других подобных конструкций. Часто используется инструмент во время сборки мебели. В помощники угловую струбцину могут брать плотники, токари, слесари и сварщики. Пригодится она и для работ в домашних условиях.
Инструмент выполняется из дюралюминия, поэтому является очень прочным. Удобен он тем, что имеет специальные монтажные отверстия, с помощью которых его можно закреплять на верстаке. Применяются угловые струбцины чаще всего для фиксации деталей рамы, уголков или других подобных конструкций. Часто используется инструмент во время сборки мебели. В помощники угловую струбцину могут брать плотники, токари, слесари и сварщики. Пригодится она и для работ в домашних условиях.
- Зажим с двумя упорами.
- Блок-зажим, который обладает хорошей подвижностью.
- Рычажный механизм.
- Винт для обеспечения более жесткой фиксации.
- Планки и бегунки для приспособления более слабого типа зажима.
Неотъемлемой характеристикой каждой струбцины является подвижная часть упора.
Изготовление струбцины своими руками
 Заводской инструмент стоит недешево, да и обойтись домашнему мастеру одним размером такого инструмента вряд ли удастся. Поэтому многие изготавливают угловые струбцины своими руками. При этом экономия домашнего бюджета является не единственным преимуществом самодельного инструмента.
Заводской инструмент стоит недешево, да и обойтись домашнему мастеру одним размером такого инструмента вряд ли удастся. Поэтому многие изготавливают угловые струбцины своими руками. При этом экономия домашнего бюджета является не единственным преимуществом самодельного инструмента.
Своими руками можно создать:
- необходимую прочность приспособления;
- оборудование для фиксации металлических деталей;
- струбцины любых размеров и разновидностей.
Если работы предстоят несложные, то инструмент можно сделать из простых и дешевых материалов.
Струбцина угловая из фанеры
 Если фиксировать детали нужно будет не очень жестко, то приспособление своими руками можно сделать из фанеры. Такой способ является самым простым, легким и не затратным.
Если фиксировать детали нужно будет не очень жестко, то приспособление своими руками можно сделать из фанеры. Такой способ является самым простым, легким и не затратным.
Чтобы изготовить инструмент необходимо:
- Подготовить куски фанеры толщиной в 1,5 см и размерами 10х10 см.
- Разделить квадраты на две части по диагонали.
- На расстоянии в 2 см от края наметить отверстия и просверлить диаметром 40 мм.
- Срезать сторону вдоль отверстий, чтобы излишки клея под фиксаторами можно было удобно убирать.
Инструмент из фанеры готов. На его долгую эксплуатацию рассчитывать не приходится, зато делается он из самых простых подручных материалов.
Изготовление и сборка своими руками угловой струбцины из дерева
 Тем, кто обладает даже самыми простыми навыками работы с деревом, будет легко сделать деревянный инструмент. Для этого, в первую очередь, следует правильно выбрать материал, из которого будет изготавливаться струбцина. Выбор лучше остановить на березе, дубе, ясене, грабе или буке. Древесина должна быть без неровностей, повреждений и сучков. Ее влажность должна составлять не более 12%.
Тем, кто обладает даже самыми простыми навыками работы с деревом, будет легко сделать деревянный инструмент. Для этого, в первую очередь, следует правильно выбрать материал, из которого будет изготавливаться струбцина. Выбор лучше остановить на березе, дубе, ясене, грабе или буке. Древесина должна быть без неровностей, повреждений и сучков. Ее влажность должна составлять не более 12%.
Из выбранного материала нужно будет подготовить:
- две пластины шириной 15 см, длиной 20 см и толщиной 2 см;
- два бруска шириной 2 см и длиной 25 см;
- металлические болты;
- саморезы диаметром 5 мм (2 на 20 см длиной и 2 на 12 см).
После того как все подготовлено, своими руками можно приступать к сборке приспособления:
- На столе разместить две длинные рейки. При этом одна должна укладываться ребром вниз, а вторая – вверх.
- В рейках просверлить отверстия для соединения, применив для этого дрель. У обеих деталей они должны совпадать.
- Одну пластину прикрепить к нижнему бруску и параллельно ей закрепить вторую. Используется для этого проходящий через элементы саморез, который будет регулировать между ними степень зажима детали.
- На концах реек просверлить отверстия и прикрепить к ним пайки или пластинки. Угол между элементами должен составлять 90 градусов.
Изготовление и монтаж угловой деревянной струбцины завершен, теперь можно проверить ее в работе.
Угловая металлическая струбцина своими руками
 Металлический тип инструмента обладает хорошей жесткостью фиксации и имеет длительный срок эксплуатации. Приспособление состоит из надежного крепкого корпуса, подвижного механизма и винта, который обеспечивает жесткость фиксации.
Металлический тип инструмента обладает хорошей жесткостью фиксации и имеет длительный срок эксплуатации. Приспособление состоит из надежного крепкого корпуса, подвижного механизма и винта, который обеспечивает жесткость фиксации.
С помощью металлической струбцины можно:
- под различными углами фиксировать элементы конструкции;
- выполнять предварительный монтаж изделий;
- выравнивать детали конструкции относительно друг друга.
Кроме этого, угловые струбцины из металла широко применяются во время сварочных работ. Такие инструменты подразделяются на два вида:
- Двухкоординатные.
- Трехкоординатные.
С помощью приспособления можно зафиксировать два элемента металлоконструкции, после чего закрепить их сваркой. Даже самый простой вид такого оборудования сделает более комфортным проведение сварочных работ, обеспечит высокое качество швов, облегчит различные манипуляции с деталями конструкции и значительно сэкономит время.
Своими руками изготовить угловую струбцину из металла достаточно просто. Для этого потребуется подготовить:
- стальной лист толщиной в 10 мм;
- гайки – 3 шт;
- стальной лист с наружной резьбой по размеру гаек;
- шайбы большого диаметра.
- Из листа вырезать две заготовки длиной по 50 см, шириной по 4 см.
- К основной части детали в виде буквы «Г» приварить вспомогательную часть.
- Опорный элемент плашмя приварить на короткий край.
- Сварить вместе три гайки, расположив их ребром к подвижной части. При этом вкручиваемый стержень должен проходить параллельно основанию приспособления.
- Все части приварить по внешнему краю, вставив между ними полоску инструмента.
- Присоединяя конструкции подвижную планку, произвести сварку по внутреннему краю.
- К краю стержня из металла приварить большие шайбы.
Работы по изготовлению угловой металлической струбцины закончены. При проведении столярных, слесарных или сварочных работ с ее помощью можно надежно зафиксировать конструкцию. Такой инструмент способен заменить одного помощника и ускорить время проведения работ. А его подвижные элементы позволят соединить детали под необходимым наклоном и углом.
Изучив типы и варианты создания угловых струбцин, изготовить и собрать инструмент своими руками не составит большого труда. При этом вид конструкции следует выбирать в зависимости от требуемой прочности фиксации. Такое приспособление будет полезно и в домашнем хозяйстве, и в профессиональной деятельности.
Изготовление угловой струбцины своими руками
Струбцинами называют специальные зажимы, которые позволяют плотно фиксировать специальные детали при выполнении различных работ. Эти приспособления во многом имеют схожесть с тисками. Наиболее удобной является угловая струбцина.
Благодаря ней можно выполнять фиксацию абсолютно любых деталей. Изготовить угловую струбцину можно своими руками, используя в качестве конструкционных материалов металл или дерево.
Угловая струбцина — что это такое
Данный вид приспособления позволяет фиксировать детали рам, уголки и другие подобные конструкции. Нередко вспомогательную роль угловая струбцина играет при сборке мебельных изделий. Она часто используется плотниками, токарями, слесарями и сварщиками. Также она полезна при выполнении бытовых задач.
Состоят любые струбцины из следующих конструктивных элементов:
- Зажимных губок с упорами.
- Блок-зажимов с подвижным элементом.
- Рычажного механизма.
- Основной рамы.
- Основания.
Неотъемлемая характеристика для любых струбцин — это наличие подвижной части упора.

Изготавливаем самодельную струбцину
Заводские инструменты довольно дорогостоящие, да и обходится домашним мастерам с одними размерами таких инструментов вряд ли получится. По этим причинам некоторые умельцы изготавливают угловые струбцины своими руками. К тому же преимущество самодельного устройства — это не только экономия денежных средств, а также:
- обеспечение необходимой прочности приспособлению;
- предусмотрение оборудования, позволяющего фиксировать металлические детали;
- выполнение струбцин различного размера и диаметра.
В случае выполнения несложных работ, для изготовления инструмента можно использовать простые и дешевые материалы.
Видео «Угловая струбцина для сварки своими руками»
Струбцина угловая из дерева
Для изготовления угловой струбцины из дерева не потребуется значительных усилий, особенно если есть хотя бы минимальные навыки обработки такого материала. Стоит отметить, что древесина для этого должна быть правильно подобрана. Для этих целей оптимальней использовать бруски из дуба, ясеня, березы, граба или бука. Необходимо тщательно осмотреть материал, чтобы на нем отсутствовали трещины и повреждения, вызванные насекомыми. Процент влажности не должен превышать 12%.
В первую очередь необходимо предусмотреть наличие двух деревянных пластинок, длиной по 200 мм, шириной — 150 мм и толщиной — 20 мм. Другие два бруска должны быть длиной около 250 мм, и 20 мм в ширину и толщину. Приобрести их можно в готовом виде или же использовать лобзик для их вырезания.

Кроме самого материала следует также подготовить инструмент. Необходимо выполнить подбор металлических гаек и болтов (саморезов). Саморезы должны быть подобраны в количестве четырех штук. Два должны быть длиной около 200 мм, остальные по 110-120 мм длиной и 5 мм в диаметре. Значение размеров может быть и своим, однако согласно представленным цифрам проще выполнить качественную сборку. При этом два из них длиной примерно 20 см, а другие два около 11-12 см, диаметром 5 мм. Размеры можно брать и свои, но представленные цифры являются оптимальными для максимально качественной сборки.
После того, как все было подготовлено, можно приступать к процессу сборки элементов приспособления в единое целое. Для начала нужно положить на ровную поверхность две длинных рейки – одна ребром к верху, а другая наоборот. Затем используя дрель следует выполнить несколько отверстий, благодаря которым будет осуществляться скрепление удерживающих элементов.
Берем пластины. Одну из них следует закрепить максимально прочно на нижнюю рейку, таким образом чтобы расположение отверстий на рейках совпадало с будущим отверстием в пластинах при креплении регулирующих саморезов. Далее параллельно на первую пластину крепим вторую посредством проходящего через них болта. Именно благодаря нему будет осуществляться регулировка степени зажима.
Для придания струбцине угловой формы, следует на конце каждой рейки высверлить несколько отверстий, в которые используя саморезы нужно прикрутить 1-2 пластины или рейки. Но предварительно перед процессом прикручивания следует замерять ровность углов, которые должны соответствовать 90 градусам.
Выполнив эти действия угловую струбцину с деревянным механизмом можно считать готовой. Если работу провести в соответствии с технологией, то получим такое же изделие как на рисунке ниже. Как изображено на схеме, винт который расположен между поверхностями пластин, позволяет выполнять регулировку зажимной силы, удерживая деревянный брусок на подобии тисков.
Изготовление металлической угловой струбцины
Металлические прижимные приспособления имеют хорошую фиксацию, высокую степень зажима и оптимальный эксплуатационный срок. Такие струбцины состоят из надежных крепких корпусов, подвижных механизмов и винтов, которые обеспечивают фиксирующую жесткость.

При помощи металлических струбцин можно:
- выполнять фиксацию элементов конструкций под любым углом;
- использовать для предварительного монтажа заготовок;
- осуществлять выравнивание деталей конструкций.
К тому же, угловые струбцины из металла часто используются при сварке. Подобный вид инструмента подразделяют на:
- Двухкоординатный.
- Трехкоординатный.
Посредством одного инструмента можно выполнять фиксацию сразу двух элементов металлоконструкций, для дальнейшего их сваривания. закрепить их сваркой.
Даже самые простые виды таких оборудований сделают процесс сварки более удобным, обеспечат надежность и хорошее качество шва, позволят облегчить выполнение манипуляций с конструкционными элементами и существенно сократят время на операцию.
Для изготовления своими руками угловой струбцины из металла необходимо обеспечить наличие таких комплектующих:
- стального листа, толщина которого 10 мм;
- гаек в количестве 3 штук;
- стального листа, на котором предусмотрена наружная резьба, соответствующая размерам гаек;
- шайб больших диаметров.
Процесс сборки струбцины:
- Создаются основания конструкций. Чтобы выполнить формирование оснований на устройстве необходимо наличие листового металла, у которого толщина составляет от 8-10 мм. В качестве фиксирующего элемента можно использовать уголки нужных размеров. Для выполнения креплений стоит воспользоваться электросваркой, так как резьбовые крепления будут отличаться меньшей надежностью.
- Выполняется установка зажима – для создания винтового зажима можно воспользоваться двумя или тремя гайками, которые следует сварить друг с другом. К тому же оптимальнее всего выполнить изготовление кронштейна, на котором имеются резьбовые отверстия с толщинным размером 30-40 мм. Крепление осуществляется болтами, для того чтобы при срыве резьбы можно было осуществить его замену.
- Формируются углы. Важное значение, при сборке угловой струбцины, следует придать тому, как будут расположены зажимочные скобы. В процессе сварки каждый уголок должен идеальным образом соответствовать друг к другу. В связи с этим один уголок нужно приварить на зажим, после чего наложить второй, прижать и приварить к скобе.
- Осуществляется проверка движения оснований. На боковых поверхностях конструкций следует произвести установку направляющих, что должны будут позволить выполнять перемещение внутреннего основания струбцин. с этой целью нужно вырезать проем, ширина которого будет составлять 8-10 мм.
- Просверливание отверстий. При помощи сверл на верхних основаниях струбцин, куда устанавливаются болты, делаются отверстия. Основания касательно друг друга должны перемещаться максимально свободно, так что лучше предусмотреть, чтобы резьбы на болтах не доходили до головки, которая крепиться на основаниях посредством кронштейна.
После этого работу по сборке угловой металлической струбцины можно считать завершенной. Выполняя столярные, слесарные или сварочные работы таким инструментом можно выполнить надежную фиксацию конструкции. Приспособление позволяет заменить нескольких помощников и существенно ускорить рабочий процесс. Благодаря подвижным элементам можно соединять детали под необходимым углами и наклонами.

Рассмотрев основные способы изготовления угловых струбцин, теперь каждый мастер сможет сделать приспособление своими руками, так как это абсолютно не сложный процесс. Подбор вида конструкций должен осуществляться согласно необходимой степени будущей фиксации. Применение такого приспособления может быть полезно как для домашнего хозяйства, так и для профессиональных работ.
Видео «Изготовление металлической угловой струбцины»
Струбцина: делаем в домашних условиях различных видов – варианты, чертежи, реализация

Бухают мастера-кустари. Простите, ведут задушевную беседу. У одного вместо сакраментального «Вася, ты меня уважаешь?» с языка срывается «Вась, а сколько бы ты рук себе хотел?» Тот призадумывается: «Сколько? Да кто ж его знает… Ну, сколько там по работе надо…»
Рук, понятно, чтобы придержать, прижать, подхватить, и пр. Поэтому такого вспомогательного инструмента, как временные съемные зажимы различных видов – струбцины – мастеровому человеку всегда не хватает. Не хватало и во времена, когда эти самые струбцины стоили копейки. Сейчас за хорошую струбцину могут запросить и поболее 1000 руб. При том, что теперь и в мелком штучном производстве широко распространены электроинструмент, электро- и газосварка, склеивание под давлением и др. технологии, требующие надежного удерживания деталей на время рабочего процесса. Назначение настоящей статьи – рассказать читателю, как в домашних условиях изготавливается струбцина своими руками. Желательно – из подручных материалов с минимальной потребностью в сварочных и токарных работах.
Примечание: по-английски струбцина cramp (винтовая), bar clamp (пружинно-рычажная) или просто clamp, аналогично тому, как отвертку (screw driver) зачастую обзывают просто screw. Человек, неплохо знающий разговорный английский, но незнакомый с особенностями технического (это очень разные языки), услышав что-то вроде «Give me screw driver», скорее всего не поймет, чего от него хотят. Тем более, что малообразованные англоязычные артикли чаще всего «глотают». Вдруг вам доведется оказаться в подобной ситуации, прислушивайтесь: «the screw» (именно отвертка) означает инструмент, а «a screw» – какой-то резьбовый метиз (винт, шуруп), который им крутят.
Разновидности
Целью данной публикации не является соорудить нечто вроде энциклопедии монтажных зажимов – их много видов, а патентов на новые, «супер-супер», еще больше. Наша задача – показать, какие из струбцин более всего надобны в домашней мастерской, и как лучше всего сделать струбцину, не тратя много материала и времени.
Наиболее употребительные в кустарном производстве виды струбцин показаны на рис:

- G-образная (G-cramp; G-clamp) – самая остая, надежная и дешевая из струбцин общего назначения. Недостатки: долго затягивается и может провернуть склеиваемые детали, если шарнир упора некачественный или неухоженный. Последнее довольно существенно: не схватившийся клеевой слой неплохая смазка, а разнимать и вновь сжимать склеиваемые поверхности нежелательно, прочность высохшего стыка от этого резко падает. Кроме того, обычная G-струбцина плохо держит круглые детали, поэтому для фиксации труб либо круглого профиля для сварки или пайки встык используется специальная трубная струбцина (см. след. рис.). Собранный из обычной конструкционной стали s=(2,5-4) мм, такой варной зажим обеспечивает надежную фиксацию труб до d(120-150)х(1,5-4) мм.

Струбцина для сварки и пайки труб встык
Как какую делать
Любую из описанных выше струбцин можно изготовить самостоятельно в домашней мастерской. Столярные струбцины делаются из металла – деревянные станина и губки инструмента не выдержат противодавления материала детали(ей), зажим ослабнет уже во время работы, а сама струбцина придет в негодность. С варными и паечными струбцинами и так понятно: только металл; дерево – горючий материал.
Столярные струбцины для работ с ценным деревом либо изделиями лучше делать деревянными, но можно пользоваться и металлическими с проставками из фанеры или ровной драни. Струбцины для склеивания в пласть (на толстые заготовки из нескольких тонких) лучше использовать деревянные, даже если клеится металл или пластик – деревянные губки дают более равномерное распределение давления по плоскости и, соответственно, лучшее качество склейки. Хрупкие детали (стеклянные и т.п.) сжимаются для склеивания только деревянными струбцинами.
G-образные
Станины G-струбцин фабричного производства выполняются литыми. В гараже или сарае, даже в кузне на своем участке, организовать сталелитейку нельзя. Поскольку G-струбцины как самые «хваткие» применяются преимущественно в слесарно-сварочных работах с довольно длинными и/или тяжелыми деталями, то и самодельную G-образную струбцину нужно делать из металла на сварке или цельной.
Мастера-умельцы часто сваривают себе струбцины из листовой стали, поз. 1 на рис.:

Самодельные G-образные струбцины
Видимо, копируя профиль станин заводских изделий, что в данном случае неправильно. Профили литых станин струбцин показаны на поз. 2. Обратите внимание на зализы и галтели (показаны стрелками). Сглаживание профиля необходимо во избежание концентрации механических напряжений: они «любят» углы и щели, как постельные клопы. Но сварочный шов не работает, как галтель! Нет, струбцина скорее всего не сломается и не погнется. Однако отдачей зажатой детали станину немного поведет, и добиться точной фиксации будет трудно, причем не исключается и проворот детали при затягивании зажима.
Вполне надежны самодельные струбцины из отрезков швеллера (поз. 3). Недостатки – трудоемки, несоразмерно тяжелы сравнительно с шириной захвата. Резать швеллер на станины струбцин можно, если вам нужно будет сжимать детали очень сильно. Оптимальный вариант станин струбцин для обычных работ – из профильной трубы квадратного сечения, поз. 4. В зависимости от типоразмера и толщины стенок заготовки струбцины из профтрубы можно делать на ширину захвата до 1 м и более, см. видео:
Видео: струбцины из профильной трубы
Примечание: об изготовлении самого ответственного узла G-струбцины – винтового зажима – см. в конце, поскольку он применяется и в струбцинах других типов.
Разновидностью G-струбцины является поджимная, которую условно можно бы назвать GE-струбциной. Поджимные струбцины хорошо известны строителям маломерных судов из дерева, однако будут весьма полезны и в малом деревянном строительстве (напр. дачного или каркасного дома, хозблока и т.п.).
Чертежи поджимной струбцины и способ их применения показаны на рис.:

Чертежи и порядок применения поджимных струбцин
К примеру, при зашивке, скажем, ригеля (стропильной конструкции) крыши каждая следующая доска сначала плотно прижимается к предыдущей, а уж затем крепится к стропильным балкам. Соответственно, надежность и долговечность всего кровельного пирога намного возрастают.
F-образные
Устройство F-струбцины, так сказать, в полном комплекте, показано на след. рис.:

Устройство F-образной струбцины
В ходе использования башмак двигают по направляющей, пока пятка не коснется детали. Тогда большим пальцем руки сдвигают собачку или нажимают на нее (в зависимости от конструкции фиксатора), при этом башмак заклинивается на направляющей. Тогда деталь дожимают поворотом рукояти винтового зажима, или отводя курок эксцентрикового прижима. Расфиксация и разжимание – в обратном порядке.
Городить сложный фиксирующий механизм в самодельной F-струбцине особого смысла нет. Тогда для заклинивания башмака нажимают на его внутренний обушок, или слегка бьют туда легким молоточком, если струбцина мощная, широкозахватная. Как правило, ползун саморасклинивается уже при разжатии винта или вбросе курка в гнездо. Если же башмак заело, расклинивают его легким ударом по наружному обушку со стороны упора (в направлении, обратном заклинивающему).
Слева на след. рис. даны чертежи быстрозажимной F-струбцины с губками из дерева. В центре – внешний вид инструмента, а справа – порядок пользования им. Размеры пересчитаны из дюймовых; их можно округлить до ближайших целых мм.

Чертежи, внешний вид и порядок использования F-струбцины с губками из дерева
Основное назначение данной струбцины – прижим при склеивании в пласть. Предпочтительный материал губок – клен, вяз, граб, бук, дуб или др. древесина, сочетающая в себе высокую прочность и вязкость; из такого дерева делают, например, упорные гребенки фуговальных и копировальных станков по дереву. О других вариантах самодельных быстрозажимных струбцин см. подборку видео:
Видео: самодельная F-образная струбцина
Видео: эксцентриковая струбцина
Видео: быстрый зажим – струбцина своими руками
Варианты сварочных струбцин своими руками
Сборка струбцин своими руками из металла или фанеры. Конструктивные особенности, область применения фиксатора. Преимущества использования угловых струбцин для сварочных работ.

Даже несложные сварочные работы требуют профессионального отношения к делу. Для получения соединений максимально возможного качества в большинстве случаев необходимо использование специальных приспособлений. К их числу относятся угловые струбцины для сварки, которые можно собрать из металла своими руками. Применение фиксатора позволяет надежно фиксировать соединяемые заготовки, что ускоряет и облегчает процесс получения сварочного шва. Для изготовления потребуется нехитрый набор инструментов, подручные материалы и готовые чертежи струбцин, в соответствии с которыми будет выполняться работа.

Устройство угловой струбцины для сварки
Струбцина – это своеобразные угловые тиски универсального применения, служащие для фиксации металлических заготовок перед сваркой в удобном положении под требуемым углом. В зависимости от способа закрепления детали могут применяться приспособления, отличающиеся конструкцией, формой и размерами.
Опытные сварщики всегда пользуются несколькими типами струбцин, так как в процессе работы может возникнуть потребность в соединении заготовок различной конфигурации.
Серийно выпускается множество моделей угловых струбцин, предназначенных для выполнения определенных работ. Например, для устройства трубопровода может одновременно использоваться несколько приспособлений, устанавливающих свариваемые элементы под углами 15, 30, 45 или 90 градусов. Без применения зажима точно установить детали затруднительно, особенно для работ, требующих высокой точности.
Конструкция угловых струбцин для сварки обладает следующими особенностями:
- Губки прижимных элементов имеют большую толщину, что позволяет увеличить жесткость соединения заготовок, исключить выгибание сварочного шва.
- Дополнительное использование зажимных винтов предотвращает спаивание участка угловой струбцины с резьбой при разбрызгивании расплавленного металла. Это способствует увеличению срока службы сварочного оборудования.
- При производстве электродной сварки под определенным углом применение зажима позволяет расширить рабочую зону.
Конструкция струбцины состоит из двух элементов:
- подвижной части с зажимным винтом, предназначенным для регулирования степени прижатия заготовок;
- рамы.
Передача усилия на зажимные плоскости, а от них – на фиксируемые детали осуществляется посредством Т-образных рукоятей. Выплавленные из чугуна скобы способны выдержать любые температуры, образуемые при выполнении сварки.
Выбирая угловую струбцину, в первую очередь следует ориентироваться на вид предполагаемых работ:
- приспособления G-образной формы больше подходят для крепления заготовок небольшой толщины;
- F-зажимы, оснащенные регулируемым прижимным механизмом, используются для обработки деталей внушительных размеров.
Угловые быстрозажимные струбцины могут устанавливаться в гаражах, небольших мастерских и цехах на рабочих столах и верстаках с ровной поверхностью.
Способы изготовления своими руками
Конструкция из фанеры
Независимо от конструкции основное предназначение приспособлений – жесткий зажим заготовок для их последующего сваривания либо наплавления поверхности. Угловые фиксаторы, изготовленные из фанеры, позволяют соединять как металлические детали, так и заготовки из дерева.

- пара брусков из твердых сортов древесины толщиной 25 мм;
- лист фанеры толщиной не менее 12 мм;
- крепежные элементы: шпильки, саморезы;
- ножовка либо лобзик;
- дрель.
Из фанерного листа вырезается квадрат размером сторон 250 или 300 мм, к которому под прямым углом прикрепляются бруски.

Угол следует установить максимально точно, так как от него в будущем будет зависеть правильное закрепление заготовок относительно друг друга.
Сначала бруски следует приклеить, дождаться схватывания клея и прозенковать дрелью. В полученные отверстия вкручиваются саморезы или иные крепежные детали. От центра колодок необходимо провести перпендикулярные линии, вдоль которых будут перемещаться винтовые шпильки.
Также требуется подготовить подвижные бруски, которые соединяются со шпилькой. При вкручивании ее деталь будет придвигаться к угловой колодке.

При изготовлении угловой струбцины из массивного материала, например ДСП, для брусков следует подобрать материал большей толщины.
Конструкция из металла

Для изготовления основания потребуется листовой материал толщиной 8–10 мм. Для закрепления можно применить уголок соответствующего размера. Соединение элементов удобно выполнять электросваркой.
- Для винтового зажимного механизма между собой свариваются две гайки. Кронштейн с находящимся в центральной части резьбовым отверстием изготавливается высотой 30–40 мм. Для крепления рекомендуется использовать болтовое соединение, которое можно легко заменить при срыве резьбы.
- Особого внимания требует взаимное размещение прижимных губок. Необходимо идеально выставить прямой угол, так как при выполнении сварочных работ добиться их приемлемого качества будет невозможно. Сначала к зажиму приваривается один уголок, на него накладывается другой. Полученная конструкция плотно сжимается и приваривается на скобу.
- К боковым плоскостям фиксатора крепятся направляющие, обеспечивающие перемещение основания. По линии биссектрисы прижимного приспособления прорезается паз размером 8–10 мм.
- В верхнее основание струбцины закручивается болт. Резьба его не должна доходить до головки, что обеспечит свободное передвижение оснований относительно друг друга.

Пользуетесь ли вы струбциной дома или на работе? Изготовили вы ее своими руками или приобрели готовую в строительном магазине? С какими трудностями и особенностями выполнения сварки вы столкнулись при использовании приспособления? Поделитесь, пожалуйста, своим опытом в комментариях.

