
Нарезание резьбы на токарном станке: технология
Нарезание резьбы плашками и метчиками на токарном станке
Плашка это изделие, которое изготавливается из инструментальной стали, основное назначение которой является нарезание резьбы. Обычно внешний диаметр плашек имеет цилиндрическую форму для установки в отверстие плашкодержателя или оправки, но бывают также и шестигранные поверхности. Поэтому плашку можно сравнить с той же закалённой гайкой, у которой имеются дополнительные отверстия, смещённые от центра для выхода стружки. В местах пересечения этих отверстий с резьбовым отверстием образуются режущие кромки.
До того, как начать выполнение работ связанных с нарезанием резьбы, плашку необходимо установить в специальный держатель и закрепить её с внешних сторон винтами. Деталь, на поверхности которой планируется нарезание резьбы, обычно закрепляется в токарном патроне. На её торце делается фаска не меньше профиля резьбы, для облегчения захода плашки в процессе резания, а обрабатываемый диаметр занижается на одну или две десятые миллиметра от номинального значения.
С помощью пиноли задней бабки осуществляется прижим плашкодержателя, это позволяет задавать правильное направление для самой плашки, которая устанавливается в специальное для нарезания резьбы положение. После этого можно включать вращение шпинделя, причём желательно это делать на минимальных оборотах.
Чтобы деталь соответствовала надлежащему качеству, необходимо отслеживать положение плашки. Во время технологического процесса она должна постоянно находиться перпендикулярно оси цилиндрического изделия, а давление, оказываемое на неё пинолью задней бабки, должно быть равномерным.
Если имеется оснастка и соответствующее оборудование, то плашку можно устанавливать в специальный держатель. Его закрепляют в гнездо револьверной головки или в пиноли задней бабки. При этом плашка будет изначально находиться на оси задней бабки, которая соосна со шпинделем станка.

Предварительно обработанная поверхность перед нарезанием резьбы должна иметь диаметр меньше, чем номинальный диаметр:
- Диаметры под резьбу от Ø 6 до 10 мм занижаются на 0,1 – 0,2мм ;
- Диаметры заготовки от Ø 11 до 18 мм на 0,12 – 0,24 мм ;
- Для диаметров от Ø 20 до 30 мм на 0,14 – 0,28 мм .
Рекомендуемые скорости резания v при нарезании резьбы составляют: для стали от З до 5 м/мин ; для чугуна от 2 до 3 м/мин ; для латуни от 10 до 15 м/мин .
Для того чтобы процесс нарезания резьбы и конечный результат был на высоком качественном уровне необходимо использовать смазочно-охлаждающие жидкости обеспечивающие хорошую чистоту поверхностей обрабатываемым изделиям.
Нарезание резьбы метчиками
Метчик представляет собой изделие, изготовленное из закалённой инструментальной стали, назначением которого является нарезание внутренней резьбы. По форме метчик схож с обычным винтом, но в отличие от последнего он имеет продольные канавки, для выхода стружки, они же, образуют в свою очередь режущие кромки в местах пересечения с резьбовой поверхностью.
В состав этого инструмента входит рабочая часть и хвостовик. Коническая резьбовая часть метчика предназначена для постепенного срезания слоя материала при ввинчивании инструмента в просверленное заранее отверстие, а цилиндрическая часть для окончательной калибровки. Хвостовик, окончание которого имеет, как правило, квадратную форму, служит для закрепления его в специальных удерживающих приспособлениях. Таковыми могут быть, как воротки, так и специальные оправки.
При нарезании резьбы, на универсальных токарных станках выполняется такой технологический процесс, при котором происходит постепенное срезание слоя материала, чем обеспечивается надлежащее качество. Для этого применяют два и даже три метчика входящие в комплект для первоначального и окончательного нарезания резьбы. Обычно, их обозначают поперечными рисками. Для первого одна риска, для второго две, а для третьего соответственно три.
На токарном станке нередко применяют и машинные метчики, что позволяет нарезать резьбу за один рабочий ход. В отличие от обычных резьбонарезных инструментов машинные метчики обладают увеличенным режущим коническим участком. Это способствует постепенному срезанию слоя металла. Чаще всего их применяют для того, чтобы обеспечить нарезку резьбы в сквозных отверстиях – гайках и похожих элементах.
Известно, что перед нарезанием внутренней резьбы необходимо просверлить отверстие, причём если оно имеет небольшой диаметр, то для его обработки требуется, только сверло, а при больших диаметрах они подвергаются расточке после сверления. Сами отверстия делаются чуть больше номинального значения на 0,1 – 0,3 миллиметра в зависимости от диаметра резьбы и используемого материала, чтобы избежать смятия и даже срыва ниток резьбы.
Диаметры отверстий под метрическую резьбу, нарезаемых метчиками, выбирают по специальным таблицам.
Приёмы нарезания резьбы метчиками
До начала процесса метчик должен быть установлен в исходное положение. Это обеспечивается, если заборную часть инструмента вводят в отверстие, а хвостовую при этом поддерживают с помощью центра задней бабки. Чтобы не допустить проворачивания метчика на его квадрат закрепляется вороток, который своей ручкой упирается на суппорт.
Чтобы нарезать первые нитки резьбы необходимо равномерно и осторожно двигать шпиндель задней бабки с помощью маховика. Когда метчик начнет врезаться в отверстие заготовки, дальше он будет продолжать движение по нарезаемым виткам. Однако и после этого перемещение пиноли задней бабки надо продолжать, слегка поджимая инструмент. Это необходимо для того, чтобы хвостовая часть метчика, поддерживаемая центром, оставалась на оси вращения, также как и режущая часть, входящая в отверстие. При этом, во время всего процесса, важно обеспечить обильное охлаждение.
Для нарезания резьбы рекомендуемая скорость резания должна составлять v = 5 – 12 м/мин для нарезания резьбы метчиками в стальных заготовках; v = 6 – 22 м/мин – в чугунных, бронзовых и алюминиевых заготовках.
Как нарезать резьбу на токарном станке резцом: видео, количество оборотов, размерность
Нарезание резьбы на токарном станке это одна из самых распространенных операций, ежедневно выполняемых на тысячах токарных станков. В качестве рабочего инструмента используются резцы, головки резьбонарезные, плашки и метчики. Выполнение резьбы с использованием резца требует особой сноровки и знаний.
Виды резцов
Конструкция токарного станка позволяет нарезать внутреннюю и наружную резьбу. Для этого создано множество разновидностей резцов, относящихся к трем большим группам:
- призматические;
- круглые;
- стержневые.
Стержневые — самый простой тип инструмента для нарезки. Это стержень (любой формы сечения) с рабочей головкой. Профиль определяется формой головки. Одна из разновидностей стержневых резцов — с припаянными твердосплавными рабочими гранями. Они более устойчивы к стиранию и не требуют частых заточек. Круглые и призматические относятся к фасонной категории.
Призматические режут только внешнюю сторону. По сравнению со стержневыми способны работать с большими поверхностями. Резец удерживается в держателе «ласточкиным хвостом». Способны к большему количеству переточек, чем стержневые.
Круглые выполняют наружную и внутреннюю резьбу. Они удобнее режут и имеют больший спектр применения, нежели призматические. Их можно перетачивать большее количество раз. В держателе устанавливаются относительно торца и отверстия.
Техника нарезания резьбы
Резец равномерно передвигается вдоль заготовки и своей вершиной прорубает линию в форме винта. Наклон линии к оси, перпендикулярной движению резака, называется углом увеличения винтовой линии. Зависит этот показатель от:
- скорости вращения детали в станке;
- особенностей подачи резака.
Во время заглубления резака в болванку она покрывается винтовой канавкой. Резьба обеспечивает надежное крепление, уплотнение либо передвижение элементов в запланированном направлении.
В зависимости от конфигурации болванки дается название крепления: цилиндрическое либо коническое. Профиль, который является одновременно поперечником проекции на плоскость резьбы, подбирают с учетом назначения. Наиболее применимы следующие профили:
- прямоугольный;
- трапециевидный;
- остроугольный.
Их нарезают однозаходными или многозаходными. Вторые создаются несколькими канавками, расположенными на одинаковых промежутках друг от друга, первые — единой канавкой.
Свойства резьбы определяются такими понятиями, как шаг и ход — расстояние между одинаковыми элементами витка. Он равняется произведению количества заходов на шаг.
Правила нарезки

- Чистота резьбы определяется постановкой и направлением движения инструмента. Чтобы использовать инструмент правильно существует шаблон. Он размещается параллельно серединам станка на заготовке. Проекции инструмента и шаблона накладывают друг на друга и исследуют просвет. Резак размещают исключительно по центральной линии станка.
- Внутренняя резьба нарезается изогнутыми инструментами (при небольшом поперечнике отверстия). Можно использовать ровный инструмент, вставив его в оправку. Наружная — чаще гнутыми, в редких случаях ровными. Выбор резца зависит от типа металла и параметров резьбы.
- Правила размещения рабочей грани инструмента зависят от планируемого профиля. Треугольный выполняют при вершине 60 или 55 град. (для метрической или дюймовой). Так как иногда во время движения суппорта возможны погрешности, используют инструмент с вершиной 59 градусов 30 минут.
- Передний угол инструмента выбирается в соответствии с материалом детали в пределах 0 — 25 град. Чем тверже и хрупче материал, тем меньше угол. Так, для болванок из стали берут инструмент с углом 0 градусов, высоколегированные стали можно нарезать углом до 10 градусов.
- Впадина выполняется гладкой, скругленной или с риской, под форму подбирают верхушку резака.
Инструкция по нарезанию резьбы в видеоролике:
§ 24. Нарезание резьбы
Многие детали машин, строительных конструкций и бытовых приборов скрепляют между собой при помощи резьбовых соединений. В резьбовых соединениях применяют болты, гайки, шпильки и винты. Болт — цилиндрический стержень с головкой на одном конце и с резьбой на другом для навинчивания гайки (рис. 77, а). Гайка — деталь резьбового соединения, имеющая отверстие с резьбой (рис. 77, а, б). Шпилька — цилиндрический стержень с резьбой на обоих концах (рис. 77, б).
Один конец шпильки ввинчивается в одну из соединяемых деталей, а на другой конец устанавливают скрепляемую деталь и навинчивают гайку. Винт — цилиндрический стержень с резьбой для ввинчивания в одну из соединяемых деталей. Болты и винты имеют головки различных форм (рис. 77, в).

Рис. 77. Резьбовые соединения: а — при помощи болта; б — при помощи шпильки; в — при помощи винта: 1 — болт; 2 — гайка; 3 — шпилька; 4 — винт; 5 — шайба; 6, 7 — соединяемые детали
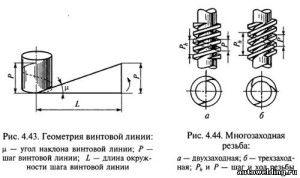
Резьба — это выступы на поверхности винтов и гаек, расположенные по винтовой линии. Основными элементами резьбы являются профиль, шаг Р, угол профиля α, наружный и внутренний диаметры, направление резьбы (рис. 78).

Рис. 78. Элементы резьбы: а — наружной; б — внутренней
Как изображают резьбу на чертеже, показано на рисунке 62.
Для нарезания наружной резьбы используют специальный инструмент — плашку (рис. 79, а). Плашка имеет вид гайки.

Рис. 79. Круглая плашка (а) и плашкодержатель (б)
Изготовляют плашки из инструментальных сталей. Резьбу плашки пересекают сквозные продольные отверстия. Режущие кромки образованы пересечением поверхностей этих отверстий и резьбового профиля. При нарезании резьбы стружка выходит в отверстия. Поэтому их пазывают стружечными.
Для того чтобы нарезать резьбу плашкой на стержне, надо по справочным таблицам (например, по табл. 5) определить диаметр стержня для данной резьбы и проточить заготовку на этот диаметр с обязательным выполнением фаски на конце стержня. Фаска необходима для того, чтобы обеспечить легкий заход плашки.
Таблица 5.
Диаметр стержня для нарезания метрической резьбы

Заготовку закрепляют вертикально в тисках, предварительно разметив на стержне длину нарезаемой резьбы. Длина выступающей над плоскостью губок части стержня должна быть больше длины нарезаемой резьбы на 20. 25 мм.
Плашку для нарезания требуемой резьбы (диаметр резьбы и ее шаг обозначены на поверхности плашки) закрепляют в плашкодержотеле (рис. 79, б), накладывают на верхний торец стержня и с небольшим нажимом, без перекосов вращают ее (рис. 80). Первые витки резьбы можно нарезать без смазки, так как плашка легче захватывает сухой металл. Нарезав первые витки, стержень смазывают маслом. Вращают плашкодержатель следующим образом: один-два оборота по часовой стрелке и пол-оборота в обратном направлении для ломания стружки.

Рис. 80. Нарезание резьбы плашкой
Качество нарезанной резьбы в условиях школьных мастерских можно проверить, навинчивая на нее соответствующую гайку.
Внутреннюю резьбу (резьбу в отверстии) нарезают метчиком (рис. 81). Он состоит из хвостовика и рабочей части. Рабочая часть метчика представляет собой винт с продольными канавками. Режущие кромки образованы пересечением поверхности канавки с профилем резьбы метчика. По канавкам при нарезании резьбы сходит стружка.

Рис. 81. Метчики: а — основные элементы; б — комплект для нарезания метрической резьбы
Метчики, как и плашки, изготовляют из инструментальных сталей.
Ручные метчики для нарезания метрической резьбы выпускают по одному либо в комплекте по два (чистовой и черновой) или три (черновой, средний и чистовой). На хвостовой части всех метчиков указаны диаметр и шаг резьбы, а на метчиках из комплекта, кроме того, нанесены круговые риски (одна, две или три) либо проставлены номера метчиков.
Перед нарезанием резьбы метчиком в детали выполняют отверстие соответствующего диаметра (табл. 6).
Таблица 6.
Диаметр отверстия для нарезания метрической резьбы

Заготовку с отверстием закрепляют в тисках так, чтобы ось отверстия была перпендикулярна плоскости губок тисков. Затем на хвостовик чернового метчика надевают вороток, а рабочую часть метчика смазывают маслом. Метчик вертикально без перекоса помещают в нарезаемое отверстие и, прижимая его к детали левой рукой, плавно вращают вороток по часовой стрелке, пока метчик не врежется в металл и не встанет устойчиво. После этого вороток берут обеими руками и вращают с легким нажимом, делая один-два оборота по часовой стрелке и пол-оборота против. Так нарезают все отверстия (рис. 82).

Рис. 82. Нарезание резьбы метчиком
Закончив нарезание черновым метчиком, его вывертывают, вставляют средний метчик и повторяют нарезание. Окончательно доводят резьбу чистовым метчиком.
Качество резьбы в условиях мастерских можно проверить, вворачивая в отверстие соответствующий болт.
При нарезании резьбы метчиком иногда возникают дефекты, которых следует избегать:
- шероховатая или рваная нарезка получается, если отсутствует смазка, а также из-за перекоса метчика или плашки;
- резьба неполного профиля — если диаметр отверстия больше нормы или диаметр стержня меньше нормы;
- перекос резьбы — если ось метчика не совпадает с осыо отверстия. Следует помнить, что метчик — непрочный инструмент, его легко сломать.
Практическая работа № 26
Нарезание резьбы плашкой на токарно-винторезном станке
Эту практическую работу учащиеся выполняют только под контролем учителя.
- Настройте токарно-винторезный станок на минимальную частоту вращения шпинделя.
- Закрепите заготовку в трехкулачковый патрон.
- Закрепите требуемую плашку в плашкодержателе.
- Переместите заднюю бабку к правому торцу заготовки и закрепите ее так, чтобы между пинолью и торцом заготовки можно было вставить плашкодержатель.
- Установите плашку заборной частью на фаску заготовки и подожмите плашкодержатель пинолью задней бабки. Рукоятку плашкодержателя обоприте на планку, закрепленную в резцедержателе (рис. 83).

Рис. 83. Нарезание резьбы плашкой на токарно-винторезном станке: 1 — трехкулачковый патрон; 2 — заготовка; 3 — плашкодержатель с плашкой; 4 — пиноль задней бабки; 5 — планка; 6 — резцедержатель
- Включите станок. Вращая маховик задней бабки, подожмите пинолью плашкодержатель к вращающейся заготовке. Как только плашка начнет навинчиваться на заготовку самостоятельно, вращение маховика следует прекратить.
- Не доходя 3. 4 мм до конца нарезаемого участка, выключите станок, отведите пиноль и переместите поперечные салазки на себя. Вращением плашкодержателя вручную нарежьте резьбу до конца.
Новые слова и понятия
Резьбовое соединение, болт, гойко, шпилька, винт, резьба — наружная и внутренняя, плашка, плашкодержатель, метчик, вороток.
Методы и особенности нарезания резьбы резцом на токарном станке
Для того чтобы нарезать резьбу на токарном станке, могут применяться разные инструменты. Опытные мастера чаще всего делают это при помощи резца.
Но также можно применить и рабочие головки специального назначения, метчики, плашки. А также такая операция, проводится используя технологию накатки.

В этой статье мы разберёмся, какие бывают резьбы, как их получить при помощи разных методов, и как проверить их качество.
Методы получения
Существует два основных метода для получения резьбы. Они делятся на нарезание и накатывание. Также различные методы используются для внутренней и наружной резьбы.

К примеру, для наружной, необходимо воспользоваться разными плашками, резцами, резьбовыми фрезами и гребенками, либо роликами на резьбонакатных автоматах.

При выборе одного или другого метода, нужно учитывать желаемый профиль резьбы, характер материала, необходимый объем и точность.
Классификация
Существует огромное множество типов резьбы. Они отличаются по форме профиля, расположению, направлению заходов, величиной шага и многим другим параметрам.

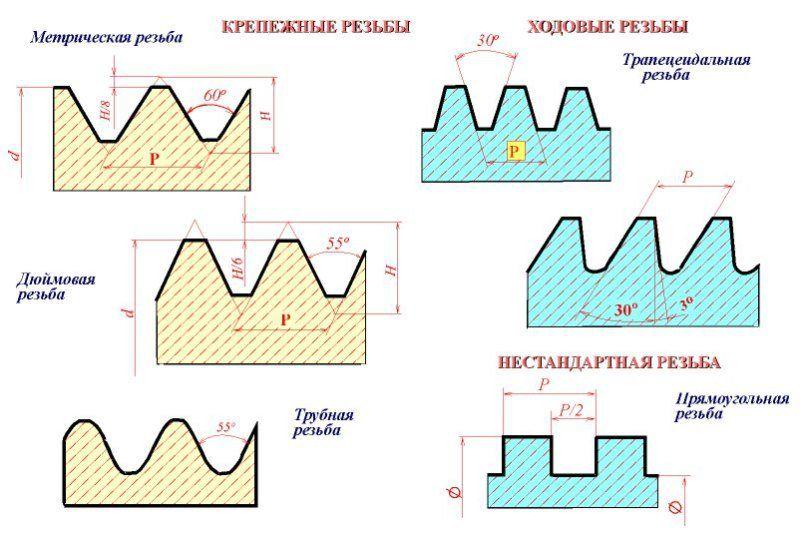
По форме профиля резьбы бывают
- Трапециевидные.
- Прямоугольные.
- Круглые.
- Упорные.
- Треугольные: метрические; дюймовые; трубные.
По направлению заходов
- Левая.
- Правая.

По расположению
- Наружная (как у болта).
- Внутренняя (как у гайки).
По поверхности, на которой выполнена резьба
- Цилиндрическая.
- Коническая.
- По эксплуатационному назначению.
- Крепёжные.
- Крепёжно-уплотнительные.
- Ходовые.
- Специальные.
Как нарезать на токарном?
К примеру, нарезка на токарном станке, используя резец будет выглядеть так: резец двигается вдоль оси вращающиеся детали, которая поддаётся вперёд и назад по отношению к резцу, и своей заостренной вершинкой прочерчивает линию винтового типа.

Винтовая линия отличается углом её подъёма или увеличения. Величина этого угла, перпендикулярна оси вращения, она измеряется между касательной и определяется: величиной подачи режущего инструмента, который перемещается вдоль оси, с частотой вращения детали.
Нарезание внутренней и наружной
Чтобы нарезать внутреннюю или наружную резьбу, нужно применить стержневой резец. Их изготовление отличается лишь формой резца. Для наружной, применяются прямые или отогнутые резцы.
А для внутренней изогнутые резцы или прямые. Расположение кромки резца обязательно должно совпадать профилем обрабатываемой резьбы.
Нарезание метчиками и плашками
Плашками вырезается наружная резьба. Участок детали предварительно обрабатывается. Диаметр поверхности, которая будет обработана должен быть чуть-чуть меньше наружного диаметра резьбы.

Сперва снимается фаска, соответствующая высоте профиля резьбы. Затем плашка устанавливается в патрон (плашкодержатель).

И выбирается скорость в соответствия с нужной резьбой (она указана на тыльной стороне станка).

Метчики часто используются для внутренней метрической резьбы. Как правило, на станке используется машинные метчики, это позволяет за один проход закончить деталь.

Для резьбы из твердых, вязких материалов используются комплекты из 2–3 метчиков. В комплекте из двух, правый делает 75% работы, а второй лишь доводит до нужного размера.

В комплекте из трёх метчиков, правый или черновой делает 60% работы, средний (получистовой) 30% работы, а третьи 10%.

Использование резьбонарезных головок
Для труб и болтов применяются резьбонарезные головки. Они устанавливаются в станок, затем настраивается нужный диаметр и передвигается по трубе. Они способны осуществлять работу с высокой точностью.

Универсальные головки позволяют установить гребенки от разных компаний. Также есть возможность смазки гребёнок и регулировки размеров, часто встречается ручной зажим.

Особенности левой
Во-первых, нужно переключить режим работы ходового винта, чтобы он начал крутиться влево. Это делается, переключив рычаг, определяющий направление раскручивания. И дальше всё происходит с точностью до наоборот по сравнению с правой резьбой.
Только надо учитывать, что при переключении на реверс, резец не будет отходить на сторону задней бабки, а наоборот, будет двигаться к патрону. Во избежание их столкновения надо тщательно следить за производимыми движениями.
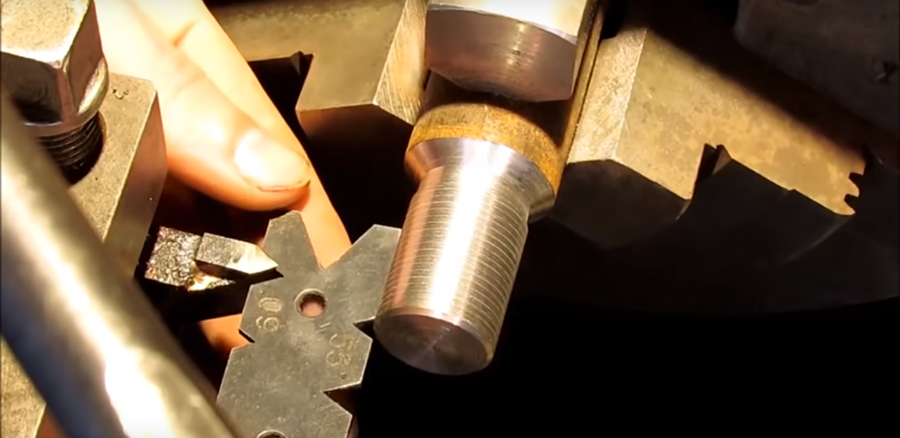
Контроль качества
Чтобы удостовериться в том, что заготовка была обработана правильно, необходимо воспользоваться резьбовыми шаблонами. С их помощью проверяется шаг резьбы.

Но для комплексной оценки применяется резьбовой калибр. Для удобства его устанавливают в стойке, и настраивают по эталону или шаблону, затем проверяется ход самой детали.
Также можно воспользоваться самым простым и часто используемым методом. Берётся гайка или болт, и прокручивается по выполненной детали.
Если походу движения на резьбе заметны задиры, или нужно прикладывать больше усилий, тогда вы допустили погрешность в работе. Теперь вы уже знаете, как пользоваться токарным станком для выполнения различных гаек, болтов или резьбовых соединений.
Важно помнить, что такие детали, требуют к себе большой осторожности и нежности при каждом проходе, и даже проверки качества. Лучше потратить больше времени на работу, чем потом испортить несколько заготовок.
Интересное видео
Классификация, расшифровка и схемы нарезных резьб на токарном станке
При массовом производстве метизов используется накатка нити на автоматах. Изготовление единичных деталей выполняют нарезкой резьбы на токарных станках. Шаг выдерживается специально установленным ходовым винтом. Настройка выполняется по таблицам. Резьбы диаметров до 40 мм выполняются метчиками и плашками, независимо от типа рельефа выступа. На больших деталях, весом от 500 кг, с диаметром, превышающим длину детали, нарезка может производиться на токарно-карусельных станках, имеющих в своей конструкции гитару.

Нарезка резьбы на токарном станке
Типы и свойства резцов
Классификация
На практике применяются резцы для наружной и внутренней резьбы с державкой прямоугольного сечения. Реже встречаются дисковые, призматические, затачиваемые по передней поверхности. Рабочий профиль у всех соответствует размерам винтовой канавки. По направлению нарезаемой спирали выпускают левые и правые.
Различают цельные и сборные инструменты. Первые, преимущественно изготовлены из быстрорежущей стали, небольшого сечения или дисковые. Основная масса оснащается режущими пластинами, закреплёнными пайкой тугоплавким припоем или механическим способом, допускающим замену при износе.

Резцы резьбовые: наружный (черт. 1), внутренний (черт. 2)







Окончание резьбовой линии
Качество созданной резьбы будет определяться не только точностью кромок и схождением отдельных участков, которые выполнялись при разных проходах. Оно определяется и тем, как завершаются линии резьбы. Технология требует, чтобы контур заканчивался специальной отходной канавкой – она обеспечит возможность свободного захода винтовой детали.
Кроме этого, нарезание резьбы на токарном станке в финальной стадии должно понижать высоту гребня. То есть рабочий инструмент при отходе формирует сбег канавки, а также ее уменьшение. Иногда для более качественного оформления завершающей линии предусматривают специальный проход, который позволяет правильно скорректировать или даже подрезать уже созданный сбег канавки.
Материалы
Для изготовления режущей части служат:
- быстрорежущие стали;
- твёрдые сплавы;
- минералокерамика;
- сверхтвердые инструментальные материалы (СТМ).
Первые применяются для резьбонарезания сталей, сплавов цветных металлов, пластиков. Отличаются высокой прочностью, теплопроводностью, но пониженной, по сравнению с остальными, твердостью, красностойкостью, износостойкостью, ограничивающими скорость резания.
Наибольшую долю применяемых резьбовых резцов составляют оснащенные твёрдосплавными пластинами. Обусловлено это высокой стойкостью, твердостью, достаточной прочностью и жесткостью, приемлемой стоимостью. Производительность обработки выше, чем рапидом, в 2-3 раза. Широкая номенклатура позволяет подобрать оптимальную марку для обработки в большинстве случаев. Керамика относительно дешевая, довольно хрупкая, используется для обработки резьбы мелкого шага стальных и чугунных деталей, при жесткой системе СПИД, с ограниченными съемами припуска за проход.
СТМ на основе поликристаллического алмаза (ПКА) или кубического нитрида бора (КНБ) чрезвычайно твердые, теплостойкие, но дорогостоящие. Незаменимы для точных работ по труднообрабатываемым материалам. ПКА используют для нарезания меди, алюминия, карбида вольфрама. КНБ работают по закаленным сталям, упрочненным чугунам. Успешное применение требует высокой жесткости и плавности хода оборудования.
Применение метчиков
Метчики используются специально для работы с метрической резьбой, наносимой изнутри. При этом диаметр должен составлять не более 50 мм. На токарных станках обычно используют машинные метчики, позволяющие выполнять операцию в один подход.
Такая возможность во многом появляется за счет разового применения нескольких инструментов, которые устанавливаются в многоцелевые универсальные патроны. Если в случае с обычным резчиком процесс делится на несколько этапов по проходам, то нарезание резьбы метчиком на токарном станке можно сегментировать по качеству обработки разными типами инструмента. Опять же, они работают одновременно, следуя один за другим, что и компенсирует нагрузку, которая ложится на один резчик. Выделяют метчики для черновой и чистовой резьбы. Причем первый инструмент снимает порядка 75% лишнего металла с целевой канавы.
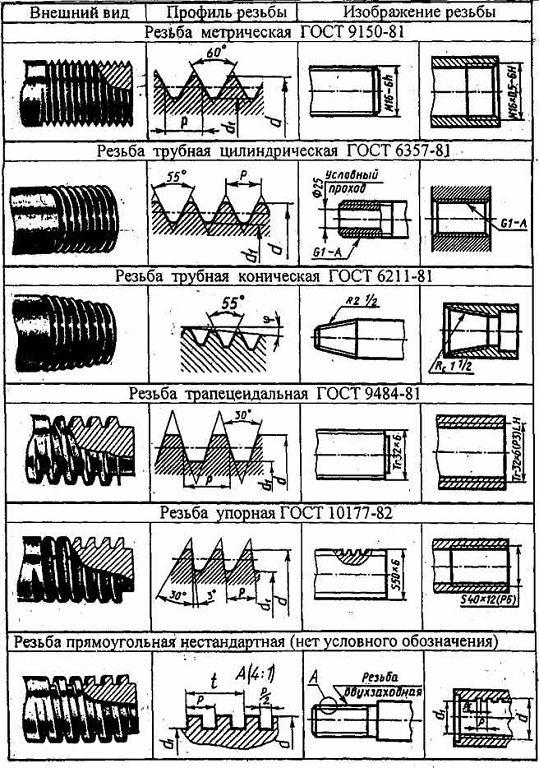
Расшифровка написания резьб
Нормативные документы: ГОСТ, ОСТ, МН на конкретный тип содержат образцы условной записи.
Графические материалы оформляют, руководствуясь указаниями ГОСТ 2.311-68 «Изображение резьбы».

Типовая структура обозначения содержит:
- буквенную часть, определяющую тип;
- цифры, соответствующие номинальному размеру в миллиметрах или дюймах;
- шаг (мм) указывается только мелкий, после знака «×»;
- у многозаходных вместо предыдущего пункта приводят ход (мм), затем шаг в скобках;
- направление: правое – по умолчанию, левое – обозначают LH;
- поле допуска или класс точности;
- длину свинчивания, отличную от нормальной.
Пример 1: М16×1,5LH–6H. Расшифровка:
- М – метрическая цилиндрическая;
- 16 – номинальный диаметр, мм;
- 1,5 – мелкий шаг, мм;
- LH – левая;
- 6Н – поле допуска, где 6 – степень точности; H – основное отклонение. Прописные буквы применяются для внутренней (гаек), следовательно, резьба в отверстии.
Длина свинчивания не указана, значит – нормальная.
- G – трубная цилиндрическая;
- 1/2 – размер резьбы, дюймов; соответствует внутреннему диаметру трубы;
- А – класс точности.
Варианты обозначений проиллюстрированы ниже.







Не режется резьба на токарном станке с ЧПУ — основные ошибки
1. не режет совсем (горит пуск – оси не едут – скорее всего нет ответа о скорости вращения шпинделя от датчика или не запущено вращение шпинделя) 2. не попадает в витки (наличие большого механического люфта, проскальзывание датчика энкодера или его кинематики) 3. режет резьбу с шагом, отличающимся от заданного (проверяем цикл резьбонарезания, максимальную скорость подачи при резьбонарезании, работа в мм) Общие проверки -проверить программу нарезания резьбы, заход и отход согласно руководству по эксплуатации (текст предоставить для анализа) -проверить соответствие материала, резца, оборотов шпинделя, подачи, диапазона шпинделя -(шаг резьбы, мм) * (кол-во оборотов шпинделя об/мин) не должно превышать максимальной скорости рабочей подачи по оси (P1430) => уменьшить скорость вращения шпинделя (проблема возникает при нарезании крупной резьбы с шагом больше 8-10 мм) — проверить крепление электрических кабелей (разъемов) и самих кабелей от энкодера до ЧПУ -проверить крепление энкодера на шпиндельной бабке, муфты энкодера, шестерни на валу энкодера в шпиндельной бабке -Проверить параметр и установленное значение импульсов датчика шпинделя за 1 оборот. P3720=4096 импульсов * параметры указаны для ЧПУ Fanuc 0i серии
Правила нарезки
Качество профиля зависит от множества факторов:
- Погрешности заготовки. Занижение или завышение диаметра стержня и отверстия соответственно причина неполной высоты витков. Разновысотность по длине – следствие конусности исходной поверхности.
- Рваная поверхность получается при затупившемся инструменте, высокой скорости, неверно выбранной смазке.
- Усадка гайки по среднему диаметру характерна при аналогичном износе метчика.
- Растяжка витков происходит от подтормаживания самовыдвижной оправки.
- Разбивка гайки по среднему диаметру возможна от большого переднего угла, способствующего отжиму перьев метчика.
Во избежание указанного необходимо:
- Грамотно выбрать оснастку и методику нарезания.
- Подготовить заготовку согласно технологической документации или указаний справочных таблиц.
- Правильно подобрать режимы резания и СОЖ.
- Настроить станок на обработку, при необходимости рассчитать и собрать гитару.
- Заточку, установку резца контролировать по шаблону.
- Проверить первые готовые детали, произвести поднастройку, периодически повторять контроль в дальнейшем.
- Следить за исправностью приспособлений, своевременно подтачивать инструменты. Контроль качества резьбы Обеспечение требуемых служебных характеристик соединения определяется соответствием действительных значений: наружного, внутреннего, среднего диаметров, половины угла профиля, шага. Проверки выполняются:
- Калибрами. Контролируют диаметры резьбы в серийном производстве.

- Шагомерами (резьбовыми шаблонами), микрометрами со сменными вставками. Первыми проверяют на просвет P и α/2, вторые комплектуются набором сменных вставок под разные номиналы, предназначены для замера среднего диаметра болтов. Применяются в мелкосерийных цехах, измерения не точные.

- Точное измерение среднего диаметра винта выполняют, используя три проволочки, микрометр или оптиметр. Погрешность последнего до 2 мкм.

- Особо ответственные детали проверяют с помощью инструментальных микроскопов, позволяющих надежно определять диаметры, шаг, углы.
Применение плашек
Плашки целенаправленно используют для работы с теми же метизами в виде болтов и шпилек, но только при создании внешней резьбы. Зона, которая планируется к нарезке, предварительно обрабатывается и зачищается. Также диаметр нарезкой поверхности рассчитывается таким образом, чтобы он был меньше внешнего диаметра нанесенной резьбы. В случае с метрической техникой эта разница может составлять 0,2 мм для небольшой резьбы. Чтобы образовать заход резьбы, предварительно на торце заготовки снимается фаска, соответствующая высоте резьбового профиля.
Хотя сам процесс может осуществляться и ручным способом, чаще всего выполняется машинное нарезание резьбы плашкой на токарном станке с применением специального патрона-плашкодержателя. Сам патрон фиксируется в задней пиноли или в гнезде головки с несколькими нишами крепления. Средняя скорость такой нарезки будет составлять 5-6 м/мин.

Техническая информация

Ни для кого не секрет, что в машиностроении процесс нарезания резьбы играет ключевую роль, так как выполняется в последнюю очередь на полностью готовом изделии.
Этот фактор чаще всего обязывает технолога подойти к выбору инструмента для нарезания резьбы крайне ответственно. Данное руководство поможет правильно сориентировать пользователя в огромном разнообразии видов метчиков и избежать наиболее часто повторяющихся ошибок при нарезании резьбы.
В современном машиностроении используется большое количество видов резьбовых соединений. В данном каталоге представлены основные виды резьбы, используемые в машиностроении. Ниже приведены основные типы резьбы, используемые в данном каталоге:
Способы нарезания резьбы на токарных станках
Работа современного токарного оборудования не ограничивается выполнением обработки наружных и внутренних цилиндрических поверхностей – порезкой, проточкой и сверлением. С такой же лёгкостью на токарных станках можно нарезать наружную и внутреннюю резьбу большого диаметра с различной формой зуба. Процесс нарезания резьбы на токарных станках может осуществляться с помощью трёх типов инструмента – резца, метчика или плашки и специальной твердосплавной напайки. Каждый из способов имеет свои определённые преимущества и применяется для нарезания резьбы различного типа.
Нарезание резьбы с помощью резца
Форма резца, устанавливаемого на токарный станок, имеет особое значение – именно угол заточки этого инструмента определяет тип нарезаемой резьбы. Если используется резец, остро заточенный в форме треугольника, то получается метрическая резьба, если конец притупляется, то речь идёт уже о нарезании трапецеидальной резьбы.
Для нарезания наружной и внутренней резьбы используются резцы разной конструкции – для наружной применяется резец, который чем-то напоминает отрезной, только имеющий специальный угол заточки, а для внутренней используется инструмент с повёрнутой на 90˚ твёрдосплавной напайкой.
Шаг винтовой резьбы достигается за счёт совмещения движения вращения шпинделя и продольной подачи суппорта – определённый шаг резьбы требует своей подачи. Поэтому на токарных станках эта функция заложена производителем – чтобы нарезать резьбу, достаточно переключить необходимые рычаги в соответствии с технологической таблицей.
Нарезание резьбы с помощью плашки или метчика
Это самый простой способ, с помощью которого можно нарезать резьбу на токарном станке. Как правило, предварительно проточенная заготовка устанавливается в патрон станка и центруется. После чего включаются малые обороты и инструментом, установленным на специальный вороток, практически вручную нарезается резьба. О большой производительности в этом случае говорить не приходится.
Нарезание резьбы с помощью твердосплавных пластин
Как правило, такой способ применим исключительно на токарных станках с ЧПУ – это обуславливается дороговизной такого инструмента и необходимой точностью обработки. Резьбовая твердосплавная пластина изготавливается в виде нескольких зубцов, повторяющих форму будущей резьбы. Как правило, процесс нарезания осуществляется за несколько проходов – с каждым разом пластина погружается в тело детали на несколько десятых миллиметра, в результате чего увеличивается и шероховатость поверхности, и срок службы этой пластины. Пластины, как правило, не затачиваются в ручном режиме – их изготавливают на специальном сложном оборудовании.
Нарезание резьбы на токарных станках
Нарезание резьбы — обширная тема в металлообработке с использованием токарных станков. Эта технология применяется больше чем в 40% работ. От качества резьб зависит прочность соединения разъёмных элементов конструкций или механизмов. Подробнее об этом в статье.

Методы получения резьб
Резьбовые соединения используются в машиностроении и строительстве. Применение метизов с резьбой позволяет соединять детали механизмов и конструктивные элементы при строительстве посредством использования болтов, гаек, винтов, шпилек. Изделия с резьбой предназначены и для передачи усилий или движения в механизмах типа домкрат, редуктор, пресс, станок.

Схема нарезание резьбы метчиком на токарном станке
Домкраты и ходовые винты изготавливают с трапецеидальной резьбой.
Существуют следующие способы изготовления резьб:
- вручную (метчиком или плашкой);
- на станках:
- токарно-винторезном (мод. 16К20);
- резьбонакатных с применением роликов и плоских плашек;
- фрезерных (мод. РТС 161Ф4) для получения резьб с большой величиной шага;
- шлифовальных с использованием кругов с заданным профилем для изготовления мелких и точных резьб;
- винторезных (мод. 1622);
- для нарезки резьб на гайках (мод. 2064);
- обеспечивающих вихревое нарезание резьб с использованием многорезцовых головок.
Вихревое резание обеспечивается 4 резцами, расположенными во вращающейся головке, от своего двигателя. Это приспособление закрепляют на суппорте токарного станка. За счёт поочередного врезания резцов обеспечивается высокая скорость обработки, так как резцы нагреваются незначительно. Этим же обеспечивается меньшая шероховатость получаемой резьбовой поверхности и повышенная точность профиля.
Видео нарезании резьбы на токарно-винторезном станке 1К62
Классификация резьб
Резьба — это винтовая линия, образуемая на поверхности тела вращения вершиной выступа определенной формы. Расстояние между близлежащими выступами равно шагу резьбы. Форма выступа зависит от её вида. Между двумя соседствующими выступами находится впадина.

Виды резьбовых признаков:
- Направление винтовой линии:
- правая (подъём её происходит слева направо, а завинчивание болта осуществляют по движению часовой стрелки);
- левая (завинчивание происходит против движения часовой стрелки).
- Формы выступа в виде:
- треугольника,
- трапеции,
- неравнобочной трапеции,
- прямоугольника,
- полукруга.
- Внешней поверхности детали (цилиндрической или конусной).
- Расположения на детали (внутренней или наружной).
- Число заходов (один, два, три);
- Назначение (крепежная и ходовая).
Резьбу подразделяют на виды:
- с углом профиля:
- 60⁰ (метрическая, коническая дюймовая);
- 55⁰ (трубная цилиндрическая, трубная коническая);
- упорную;
- круглую;
- трапецеидальной формы (угол 30⁰).
Трапецеидальной резьбе присуща большая прочность, чем прямоугольной, при меньшей трудоемкости изготовления. Назначение трапецеидальной резьбы — преобразование вращательного движения в поступательное.
Кроме этого, используют резьбу, называемую модульной. Её используют там, где передают вращение с червяка на червячное колесо, оси которых находятся под углом 90⁰.
Расшифровка написания резьб
Резьба обозначается: М12х1,25–7Н. Это означает: метрическая внутренняя (7Н), диаметр 12 мм, шаг – 1,25 мм, поле допуска 7Н. Для наружной резьбы поле допуска записывают: 6h. Значение крупного шага в обозначении не приводится (М16–8g). Левой резьбе в обозначении добавляют буквы LH (М16–8g–LH). В ГОСТ 8724–81 приведена таблица, с указанием диаметра и шага нужного размера.
Инструмент для нарезания резьб
Плашка. На наружной поверхности резьба нарезается плашками. Их изготавливают в виде гайки. Для получения режущих элементов и отвода стружки в них просверлены отверстия. С каждой стороны плашка имеет режущие элементы, образующие заборный конус (угол 20⁰–30⁰). В средней части расположена калибрующая зона.
Плашку фиксируют в воротке при помощи винтов. Нужно после каждого оборота плашки поворачивать её назад на треть окружности. Это нужно для очистки отверстий от стружки и получения качественной резьбовой поверхности.
Метчик. Метчик используют для нарезания внутренней резьбы. Он имеет режущие кромки, получаемые при изготовлении продольных или винтовых канавок. Канавки формируют передние поверхности на зубьях. Рабочая зона метчика образует заборный и калибрующий участки. Заборный участок ещё называют режущим. Он конической формы и врезание происходит постепенно.
Различают ручные, машинные и гаечные метчики. Ручные метчики изготавливают одинарными и в комплекте: для чернового и чистового проходов при нарезании резьб. Комплект состоит и из 3 метчиков. Номер его указывают количеством круговых рисок на хвостовике (1 — черновой, 2 — получистовой, 3 — чистовой).
Наибольшая заборная часть у чернового метчика. Хвостовик у метчиков изготавливают в виде квадрата, чтобы передавать рабочее усилие воротком. Метчики подразделяют для нарезки резьб в сквозных и глухих отверстиях. Гаечные метчики изготавливают с прямым или изогнутым хвостовиком.
Резец. Резьба нарезается вершиной резца, закреплённого в суппорте, при перемещении его относительно вращающейся заготовки. При этом шаг резьбы, образуемый резцом, равен расстоянию между вершинами соседних выступов по оси детали.
Резцы для нарезки резьб конструктивно выполняют:
- цельными (изготавливают из быстрорежущей стали или твердого сплава);
- с напаянными пластинами из твердого сплава (ГОСТ 18885–73);
- сборными с мехкреплением СМП (сменных многогранных пластин).
Резьбовой резец с напайной или сменной многогранной пластиной (СМП) должен иметь углы заточки, обеспечивающие получение соответствующего профиля на резьбе. Такие резцы используют для нарезания метрической и трапецеидальной резьбы.
Резцы с СМП используют на токарно-фрезерных станках с ЧПУ, которые могут обеспечить необходимые режимы резания и получение готовой детали за один цикл обработки (обрабатывающие центра).
Для обеспечения качества резьбы при её нарезании обязательно применяют СОЖ (эмульсию, сульфофрезол и другие).
Марки быстрорежущей стали для резцов: Р6М5К5, Р6М5, Р9М4К8, Р9К5, Р12Ф3, Р9М4К8.
Используемое оборудование
Резьбу нарезают вручную или на токарно-винторезных станках. При нарезке вручную используют тиски и инструмент: плашки и метчики. Нарезать резьбу с использованием токарно-винторезного станка 16К20 можно резцом, метчиком, плашкой и другими видами инструмента. На них осуществляют нарезку как наружной, так и внутренней резьб.
На коробке подач станка 16К20 расположена таблица, в которой указаны положения рукояток для того, чтобы настроить нужный шаг резьбы. Настройка режимов обработки позволяет получить качественную деталь. Технология использования резца предусматривает:
- правильную его заточку;
- настройку режимов работы станка;
- правильную установку резца по центру детали с использованием приспособления — шаблона;
- замер полученных размеров резьбовыми шаблонами или калибрами.
При резьбообразовании не допускаются: задиры, дробление, рваные нитки, риски.
Специальное приспособление или вихревые головки с отдельным приводом расширяют функциональные возможности токарных станков.
Токарно-револьверные станки повышают производительность обработки за счет сокращения времени на замену инструмента.
Как нарезается резьба на токарном станке
Нарезание резьбы — одно из наиболее распространенных направлений в металлообработке с использованием токарных станков. Данная технологическая операция используется в 40% работ, связанных с металлообработкой.
Резьбу возможно создавать своими руками слесарным инструментом или на токарно-винторезных станках. Однако качество работы резцом зависит от основного момента: вращение шпинделя станка и подача резца должны быть синхронны.
Резьбовые соединения сейчас чаще всего применяются в машиностроении и на строительных площадках. Металлические конструкции и элементы активно соединяются с помощью болтов, шурупов, винтов и аналогичных изделий. Подобные детали также выполняют функцию усиления или движения во многих механизмах. В качестве примера можно привести домкрат.

Особенности работы на токарном станке
Создание резьбы на токарно-винторезном станке – наиболее часто используемая, но трудоемкая операция. Трудность состоит в регулировании основных настроек станков и в эксплуатации дополнительного инструмента. Чтобы на токарном станке точно выполнить поставленное задание, следует соблюдать технологию работы и всегда помнить о технике безопасности.
Чтобы резьба полностью отвечала исходным характеристикам, необходимо правильно зафиксировать резец по центру обрабатываемой детали. Для того чтобы это правильно и точно сделать, специалисты применяют шаблон, который закрепляют на заранее подготовленной плоскости детали параллельно прямой от центров станка. Резец сопоставляют с шаблоном и проверяют качество установки детали.
Методы получения резьб
Теперь разберем, по каким методикам получают соответствующую нарезку. Изготовление обеспечивается двумя парами резцов, которые находятся в специальной вращающейся головке. Данную конструкцию закрепляют на суппорте токарно-винторезного станка. Из-за того, что резцы врезаются поочередно, обеспечивается высокая скорость обработки детали, создавая тем самым минимальную шероховатость производимой резьбовой плоскости и высокую точность профиля. Ключевые критерии винтовой линии – угол ее подъема и накатка, величина которого измеряется прямой между плоскостью, находящейся около винтовой линии и касательной, которая относительно вертикальна оси вращения элемента. Она обуславливается:
- подачей инструмента, который двигается параллельно оси заготовки;
- количеством витков вращения детали.
Шаг – это ключевой критерий технологической операции. Он определяет дистанцию между пограничными витками.
Специалисты делят резьбу на четную и нечётную. В четной речь идет о нарезках, которые получают целое четное число линий нарезки по шагам. Соответственно, нечетная нарезка подразумевает нечетную.

Подготовка станка
Чтобы четко выполнить работу по заданным критериям, нужно правильно настроить станок. Сначала необходимо состыковать вращение шпинделя с перемещением суппорта. Параллельная подача шпинделя должна быть равна шагу резьбы. Существует большое количество сочетаний соединений, что дает возможность настроить станок на любую желаемую резьбу.
Резьба создается путем механической обработки вне зависимости от вида токарного станка. С помощью настройки инструмента специалист рассчитывает, как левый угол винтовой прямой будет влиять на внешнюю часть заготовки, которая располагается в вертикальном положении по отношению оси вращения. Также необходимо сказать о том, что все станки имеют различную производительность и количество витков вращения деталей. Поэтому, чтобы механизм мог продуктивно справиться с поставленной задачей, важно первоначально грамотно соотнести угол воздействия обрабатывающего инструмента и частоту оборотов детали.
Применяемое оборудование
Есть два способа нарезать резьбу: ручной способ и токарных станках. При изготовлении детали вручную применяют зажимы и механизмы, которые называются плашки и метчики. При работе на токарном станке можно проводить работу резцами. С их помощью формируют нарезку как на внешней, так и внутренней стороне детали. Нарезание резьбы на токарном станке с помощью резцов предполагает:
- качественную заточку;
- использование различных режимов работы станка;
- правильную установку инструмента по центру детали с применением допустимого шаблона;
- контроль полученных деталей заданными шаблонами или калибрами.
При производстве резьб недопустимы: занозы, сколы, рваные нитки и т.п. Если использовать вихревые головки со специальным приводом, то можно расширить потенциальные возможности функций токарных станков.

Резцы
Для того чтобы осуществлять работу с использованием модульного станка нужны резьбонакатные резцы. Они производятся из специальной стали, которая качественно и быстро обрабатывает заготовки. Наружный винтовой шаг на детали создается резцом выгнутой или прямой формы. Для создания резьбы внутри элемента требуются только изогнутые инструменты. Представленные фото и видео материалы обязательно помогут разобраться в тонкостях технологической операции.
Заготовки подвергают обработке на токарном станке с помощью резцов с пластинами, изготовленных из твердых сплавов. В пример можно привести такие сплавы как Т15К6, Т14К8, ВК6М, ВК3М и другие.
Плашки и метчики
Метчик – закаленный металлический стержень с нарезанной резьбой определенного профиля. Он состоит из рабочей и хвостовой частей. Последняя предполагает место для фиксации инструмента в патроне. Каждый зуб метчика работает как резец и имеет специальные углы резания, величина которых выбирается в зависимости от планируемого типа и глубины нарезки.
Для изготовления внешней резьбы на винтах, гайках и других деталях используются плашки. Диаметр обрабатываемой детали должен быть немного меньше внешнего двойного радиуса резьбы. Плашку размещают в патрон, который закрепляют в оборудовании.
Резьбонарезные головки
Резьбонарезными головками пользуются гораздо реже, чем резцами, метчиками и плашками. Хотя резьбонарезные головки могут быть использованы для создания резьбы произвольного типа. Гребенки – функциональные элементы резьбонарезных головок. Их ключевая особенность состоит в том, что их внутренние элементы механически расходятся при выполнении обратного хода, тем самым не соприкасаясь с только что накатанной резьбой.

Контроль
Уже после завершения всех операций специалист проводит проверку на соответствие заданным критериям. Для этого применяется шаблон, на корпус которого нанесены оттиски зубчиков. Шаблоном сличается созданная нарезка с эталонной данного типа.
Если создание резьбы на токарном станке резцом производилось с неверным наклоном установленного режущего инструмента, то это будет зафиксировано подходящим по типу и форме шаблоном.
Рекомендуем также к прочтению:
Нарезка резьбы — слесарная обработка
Сочленение деталей конструкций происходит посредством болтов, винтов и шпилек, которые в свою очередь имеют специальную резьбу внешнюю и внутреннюю. Такого рода соединения называются разъемными. Болты, винты и шпильки – это стержни цилиндрической формы, с винтовой резьбой. Процесс нарезки резьбы осуществляется механическим и ручным способом, на станках со специальным инструментом.
Способы обработки
Внутренняя резьба наносится метчиками, внешняя – плашками. Метчики имеют форму винта, с канавкой вдоль его винтовой части, что позволят стружке в процессе соскальзывать. Плашки по своей геометрической форме напоминают гайку. Способны нарезать резьбу диметром до 52 мм. Бывают круглыми, квадратными, шестигранными и призматическими.
Особенности нарезания внутренней резьбы
Резьба – надежный способ соединения двух деталей, данный показатель существенно увеличивается, если резьба внутренняя. Нарезание метчиками – снятие металлического материала при помощи режущих кромок с различной шаговостью. Операция проводится за один проход. В зависимости от целевого предназначения мечники подразделяются на: слесарные (метрические и дюймовые резьбы), гаечные, маточные и плашечные. По типу резьбы – левые для создания левосторонней резьбы и соответственно правые.
• способ обработки метчиком
Внутреннюю резьбу наносят метчиком, который изготавливается из углеродистой или высоколегированной стали. Инструмент состоит из хвостовика, крепящегося к патрону стакана и рабочей области – режущая часть с продольными и винтовыми канавками. Заборная часть – верхняя часть конуса, проводит работы по нарезанию резьбы. Калибрующая часть – калибрует направление процесса. Общие правила работы:
- • не рекомендуется сразу наносить резьбу на изделия, изготовленные литьем или штамповкой. Необходимо предварительно рассверлить отверстие, тем самые убирая нагар и окалину;
- • на сверлильных станках метчик должны закреплять в реверсивных патронах, чтобы исключить возможность поломки;
- • обязательное снятие фаски в тех местах, где планируются работы.
Независимо от способа резки: ручная или автоматическая (на станках), применение охлаждающей жидкости является важной составляющей для получения качественного результата.

• метод нарезки на токарном станке
Основная проблема использования метчиков – отвод стружки в отверстиях 6 мм и свыше 16 мм. Из-за ограниченного пространства выведение стружки затрудняется, что может стать причиной поломки инструмента. На станках токарного типа резьбу наносят с помощью расточного резца и твердосплавных пластин с полным или частичным профилем.
Особенности нарезания наружной резьбы
Резьба представляет собой различной геометрической формы канавки, нарезаемые специальными инструментами – плашками, резьбовыми фрезами, метчиками и шлифовальными кругами. Резьбу наносят как ручным способом, так и с помощью токарного станка и резца.
• способ нарезки плашкой и метчиком
Метчик – винт с прямолинейными и винтовыми канавками, предназначен для нарезания внутренней резьбы. Ручной способ нарезки требует 3 метчика: черновой, для нанесения первоначальной резьбы, средний и чистовой. Машинный способ нарезки осуществляется на токарных и фрезерных станках. Плашки по своей форме и виду схожи с гайкой, на внутренне части инструмента расположены режущие зубцы конической формы, для нарезания внешней резьбы. По форме различают – круглые, квадратные и шестигранные. По устройству – цельные, разрезные и раздвижные. Для беспрепятственного прохождения плашки по детали необходимо снять фаску.
• метод токарной обработки
На производстве резьба нарезается с помощью токарного станка и специального инструмента – резьбового резца. Для каждого изделия устанавливается индивидуальный показатель винтового шага, определяется он путем замера расстояния между соседними витками. Деталь помещается в токарный станок, в момент вращения заготовки резец перемещается по все оси, создавая винтовую поверхность. Резьбовые резцы по особенностям конструкции подразделяются на: призматические, стержневые и круглые/дисковые. Используемый профиль резьбы – треугольный, прямоугольный, трапецеидальный, упорный и круглой геометрической формы.

Особенность нарезания резьбы на трубах
В трубной нарезке резьбы используются 3 вида: на токарном станке, с помощью плашки или трубного клуппа. На практике чаще всего встречается резьба треугольного типа:
- • дюймовая, с измерительными расчетами в дюймах. Резьба отличается высокими показателями прочности из-за большого шага и крупного профиля. Используется для водопроводных труб;
- • метрическая, измеряется в миллиметрах, используется для крепежных элементов труб.
Клупп – инструмент ограниченного функционального назначения, используется только для нарезания резьбы на трубах.
На токарных станках процесс построен следующим образом: труба фиксируется в шпинделе, затем отрезным резаком устраняется все лишнее, выбирается соответствующий шаг и наносится резьба.

