
Аппараты для сварки ленточных пил. Разбираемся в технологии
Сварка ленточных пил

Спец.аппарат для сварки ленточных пил
Когда может потребоваться сварка ленточных пил?
- В процессе эксплуатации ленточной пилы она может порваться. В таком случае требуется ремонт;
- Пилы поставляются в бухтах, для подготовки к работе также требуется их сварка.
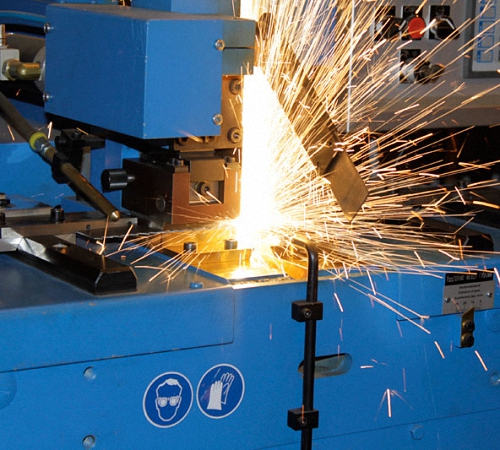
Процесс сварки может выполняться на специальных аппаратах, которые по сути являются аппаратами контактной сварки стыковой. Такие аппараты также способны производить локальный отпуск, или отжиг зоны шва без необходимости вынимать пилу из аппарата после сварки. Отжиг, как известно, применяют обычно для того, чтобы повысить пластичность металла, а отпуск — для снятия внутренних напряжений, образовавшихся в структуре шва.
Безусловно, использование специализированных аппаратов для сварки ленточных пил дает наилучшее качество: ее ресурс будет выше, чем при использовании других способов. Однако, стоимость таких аппаратов может доходить до тысяч долларов для пил по дереву и еще выше для пил по металлу. Понятно, что не целесообразно использовать такое оборудование в домашних условиях, если только вы не занимаетесь ремонтом и вводом в эксплуатацию пил в промышленном масштабе. Возможно, что остались еще советские бывшего использования аппараты для сварки пил небольших толщин, которые можно приобрести по доступной цене для своей мастерской. В принципе, до сих пор некоторые предприятия используют оборудование для контактной сварки чуть ли не полувековой давности и все нормально работает. Выбор, как говорится, за вами.
Для единичного ремонта приемлемо использовать также аргонодуговую сварку ленточных пил, а также пайку. Гарантию, правда, что после такого ремонта пила прослужит вам долго никто не даст, однако, это лучше, чем просто выбросить ее в мусор.
Технологичные сложности сварки:
- Ленточные пилы изготавливаются из сталей, сплавов, биметаллов, которые относятся к трудносвариваемым (по этой причине при профессиональном ремонте не применяется аргонодуговая, полуавтоматическая сварка и тем более пайка, которая по прочности сильно уступает любой сварке по понятной причине). Кроме того, производители держат в секрете информацию, из чего изготовлена пила. Поэтому сварочные режимы, как правило, приходится устанавливать опытным путем.
- Форма зуба в околошовной зоне оказывает влияние на величину нагрузки при работе.
Технология сварки ленточной пилы на спец.аппарате стыковой сварки
В первую очередь, после того, как вы приобрели пилу, вам необходимо нарезать полотно в размер. Для этого применяют гильотину и разделочный стол. Отмечаете длину, сколько вам нужно отрезать и режете пилу с припуском для того, чтобы соблюдать шаг.
Резка полотна осуществляется по вершинам зубьев. Свариваемые кромки после порезки должны быть ровными, без заусенец, под прямым углом к спинке полотна. Их нужно подготовить идеально, иначе проведение дальнейшей работы просто не будет иметь смысла. За неимением гильотинных ножниц можно использовать банальное зубило и молоток. В подготовку также входит обезжиривание в любом доступном растворителе: ацетон, бензин, нефрас, или уайт-спирит. Заусенцы и неровности доводят с помощью абразива.
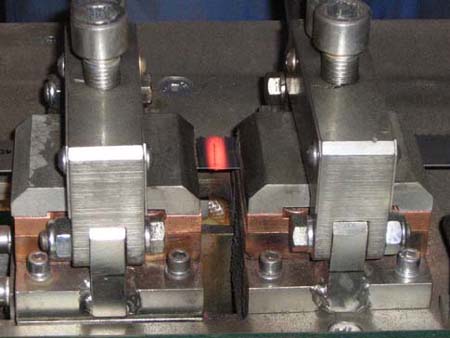
В зависимости от толщины и ширины свариваемого полотна на аппарате контактной стыковой сварки устанавливаются режимы: усилие сжатия, начальное расстояние, конечный выключатель тока и сила тока. В зависимости от марки материала при отпуске выставляется температура и время. Для низколегированного металла температура отпуска 400 — 450 °С, для высоколегированного биметалла 600-650°С.Чем выше температура отпуска, тем меньше время выдержки. Однако, если никто вас не подгоняет, предпочтительнее делать отпуск при более низкой температуре с увеличением времени выдержки. Считается, что в таком случае металл прогревается равномерней, а структура уравновешивается более эффективно. Пример режима высокотемпературного отпуска для пилы по дереву: Т=(600±10)°С; t=40мин.
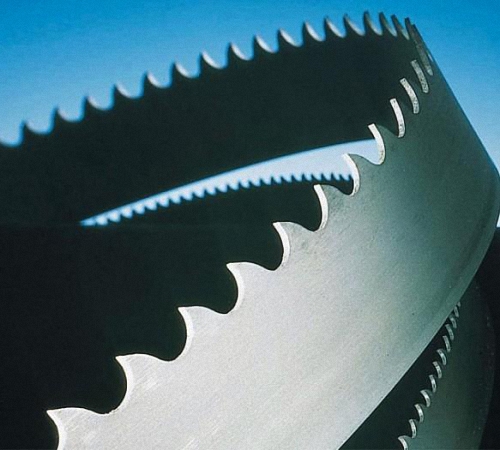
После сварки полотна нужно произвести его зачистку с помощью болгарки, или любым другим удобным способом.Пила в результате должна выглядеть вот так:

Заканчивается технологический процесс контролем качества сварных швов.
Для удобства транспортировки ленточных пил их можно складывать двумя способами:
-кольцом;
-сворачиванием в петлю.
Дальнейшая обработка для пил по дереву.
Если пила у вас не подготовлена к работе, необходимо произвести ее разводку и заточку. Разводка делается в половину толщины тела, т.е если у вас пила 1 см, соответственно, разводка делается 0.5 см на сторону. Разводка идет: один зуб вправо, второй — влево, третий зуб прямой — выкидывающий стружку. На твердую породу и на зимний лес желательно делать разводку на десятку поменьше. Когда вы производите заточку, камень должен проходить весь профиль, поджоги не допускаются.
Аргонодуговая сварка пил на примере ремонта ленточного полотна для резки цветных металлов
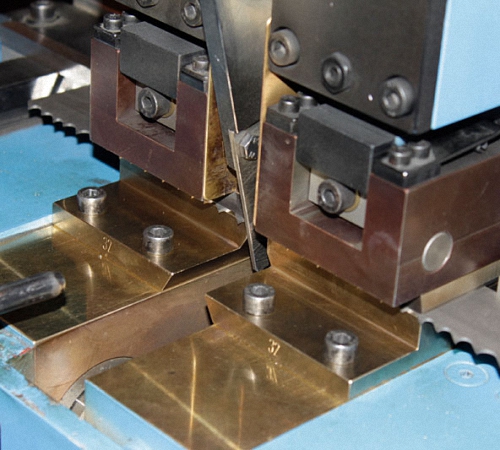
Для удобства работы и обеспечения точной стыковки полотен изготавливают простейшее приспособление, состоящее из основания, фрезерованного таким образом, чтобы можно было упереться спинкой полотна в бортик, и двух прижимных планок. Приспособление можно сделать из обычной черной стали.

Пила сваренная на таком приспособлении может выдержать более тридцати резов по кругляку (алюминий) диаметром 30 мм. Пила варится на минимальном токе, который только возможно выставить на вашем инверторе с образованием небольшого обратного валика. В качестве присадки используется омедненный пруток СВ-08Г2С. После сварки пила должна остынуть в оснастке. Шов зачищается механически до плоскости пилы.
Пайка ленточных пил
Приспособление для пайки ленточных пил можно использовать аналогичное тому, что мы использовали для сварки TIG. Однако, если при сварке свариваемые кромки контактировали с металлом оснастки и обеспечивали минимальный теплоотвод, то для пайки приспособление в месте стыковки кромок полотнищ нужно выфрезеровать «сквозняком». Концы пилы соединяются встык по скошенным граням, которые можно получить обработкой на абразивном круге. Переменная (в) зависит от толщины и может быть до 12мм. Скошенные кромки должны быть точно и плотно подогнаны друг к другу, заусенцы, неплоскостность скошенных поверхностей не допускается.

Пайка высокотемпературная, ее технология ничем не отличается от технологии пайки твердыми припоями любых других изделий. В качестве припоев рационально применять серебряные припои с высоким содержанием серебра ПСр 40; ПСр45, еще лучше Пср65 (приобрести импортный аналог Castolin EcoBraz 38240 вы можете в интернет-магазине Сварпортал в разделе «Расходные материалы — Припои»). Припои с малым содержанием серебра, например, Пср25 для пайки не годится. В качестве флюса используют пасты, или сухой порошкообразный флюс ПВ209 (как приготовить самостоятельно читайте здесь) Пасту также можно приготовить самостоятельно, взяв десять частей буры и смешав ее с одной частью хлористого амония. К полученной смеси добавляют воду, чтобы получить пасту. При использовании припоя самофлюсующегося Castolin EcoBraz 38240 в использовании вышеописанных флюсов нет необходимости.
Пайку осуществляют горелкой в ацетилено-кислородном пламени, которое имеет достаточную интенсивность нагрева и высокую температуру сгорания. Припой должен плавиться не от пламени горелки, а от теплоты нагретого металла. Расплавленный припой самопроизвольно затянется в плотно подогнанный стык пилы благодаря действию капиллярных сил.
Пила остывает до комнатной температуры. Наплывы металла подлежат зачистке.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:

 Сварочный трансформатор PATRIOT 200AC 102,00 ₽
Сварочный трансформатор PATRIOT 200AC 102,00 ₽ Зарядное устройство GreenWorks G24C 2490,00 ₽
Зарядное устройство GreenWorks G24C 2490,00 ₽ Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽ Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽ Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
Стабилизатор напряжения Ставр СН-2000 3920,00 ₽ Сварочный аппарат BauMaster AW-79161 3990,00 ₽
Сварочный аппарат BauMaster AW-79161 3990,00 ₽ Hitachi AB17 зарядное устройство 4076,87 ₽
Hitachi AB17 зарядное устройство 4076,87 ₽
Инструменты

Для нормального функционирования ленточной пилы, она подвергается свариванию. Способ, с помощью которого выполняется данный процесс, подбирается индивидуально, в соответствии с особенностями эксплуатации данного материала. Об оборудовании для сварки ленточных пил, рассмотрим далее.
Оглавление:
- Ленточная пила: устройство и принцип работы
- Самодельная сварка ленточных пил своими руками
- Сварка ленточных пил цена и особенности пайки
Ленточная пила: устройство и принцип работы
Существует большое количество разнообразных пил, которые имеют индивидуальные особенности применения и своеобразную конструкцию. У одних, в качестве режущего инструмента используется диск, а у других лента.
Установка пилящей ленты осуществляется на шкивы ведущего и ведомого направления. Для ее натягивания следует приложить огромные усилия, только в таком случае, линия распила будет равномерной.

Главными особенностями данной конструкции являются отдельные блоки, которые дополняются и наращиваются самостоятельно. На простом устройстве, материал для распила в которое подается ручным способом, устанавливаются дополнительные механизмы, такие как электронная система контроля работоспособности устройства, благодаря которой оно работает без постороннего участия человека.
Среди основных конструктивных элементов ленточной пилы, отметим наличие:
- рамы, на которой имеются направляющие, с помощью которых движется лента;
- для того, чтобы натянуть ленту используется механизм, на котором имеется привод пружинного, механического и гидравлического назначения;
- удерживатель ленты для распила;
- механизм винтового подъемного типа, который устанавливается вблизи ленты;
- передача ременного типа, на которой находятся клинья;
- электрический двигатель, мощность которого составляет около пятнадцати киловатт или двигатель на бензиновой основе, с такой же мощностью;
- эксцентрики, с помощью которых бревно фиксируется на раме;
- бак с водой и кран, который намачивает деталь в процессе распила;
- рельсовая полоса, на которой перемещается конструкция.

Также, каждая пила отличается индивидуальными конструктивными элементами, такими как кожухи для ограждения, и упорные механизмы, которые повышают безопасность работы. Для того, чтобы регулировать и настраивать работу на рабочей поверхности имеются планки, на которые нанесена разметка.
Принцип работы механизма основывается на укладке бревна между двумя направляющими и его жесткую фиксацию. Для определения толщины доски, следует ее поднять с помощью специального механизма.
Самодельная сварка ленточных пил своими руками
Для того, чтобы соединить два конца ленточной пилы, следует выполнить их сваривание. Данный процесс выполняется с помощью специального оборудования для сварки ленточных пил. Контактная сварка ленточной пилы состоит в том, что через два соединенных конца пилы, проходит электричество, которое приводит к их перегреву и расплавлению кромок на полотне. Для подводки тока используют электроды, соединенные с зажимами.
Различают огромное количество сварочных аппаратов, с помощью которых выполняется контактная сварка. Некоторые, усовершенствованные варианты способны обеспечить автоматизацию цикла сваривания и отжига. Поэтому, ошибки, связанные с чрезмерным свариванием или неправильным временем, в процессе которого передается импульс, исключены. В более простых механизма, контроль подачи отжига и сваривания осуществляется с помощью оператора.

Самостоятельное сваривание ленточной пилы возможно лишь в том случае, если у вас есть опыт работы с подобного рода оборудованием. Среди основных конструктивных особенностей станка для сварки ленточных пил, отметим наличие:
- корпусной части;
- трансформатора сварочного типа;
- зажимных механизмов на которых имеются электроды и зажимные рычаги;
- кнопка пуска;
- зажимы: подвижной и неподвижной.
Главная функция подвижного зажима — свободный ход, с помощью которого выполняется осадка. В процессе того, как концы пилы двигаются друг к другу, образуется сварочной валик. Для того, чтобы концы пилы прижимались друг к другу используется специальная пружина, создающая давление.
Сварка ленточных пил своими руками, состоит из таких этапов:
- выполнение резки пилы;
- выполнение зачистки ее торцевых участков;
- монтаж полотна в конструкцию сварочного аппарата, определения режима работы: ход и усадка;
- сваривание полотен;
- выполнение отжига;
- зачистка швов.
Первый этап — резка, подразумевает определение размера пилы. Для того, чтобы отрезать необходимый участок полотна, воспользуйтесь гильотинными ножницами или отрезным кругом. При использовании полотна, которое раньше подвергалось свариванию, с каждой стороны отрезается около пяти сантиметров.
В данной ситуации, при выполнении резки следует учесть ряд правил:
- место, на котором полотна соединяются между собой должно быть расположено между верхними частями зубьев;
- в процессе резки следует оставить немного припуска для компенсации усадки металла, оптимальный припуск — полтора миллиметра с каждой стороны;
- старайтесь сделать линию реза максимально ровной, от этого зависит качество дальнейшей сварки.
Только в таком случае, полотна будут иметь ровную линию на изгибе.
Довольно простым способом выполнения резки выступает укладка пилы в определенное положение, обрезка и зачистка каждого из концов по отдельности. В таком случае, даже при наличии не перпендикулярной линии среза, ее концевые участки все равно будут состыкованы. В таком случае, полотно после сваривания будет отличаться ровным швом.
Дальнейшие действия связаны с выполнение зачистки полотна. Данные участки следует очистить от грязи, обезжирить с помощью ацетона или спирта. Для зачистки кромок используйте абразив. В итоге, должны получиться идеально ровные и гладкие участки.
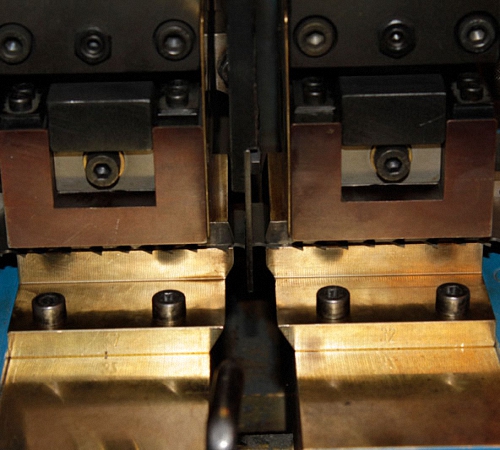
Далее следует монтаж полотна на поверхность аппарата. Подготовленную пилу следует установить во внутрь зажимного механизма. При этом, одна ее часть остается подвижной, а вторая — нет. В центральной части кромки пилы соединяются между собой. Совпадение кромок должно быть идеальным.
С помощью ручек управления на аппарате, регулируется усилие, ход, усадка, режим работы устройства. Данные параметры для каждой пилы подбираются индивидуально и зависят от ее размера, толщины стали, особенностей эксплуатации и т.д. С увеличением сечения пилы, увеличивается сила тока, необходимая для сварки.
Для того, чтобы более точно определить данные параметры, воспользуйтесь инструкцией к аппарату. В ней должна быть таблица, согласно которой следует определить режим работы оборудования. В некоторых устройствах, достаточно выбрать только режим сваривания, не указывая при этом силу тока и напряжение для работы. Для того, чтобы выполнить сваривание пилы, следует установить рычаг в определенном положении.
Сварка ленточной пилы выполняется с помощью нажатия кнопки или поворота рычага. После этого, ток подводится к каждому зажиму, а от них передается пиле. Таким образом, металл в зоне состыковки двух участков расплавляется и соединяется между собой.

Пружина воздействует на поверхность подвижного зажима, который смещается к неподвижному зажиму, на осадку. При этом, в стыковой зоне происходит образование сварного валика, с помощью которого пилы соединяется.
Определяя параметры сваривания, следует выбрать время, за которое осуществляется подача токовых импульсов. Сварочные аппараты с автоматическим режимом работы отключают ток, по истечению нескольких секунд с момента их подачи. Однако, если данный параметр на сварочной аппарате регулируется вручную, то необходимо за ним следить.
В процессе сваривания возникают определенные сложности, связанные с материалом, из которого изготовлена пила. В соответствии с данным параметром определяется режим работы сварочного аппарата. В некоторых случаях, без опыта определить данный параметр очень сложно. Если в итоге сварка вас не удовлетворила, то следует экспериментировать, подбирая необходимый режим на ненужном обрезке полотна. После подбора оптимального режима работы, запишите его параметры, чтобы применить его в дальнейшем.
Учтите, что электроды, которые вступают в контакт с пилой должны быть чистыми. Посторонние вещества или грязь на их поверхности, отрицательно сказываются на качестве сварки пилы.
Дальнейшие действия связаны с выполнением отжига, который помогает металлу, ставшему в процессе сварки хрупким и довольно твердым, приобрести прочность, вязкость и пластичность. Для произведения отжига используются те самые зажимы, что и в процессе сваривания. Однако, для работы используется другой режим подачи тока.

Оптимальная температура, на которой выполняется отжиг составляет около шестисот градусов. При этом, следует поддерживать охлаждение устройства в медленном темпе, для этого кнопку подачи тока следует удерживать, нажимать и отпускать в определенное время. Для того, чтобы металл остывал постепенно, периодически следует нажимать кнопку подачи тока для отжига.
Если на сварочном аппарате пирометр отсутствует, то температура контролируется по внешним характеристикам металлической поверхности. В процессе обжига, сталь приобретает красно-вишневый оттенок. Ни в коем случае не разогревайте металл до оранжевого или тем более насыщено красного цвета. Процесс постепенного охлаждения металла занимает не более пяти минут. Для некоторых полотен потребуется провести два цикла по отжигу. В некоторых случаях, сварка и отжиг выполняются в одном процессе. В данной ситуации, время на охлаждение швов, увеличивается, с помощью периодической подачи тока к металлу.
После сварки следует зачистить полотна от наплыва, образовавшегося на сварном шве. Для зачистки швов подойдет практически любой инструмент с абразивными характеристиками. Главное условие качественно зачистки — получение ровной и гладкой поверхности.
Предлагаем ознакомиться с основными ошибками, возникающими в процессе сварки:
1. Смещение сваренных кромок — в данном случае, полотна находятся в разных плоскостях. Данная проблема возникает при недостаточной силе тока в процессе сваривания или при сильно большой осадке.
2. Расплав, находящийся на полотне, наблюдается в процессе подачи сильно большого тока.
3. Непроваренные участки образуются в том случае, если давление, подающееся в систему слишком низкое.
Минимальное значение выступа шва на качественно проваренной плите, составляет около полутора миллиметров.
Для проверки качества отжига полотно сгибается в радиусе двадцати сантиметров и осматривается. Если дуга напоминает стандартную окружность и шов остается целым, то качество сварки находится на должном уровне.
Сварка ленточных пил цена и особенности пайки
Стоимость работ по сварке ленточных пил определяется прежде всего их размером, толщиной стали и особенностями эксплуатации. Однако, существует еще один способ соединения пилы — это пайка. Данный вариант более простой для выполнения в домашних условиях, нежели сварка.
Прежде всего, следует подготовить полотно, для этого кромки пилы очищаются от грязи и обезжириваются. Концы полотна соединяются в стыковом положении, однако грани при этом должны быть скошены.
Для того, чтобы придать граням форму скоса используйте абразивный круг. Оптимальная величина скоса составляет от восьми до двенадцати сантиметров. Скошенные участки должны соединяться между собой максимально ровно.
Для того, чтобы выполнить пайку пилы потребуется наличие припоев, оптимальный вариант — серебряные пСР45 или пСр65. Припои, содержание серебра у которых меньшее, не рекомендуется использовать.

В качестве флюса, предпочтительнее использовать пасту, которая применяется в процессе пайки металла. Данный вариант флюса отличается удобством работы. При отсутствии данного вещества, возможен вариант его самостоятельного изготовления. Для этого, соединяется хлористый аммоний с бурой в соотношении один к десяти. С помощью воды регулируется консистенция состава, который должен стать пастообразным.
Для выполнения нагрева пилы в процессе пайки используют газовую горелку. Температуру нагрева определяет тип припоя, оптимальное значение составляет от 650 до 600 градусов. Не перегревайте металл, чтобы не нарушить его структуру. С помощью специального приспособления концы пилы соединяются между собой. Процесс пайки состоит в следующем. Прежде всего, следует нанести флюс на поверхность кромок. Старайтесь нанести пасту исключительно на скошенные участки.
Далее, соединения нагреваются до определенной температуры и припой подается к месту соединения торцов пилы. После этого, на поверхности появляется полоска, свидетельствующая о том, что пайка выполнена правильно. Плавление припоя выполняется не под воздействием горелки, а от ранее нагретого металла. По истечении нескольких минут металл остывает, только после этого, пила снимается с механизма. При наличии небольших наплывов, производится очистка шва любым абразивным материалом.
Сварка ленточных пил видео:
Секреты ремонта ленточных пил
Сварка ленточных пил – аппараты, технология
Ленточные пилы широко применяются во всей деревообрабатывающей промышленности, для столярных работ, в мебельной промышленности и т.д. Они используются в различных пилорамах, ленточнопильных и ленточно — делительных станках.
Особенностью ленточных пил является непрерывная режущая поверхность, представляющая собой кольцо из металлической ленты с зубьями. Для изготовления ленточных пил заранее подготовленную ленту сваривают в кольцо. Также сварка используется для ремонта порванных пил. О технологии сварки ленточных пил и будет рассказано в статье.
Технология сварки ленточных пил
Она делится на несколько этапов – подготовка, заточка, сварка и разводка зубьев полученной пилы. На всех этапах необходимо соблюдать должную тщательность. Рассмотрим технологию подробней.

Ремонт ленточных пил, имеет свои особенности
Аппараты для сварки ленточных пил
Как правило, аппарат для сварки ленточных пил работает так: концы пилы зажимаются в зажимах, стыкуются, а затем через них пропускается ток, который оплавляет и сваривает кромки торцов. Ток подводится через электроды, которые соединяются с фиксаторами-зажимами.
Существуют разные виды таких аппаратов. Далее мы рассмотрим, чем они отличаются. Условно их можно классифицировать на три группы.
Аппараты сварки сопротивлением
Эти аппараты дешевы, компактны, отличаются не очень большой производительностью и предназначаются для небольших объемов работ – например, для ремонта пил на производственных лесопильных участках.
Особенности технологии требуют высокого качества подготовки шва, высокого качества электродов, хорошей регулировки фиксаторов и правильной настройки режима.
Аппараты сварки оплавлением
Производительность существенно выше, такие аппараты можно причислить к среднему классу. Они работают на принципе непрерывного оплавления и предназначаются для сварки всех видов полотен, в том числе и биметаллических.
Особенности технологии – высокие требования к поверхности полотен и электродов, необходимость соблюдения правильного шага зубьев с учетом потерь металла. Правильно подобранный режим характеризуется хорошим, ровным процессом оплавления на всем протяжении сварки.
Автоматизированные аппараты сварки оплавлением
Процесс сварки автоматизирован, от оператора требуется лишь устанавливать пилы в аппарат и снимать сваренные полотна. Такие аппараты отличаются хорошей производительностью и применяются, как правило, в сервисных центрах.
Помимо аппаратов для сварки, при сварке ленточных пил требуются некоторые вспомогательные аппараты – гильотины для полотен, станки для зачистки, пирометры и так далее.
Процесс сварки ленточных пил
Рассмотрим технологию сварки. Как говорилось выше, она делится на несколько этапов, которые будут рассматриваться по порядку.
Подготовка полотна
Перед тем, как сваривать полотно, его необходимо подготовить. Подготовка пилы состоит из нескольких шагов.
Резка полотна
Полотно отрезается посредством специальных гильотинных ножниц. Если таковых не имеется, можно отрезать полотно с помощью зубила либо отрезного станка. Если сварку предполагается проводить по участку, который сваривался раньше, то с каждой стороны от прошлого шва нужно отрезать по 5 миллиметров.
Полотно отрезается между вершинами зубьев. С каждой стороны оставляют припуск около полутора миллиметров. Линия реза должна проходить строго перпендикулярно к спинке пилы.

Ленточная пила, очень гибкий, но хрупкий инструмент
Зачистка концов
Подготовленное полотно необходимо зачистить. Для этого их очищают от загрязнений, при необходимости чистят ацетоном или спиртом. Кромки обрабатывают абразивным материалом, удаляя заусенцы и неровности – это удобно делать на заточном станке.
За тем идет сварка полотна. Подготовленное полотно закрепляется в станке и сваривается.
Установка пилы в аппарат
Подготовленное полотно монтируют в зажимной механизм аппарат для сварки ленточных пил так, чтобы кромки полотна полностью совпадали и находились посередине пространства между фиксаторами. Усилие, режим осадки и ход осадки выбирают в зависимости от полотна – документация на аппараты содержит таблицы с информацией режимах для различных полотен. Выбранный режим задается поворотами управляющих рукояток.
Сварка полотна
Станок запускается поворотом рубильника или нажатием кнопки. При этом ток начинает подаваться на электроды и расплавляет металл в месте стыка. Подвижный зажим идет к неподвижному и образует на месте шва сварной валик.
Важный параметр – время подачи тока. Как правило, при автоматической сварке оно составляет одну-две секунды, при ручной – контролируется оператором.
Если сварка прошла неудовлетворительно – подбираются подходящие настройки и записываются; в дальнейшем они используются для сварки аналогичных полотен.
Электроды должны быть чистыми. Плохой контакт между электродами и полотном повышает сопротивление и нарушает процесс сварки.

Для соединения пил требуется, специальная установка
Обработка пилы после сварки
Сразу после сварки пила не пригодна к использованию. Для того, чтобы привести ее в должное состояние, проводятся несколько операций.
Отжиг шва
При сварке материал полотна твердеет и становится хрупким. Отжиг позволяет ему вернуть пластичность и вязкость. Пилу не вынимают из станка, осадка выставляется нулевой, выбирается другой режим тока. Нажатием кнопки подачи тока на отжиг разогревают шов, а затем медленно охлаждают. Если нет пирометра – температуру контролируют визуально. Оптимальный цвет каления металла – вишнево-красный. Оранжевый или желтый цвет сигнализирует о перегреве.
Охлаждение длится три-пять минут. Для некоторых полотен нужно проводить два цикла.
Зачистка полотна
При зачистке полотна со сварного участка удаляют наплыв металла, а также выводят правильную форму впадины между зубьями полотна. Для зачистки подходит любой абразив, лучше всего – заточный станок.
Технологические особенности
Стоит учитывать, что:
- Сплавы, из которых изготавливают полотно пил, являются трудносвариваемыми;
- При работе на сварочный шов приходятся предельные нагрузки;
- Геометрия зубьев на участке шва влияет на нагрузки при работе.
Заключение
Из прочитанного выше вы узнали, как проводится сварка ленточных пил, какие существуют аппараты для сварки ленточных пил и какие у этого процесса особенности. Надеемся, что приведенная информация будет полезной для вас.
Сварка ленточных пил своими руками, какое оборудование потребуется, описание технологического процесса
Широкое применение ленточные пилы находят в производствах, специализирующихся на обработке древесины, и в домашних условиях, например, при строительстве сооружений исключительно из названного «живого» материала.
Такие приспособления представляют собой режущее полотно с односторонним расположением зубьев, выполненное в форме классического кольца и применяющееся для быстрой обработки большого объема сырья.
Для создания подобной конструкции необходимо состыковать торцы заготовки и соединить их при помощи специального аппарата. Сварка ленточных пил своими руками существенно позволяет сэкономить денежные средства без потери качества и долговечности.
Сварка ленточных пил своими руками: технология выполнения работы
После размещения ленточной пилы в станочном оборудовании и выбора режима сварки необходимо нажать кнопку пуска и контролировать выполнение процесса.
Технология соединения проста – ток посредством электродов подается на зажимные устройства, за счет чего края металла начинают оплавляться.

Сварка ленточных пил своими руками
При этом подвижное устройство толкает при помощи пружинного механизма торцы на встречу друг другу, формируя сварочный шов.
В ходе выполнения подобной процедуры нельзя забывать о времени сварки. На полуавтоматическом и ручном оборудовании за таким показателям следит станочник.
При использовании полной автоматики в зависимости от мощности агрегата необходимо выдерживать это значение на уровне 1-2 сек.
Наряду с временной характеристикой, на качество проведения работ влияет и чистота электродов.
Даже незначительные загрязнения могут создавать препятствия на пути прохождения электрического тока, что приведет к снижению номинальных значений и увеличению нагрузки на составные элементы станочного оборудования, их износ и срок службы.
После каждого использования необходимо осуществлять чистку всех поверхностей силовых узлов и агрегатов.
Посмотрим интересное видео о сварке ленточных пил своими руками:
Какие сварочные аппараты применяются
Чаще всего применяемые в обиходе аппараты для сварки ленточных пил разнятся лишь показателями производительности.

Наиболее простая конструкция – небольших габаритов станок, состоящий из следующих механизмов:
Мобильность одного из зажимных устройств позволяет осуществлять регулировку зазора между торцевыми частями будущей пилы. Крайне важно, чтобы в результате выполнения работ формировался одинаковой ширины шов, отличающийся надежностью и практичностью.
Такие высокие требования обусловлены регулярными циклическими нагрузками на ленточные пилы.
Технология выполнения работ схожа, изложенной выше, и подразумевает первоначальную установку ленточной пилы в зажимные механизмы. Соединяемые торцы должны плотно располагаться друг к другу.
Посредством ручек устанавливается необходимое усилие, формируемое за счет смещения подвижной части, и выставляется сила тока. При этом следует руководствоваться правилом: чем больше величина тока, тем больше должна быть осадка.
Величина и качество сварного шва находятся в прямой зависимости от названных параметров.
В большинстве случаев производители сварочного станочного оборудования в инструкции по эксплуатации указывают таблицы, содержащие сведения об изменении сечения в случае выставления конкретных значений тока и усилий.
Самодельный аппарат для сварки ленточных пил
Часто сложность в осуществлении самостоятельной сварки ленточной пилы заключается в необходимости стыковки полотен, выполненных из разных материалов или имеющих нестандартное сечение.

В таких случаях усилие и сила тока выставляется индивидуально. В связи с этим нужно быть готовым к тому, что первая попытка станет неудачной. Далее, путем варьирования параметров, подбираются наиболее оптимальные величины для качественного соединения пилы.
Для изготовления самого аппарата необходимо воспользоваться классическим описанием для ручной или полуавтоматической модели и на основе примерного чертежа собрать конструкцию.
При сборке оборудования и проверке подключения следует продумать надежное заземление и подготовить площадку-основание.
Посмотрим видео о сварке ленточных пил полуавтоматом:
Трансформатор для сварки ленточных пил своими руками
При ответе на подобный вопрос необходимо сразу отметить, что процесс самостоятельной сборки трансформатора долгий и емкий. Более того, при отсутствии соответствующего образования, сборка электрической конструкции, способной с требуемой долей безопасности обеспечить эффективную и бесперебойную работу сварки, невозможна.

Сварочный аппарат для сварки ленточных плит
Попытка экономить увеличивает риск, в лучшем случае — получения готового продукта ненадлежащего качества, а в худшем – ожогов и травм. В связи с этим акцент целесообразнее сделать на готовых моделях.
Отличными моделями, позволяющими в домашних условиях осуществить сварку ленточной пилы своими руками, являются аппараты фирмы Griggio модификаций G 5-30, G 10-40, G 20-60, G 20-80.
Разница между этими моделями заключается в значениях ширины применяемого полотна.
Подготовка к сварке
Перед выполнением подобной процедуры на станочном оборудовании надлежит предварительно уяснить тонкости проведения работ:
Обработка полотен после сварки: отжиг и зачистка
В процессе выполнения сварки место соединения, наряду с прочностью, приобретает и хрупкость. Один точечный удар тяжелым инструментом нарушает целостность шва.
Чтобы вновь придать эластичность стыку, необходимо осуществить отжиг.
Отжиг
Реализация подобного процесса осуществляется на том же станочном оборудовании без отсоединения полотна от зажимных механизмов.
Отжиг выполняется путем изменения токового режима и снижения усилий на полотно.
С постепенным увеличением силы тока происходит нагрев места соединения до температуры 500-550 градусов. Выполнение подобной процедуры подразумевает предварительную установку пирометра, контролирующего рост температурного воздействия в соединительной точке.
После достижения требуемых значений подача электричества прекращается, после чего необходимо выждать остывание полотна.
При установке оборудования и проведении работ в неотапливаемом помещении при остывании пилы необходимо периодически включать подачу тока.
Резкое изменение температуры на поверхности полотна приведет к нарушению технологии и утрате прочностных характеристик. Нормальное остывание металла должно осуществлять по времени от 3 до 5 минут.
Не стоит забывать и о том, что некоторые виды металла требуют двойной обработки. Опытные специалисты в ходе выполнения сварки одновременно реализуют и отжиг.
Зачистка

Зачистка после сварки
Главным требованием, предъявляемым к подобной процедуре, является максимальное удаление металлических наплывов и создание четкой геометрии шва.
Процедура выполняется любым абразивным материалом или инструментом.
Определяющим здесь является отсутствие каких-либо шероховатостей на поверхности пилы. В связи с этим зачистка поверхности осуществлять не классическим способом поперек полотна, а вдоль.
Как произвести заточку ленточной пилы своими руками
Более 70% случаев разрыва ленточных пил происходит из-за неправильной заточки полотна.

Необходимость в проведении такой процедуры определяется путем визуального осмотра на предмет наличия заусенцев, искривлений и прочих дефектов режущих деталей.
Точильные круги выбирают на основе материала, из которого выполнено полотно. Так, для проведения работ со сталью целесообразнее выбрать корундовые модели.
Биметаллические пилы рекомендуется обрабатывать исключительно алмазными кругами.
Габариты и форма образца выбирается на основе размеров исходных зубьев.
Приступая к самостоятельной заточке, необходимо пиле в разобранном состоянии провисеть от 12 до 24 ч.
Основные требования по заточке в домашних условиях ленточных режущих инструментов:
поддержание сохранности профиля и высоты режущего элемента;
контроль отсутствия трещин, сколов и иных дефектов.
Классическая схема по заточке – выточка передней или задней поверхности.

Заточный станок для ленточных пил
Несмотря на множество правил и рекомендаций по выполнению такой процедуры, ленточные пилы легко поддаются заточке.
Процедура реализуется путем использования заточного оборудования или ручным инструментом.
Полезные советы
Правильность сварочного шва можно с легкостью проверить путем сгибания пилы таким образом, чтобы шов находился сверху.
В случае образования правильной дуги и отсутствия трещин на месте соединения работа произведена качественно.
Появление дефектов сигнализирует о нарушении технологии выполнения работ и быстром остывании. V-образное соединение показывает, что шов получился чрезмерно мягким из-за неправильного отжига.
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
Сварка пил

Сварка ленточных пил является довольно распространенной операцией, которая необходима для подготовки ленточных пил. Сварка для ленточных пил используется, чтобы восстановить сломанные и порванные пилы, а также для изготовления новых изделий данного образца.

Аппарат для сварки ленточных пил является устройством, пропускающим через зажимы пилы электроток, который и сваривает, а также расплавляет торцы полотна. Ток подводится при помощи электродов, которые соединяются и фиксируются специализированными зажимами.
Станок для сварки ленточных пил
Сварка ленточных пил работает по принципу контактно-стыкового метода при сопротивлении и оплавлении. Данное оборудование предназначается для самых разнообразных объемов работ по свариванию, а также различных видов деятельности.

Аппарат для сварки пил подразделяется на несколько групп:
- Сваривание при помощи сопротивления является приемлемым по стоимости сварочным оборудованием, которое предназначается для пил по дереву и их ремонта, к примеру, на производстве при распиловке древесины. Конструкция данного оборудования проста в использовании, однако у нее небольшая производительность, всего около сотни свариваний за целую смену.
- Сварка при помощи оплавления производится при использовании среднего варианта оборудования, которое предназначается для сваривания ножей и пил любых разновидностей, нагрузка здесь довольно большая, в сравнении с вышеописанным оборудованием.
- Сварка при помощи оплавление автоматизированные со сварочным циклом позволяют быстро сваривать различные пилы и ножи, причем данное оборудование обладает высокой производительностью, что позволяет за одну смену производить до тысяч сварок. Обычно таким способом пользуются в центрах и сервисах, а также на производствах.
Также имеется и другое оборудование, которое является вспомогательным для того, чтобы подготавливать и контролировать процесс сваривания:
- станок для сварки пил;
- устройство для зачистки;
- пирометр.
Технология сварки ленточных пил по дереву
Разрезание пилы подразумевает, что полотно должно разрезаться при помощи специализированных гильотинных ножниц. Если нет данного инструмента в наличии, то вполне возможно воспользоваться зубилом или отрезным станком. Если полотно сваривается на месте, в котором раньше происходило сваривание, то с каждой стороны старого шва необходимо немного отрезать. Полотно разрезается между вершинами зуба. Необходимо только оставить небольшой припуск, ну а линия разрезания после использования ножниц должна быть идеально ровной, причем находиться под прямым углом от спинки пилы.
Свариваемые концы и их зачистка
Окончания пилы тщательно очищаются от разных видов загрязнений, возможно их обеззаразить при помощи спирта или ацетона. Кромки также обрабатываются, чтобы они стали ровными и в них отсутствовали заусенцы. Для этого часто применяется специализированный зачистной станок с абразивом.
Как установить пилу в аппарат для сваривания и выбрать правильный режим?
Полотно необходимо установить в специальные зажимы оборудования таким образом, чтобы кромки в точности совпадали между зажимным механизмом. Необходимо при выборе усиления, режима и хода учитывать размер пилы. В инструкции к сварочному оборудованию имеются различные таблицы, в которых подробно прописаны режимы для определенных размеров пил. В итоге следует установить определенные положения для рукояток пил, что и считается выбором сварочного режима.
Сваривание
Сварка начинается после того, как нажимается кнопка пуск или поворачивается рукоятка. Ток проходит до концов пилы, и металл начинает расплавляться. Подвижные зажимы образуют валик в месте шва.
Также стоит особое внимание уделять токовой подачи и времени, когда это происходит. При автоматическом режиме сваривания импульс проходит за 1 — 2 секунды, ну а ручное управление подразумевает постоянный контроль специалиста. Если результат сваривания получился неудачным, то необходимо еще раз подобрать настройки сваривания, записать их, а потом использовать для таких же разновидностей пил.
Электроды должны быть идеально чистыми. При нарушении контакта между электродом и заготовкой значительно увеличивается сопротивление, а режим сваривания нарушается.
Сварной шов и отжиг
Отжиг предназначается специально для того, чтобы полотно, которое становится при сваривании хрупким и твердым, стал вновь пластичным и вязким. Данная процедура происходит в том же положении, в котором происходило сваривание, только токовый режим необходимо выбирать другой. Разогрев до необходимой температуры, а затем охлаждение должно регулироваться кнопкой токовой подачи. Если в комплектации оборудования отсутствует пирометр, то температуру необходимо контролировать в зависимости от цвета заготовки. Чтобы добиться оптимального температурного режима, металл должен приобрести вишнево-красный оттенок. Металл не должен разогреваться до приобретения оранжевого оттенка, ведь это будет означать перегрев. Охлаждается металл постепенно, происходит это около 4 минут. Некоторые изделия нуждаются в двух циклах отжига.
Полотно и его зачистка
Наплывший металл должен удаляться при помощи зачистки. Необходимо вывести правильную форму впадины между зубцами изделия на месте шва. Зачистка производится абразивом, к примеру заточным станком. Необходимо продвигаться вдоль шва сваривания.
Факторы, которые следует учитывать при сваривании пил ленточного типа:
- Сплавы для ленточных пил считаются трудно свариваемыми материалами.
- Сварочные швы при использовании пилы постоянно подвергнуты большим нагрузкам.
- Зубья пил на месте свариваемого шва оказывают влияние на нагрузку при применении изделий.
Сварка ленточных пил
Всего есть два типа сваривания, при помощи сопротивления и оплавления.
1. Сваривание сопротивлением осуществляется сварочным оборудованием, которое довольно просто и экономично использовать, однако у него есть определенные ограничения в применении.
Технология имеет свои особенности:
- Подготовительные операции самого хорошего качества, ведь при обрезании полотен должны отсутствовать заусенцы и кромки, чего в большинстве случаев довольно тяжело достигнуть. Обычно ножи пилы бывают сильно изношенными, поэтому и кромка остается неровной.
- Хорошее качество поверхности для контакта со сварочными электродами, прижимными сегментами и их регулирования.
- Правильный режим сваривания стыкового типа. Полотно обычно требует самостоятельного выбора сварочного режима.
2. Сваривание оплавлением

Технология и ее особенности:
- Качество подготовки изделий и электродов.
- Правильный шаг полотна при учете потерь материалов при сваривании.
Правильный подбор режима сваривания определяется по некоторым факторам:
- ровный процесс оплавления непрерывного типа от самого начала сваривания до полной осадки;
- визуальный осмотр швов прекрасно показывает деформацию и выдавленный расплав на поверхности.

Аппараты сварки ленточных пил и материал электродов
Материал для электродов обязательно должен быть твердого типа, а также хорошо проводить электричество. Медь мягкая, поэтому ее использовать не рекомендуется. В большинстве случаев для этого используется бронза, однако она при высоких температурных режимах начинает двигаться на поверхности электрода, при этом его свойства и проводимость претерпевают изменения. При проведении больше 25 свариваний он становится непригодным для работы.
Автоматная латунь нередко применяется в электродах, однако цинк и свинец часто меняют сопротивление. Поэтому электрод очень быстро становится непригодным для дальнейшего использования.
Бронза с содержанием хрома делают дрейф металла на поверхности и их схватывание более медленным. Они могут выдержать больше полутысяч свариваний.

Отжиг сварных швов
Низколегированные полотна должны отжигаться при температуре от 420 до 450 градусов, ну а легированные при 630 и выше.
Обычно производитель указывает рекомендуемую температуру для отжига, для этого имеется несколько причин:
- отжиг не является самостоятельным процессом, а включается в сварочный режим;
- временной промежуток изменения металла и его структуры находится в прямой зависимости от температурного режима, чтобы сечение прогревалось равномерно, рекомендуется использовать низкие температуры при более длительном процессе;
- самым оптимальным считается отжиг ступенчатого типа, то есть первый прогрев выдерживается и выравнивает температуру по всему сечению, а затем происходит быстрое нагревание и охлаждение;
- режим термообработки настраивается после отладки режима для сваривания;
- не стоит спешить и освобождать зажимы сразу после сваривания, необходимо полное остывание материала на электродах;
- не стоит сразу вытаскивать пилу после сваривания для зачистки, ведь данная часть довольно хрупкая, поэтому это может стать причиной образования трещин;
- после того, как обдув сжатым воздухом был проведен, нужно вытащить изделие, еще раз обдуть все необходимые места и потом зафиксировать изделие для отжига.
Имеется такое мнение, что при обдуве электродов быстрее изнашиваются линейные направляющие. Однако качественные аппараты предусматривают закрытие подшипников сальниками, поэтому это не влияет на последующее использование изделий.
Как сваривают ленточные пилы
К особенностям ленточных пил следует отнести очень тяжёлые условия их эксплуатации. Максимальные растягивающие нагрузки на материал нередко приводят к разрыву полотен.
Согласно требованиям нормативов восстановление повреждённой зоны не должно приводить к снижению прочностных показателей всего изделия в целом. Вот почему сварка ленточных пил относится к разряду особо ответственных мероприятий, которые по силам лишь специалистам с большим опытом практических работ.
Контактный метод
Положение нередко усугубляется ещё и тем, что иногда приходится сваривать фрагменты различных полотен, отличающихся как по своему размеру, так и по материалу, из которого они изготовлены. Всё это лишь повышает требования к качеству ремонтных работ и предполагает основательное изучение технологии сварки полотен для ленточных пил.

Суть контактного метода сварки заключается в пропускании электрического тока через соединенные по принципу «встык». Одновременно половинки поврежденной пилы сжимаются с некоторым усилием.
Вследствие сильного разогрева места стыка с последующим его оплавлением и происходит сваривание половинок повреждённого полотна. Ток к месту сварки от импульсного трансформатора подводится посредством специальных зажимов, выполняющих функцию электродов.
Отечественная промышленность освоила выпуск самых различных моделей станков, которые применяют для контактного восстановления ленточных пил. В прогрессивных образцах весь цикл сварки и отжига полностью автоматизирован, что облегчает работу по соединению половинок пилы.
Такой сварочный аппарат обеспечивает высокую точность установки мощности и времени действия электрического импульса, подаваемого на контактные электроды.
В простейших устройствах для сварки ленточных пил данные показатели контролируются самим оператором.
Подготовка заготовок
 Контактный принцип восстановления ленточных пил с помощью сварки предполагает особый подход к подготовке смежных заготовок, заключающийся в образовании идеальной линии стыка между ними.
Контактный принцип восстановления ленточных пил с помощью сварки предполагает особый подход к подготовке смежных заготовок, заключающийся в образовании идеальной линии стыка между ними.
При этом на подготовительном этапе торцы свариваемых частей обрезаются и зачищаются одновременно путём изгиба одного из концов на 360 градусов и прикладывания его ко второму.
В результате даже при неровной линии реза (её неперпендикулярности спинке пилы) образовавшиеся торцевые части могут быть состыкованы без малейшего зазора.
Из рисунка хорошо видно, что после возвращения полотна в исходное состояние неровность одного среза компенсируется соответствующей неровностью другого.
Помимо этого, в оборудовании указанного класса предусматривается особый механизм, обеспечивающий постепенное сжатие половинок полотна ленточной пилы для образования полноценного сварочного шва (без разрывов).
Сварочные станки
Типовой станок для сварки ленточной пилы, работающий согласно рассмотренному выше принципу, состоит из следующих основных частей:
- основание (корпус);
- импульсный трансформатор;
- специальные механизмы зажима с электродами и кронштейны, состоящие из передвигающейся и подвижной частей;
- пусковой узел (кнопка «Пуск»).
Входящий в состав станка зажимной механизм устроен так, чтобы в месте подсоединения контактов оставался зазор, необходимый для встречного перемещения половинок ленты с образованием качественного сварочного валика.
Под действием специальной встроенной пружины создаётся осадочное давление, в результате которого стыкующиеся торцы с заданным усилием прижимаются один к другому. Можно сказать, что реализованная в станке технология сварки состоит из следующих обязательных операций:
- подготовка линии предполагаемой стыковки (включая резку свариваемых частей);
- зачистка стыкуемых торцов;
- их размещение в сварочном станке, сопровождающееся установкой токового режима, требуемого усилия и величины осадки;
- электросварка полотна ленточной пилы с последующим отжигом и зачисткой шва.
Для выравнивающей резки полотна удобнее всего воспользоваться специальными гильотинными ножницами, однако в случае их отсутствия можно использовать и другой режущий инструмент. При повторной работе с одними и теми же ленточными пилами с каждой из сторон их полотна отрезается не менее 5 миллиметров материала.
При любом варианте подготовительного выравнивания кромок следует проследить за тем, чтобы место сварки располагалось между вершинами соседних зубьев (с учётом необходимого припуска на осадку). В процессе резки необходимо стараться, чтобы срез получался ровным и строго перпендикулярным продольной линии пилы (её спинке).
Своими руками
 В ситуации, когда обстоятельства вынуждают заняться сваркой пилы своими руками, следует ознакомиться с рядом моментов, без учёта которых добиться желаемого результата будет очень сложно.
В ситуации, когда обстоятельства вынуждают заняться сваркой пилы своими руками, следует ознакомиться с рядом моментов, без учёта которых добиться желаемого результата будет очень сложно.
В первую очередь необходимо тщательно подготовить место стыка к сварке, включая очистку его от загрязнений и последующее обезжиривание ацетоном или спиртовым составом. Затем следует зачистить соединяемые кромки ленточной пилы посредством абразива, так чтобы они стали ровными и не имели заусенцев.
На следующей стадии работ полотно ленточной пилы заправляется в аппарат таким образом, чтобы одна его половинка закреплялась в неподвижном зажиме, а другая – в подвижном. При этом свариваемые кромки должны располагаться примерно посередине между контактными зажимами и полностью совпадать по линии среза.
После этого с помощью ручек управления необходимо выставить усилие и величину осадки, а также подходящий режим сварки. Все указанные параметры выбираются в зависимости от размеров восстанавливаемого полотна. С увеличением размеров и толщины пилы возрастают уставки требуемого для качественной сварки электрического тока и усилие осадки.
В инструкции к любому такому оборудованию приводятся специальные таблицы, в которых указываются все необходимые установочные параметры.
Процесс сварки запускается путём нажатия кнопки «Пуск» или поворотом специальной рукоятки. Сразу же после этого ток от импульсного трансформатора через зажимы поступает на свариваемые части полотна ленточной пилы и плавит металл на участке соединения.
При этом под воздействием пружины подвижный зажим перемещается в направлении неподвижного на заданную величину осадки, после чего в зоне стыка должен получиться аккуратный сварной валик, надёжно соединяющий две части.
Помимо силы рабочего тока, в ходе сварки ленточной пилы контролируется время воздействия токового импульса. В агрегатах с автоматикой специальный механизм задаёт временной промежуток в пределах 1-2 секунды, в то время как в ручном режиме этот параметр контролируется оператором.
Отжиг и зачистка
 По завершении сварки ленточной пилы производится отжиг места соединения, позволяющий вернуть металлу структуру, близкую к начальному состоянию.
По завершении сварки ленточной пилы производится отжиг места соединения, позволяющий вернуть металлу структуру, близкую к начальному состоянию.
В результате из хрупкого и ломкого он вновь становится пластичным и вязким. Для этой процедуры используется тот же механизм, что и при сварке, но только с другими значениями импульсных токов и без осадочного поджима.
К сведению новичков, для перевода автоматического агрегата в требуемый режим переключатель работ необходимо установить в положение «Отжиг».
Отдельные виды полотен по дереву нуждаются в повторном проведении отжига, что позволяет восстановить их структуру до первоначального состояния.
В ряде случаев оба этих процесса (сварка и отжиг) осуществляются одновременно, что достигается путём продления времени охлаждения зоны стыка, а также периодической подачи в неё импульсов подогревающего тока.
На завершающей стадии работ полотно ленточной пилы тщательно зачищается. При этом с него удаляется образовавшийся в зоне сварного шва наплыв и восстанавливается рисунок межзубчатой впадины.
Для зачистки может применяться любой подходящий абразивный инструмент, посредством которого удаётся получить ровную и сливающуюся с соседними областями плоскость.
Напомним, что известные трудности сварки ленточной пилы объясняются различиями в их габаритах и особенностью металла, из которого они изготовлены. В связи с этим нередки случаи, когда первая попытка сварки заканчивается неудачей, и оператору приходится подбирать режим обработки шва экспериментальным путём.
Для пробных попыток лучше всего брать уже использованные и ненужные обрезки старых пил. После того, как нужные режимы обработки будут окончательно установлены – полученные параметры рекомендуется зафиксировать с целью использования их для восстановления изделий с аналогичными характеристиками.
Сварка ленточных пил
Ленточные пилы используются во многих сферах производства, связанных с распилом древесины. По сути, это плоское режущее полотно, с одного края которого расположена режущая кромка с зубьями. По своему техническому назначению это полотно сваривается в кольцо. Место сварки – два крайних торца инструмента. Для соединения стыковочных краев применяется аппарат для сварки ленточных пил. Это специальное оборудование, оно узкоспециализированное, применяется только для сварки ленточных пил.

Технология сварки
Способ сварки ленточных пил на станке не очень сложный. Но необходимо знать некоторые нюансы технологического процесса. В первую очередь пилу необходимо подготовить.
- Свариваемые торцы пилы необходимо подрезать так, чтобы стыковые плоскости были параллельны друг другу и перпендикулярны режущей кромке. Резку можно провести на гильотине или при помощи зубила с молотком.
- Если пила по дереву сломалась по месту предварительной сварки, то место стыка надо убрать, отступив от его краем на 5 мм с каждой стороны.
- Резать полотно надо обязательно между зубьями.
- Торцы обрабатываются растворителем, чтобы удалить загрязнения.
- Зачищаются на точильном станке, чтобы создать шершавую поверхность и удалить заусенцы и неровности среза.
- После подготовки пила вставляется в аппарат, где и сваривается.
Аппарат для сварки
Существует несколько видов аппаратов для сварки ленточных пил, которые в основном отличаются друг от друга производительностью. Самый простой аппарат – это небольших размеров станок, в состав которого входит трансформатор, электроды, зажимы (один неподвижный, другой подвижный – он подпирается сзади пружиной). Электроды подключены к зажимам, поэтому ток от трансформатора подается прямо на место стыковки частей ленточной пилы.
Подвижность одного из зажимов создает условия регулировки зазора между торцами полотна. Очень важно, чтобы конечным результатом сварки был аккуратный сварной валик, обладающий прочностью и надежностью. Ведь ленточная пила испытывает многократные циклические изгибающие и растягивающие нагрузки.
Итак, ленточная пила устанавливается в сварочный аппарат. Один ее конец зажимается в неподвижный зажим, второй в подвижный. Очень важно, чтобы обрезанные торцы плотно соединились между собой. После чего при помощи специальных ручек устанавливается усилие зажима, то есть, подвижный зажим сдвигается в сторону неподвижного. Обязательно выставляется величина сварочного тока. Два эти параметра – усилие осадки и величина тока, напрямую зависят от размеров сечения полотна. Чем оно больше, тем больше должен быть ток, тем большее должно быть применено усилие прижима.
Необходимо отметить, что производители сварочных станков позаботились о том, чтобы потребители не искали параметры тока и прижима. В инструкциях к каждому аппарату прилагается таблица зависимости сечения ленточной пилы от параметров тока и осадки. Так что проблем с выбором режимов сварки быть не должно.
Процесс сварки ленточных пил
Если ленточная пила установлена, режим сварки выбран, остается только нажать кнопку пуска сварочного процесса. При этом ток от электродов подается на зажимы, а через них в свою очередь на торцы свариваемых частей ленточной пилы. Они начинают оплавляться, то есть становятся мягкими. При этом подпираемый пружиной подвижный зажим толкает один из краев полотна к другому. Так образуется сварной валик.
Необходимо обозначить, что кроме правильно выбранного режима сварки есть еще один параметр, который влияет на качество конечного результата. Это время сварки. В простых аппаратах его контролирует работник, проводящий сварку ленточных пил. Если сваривание проводится на автоматических моделях, то время сварки занимает 1-2 секунды.
Кстати, чистота электродов также влияет на качество сварки ленточных пил. Поэтому станок необходимо содержать в чистоте. Даже самые небольшие загрязнения концов электродов – это сопротивление прохождению через них тока, что снижает показатель последнего. А значит, снижается и величина тока на торцах свариваемых участков пил.
Необходимо отметить, что сварка ленточных пил своими руками – процесс не самый простой. Сложность заключается в том, что стыковать приходиться полотна с разным сечением и с разными материалами, из которых они изготовлены. То есть, под каждый критерий нужно правильно подбирать режим сварки. Что очень сложно, а иногда сделать просто невозможно. Поэтому часто первая сварка неизвестной пилы приводит к неудовлетворительному результату. После чего оператор начинает подбирать режим сварки методом «тыка». Выставляет разные режимы поочередно и смотрит, насколько хорошо произошло сваривание, насколько стык отвечает требованием прочности. Опытные операторы, таким образом, создают для себя таблицу, чтобы в будущем не повторять свои ошибки.
Отжиг ленточной пилы
В процессе сварки стык ленточной пилы становится прочным, но хрупким. Один удар молотком разрушает соединение сразу. Все дело в том, что под воздействием высокого тока металл изменяет свою структуру. Чтобы вернуть его в состояние пластичности и вязкости, необходимо провести операцию отжига. Данный процесс проводится все на том же сварочном аппарате, не снимая полотно с зажимов. Просто меняется токовый режим и убирается усилие осадки.
На электроды подается ток большой величины, и сам стык нагревается до температуры +600С. На многих аппаратах устанавливается пирометр, который отслеживает температуру в зоне сварки. По нему и надо будет контролировать режим отжига. После нагрева ток отключается, и происходит медленное остывание пилы. Если температура окружающего воздуха минусовая, то в процессе остывания необходимо периодически включать подачу тока, чтобы остывание шло медленнее. Обычно снижение температуры проходит в течение 3-5 минут.
Для некоторых полотен требуется двойной отжиг, все зависит от марки металла. Некоторые опытные операторы совмещают сварку и отжиг. То есть, нагревают полотно до температуры, при которой производится сварка, затем медленно проводится остывание инструмента. Здесь важно увеличить время остывания, для чего периодически включают подачу тока на электроды.
Зачистка
Основное требование к зачистке – это удаление наплыва металла и придание правильной геометрии впадине между двумя соседними зубьями в месте сварки полотна. Зачистку можно проводить любым абразивным инструментом. Важно, чтобы полотно не потеряло своей ровности в плоскости, а металл стыка был заподлицо с соседними участками. Поэтому рекомендуется зачистку проводить не поперек места соединения полотна пилы, а вдоль.
На что обратить внимание
При сварке ленточных пил могут встречаться различные дефекты.
- Кромки свариваемых торцов могут быть состыкованы неровно. Это случается в том случае, если прижим зажимов был очень сильным, что повлияло на смещение.
- Большое количество металла на поверхности места сварки. Значит, был слишком большой ток.
- Непровар полотна – это низкий ток и небольшая сила прижима.
Кстати, качество сварки можно проверить вручную, надо просто сложить пилу в кольцо, чтобы стык располагался в самом верху. Если дуга имеет правильную форму, а стык не треснул, значит, сварочный процесс проведен правильно. Если в зоне сварки появились трещины, значит, быстро проходило охлаждение полотна в процессе отжига. Если в месте сваривания появилась изогнутая форма в виде буквы « V », то это значит, что стык получился слишком мягким. На это повлиял медленно проведенный отжиг.
В дополнение предлагаем вам посмотреть видео – как правильно сварить ленточную пилу.
Сварка ленточных пил своими руками, какое оборудование потребуется, описание технологического процесса
Широкое применение ленточные пилы находят в производствах, специализирующихся на обработке древесины, и в домашних условиях, например, при строительстве сооружений исключительно из названного «живого» материала.
Такие приспособления представляют собой режущее полотно с односторонним расположением зубьев, выполненное в форме классического кольца и применяющееся для быстрой обработки большого объема сырья.
Для создания подобной конструкции необходимо состыковать торцы заготовки и соединить их при помощи специального аппарата. Сварка ленточных пил своими руками существенно позволяет сэкономить денежные средства без потери качества и долговечности.
Сварка ленточных пил своими руками: технология выполнения работы
После размещения ленточной пилы в станочном оборудовании и выбора режима сварки необходимо нажать кнопку пуска и контролировать выполнение процесса.
Технология соединения проста – ток посредством электродов подается на зажимные устройства, за счет чего края металла начинают оплавляться.

Сварка ленточных пил своими руками
При этом подвижное устройство толкает при помощи пружинного механизма торцы на встречу друг другу, формируя сварочный шов.
В ходе выполнения подобной процедуры нельзя забывать о времени сварки. На полуавтоматическом и ручном оборудовании за таким показателям следит станочник.
При использовании полной автоматики в зависимости от мощности агрегата необходимо выдерживать это значение на уровне 1-2 сек.
Наряду с временной характеристикой, на качество проведения работ влияет и чистота электродов.
Даже незначительные загрязнения могут создавать препятствия на пути прохождения электрического тока, что приведет к снижению номинальных значений и увеличению нагрузки на составные элементы станочного оборудования, их износ и срок службы.
После каждого использования необходимо осуществлять чистку всех поверхностей силовых узлов и агрегатов.
Посмотрим интересное видео о сварке ленточных пил своими руками:
Какие сварочные аппараты применяются
Чаще всего применяемые в обиходе аппараты для сварки ленточных пил разнятся лишь показателями производительности.

Наиболее простая конструкция – небольших габаритов станок, состоящий из следующих механизмов:
- простейший трансформатор;
- зажимные устройства (один неподвижный, другой сдвигаемый);
- электроды.
Мобильность одного из зажимных устройств позволяет осуществлять регулировку зазора между торцевыми частями будущей пилы. Крайне важно, чтобы в результате выполнения работ формировался одинаковой ширины шов, отличающийся надежностью и практичностью.
Такие высокие требования обусловлены регулярными циклическими нагрузками на ленточные пилы.
Технология выполнения работ схожа, изложенной выше, и подразумевает первоначальную установку ленточной пилы в зажимные механизмы. Соединяемые торцы должны плотно располагаться друг к другу.
Посредством ручек устанавливается необходимое усилие, формируемое за счет смещения подвижной части, и выставляется сила тока. При этом следует руководствоваться правилом: чем больше величина тока, тем больше должна быть осадка.
Величина и качество сварного шва находятся в прямой зависимости от названных параметров.
В большинстве случаев производители сварочного станочного оборудования в инструкции по эксплуатации указывают таблицы, содержащие сведения об изменении сечения в случае выставления конкретных значений тока и усилий.
Самодельный аппарат для сварки ленточных пил
Часто сложность в осуществлении самостоятельной сварки ленточной пилы заключается в необходимости стыковки полотен, выполненных из разных материалов или имеющих нестандартное сечение.
 В таких случаях усилие и сила тока выставляется индивидуально. В связи с этим нужно быть готовым к тому, что первая попытка станет неудачной. Далее, путем варьирования параметров, подбираются наиболее оптимальные величины для качественного соединения пилы.
В таких случаях усилие и сила тока выставляется индивидуально. В связи с этим нужно быть готовым к тому, что первая попытка станет неудачной. Далее, путем варьирования параметров, подбираются наиболее оптимальные величины для качественного соединения пилы.
Для изготовления самого аппарата необходимо воспользоваться классическим описанием для ручной или полуавтоматической модели и на основе примерного чертежа собрать конструкцию.
При сборке оборудования и проверке подключения следует продумать надежное заземление и подготовить площадку-основание.
Посмотрим видео о сварке ленточных пил полуавтоматом:
Трансформатор для сварки ленточных пил своими руками
При ответе на подобный вопрос необходимо сразу отметить, что процесс самостоятельной сборки трансформатора долгий и емкий. Более того, при отсутствии соответствующего образования, сборка электрической конструкции, способной с требуемой долей безопасности обеспечить эффективную и бесперебойную работу сварки, невозможна.

Сварочный аппарат для сварки ленточных плит
Попытка экономить увеличивает риск, в лучшем случае — получения готового продукта ненадлежащего качества, а в худшем – ожогов и травм. В связи с этим акцент целесообразнее сделать на готовых моделях.
Отличными моделями, позволяющими в домашних условиях осуществить сварку ленточной пилы своими руками, являются аппараты фирмы Griggio модификаций G 5-30, G 10-40, G 20-60, G 20-80.
Разница между этими моделями заключается в значениях ширины применяемого полотна.
Подготовка к сварке
Перед выполнением подобной процедуры на станочном оборудовании надлежит предварительно уяснить тонкости проведения работ:
- Соединяемые торцы полотна подрезаются таким образом, чтобы стыковочные кромки располагались максимально плотно друг к другу и перпендикулярно режущим зубьям (для минимальной погрешности необходимо металл подрезать при помощи гильотины).
- В случае восстановления лопнувшей по периметру сварочного шва пилы стоит подрезать полотно, отступив от торцов не менее 5 мм.
- Резка полотна выполняется строго между режущими зубьями.
- Перед стыкованием соединительные кромки следует обработать растворителем с целью удаления остатков грязи и зачистить на точильной оборудовании или посредством УШМ с соответствующей мелкой насадкой.
Обработка полотен после сварки: отжиг и зачистка
В процессе выполнения сварки место соединения, наряду с прочностью, приобретает и хрупкость. Один точечный удар тяжелым инструментом нарушает целостность шва.
Чтобы вновь придать эластичность стыку, необходимо осуществить отжиг.
Отжиг
Реализация подобного процесса осуществляется на том же станочном оборудовании без отсоединения полотна от зажимных механизмов.
Отжиг выполняется путем изменения токового режима и снижения усилий на полотно.
С постепенным увеличением силы тока происходит нагрев места соединения до температуры 500-550 градусов. Выполнение подобной процедуры подразумевает предварительную установку пирометра, контролирующего рост температурного воздействия в соединительной точке.
После достижения требуемых значений подача электричества прекращается, после чего необходимо выждать остывание полотна.
При установке оборудования и проведении работ в неотапливаемом помещении при остывании пилы необходимо периодически включать подачу тока.
Резкое изменение температуры на поверхности полотна приведет к нарушению технологии и утрате прочностных характеристик. Нормальное остывание металла должно осуществлять по времени от 3 до 5 минут.
Не стоит забывать и о том, что некоторые виды металла требуют двойной обработки. Опытные специалисты в ходе выполнения сварки одновременно реализуют и отжиг.
Зачистка

Зачистка после сварки
Главным требованием, предъявляемым к подобной процедуре, является максимальное удаление металлических наплывов и создание четкой геометрии шва.
Процедура выполняется любым абразивным материалом или инструментом.
Определяющим здесь является отсутствие каких-либо шероховатостей на поверхности пилы. В связи с этим зачистка поверхности осуществлять не классическим способом поперек полотна, а вдоль.
Как произвести заточку ленточной пилы своими руками
Более 70% случаев разрыва ленточных пил происходит из-за неправильной заточки полотна.

Необходимость в проведении такой процедуры определяется путем визуального осмотра на предмет наличия заусенцев, искривлений и прочих дефектов режущих деталей.
Точильные круги выбирают на основе материала, из которого выполнено полотно. Так, для проведения работ со сталью целесообразнее выбрать корундовые модели.
Биметаллические пилы рекомендуется обрабатывать исключительно алмазными кругами.
Габариты и форма образца выбирается на основе размеров исходных зубьев.
Приступая к самостоятельной заточке, необходимо пиле в разобранном состоянии провисеть от 12 до 24 ч.
Основные требования по заточке в домашних условиях ленточных режущих инструментов:
- равномерное стачивание металла по периметру каждого зубчика;
- предотвращение чрезмерных нажатий;
поддержание сохранности профиля и высоты режущего элемента; - подготовка охлаждающих составов;
контроль отсутствия трещин, сколов и иных дефектов.
Классическая схема по заточке – выточка передней или задней поверхности.

Заточный станок для ленточных пил
Несмотря на множество правил и рекомендаций по выполнению такой процедуры, ленточные пилы легко поддаются заточке.
Процедура реализуется путем использования заточного оборудования или ручным инструментом.
Полезные советы
Правильность сварочного шва можно с легкостью проверить путем сгибания пилы таким образом, чтобы шов находился сверху.
В случае образования правильной дуги и отсутствия трещин на месте соединения работа произведена качественно.
Появление дефектов сигнализирует о нарушении технологии выполнения работ и быстром остывании. V-образное соединение показывает, что шов получился чрезмерно мягким из-за неправильного отжига.
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
Аппараты для сварки ленточных пил. Разбираемся в технологии




Аппараты для сварки ленточных пил
Наиболее прочное соединение создаётся на специальных сварочных аппаратах контактной сварки. В зависимости от используемого метода они подразделяются на 3 вида:
- Агрегаты, осуществляющие сварку сопротивлением. К их достоинствам относятся компактность и низкая стоимость. Однако имеют малую производительность.
- Оборудование для сварки оплавлением более громоздко и стоит дороже. Обладает высокой производительностью, может соединять ленты из любого материала.
- Автоматизированные системы, работающие по методу оплавления, применяются на крупных предприятиях.

Аппарат для сварки ленточной пилы
Особенности сварки
При обрыве части ленточной пилы, необходимо подготовить лезвие к сварке. Оксидную плёнку тщательно удаляют с обеих поверхностей, поскольку такая плёнка мешает надёжной сварке, а иногда совсем прерывает процесс. После обезжиривания участок протирают влажной ветошью.
Следующей подготовительной стадией является шлифование торцов свариваемого пильного полотна. В домашних условиях для этих целей используют фрезер, а при надёжном закреплении кромок полотна на слесарном верстаке сгодится и обычная «болгарка» с мелкозернистым абразивным диском. Кромки затачивают под углом 45º, а затем прикладывают друг к другу, проверяя, чтобы между ними не было видимого зазора.
Бывает, что разорванное пильное полотно деформировано. Сварка ленточных пил по металлу со скрученным лезвием невозможна, поэтому придётся предварительно провести отпуск, режим которого подбирается соответственно марке стали. Для ленточных пил, которые изготовлены из быстрорежущих сталей, режим отпуска заключается в их нагреве до 300…400ºС, выдержке при этой температуре в течение 2…3 минут и последующем медленном охлаждении на спокойном воздухе. Ленточные пилы из углеродистых легированных сталей отпускают при более низкой температуре – 180…250ºС.
Сварка кромок может быть только стыковой.

Технология сварки
Независимо от вида сварка пил производится по единой методике осуществляемой поэтапно.
Подготовка полотна
Чтобы соединяемые концы были ровными, резка полотна производится гильотиной. При её отсутствии можно воспользоваться болгаркой или слесарным зубилом. При повторном сваривании по месту разрушенного старого шва у концов отрезается по 5 мм. Линия реза должна проходить строго между зубьями. На обоих концах оставляется припуск на осадку 1,5 мм. С помощью абразивного инструмента удаляются неровности и заусеницы. После очистки торцов от грязи они обезжириваются раствором технического спирта или ацетоном.
Процесс сварки
После подготовки концы полотна вставляются встык в зажимное устройство аппарата для сварки ленточных пил. Необходимо убедиться, что кромки совпадают по высоте и расположены посредине между подвижным и жёстко закреплённым фиксаторами. По прилагаемой таблице устанавливается, ток, усилие, ход усадки. В зависимости от выбора режима работы, автоматический или ручной, определяется время сварки. В первом случае она длится несколько секунд, во втором — контролируется оператором.

Процесс сварки ленточной пилы
Перед началом сваривания нужно проверить чистоту электродов, так как грязь создаёт дополнительное сопротивление. После включения аппарата на концы ленты подаётся ток. В месте, где они стыкуются, металл начинает плавиться. Одновременно начинается движение подвижного зажима на величину заданной усадки. В итоге создаётся сварной шов в виде валика.
Сварочные работы
Сварка ленточных пил подразделяется на несколько этапов. На каждом технологическом этапе необходимо строго придерживаться методики, чтобы достичь наилучшего результата.
Существует несколько типов устройств позволяющих осуществлять процесс соединения. Обычно они функционируют следующим образом: кромки концов пилы соединяются посредством их стыковки и пропускания через них тока.
Аппараты сварки сопротивлением – один из видов оборудования, позволяющих надежно соединять концы режущего инструмента. Они отличаются небольшой стоимостью, однако и производительность у них невысокая.
Подобное оборудование отлично подойдет для маленьких объемов работ, особенно эффективным оно будет в ремонте пил производственных лесопилок.

Чертеж соединения ленточных пил.
Данный метод предполагает высокое качество подготовки стыка и электродов, а также правильность выбора режимов. Аппараты функционирующие по принципу оплавления предлагают более высокую производительность. Кроме того они способны работать со всеми типами полотен. Такие устройства относят к среднему классу.
Метод также требует хорошую подготовку поверхности, правильность выбора режимов и учет расхода металла.
Автоматические устройства, работающие по технологии оплавления, требуют от оператора станка только лишь установки качественных материалов, а также их снятия после завершения обработки. Широкое использование данный инструмент получил в профессиональных мастерских и сервисных центрах.
Процесс сварки пил, как уже было отмечено выше, разделяется на этапы, каждый из которых будет описан ниже.
Резка
Помимо станка для сварки пил потребуются и некоторые другие инструменты. К ним относятся гильотинные ножницы, используемые для резки полотна. Если подобного устройства нет, тогда можно воспользоваться зубилом или отрезным станком.
В случае выполнения соединения на ранее используемом участке, следует с каждой стороны отрезать по пять миллиметров. Рез необходимо выполнять строго перпендикулярно между зубцами. С каждой стороны оставляют пятимиллиметровый припуск.
Зачистка
Сварка ленточной пилы.
Следующим шагом является зачистка полотна для пил. В этих целях необходимо провести тщательную очистку поверхности инструмента. В качестве растворителей можно использовать ацетон или спирт.
Помимо загрязнений нужно удалить заусенцы и неровности. Проще всего это сделать на заточном станке.
Установка
После подготовки полотна в соответствии с перечисленными выше этапами, полотно устанавливают в оборудование для сварки. Кромки изделия должны совпадать друг с другом.
Такие параметры оборудования, как усилие, режим и ход осадки устанавливают исходя из выбранного для полотна материала. Необходимые режимы содержатся в таблицах, приведенных в документации к оборудованию.
Сварка
Если используется профессиональное оборудование, то стыковая сварка ленточных пил запускается посредством поворота соответствующих ручек или нажатием кнопки. Ток подается на электроды, проходит через стык, нагревает метал до температуры плавления и соединяет концы полотна между собой.
Одним из существенных параметров является время подачи тока. В автоматическом оборудовании оно составляет одну-две секунда. Если сварка осуществляется своими руками – то время задается мастером.
В случае неудачного соединения режимы меняются на более подходящие и записываются. В будущем эти значения могут быть использованы в случае сварки таких же полотен.
Отжиг

Процессы подготовки ленточных пил.
Сразу же после выполнения соединения пила не пригодна к использованию. Чтобы подготовить инструмент у применению необходимо выполнить еще несколько операций с полотном.
Сварочный аппарат делает материал пилы хрупким. Использовать его в работе становится невозможно. Решить данную проблему позволяет отжиг. Данный процесс осуществляется путем пропускания тока меньшей величины через изделие. В результате шов нагревается, а затем его охлаждают.
Контролировать температуру отжига можно с помощью пирометра. В случае его отсутствия контроль осуществляется визуально по цвету металла. Самым оптимальным является вишнево-красный цвет, а вот оранжевый или желтый свидетельствуют о перегреве.
Зачистка
Завершающим этапом является зачистка соединения от наплывшего металла. Также необходимо вывести правильную форму впадины между зубьями. В этих целях можно использовать любой абразив. Однако, как уже упоминалось ранее, лучше всего подойдет заточный станок.
Пайка
Когда контактный метод сварки недоступен, применяют высокотемпературную пайку серебряными припоями со специальным пастообразным флюсом на основе буры. Для закрепления концов полотна используется несложное самодельное устройство. Нагрев осуществляется газовой горелкой.
Пайка производится по стандартной методике. На скошенные торцы пилы наносится флюс. После зажатия в приспособлении место соединения нагревается до температуры плавления припоя, положенного рядом. Под действием капиллярных сил он начнёт затягиваться в стык. После того как припой появится по всей линии соединения нагрев прекращается. После остывания пила вынимается и очищается от наплывов.
Как произвести заточку ленточной пилы своими руками
Более 70% случаев разрыва ленточных пил происходит из-за неправильной заточки полотна.
Необходимость в проведении такой процедуры определяется путем визуального осмотра на предмет наличия заусенцев, искривлений и прочих дефектов режущих деталей.
Точильные круги выбирают на основе материала, из которого выполнено полотно. Так, для проведения работ со сталью целесообразнее выбрать корундовые модели.
Биметаллические пилы рекомендуется обрабатывать исключительно алмазными кругами.
Габариты и форма образца выбирается на основе размеров исходных зубьев.
Приступая к самостоятельной заточке, необходимо пиле в разобранном состоянии провисеть от 12 до 24 ч.
Основные требования по заточке в домашних условиях ленточных режущих инструментов:
- равномерное стачивание металла по периметру каждого зубчика;
- предотвращение чрезмерных нажатий; поддержание сохранности профиля и высоты режущего элемента;
- подготовка охлаждающих составов; контроль отсутствия трещин, сколов и иных дефектов.
Классическая схема по заточке – выточка передней или задней поверхности.
Заточный станок для ленточных пил
Несмотря на множество правил и рекомендаций по выполнению такой процедуры, ленточные пилы легко поддаются заточке.
Процедура реализуется путем использования заточного оборудования или ручным инструментом.
Конструкция, принцип работы ленточной пилы
Сегодня благодаря современным технологиям изготавливаются самые разные пилы, предназначенные для выполнения конкретных работ. Они имеют отличительные характеристики, конструкцию, принцип работы. В качестве режущего элемента на одних применяется диск, на прочих – режущая лента. Монтаж пилящей ленты производится на шкивы ведомого, ведущего направления. Чтобы хорошо натянуть такую ленту, необходимо приложить значительные усилия, но именно при такой натяжке будет получаться максимально ровная линия распила.
Основными особенностями конструкции такого инструмента являются индивидуальные блоки, наращиваемые самостоятельно. Обычные пилы, где распилочный материал подается своими руками, дополнительно обустраиваются специальными автоматическими механизмами, например устанавливается система электронного типа для осуществления контроля работоспособности инструмента, предоставляющая ему возможность работать без мастера.
Основные конструктивные особенности ленточной пилы
- Электродвигатель мощностью порядка 15 кВт или бензиновый двигатель тоже на 15 кВт.
- Специальный приводной механизм для натяжения ленты. Он может быть механическим, пружинным или гидравлическим.
- Ременная передача с клиньями.
- Рельсы для перемещения оборудования.
- Рамы с направляющими, при помощи которых осуществляется движение ленты.
- Держатель распилочной ленты.
- Вблизи ленты обустроен подъемный винтовой механизм.
- Емкость с краном для воды, которая предусмотрена для смачивания деревянных заготовок при распиле.
- Для надежной фиксации заготовки из дерева на раме используются эксцентрики.
Каждая модель распилочных инструментов дополнительно имеет собственные конструктивные отличия: к примеру, для ленточных пил могут использоваться упорные детали, оградительные кожухи для безопасности рабочего процесса. Для настройки, регулировки процедуры на рабочей плоскости инструмента имеется разметка. Сам принцип работы пил по дереву выглядит следующим образом: бревно укладывается между направляющими, надежно фиксируется, осуществляется его распил. Необходимая толщина получаемой доски устанавливается при помощи специального механизма, который поднимает заготовку на необходимую высоту.

