
Характеристика и описание центровочного сверла по металлу
Сверло центровочное — ГОСТ, типы и применение

Сверло центровочное – это специальный металлорежущий инструмент с двухсторонней режущей частью и, как правило, большим по диаметру хвостовиком для зажима в патрон. Сверло имеет основную тонкую режущую часть, а также конусные режущие кромки для раззенковки отверстия под сверла больших диаметров. Из всех видов сверл именно сверло центровочное ГОСТ 14952-75 обеспечивает максимальное качество и точность сверления и строгую перпендикулярность, исключает скольжение по поверхности, что свойственно обычным сверлам.
Основные параметры центровочного сверла
Для правильного выбора центровочного сверла описание его характеристик играет важную роль. Ведь это точный профессиональный инструмент преимущественно для станочного оборудования, применение которого позволяет снять проблемы с накоплением неточностей при сверлении.
Стандартны на центровочные сверла комбинированные определены в ГОСТ 14952-75 с указанием типоразмеров, правил маркировки и требований к продукции. Так, определены следующие типы центровочных сверл:
- Тип А – для раззенковки отверстий с углом конуса 60° и предохранительным конусом.
- Тип В — для раззенковки отверстий с углом конуса 60° без предохранительного конуса.
- Тип С — для отверстий с углом конуса 75° без предохранительного конуса.
- Тип R – для отверстий с образующей дугообразной формы.
Диаметр сверл составляет от 0,5 до 10 мм. Каждый из типов имеет два варианта исполнения с параметром d менее или равно 0,8 и d более 0,8 мм. Выбор исполнения зависит от требований к шероховатости стенок. При d менее или равно 0,8 она меньше, при d более 0,8 мм – немного больше. В качестве материала используется инструментальная сталь Р6М5, зарубежный аналог HSS, или быстрорежущая сталь Р9.
Частой ошибкой при выборе центровочного сверла является неправильное определение диаметра. В отличие от обычного сверла, где диаметр определяется по диаметру хвостовика, в данном инструменте он определяется по диаметру основной режущей части.
Возможности применения центровочных сверл
Центровочные сверла – это высокоточный профессиональный инструмент, который необходим для токарных и сверлильных станков. Они востребованы механическими мастерскими, цехами, мебельными мастерскими, СТО и др. предприятиями. Он необходим в тех случаях, когда технология требует полной перпендикулярности сверления, отсутствия скосов и других неточностей. Центровочные сверла применяются и в деревообработке, так, например, они отлично подходят для подготовки конусов под потайные головки.
Помимо профессионального применения центровочные сверла используются и в быту. К примеру, это идеальный способ для высверливания срезанного заподлицо болта благодаря высокой точности и перпендикулярности сверления. Востребован данный инструмент и радиолюбителями для точного сверления печатных плат и во многих других целях. Обращаем ваше внимание, что, как и любой точный инструмент, сверла требуют бережного хранения, желательно в закрытых ящиках или футлярах, а также своевременной очистки от загрязнений.
Центровочные сверла
Содержание:
- Предназначение центровочных сверл
- Применение сверл
- Размеры и доступы
- Хитрости при работе
- Видео использование центровочного сверла
Центровочное сверло представляет собой очень короткое сверло с толстым хвостовиком. Диаметр хвостовика в 2.5…3 раза превышает диаметр рабочего кончика сверла. Такое сверло обладает очень высокой жёсткостью, что предотвращает его изгиб при начальном засверливании и позволяет приложить большие усилия подачи.
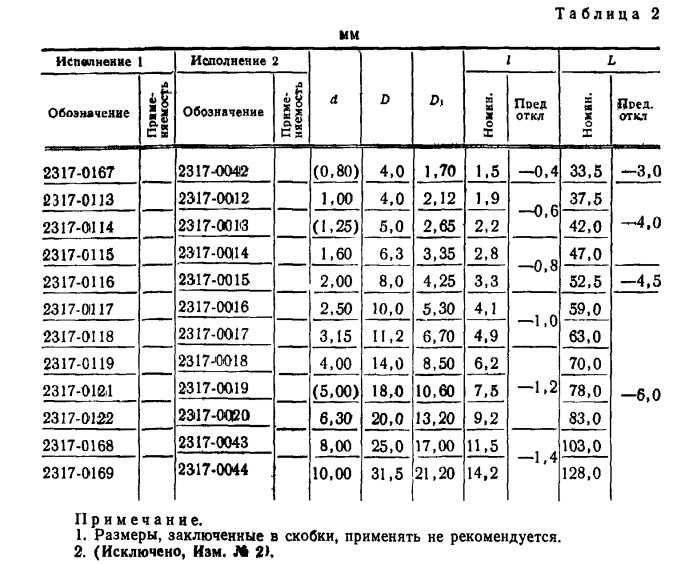
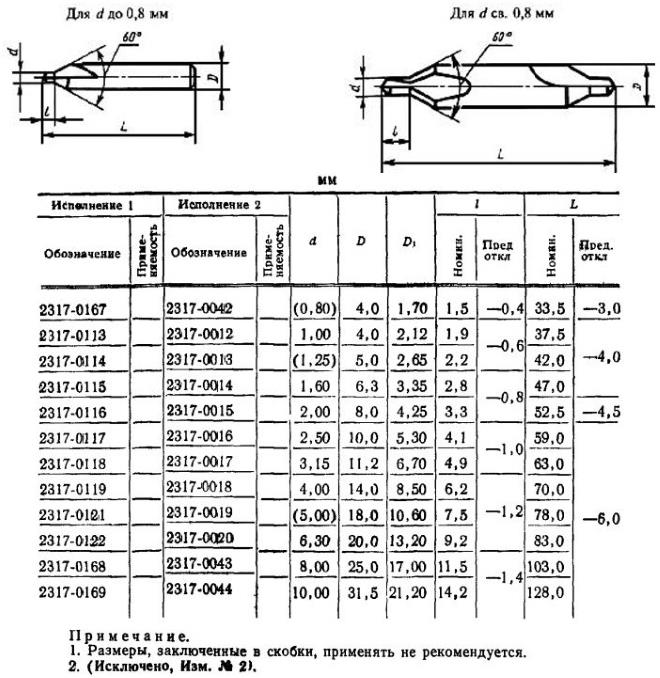
В начальный момент засверливания образуется отверстие небольшого диаметра, которое затем расширяется режущими кромками конической части сверла. Самые ходовые размеры цсентровочных свёрл приведены в таблице на рис.1.

Предназначение центровочных сверл
Предназначены центровочные свёрла прежде всего для сверления центровочных отверстий в деталях для их последующей обработки в «центрах». Однако на самом деле спектр применения центровочных свёрл намного шире. Их используют для предварительного засверливания отверстий на токарных, сверлильных, фрезерных и других станках. Но и этот перечень далеко не исчерпывает всех их возможностей. Не менее эффективно центровочные свёрла можно применять и в домашней мастерской. Попробую показать это на нескольких примерах.
Применение сверл
Так, очень полезными будут центровочные свёрла для радиолюбителей, которым приходится сверлить множество отверстий в печатных платах. В силу своей геометрии центровочные свёрла обладают значительно большей жёсткостью, чем обычные свёрла малого диаметра. Поэтому работать ими гораздо удобнее. Справедливости ради надо заметить, что приведенные на рис.1 наиболее ходовые и часто встречающиеся диаметры центровочных свёрл вряд ли заинтересуют радиолюбителей. Однако ГОСТом предусмотрены и выпускаются центровочные сверла диаметром 0,5; 0,6 и 0,8 мм. Правда, найти их несколько сложнее.
Практически любому домашнему мастеру приходилось сталкиваться с ситуацией, когда винт или шуруп не «поддаётся». Я в таких случаях аккуратно высверливаю головку шурупа, после чего соединение более или менее легко разбирается. Особенно удобно это делать с винтами и шурупами со шлицем под крестовую отвёртку, так как характерное углубление в центре головки облегчает выбор точного направления сверления.
Размеры и доступы
Размеры сверла я выбираю исходя из размеров винта или шурупа, головку которого надо высверлить. Диаметр хвостовика центровочного сверла должен быть равен или чуть больше диаметра «тела» винта или шурупа (рис.2). Конец сверла устанавливают в центр головки винта и сверлят до тех пор, пока конусная часть сверла не углубится до «тела». При этом головка винта отламывается и начинает проворачиваться вместе со сверлом. Именно в этот момент надо прекратить подачу и остановить дрель. По своему опыту могу сказать, что дальнейшее сверление обычно не требуется — винтовое соединение более или менее легко разбирается.
Аналогичным образом высверливаются винтовые соединения с «потайными» и «полупотайными» головками. Так же легко можно высверлить винты со шлицем под плоскую отвёртку и заклепки, но их надо сначала накернить, а потом приступать к сверлению. Несколько раз мне приходилось использовать центровочное сверло прямо на автомобиле, причём в самых неудобных и труднодоступных местах. Обычно я действовал в следующей последовательности. Из-за невозможности накернить центр на обломке шпильки начинал сверлить сразу центровочным сверлом. При необходимости, отклоняя сверло в том или ином направлении, старался направить его так, чтобы центр сверления как можно точнее совпал с центром шпильки. Затем продолжал сверление на необходимую глубину обычным спиральным сверлом и пытался вывинтить обломок шпильки с помощью специального инструмента — экстрактора.
Хитрости при работе
Если же извлечь обломок шпильки экстрактором не удавалось, то удалял его с помощью метчика. Для этого отверстие, высверленное по оси шпильки, рассверливал ещё чуть больше и восстанавливал резьбу метчиком. Если диаметр высверленного по оси шпильки отверстия был выбран правильно, то при прохождении метчика остатки резьбовой части старой шпильки выкрашиваются и удаляются. Главное — правильно рассчитать диаметр отверстия. Это легко сделать, зная диаметр и шаг резьбы.
Так, например, для резьбы М8×1,5 мм из диаметра резьбы надо вычесть величину шага (8 — 1,5 = 6,5 мм) и уменьшить ещё на 0,5…0,6 мм. То есть сверло должно иметь диаметр примерно 6 мм, чтобы при сверлении оно не затронуло гребни и впадины резьбы на обломке шпильки и оставило минимум металла, который метчик легко выкрошит и удалит. Можно ещё долго перечислять различные примеры «нецелевого» использования центровочного сверла — их множество. Мой совет домашним мастерам: заведите этот полезный инструмент у себя в мастерской и вы об этом не пожалеете. Приобрести такие свёрла в специализированных инструментальных магазинах и на рынке не так уж сложно, в продаже они бывают довольно часто.
Видео использование центровочного сверла
Как выбрать сверло для обработки металла
Сверлом для работы с металлом мастер может обработать материал из прочной стали, бронзы или просверлить отверстия в алюминиевом изделии. Ими пользуются и на промышленных предприятиях, и в бытовой сфере. Правильно подобрать тип режущего инструмента – половина успеха задуманной работы. Опытным мастерам легко удаётся выбирать сверла, ориентируясь на такие параметры, как вес, длина, цвет и маркировка. Новичкам перед тем, как сделать выбор, нужно изучить главные особенности.

Виды сверл
Идеальный результат сверления зависит не только от профессионализма и опыта мастера, но и от верного подбора сверла. Нужный инструмент значительно облегчит работу. Виды сверл для металлических поверхностей различаются по типу конфигурации и материалу, из которого они изготовлены.
1. Спиральные сверла – стандартные изделия цилиндрической формы. Они достигают 80 мм в диаметре. Изготавливаются из качественной стали. Их конструкция такова, что рабочие поверхности заточены под углом 118 градусов. Они нужны практически для всех основных сверлильных работ с металлом. Это универсальный, прочный инструмент.

2. Конические (или ступенчатые) сверла – изготавливаются в виде конусов со ступенчатой поверхностью (спиралью). Ими легко можно пробуравить двухмиллиметровое отверстие. Также их используют для корректировки небольших дефектных отверстий, которые образовались в результате плохой работы другого инструмента.

3. Корончатые сверла представляют собой зубчатые полые коронки. Их также называют кольцевыми фрезами. Они нужны мастеру для работы с тонким металлом, чтобы оформить аккуратные отверстия до 30 мм. Данным инструментом можно сверлить на большую глубину, благодаря тому, что стружка проходит в полость коронки.

4. Перовые (плоские) сверла состоят из сменных рабочих пластин. Они предназначены для высверливания идеальных глубоких отверстий в металле любой прочности. Особенность этого вида в том, что плоское сверло практически не делает перекосов во время сверления. Кроме того, они самые дешёвые, поэтому привлекают к себе внимание мастеров.

В зависимости от материала производства, сверла делятся на кобальтовые и твердосплавные. Первые выполнены из кобальта. Вторые – из высокопрочных сплавов.
— Кобальтовые сверла используют при высоких температурах, так как они не теряют своих качеств. С инструментами из быстрорежущей стали, легированной кобальтом, можно работать с очень прочными материалами и металлическими изделиями высокой вязкости. У кобальтовых свёрл средняя цена, но их качество и работоспособность вполне её оправдывают.
— Твердосплавные свёрла обладают высокой твёрдостью режущей кромки. Сама оснастка обычно выполнена из простой стали для слесарных инструментов. А пластины – из карбидного сплава. Такие модели нужны для сверления изделий из особо прочных материалов большой толщины. Особенность твердосплавного сверла в том, что оно умеет самозатачиваться в процессе работы.
Конструкция сверла
Сверла для работы с металлом состоят из режущей части, хвостовика и рабочей поверхности, которая нужна также, чтобы выводить насверленную стружку из отверстия. Все три части оснастки могут отличаться по размеру, материалу изготовления и конфигурации. Поэтому конструкция сверл – это их уникальная структура, которая отличает один вид от другого.

Особенности маркировки
Маркировка на сверлах зависит от их технических свойств и страны производства. Российский ГОСТ предполагает наличие маркировки на всех сверлах, чей диаметр от двух сантиметров и выше. В ней обычно содержится основная информация об изделии: о марке стали и диаметре сверла. Маркировка располагается на хвостовике режущего инструмента.
На инструменте отечественного производства можно увидеть маркировку вот такого типа: «Р6М5К». Это формула, в которой каждый символ – подробная информация о сверле. Данная маркировка, к примеру, означает, что изделие изготовлено из быстрорежущей стали (Р), содержание вольфрама в нём составляет шесть процентов (6), молибдена – пять процентов (М5) и пять процентов кобальта (К5). На свёрлах иностранного производства стоит маркировка НSS и дополнительные обозначения, которые так же, как и у отечественных производителей, указывают на характеристики изделия. Например, «HSS-4241» означает, что данная модель пригодна для работы с алюминием.
Классификация по цвету
По цвету можно определить характеристики инструмента: прочность, долговечность, назначение. Различают сверла трёх цветов: серый, чёрный и золотистый.
Серые свёрла относятся к самым простым, дешёвым и недолговечным. У них отсутствует защитное покрытие, поэтому при работе быстро теряются рабочие характеристики. Они не подойдут для работы при высокой температуре или для сильной механической нагрузки. Но в качестве одноразового использования для несложной работы используются часто.

Сверла чёрного цвета при изготовлении обрабатывают паром высокой температуры. Благодаря этой обработке материал закаляется и становится прочным. Они изнашиваются меньше и служат дольше, чем серые.

Золотистые сверла могут быть более светлыми и насыщенными. Светло-жёлтые очень прочные. Их изготавливают из быстрорежущей стали, используя технологию термической обработки. Ярко-золотые режущие инструменты обладают ещё более высокой прочностью, чем светлые. У них имеется нитридно-титановое покрытие. Во время сверления отверстия золотое сверло почти не испытывает силы трения, что значительно продлевает срок службы.

Чертеж сверла
Классификация по размерам
В настоящее время выпускают сверла для работы с металлом разных размеров для работы с изделиями любой толщины. Современное производство классифицирует режущий инструмент трёх рабочих размеров:
сверла короткой серии — их минимальная длина – 20 мм, максимальная – 130 мм; диаметр колеблется от 0,3 до 20 мм.
удлиненные – выпускают длиной от 19 до 205 мм и диаметром от 0,3 до 20 мм.
сверла длинной серии — достигают длины 254 мм, минимальный диаметр – 1 мм (максимальный – 20 мм).
Длинной моделью удобно работать с изделиями, имеющими большую толщину и прочность. Короткие режущие инструменты используют для сверления аккуратных одинаковых отверстий в тонком изделии (например, металлическая пластина).

Типы хвостовиков
Хвостовая часть сверла имеет разную конфигурацию — цилиндрические, конические и шестигранные. Чаще всего в практике используют цилиндрические модели. У них есть небольшая особенность: диаметры сверла и хвостовика могут не совпадать. Специалисты утверждают, что если оснастить инструмент для сверления цилиндрическим хвостовиком чуть большего диаметра, этот маневр сделает фиксацию более крепкой. Есть и минус – повышение рекомендуемой мощности инструмента. Но дрель не повредиться, если такое сверло в процессе работы заклинит. Конические хвостовики подходят для свёрл в промышленных дрелях. Такими – обрабатывают заготовки на заводских станках. Инструмент с шестигранным хвостовиком служит хорошей фиксацией в специальных зажимах и кулачковых патронах.

Каким производителям можно доверять
Качество и срок службы сверл обработки металла зависит от производителя. Мастера, которые пользуются свёрлами каждый день, утверждают, что хороший инструмент можно найти как у отечественных компаний, так и у зарубежных.
Сверла российского производства устойчивы к износу, прочны и долговечны, но, к сожалению, на рынке их с каждым годом всё меньше. Сейчас спросом пользуются изделия фирм «Интерскол» и «Зубр». Под этими торговыми марками выпускаются не дорогие, но надёжные инструменты высокого качества. Также хорошо зарекомендовали себя сверла производителей «Практика» и «АТАКА».
Среди импортных профессионалы предпочитают режущие инструменты по металлу фирм «Ruko», «Bosch», «Haisser» и «Makita». Характеристики у них примерно одинаковые: могут выдерживать экстремальные нагрузки, работать «на износ», при этом изнашивание происходит медленно. Хорошее соотношение цены и качества. Есть еще две фирмы – «Extreme 2» и «Dewalt». Их изделия отличаются от прочих высокой скоростью сверления.
Цена инструмента зависит от страны производства, длины, диаметра, прочности и от того, для чего он предназначен.
| Рейтинг лучших сверл для обработки металла |
|---|
| Bosch 2607017154 |
| Атака Н802-6 |
| Wurth Zebra Spiralbohrersatz HSS |
| Энкор 25219 |
| Metabo Bestell-Nr. 27 094 HSS—G |
| AEG HSS-G 4932430416 |
| Зубр МЕТ-Ш H19 Р6М5 |
| DeWALT DT7926 Extreme2 HSS |
| Hawera HSS—C SpiralBohrer GQ-32692 |
| Irwin TurboMax 10503992 |
Какие материалы можно обрабатывать сверлами для металла
Сверлом данного типа можно обработать не только изделия из стали, бронзы, алюминия. Его можно использовать для других материалов, например, дерева, керамики, бетона, кирпича. Для работы с ними нужно учитывать толщину, длину и вид инструмента, а также мощность, с которой производится сверление.

По какому принципу стоит выбирать сверло
Выбирая сверло, ориентируйтесь на следующие показатели:
Вес — качественное сверло не должно быть лёгким; специалисты рекомендуют покупать режущие инструменты весом от 14 граммов. Если в магазине нет весов, ориентируйтесь на свои ощущения.
Прочность — чтобы сверлу поддалось изделия из металла, оно должно быть прочным; проверить прочность можно с помощью стеклянной бутылки. Нацарапайте что-то на стекле рабочей поверхностью инструмента – на бутылке должны остаться внушительные царапины и стеклянная крошка вокруг них.
Качество изготовления — мастера советуют брать свёрла, сделанные методом фрезеровки с последующим шлифованием.
Угол заточки — для металла лучше выбирать сверла, заточенные под углом 130-135 градусов.
Марка стали — приобретайте инструменты, которые подойдут к вашему оборудованию (дрели, сверлильному станку и т.д.).

Правила заточки
Угол заточки сверла – это то, насколько остро обточена рабочая поверхность и кромки. По технологии выполнения обтачивание может быть одноплоскостным и коническим. По одноплоскостной технологии затачивают небольшие свёрла до 3 мм в диаметре. Для заточки такого режущего инструмента нужен специальный наждачный круг. Сверло под углом 30 градусов подносят к кругу так, чтобы его режущая часть соприкасалась с наждачной поверхностью круга.
Более сложной считается коническая заточка. Этот способ применяют для свёрл диаметром более 3 мм. Инструмент нужно держать обеими руками одновременно за хвостовик и спиралевидную часть и проворачивать в процессе обтачивания, придавая форму конуса. Сверла затачивают под определённым углом. Угол заточки зависит от цели использования. К примеру, для работы с изделиями из бронзы или высокопрочной стали угол заточки должен быть не меньше 120 градусов, оптимальный вариант – 130-140. А для сверления мягких металлов достаточно будет оснастки с углом заточки 100.

Какие приспособления используют для заточки сверл
Подточить затупившийся режущий инструмент можно на специальном промышленном станке. Он может быть профессиональным и бытовым. Первый используют для массовой заточки свёрл на предприятиях или в профессиональных фирмах. Вторым удобно пользоваться дома или в гараже.
Сверло для металла можно заточить узкоспециализированным станком (только для одного вида оснастки) и универсальным, который используют для работы с другими видами буравчиков. По типу работы инструменты для заточки могут быть электрическими и механическими. Аппарат для заточки режущего инструмента можно сделать своими руками или приобрести в специальном магазине. Профессионалы предпочитают использовать станки таких производителей, как «HAMMER» и «REZER», а также приспособления отечественных фирм – «Вихрь», «Калибр», «Кратон».
Чем отличаются сверла для обработки металла и дерева
У режущего инструмента для металла и дерева есть несколько отличий:
— в сверлах для металла нет центровой пики (острый угол или штырь, необходимый, чтобы инструмент не соскакивал во время работы).
— сверла для металлических поверхностей изготавливают из прочных сплавов, чтобы ими легко можно было высверливать отверстия в металле.
— инструменты для металла имеют чёрный или золотой (жёлтый) окрас. Для сверления изделий из дерева и ДСП прочности серых достаточно.
— у сверла для металла угол заточки не менее 100 градусов. А для дерева хватит 90 градусов и меньше.

Практические методы заточки спирального сверла
Характеристики центровочного сверла ГОСТ 14952-75, виды и назначение
Сверление отверстий, особенно в твердых материалах, сопряжено, как правило, с рядом сложностей. Во-первых, сверло скользит по поверхности, нередко и после нанесения керна. Во-вторых, не всегда можно добиться строгой перпендикулярности продольной оси обычного инструмента. А это большой минус, если к качеству обработки основы предъявляются повышенные требования.
Применение специального центровочного сверла снимает все подобные проблемы, в том числе, и с постепенным накоплением вероятных неточностей, связанных с ошибками сверления. Что собой представляют ЦС, чем они лучше традиционных образцов, когда целесообразно использовать именно их – тема предлагаемой статьи.

ТУ на комбинированные центровочные сверла прописаны в ГОСТ № 14952 от 1975 года. В документе указаны типоразмеры изделий (приложение 1), особенности маркировки, требования к продукции (таблицы 5 – 7).
Центровочные сверла относятся к инструменту категории «профессиональный» и применяются в основном на предприятиях или в ремонтных мастерских, имеющих станочное оборудование (токарное, фрезерное).
Типы центровочных сверл комбинированных
- A, B – под отверстия центровочные 600. Первое исполнение – без конуса предохранительного, второе – с ним.
- C – аналогично сверлу типа A, но для отверстий 750.
- R – для отверстий центровых с дугообразной образующей.
Для каждого типа ЦС предусмотрено 2 исполнения: d менее или равно 0,8; d ˃ 0,8 (мм).С чем это связано? Инструмент первого варианта обеспечивает минимальную шероховатость стенок в месте сверления, второго – чуть большую. Другими словами, разница – в качестве выборки металла.

Более подробно ознакомиться со всеми условными обозначениями можно по таблице №2 ГОСТ.
Стоимость центровочных сверл
Зависит в основном от диаметра и варианта исполнения. Разброс цен, с учетом большого ассортимента, значительный. К примеру, сверло типа A 0,9 мм стоит порядка 28 рублей. Более крупный аналог (ПК В 5) обойдется в 412 рублей. Если говорить об изделиях, которые чаще всего используются в быту, то их стоимость лежит в пределах 23 – 486 руб/ед.

Специфика использования ЦС в домашних условиях
Считается, что в основном центровочными сверлами пользуются те, кто занимается самостоятельным конструированием. Например, изготовлением печатных плат. Учитывая их миниатюрность, плотность предполагаемой компоновки радиодеталями, точность высверливания под их ножки отверстий приобретает особое значение. И это справедливо, но только отчасти.

 Центровочное сверло станет незаменимым помощником, если возникнет проблема с выкручиванием крепежной детали (винта, шурупа, самореза). Такое бывает довольно часто, особенно если какое-либо изделие эксплуатируется вне помещения. В подобных случаях говорят «прикипело». Но если немного высверлить с помощью ЦС головку крепежа, то он легко поддастся отвертке. Проверено.
Центровочное сверло станет незаменимым помощником, если возникнет проблема с выкручиванием крепежной детали (винта, шурупа, самореза). Такое бывает довольно часто, особенно если какое-либо изделие эксплуатируется вне помещения. В подобных случаях говорят «прикипело». Но если немного высверлить с помощью ЦС головку крепежа, то он легко поддастся отвертке. Проверено.
Не меньшую пользу принесет центровочное сверло тем, кто любит столярничать на дому.
Проделывание отверстий, фасок при изготовлении, например, предметов меблировки также требует максимальной точности. Иначе при сборке выявятся перекосы конструктивных частей.
Характеристика и описание центровочного сверла по металлу
 Сверло центровочное относится к инструментам комбинированного типа. Благодаря ему в деталях из различного материала (сплавы металлокерамические, полученные на основе железа и бронзы, легированных и обычных сталей, чугуна) проделывают отверстия.
Сверло центровочное относится к инструментам комбинированного типа. Благодаря ему в деталях из различного материала (сплавы металлокерамические, полученные на основе железа и бронзы, легированных и обычных сталей, чугуна) проделывают отверстия.
С помощью подобных свёрл делают отверстия для дальнейшей обработки заготовок с их фиксированием в центрах металлорежущего оборудования.
- Параметры и производство
- Основные требования
- Контроль качества
- Применение в домашних условиях
- Популярные производители
Параметры и производство
 Сверло центровочное по металлу — это профессиональный инструмент, который применяется преимущественно на средних и крупных предприятиях, в арсенале которых присутствуют фрезерные и токарные станки. Регулируется производство сверла центровочного ГОСТом 14952−75. При помощи этого инструмента делают отверстие, ось которого расположена перпендикулярно поверхности обрабатываемого изделия.
Сверло центровочное по металлу — это профессиональный инструмент, который применяется преимущественно на средних и крупных предприятиях, в арсенале которых присутствуют фрезерные и токарные станки. Регулируется производство сверла центровочного ГОСТом 14952−75. При помощи этого инструмента делают отверстие, ось которого расположена перпендикулярно поверхности обрабатываемого изделия.
Стоит отметить, что больше никакой инструмент, с помощью которого обрабатывают металл, не позволяет добиться высокого качества и такой точности формирования отверстия.
Если отверстия делать при помощи центровочного сверла, то вероятность накопления ошибок, которые допускаются в процессе обработки, сводится к нулю. Свёрла многих других видов не позволяют получать отверстия, расположение и размеры которых будут полностью соответствовать чертежу. ГОСТ 14952–75 определяет большой диапазон диаметров центровочных свёрл. Этот диапазон колеблется в пределах 0,5−10 миллиметров. В этом нормативном документе выделяются четыре основные типа инструмента этого вида.
Центровочное сверло — ГОСТ 14952–75 :
- Тип А — предназначается для формирования отверстий, конусность сторон которых равняется 60 градусов (на них не существует режущей поверхности, формирующей предохранительный конус).
- Тип В — предназначается для формирования центровочных отверстий, у которых на рабочей части имеется предохранительный конус. Его стороны могут разворачиваться на 120 градусов.
- Тип С — предназначается для выполнения центровочных отверстий, у которых нет предохранительного конуса и угол разворота сторон равен 75 градусам.
- Тип R — нужен для выполнения отверстий центровочных, у которых образующие поверхности имеют дугообразную конфигурацию.
Все эти инструменты выпускаются в двух вариациях:
- Диаметр основного режущего наконечника менее 0,8 миллиметров.
- Диаметр наконечника более 0,8 миллиметров.
При применении инструмента первого варианта шероховатость стенок отверстия, которое нужно сформировать, меньше, нежели при использовании инструмента второго варианта. Из этого следует, что основное влияние при выборе сверла оказывает требование к степени шероховатости стенок отверстия, которое формируется.
По маркировке на инструменте можно определить, к какому типу он относится. Эта маркировка тоже регламентируется ГОСТом 14952−75. Если свёрла различных типов, но имеют одинаковые геометрические параметры, то их маркировка выглядит следующим образом:
- Категория «А», диаметр которых составляет 1 миллиметр: первый тип — 2317−0101, а второй — 2317−0001.
- Категория «В» с рабочим диаметром 1 миллиметр: первый тип — 2317−0113, второй тип — 2317−0012.
- Категория «С», рабочий диаметр которого составляет 1 миллиметр: типа первого — 2317−0124, типа второго — 2317−0022.
- Категория «R» с диаметром 1 миллиметр: тип первый — 2317−0129, второй — 2317−0027.
Основные требования
 Свёрла, предназначенные для прорезания центрирующих отверстий, производят из быстрорежущей стали. Исходя из требований нормативного документа этот материал должен обеспечивать параметры твёрдости рабочей части устройства с таким диаметром:
Свёрла, предназначенные для прорезания центрирующих отверстий, производят из быстрорежущей стали. Исходя из требований нормативного документа этот материал должен обеспечивать параметры твёрдости рабочей части устройства с таким диаметром:
- Больше 3,15 миллиметров — 63−66 HRC.
- Меньше 3,15 миллиметров — 63−65 HRC.
К отдельной категории относят инструменты, материалы производства которых в составе содержат 3% ванадия и 5% кобальта. Они должны иметь твёрдость, которая будет превышать вышеприведённые параметры минимум на одну единицу.
В этих инструментах могут быть отклонения. Их предельные величины указаны в ГОСТе 14952−75. Они таковы:
- Для инструмента, диаметр которого до 0,8 миллиметров — +0,05.
- Диаметр колеблется в пределах 0,8−2,5 миллиметров — +0,1.
- Диаметр варьируется в пределах 2,5−5 миллиметров — +0,12.
- Диаметр более 5 миллиметров — +0,15.
Состояние поверхности сверла тоже оговаривается в приведённом нормативном документе. Поверхность не должна иметь забоин, трещин и цветов побежалости. Допускаются только цвета побежалости в местах выхода точильного круга — в области канавок.
В таких пределах должна находиться разность ширины перьев для инструмента диаметра:
- Более 3,15 миллиметров — не больше 0,1 миллиметра.
- Менее 3,15 миллиметров — не больше 0,07 миллиметра.
Контроль качества
 Свёрла для получения центровочных отверстий относятся к профессиональным инструментам. Именно по этой причине подходят со всей ответственностью к контролю их технических характеристик. Самым главным этапом контроля качества центровочного оборудования является проверка его на работоспособность. Она производится на специальных образцах, которые изготовлены из стали 45 и по шкале НВ имеют твёрдость в пределах 187−207 единиц.
Свёрла для получения центровочных отверстий относятся к профессиональным инструментам. Именно по этой причине подходят со всей ответственностью к контролю их технических характеристик. Самым главным этапом контроля качества центровочного оборудования является проверка его на работоспособность. Она производится на специальных образцах, которые изготовлены из стали 45 и по шкале НВ имеют твёрдость в пределах 187−207 единиц.
Во время проведения испытания работоспособность инструмента, который проходит проверку, сравнивается с тем, как в точно таких же условиях ведёт себя образец, параметры точности и жёсткости у которого точно известны.
После проверки в обработке металла у центровочного сверла не должно быть участков выкрашивания на его режущей части. Люди, которые испытывали инструмент, оценивают, пригодно ли оно к дальнейшей обработке. Средствами, которые применяются для подобного контроля, служат увеличительное стекло (лупа) и измерительный прибор, необходимый для сравнения параметров проверяемого инструмента с указанной в чертеже величиной. ГОСТ 8 .051−81 при проверке параметров геометрических допускает наличие таких погрешностей:
- На угловые величины допустимо отклонение 35% от указанного допуска.
- На линейные геометрические параметры и взаимное расположение поверхностей оборудования допустимо отклонение 25% от допуска, который указан на чертеже.
Рекомендации по применению измерительных приборов, а также правила проведения испытания на твёрдость оговариваются в ГОСТе 9013−59. А ещё такие свёрла проверяются на шероховатость поверхности. Для этого их сравнивают с эталонным образцом. Требования к величине шероховатости изложены в ГОСТе 9378−75.
При проверке центровочного инструмента, как и в период выполнения обработки, должна применяться смазывающе-охлаждающая жидкость. Она представляет собой 5% водный раствор эмульсола. Плановые испытания, которые производятся на 5 (можно больше) инструментах, проводятся с такой периодичностью:
- Один раз на протяжении трёх лет проводится проверка на среднюю наработку до отказа.
- Дважды в год проводится проверка на безотказную наработку.
Применение в домашних условиях
 Многие мастера нашли применение центровочным свёрлам и в домашних условиях. Они пользуются большой популярностью у радиолюбителей, которым приходится часто сверлить отверстия в печатных платах малого диаметра.
Многие мастера нашли применение центровочным свёрлам и в домашних условиях. Они пользуются большой популярностью у радиолюбителей, которым приходится часто сверлить отверстия в печатных платах малого диаметра.
Из-за своей высокой жёсткости этот инструмент в подобных ситуациях предпочтительнее, чем обычный инструмент для проделывания отверстий малого диаметра.
В домашних условиях применяются центровочные свёрла диаметром 0,5−0,8 миллиметров. Это объясняется тем, что инструмент с режущей частью малого диаметра эффективнее решает большинство бытовых задач.
С помощью центровочного инструмента выполняют высверливание винтов и шурупов, которые обычной отвёрткой выкрутить невозможно. А вот при помощи инструмента центровочного головки подобных неподдающихся элементов высверливаются просто, а после этого и легко выкручиваются. Проще всего решить задачу, если нужно высверлить головку шурупа или винта, на которой прорези предназначаются для крестовых отвёрток. А вот если прорези на головке предназначены для прямой отвёртки, то предварительно нужно накернуть для того чтобы обозначить конкретное место захода сверла.
Популярные производители
 Приобрести такой инструмент любому домашнему мастеру не составит труда. На сегодняшний день в продаже имеется большой выбор подобного приспособления для сверления. В них входят отечественные и импортные торговые марки.
Приобрести такой инструмент любому домашнему мастеру не составит труда. На сегодняшний день в продаже имеется большой выбор подобного приспособления для сверления. В них входят отечественные и импортные торговые марки.
Исходя из отзывов домашних умельцев большой популярностью для проведения домашних работ пользуется торговая марка Dormer.
Отличием этого приспособления является высокое качество исполнения. В эксплуатации эти приспособления долговечны и надёжны.
Эта торговая марка производит свои инструменты из сталей быстрорежущих, а для того чтобы обеспечить высокую твёрдость готового изделия, его подвергают термической обработке. В итоге получается приспособление, которым можно просверливать отверстия даже в нержавеющей стали.
В металл для изготовления центровочных свёрл производитель, торговая марка Дормер, добавляет кобальт. Это позволяет сохранить первоначальную твёрдость у режущего инструмента даже при повышенных температурных воздействиях. Похвалы заслуживает и износостойкость приспособлений этой торговой марки.
Важной характерной особенностью свёрл от этого производителя является способность их к самоцентрированию. За счёт этого при их помощи получаются отверстия с высокой точностью расположения. Эта торговая марка выпускает центровочный инструмент в большом диапазоне рабочих диаметров.
Назначение и особенности центровочных сверл
 При сверлении отверстий бывает очень важно, чтобы отверстия получились ровным и были просверлены именно в том месте, где это необходимо. Зачастую при отклонении месторасположения отверстий обрабатываемый материал приходится выбрасывать в отходы и понятно, что это приводит к материальным потерям.
При сверлении отверстий бывает очень важно, чтобы отверстия получились ровным и были просверлены именно в том месте, где это необходимо. Зачастую при отклонении месторасположения отверстий обрабатываемый материал приходится выбрасывать в отходы и понятно, что это приводит к материальным потерям.
Поэтому прежде, чем просверлить отверстие, обрабатываема деталь, центруется. Для исполнения процесса центрования используются сверла центровочные. Рассмотрим, какими особенностями, и какую область применения имеет этот инструмент.
Как правило, сверло, предназначенное для центровки, имеет незначительную длину и толстый хвостовик. Для изготовления таких сверл используется твердый метал. Все это позволяет при осуществлении процедуры центрования прикладывать к сверлу значительные усилия, благодаря чему сверлу придается жесткая фиксация и как следствие этого точность засверливания.
Указанный вид сверл широко используется для центровки деталей на токарных станках, засверливания деталей, перед тем как поместить их под фрезерный или сверлильный станок. В быту центровочные сверла так же могут стать, незаменимы, при этом при помощи этого инструмента в бытовых условиях можно не только центровать детали, но и проводить другую работу.
Например, если вам требуется просверлить деталь, имеющую небольшую толщину, то для этого совершенно необязательно использовать обычные сверла, будет вполне достаточно воспользоваться центровочным сверлом, при помощи которого вы просверлите отверстие с высокой точностью и с минимальными усилиями. Многие применяют сверла для центровки в случае, если им необходимо высверлить отверстие. Так, если вам понадобилось высверлить застрявший в металле шуруп или саморез, то при помощи центровочного сверла это можно будет сделать достаточно быстро.
При выборе центровочного сверла необходимо учитывать следующее. Если вы планируете произвести центровку детали перед сверлением, то центровочное сверло должно иметь меньший диаметр, чем диметр будущего отверстия. И наоборот, если вам требуется высверлить застрявший шуруп или другой предмет, то диаметр инструмента необходимо выбирать аналогичный или больше того предмета, который вы собираетесь высверливать. Стоит отметить, что достаточно многие используют центровочные сверла для того, чтобы просверлить отверстие под резьбу. Здесь следует учитывать следующее. Диаметр сверла должен быть меньше, чем диаметр резьбы, иначе вы просто не сможете нарезать резьбу. Например, если вам необходимо нарезать метрическую резьбу М8, то вам понадобится сверло диаметром шесть миллиметров.
При выборе рассматриваемого инструмента следует обращать внимание на то, чтобы он изготовлен по ГОСТ. Как правило, сверла центровочные ГОСТ 14952-75 имеют необходимую универсальность применения и именно этот инструмент пользуются большой популярностью. Указанные центровочные сверла вы сможете приобрести в компании ФастБ, которая производит поставку инструмента от европейских производителей, что является гарантией того, что купленный у компании инструмент прослужит вам весь положенный срок эксплуатации.
Сверла центровочные – характеристики, применение, ГОСТ
Центровочное сверло относится к категории инструментов комбинированного типа: с его помощью можно создавать отверстия в деталях из различных материалов (чугуна, обычных и легированных сталей, металлокерамических сплавов, которые получены на основе бронзы и железа). При помощи таких сверл, как понятно из их названия, создаются отверстия для выполнения дальнейшей обработки заготовок при их фиксировании в центрах металлорежущего оборудования.

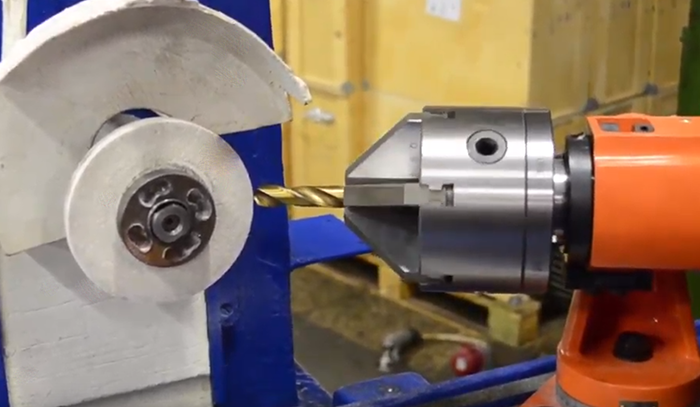
Центровка будущего отверстия на токарном станке
Производство и основные параметры
Сверло, называемое центровочным, – это профессиональный инструмент, применяемый преимущественно крупными и средними предприятиями, в арсенале которых имеются токарные и фрезерные станки. Его производство регулируется таким документом, как ГОСТ 14952-75. С помощью центровочных сверл получают отверстия, ось которых располагается перпендикулярно к поверхности обрабатываемого изделия.
Следует отметить, что ни один другой инструмент по обработке металла не позволяет добиться такой точности формирования отверстий, а также их высокого качества.

Разнообразие видов и типоразмеров центровочных сверл
При выполнении отверстий с использованием центровочного сверла сводится к нулю вероятность накопления ошибок, допускаемых в процессе обработки. Получать отверстия, размеры и расположение которых строго соответствуют чертежу, не позволяют сверла многих других типов. ГОСТ 14952-75 определяет широкий диапазон диаметров сверл данного типа: от 0,5 до 10 мм. В данном нормативном документе также выделены 4 основных типа центровочных сверл:
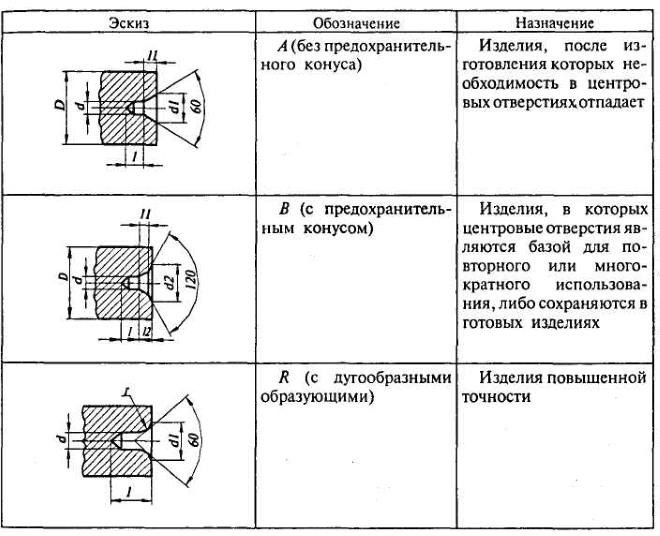
- A – для формирования центровочных отверстий, конусность сторон которых составляет 60 градусов (на таких сверлах нет режущей поверхности, которая формирует так называемый предохранительный конус);
- B – для выполнения центровочных отверстий с предохранительным конусом на рабочей части (угол разворота его сторон составляет 120 градусов);
- C – для создания центровочных отверстий без предохранительного конуса с углом разворота сторон, который равен 75 градусам;
- R – для формирования центровочных отверстий, образующие поверхности которых имеют дугообразную конфигурацию.
Размеры и формы центровых отверстий
Сверла каждой из представленных выше категорий выпускаются в двух вариантах: с диаметром основного режущего наконечника до восьми десятых миллиметра (первый тип) и больше восьми десятых миллиметра (второй тип). При использовании центровочного инструмента первого типа шероховатость стенок формируемого центрового отверстия меньше, чем при применении инструмента с диаметром наконечника больше восьми десятых миллиметра. Таким образом, на выбор сверла того или иного типа основное влияние оказывают требования к степени шероховатости стенок формируемого отверстия.
Определить, какого типа инструмент вы держите в руках, можно по его маркировке, правила которой также устанавливает ГОСТ 14952-75. Так, маркировка центровочных сверл с одинаковыми геометрическими параметрами, но различных типов выглядит следующим образом:
- сверла категории «А», диаметр которых составляет 1 мм: первого типа исполнения – 2317-0101, второго типа – 2317-0001.
- сверла категории «В», диаметр которых также составляет 1 мм: первого типа – 2317-0113, второго – 2317-0012.
- инструмент категории «С» диаметром 1 мм: первого типа – 2317-0124, второго – 2317-0022.
- сверла категории «R» аналогичного диаметра: первого типа – 2317-0129, второго – 2317-0027.

Центровочное сверло из быстрорежущей стали
Все геометрические параметры центровочных сверл разных типов определяет ГОСТ 14952-75, в котором они представлены в соответствующих таблицах.
Основные требования
Сверла, которые предназначены для получения центрирующих отверстий, изготавливаются из быстрорежущей стали. Согласно требованиям нормативного документа, данный материал должен обеспечить следующие параметры твердости рабочей части инструмента с диаметром:
- менее 3,15 мм – 63–65 HRC;
- больше 3,15 мм – 63–66 HRC.
Отдельная категория центровочных сверл, материал изготовления которых содержит кобальт (5%) и ванадий (3%), должны иметь твердость, минимум на одну единицу превышающую вышеприведенные параметры.
Диаметр сверл центровочного типа может иметь отклонения, предельные величины которых также оговорены в нормативном документе:
- для инструмента диаметром свыше 5 мм – +0,15 мм;
- 2,5–5 мм – +0,12 мм;
- 0,8–2,5 мм – +0,1 мм;
- до 0,8 мм – +0,05 мм.
Геометрические размеры центровочноых свёрл
В нормативном документе также перечислены требования к состоянию поверхности сверл, относящихся к центровочному типу: на ней не должно быть трещин, забоин, цветов побежалости и черновин. Допускается, что цвета побежалости могут присутствовать в области канавок – в местах выхода точильного круга.
Указаны в стандарте и критерии отказа центровочного инструмента, который для сверл диаметром до 3,15 мм наступает в случае их поломки, а для инструмента диаметром свыше 4 мм – в случае износа его задней поверхности на величину, оговоренную в соответствующих таблицах.
Разность ширины перьев должна находиться в следующих пределах для сверл диаметром:
- до 3,15 мм – не более семи сотых миллиметра;
- больше 3,15 мм – не более одной десятой мм.
Контроль качества
Сверла, при помощи которых получают центрирующие отверстия, как и центровочные фрезы, относятся к инструментам профессионального назначения, поэтому к контролю их технических характеристик подходят очень ответственно.
Одним из важнейших этапов контроля качества центровочных инструментов является их проверка на работоспособность, которая выполняется на специальных образцах, изготовленных из стали 45, имеющей твердость от 187 до 207 единиц по шкале HB. При проведении испытаний работоспособность проверяемого центровочного сверла сравнивают с тем, как в аналогичных условиях ведет себя другой инструмент, параметры жесткости и точности у которого точно определены.
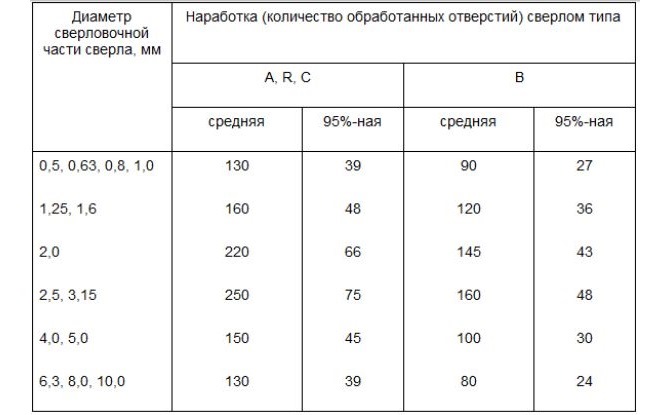
Значения средней наработки центровочных сверл, изготовленных из стали Р6М5
Центровочное сверло после его проверки в обработке металла не должно иметь на своей режущей части участков выкрашивания. Специалисты, проводящие испытания, оценивают, можно ли его применять для выполнения дальнейшей обработки. Средствами, используемыми для такого контроля, являются увеличительная лупа и измерительный инструмент, который необходим для того, чтобы сравнить геометрические параметры проверяемого сверла с их величиной, указанной в чертеже. При проверке геометрических параметров центровочного инструмента стандарт (ГОСТ 8.051-81) допускает наличие следующих погрешностей.
- На взаимное расположение поверхностей инструмента и линейные геометрические параметры разрешается отклонение в 25% от величины допуска, оговоренного в чертеже.
- На угловые параметры сверл допускается отклонение в 35% от величины указанного допуска.
Схема выполнения проверки геометрических параметров инструмента также представлена в названном ГОСТе. Правила проведения испытаний центровочного сверла на твердость, а также рекомендации по использованию измерительных инструментов оговорены в ГОСТе 9013-59.
Инструмент, используемый для выполнения центрирующих отверстий, проверяют в том числе на шероховатость поверхности, для чего его сравнивают с другим сверлом – эталонным. Требования к тому, какую величину шероховатости должна иметь поверхность инструмента, изложены в соответствующем стандарте (9378-75).
Как и в процессе выполнения обработки, при испытаниях центровочного инструмента должна использоваться смазывающе-охлаждающая жидкость, которая представляет собой 5-процентный водный раствор эмульсола.
Плановые испытания, выполняемые на пяти и более инструментах, осуществляются со следующей периодичностью:
- проверка на безотказную наработку – два раза в год;
- проверка на среднюю наработку до отказа – один раз в три года.
Использование в домашних условиях
Несмотря на то, что сверла центровочного типа являются профессиональными, многие домашние умельцы нашли им успешное применение. Большой популярностью такие сверла пользуются у радиолюбителей, которым часто приходиться сверлить отверстия небольшого диаметра в печатных платах. Обладая за счет особенностей своей конструкции высокой жесткостью, сверла центровочного типа в таких ситуациях более предпочтительны, чем стандартный сверлильный инструмент небольшого диаметра.

Сверление отверстий в печатной плате
В домашних условиях используются преимущественно сверла центровочного типа, диаметр которых составляет от пяти до восьми десятых миллиметра. Объясняется это тем, что именно инструмент с режущей частью небольшого диаметра наиболее эффективно решает многие бытовые задачи.
Одной из операций, которую успешно выполняют при помощи центровочного инструмента, является высверливание шурупов или винтов, которые невозможно выкрутить обычной отверткой. При помощи центровочного инструмента головки таких неподдающихся крепежных элементов просто высверливаются, после чего их можно легко выкрутить. Проще всего такая задача решается, если необходимо высверлить головку винта или шурупа, на которой выполнены прорези для отверток крестового типа. Если же речь идет о головке с прорезями под прямую отвертку, то ее необходимо предварительно накернить, чтобы обозначить точное место захода сверла.

Центровочное сверло с винтовой заточкой и хвостовиком под конус Морзе
Любому домашнему умельцу не составит труда приобрести центровочный инструмент любого диаметра. В свободной продаже сегодня находится большой ассортимент сверл, включающий как отечественные, так и зарубежные торговые марки.
Если говорить о предпочтениях домашних мастеров, то в их среде, судя по отзывам и рекомендациям, большой популярностью пользуются сверла центровочного типа, выпускаемые под известной торговой маркой Dormer. Этот инструмент отличается высоким качеством исполнения, о чем можно судить даже по его фото, он надежен и долговечен в эксплуатации.

Центровочные сверла Dormer изготавливаются из быстрорежущей инструментальной стали HSS
Центровочный инструмент ТМ Дормер изготавливается из быстрорежущей стали и для обеспечения высокой твердости готового изделия подвергается специальной термической обработке. В результате таких технологических манипуляций получается инструмент, которым можно без труда сверлить очень твердые металлы, в том числе и нержавеющую сталь.
В металл, из которого изготавливаются центровочные сверла Дормер, производитель добавляет кобальт, что позволяет режущему инструменту сохранять свою первоначальную твердость даже при повышенных температурах обработки. Износостойкость продукции данной торговой марки также заслуживает похвалы.
Важной характеристикой сверл Дормер является их способность к самоцентрированию, что позволяет получать с их помощью отверстия с высокой точностью расположения. Как и остальные производители, компания Dormer выпускает сверла центровочного типа в большом диапазоне рабочих диаметров.
Центровочные сверла
Центровочные сверла – разновидность металлорежущих инструментов. Они используются для сверления центровочных отверстий, предназначенных для дальнейшего закрепления деталей в центрах металлорежущих станков и их последующей обработки.

Центровочные сверла обладают целым рядом преимуществ:
- они исключают повторное перетачивание металлорежущих инструментов;
- они снижают время подготовки и настройки станка;
- они обладают низкой величиной отклонения осей (до 0,00005 м);
- они продлевают срок эксплуатации закрепляемых деталей.
При использовании данного вида режущих инструментов центровочные отверстия получаются максимально точными и качественными. Центровочные отверстия позволяют мастеру многократно закреплять детали на станках для их комплексной обработки.
Особенности конструкции
Центровочные сверла изготавливаются в соответствии с ГОСТ 14952-75 и делятся на 3 главных части:
- Центр – рабочая область с меньшей величиной диаметра. Эта часть режущего приспособления предназначена для непосредственного сверления металлической поверхности.
- Основание – вторая рабочая область. Она увеличивает диаметр проделанного отверстия.
- Область фиксации – зона, с помощью которой режущее приспособление присоединяется к металлорежущему инструменту.
При сверлении отверстия рабочая зона с меньшей величиной диаметра конической частью располагается на коническом углублении в детали. Если мастер предварительно не сделает коническое углубление, то режущее приспособление потеряет опору и будет скользить. Во время проделывания отверстия сверло входит в деталь, образуя большое количество металлической стружки, удаляемой при помощи особых канавок в виде спиралей. Подобный принцип работы режущего инструмента исключает возможность возникновения отклонений. Полученное отверстие строго соответствует разработанному чертежу.

Все центровочные сверла имеет двухстороннюю конструкцию. Все рабочие области расположены на 1 уровне с 2 сторон инструмента.
Каждая сторона может применяться в равной степени. Благодаря такой конструкции, режущий инструмент обладает высокой прочностью и практически не требует дополнительной заточки. Также центровочные сверла входят в группу инструментов комбинированного типа: они могут проделывать отверстия в деталях, изготовленных из разных материалов (чугун, железо, бронза, металлокерамические сплавы и легированные стали). Выделяют следующие виды комбинированных центровочных сверл:
- Категория A: отсутствует предохранительный конус. Конусность сторон сверла равняется 60°.
- Категория B: обладают режущей поверхностью, образующей предохранительный конус с углом разворота, равняющимся 120°.
- Категория C: не имеют режущей поверхности и используются для создания отверстий с углом разворота, равняющимся 75°.
- Категория D: применяются для проделывания отверстий, обладающих овальной формой.
Каждая категория сверл изготавливается в 2 различных вариациях. Первый тип обладает диаметром наконечника рабочей области до 0,8 мм, второй тип – более 0,8 мм.
Перед началом применения режущего инструмента мастер обязан определить вид комбинированного центровочного сверла, потому что от его параметров зависит степень шероховатости стенок проделываемого отверстия. Определить разновидность инструмента можно при помощи маркировки, находящейся на его основании.
Область применения
Центровочные сверла по металлу позволяют массово проделывать отверстия, поэтому они широко используются на промышленных предприятиях. В промышленном секторе данные инструменты применяются для осуществления операций по центровке и металлообработке деталей на токарных, фрезерных или сверлильных станках. Они ускоряют процесс производства и снижают затраты на дополнительное оборудование. Помимо этого, данные инструменты применяются на мебельных фабриках, механических цехах, машиностроительных фабриках и в автосервисах. Благодаря перпендикулярности сверления они стали часто использоваться в деревообрабатывающем секторе.

Также эти металлорежущие инструменты активно применяются в бытовых условиях. Они используются для сверления отверстий малого диаметра. Популярность данных сверл в быту обусловлена их невысокой ценой (их стоимость варьируется от 28 до 486 руб.) и удобством использования. Также центровочные сверла, благодаря высокой прочности конструкции, в домашних условиях используются для высверливания застрявших шурупов или саморезов.

В нынешнее время средства для создания центровочных отверстий начинают внедряться в строительном секторе. Многие мастера используют их во время зенкования – процедуры обработки отверстия детали для создания потайных головок, к которым присоединяются крепежные элементы различных строительных конструкций (заклепки, винты и болты).
Как правильно подобрать сверло
Выбор центровочного сверла зависит от веса изначальной заготовки, в которой будет проделываться отверстие. Размер инструмента прямо пропорционален весу. В следующей таблице приведены точные данные о размерах режущего инструмента, в соответствии с ГОСТ 14952-75:
При подборе инструмента для проделывания центрирующих поверхностей необходимо производить проверку его шероховатости. Для этого инструмент сравнивается с эталонным типом сверл. При проверке важно учитывать наличие режущих поверхностей и предохранительного конуса. Во время сравнения проверяются следующие параметры:
- Твердость: эта характеристика измеряется при помощи твердомера Роквелла. Она должна находиться в интервале от 63 до 66 HRC (по шкале твердости Роквелла). При низкой твердости инструмент лишится эксплуатационной стойкости, при повышенной – станет чрезмерно хрупким.
- Точность: этот параметр определяет величину отклонения диаметров отверстий. Если рабочий диаметр режущего сверла меньше 0,08 см, то величина отклонения не должна превышать 0,005 см. Если рабочий диаметр больше 0,08 см, то диаметр наклонения должен равняться 0,01 см.
- Длина: эта характеристики указывает на производительность сверла. Этот параметр должен подбираться, относительно длины детали. Самой низкой производительностью располагают удлиненные сверла.
- Внешний вид: на инструменте не должны присутствовать царапины, вмятины и иные механические дефекты.


При подборе центровочных сверл необходимо обращать внимание на марку производителя. На территории СНГ самым популярным производителем инструментов для сверления центрующих отверстий является фирма Dormer.
Данная компания производит режущие приспособления из быстрорежущих металлов, включая кобальт. Во время процесса изготовления инструменты подвергаются термической обработке, что улучшает их твердость. Отличительной особенностью продукции Dormer является то, что её сверла способны самостоятельно центроваться, что повышает точность инструмента.
Ключевые технические требования к сверлам
Центровочные сверла должны изготавливаться из быстрорежущих сплавов. Согласно ГОСТ 14952-75, они обязаны обладать следующими параметрами:
- Твердость рабочей зоны должна равняться от 63 до 66 HRC. Для изделий, изготовленных с применением кобальта или ванадия, минимальные и максимальные показатели твердости увеличиваются на 1 HRC.
- Пределы отклонения размеров центровочного инструмента должны быть в пределах от 0,15 до 0,05 мм. Диаметр конструкции не может быть меньше 0,8 мм и больше 0,5 см.
- На поверхности инструмента не должны присутствовать пятна побежалого цвета, образующегося в результате чрезмерной термообработки режущего приспособления во время процесса производства.

После изготовления инструмента производители обязательно производят проверку на работоспособность. Центровочное сверло проверяется на деталях, произведенных и стали, твердость которой составляет 187-207 HB. После завершения процедуры сверления осуществляется комплексный осмотр металлорежущего инструмента. Рассматривается внешний вид и геометрические характеристики изделия. Изучаемый образец сравнивается с эталонным изделием, технические параметры которого известны. При выявлении изношенности или поломки проверяемый образец списывается с производства.
Применение в домашних мастерских
В бытовых условиях комбинированные центровочные сверла применяются преимущественно для проделывания небольших отверстий и выкручивания застрявших крепежных изделий. В домашних мастерских используют конструкции с диаметром 0,8 мм.
Перед применением данного инструмента необходимо произвести его первоначальную заточку:
- Приобрести инструмент для заточки сверл. Чаще всего для затачивания металлорежущих конструкций используются электрические машинки с отверстиями для сверл.
- Определить диаметр сверла. Для этого нужно изучить таблицы размеров, где указывается диаметр для каждого из видов центровочного сверла.
- Поместить изделие в соответствующее отверстие электрической машинки. Процесс заточки производится автоматически, без контроля человека.
- Вынуть инструмент из отверстия машинки и произвести его очистку от лишней стружки и иных видов загрязнений.
Если во время процесса заточки нарушить геометрию инструмента, то у сверла снизятся показатели скорости реза и точности. Это может привести к избыточному выделению теплоты и быстрому износу изделия.

Также перед началом сверления важно проделать в детали небольшое углубление в 3-5 мм для центровки инструмента.
Рабочая область располагается на проделанном углублении. Процедуру проделывания отверстия нужно производить с легкой подачей и без лишних нажимов. После окончания процедуры инструмент очищается от грязи. Для дальнейшей эксплуатации центровочного сверла его нужно хранить в закрытых ёмкостях (ящиках или футлярах).
Центровочное сверло. Гарант точной работы

 В быту часто приходится сверлить отверстия в металлических изделиях. Операция простая: закрепил заготовку, разметил место под отверстие, накернил его, подготовил сверло требуемого диаметра, включил дрель или настольно-сверлильный станок. Всё! Но такая последовательность действий хороша для сверления одного или двух отверстий. При массовой сверловке подобным способом потребуется много времени и усилий. Именно с этой целью опытные домашние мастера имеют в своём инструментальном арсенале центровочное сверло.
В быту часто приходится сверлить отверстия в металлических изделиях. Операция простая: закрепил заготовку, разметил место под отверстие, накернил его, подготовил сверло требуемого диаметра, включил дрель или настольно-сверлильный станок. Всё! Но такая последовательность действий хороша для сверления одного или двух отверстий. При массовой сверловке подобным способом потребуется много времени и усилий. Именно с этой целью опытные домашние мастера имеют в своём инструментальном арсенале центровочное сверло.
Как выглядит и работает?
Сначала вспомним устройство и принцип действия обычного сверла. Его коническая часть, базируясь на предварительно прокернённом в заготовке коническом углублении, входит в него, и опираясь на образующие конуса, производит постепенное внедрение в толщу металла. Выборка стружки происходит перьевой частью сверла, и выведением её наружу при помощи спирально расположенных канавок. Если намётка под отверстие отсутствует, то теряется и опора для конической части, ввиду чего сверло скользит и даже может нанести травму малоопытному пользователю. Поэтому предварительная зацентровка отверстия при особых требованиях к точности его расположения является обязательным.
Центровочное сверло, предназначенное для массового изготовления отверстий, снимает потребность в накернении мест для последующей сверловки. С этой целью оно обладает особой конструкцией, которая разработана в соответствии с требованиями ГОСТ 14952-75. Первоначально инструмент предназначался в качестве оснастки для фрезерных станков с ЧПУ, но оказался весьма полезным и при производстве массовых сверлильных операций по металлу.

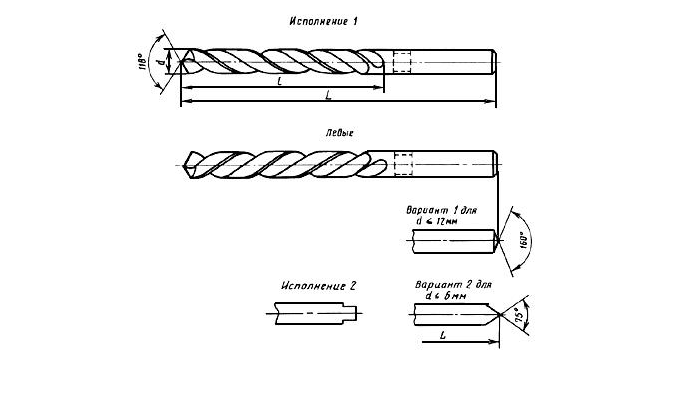
Различают следующие конструктивные разновидности рассматриваемого инструмента:
- Свёрла, которые могут одновременно выполнять зенковку начального конуса. Угол такого конуса стандартизирован, и составляет 60°, при этом само центровочное сверло может быть выполнено как с предохранительным конусом, так и без него.
- Свёрла с заходным конусом 75°, не имеющие отдельного предохранительного конуса (что объясняется увеличенной поверхностью опорной зоны).
- Свёрла для выполнения отверстий, образующая которых имеет сложную, дугообразную форму.

Выпускается такой инструмент в диапазоне размеров 0,5…10 мм. Центровочные свёрла с большим диаметром не имеют явных преимуществ по сравнению с обычными зенковками, но потребуют (при ручном электроинструменте) повышенных усилий сверления. С другой стороны, переходы массового сверления чаще всего востребованы при изготовлении плат под радиотехнические приборы, где диаметры отверстий вполне укладываются в 0,5…1,0 мм.
ГОСТ 14952 предусматривает два диапазона шероховатости готового отверстия. Примеры обозначений такого инструмента приводятся в вышеуказанном стандарте.

Конструктивные и технологические требования
Центровочное сверло включает в себя три зоны:
- собственно центровочную, которая имеет меньший диаметр, а потому легче внедряется в металл;
- основную, которой производится выборка материала с одновременным повышением качества образующей;
- опорную, которая обеспечивает центровку инструмента, при его углублении в заготовку.
Переход от одной части сверла к следующей выполняется весьма плавно, по параболической кривой, что исключает возникновение концентраторов напряжений при силовой подаче. Отличительной особенностью всех исполнений центровочных свёрл является их сравнительно небольшая длина. Это, с одной стороны, облегчает установку сверла в посадочную часть, а, с другой, повышают жёсткость оснастки, что существенно при обработке сталей с повышенной твёрдостью. Кроме того, центровочные свёрла всегда выполняют двухсторонними, поэтому и суммарная стойкость инструмента возрастает. Хвостовик такого сверла по диаметру унифицирован с посадочными местами металлорежущего оборудования и патронами электродрелей.
Главным эксплуатационным требованием к центровочным свёрлам по металлу считается высокая твёрдость, поэтому для их изготовления используют быстрорежущие стали марок Р6М5, Р9К6 и Р18 по ГОСТ 19265. Наличие большого количества вольфрама и кобальта, а также присутствие в химсоставе ванадия придаёт инструменту высокую стойкость при значительных усилиях трения. Поэтому такими свёрлами можно обрабатывать не только стали, но даже минералокерамику – оксидно-карбидные сплавы типа В3, ВОК 60 и т. п.
При менее ответственных задачах, в частности, при сверлении древесины, допустимо применение центровочных свёрл, изготовленных их хромистых сталей холодного деформирования типа 9ХС по ГОСТ 5950. Но для получения отверстий в стальных заготовках их не применяют, из-за того, что достигаемые температуры в рабочей зоне достигают температур отпуска, и инструмент быстро выходит из строя.
Стойкость оснастки можно увеличить, если при сверлении в зону обработки подавать СОЖ (эмульсол, сульфофрезол и т. п.).

Как определить качество центровочного сверла?
Существует ряд проверок центровочных свёрл:
- Проверка на твёрдость по твердомеру Роквелла. Согласно ГОСТ 14952-75 твёрдость рабочей части должна вписываться в диапазон 63…66 HRC (меньшие значения обычно соответствуют свёрлам большего диаметра). При повышенных значениях возрастает хрупкость и повышается склонность быстрорежущей стали к излому. Пониженная твёрдость снизит эксплуатационную стойкость инструмента.
- Проверка на точность при помощи микрометра. Допустимые отклонения диаметров не должны превышать 0,05 мм для оснастки диаметром до 0,8 мм включительно, 0,1 мм – при диаметрах до 2,5 мм, 0,12 мм – до 5 мм и 0,15 мм – при диаметрах свыше 5 мм.
- Проверка на точность изготовления перьев основной части. Она должна быть равномерной по всей винтовой части, а допускаемые отклонения не могут превышать 0,07 мм при диаметрах до 3,15 мм, и 0,1 мм – при диаметрах свыше 3,15 мм.
- Визуальная проверка, которая заключается в том, что на рабочих поверхностях не должны присутствовать следы побежалости (изменение основного цвета), царапины и иные дефекты. Для оценки качества достаточно обычной измерительной лупы.
- Проверка на износ. Её выполняют в домашних условиях, при пробной обработке изделий из стали 45 с твёрдостью не менее 44…48 HRC. После сверления на инструменте не должно оставаться следов выкрашивания рабочих кромок.
Важное значение имеет также статус и репутация производителя центровочных свёрл. В нашей стране наиболее надёжными считаются инструменты, которые производятся компанией Дормер. Линейка размеров такой оснастки от Дормер включает в себя изделия с диаметром центровочной части 1,0…6,3 мм, основной части 3,15…16,0 мм и длинами 31,5…71,0 мм. Изделия пригодны для использования и на металлорежущих станках. Цена центровочных свёрл отечественного производства находится в пределах от 50 до 200 руб. за штуку.

