
Делаем самодельный круглопалочный станок. Часть 1
Делаем самодельный круглопалочный станок. Часть 1
Наш ДомСтрой – это место для настоящих профессионалов строительного и ремонтного дела. Мы поможем Вам в постройке дома своей мечты.
Делаем круглопалочный станок самостоятельно
В данной статье мы расскажем, как сделать круглопалочные станки своими руками — быстро, дешево, без лишних усилий и из попавшихся под руку материалов.
Вам понадобятся детали из круглого стального проката: 
2. Два корпуса плашкодержателя (36х41х15).
3. Корпус подшипника (41х46х18).
Помимо этого, потребуется:
— фиксирующий винт из шестигранного стального проката (13х13);
— вал из стальной трубы (25х300);
— станина из ДСП (500х300).
Итак, приступаем к сборке круглопалочного станка:
1. Подрезанием торец заготовки на токарном станке.
2. Разрезаем металл ножовкой.
3. Затачиваем цилиндрической поверхности на токарном станке.
4. Делаем резьбу.
5. Размечаем заготовки.
6. Просверливаем детали на сверлильном станке.
7. Наносим внутреннюю резьбу.
8. ДСП распиливаем столярной ножовкой.
9. Полируем детали.
10. Собираем детали, соединяя их резьбовыми соединениями и при помощи шурупов.
Будьте внимательны при растачивании корпусов подшипников и плашкодержателей, а также когда притупите к заточке наружной цилиндрической поверхности! Работа с этими деталями представляет наибольшую трудность.
Таким образом, у вас получился хороший круглопалочный станок собственного изготовления. С ним Вы сможете изготавливать цилиндрические детали диаметром от 6 до 16 мм. Работать он будет при помощи вала, прикрепленного к станине хомутами на двух корпусах шарикоподшипников. К валу приведены шкив, два плашкодержателя и ременная передача, через которые он будет запускаться электродвигателем. Чтобы сделать цилиндрическую деталь, нужно положить квадратный брусок на резьбонарезную плашку. Вращающийся инструмент обрежет брусок, тот примет цилиндрическую форму, и из шпинделя выйдет готовая цилиндрическая деталь.
Круглопалочный станок своими руками чертежи
Наш ДомСтрой – это место для настоящих профессионалов строительного и ремонтного дела. Мы поможем Вам в постройке дома своей мечты.
Делаем круглопалочный станок самостоятельно
В данной статье мы расскажем, как сделать круглопалочные станки своими руками – быстро, дешево, без лишних усилий и из попавшихся под руку материалов.
Вам понадобятся детали из круглого стального проката: 
2. Два корпуса плашкодержателя (36х41х15).
3. Корпус подшипника (41х46х18).
Помимо этого, потребуется:
– фиксирующий винт из шестигранного стального проката (13х13);
– вал из стальной трубы (25х300);
– станина из ДСП (500х300).
Итак, приступаем к сборке круглопалочного станка:
1. Подрезанием торец заготовки на токарном станке.
2. Разрезаем металл ножовкой.
3. Затачиваем цилиндрической поверхности на токарном станке.
4. Делаем резьбу.
5. Размечаем заготовки.
6. Просверливаем детали на сверлильном станке.
7. Наносим внутреннюю резьбу.
8. ДСП распиливаем столярной ножовкой.
9. Полируем детали.
10. Собираем детали, соединяя их резьбовыми соединениями и при помощи шурупов.
Будьте внимательны при растачивании корпусов подшипников и плашкодержателей, а также когда притупите к заточке наружной цилиндрической поверхности! Работа с этими деталями представляет наибольшую трудность.
Таким образом, у вас получился хороший круглопалочный станок собственного изготовления. С ним Вы сможете изготавливать цилиндрические детали диаметром от 6 до 16 мм. Работать он будет при помощи вала, прикрепленного к станине хомутами на двух корпусах шарикоподшипников. К валу приведены шкив, два плашкодержателя и ременная передача, через которые он будет запускаться электродвигателем. Чтобы сделать цилиндрическую деталь, нужно положить квадратный брусок на резьбонарезную плашку. Вращающийся инструмент обрежет брусок, тот примет цилиндрическую форму, и из шпинделя выйдет готовая цилиндрическая деталь.
Спойлер: разберем подробнее создание каретки для верхнего фрезера.
Продолжение в часть 2.
Спасибо тем, кто дочитывает и комментирует! Тем, кто ставит лайки и подписывается, отдельная благодарность! Хотите больше интересных публикаций из личного опыта мастера деревянных игрушек?
Все просто! Я сейчас по уши занят основной работой, но в ваших силах это изменить. Все что требуется — дочитывание, лайк и комментарий! Давайте делать друг друга свободными от рабочих будней!
Видите мое довольное лицо? Я закончил свой недельный проект по созданию варианта круглопалочного станка своими руками из двух фрезеров.

Подробнее можно посмотреть в видео:
Модели фрезеров писать не буду, спецы и так все поймут. Напишу сразу о своих впечатлениях о станке. Он полностью рабочий и функциональный!
Ушли в прошлое мои поездки к токарям и ожидание очереди, переплаты на маленький заказ. Иногда вот не хватает буквально десяток осей на пирамидки и все, день пропал зря.
Теперь все палочки и оси могу делать сам, работаю на станке регулярно. Минимальный диаметр палочки, который выточил — 10 мм, максимальный — 40 мм, это для колонн в конструктор.
Мне большие диаметры и не нужны. А более мелкие заказываю много и недорого (постоянно нужны оси на машинки), поэтому сам с ними возиться не стал. Длина палочки которую могу выточить до 40 см.
Отличная схема с названиями.

С уть идеи для разработки данного станка: Нижний фрезер вращает палочку, верхний срезает с нее лишнее и палочка получается круглой.
Основная задача была технически продумать конструкцию. Чертеж я не делал. И грамотно собрать, чтобы все точно центровалось и углы были строго 90 градусов.
Вместо нижнего фрезера я считаю, что лучше взять дрель с регулировкой скорости. Почему мне не до конца нравиться фрезер? Дает слишком сильные обороты вращения заготовки, это не требуется.
Для верха подойдет только фрезер, естественно, так как нужна режущая сила.
Каретку под него сейчас и показываю, как делал.

Центральный вращающий элемент снял со старой УШМ. Это шток редуктора вместе с зажимными шайбами и подшипником.


Если интересно, пишите, отдельно расскажу детали его доработки. Главное, концевик диаметром 8 мм точно подошел по диаметру к цанге фрезера.


Нарезаем палочки сечением 20х20 мм, длиной 15 см.
В комплекте к фрезеру шел параллельный упор. Я как-то давно им не пользовался, но в данном проекте металлические шпильки от него мне отлично пригодились.

Вставляем шпильки в плиту скольжения фрезера и замеряем расстояние между их центрами.

Отмечаем это расстояние на двух подготовленных палочках сечением 20х20 мм

Размечаем центр отверстия под сверло. Измеряем точно, так как это основа верхней каретки и свободного скольжения по ней верхнего фрезера.

Замеряю диаметр шпильки и подбираю сверло.

Высверливаем четыре отверстия.

Диаметр их точно соответствует диаметру шпилек.

Мне даже пристукнуть их немного пришлось на место.

Для надежности фиксирую клеем.

Проливаю не жалея. Даю время всей конструкции хорошо просохнуть.

Тестовые пробы. Шпильки скользят, ход плавный. Каретка готова.

Проверяем плавность скольжения фрезера по шпилькам на горизонтальной поверхности.


Продолжение во второй части. Спойлер: Во второй части собираем коробку, крепим нижний фрезер и тестируем.
Понравилось? Информация была полезна? Поставь Лайк!

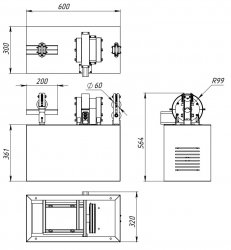
Деревообрабатывающий круглопалочный станок(вихревая головка) КПС-1 предназначен для изготовления круглых деревянных прутков,
черенков, шкантов (нагелей) диаметром от 28 до 40мм
практически любой длины из соответствующих заготовок (брусков квадратного сечения) любой породы дерева.
На круглопалочном станке(вихревая головка) КПС-1 изготавливается огромный ассортимент всевозможных ручек, прутков, черенков и других
вспомогательных комплектующих деталей для большой номенклатуры применяемых в народном хозяйстве изделий.
Качество обработанной поверхности готового изделия почти не требует дополнительной доводки.
Порода обрабатываемого дерева: – любая
Чистовой диаметр обработанных прутков:
Обороты вихревой головки: – 4500 об/мин
Количество резцов вихревой головки: – 3 шт
Каретка для циркулярки сделать самому своими руками: изготовление и сборка



Этот инструмент представляет собой движущийся по специальным «салазкам» зажим под деревянные болванки или заготовки, который, с помощью небольших советов, легко изготовит для себя каждый мастер.
Необходимые инструменты
Для того чтобы сконструировать каретку для циркулярной пилы своими руками и с комфортом использовать ее затем в условиях домашней мастерской, прежде всего, следует подготовить набор материалов и инструментов для ее изготовления:
- Стационарная циркулярная пила на распилочном столе;
- Шуруповерт или дрель, а также ручной фрезер;
- Монтажный клей – подойдет эпоксидная смола;
- Ножовка или болгарка – может понадобиться, что отпилить выступающие детали конструкции;
- Шурупы-саморезы, чтобы закрепить части изделия;
- Металлические гайки по диаметру меньше толщины отверстия профиля – они будут ненадолго в него засыпаны;
- 2 П-видных профтрубы-швеллера из металла (например: алюминий);
- Две рейки из фанеры или дерева – они послужат направляющими. По толщине они должны свободно входить в П-отверстие профиля;
- Квадратная тонкая фанерная планка для основания;
- Две деревянные стенки – для изготовления упорных стенок каретки.
Справка. Дополнительно рекомендуется держать «наготове» пылесос, чтобы продувать конструкцию от стружек и деревянной «пыли» после распила или сверления.

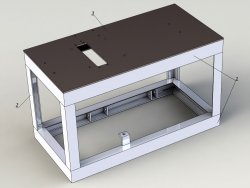
Чертеж 1

Чертеж 2





НАПРАВЛЯЮЩИЕ ПОЛИРОВАННЫЕ ВАЛЫ
Самый распространенный и бюджетный вид направляющих. Отличается низкой стоимостью, легкостью обработки и установки.
Полированные валы изготавливаются из высоколегированных сталей, как правило — конструкционных подшипниковых, и проходят индукционную закалку поверхности с последующей шлифовкой.
Это обеспечивает продолжительное время работы и сопутствует меньшему износу вала.
Шлифованные валы имеют идеальную поверхность и обеспечивают движение с очень маленьким трением.
Валы крепятся только в 2 точках на концах, и поэтому монтаж их не представляет особой сложности.

Однако многие недобросовестные производители часто делают валы из дешевых и мягких сортов высокоуглеродистых сталей, пользуясь тем, что покупатель не всегда обладает средствами для проверки вида материала и его твердости.
К недостаткам полированных валов относятся:
1. Отсутствие крепления к станине.
Вал крепится в двух точках на концах — это облегчает монтаж направляющих, однако приводит к тому, что направляющие устанавливаются независимо от рабочей поверхности стола. В то же время в портальных станках крайне желательно ставить направляющие в жесткой связи со столом. Такая связь снижает погрешности обработки, если рабочий стол подвергался искривлению, «повело винтом» — направляющие, повторяя изгибы стола, нивелируют часть погрешности.

2. Провисание на большой длине.
На практике из-за провисания валы используют длиной не более 1 метра. Кроме того, важно отношение диаметра вала к его длине — для получения приемлемых результатов его значение должно быть не менее 0.05, желательно в пределах 0.06—0.1. Более точные данные можно получить, произведя моделирование нагрузки на вал в пакетах САПР.
Пошаговая инструкция
Итак, детали конструкции и необходимые инструменты подобраны, можно приступать к сборке и последующему монтажу самодельной каретки.
Шаг 1: Крепление алюминиевых профилей
Так как каретка будет «бегать по распилочному столу», первое, что следует сделать – это направляющие пазы. Для этого берут два П-образных профиля, примерно равных длине стола. Подогнать размеры можно болгаркой.

На одинаковом расстоянии от расположения режущего диска циркулярки прочерчивают две параллельных ему линии. Затем с помощью ручного фрезера выпиливают по ним П-профильные отверстия, выдувают из них стружку и с помощью клея закрепляют в них профтрубы. После того как клей просохнет – пазы готовы.
Шаг 2: Изготовление базы каретки
Далее конструируется передвижная база торцовочной каретки. Для этого берутся две планки, которые по толщине свободно входят в П-образный паз. Но здесь есть один момент – каретка должна будет свободно «скользить» по столу, а для этого ее на 2-3 мм приподнимают над столом. Чтобы это сделать, в профильные пазы на равном расстоянии выкладываются гайки одинаковой толщины, после чего на них укладываются рейки-направляющие.
Затем на них наносится клей, которым фиксируется фанерная планка-основание. Чтобы прижать ее плотнее, можно закрепить по бокам фиксаторы.
Когда смола высохнет, гайки убираются из профильных пазов и мастер проверяет, свободно ли по них ходит каретка. После этого, для удобства дальнейшего использования каретку обрезают по бокам по профилю стола.

Шаг 3: Монтаж стенок
Итак, основа готова и далее на нее устанавливаются упорные стенки. Для этого берется два деревянных бруска: один из них жестко, с помощью саморезов, фиксируется по ближнему к мастеру краю так, чтобы он был строго перпендикулярно режущей кромке диска пилы; второй закрепляется по верхнему краю, но только с одной стороны. Это нужно для того, чтобы мастер мог выровнять эту стенку строго параллельно нижней. Операция выполняется с помощью угольника.
После того, как стенки выровнены, проводится пробный распил. Он имеет две цели – с его помощью пропиливают отверстия в стенках и основании каретки, а также измерив затем распиленную заготовку, проверяют – верно ли выверен прямой угол распила.
Важно. Высота стенок должна быть достаточной, чтобы режущая кромка входила в них не более чем на ее половину, иначе во время эксплуатации каретка может разломиться – а это неоправданный риск при работе с циркулярной пилой.
Шаг 4: Изготовление комбинированного квадрата для резки под углом
Итак, обычная каретка с прямой протяжкой готова, но что, если мастеру потребуется пропилить что-то под другим наклоном, например 60, 40 или 30 градусов? Для таких операций понадобится дополнительный конструкционный элемент, который называют «комбинированным квадратом».

Название не случайно взято в кавычки – дело в том, что базой заготовки действительно является квадратная деревянная платформа. Ее выпиливают так, чтобы она свободно помещалась между упорами основной каретки и одной из сторон фиксировалась у нижней стенки.
После этого заготовку кроят, вырезая из нее фрагменты под нужными углами – получившиеся скосы и будут направляющими, по которым укладывают деталь, которую нужно распилить под этим углом.
«Квадрат» после изготовления жестко (на клей или саморезы) монтируют на каретку. Другой, более продвинутый вариант – в квадрате и основе каретки с помощью фрезера выпиливаются округлые пазы, которые позволяют квадрату передвигаться вдоль основания на подвижном фиксаторе. Он изготавливается из шурупа, гайки и двух металлических шайб.
Подробное видео как сделать торцовочную каретку описанную выше:
Еще один пример на видео:






Станки с ЧПУ из мебельных стержней

Прекрасный вариант, когда нужно добиться тщательности обработки, особенно в деревообрабатывающих станках для производства мебели небольшими партиями, в ленточно-шлифовальных, фрезерных на базе готового фрезера малой мощности. Мебельные детали стоят недорого, правда и ресурс у них меньше, чем у аналогичных элементов скольжения от принтеров или печатных машинок.

Пример использования мебельных стержней на форматно-расточном показан на фото. Понятно, что размеры станины и подвижного стола корректируются в зависимости от назначения. Тем не менее, если использовать мебельные шарикового типа на сверлильном , сносу им не будет, поскольку нагрузка и частота у работы у фрезера или сверлильного значительно отличаются от нагрузок на форматно-раскроечном станке.

Выход есть всегда, а по приведенным примерам вполне возможно подобрать направляющие скольжения для своего станка с ЧПУ желаемых параметров. Удачи в работе!
Нюансы при работе
В завершении приведем несколько тонкостей, которые полезно знать, если хотите сделать самодельную каретку для циркулярной пилы:
- На опорную стенку в месте, где диск проходит сквозь нее, рекомендуют установить толстый брусок, который не даст пиле выскочить за край стенки, что может привести к травме.
- Для того чтобы придать конструкции большее скольжение рекомендуют зачистить полозья наждачной бумагой, а пазы периодически смазать огарком свечи (из парафина или стеарина). Иногда берется воск, но его использовать не рекомендуют, так как стаивания при эксплуатации, он липнет к полозьям.
- Перед нанесением клея на детали, продувайте конструкцию от частиц деревянной пыли и стружки, чтобы избежать неровностей после склеивания.
- Пропилив стенки, убедитесь, что пила свободно проходит сквозь них. Для этого можно сделать пропиленное отверстие немного больше толщины диска.
Важно. Мастеру, сколь бы опытным он не был, не следует забывать, что циркулярная пила – это агрегат повышенной травмоопасности, поэтому при изготовлении каретки и работе на пиле с ее помощью, всегда следует быть внимательным и аккуратным и помнить о технике безопасности.
Изготовив таким нехитрым способом торцевую каретку в условиях домашней мастерской, под рукой у мастера будет удобный в обращении, универсальный инструмент, которому найдется применение в большинстве видов столярных работ.
Классификация
Копир применяется в токарных станках по дереву и по металлу. Он существенно упрощает работу по шаблону и ускоряют производство.
По дереву
По дереву существуют следующие виды оборудования с копиром:
- Классические, где в качестве режущего инструмента используется резец. Такие станки не подходят для крупного промышленного производства.
- Копировальные с ручным типом управления.
- Копировально-фрезерный станок. Применяется для обработки плоских и объемных заготовок.
- Агрегаты с Числовым Программным управлением используются на серийном производстве для изготовления дорогостоящих изделий.
Станки с копиром имеют повышенный уровень точности и производительности по техническим характеристикам.
По металлу
По металлу классификация токарных станков аналогична. Есть классические модели, где заготовка закрепляется в планшайбе или патроне и обрабатывается резцом. Для изготовления изделий тиражами применяются копировальные станки.
Фрезеровочные типы станков используются для обработки плоских поверхностей и объемных заготовок. В промышленных масштабах применяется ЧПУ.
РОЛИКОВЫЕ ПРОФИЛЬНЫЕ РЕЛЬСОВЫЕ НАПРАВЛЯЮЩИЕ
Роликовые рельсы являются подвидом профильных направляющих, у которых дорожки качения — плоские, а вместо шариков в опорных модулях использованы ролики.
Это позволило увеличить жесткость направляющей, грузоподъемность и долговечность.
Роликовые направляющие используются в высоконагруженных металлообрабатывающих станках с ЧПУ, предназначенных для фрезеровки черных металлов, стали, камня.
Вряд ли Вы ищете именно такие направляющие, иначе Вы бы не читали данную статью.
Самодельный круглопалочный станок чертежи
Самодельный круглопалочный станок, чертежи и краткое описание оборудования способного изготавливать черенки диаметром от двадцати до сорока миллиметров.
Станок состоит из следующих частей:

• станина
• электропривод
• шпиндель
• подающий ролик
• принимающие ролики
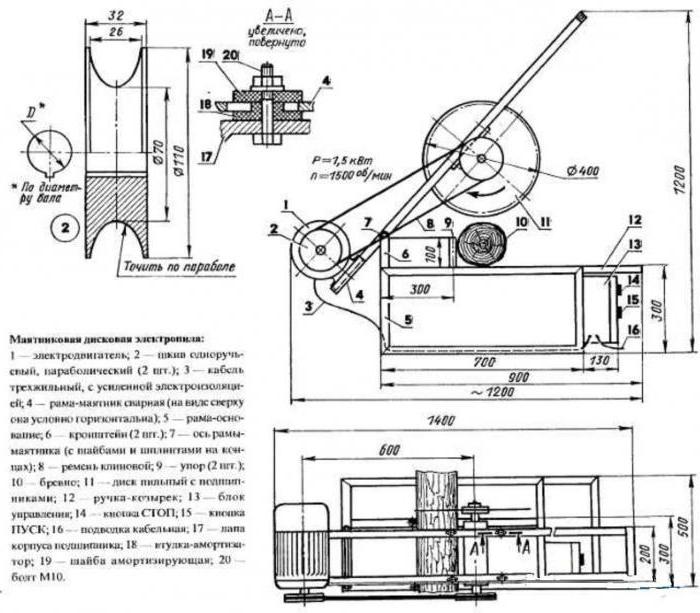
Чертеж круглопалочного станка
Станина сваривается из швеллера (1) № 5, уголка (2) 35х35х5 и листового металла (3) толщиной 5 (мм).

Электропривод состоит из: электродвигателя (4) АИР 100 S2; поворотной площадки (5); шкива (6) диаметром 180 (мм); ремень клиновидный (7), сечение А, расчетная длина 1120 Lp (мм), межосевое расстояние 320 (мм); винт (8) натяжителя.

9. Ножевая головка со шкивом диаметром 125 (мм).
10. Корпус подшипника.
11. Защитный кожух ременной передачи.
12. Кожух стружкоотделения.
13. Подшипник SKF 7215 BECBP.
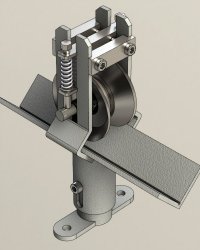
Лоток устанавливается неподвижно (фиксируется винтом к трубе основания).
Ось верхнего ролика перемещается под действием пружин сжатия (верхняя точка фиксируется гайками к направляющим и обеспечивает необходимое усилие прижима обрабатываемой заготовки).

Ось нижнего ролика устанавливается неподвижно (фиксируется гайками к направляющим).
Ось верхнего ролика перемещается по аналогии с подающим роликом.
Настройка круглопалочного станка.
В шпиндель вставляется эталон заготовка, которая соответствует диаметру изготовляемого черенка, на ножевой головке крепятся резцы таким образом, чтобы они едва касались кончиков ножей при вращении эталона.
Принимающие и подающие ролики, также настраиваются эталон заготовкой.
Вмятины на готовом изделии от роликов не должны превышать 0,2…0,3 (мм).
Как соорудить круглопалочный станок
Многие дачники, которые любят заниматься своим огородом и хозяйством, иногда нуждаются в ремонте инструмента. Обычно это происходит из-за перегрузки или просто заканчивается срок эксплуатации. Согласитесь, никто не делает рукоятки для лопат из древесины собственными силами, ведь это достаточно трудоёмкий процесс.
Необходимо изначально отшлифовать заготовку, после чего выпилить определённую часть, а затем уже и отстрогать, чтобы при использовании человек не стал жертвой занозы. Но всё это решается наличием круглопалочного станка, который продается на сайте http://www.enerteh.ru/catalog/drug/kruglo.html. Но есть возможность научиться сделать его своими руками. Этот агрегат поможет вам создавать детали абсолютно любых размеров, а ещё появляется возможность сооружать цилиндрические поверхности.
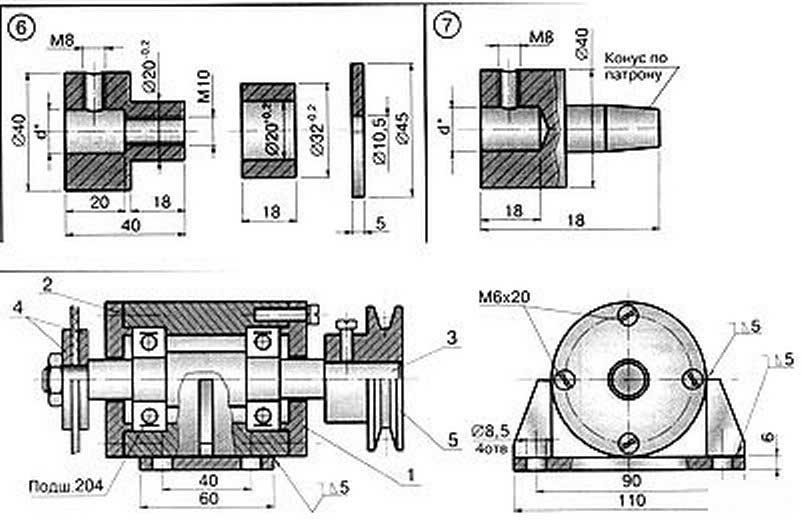
Какие детали понадобятся для сооружения круглопалочного станка?
• Стальной шкив 14×140, созданный круглой формы;
• Два корпуса стандартного плашкодержателя 36x41x15 из аналогичного материала;
• Специальный корпус подшипника с размерами 41x46x18 из стали;
• Фиксирующий винт 13 на 13 из аналогичного материала;
• Обычная станина 500×300, изготовленная из ДСП;
• Вал 25×300 (обычно он должен быть сделан из стальной трубы).
Процесс изготовления круглопалочного станка
Торец определённой заготовки изначально подрезается с помощью токарного станка. Далее ножовкой происходит резка металла, а также расточка цилиндрической поверхности. После этого нарезается необходимая резьба, а затем вы должны будете нанести размеры на полученные заготовки.
Воспользуйтесь сверлильным станком. С помощью него вы сможете просверлить необходимые отверстия в заготовках. После нарезается внутренняя резьба. ДСП пилится специальной столярной ножовкой. Затем вам остаётся только отполировать получившиеся детали и собрать конструкцию посредством шурупов и резьбовых соединений.
Самое сложное — это расточить корпус для подшипников, а также сооружение специальной наружной цилиндрической поверхности. В процессе работы могут возникнуть всевозможные трудности — здесь важно быть аккуратным, терпеливым и внимательным, чтобы не допустить непоправимых ошибок.
Характеристики получившегося круглопалочного станка:
1) Появляется способность создавать 6-16 миллиметровые детали с цилиндрической формой.
2) Работа станка заключается в действии вала, прикрепляемого одновременно на двух подшипниковых корпусах посредством хомутов. Приводной шкив приводит его в действие, а запуск всего станка в целом осуществляется посредством ременной передачи и электродвигателя.
3) Вращающийся инструмент будет обрабатывать заготовку, которая постепенно будет применять цилиндрическую форму.
Делаем самодельный круглопалочный станок. Часть 1
Спойлер: разберем подробнее создание каретки для верхнего фрезера.
Продолжение в часть 2.
Спасибо тем, кто дочитывает и комментирует! Тем, кто ставит лайки и подписывается, отдельная благодарность! Хотите больше интересных публикаций из личного опыта мастера деревянных игрушек?
Все просто! Я сейчас по уши занят основной работой, но в ваших силах это изменить. Все что требуется — дочитывание, лайк и комментарий! Давайте делать друг друга свободными от рабочих будней!
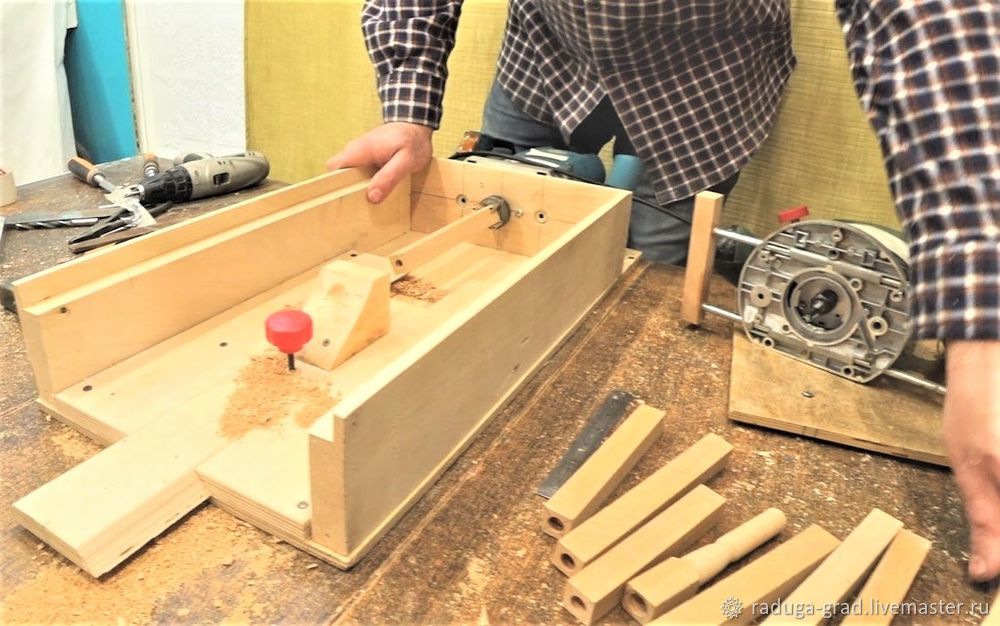
Видите мое довольное лицо? Я закончил свой недельный проект по созданию варианта круглопалочного станка своими руками из двух фрезеров.
![]()
![]()
Подробнее можно посмотреть в видео:
Модели фрезеров писать не буду, спецы и так все поймут. Напишу сразу о своих впечатлениях о станке. Он полностью рабочий и функциональный!
Ушли в прошлое мои поездки к токарям и ожидание очереди, переплаты на маленький заказ. Иногда вот не хватает буквально десяток осей на пирамидки и все, день пропал зря.
Теперь все палочки и оси могу делать сам, работаю на станке регулярно. Минимальный диаметр палочки, который выточил — 10 мм, максимальный — 40 мм, это для колонн в конструктор.
Мне большие диаметры и не нужны. А более мелкие заказываю много и недорого (постоянно нужны оси на машинки), поэтому сам с ними возиться не стал. Длина палочки которую могу выточить до 40 см.
Отличная схема с названиями.
![]()
![]()
С уть идеи для разработки данного станка: Нижний фрезер вращает палочку, верхний срезает с нее лишнее и палочка получается круглой.
![]()
![]()
Основная задача была технически продумать конструкцию. Чертеж я не делал. И грамотно собрать, чтобы все точно центровалось и углы были строго 90 градусов.
Вместо нижнего фрезера я считаю, что лучше взять дрель с регулировкой скорости. Почему мне не до конца нравиться фрезер? Дает слишком сильные обороты вращения заготовки, это не требуется.
Для верха подойдет только фрезер, естественно, так как нужна режущая сила.
Каретку под него сейчас и показываю, как делал.
![]()
![]()
Центральный вращающий элемент снял со старой УШМ. Это шток редуктора вместе с зажимными шайбами и подшипником.
![]()
![]()
![]()
![]()
Если интересно, пишите, отдельно расскажу детали его доработки. Главное, концевик диаметром 8 мм точно подошел по диаметру к цанге фрезера.
![]()
![]()
![]()
![]()
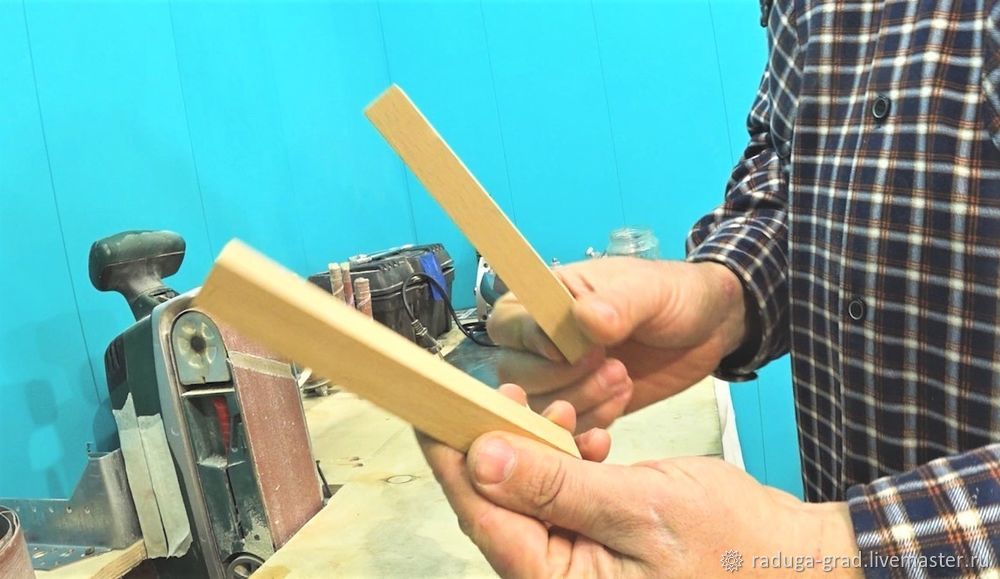
Нарезаем палочки сечением 20х20 мм, длиной 15 см.
![]()
![]()
В комплекте к фрезеру шел параллельный упор. Я как-то давно им не пользовался, но в данном проекте металлические шпильки от него мне отлично пригодились.
![]()
![]()
Вставляем шпильки в плиту скольжения фрезера и замеряем расстояние между их центрами.
![]()
![]()
Отмечаем это расстояние на двух подготовленных палочках сечением 20х20 мм
![]()
![]()
Размечаем центр отверстия под сверло. Измеряем точно, так как это основа верхней каретки и свободного скольжения по ней верхнего фрезера.
![]()
![]()
Замеряю диаметр шпильки и подбираю сверло.
![]()
![]()
Высверливаем четыре отверстия.
![]()
![]()
Диаметр их точно соответствует диаметру шпилек.
![]()
![]()
Мне даже пристукнуть их немного пришлось на место.
![]()
![]()
Для надежности фиксирую клеем.
![]()
![]()
Проливаю не жалея. Даю время всей конструкции хорошо просохнуть.
![]()
![]()
Тестовые пробы. Шпильки скользят, ход плавный. Каретка готова.
![]()
![]()
Проверяем плавность скольжения фрезера по шпилькам на горизонтальной поверхности.
![]()
![]()
![]()
![]()
Продолжение во второй части. Спойлер: Во второй части собираем коробку, крепим нижний фрезер и тестируем.
Понравилось? Информация была полезна? Поставь Лайк!
Изготовление фуговального станка своими руками в домашних условиях
При работе с древесиной обязательной стадией обработки является строгание. Для этого подойдёт строгальный станок по дереву, сделанный своими руками. Он является удобным и функциональным, но стоит намного меньше по сравнению с покупным. Сделать фуганок своими руками несложно, если следовать определенным правилам.

Преимущества и недостатки самодельного фуговального станка
Для того, чтобы выполнять обработку древесины, строгальный станок необходим. Его можно приобрести в специализированном магазине или изготовить самостоятельно. Делая выбор, необходимо учесть, что при самодельном изготовлении имеются такие достоинства:
- Относительно невысокая стоимость. Покупной может стоить десятки или сотни тысяч рублей. При самостоятельном изготовлении потребуется оплатить стоимость материалов и электрорубанка.
- Компактность создаёт дополнительное удобство при использовании. В этом случае при необходимости легко найти место для хранения. Его можно установить для работы на любом удобном месте.
- Простота устройства определяет надёжность и ремонтопригодность.
- При самостоятельном изготовлении можно изменить чертеж с учётом своих нужд. Например, возможно установить удобную высоту столешницы или увеличить длину рабочей поверхности.

У такого устройства имеются недостатки:
- Стол является очень узким — всего 11 см.
- Относительно небольшая мощность. Она определяется электрическими параметрами электрорубанка.
- Его изготавливают из дерева, что делает его недолговечным.
- Небольшой вес делает его менее устойчивым.
- Самостоятельно сделанный фуговальный станок уступает покупному в точности обработки.
Выбор конструкции станка
При выборе нужно учитывать, что имеются следующие варианты:
- Мобильный фуговальный станок можно установить на любом нужном месте, но он лёгкий и менее устойчивый. Стационарный нельзя перемещать, но он тяжелее и устойчивей по сравнению с мобильным.
- Они могут иметь различную функциональность. Самым простым является фуговальный. Существует возможность предусмотреть наличие циркулярной пилы. Более функциональные варианты сделать самостоятельно очень сложно.
- Рабочую часть фуговального станка можно сделать с использованием электрорубанка или вращающегося вала с лезвиями.

Устройство фуговального станка предусматривает наличие следующих частей:
- Станина, которая является основой конструкции.
- Вращающийся строгальный нож. С его помощью выполняют обработку деревянной детали.
- Подающий и принимающий столы. Движение древесины происходит от первого ко второму. Между ними находится вращающийся барабан, который верхним краем соприкасается с обрабатываемой заготовкой.
- Вращение вала с лезвиями производится при помощи мотора, соединённого с ним при помощи туго натянутого ремня.
- На рабочей поверхности имеется деревянный упор, установленный перпендикулярно плоскости стола. Он необходим в качестве направляющего элемента при движении обрабатываемой заготовки.
Мотор может быть установлен отдельно. Проще для обработки использовать электрорубанок, который устанавливают между подающим и принимающим столами. При этом для вращения используется имеющийся в нём двигатель.
Изготовление
Для работы нужно использовать следующие материалы и инструменты:
- Электрорубанок или двигатель в зависимости от выбранного варианта конструкции.
- Фанера толщиной 10-15 мм для столов и 15-20 мм для изготовления боковой стенки станины, которая будет служить основой конструкции. Для изготовления можно использовать ДСП, но такой фуговальный станок будет менее удобным.
- Дрель со свёрлами подходящей толщины.
- Электролобзик.
- Циркулярная пила.
- Электрический шуруповёрт.
- Деревянная доска или брус для изготовления бокового упора.
Сделать фуганок из электрорубанка проще, чем использовать отдельный двигатель, но последний будет менее мощным. Перед началом работы нужно выбрать подходящую конструкцию и сделать чертеж.
Изготавливаем станину
Она является основой всей конструкции. К ней крепятся все остальные детали. При самостоятельном изготовлении для этой цели удобно использовать лист фанеры подходящего размера.
В некоторых конструкциях используется металлический профиль. Он сочетает высокую прочность и относительно небольшой вес.
Станина должна обеспечивать высокую устойчивость конструкции. Все детали должны быть надёжно прикреплены к ней. Способ прикрепления зависит от используемого материала. Для металлических деталей можно использовать сварку или винтовые крепления, для деревянных саморезы и клей. При выборе варианта станины нужно учитывать, планируется ли делать конструкцию разборной. В этом случае удобнее применить винтовые соединения.
Установка вала с ножами
Вал для фуганка своими руками сделать не получится. Этот узел лучше заказать у специалистов или приобрести в магазине. Пила состоит из трёх лезвий, которые при вращении снимают слой дерева с обрабатываемой детали.

Барабан устанавливают на станину с помощью подшипников. На краю вала должен быть предусмотрен ролик, на котором будет закреплён ремень, соединённый с валом двигателя.
В конструкции предусмотрены два стола для фуговального станка — приёмный и подающий. Они расположены по обе стороны от вала с ножами. Поверхность должна быть гладкой, потому что обрабатываемую деталь необходимо при обработке прижимать к поверхности.
Для того, чтобы обработка была качественной, высота поверхности столешницы должна соответствовать лезвиям. Чем она ниже, тем больший слой дерева будет снят при обработке. Для регулировки высоты стола устанавливают специальный механизм.
Установка двигателя с приводом
Чтобы сделать электрический фуганок, нужно правильно подобрать электрический мотор. Достаточно, чтобы его мощность превышала 1000 Вт. Удобно использовать модели, которые питаются от 220 В.

Шкивы двигателя и барабана с ножами должны находиться в одной плоскости. Для того, чтобы этого достичь, необходимо использовать специальные инструменты (уровень и другие измерительные инструменты). В этом случае ремень будет передавать вращение наиболее эффективным образом.
Ремень должен быть плотно натянут. В противном случае он не сможет обеспечить нужную скорость вращения. Предусматривая место для двигателя, необходимо, чтобы была предусмотрена возможность регулировать его положение. В этом случае будет удобно подобрать его так, чтобы обеспечить нужную степень натяжения шкива.
Жесткий упор
Перпендикулярно поверхности стола необходимо установить деревянную деталь, которая будет служить направляющей. Она нужна для того, чтобы обеспечить прямолинейное движение заготовки. Для этого можно использовать деревянную деталь подходящей формы. При этом необходимо зачистить её поверхность так, чтобы на ней не было заусениц или неровностей.
Сборка фуговального станка своими руками
Существует несколько способов сборки самодельного фуганка. Здесь будет подробно рассказано о той конструкции, где используется электрорубанок. В этом случае вал своими руками изготавливать нет необходимости. Для сборки потребуется сделать следующее:
- Сначала делают рабочий стол. Он представляет собой кусок доски.


- Здесь вырезают пазы, которые необходимы для установки электрорубанка.

- Затем электроинструмент устанавливают на подготовленное для него место.

- Делают дополнительные крепления для электрорубанка.

- Делают подставку.

- Прикрепляют основу для фуговального станка.
- Делают вторую часть стола.

- На фуговальный станок устанавливают боковой параллельный упор. Для этого используют сосновый брус.

- К упору прикрепляют направляющую деревянную деталь.

- Устанавливается деталь для прижима заготовки.

Перед тем, как приступить к работе, необходимо установить приспособление для пылеудаления. Теперь станок готов к работе.
Чтобы самостоятельно изготовить фуганок при наличии готовых деталей и инструментов, достаточно несколько часов работы. Этот станок не только позволит сэкономить деньги, но и обеспечит качественную обработку древесины в течение многих лет.
САМОДЕЛКИН ДРУГ
Самодельный отрезной станок и стол
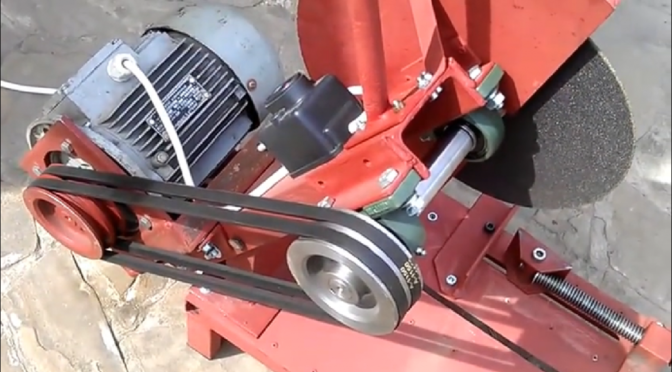
Уважаемые посетители сайта «Самоделкин друг» из представленного автором мастер-класса вы узнаете как самостоятельно можно сделать отрезной станок имея 3 фазный двигатель и кучу металлолома. Каждый уважающий себя мастер просто обязан иметь в своей мастерской болгарку, но при длительной работе при помощи УШМ начинаются проблемы с спиной, потому как при обработке, распиловке металла приходится нагибаться, что не очень то профессионально. Многие сегодня переделывают болгарки в отрезные станки, что намного повышает производительность труда. А вот наш автор пошел еще дальше и создал станок абсолютно с нуля, имея 3 фазный двигатель еще Советского производства и металл в виде уголка, трубы и листа . Так же из уголка был сварен стол, а столешница имеет толщину равную 5 мм.
Работать подобным станком довольно удобно, уже не придется гнуть спину над металлом, а просто кладется заготовка на стол, зажимается тисами и опускается пилящая часть. При установленном мощном двигателе в 1500 оборотов, метал режется как масло.
И так, давайте же рассмотрим, что конкретно понадобится автору для сборки станка?
Материалы
- 3 фазный электродвигатель 1500 оборотов
- уголок
- проф труба квадратного сечения
- краска
- подшипники
- гайка
- болт
- пружина
- отрезной диск
- листовой металл 2 и 5 мм
- труба
- фанера
- автомат выключения
- шкив
- ремень
Инструменты
- токарный станок
- болгарка
- сварочный аппарат
- дрель
- молоток
- напильник
- штангенциркуль
- набор гаечных ключей
Процесс создания отрезного станка своими руками.
И так, первым делом автор начинает вытачивать шпиндель на токарном станке, он точится под 306 е подшипники и имеет диаметр 30 мм. С одной стороны посадочное место под шкив, а с другой соответственно для установки отрезного круга и резьба для его крепления.
Схема и чертежи.

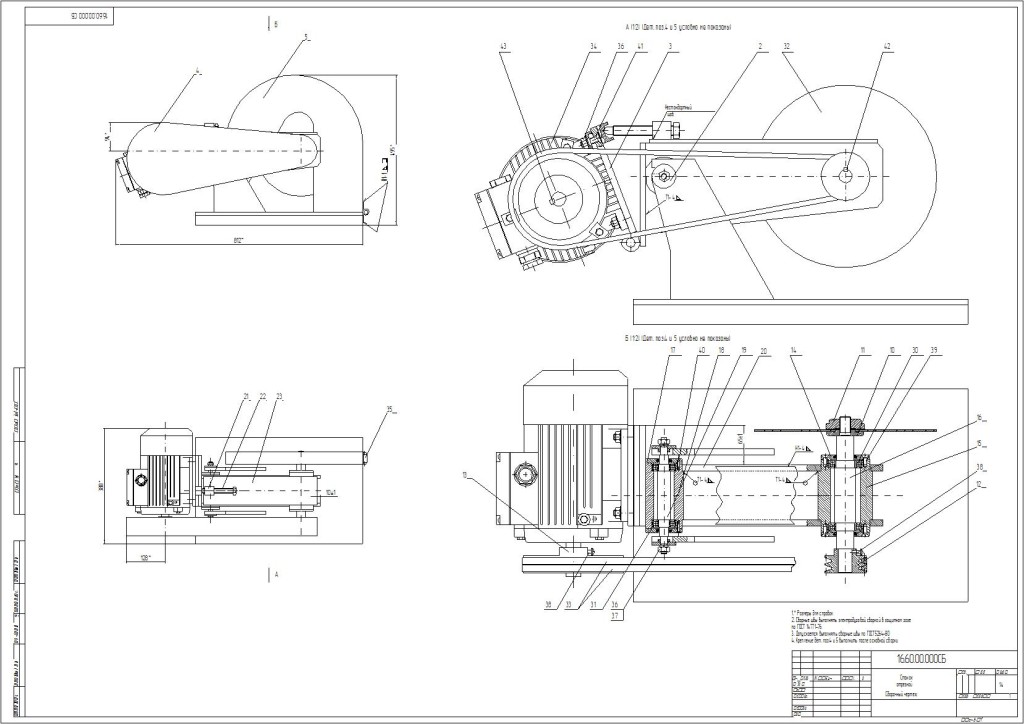
 От трубы отрезается 2 куска -это будут посадочные кольца для подшипников.
От трубы отрезается 2 куска -это будут посадочные кольца для подшипников.  Подшипник вставляется в кольцо и надевается на шпиндель.
Подшипник вставляется в кольцо и надевается на шпиндель.  После отрезается еще один кусок трубы, он будет соединять 2 посадочных кольца.
После отрезается еще один кусок трубы, он будет соединять 2 посадочных кольца. Прихватывает по краям, главное не приварить сам подшипник)))
Прихватывает по краям, главное не приварить сам подшипник)))  Как уже было сказано, на одну сторону крепится шкив.
Как уже было сказано, на одну сторону крепится шкив.  А на другой стороне будет установлен отрезной диск.
А на другой стороне будет установлен отрезной диск. После чего изготавливается рама станка с проделанными отверстиями для регулировки и натяжения ремня.
После чего изготавливается рама станка с проделанными отверстиями для регулировки и натяжения ремня. Примерка и установка электромотора.
Примерка и установка электромотора.  Далее мастер работает над изготовлением защитного кожуха для отрезного диска.
Далее мастер работает над изготовлением защитного кожуха для отрезного диска. Для чего используется металл 2 мм и уголок.
Для чего используется металл 2 мм и уголок.  Уголок кожуха приваривается к раме станка.
Уголок кожуха приваривается к раме станка.  Шарнир делается из 2х труб разного диаметра по средству вставки одна в другую.
Шарнир делается из 2х труб разного диаметра по средству вставки одна в другую.  Сварен стол из уголка и листа металла 5 мм.
Сварен стол из уголка и листа металла 5 мм.  К столешнице приваривается шарнир.
К столешнице приваривается шарнир.  Ручку мастер делает из проф трубы и стального прута.
Ручку мастер делает из проф трубы и стального прута.  Вот что получается.
Вот что получается.  Для крепления заготовки необходимы тиски и они будут сделаны из водопроводной задвижки.
Для крепления заготовки необходимы тиски и они будут сделаны из водопроводной задвижки.  Один уголок остается неподвижным, а второй ходит и зажимает заготовку.
Один уголок остается неподвижным, а второй ходит и зажимает заготовку.  Для защиты ремня так же сделан кожух.
Для защиты ремня так же сделан кожух.  Установлен.
Установлен. Подключен автомат.
Подключен автомат.  Защита от искр.
Защита от искр.  В нижней части стола добавлены полочки из фанеры.
В нижней части стола добавлены полочки из фанеры.  Покраска.
Покраска.  И вот так станок выглядит в завершенном виде.
И вот так станок выглядит в завершенном виде.  Вот такой замечательный и мощный отрезной станок получился у нашего мастера, теперь он может спокойно и не напрягая спину работать более продолжительное время, а это повышение производительности труда и дохода соответственно. Собранный станок из металлолома смотрится не чуть не хуже заводского аналога, а самое главное достанется такой чудо-станок практически бесплатно (если имеются в наличии необходимые составляющие и запчасти) Если Вам понравился материал, то приглашаем к нам в группу ВКонтакте Приходите, у нас много полезной информации.
Вот такой замечательный и мощный отрезной станок получился у нашего мастера, теперь он может спокойно и не напрягая спину работать более продолжительное время, а это повышение производительности труда и дохода соответственно. Собранный станок из металлолома смотрится не чуть не хуже заводского аналога, а самое главное достанется такой чудо-станок практически бесплатно (если имеются в наличии необходимые составляющие и запчасти) Если Вам понравился материал, то приглашаем к нам в группу ВКонтакте Приходите, у нас много полезной информации.
Самодельный круглопалочный станок чертежи. Круглопалочный станок — вихревая головка
Для формирования цилиндрических изделий из заготовок квадратного сечения необходим круглопалочный станок. Этот тип оборудования применяется для изготовления различного рода держателей, элементов мебели и строительных материалов.
Конструктивные особенности
Все модели круглопалочных станков относятся к деревообрабатывающему оборудованию. Конструктивно они состоят из блока подачи и режущей части. Обработка материала происходит за счет удаления излишков древесины с поверхности заготовки.
В качестве основы используется станина, изготовленная из чугуна или стальных листов, где располагается силовая установка, а также некоторые элементы управления. Подача материала в зону обработки происходит за счет системы валиков, расположенных в два ряда. Для оптимизации рабочего процесса нередко подобную систему подачи устанавливают и после прохождения материала через блок обработки. Последний представляет собой вал, на котором установлены режущие ножи. Во время их вращения происходит формирование цилиндрической детали.
Перед началом работы круглопалочный станок должен пройти определенные этапы наладки.
- Выбор режущего инструмента. Он может быть двух типов — обдирочный или для выполнения чистовой обработки. Во втором случае края лезвий ровные.
- Фиксация деревянные заготовки. Для этого используются планшайбы, центры или направляющие валики. Последние более популярны, так как имеют широкий диапазон размеров.
- Установка параметров станка. К ним относятся скорость вращения режущего инструмента, величина смещения деревянной детали по направляющим.
Для получения хорошего результата рекомендуется делать несколько этапов обработки. В процессе выполнения черновой происходит удаление первичного слоя, формируется необходимая конфигурация. Во время чистовой обработки деталь приобретает нужную форму. Зачастую после нее шлифование не нужно.
Для крепления режущего инструмента лучше всего использовать патроны с раздвижными кулачками. Они дают возможность устанавливать фрезы или лезвия различных размеров, что увеличит функциональность оборудования.
Технические характеристики

После определения оптимальной модели необходимо ознакомиться с эксплуатационными и техническими параметрами, которыми должен обладать круглопалочный станок. Все производители указывают эти характеристики в паспорте оборудования. Дополнительно рекомендуется изучить отзывы о фактической работе конкретной модели станка.
Зачастую круглопалочный станок имеет достаточно большие габариты и вес. Это обусловлено спецификой его конструкции. Много пространства занимают силовые агрегаты, а также система контроля движения направляющих валов. Это необходимо учитывать при выборе места установки.
Практически все круглопалочные станки должны иметь следующие технические характеристики:
- максимальный и минимальный диаметры заготовки, а также получаемого изделия;
- скорость подачи деревянных деталей, м/мин;
- минимальная длина заготовки;
- пределы частот вращения ножевого вала, об/мин;
- количество электродвигателей и их суммарная мощность.
Двойной привод обеспечивает высокую точность выполнения обработки. Также при его наличии для нормального функционирования станка необходим только один рабочий.

Помимо правильной установки, круглопалочный станок должен обслуживаться согласно правилам производителя. В течение всего периода эксплуатации движущиеся детали смазываются специальными составами, проверяется степень остроты ножей, а также изначальная конфигурация подающего механизма.
Кроме этого, заготовкам также предъявляются определенные требования. Изначально их конфигурация должна соответствовать максимально допустимому сечению, указанному в паспорте. Отклонения от этого параметра должны быть минимальными. С целью предотвращения появления аварийных ситуаций проверяется возможное наличие в структуре деревянной детали стальных элементов.
После длительной работы поверхность станка должна быть очищена от стружки и пыли. В противном случае это может привести к износу оборудования.
В видеоматериале показан действующий круглопалочный станок:
- Популярные модели
- Изготовление точильного блока
Круглопалочный станок – это оборудование для производства длинномерных деревянных изделий круглого профиля.
Такая продукция необходима для оснащения ручных инструментов черенками и рукоятками.
В мебельном производстве тоже используют такие детали малого диаметра. Принцип работы станка можно сравнить с действием обыкновенной точилки для карандашей.
Устройство станочного оборудования
На сегодня существуют круглопалочные станки разных моделей, различной производительной мощности и габаритов. Основным узлом станка для изготовления черенков является специальная насадка – вихревая головка, которая представляет собой блок со сквозным отверстием. Внутри проёма головки устанавливаются ножи. Ножевой проход регулируют таким образом, чтобы деревянная заготовка на выходе превращалась в круглопалочник нужного диаметра.
Большие стационарные круглопалочные станки: кпа 20 50, кп 61, кп 62 и кпа 50, снабжены вращающейся вихревой головкой, в которую подаются палки.
Схема работы малогабаритных устройств основана на том, что вращающаяся заготовка протягивается через установленные ножи в стационарном блоке.
Самыми важными деталями станка являются фрезы ( ножи по дереву). Ножи изготавливают из стали марки Р6М5.
Фреза толщиной 12 мм способна точить цилиндрический деревянный стержень диаметром до 40 мм включительно. Нож толщиной 14 мм может резать древесину диаметром до 50 мм. Резец толщиной 16 мм применяют для того чтобы точить круглые черенки, сечение которых составляет 60 мм и более.
Аббревиатура в маркировке моделей оборудования обозначает следующее: кпа – станок круглопалочный с автоматической подачей заготовок, число – диаметр продукции на выходе.
Популярные модели
Рассмотрим технические характеристики популярных марок станков:
КП 20-50
Станок предназначен для изготовления черенков и подобных изделий круглого сечения из разных пород леса. Установленная трёх ножевая вихревая головка в чугуном литом корпусе, даёт на выходе продукцию диаметром от 20 мм до 50 мм.
Модель КП-61 изготавливает круглые деревянные изделия для бытового инструмента, спортивного инвентаря, мебели и другого назначения. Регулировка фрез позволяет получить продукцию диаметром от 10 мм до 50 мм.

В отличие от предыдущей модели, КП-62 оснащён двумя рядами протяжных роликов. Ролики обеспечивают повышенную осевую точность входа в режущий блок. Квадратный профиль может подаваться со скоростью до 12 м/мин. Сечение, получаемых изделий, колеблется в пределах от 10 мм до 60 мм.

КПА-50
Станок КП-50 оснащён двумя электродвигателями, благодаря которым можно устанавливать повышенную скорость обработки материала – 18 м/мин. Диаметры продукции колеблются в пределах от 20 мм до 50 мм.
Круглопалочный станок fs оснащён мощной вихревой головкой, способной обтачивать деревянные брусья диаметром от 18 мм до 160 мм. Многопрофильное оборудование выгодно эксплуатировать в заводских условиях при больших объёмах производства деревянной продукции.
Для сравнения основных технических характеристик и стоимости вышеуказанных станков, сведём их показатели в общую таблицу:
Диаметр изделий, мм
Скорость подачи м/мин
Кол-во ножей в головке, шт
Скорость вращения головки, об/мин
Ориентировочная цена, руб
Самостоятельное изготовление станка
На собственном подворье хозяин дома вполне может сделать деревообрабатывающий круглопалочный станок. Чертеж-схема станка, конструкция которого вполне простая, представлена ниже. Для размещения оборудования необходимо создать определённые условия:
- Станок для черенков должен помещаться в тёплом сухом подсобном электрифицированном помещении (сарае). В качестве силовой установки нужно приобрести трёхфазный электродвигатель мощностью не меньше 0,5 кВт.
- Подключение трёхфазного двигателя должен производить специалист-электрик. Обязательно должно быть выполнено заземление силового оборудования.
- Двигатель подключается к сети через регулятор оборотов вращения вала.
- Верстак лучше всего сделать из металла длиной не менее 2-х метров. Стол обязательно должен быть заземлён.
- На вал двигателя устанавливаю специальную насадку. Насадка фиксируется на валу тремя болтами. С внешней стороны деталь имеет отверстие для крепления деревянных заготовок. Деревянный профиль зажимается в насадке болтами с четырёх сторон.
- На верстаке устанавливают две направляющие из металлического профиля.
- Головку с режущими элементами оснащают опорными элементами, которые позволяют блоку перемещаться вдоль направляющих планок. При этом опоры не должны давать смещаться головке в поперечном направлении.
- Направляющие планки покрывают смазкой. В режущий блок вставляют две горизонтальные поперечные ручки, удобные для обхвата ладонями.

Работа самодельного оборудования
Изготовление черенков начинают с того, что деревянный брус жёстко закрепляют в насадке. Режущий блок устанавливают на направляющие планки. Двигатель включают на пониженных оборотах. Свободный торец бруса вставляют в головку.
Работник, держась за ручки режущего блока, медленно надвигает его на вращающийся брус. Чтобы получить качественную поверхность черенка, регулируют частоту оборотов насадки и силу нажима на головку.
Самодельное оборудование лучше всего предназначать для обработки заготовок из хвойных пород дерева.
Так, как процесс обработки дерева довольно пыльный, нужно пользоваться средствами индивидуальной защиты органов дыхания и зрения (марлевая повязка, респиратор, защитные очки).
Некоторые «специалисты» советуют обходиться без верстака. Блок держат в руках на весу. Такой метод далеко не безопасен. Малейшая продольная кривизна заготовки может вызвать биение бруса. Заготовка может вырваться из блока и нанести травму работнику.
Изготовление точильного блока
Режущий блок можно изготовить своими руками. Браться за такую работу нужно человеку, имеющему достаточный опыт в обращении со столярными и слесарными инструментами.
Самодельную головку собирают из дубовых досок в форме куба. Внутри проёма размещают два ножа. Резцы крепят саморезами. Отверстия в ножах выполнены овальной формы. Это позволяет сделать выставление точильного зазора нужного диаметра.
Для надежной фиксации ножей под шляпки саморезов подкладывают гроверные шайбы. Благодаря своей волнистой поверхности, шайбы не дают произвольно смещаться резцам.
Окончательная обработка черенков
Полученный черенок не вынимают из насадки. Брусок с закреплённой наждачной бумагой прижимают к вращающемуся черенку. Передвигая абразив вдоль палки, получают гладкую поверхность дерева.
Круглый стержень покрывают мебельным лаком. Лак создаёт надежную защиту о т влаги и препятствует отслоению материала в виде острых заноз. Полученные черенки обрезают до нужной длины. Для лопат и граблей нижний конец черенка срезают под углом 45 о.
Деревообрабатывающий круглопалочный станок(вихревая головка) КПС-1 предназначен для изготовления круглых деревянных прутков,
черенков, шкантов (нагелей) диаметром от 28 до 40мм
практически любой длины из соответствующих заготовок (брусков квадратного сечения) любой породы дерева.
На круглопалочном станке(вихревая головка) КПС-1 изготавливается огромный ассортимент всевозможных ручек, прутков, черенков и других
вспомогательных комплектующих деталей для большой номенклатуры применяемых в народном хозяйстве изделий.
Качество обработанной поверхности готового изделия почти не требует дополнительной доводки.
Порода обрабатываемого дерева: — любая
Чистовой диаметр обработанных прутков:
Обороты вихревой головки: — 4500 об/мин
Количество резцов вихревой головки: — 3 шт
Как сделать станок для холодной ковки своими руками

Кованые заборы, ограды, садовая мебель – дорогостоящие предметы экстерьера, а с помощью самодельного оборудования и навыков можно собственноручно изготавливать металлоконструкции даже на продажу. В статье расскажем, как сделать простой ручной станок для холодной ковки металла своими руками, а также дадим чертежи.

Разновидности станков
В зависимости от используемой технологии и получаемого результата, а также в связи с затрачиваемыми ресурсами на работу с заготовкой и возможности, и функции устройства, все их можно разделить на категории. Одни могут быть изготовлены в домашних условиях, другие – только на заводах.
Станок «Улитка»

Сам корпус состоит из спирали, в которую помещается металлопрофиль или металлический жгут. Изделие имеет несколько сегментов, чем их больше, тем сильнее происходит закручивание. Отлично, когда можно менять одни фрагменты на другие, чтобы изменять радиус полученного изгиба, тогда одним аппаратом можно будет пользоваться для выполнения разных задач.
Коротко об основных узлах приспособления:
- Каркас – он создается из металлических прочных швеллеров, уголков или труб.
- Станина с округлой поверхностью – на нее накладывается большая нагрузка, поэтому необходимо делать ее максимально прочной.
- Вал из толстостенной трубы для вращения.
- Рычаг, который крепится к цилиндрическому ролику в середине.
- Сами сегменты улитки. Их можно предварительно расчертить прямо на столешнице, измерить, а потом сделать из стали, или воспользоваться картонными шаблонами с последующим изготовлением из металлического листа.
Торсионное оборудование для холодной ковки своими руками

С помощью такого станка можно получить не завитки, а красиво закрученные вокруг своей оси фрагменты из металлопрофиля. Трубы и круглые прутки подвергать такому изгибу нельзя, но полые и сплошные изделия из металла с квадратным сечением смотрятся с витым рисунком очень изящно.
Аппарат для продольного скручивания состоит из станины (из швеллеров или двутавра) с крепко установленным зажимом. В тисках будет закрепляться неподвижный участок заготовки. На втором конце, подвижном, имеются ролики, которые приводят этот участок в движение. Кончик металлопрофиля также зажимается в фиксаторе. От наконечника идут длинные рукояти (чем рычаг длиннее, тем больше прикладываемая сила) – они приводят в движение аппарат.

Станок «Гнутик»
Приспособление напоминает штамповку или пресс, поскольку активной является только одна часть, а низ с креплением остается пассивным. На неподвижной станине монтируется два вала, они удерживают заготовку (трубу, металлопрофиль). Подвижный элемент – клин – находится предварительно внизу, но когда деталь помещается между опорами и рычагом, то последний приходит в движение и «проминает» плоскость. Получается зигзаг, или «гнутик», как на фото:
Станок «Волна»

Часто такие приспособления делаются не самостоятельно, а приобретаются. Они универсальны и подходят для изготовления изгибов с разными радиусами. Конструкция самодельного оборудования для холодной ковки состоит из столешницы с двумя дисками разного или одинакового размера, при этом один опорный, а второй подвижный. К нему прикреплен вороток, с помощью которого приводят в движение всю систему.
Особенность в том, что можно передвигать расположение элементов, а также менять круги на другой диаметр – это позволяет изменять радиус изгиба.

Станок — пресс
Это аппарат позволяет делать приплюснутые наконечники шестигранников, прутков, металлопрофиля. Он состоит из двух прочно приставленных друг к другу валов – между ними находится минимальный зазор. Они могут быть полностью гладкие или рифленые. В первом случае получится классическая плоская пика, во втором – «гусиная лапка» с рифлением.
В гнездо между двумя роликами необходимо просунуть заготовку, затем привести в движение аппарат посредством рычага, затем обратно. Движение достаточно сильное быстрое, чтобы произвести прокат. Так выглядит результат процесса:

Отличия холодной ковки
Основная разница при процедуре – нет дополнительной термообработки,то есть нагрева. Деформации производятся в обычных для стали температурных условиях.

- простое оборудование, которое можно изготовить своими руками;
- нет потребности в печи и прочих приспособлениях для кузнечных работ;
- необходимо применять физическую силу, но можно оснастить аппаратуру электроприводом;
- эстетичный внешний вид и оставление всех технических качеств и свойств.

Устройство станков для ковки по холодному типу
В зависимости от разновидности конструкция различается, но есть общие черты:
- крепкая станина – она должна выдерживать вес заготовки плюс усилие, с которым поворачивается рычаг;
- все элементы выполняются из надежной стали – деревянные шаблоны слишком мягкие, чтобы гнуть на них твердый металл, но алюминий или тонкостенный стальной лист – почему бы нет;
- обычно это стационарное устройство.
Остальные конструктивные особенности зависят от видов.

Оснащение электроприводом торсионного станка для холодной ковки
Электризация – бессмысленное мероприятие и затратное, если вам нужно согнуть одну или две заготовки. Но в случае, если вы намерены изготавливать изогнутые элементы для целого забора или заниматься этим делом профессионально, то без помощи электродвигателя не обойтись. Что это дает:
- увеличение скорости;
- эффективность и продуктивность агрегата в целом тоже повышается;
- стабильная и постепенная работа;
- надежная фиксация, отсутствие влияния человеческого фактора (разного рода ошибки при прокручивании рычага);
- работник значительно меньше утомляется.
Если вы планируете многосерийное производство, необходимо поставить двигатель и ремни для передачи энергии в механическое движение, но предварительно следует произвести расчеты.

Построение завитка для станка своими руками
Раздел актуален для тех, кто делает «улитку». Удобнее всего нарисовать на столешнице логарифмическую спираль, сделать в поворотных точках крепления, чтобы разделить всю кривую линию на съемные части. Затем мы рекомендуем из бумаги/картона сделать шаблоны и после перенести их на сталь.
Основная сложность заключается в расчетах. Радиус от центра к крайней точке постоянно увеличивается и растет в зависимости от количества витков и желаемого изгиба. Мы привели пример чертежа уже с нанесенными размерами, но их можно рассчитать для себя:

Сооружение станка для холодной ковки
Мы рекомендуем уже на этапе проектирования предусмотреть необходимость менять диаметр изгибов, поэтому нужно:
- сделать несколько отверстий для креплений – так можно будет при необходимости передвинуть один из элементов (вал, часть улитки и пр.);
- подготовить съемные детали других размеров, например, круги большего и меньшего радиуса.
Крепление насадок удобнее всего осуществлять посредством болтов.

Как построить завиток
Когда вы уже приступите к изготовлению, вы поймете, что для каждого отдельного изделия нужен свой шаблон с уникальными параметрами. Поэтому мы рекомендуем сделать несколько заготовок со стандартными габаритами, а затем устанавливать их на станину в зависимости от потребностей.
Основной аппарат, который используется, – это «улитка», здесь все построено на логарифмической спирали. Радиус каждого витка при повороте больше, чем в предыдущей точке.

Улитка с рычагом
Мы много рассказывали об этом приспособлении, посмотрим, как им пользоваться:
Торсионы
Винтовое скручивание прутьев возможно и вовсе без станочного оборудования. Как это сделать: если прут поместить внутрь трубы, а один конец зажать в тисках, то можно просто у основания второго зафиксированного края начать вращение с помощью рукояти. Скованное пространство не позволит заготовке делать непроизвольные изгибы, так как все витки будут одинаковыми. Но, на весу проводить процедуру не удобно, намного лучше, если все конструктивные элементы будут иметь свое статичное положение на крепкой столешнице. А еще лучше – если придется не руками крутить вертушку, а только нажимать на кнопку.

Об электроприводе торсиона
У автора видео представлен многофункциональный станок, где есть скручивание в различных плоскостях, в том числе торсионное:
Волна и зигзаг
Если вам нужны не завитки и окружности, а лишь небольшие изгибы – волнообразные или зигзагообразные, более острые, то понадобится «гнутик». О его оснащении мы уже рассказали. Теперь объясним то, что действующие элементы (их три – два статичных, один – подвижный) могут заменяться. Так круглые валы для мягкой волны могут быть заменены на клинья с острыми углами, что дает ровный и четкий зигзаг.

Сборка устройства
Рекомендуем все элементы на предварительном этапе подсоединять на не очень прочные крепления (не нужно сразу работать сваркой), поскольку при проектировании могли быть допущены ошибки. Начните с болтов, а затем проведите тестовый запуск. Если вас полностью устраивает конструкция, то можно произвести финальную сборку с наиболее крепкими соединениями, в том числе с использованием сварочного аппарата.

Соединение и покраска деталей
Внутренняя часть улитки, которая имеет постоянный контакт с заготовками, не должна быть окрашена, а только тщательно отполирована – без зацепок и ржавчины. Остальные части могут быть покрыты любым ЛКП.

Как обойти камень
Итак, вопрос – делать самому или покупать уже готовую аппаратуру? Если вам нужна высокая производительность и точность, то лучше заказать заводской агрегат. В случае, когда вам нужно загнуть одну-две заготовки, то можно сделать самый простой «гнутик».

Изделия, произведенные методом холодной ковки
Сделать можно многое, мы перечислим самые распространенные способы применения:
- Садовая мебель: столы, скамейки, стулья, мусорные урны.
- Качели.
- Ограды, заборы и украшение сплошных ворот.
- Балконные перила, а также поручни для лестниц, ступеней. Сами витые конструкции.
- Козырьки и крытые дворы.
- Амбары, теплицы с металлическим каркасом, а также любые металлоконструкции, где может понадобится гнутый металлопрофиль.

В статье мы дали чертежи самодельных станков для холодной ковки своими руками, рассказали о их особенностях и отличиях. В качестве завершения темы посмотрим еще одно видео о том, как в домашних условиях изготовить полноценное оборудование:

