
Обзор токарно-винторезного станка 1М61: конструктив, характеристики, фото
Токарно-винторезный станок 1М61
Токарный станок 1М61производился с 1975 до 1992 года в г. Ереван. По техническим характеристикам станок 1М61 ориентирован для обработки деталей d до 320 мм с разнообразными поверхностями. Также на станке нарезают резьбы. Монтировались они на предприятиях сельскохозяйственного и промышленного производства, и использовались в крупносерийном производстве на оборонных заводах.

На токарно-винторезных станках 1М61, кроме нарезания резьбы, можно производить:
- протачивание различных поверхностей;
- торцевание деталей;
- нарезание канавок;
- сверление, зенкерование;
- отрезание детали и другие работы.
1М61. Паспорт включает в себя пособие по использованию (1М61.00.000 РЭ), описание агрегата, инструкцию пользования и нормативы станка.
Скачать паспорт (инструкцию по эксплуатации) станка 1М61
Токарный станок 1М61, расшифровка:
- 1 группа металлообрабатывающих станков — токарный станок;
- М генерация механизма (А, Б, В, Д, К, Л, М);
- 6 вид токарного ряда – станок токарно-винторезный;
- 1 расстояние до станины – 170мм

Кинематическая схема станка 1М61
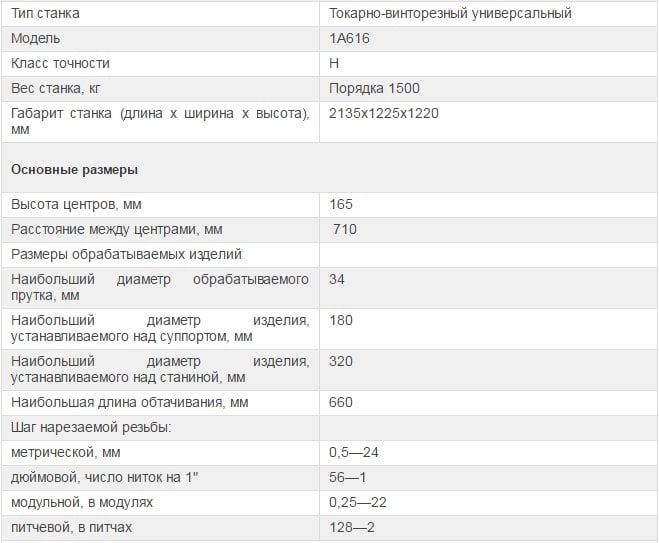
Технические характеристики токарно-винторезного станка 1М61
Агрегат 1М61 выполнен по классу с точностью Н ГОСТа 8-71 и отвечает следующим нормативам:
| Размеры обрабатываемых на станке изделий | Мм | Параметры |
| Максимальный калибр заготовки над станиной | мм | 320 |
| Наибольший калибр заготовки над суппортом | мм | 160 |
| Длина заготовки | мм | 710 |
| Наибольший размер заготовки, проходимый через шпиндель | мм | 32 |
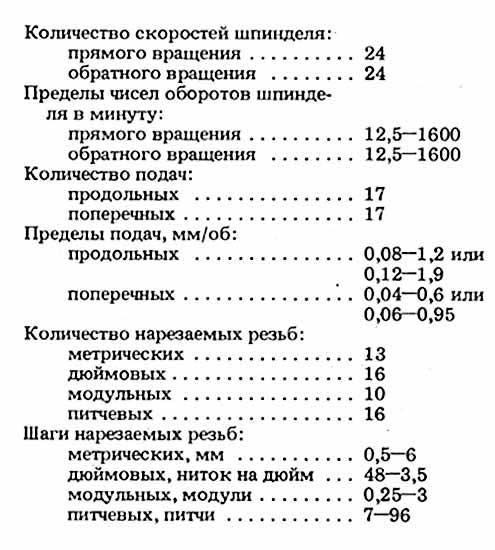
| Коробка скоростей | об/мин | |
| Обороты прямые | 24 | |
| Обороты обратные | 24 | |
| Коробка подач | ||
| Число подач | 17 | |
| Скорость продольных подач | мм/об | 0,08-1,2 |
| Движение поперечных подач | мм/об | 0,04-0,6 |
| Вес станка | кг | 1246 |
Кроме того, на токарном станке 1М61, возможен реверс оборотов, который производится за счет двигателя. Максимальный диаметр заготовки, которую можно вставить через шпиндель – 32 мм, при этом диаметр шпинделя составляет 35 мм. Число оборотов составляет от 12,5 до 1400 об/мин. Высота центра от станины 170мм.
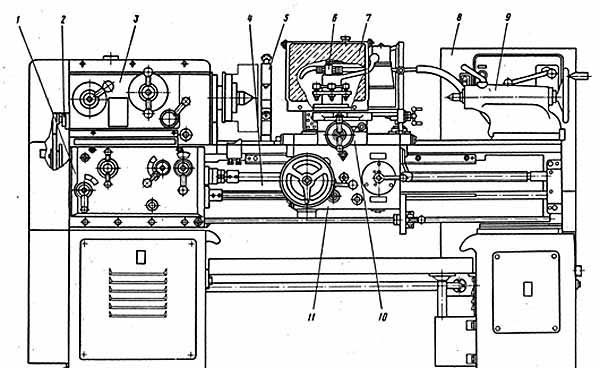
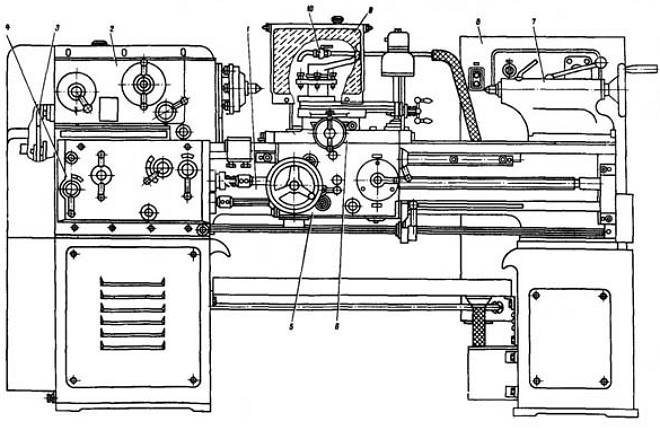
Главные узлы токарно винторезного станка 1М61

Главные узлы станка
- Базовым узлом станка является станина (1), имеющая наибольшую массу среди других комплектующих конструкций. Она базируется на площадке и крепится болтами. Станина имеет 2 направляющие, — одну формы «ласточкин хвост», а другую направляющую призматической формы. Благодаря таким формам направляющих и регулируемым клиньям, суппорт на станине держится жестко.
- В левой части токарного станка 1М61 расположена передняя бабка (2). Она установлена таким образом в пазах, что её можно развернуть на несколько градусов, то есть сместить центр относительно оси. Этим при обработке добиваются конфигурации детали с плоским конусом.
- В передней бабке размещена коробка скоростей (3), а снаружи рычаги управления. С торцевой части передней бабки смонтирована гитара сменных шестерен, на которой меняются шестерни перед нарезанием резьбы. В коробке скоростей размещен шпиндельный узел и посредством соединения определенных шестерен на блоках шпиндель вращается со скоростью от 16 до 2000 об/мин.
В тумбе слева размещен двигатель главного привода токарного станка 1М61 и обеспечивает включение прямого и обратного вращения шпинделя.
- На станине справа располагается задняя бабка (7). В неё смонтирована пиноль с конусом Морзе 4, туда вставляется различный инструмент:
- сверла;
- метчики;
- плашки;
- центр.
Бабка задняя 1М61перемещается по станине и надежно крепится механическим зажимом. У неё ход пиноли составляет 100 мм и служит она, кроме определенных операций обработки, для поджатия длинной заготовки через вращающийся центр.
- Посредине станка внизу расположен фартук (4). Через него проходит вал и винт. Вал служит для ускоренного перемещения суппорта, а винт для нарезания резьбы.
- Над фартуком расположен суппорт (6), на нем крепится резцедержатель и салазки для протачивания конических поверхностей
- Слева на передней бабке смонтирована коробка подач (5), а на ней рычаги и переключатели подач.
- За станком расположен электрический шкаф (8), на нем смонтировано управление в виде автоматов.
- Внизу станка в поддоне смонтирован для воды насос и там же внизу в корыто налита смазывающе-охлаждающая жидкость (с о ж).
- Экран (9) предохраняет токаря от стружки и жидкости, которая разбрызгивается в процессе работы.

Таблица настройки станка для нарезания резьб
Нарезка производится плашками, метчиками и резцами. Рассмотрим нарезание резцами.
Чтобы нарезать необходимую резьбу по металлу, нужно так установить шестерни в коробке подач и в коробке скоростей, чтобы резец в резцедержателе прорезал профиль за один оборот шпинделя. Для этого на коробке скоростей и коробке подач устанавливаем соответствующую подачу и обороты по таблице, представленную выше.
Резьбовые резцы затачивать нужно с учетом материала обрабатываемой заготовки.
- Верхняя часть резца (передний угол) может быть от 0 до -15 градусов, в зависимости от материала, чем мягче материал, тем угол может быть больше. Если резьба нарезается на заготовке из обычной углеродистой стали, то угол должен быть 0 градусов. А если из легированной стали, то угол делается отрицательным до 10 градусов.
- Резьбовой резец должен формировать профиль, поэтому его угол должен соответствовать резьбе. Виды её представлены на верхней таблице, которой можно воспользоваться при заточке тех или иных резцов.
- Задний угол не должен мешать при нарезке и поэтому делается одинаковым с двух сторон, или чуть меньше. Например, у профиля угол составляет 4 градуса, то задний угол у резца должен быть 3,5-3,8 градуса.
Управление станком
При переключении рычагов и переключателей можно производить всевозможные процессы со станком, а именно:
- включать двигатель станка, который через клиноременную передачу вращает шпиндель;
- ускоренное и рабочее движение суппорта;
- выдвигать пиноль бабки задней;
- устанавливать параметры резьбы;
- включать, отключать гайку и менять обороты во время нарезки резьбы;
- подача салазок при обработке конической поверхности.
Коробка подач

Коробка подач станка 1М61
Для рабочего движения суппорта существует коробка подач. Через неё же нарезают резьбу. В паспорте станка токарного 1М61 есть специальная схема расположения рукояток, которой рекомендуется пользоваться при настройке резьбы. Так же там есть рекомендации по настройке сменных шестерен гитары.
Коробка скоростей 1М61

Коробка скоростей станка 1М61
Коробка передач содержит внутри шпиндельный узел и блоки из валов и шестерен, на них обороты подаются посредством клиновых ремней и шкивов от реверсивного двигателя. По паспорту за счет блока перебора в коробке скоростей создается 12 разных оборотов шпинделя, а еще 12 передаются через ступенчатую муфту, расположенную в шпиндельном узле.
На панели коробки скоростей расположены три рычага. Одним из них переключают шестерни на блоке шестерен, вторым включают перебор и ступенчатую зубчатую муфту, а третьим рычагом передается зацепление шестерен на винт при нарезке резьбы. На шпинделе коробки скоростей установлена электрическая муфта для торможения шпинделя и это является особенностью станка
В заключение нужно отметить, что в наше время новых технологий станки с такими паспортными данными, несмотря на новые, усовершенствованные технологии, до сих пор занимают достойное место в ряду токарных станков металлорежущего оборудования.
Обзор токарного станка 1м61
Токарный станок 1м61 был спроектирован в 1970-х в Ереване при местном станкостроительном заводе. Изначально устройство предназначалось для оснащения некрупных предприятий с небольшими производственными оборотами. Лучше всего механизм подходил для изготовления нескольких экземпляров товара.
- Описание
- Показатели и возможности устройства
- Строение станка и система управления
Описание
По возможностям станка его относят к категории точности «Н». У двигателя устройства есть возможность выполнения работ в реверсном режиме, а интервал оборотов шпинделя регулируется при помощи коробки скоростей. Ее функционирование основано на взаимодействии шестерней различных параметров.
Данное устройство позволяет использовать сверла, резцы и метчики и выполнять следующие виды обработки металлов:
- Резку.
- Точение (как внутреннее, так и наружное).
- Создание различных типов резьбы.
- Просверливание и развертывание.
Перемещением фартука оператор управляет при помощи ходового винта и ходового валика. Именно этот узел приводит в движение суппорт. Управляющий маховик находится на лицевой стороне фартука.
Чаще всего для корректной работы механизма достаточно использовать только ходовой валик, а винт применяют только при выполнении сверления отверстий. Запустить параллельно ходовой винт и валик фактически невозможно благодаря наличию у станка системы, которая блокирует этот процесс.
Показатели и возможности устройства
Токарный станок данного типа обладает относительно небольшими габаритами, которые значительно расширяют сферу его применения:
- длина, мм – 2055;
- ширина, мм – 1095;
- высота, мм – 1450;
- вес (минимальный), кг – 1260.

Стоит отметить ряд основных функциональных характеристик, которые свидетельствуют о высоком потенциале данного станка:
- Шпиндель механизма способен вращаться в 24-х скоростях. При этом вращение осуществимо как в прямом, так и в реверсном направлении. Скоростной диапазон вращений данного узла колеблется от 12,5 до 1600 оборотов за минуту. Размер отверстия в шпиндельном узле – 3,5 сантиметра. Таким образом, диаметр заготовок может достигать 3,2 сантиметра.
- Благодаря особенностям строения, пиноль задней бабки имеет возможность передвигаться на отрезок до 100 мм.
- Высота державки инструментов, которые вставляются в резцедержатель, не может превышать 2, 5 сантиметра.
- Конструкторские особенности устройства позволяют обрабатывать детали с длиной, которая не превышает 1 метра, а длина поверхности обтачиваемой заготовки не должна быть больше 65 сантиметров.
- В поперечном направлении суппорт станка может перемещаться на расстояние до 200 мм, а вдоль – до 600 мм.
- Ход каретки суппорта – 600 мм, а ход салазок – 120 мм.
Более детальные характеристики устройства можно узнать с приведенных ниже таблиц.
| Параметры обрабатываемых изделий | Единицы измерения | Параметры |
| Максимальный диаметр обрабатываемого изделия над станиной | мм | 320 |
| Максимальный диаметр обрабатываемого изделия над суппортом | мм | 160 |
| Максимальный диаметр прута, который проходит через отверстие в шпинделе | мм | 32 |
| Максимальная длина заготовки | мм | 710 |
| Центр в шпинделе передней бабки по ГОСТ 13214-67 | 7032-0035 | |
| Конец шпинделя фланцевого по ГОСТ 12593-72 | 6К | |
| Высота резца | мм | 25 |
Строение станка и система управления
В целом станок делится на 10 ключевых узлов:
- Станина.
- Коробка скоростей.
- Коробка передач.
- Коробка подач.
- Фартук.
- Суппорт.
- Зад. бабка.
- Узел электрооборудования.
- Защитный экран.
- Система охлаждения.
Управление механизмами станка осуществляется посредством целого ряда рабочих органов. Пиноль приводится в движение при помощи маховика. Этот механизм можно фиксировать при помощи специально сконструированного упора, который находится в задней бабке. Последняя закрепляется на станине посредством соответствующей ручки.
В конструкции устройства предусмотрено наличие специального рычага, который обеспечивает фиксацию станковой каретки в ходе выполнения робот на торце заготовок.

Благодаря наличию более двух десятков органов управления, оператор данного устройства может выполнять следующие функции:
- Устанавливать интервал вращения шпинделя, активировать прямое и обратное движение узла со шпинделем.
- Выбирать необходимый тип резьбы.
- Активировать ходовой винт.
- При необходимости включать и выключать муфту предохранения.
- Приводить движение суппорта.
- Регулировать параметры подачи.
- Активировать обратное вращение ходового винта, задавать необходимые параметры резьбы.
Стоит отдельно рассказать о коробке подач и коробке изменения скоростей, об электрооборудовании станка.
Коробка подач. С ее помощью оператор может задавать необходимые параметры при создании резьбы. В инструкции к устройству предоставлена информация не только, по габаритам заготовок, но и о том, какая подача лучше всего подойдет для выполнения той, или иной функции.
Отсюда оператор может узнать о правильном подборе шестерней, установке необходимого шага при создании резьбы. Кроме того, в паспорте указано положение рукояток при выполнении нужных мастеру функций.
Видео: токарный станок 1м61.
Коробка скоростей. Предназначена для выбора интервала вращения шпинделя. Ее строение включает в себя:
- электрический двигатель;
- систему передач;
- набор зубчатых колес.
Общее количество скоростей для шпинделя на данном устройстве – 24. При этом 12 скоростей оператор выбирает непосредственно через муфту, а еще 12 – через шестерни перебора. Управление коробкой оператор осуществляет при помощи 3 ручек:
- Для переключения шестеренок.
- Для включения перебора и муфты.
- Для перемены хода вращения винта (используют при создании резьбы).
Электрическое оборудование устройства. Блоки с элементами электрооборудования находятся с правой стороны от кронштейна ходового винта. Станок рассчитан на работу с трехфазным током переменного типа, с напряжением в 38ОВ. Предвиделись также модификации станка с электрическим оборудованием, ориентированным на работу с 220В и 440В.
Мощность основного электродвигателя – 4кВТ.
Мощность насоса для охлаждения – 0,12кВт.
Кроме токарно-винторезного станка 1м61, существует и его модификация 1м61п. Эти устройства очень похожи между собой, но последний станок обладает повышенной точность при работе с заготовками, о чем свидетельствует буква «п» в маркировке станка. Как и 1м61, устройство 1м61П применяется для токарных работ в условиях малых производственных оборотов.
Станок токарно-винторезный универсальный 1М61 (РМЦ 710)
Назначение станка по металлу 1М61 (РМЦ 710)
Для разнообразных токарных работ.
Технические характеристики станка 1М61 (РМЦ 710)
| Параметр | Значение |
|---|---|
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | Н |
| Наибольший диаметр детали обрабатываемой над станиной, мм | 320 |
| Наибольший диаметр детали обрабатываемой над суппортом, мм | 160 |
| Наибольшая длина обрабатываемой детали, мм | 710 |
| ЧПУ | — |
| Пределы частот вращения шпинделя Min/Max, об/мин. | 12,5 — 1600 |
| Мощность, кВт | 4 |
| Габариты, мм | 2055_1095_1450 |
| Масса, кг | 1300 |
| Начало серийного выпуска, год | 1977 |
| Завод-производитель | Ереванское станкостроительное ПО ЕСПО, ОАО |
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок токарно-винторезный универсальный 1М61 (РМЦ 710) по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 1М61 (РМЦ 710) производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию — Станок токарно-винторезный универсальный 1М61 (РМЦ 710) составляет:
- новые станки — 12 мес.,
- после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок токарно-винторезный универсальный 1М61 (РМЦ 710) звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный универсальный 1М61 (РМЦ 710) звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Токарно-винторезный станок 1М61: характеристики, устройство, особенности
Токарно-винторезный станок 1М61, разработанный в 70-х гг. прошлого века специалистами Ереванского станкостроительного завода, был предназначен для оснащения небольших предприятий, выпускающих свою продукцию мелкими сериями и в единичных экземплярах.

Токарно-винторезный станок 1М61
Как устроен станок модели 1М61
Основу токарного станка модели 1М61 составляют десять элементов, к которым относятся:
- несущая станина;
- коробка переключения скоростей;
- коробка переключения передач;
- коробка подач;
- фартук;
- суппорт;
- задняя бабка;
- система электрического оборудования;
- экран, выполняющий защитную функцию;
- система, обеспечивающая охлаждение инструмента и зоны обработки.
Основные узлы станка
По своим техническим характеристикам станок модели 1М61 относится к категории точности «Н». Электродвигатель станка может работать в реверсивном режиме. Частота вращения шпинделя оборудования меняется посредством коробки скоростей, в которой в зацепление вводятся шестерни с разными параметрами.
На токарном станке модели 1М61 могут быть использованы такие рабочие инструменты, как резцы, сверла, развертки и метчики. Это дает возможность выполнять целый перечень технологических операций: внутреннее и наружное точение, сверление, развертывание, нарезание резьбы, отрезку и др.
За поперечные и продольные перемещения суппорта станка, осуществляемые при помощи ходового винта и ходового валика, отвечает фартук, на лицевой части которого расположен управляющий маховик. Ходовой винт 1М61 задействуется только тогда, когда выполняется операция нарезания резьбы, в других случаях используется только ходовой валик. Характеристики фартука позволяют блокировать совмещение продольного и поперечного движений суппорта, что сводит к нулю риск одновременного запуска в работу ходового винта и валика.
Технические характеристики станка 1М61
Основные технические характеристики токарно-винторезного станка 1М61 представлены ниже в формате таблиц:
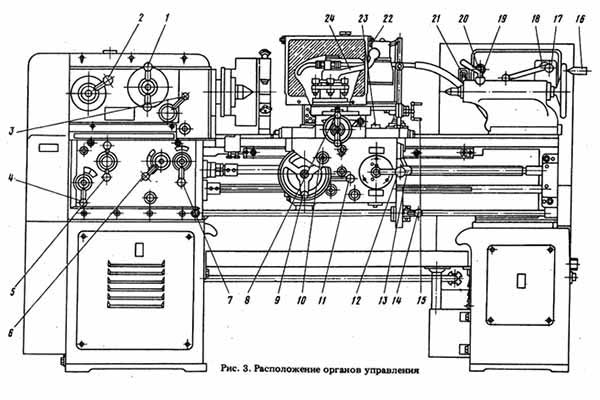
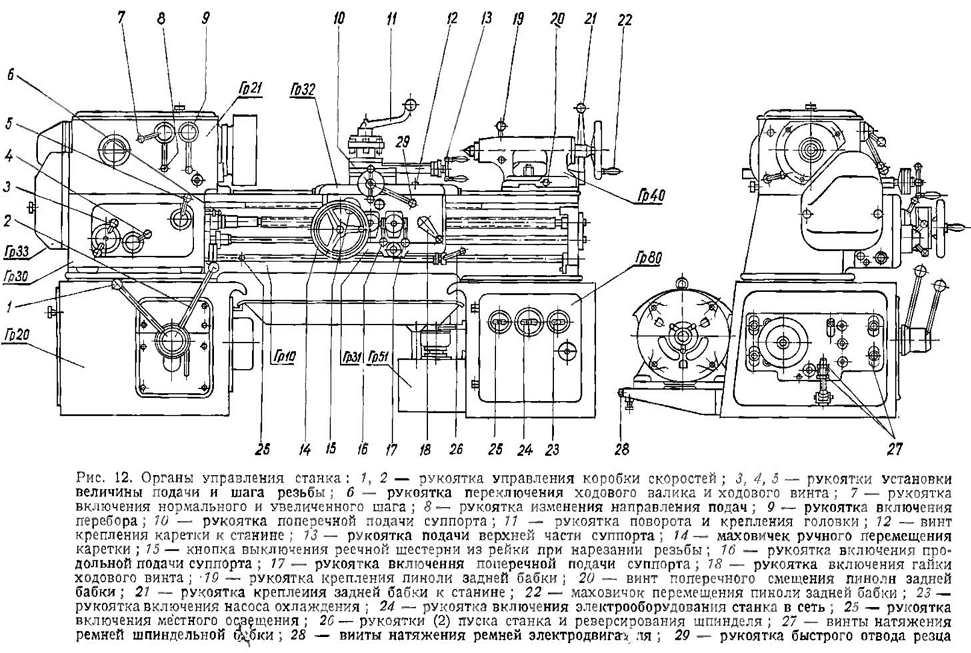
Органы управления
Управлять токарно-винторезным станком модели 1М61 и контролировать работу его узлов оператор может при помощи целого ряда рабочих органов. В частности, движение пиноли задается маховиком, а фиксируется данный узел в задней бабке благодаря специальному упору. Сама задняя бабка на направляющих станины фиксируется при помощи соответствующей рукоятки. Надежной фиксации при выполнении торцевых работ требует и каретка станка, что обеспечивается отдельным винтом.

Рукоятки, расположенные на лицевой части станины 1М61, используются для управления такими процессами в работе оборудования, как:
- выбор частоты вращения шпиндельного узла;
- запуск вращения ходового винта или валика;
- движение верхней части суппорта;
- параметры подачи;
- установка параметров нарезаемой резьбы и включение реверса ходового винта;
- включение и отключение маточной гайки ходового винта;
- включение и отключение предохранительной муфты;
- выбор разновидности нарезаемой резьбы;
- включение прямого и реверсного вращения шпиндельной бабки.
Станок модели 1М61 имеет и целый ряд других органов управления. Это:
- кнопка, с помощью которой обеспечивается сцепление и расцепление рейки для нарезания резьбы с валом-шестерней;
- ручка для поворота и закрепления резцовой головки;
- указатель степени нагрузки;
- кнопка включения электрического питания и локального освещения рабочей зоны;
- кнопка запуска электрического насоса, подающего охлаждающую жидкость.
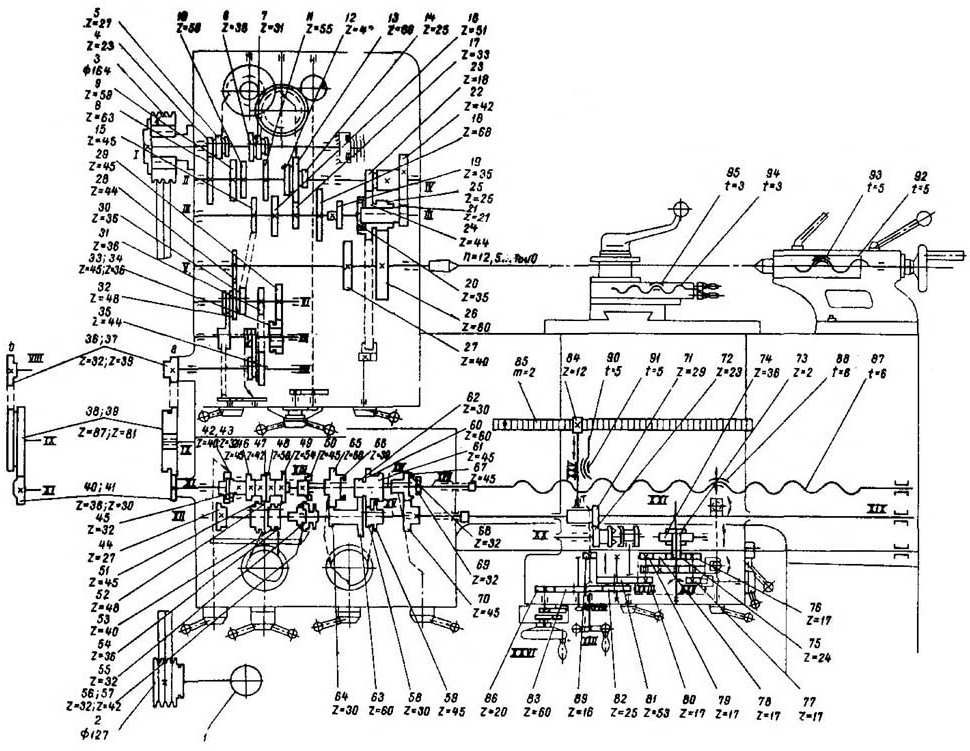
Кинематическая схема 1М61 (нажмите, чтобы увеличить)
Устройство коробок переключения скоростей и подач
Перемещение суппорта токарного станка в продольном и поперечном направлениях обеспечивает коробка подач. Она также используется для установки параметров нарезаемой резьбы. В паспорте станка есть специальная таблица, по которой можно выбрать подачу, подходящую для выполнения определенной технологической операции. Для того чтобы данной таблицей было удобно пользоваться, в ней приведена следующая информация:
- рекомендации по выбору сменных шестерен;
- положения рукоятки коробки, при которых выставляются определенные значения подач;
- рекомендации по выставлению параметров коробки подач при нарезании резьбы с определенным шагом.
Коробка скоростей станка 1М61, с помощью которой устанавливается определенная частота вращения его шпиндельного узла, состоит из реверсивного электродвигателя, клиноременной передачи и набора зубчатых колес с различными параметрами. При этом шпиндель станка может работать на 24 скоростях, 12 из которых получаются при помощи шестерен перебора, а 12 остальных – за счет шпинделя напрямую через зубчатую муфту.
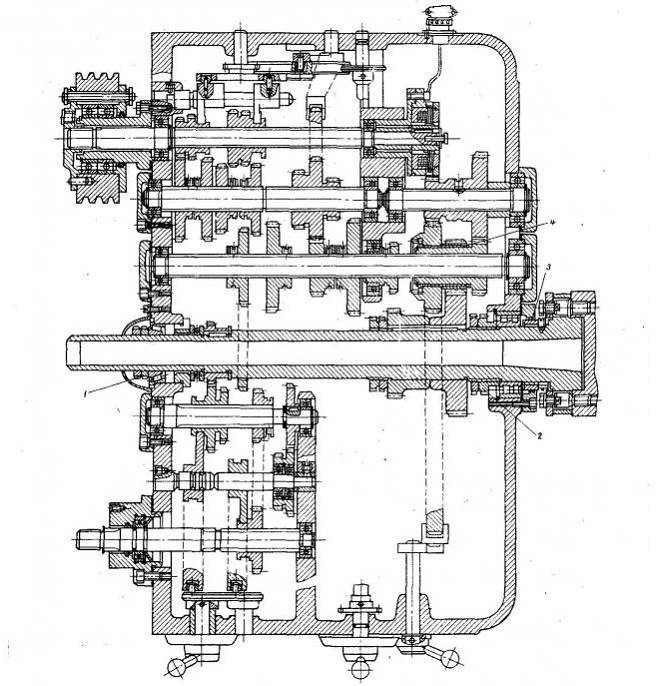
Устройство коробки скоростей
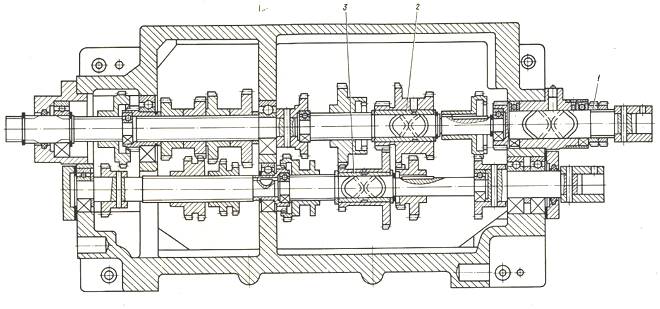
Устройство коробки подач
На лицевой части коробки скоростей имеется три рукоятки, одна из которых отвечает за переключение блоков шестерен, второй включается перебор или зубчатая муфта, а третья позволяет менять направление вращения ходового винта, что необходимо при выполнении нарезания резьбы. В коробке скоростей также установлена многодисковая электромагнитная муфта, которая отвечает за торможение шпинделя.
Технические возможности станка
Как уже говорилось выше, шпиндель токарного станка 1М61 может вращаться в прямом и обратном направлениях на одной из 24 возможных скоростей. Технические характеристики коробки скоростей позволяют обеспечивать вращение шпинделя с частотой в интервале 12,5–1600 об/мин. Диаметр сквозного отверстия, которое имеется в шпиндельном узле, составляет 35 мм, что позволяет вставлять пруток диаметром 32 мм. Конец шпинделя, согласно ГОСТ 12593, имеет типоразмер 6К, а его внутренний конус, по ГОСТ 13214, соответствует категории М5.

Внешний вид станка 1М61
Устройство и технические возможности пиноли задней бабки позволяют ей перемещаться на расстояние до 10 см. В резцедержателе станка 1М61 допускается размещать инструмент, высота державки которого не превышает 25 мм. Следует также отметить следующие характеристики станка данной модели:
- высота центров – 17 см;
- максимальная длина поверхности заготовки, которую можно обтачивать на оборудовании, – 64 см;
- максимальная длина заготовки, которую можно устанавливать для обработки на станок, – 100 см.
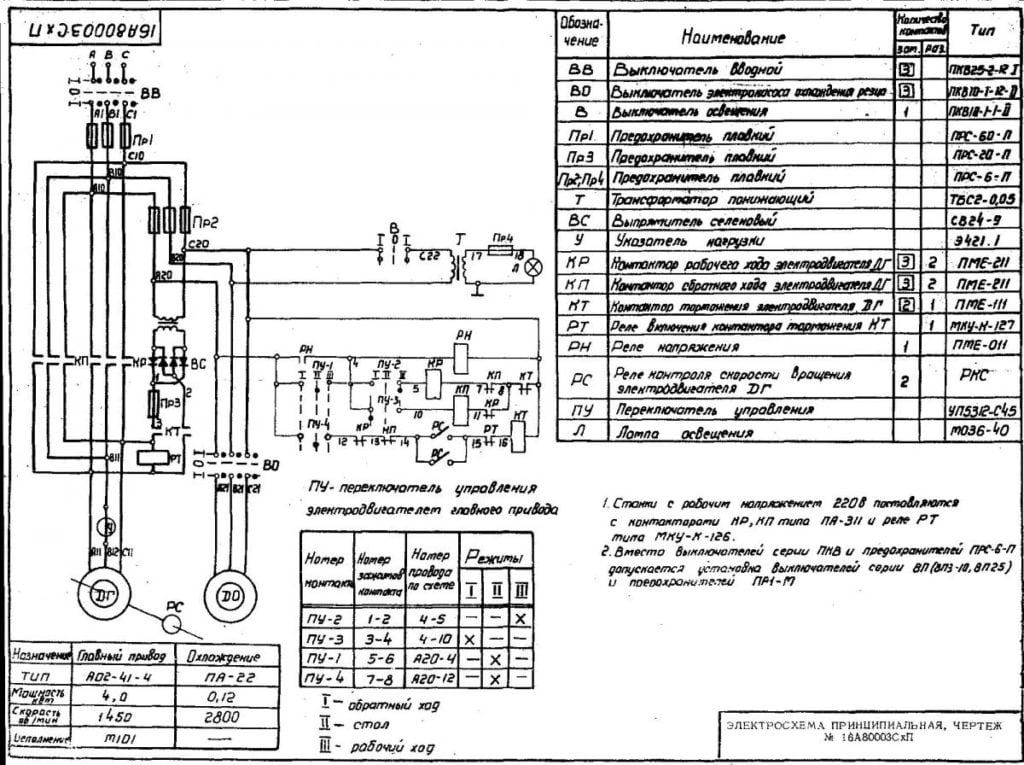
Принципиальная электрическая схема
Подачи, совершаемые на токарном станке 1М61, характеризуются следующими параметрами:
- в продольном направлении – 0,08–1,2 мм/об;
- в поперечном – 0,04–0,6 мм/об.
Суппорт агрегата может перемещаться:
- в поперечном направлении – до 20 см;
- в продольном – до 60 см.
Верхняя часть суппорта, которую называют салазками, может перемещаться на величину до 12 см, а его каретка, передвигающаяся в продольном направлении, – до 60 см.
Конструкция токарного станка данной модели настолько проста, о чем свидетельствуют и отзывы об оборудовании, что научиться работе на нем можно, даже просмотрев обучающее видео.
Подробный обзор токарно-винторезного станка 1М61
В семидесятом году в Ереване был произведен токарно-винторезный станок 1М61.
Отлично подходит для создания нескольких экземпляров продукции, поэтому ним оснащают небольшие производства в промышленности и сельском хозяйстве.

Сведения о производителе
Создано данное оборудование на станкостроительной фабрике в Ереване. На данный момент это предприятие имеет название Ереванское Станкостроительное Объединение и выпускает токарно-винторезные станки повышенной точности с диаметром обработки 500 мм.
Технический ряд
Технический ряд токарно-винторезных станков, которые произведены на этом заводе обширен, и есть несколько моделей, которые отличаются надежностью и спросом у производителей. У каждого образца технического ряда есть свои особенности работы и точности.
Станок токарный 1Л61
Это аналог станка 1М61, но из другой серии. По техническим характеристикам они во многом схожи. Высота центров над станиной составляет 170 мм. Класс точности – Н.

1М61П
Токарно-винторезный станок той же серии. Единственное его отличие – он обладает повышенной точностью обработки заготовок. Об этом говорит маркировка в конце.

Также приспособлен к работе в условиях мелкосерийного производства и обладает нормальным классом точности. Это переходная модель между станками 1Б61 и 1 М61.

Назначение, область применения
Данное оборудование предназначено для обработки внутренних и наружных поверхностей деталей и заготовок, которые в осевом сечении имеют ступенчатый и криволинейный профиль.
Конструкция станка позволяет выполнять следующие виды основных токарных работ:
- проточка, расточка цилиндрических и конических поверхностей;
- подрезка торцов;
- нарезание различных видов резьбы, в том числе дюймовую, модульную, метрическую;
- сверление.
Это неполный список работ на рассматриваемом токарно-винторезным станке. При этом область применения – единичное и мелкое производство.
Общий вид

Конструкция
Непосредственно устройство универсального токарно-винторезного станка имеет в составе 10 основных узлов:
- станина;
- коробки скоростей, передач и подач;
- фартук;
- суппорт;
- упорная бабка;
- защитный экран;
- узел электрооборудования;
- система охлаждения.
Станина является основой всей конструкции и к ней прикреплены все остальные детали и компоненты оборудования. Станина обладает двумя направляющими. Одна – «ласточкин хвост», вторая – в форме призмы.

Передняя бабка расположен с левой части оборудования. На торце бабки расположена гитара шестерен, а в коробке скоростей — шпиндельный узел. Справа на основе расположена задняя или упорная бабка.
Функциональные характеристики
Относительно небольшой размер станка расширяет его функциональные возможности. Высокий потенциал оборудования обозначен следующими характеристиками:
- Шпиндель вращается на 24-х скоростях. Скорость до 1600 оборотов в минуту. Есть возможность вращаться не только в прямом, но и в реверсном направлении.
- Размер отверстия в узле шпинделя – 3.5 см.
- Благодаря особенностям строения пиноль у бабки передвигается на расстоянии до 100 мм.
- Высота державки не превышает 2.5 см.
- Детали, которые могут быть обработаны на данном оборудовании по длине не больше 1 метра.
- Суппорт станка может двигаться на расстояние до 20 см, а вдоль – до 60 см.
Благодаря этим характеристикам станок способен выполнять огромный спектр работ и при этом универсален в использовании.
Особенности работы агрегата
Сам агрегат имеет категорию точности Н. Электродвигатель может работать как в стандартном, так и в реверсном режиме. Частоту оборотов шпинделя регулирует оператор.
Для выполнения всех основных работ, а также дополнительных функций станок комплектуется различными дополнительными инструментами.
Специфика управления
Управление осуществляется при помощи рычагов и переключателей. У мастера есть возможность запустить следующие процессы:
- Непосредственно включение станка, который через двигатель придает вращательные движения шпинделю.
- Ускорять рабочее движение суппорта.
- Вдвигать пиноль упорной бабки.
- Регулировать параметры резьбы.
- Менять обороты во время нарезки резьбы, включать, отключать гайки.
- В процессе обработки конической поверхности выдвигать салазки.


Основные технические характеристики
Каждая деталь имеет свои особенности, функциональное назначение и технические характеристики, которые влияют на общую работу оборудования.

Шпиндель
Этот узел имеет следующие характеристики:
- диаметральный размер отверстия, проходящего насквозь – 35 мм;
- наибольший размер прутка в диаметре, проходящего в отверстие – 32 мм;
- число ступеней прямого и обратного вращения – 24;
- есть торможение шпинделя.
Подачи и резьбы
Технические характеристики по этим параметрам:
- максимальное перемещение суппорта – 200 мм;
- продольное перемещение каретки – 600 мм;
- максимальное перемещение резцовых салазок – 120 мм;
- количество ступеней – 17.
Суппорт
На этой конструкции крепится резцедержатель и специальные салазки, которые используются для проточки конических поверхностей.
Суппорт перемещается в поперечном и продольном направлении. Верхняя часть именуется салазками и способна передвигаться на 12 см.
Посадочная и присоединительная базы станка. Шпиндель

Шпиндель – это вал, который необходим для крепления обрабатываемой заготовки. Шпиндель имеет отверстия, в котором обрабатываются пруты.
Сама шейка элемента имеет коническую или цилиндрическую форму. Шпиндель обеспечивает точность обработки, он должен обладать долговечностью, надежностью и допустимыми параметрами нагрева.
Кинематическая схема

Передняя бабка
Передняя или шпиндельная бабка — осуществляет основную функцию станка, она передает крутящий момент от электродвигателя.
Шпиндель расположен вол внутренней части данной конструкции. С внешней стороны обоих стеночек расположена ручка коробки скоростей.
Задняя бабка
Еще также называют упорной. Основная функция данного компонента конструкции — фиксация заготовки. Также данная конструкция предназначена для установки различных сверл и других инструментов.

Тормозная муфта
Это магнитная деталь, один из наиболее важных элементов конструкции. Отвечает за торможение оборотов при работе.

Станина
Чугунная основа всей конструкции, к которой крепятся все остальные детали станка. Она изготовлена литьевым способом, что позволяет снижать колебания станка. Справа от кронштейна расположены детали с электрическим оборудованием.
Коробка скоростей
С помощью коробки скоростей устанавливается конкретная частота вращения шпиндельного узла. Сам шпиндель может работать на 24 скоростях. 12 из них регулируются от шестерён станка, а другие 12 – через зубчатую муфту.

Коробка подач на 3 рукоятки
Это классический вариант, при помощи которого можно регулировать основные изменения в работе станка.

Коробка подач на 4 рукоятки
В данном случае есть 4 рукоятки, при помощи которых можно осуществлять следующие действия:
- установка типа резьбы и подач;
- регулировка величины резьбы и подач;
- регулировка шага резьбы и подач;
- включение ходового винта и вала.

Коробка передач гитара
Этот компонент служит для передачи движения от коробки скоростей в коробку подач, а также для настройки подач на определенный тип нарезаемой резьбы.
Движение передаётся в зависимости от того, метрическая, дюймовая, модульная или питчевая резьба нарезается на заготовке.
Электрооборудование и электрическая схема станка
Токарный станок 1М61 используется на мелкосерийных производствах уже не первое десятилетие.

Он снабжен всеми необходимыми компонентами, которые обеспечивают его универсальность, а также надежность и долговечность.
Интересное видео
Обзор токарно-винторезного станка 1М61: конструктив, характеристики, фото

Универсальный токарно-винторезный станок 1M61 предназначен для выполнения разнообразных токарных работ, в том числе для нарезания метрической, дюймовой, модульной и питчевой резьб.
Станок может быть использован в механических цехах при мелкосерийном и индивидуальном производстве.
Кинематическая схема

Станина
Станина установлена на двух тумбах. Между тумбами расположено корыто, предназначенное для сбора стружки и охлаждающей жидкости, которая стекает в бачок электронасоса, установленного в правой тумбе. В левой тумбе находится электродвигатель главного привода станка.
Коробка скоростей

Коробка скоростей (рис.6) обеспечивает 24 скорости вращения шпинделя. Привод от электродвигателя к коробке скоростей осуществлен клиноременной передачей. Изменение скорости вращения производится переключением шестерен, реверсирование — реверсом электродвигателя, торможение многодисковой электромагнитной муфтой, расположенной на валу I (см.рис.5).
Переключение трех блоков шестерен производится одной рукояткой I (см.рис.3). Шпиндель получает двенадцать чисел оборотов через шестерни перебора и двенадцать более высоких чисел оборотов напрямую через зубчатую муфту.. Включение перебора или зубчатой муфты производится рукояткой 3.
Рукоятка 2 обеспечивает прямое или обратное вращение ходового винта и получение нормального или увеличенного шага резьбы. При точении рукоятка 2 должна быть в положении, соответствующем нарезанию правой резьбы.
Коробка подач

Коробка подач (рис.7) позволяет производись наладку станка на нарезание резьбы иди получение различных-подач в соответствии с таблицей 15 (см.раздел «Паспорт»), расположенной на коробке подач.
В таблице указаны шаги резьб, соответствующие им положения рукояток и требуемые наладки сменных шестерен.
Дополнительные резьбы получают наладкой шестерен, указанной в таблице 16 (шестерни и таблица поставляются за отдельную плату). Обе таблицы содержат только нормальные шаги резьб.
На станке имеется-возможность получения увеличенных шагов резьб в 16 раз при 12 низких ступенях оборотов шпинделя, т.е. при включенном переборе.
Переключение на увеличенные шаги резьб при более высоких оборотах не рекомендуется.
Фартук

Фартук (рис.8) передает движение суппорту от ходового винта или ходового валика. Ходовой винт применяется только при нарезании резьбы. При всех Других работах следует осуществлять подачу суппорта исключительно от ходового валика.
Во избежание поломок необходимо строго соблюдать следующий порядок переключений.
Для включения продольной подачи суппорта следует рукоятку 12 (си.рис.3) установить в нейтральное положение (горизонтально), рукоятку 13 повернуть вниз до фиксируемого положения и затем рукоятку 12 вытянуть на себя и повернуть вниз или вверх в зависимости от требуемого направления движения суппорта (согласно таблицам возле рукояток).
Для включения поперечной подачи суппорта необходимо рукоятку 12 установить в нейтральное положение, рукоятку 13 повернуть вверх и затем рукоятку 12 в вытянутом положении повернуть в требуемую сторону.
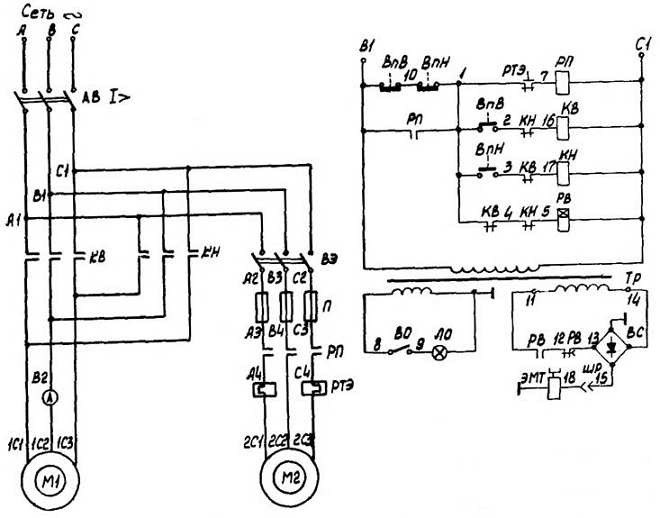
Электрическая схема

Управление электродвигателем M1 главного привода осуществляется рукояткой управления путевыми выключателями ВПВ и ВПН, фиксируемой в трех положениях, В нейтральном положении рукоятки размыкающие контакты путевых выключателей ВПВ (В1-10) и ВПН (10-1) замкнуты.
Включением автоматического выключателя АВ через размыкающие контакты ВПВ (В1-10) и ВПН (10-1) промежуточное реле РП получает питание и через свой замыкающий контакт переходит на самопитание. Замкнувшиеся силовые контакты реле РП подготавливают цепь электронасоса охлаждения. Получает питание также реле времени РВ. Размыкающий контакт реле РВ с выдержкой времени 3-4 с отключает электромагнитную муфту торможения ЭМТ. Отключение электромагнитной муфты торможения в исходном положении необходимо для свободного проворота шпинделя.
Пуск электродвигателя M1 в направлении в направлении «вперед». Для пуска электродвигателя M1 в направлении «вперед» (вращение электродвигателя против часовой стрелки со стороны шкива), рукоятку 14 (см. рис. 3) поворачивают вверх. При этом размыкается размыкающий контакт путевого выключателя ВПВ (В1-10) (см. рис, 11) и замыкается замыкающий контакт ВПВ (1-2), срабатывает контактор KB и включает электродвигатель Ml на вращение «вперед». Размыкающий контакт KB (1-4) размыкается, обесточивается реле времени РВ, размыкая замыкающий контакт РВ (11-12) и замыкая размыкающий контакт РВ (12-13).
Отключение электродвигателя M1 производится переводом рукоятки 14 (см. рис. 3) в нейтральное положение. При этом размыкается контакт ВПВ (1-2) (см. рис. 11) и замыкается контакт ВПВ (В1-10).
Контактор KB обесточивается, реле времени РВ через контакт KB (1-4) получает питание и замыкает свой замыкающий контакт РВ (11-12). Срабатывает электромагнитная муфта ЭМТ, получая постоянный ток от селенового выпрямителя ВС, и затормаживает механизм коробки скоростей и шпиндель. Несколько позже, с выдержкой времени 3-4 с, размыкается размыкающий контакт РВ (12-13), электромагнитная муфта отключается и система возвращается в исходное положение.
Пуск электродвигателя M1 в направлении «назад» производится переводом рукоятки 14 (см. рис. 3) в нижнее положение. Работа электросхемы аналогична работе при пуске электродвигателя М1 (см. рис. 11) в направлении «вперед», только в этом случае срабатывает контактор КН.
Электронасос охлаждения М2 включается и выключается выключателем РЭ и пускателем РП.
Токарный агрегат 1М61 – для небольших предприятий
Токарно-винторезный агрегат 1М61 был разработан на специализированном комбинате станочного оборудования города Еревана в 1970 годах для мелкосерийной и индивидуальной металлообработки.
1 Конструктивные части станка – коротко об их особенностях
Токарный агрегат 1М61 состоит из десяти узлов. Они приводятся далее:
- экран с защитной функцией;
- станина;
- электродвигатель и другое электрооборудование;
- суппорт;
- комплекс охлаждения с отдельным насосом;
- коробка скоростей;
- фартук;
- бабка;
- коробка подач;
- коробка передач.

Станок 1М61 по эксплуатационным показателям причисляют к классу «Н» (показатель точности). Посредством электродвигателя на агрегате может быть выполнена операция реверсирования. Вращение шпинделя изменяется при помощи шестерен (выбирается конкретная скорость). Описываемый токарно-винторезный агрегат позволяет делать при помощи резцового инструмента и машинного метчика точение (снаружи и внутри заготовок), нарезание резьбы, сверление и прочие операции, имеющие отношение к обработке разнообразных металлов.

Фартук 1М61, исключающий за счет наличия блокиратора одновременный запуск продольного и поперечного движения, необходим для выбора позиции суппорта (для этого используется валик или специальный рабочий винт). Данный блокиратор также не позволяет включать в один и тот же момент валик и винт. Все рабочие операции на станке осуществляются при помощи валика. Это не относится к процедуре нарезания резьбы, которая запускается винтом.
2 Какими органами управляется токарный агрегат?
Данный токарно-винторезный станок управляется при помощи ряда органов, которые дают возможность оператору контролировать работу оборудования. Перемещение пиноли 1М61 выполняется маховиком, а на бабке она фиксируется упором.

При выполнении торцевых работ каретка установки фиксируется отдельным винтом, а для фиксации к направляющим станины задней бабки используется ручка. Также существуют и другие ручки, которые предназначены для контроля следующих операций:
- запуск вала или винта (ходового);
- выбор частоты работы шпинделя;
- передвижение суппорта (точнее – его верхней части);
- выбор величины подачи;
- установка реверса винта и шагов резьбы;
- запуск маточной гайки;
- пуск предохранительной муфты;
- выбор вида резьбы;
- включение вращения (реверсного и прямого) шпиндельной бабки.

Также к органам управления относят кнопку, служащую для расцепления и сцепления с рейкой для резьбы вала-шестерни, механизм фиксации и поворота резцовой головки, указатель нагрузки, кнопку включения 1М61 в электрическую сеть и кнопку включения локального освещения, рукоятку запуска охлаждающего насоса мощностью 0,12 кВт.
3 Описание коробок подач и скоростей агрегата
Коробка подач дает возможность передвигать в продольном и поперечном направлении инструмент, который использует станок 1М61. Кроме того, она позволяет осуществлять выбор конкретных подач и нарезание резьбы. Подбор подач при этом производится по специальной табличке, приведенной в паспорте токарно-винторезного оборудования, в разделе, где указываются технические характеристики станка.

В таблице даются указания по:
- наладке сменных шестерен;
- требуемому положению рукоятки;
- выбору шага резьбы.
1М61 располагает коробкой скоростей. Она имеет собственный привод, который включает в себя набор зубчатых передач, клиноременную передачу и электрический реверсивный двигатель. Передача клиноременного вида соединяет рассматриваемую коробку и двигатель. Блоки шестерен переключаются специальной рукояткой. Через зубчатую муфту шпиндельная бабка получает 12 скоростей и еще столько же от шестерен.

Для запуска и остановки зубчатой муфты и блока шестерен предусмотрен рычаг. Электромагнитная многодисковая муфта отвечает за торможение шпинделя.
4 Технические характеристики токарно-винторезного станка
Шпиндель располагает 24 ступенями вращения (в прямом и обратном направлениях) с частотой 12,5–1600 об/мин. Сечение сквозного отверстия в нем равняется 35 мм, что дает возможность пропускать через отверстие прутки диаметром до 32 мм. Конец шпинделя – 6К, внутренний конус – М5 (характеристики по ГОСТ 12593 и 13214 соответственно).
Пиноль задней бабки способна перемещаться на расстояние до 10 см. Наибольшая высота резца, который допускается монтировать в держатель, составляет 25 мм. Высота центров 1М61 – 17 см, максимальная длина обтачивания – 64 см. На станке можно работать с деталями длиной до 100 см.

Характеристики подач 1М61:
- продольные пределы – от 0,08 до 1,2 мм/об, поперечные – от 0,04 до 0,6;
- число метрических резьб – 13, дюймовых – 16, модульных – 10, питчевых – 16.
Суппорт имеет следующие характеристики:
- перемещение в поперечном направлении – до 20 см;
- перемещение в продольном направлении – до 60 см.

Резцовые салазки (то есть верхний суппорт) могут перемещаться на дистанцию до 12 см, а каретка суппорта передвигается продольно максимум на 60 см.
Токарный станок 1м61п технические характеристики
1М61П характеристики станка
Купить этот станок без посредников:

Технические характеристики:
Станки модели 1м61п предназначены для выполнения токарных работ в условиях мелкосерийного и единичного производства
Класс точности П Наибольший диаметр детали, устанавливаемой над станиной,мм 320 Наибольший диаметр обработки:,мм — прутка 32 — над суппортом 160 — над станиной 320 Наибольшая длина обтачивания,мм 640 Расстояние между центрами,мм 710 Высота центров,мм 170 Нарезаемые резьбы: — метрическая (шаг),мм 0,5 — 6 — дюймовая,число ниток на 1 дюйм 48 — 3,5 — модульная,модуль 0,25 — 3 — питчевая,питч 7-96 Мощность электродвигателя главного движения (ЧА100LЧУЗ),кВт 4 Частота вращения электродвигателя главного движения (ЧА100LЧУЗ),об/мин 1420 Мощность электродвигателя насоса охлаждения (ПА-22), кВт 0,12 Частота вращения электродвигателя насоса охлаждения (ПА-22),об/мин 2800 Производительность электродвигателя насоса охлаждения (ПА-22),л/мин 22 Габариты станка:,мм — длина 2055 — ширина 1095 — высота 1450 Масса станка,кг 1300
Купить этот станок без посредников:
Токарный станок 1м61

Токарный станок 1м61,1м61п предназначенный для выполнения токарных работ (наружное и внутреннее точение, растачивание, сверление ), нарезание резьбы как метчиком, так и резцом.
Используется в индивидуальном и мелкосерийном производствах.
Токарный станок 1м61- нормальной точности
Токарный станок 1м61п- повышенной точности
- Станина;
- Коробка скоростей;
- Коробка передач;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Электрооборудование;
- Защитный экран;
- Система охлаждения

- Ручка установки частоты вращения шпинделя
- Ручка установка различных шагов резьбы и реверса ходового винта
- Ручка установки частоты вращения шпинделя (ручка перебора)
- Ручка установки типа нарезаемой резьбы
- Ручка установки значение подачи
- Ручка установки шага нарезаемой резьбы
- Ручка включение ходового винта или вала
- Ручка поперечного перемещения суппорта
- Ручное продольное перемещение суппорта маховиком
- Кнопка сцепления и расцепления вала-шестерни с рейкой для нарезания резьбы
- Ручка включения предохранительной муфты
- Ручка включения маточной гайки
- Ручка установки продольного и поперечного суппорта
- Ручка включения прямого и реверсного вращения шпиндельной бабки
- Ручное перемещение верхней части суппорта
- Маховик осевого перемещения пиноли
- Ручка фиксации задней бабки к направляющим станины
- Указатель нагрузки
- Фиксация пиноли задней бабки
- Включение электронасоса системы охлаждения
- Включение и отключение станки в сеть
- Местное освещение
- Винт фиксации каретки станки при торцевых работах
- Поворот и фиксация резцовой головки



Коробка скоростей токарного станка 1м61,1м61п предназначена для обеспечения шпинделя станка необходимыми скоростями, их 24.
Привод коробки скоростей состоит из реверсивного электродвигателя, который обеспечивает обратное вращение шпинделя, клиноременной передачи, соединяющая электродвигатель и коробку скоростей и системы зубчатых передач. Торможение шпинделя выполняется при помощи многодисковой электромагнитной муфты.
Переключение блоков шестерен производится одной рукояткой 1.Шпиндельная бабка получает 12 скоростей от шестерен перебора и 12 -напрямую через зубчатую муфту. Рукояткой 3 обеспечивается включение и выключение перебора и зубчатой муфты.
С помощью рукоятки 2 обеспечивается вращение, в двух направлениях, ходового винта, который обеспечивает нарезание резьбы различного шага.
Коробка подач токарного станка 1м61,1м61п предназначена для поперечного и продольного перемещения режущего инструмента, а также нарезание резьбы и получения различных подач в соответствии с таблицей 15 паспорта станка.
В таблице указан шаг резьбы, положение рукоятки и наладка сменных шестерен.

Движение суппорта осуществляется при помощи фартука от ходового винта и валика. Ходовой винт предназначен только для нарезания резьбы. Все остальные работы выполняются при помощи ходового валика.
Фартук имеет блокирующее устройство, предотвращающее одновременное включение:
- Ходового винта и валика;
- Поперечного и продольного перемещения
Для ручного перемещения суппорта в продольном направления служит маховик 9.

Наибольший диаметр обрабатываемой
детали над станиной,мм
Наибольший диаметр обрабатываемой
детали над суппортом,мм
Наибольший диаметр прутка,проходящий
через отверстие шпинделя,мм
Обзор токарно-винторезного станка 1М61: конструктив, характеристики, фото
Токарно-винторезный станок модели 1М61 предназначен для выполнения большого диапазона операций. Он был разработан Ереванским станкостроительным заводом. Это же предприятие занималось его серийным производством.
Конструктивные особенности

Токарно-винторезный станок 1М61 характеризуется стандартной компоновкой элементов. Это дает возможность быстро обучать персонал для работы на этом типе оборудования, положительным образом сказывается на эксплуатационных качествах.
Его основная область назначения – токарная обработка заготовок методом вращения. Для выполнения этой функции в конструкции станка есть станина, на которую устанавливаются все компоненты. Она изготовлена из чугуна методом литья, что повысило устойчивость и частично гасит колебания, возникающие во время работы.
На раме станка 1М61 установлены следующие компоненты:
- коробки скоростей и передач. Располагаются в левой части схемы под защитным кожухом. Необходимы для передачи крутящего момента от электродвигателя, а также изменения частоты вращения шпиндельной головки. Элементы управления находятся на лицевой части кожуха;
- шпиндельная головка. Ее основная функция – передача движения от коробки скоростей закрепленной детали. Может вращаться в прямом и обратном направлении. Последняя функция необходима для формирования резьбы;
- система подач. Представляет собой движущуюся каретку, расположенную на направляющих станины. На каретке находится суппорт с резцедержателем. Их механизмы изменяют положение режущего инструмента относительно поверхности заготовки. Основные характеристики – параметры подач.
Для исключения одновременного продольного и поперечного движения в фартуке есть специальный механизм. Дополнительной функцией является исключение работы валика и винта. В электрической части станка 1М61 есть защита от короткого замыкания, система реверса снабжена электрической и механической блокировкой.
Местное освещение представляет собой лампу, установленную на гибком основании. Кнопка включения расположена непосредственно на светильнике. Питание осуществляется от общей электросети через понижающий блок.
Технические характеристики станка

Благодаря удачной компоновке станок 1М61 не занимает много места. Его габариты составляют 205,5*109,5*145 см при массе 1260 кг. Перед установкой необходимо сделать надежное основание. Альтернативным вариантом является установка регулируемых опор с функцией гашения колебаний.
Обзор характеристики станка 1М61 лучше всего делать по основным узлам – шпинделя, механизма подачи и задней бабки. Максимально допустимый диаметр заготовки, закрепленной над станиной, составляет 32 см. Этот же параметр при установке над суппортом не может превышать значения 16 см. Длина заготовки — до 71 или 100 см. При этом протяженность обтачивания — до 64 см. Высота резцедержателя стандартная и составляет 25 мм.
Технические характеристики шпиндельной головки станка 1М61:
- диаметр отверстия – 35 мм. Максимальный диаметр прутка – 132 мм;
- число частот обратного и прямого вращения – 24;
- характеристики частоты – от 12,5 до 1600 об/мин;
- есть механизм принудительного торможения шпинделя.
Технические параметры системы подач модели 1М61:
- смещение продольное каретки – до 60 см;
- поперечное перемещение – до 20 см;
- смещение верхнего суппорта – до 12 см;
- параметры передач. Их число одинаково для продольных и поперечных режимов – 17;
- возможно формирование всех типов резьбы.
Пиноль задней бабки может смещаться до 10 см. В конструкции станка установлены два электродвигателя. Для главного привода используется силовая установка мощностью 4 см. Второй агрегат предназначен для работы системы охлаждения.
В видеоматериале можно посмотреть сравнение станка 1М61 с аналогичной моделью:
Паспорт на Станок токарно-винторезный 1М61, 1М61П | ПАСПОРТИЗАЦИЯ

Назначение технического устройства.
Станок токарно-винторезный 1М61, 1М61П токарно-винторезный станок 1М61 предназначен для выполнения разнообразных токарных работ, в том числе для нарезания метрической, дюймовой, модульной и питчевой резьб. Станок 1М61 выпускается с межцентровым расстоянием 710 и 1000 мм.
Диаметр выправляемого и отрезаемого металла, мм – 1,6-8,0
Наибольший диаметр обрабатываемого изделия над станиной, мм – 320
Наибольший диаметр обрабатываемого изделия над суппортом, мм – 160
Наибольшая длина обрабатываемого изделия, мм
на станке 1М61 – 710(1000)
на станке 1М61П – 710
Диаметр прутка, проходящего через отверстие в шпинделе, мм – 32
Высота резца, установленного в резцедержателе, мм – 25
Габаритные размеры станка, мм:
длина – 2055 (2380)
Масса станка (без электрооборудования), кг – 1260 (1335)
Руководство по эксплуатации, паспорт на Станок токарно-винторезный 1М61, 1М61П скачать бесплатно в формате djvu (49 страниц):
Токарный станок 1а616
Конструкцию токарно-винторезного станка 1А616 разработали еще 70 лет назад.
Такую любовь и популярность он заслужил за то, что на нем можно производить выточку заготовок широкой номенклатуры и довольно небольших размеров.
Описание станка
Маркировка 1А616 — это непросто набор букв и чисел. Оно имеет точное обозначение, а именно:
- 1 — номер группы токарных станков, согласно классификации ЭНИМС (экспериментального научного исследовательского института металлорежущих станков);
- А — первое поколение станка;
- 6 — подгруппа станков. По классификации ЭНИМС 6 — токарно-винторезные станки;
- 16 — обозначение говорит о расстоянии центров от станины, в нашем случае 16 — 165 мм.
Такой станок можно встретить не только в крупных цехах, выпускающих серийную продукцию, но и на индивидуальных производствах. С помощью универсальных станков 1А616 выполняют множество различных операций:
- огранка как внешних, так и внутренних конический и цилиндрических поверхностей различной сложности и конфигурации;
- точение торцов заготовок;
- сверление;
- развертывание и зенкерование различных отверстий;
- рифление поверхностей сетчатой матрицей;
- нанесение различных видов резьбы резцом, метчиком и плашкой;
- обработка фасонных конических изделий.
Подвергать обработке на таком токарно-винторезном станке можно заготовки, произведенные из различных материалов. Любые операции допускается осуществлять, как насадками из твердых сплавов, так и приспособлениями из металлов инструментальных быстрорежущих.
Технические характеристики
Паспорт токарный станок 1а616
Согласно данным в паспорте, прилагаемом к токарному станку этой модификации, он имеет следующие общие технические характеристики.
Благодаря подобной конструкции, суппорт металлообрабатывающего оборудования может перемещаться по следующим направлениям:
- поперек по винтовой передаче. В движение механизм можно привести только вручную. При этом величина преодолеваемого расстояния не превышает 195 мм;
- передвижение суппорта вдоль обеспечивается как винтовой, так и валиковой передачей. Максимальное расстояние, на которое может перемещаться суппорт в этом направлении составляет не больше 670 мм.
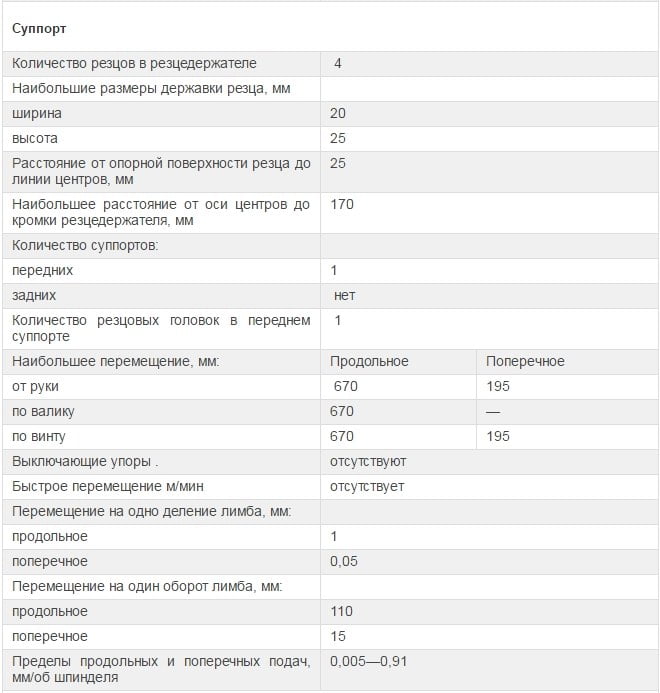
Паспорт суппорта 1а616
При выполнении резьбы высокой точности возможно включение ходового винта агрегата напрямую, а коробки передач в обход. Такое действие также предусмотрено конструктивными и техническими данными самого токарного оборудования.
В случае нанесения обычной резьбы метрического, дюймового или модульного типа проделывать вышеописанную операцию замены конструктивных рабочих элементов не требуется.
Инструкция по эксплуатации
16а16 станок токарно-винторезный:схема
Насколько точно будет работать станок зависит от того правильно ли произвели его установку. Агрегат должен основательно закрепляться специальными болтами к фундаменту или бетонной подушке высотой не менее 150 мм. При этом проверка станка должна происходить по ГОСТу 42 — 56.
Первый пуск токарного станка в работу не менее важен, чем процесс его установки и правки. Пуск также считается первоначальным, если оборудование продолжительное время простаивало и не обслуживалось. Во избежание поломок, отнеситесь к первоначальному запуску с особой тщательностью и ответственностью. Процесс подготовки первоначально пуска представляет собой последовательный процесс.
Этап 1. Тщательно отчистите коррозионный налет, если таковой имеется на открытии и других незащищенных узлах.
Этап 2. Необходимо проверить наличие масла и при необходимости добавить его.
Этап 3. Если планируется производство токарных работ с охлаждением, то в специальный бак необходимо добавить специальную охлаждающую жидкость.
Этап 4. Проверьте целостность электрических проводов и надежность их соединения.
Этап 5. После успешного прохождения вышеперечисленных шагов можно включать станок и производить токарные работы.
Общий процесс работы станка 1А616 можно разграничить на следующие ключевые моменты.
Этап 1. Заготовку необходимо надежно зафиксировать между центрами патрона или в нем самом.
Этап 2. Выбранные модификации резцов также тщательно закрепляются в специальном фиксаторе, расположенном на суппорте оборудования. В держателе одновременно должно быть установлено не больше четырех приспособлений для нанесения резьбы.
Этап 3. Инструменты необходимые для нарезки внутренней резьбы, сверления и расточки закрепляются в пиноле задней бабки.
Этап 4. Теперь важно правильно настроить необходимую частоту вращения шпинделя. Его коррекция производится специальными переключателями, размещающимися на коробке передач.
Этап 5. Ходовой элемент приходит в работу нажатием на пусковую кнопку, находящейся на коробке передач.
Этап 6. Для получения различных шагов резьбы производится соответствующая корректировка на рукоятках коробки передач и путем замены шестерней.
Этап 7. При включении узла, отвечающего за увеличение резьбового шага нужно резко повернуть вправо рычаг реверса подачи.
Этап 8. Рукоять передней бабки должна быть установлена в таком положении, которое будет соответствовать отметке «Нормальный».
Электрооборудование
Сам станок имеет два трехфазных двигателя, работающих при постоянном электропитании:
- главный привод оснащен двигателем мощностью 4 кВт;
- электронасос, направляющий жидкость для охлаждения к нарезающим элементам. Он имеет мощность 0,12 кВт.
Небольшими партиями производились станки со способностью работать от обычного потребительского напряжения, а именно 220 В.
Конструктив станка подобной модели не предусматривает наличие двигателя, обеспечивающего быстрый ход рабочего процесса оборудования. Плавное, но при этом быстрое торможение работы шпинделя обеспечивается тем, что в работе применяется постоянный ток. Что примечательно, при остановке работы сам электродвигатель не нагревается.
На картинке представлена электрическая схема станка.
Конструкция коробки передач

На станке 1А616 применена трехвальная 12-ступенчатая коробка скоростей
Коробка передач подобной модели станка, состоит из:
- трех валов в тандеме с тремя подшипниками;
- трех одиночных шестерен, которые составляют две подвижные шестерни.
Эти составляющие детали передают вращательные движения с различными параметрами шпинделю, через вал и зубчатые передачи. Но если требуется задать большую частоту вращения шпинделю, то он с помощью кулачковой муфты подключается непосредственно к валу.
Управление подобной моделью токарного оборудования требует совершения определенной последовательности механических операций, производимых только вручную.
Этап 1. Держатель резцов поворачивается и устанавливается в необходимое положение только вручную.
Этап 2. Изменение положения задней бабки.
Этап 3. Корректировка суппорта при установке и принятии необходимого положения.
Регулировка и ремонт шпинделя
В процессе работы довольно часто возникают неполадки, связанные с выходом из строя шпинделя. Но все проблемы решаемы и не так уж сложны.
Регулировка зазоров подшипников
Корректировка радиального зазора происходит в несколько шагов.
Этап 1. Подтяните гайкой внутреннее кольцо.
Этап 2. Закрепите положение стопором.
Этап 3. Чтобы удостовериться в правильной настройке воспользуйтесь специальным индикатором. Если вы сделали все правильно, то отклонение стрелки на нем не будет превышать 0,01 мм. При этом сам шпиндель должен свободно прокручиваться.
Процесс настройки осевого зазора шпинделя также несложен и разбит на несколько ключевых моментов.
Этап 1. Необходимо обязательно снять защитный колпак.
Этап 2. На передний центр нужно производить давление пинолью до того момента, пока гайка не будет касаться втулки. При этом затягивать гайку крайне не рекомендуется.
Регулировка и замена ремней коробки скоростей на шпинделе
Для корректировки ремней коробки передач необходимо:
- отвинтить крепежные винты;
- гайками отрегулировать ремни;
- после получения желаемого результата винты закрепить на место.
Процесс замены ремней на шпинделе не представляет сложности.
Этап 1. Убирают защитный колпак, фланец, гайку, винты и трубки, доставляющие масло.
Этап 2. В имеющиеся винтовые отверстия закрепляют винты М12, так чтобы из передней бабки вышла букса.
Этап 3. В получившееся отверстие вставляют ремни на шов.
Этап 4. После на место устанавливается букса и все остальные запчасти.
Видео
Чтобы более детально представить работу токарного станка 1А616 ознакомьтесь с приложенным видеоматериалом.
Правильно покупаем б/у токарный станок
А вот купить б/у токарный станок 1А616 через Авито или другой специализированный сайт — осуществимая реальность.
Вопрос состоит в другом — как правильно выбрать работоспособное оборудование и при этом не переплатить?
В области купли-продажи металлообрабатывающих станков существует два источника сбыта:
- частные владельцы, хранящие станок чаще в разобранном или неподключенном виде у себя в гараже;
- фирмы, специализирующиеся на продаже, настройке и ремонте подобного оборудования.
Рассмотрим все достоинства и недостатки этих вариантов приобретения оборудования.
Станок, предположительно рабочий, купленный у местного «умельца» подлежит самостоятельной транспортировке, сборке и настройке.
Что при неверном проведении грозит фатальным исходом. Но и это еще не все. Кто знает, в каких условиях содержался станок, проводилось ли плановое ТО и своевременный ремонт? Если да, то такой станок несомненно стоит приобрести, ну а если нет, то срок службы вашей покупки навряд ли будет продолжительным.
Тут как в лотерее. Что касается цены, то договориться с «мелким дилером» проще, да и изначально стоимость будет ниже, чем у фирм, занимающихся подобными станками профессионально.
Кстати о них. На таких предприятиях, даже небольших, работают профессионалы своего дела, которые не только грамотно ухаживают за оборудованием, но и помогут установить и настроить приобретенный агрегат.
Цены на подобное оборудование будет примерно на 20% выше чем у простого продавца, но они в любом случае вполовину меньше стоимости новой токарной установки.
Если повезет, то можно найти специалистов, модернизирующих металлообрабатывающее оборудование. Плюсов таких агрегатов масса:
- большая работоспособность, чем у простого рабочего станка для токарных работ б/у;
- даются небольшие гарантии качества;
- улучшаются технические характеристики. Но не больше тех показателей, которым они соответствовали при выпуске с конвейера завода — изготовителя;
- увеличивается срок службы агрегата.
В среднем токарный станок модели 1А616 возможно купить в рабочем состоянии за 30 000 без затрат на грузоперевозки. Если имеются какие-либо поломки, то цена снижается вдвое.
Отзывы о станке
Эта модель станка отличается доступным принципом управления. После нескольких проведенных операций становится вполне понятно, как работает агрегат и как им эффективно управлять. Хотя у новичков в этой области без инструкции и опыта наставника могут возникнуть небольшие затруднения.
Есть сложности с подбором комплектующих в связи с приобретением станка в разобранном состоянии или с поломкой. Но подобную проблему решают покупкой на разборах недостающих деталей, хотя и найти их не так просто.
Пользователи также отмечают и отрицательные моменты в процессе использования подобного станка. Первое и самое важное — возраст оборудования. Некоторым моделям около 50 лет. В связи с этим возникают поломки и разлады в системе управления. Опытные токари выделяют, что если за станком регулярно и добросовестно ухаживали, то и по сей день он работает без перебоев и не создает больших проблем при наладке и ремонте.

