
Как наточить пильный диск с победитовым напайками?
Как Наточить Пильный Диск С Победитовыми Напайками
Главная страница » Как Наточить Пильный Диск С Победитовыми Напайками

Похожие записи
- Течет Масло Из Бензопилы
- Бензопила Заводится И Сразу Глохнет
- Как Заточить Цепь Бензопилы Круглым Напильником
- Какое Масло Для Бензопилы Лучше
- Как Поменять Масляный Насос На Бензопиле
Как наточить пильный диск с победитовым напайками?
Для возможности наточить пильный диск с победитовыми напайками, нужно учитывать некие особенности данного изделия и самые тщательнее подбирать инструмент.
Материал и форма зубьев
Пильные диски представляют из себя железные диски, наконечники которых являются резцами, приваренными высокотемпературной сваркой.
Вы, данные части инструмента изготовляются из спеченного вольфрамокобальтового сплава (марки , 6, 15 и пр.). Также употребляют твердые сплавы. Увы следует учесть, что крепкость находится в зависимости от величины зерна карбидной фазы.
Сама же пайка (зуб) имеет последующие плоскости:
- Передняя;
- Задняя;
- Две боковых (вспомогательных).
Другими словами, пересекаясь, они сформировывают две режущие кромки:
Измерение степени заточки дисковой пилы
Как правило дисковые пилы с победитовыми напайками употребляют изредка, но на значимые объемы материала на в течении продолжительного срока. Потому полностью нормально, что резцы с течением времени начинают стачиваться. Затачивать данное изделие нужно при необходимости. Найти степень заточки достаточно легко:
- При распиливании материала начинают появляться выпуклости, зазубрины, сколы, а при резке деревянных предметов – соответствующий запах и темные следы на материале;
- Работа на станке усложняется, потому что нужно прилагать чем просто усилий, и в результате идет мощная нагрузка на движок.
Принципиально! Отсутствие наблюдения за остротой резцов диска приводит для того, что изделие вообщем не просто нельзя будет более ни заточить, ни отремонтировать. Потому стоит кропотливо заботиться о состоянии инструмента.
Необходимо сказать что, вы, в данных станках предусмотрены защитные реле. Если таковые отсутствуют, аппарат может резвее дать сбой при неверной иначе говоря не впору изготовленной заточке.
Применяемые материалы и процесс заточки победитового зуба дисковой пилы
Во время работы с дисковой пилой, в большинстве случаев, затупляется основная кромка. В ходе резки главный упор идет конкретно на неё, потому нужно смотреть, чтоб она не скруглялась весьма на 0,3 мм, потому что возникают трудности при следующей заточке резцов, мы не говорим уже о понижении производительности.
Вспомогательные плоскости также подвержены износу (правда, в наименьшей степени), в особенности во время работы с громоздкими изделиями.
Для заточки зубов дисковых пил с победитовыми зубьями употребляют прочные материалы – алмазные круги, круги из карбида кремния (зеленоватого) и др.
Принципиально! До процесса нужно убедиться в чистоте устройства, другими словами убедиться, что на обрабатываемых плоскостях нет грязищи как еще его называют воды. Также нелишне будет обработать алмазный круг смазочно-охлаждающей жидкостью, потому что высока возможность возникновения ржавчины при охлаждении обычной водой.
Как заточить пильный диск на дому
Затупился пильный диск на моей Маките 2704. Денег на покупку диска от Макиты по другому СМТ на этот момент нету. А более дешевенький.
Как Самому Точить Пильные Диски Обычным Приспособлением
Точить твёрдосплавные диски совсем не сложно посредством простого приспособления, а служат такие диски раза.
Подбирая абразивного круга необходимо выяснить на то, чтоб его поверхность была малость зернистой, поскольку так достигается подходящая чистота поверхности натачиваемого зуба. Иначе, во время работы на материале будут оставаться сколы, зазубрины и другие недостатки.
Для обработки победитовых напаек скорость вращения круга заточки должна составлять более 15 м/с, другими словами при поперечнике от 120 до 125 мм скорость вращения обязана стать как в кинотеатре 1500 об/мин.
Есть особые приборы для заточки напаек – станки для заточки, преимуществом которых является:
- Вариабельность перемещения как станка, так и абразивного круга;
- Обеспечение ровненького угла заточки.
Дальше деяния выполняются вручную – поворот пилы по кругу (на зуб), следующая шлифовка, проверка объемов снимаемого металла. Подобные механизмы отлично подходят для обработки напаек дома.
Виды заточки
Конкретно процесс разделяется на три вида:
1. Заточка фронтальной поверхности прямого зуба
Зуб и абразивный круг инсталлируются перпендикулярно между собой, беря во внимание то, что сама пила обязана иметь горизонтальное положение. Когда, если в станке не предусмотрена угловая шкала наклона, используют маятниковый угломер. Дальше нужно прочно зафиксировать инструменты.
Процесс представляет из себя соприкосновение абразивного круга и натачиваемой поверхности взад и вперед средством механизма в станке, с одновременным прижатием зуба к кругу в ручном режиме. Данный процесс повторяется со всеми зубом пилы.
Для удобства выполняют отметину на том зубе, с которого началась заточка.
4.5. Заточка скошенного по фронтальной поверхности зуба
Данный вид заточки предугадывает выполнение тех же действий, что и чем, с темотличием, что угол наклона обязан изменен соответственно с расположением зубьев. Измерить наклон можно маятниковым угломером. Сначала натачиваются положительные углы зуб через зуб.
Дальше происходит процесс:
- Затачивается любая Следущая причина напайка;
- Потом изменяется угол на отрицательный;
- Обрабатываются оставшиеся зубья.
- Заточка задней поверхности
Данный процесс предугадывает возможность конфигурации положения диска таким макаром, чтоб задняя плоскость напайки соприкасалась с абразивным кругом.
Напротив станка для заточки не имеется, можно смастерить всё в кустарных условиях. Как заточить диск в кустарных условиях:
- Сделать опору для пилы, которая будет зафиксировать пилу. Данное приспособление должно прочно сдерживать пилу, в ином случае процесс будет представлять опасность для исполнителя;
- Приспособить подставку, на занят будет размещаться сам диск (при желании угол наклона можно поменять подпоркам);
Принципиально! Абразивная пила и пильный диск изготавливаются размещаться перпендикулярно друзьям.
- Закрепить дисковую пилу в её центре так, чтоб она соприкасалась с кругом в подходящем положении (для соблюдения схожих задних и фронтальных углов заточки).
Следует держать в голове, что после заточки на победитовых зубьях не должно оставаться сколов, трещинок, зазоров и других изъянов. Если на резце не просматриваются блики, означает, работа изготовлена правильно.
Также нужно направить внимание, что заточенная плоскость зуба и обрабатываемый потом материал находятся исходя между собой – если материал заготовки жесткий, то напайки не должны являться очень заострены.
Как заточить дисковую победитовую пилу: советы профессионалов




Здравствуйте уважаемые читатели и подписчики блога Андрея Ноака. На любом производстве по обработке древесины есть дисковая пила и конечно же, не одна. Естественно для данного инструмента присущ такой фактор как износ режущего элемента, а именно пильного диска. Будь он обычный или с победитовыми напайками все равно диск подвержен нагрузкам и естественному износу.
По истечению определенного времени в работе нужно периодически производить заточку режущего элемента. Об этом я и попробую вам рассказать, как то делают специализированные мастерские. Раскрою вопрос, как заточить дисковую победитовую пилу.
Введение
Профессиональная заточка дисковых пил осуществляется как на специализированном станке, по заданной программе. Весь технологический процесс может быть как от начала заточки до окончания автоматически так и полуавтоматически. Оператор только подготавливает рабочее место, укладывает диски в моечную машину и закрепляет на станине станка. Остальные операции робот манипулятор выполняет сам. Очень удобно и эффективно. После такого ремонта диск выглядит как новый и прекрасно служит дальше без потери своих производственных качеств во время процесса пиления.
Последует вопрос — где заточить дисковую пилу с победитовыми напайками, какие мастерские работают в регионе? Ни какой рекламы я не предоставляю, вся информация предоставляется исключительно в ознакомительных целях и для помощи вам. Все вопросы прошу задавать по контактным данным либо в личные сообщения на блоге.
Сразу хочется оговориться, что если малые предприятия точат пилы еще в специализированных мастерских, то предприятия по серьезней такие мастерские организуют такие площадки у себя на участке, снижая таким образом свои затраты. И наверное это главный смысл этой статьи. Для того чтобы понять все тонкости заточки вы можете прийти ко мне на тренинги или почитать мои книги.

Так выглядит специализированная мастерская с оборудованием.

Перед тем как оператор приступит к работе, он обязательно должен произвести предварительную диагностику ваших дисков, а так же проверить износ и биение диска. Только после проведения данных мероприятий выбирается программа заточки дисковой пилы с победитовыми напайками, если таковы имеются.
Услуги, предлагаемые мастерскими
- Заточка по задней и передней грани в течении 24-х часов;
- Обеспечение заточки с применением в зоне заточки охлаждающей жидкости (такая операция оградит от возникновения перегревов на поверхности диска);
- Сварочные и подготовительные операции выполняются на оборудовании марки «IDEAL-Werk» и «Simonds»;
- Реставрация с нанесением HSS и стеллита;
- Реставрация и заточка строгальных элементов, дисков, фрез и сверл;
- Расточка посадочного отверстия и пазов;
- Принимаются пильные диски, которые имеют сложную геометрию зуба, как с твердосплавными напайками, так и без них.
Хочется сказать как специалисту отработавшему более десяти лет в нашей отрасли — если хотите нормальную работу, то нужно пилы точить на своей площадке и не переплачивать сторонним организациям. Этим самым вы добьетесь качества и сможете точить пилы под себя.
Отличительные особенности профессионального оборудования
- Комплект оборудования станка работает при помощи контактной сварки, непосредственно оплавляя места износа как дисковых, так и ленточных пил;
- В процессе сварочных работ осуществляется полное удаление всех окислов и напаек в зоне шва;
- Программное обеспечение станков позволяет контролировать отжиг и сварку путем включения электронной системы отжига.
Глупо будет выбросить старый диск, так и не сделав заточки. Не у каждого получится заточить инструмент дома, или руки не дойдут или лени много. И так моим хорошим советом для ленивых, отдать пильные диски на заточку в специализированные мастерские, это на тот вариант, если дома не получится соорудить свой небольшой станочек для заточки.
Данные заведения в свою очередь выставят вам кругленький счет на оплату, что вам соответственно не понравится. Услуги до воли дорогие, так как используется дорогостоящее оборудование. К примеру, я встречал мастерские, где использовали станок марки Vollmer. Данное оборудование отлично справляется с заточкой зубьев дисковых пил по задней и передней грани с использованием специальных абразивов и охлаждающих жидкостей.
Полезные советы частным мастерским
- В первую очередь во время работы на станке или циркулярке следить за износом пильного диска и нагрузкой на двигатель, соответственно вовремя вы сможете заметить момент когда диск следует заточить. Ниже приведу признаки, по которым можно определить степень износа:
- Во время работы стало труднее пропиливать пиловочник или конкретную заготовку;
- Пропил становится бурым, как все равно он подгорел;
- Появление специфичного запаха и темных следов от пильных зубьев;
- Защитный кожух двигателя нагревается при перегреве. Что в свою очередь говорит о большой нагрузке на двигатель.
- Своевременная и правильная заточка оградит вас от преждевременного износа режущего элемента, принесет снижение затрат на электроэнергию т. к. тупым диском мы только сможем усугублять положение, тем самым увеличивая нагрузку на электродвигатель, что в дальнейшем приведет к его поломке. Особенно ощутимо это на циркулярке с двигателем малой мощности.
Ну конечно если доверяться действительно на самом деле профи, то только не в нашей любимой стране. Выбор конечно у каждого свой. Каждый живет по средствам.
Специалисты не рекомендуют неопытным владельцам производить самостоятельные работы по заточке, регламентируя тем, что без навыков и знаний не получиться ничего путного.
Зачастую домашние умельцы осуществляют заточку дисковой пилы с победитовыми напайками посредством использования ручной болгарки. Метод не очень безопасный, да и диска так на долго не хватит. Данным способом легко повредить зубья пильного диска, так же необходимо умение работать с болгаркой. Но это один из способов заточки пил своими руками — хотя как я и сказал не очень безопасный.

С вами был Андрей Ноак. Заходите на мой блог и будьте в курсе всех событий. Подписываться на обновления и приглашайте своих друзей ознакомиться с моими советами и материалами. Я думаю, что предоставленный материал для вас оказался полезным. Спасибо за внимание, удачи и до новых встреч!
Технология заточки дисковых циркулярных пил в быту
 Любое строительство не может обойтись без дисковой пилы. При выполнении разных операций приходится делать надрезы и распилы. С помощью циркулярки появляется возможность с большой скоростью и высоким качеством разрезать любое дерево. При постоянном использовании такого устройства режущий инструмент тупится, снижается производительность операции. Заточка дисковых пил становится важнейшей операцией.
Любое строительство не может обойтись без дисковой пилы. При выполнении разных операций приходится делать надрезы и распилы. С помощью циркулярки появляется возможность с большой скоростью и высоким качеством разрезать любое дерево. При постоянном использовании такого устройства режущий инструмент тупится, снижается производительность операции. Заточка дисковых пил становится важнейшей операцией.
Классификация дисковых пил
Для получения чистого распила необходимо, чтобы заточка дисков для циркулярной пилы была выполнена правильно. Инструменты подразделяются на несколько групп:
- Цельнометаллические.
- Рабочая зона диска имеет твёрдое напыление.
- На зубья пилы напаяны твердосплавные пластины.
Зубья пилы после заточки обязательно разводятся. Если выполнять работу затупившимся инструментом, привод начинает испытывать дополнительную нагрузку, страдает качество распила.

Если диск работает с твёрдой древесиной, он должен иметь специальные технологические пазы. Их отсутствие приводит к перегреву полотна, металл начнёт расширяться, произойдёт деформация режущего инструмента. Появится опасная вибрация, пострадает качество распила.
Разновидности режущих поверхностей
Чтобы повысить эффективность работы, инженеры разработали несколько видов зубьев, отличающихся своей формой и углом заточки:
 Прямой. Применяется для проведения быстрого распила с невысоким качеством. Его нельзя использовать для расшивки твёрдой древесины и особо тонких операций.
Прямой. Применяется для проведения быстрого распила с невысоким качеством. Его нельзя использовать для расшивки твёрдой древесины и особо тонких операций.- Скошенная форма. Этими зубьями легко нарезать композитные материалы. Распил двустороннего ламинированного ДСП выполняется без сколов. Твёрдые заготовки легко режутся зубьями, у которых задняя поверхность имеет скошенный вид. Однако они слишком быстро тупятся. Чтобы этого не происходило, чередуется наклон зубьев.
- Трапециевидный. Основным преимуществом этого метода считается медленное затупление. Он работает в комплексе с прямыми зубьями. Трапеция расположена над основным элементом. Она выполняет «черновую» работу, облегчая обработку прямой кромке.
- Конический. Полотна, имеющие такую форму зуба, считаются вспомогательными. Они предназначены для получения предварительных надрезов, предотвращают образование сколов. Такие диски не являются самостоятельным инструментом.
На некоторых полотнах передняя плоскость зуба имеет вогнутую форму. Этим инструментом выполняются поперечные распилы.
Правильный угол заточки
Циркулярные пилы имеют зубья с двумя углами:
- Задним.
- Передним.
Величина угла зависит от вида обрабатываемого материала, назначения работающего оборудования и направления пиления. Например, для получения продольного реза, передние углы делают в пределах 15—25 градусов. Для поперечного распила передний угол будет находиться в диапазоне 5—10 градусов. Угол в 15 градусов подходит для обработки любого материала в нужном направлении. Величина угла зависит от твёрдости обрабатываемой заготовки. Чем тверже материал, тем нужно острее наточить зубья.
Методы обработки дисковых полотен
 Чтобы сформировать режущую кромку, подходит любой заточной станок, где конструкция оборудования не имеет большого значения. Конечно, углы заточки дисковых плит с твердосплавными напайками более точно получаются на специализированном оборудовании. Однако его стоимость очень высока, поэтому используют обычный точильный станок, у которого имеется возможность изменять наклон корундового диска.
Чтобы сформировать режущую кромку, подходит любой заточной станок, где конструкция оборудования не имеет большого значения. Конечно, углы заточки дисковых плит с твердосплавными напайками более точно получаются на специализированном оборудовании. Однако его стоимость очень высока, поэтому используют обычный точильный станок, у которого имеется возможность изменять наклон корундового диска.
Чтобы самостоятельно заточить циркулярный диск, необходимо строго выполнять несколько основных условий:
- Обычно деформации подвергается верхняя кромка. Иногда округление граней достигает 0,3 мм. Поэтому заточка начинается с верхней части.
- Обработка проводится с учётом передней кромки и её задней части.
- Операция повторяется не менее 25 раз. Толщина снимаемого металла не должна быть больше 0,05—0,15 мм.
- Качество обработки должно быть совершенно одинаковым на всей обрабатываемой поверхности.
- После окончания заточки её доводку можно осуществить вручную наждачной бумагой с мелким зерном.
Заточка инструментов с твердосплавными напайками
 Заточка циркулярных пил с победитовыми напайками часто вызывает проблемы. Обработка стандартными абразивами проходит очень долго, причём если материал перегреть, возможен его «отпуск». Конечно, алмазным инструментом обработка пройдёт намного быстрее, но стоимость его очень велика. Намного экономнее будет приобретение победитового диска.
Заточка циркулярных пил с победитовыми напайками часто вызывает проблемы. Обработка стандартными абразивами проходит очень долго, причём если материал перегреть, возможен его «отпуск». Конечно, алмазным инструментом обработка пройдёт намного быстрее, но стоимость его очень велика. Намного экономнее будет приобретение победитового диска.
Каждый мастер подходит к решению этой проблемы сугубо индивидуально. Чтобы получить правильные углы заточки дисковых пил с твердосплавными напайками, обязательно понадобится станок.
Домашняя обработка зубчатого полотна
Для обработки циркулярной пилы совсем необязательно иметь специальный станок для заточки дисковых пил своими руками. Чтобы закрепить полотно в определённом положении, можно воспользоваться плоской подставкой, имеющей несколько нюансов:
- Поверхность должна находиться на одном уровне с центром заточного диска.
- Плоскость затачивания должна находиться под углом 90 градусов относительно зубчатого круга.
- Для создания разного наклона, приспособление должно иметь поворотный шарнир.
Для выбора нужного угла отметку делают цветным маркером. Приспособление обязательно устанавливается в мощные тиски. Не допускается даже малейшего движения специальной подставки.
Originally posted 2018-03-28 15:29:34.
Как наточить пильный диск с победитовым напайками?
Для того, чтобы наточить пильный диск с победитовыми напайками, необходимо учесть некоторые особенности данного изделия и как можно тщательнее подбирать инструмент.
Материал и форма зубьев
Пильные диски представляют собой стальные диски, наконечники которых являются резцами, приваренными высокотемпературной сваркой.
Как правило, данные части инструмента изготовляются из спеченного вольфрамокобальтового сплава (марки ВК, ВК6, ВК15 и пр.). Также используют твердые сплавы. Но следует учитывать, что прочность зависит от величины зерна карбидной фазы.
Сама же пайка (зуб) имеет следующие плоскости:
- Передняя;
- Задняя;
- Две боковых (вспомогательных).
То есть, пересекаясь, они формируют две режущие кромки:
- Главная;
- Вспомогательные.
Измерение степени заточки дисковой пилы
В большинстве случаев дисковые пилы с победитовыми напайками используют редко, но на значительные объемы материала и на длительное время. Поэтому вполне нормально, что резцы со временем начинают стачиваться. Затачивать данное изделие надо по мере необходимости. Определить степень заточки довольно просто:
- При распиливании материала начинают появляться неровности, зазубрины, сколы, а при резке деревянных предметов – характерный запах и черные следы на материале;
- Работа на станке усложняется, так как необходимо прилагать больше усилий, в результате чего идет сильная нагрузка на двигатель.
Важно! Отсутствие наблюдения за остротой резцов диска может привести к тому, что изделие вообще больше нельзя будет более ни заточить, ни отремонтировать. Поэтому стоит тщательно следить за состоянием инструмента.
Следует отметить что, как правило, в данных станках предусмотрены защитные реле. Но если таковые отсутствуют, аппарат может быстрее дать сбой при неправильной или не вовремя сделанной заточке.
Используемые материалы и процесс заточки победитового зуба дисковой пилы
При работе с дисковой пилой, чаще всего, затупляется главная кромка. В процессе резки главный упор идет именно на неё, поэтому необходимо следить, чтобы она не скруглялась более чем на 0,3 мм, так как могут возникнуть трудности при последующей заточке резцов, не говоря уже о снижении производительности.
Вспомогательные плоскости также подвержены износу (правда, в меньшей степени), особенно при работе с массивными изделиями.
Для заточки зубов дисковых пил с победитовыми зубьями используют высокопрочные материалы – алмазные круги, круги из карбида кремния (зеленого) и др.
Важно! Перед началом процесса необходимо убедиться в чистоте прибора, то есть убедиться, что на обрабатываемых плоскостях нет грязи или воды. А также нелишне будет обработать алмазный круг смазочно-охлаждающей жидкостью, так как высока вероятность появления ржавчины при охлаждении простой водой.
При выборе абразивного круга следует обратить внимание на то, чтобы его поверхность была немного зернистой, ведь именно так достигается нужная чистота поверхности натачиваемого зуба. В противном случае, при работе на материале будут оставаться сколы, зазубрины и иные дефекты.
Для обработки победитовых напаек скорость вращения круга заточки должна составлять не менее 15 м/с, то есть при диаметре от 120 до 125 мм скорость вращения должна быть минимум 1500 об/мин.
Существуют специальные приборы для заточки напаек – станки для заточки, преимуществом которых является:
- Вариабельность перемещения как станка, так и абразивного круга;
- Обеспечение ровного угла заточки.
Далее действия производятся вручную – поворот пилы по кругу (на зуб), последующая шлифовка, проверка объемов снимаемого металла. Подобные механизмы отлично подходят для обработки напаек в домашних условиях.
Виды заточки
Непосредственно сам процесс подразделяется на три вида:
1. Заточка передней поверхности прямого зуба
Зуб и абразивный круг устанавливаются перпендикулярно друг другу, учитывая то, что сама пила должна иметь горизонтальное положение. В том случае, если в станке не предусмотрена угловая шкала наклона, можно использовать маятниковый угломер. Далее необходимо крепко зафиксировать инструменты.
Сам процесс представляет собой соприкосновение абразивного круга и натачиваемой поверхности взад и вперед посредством механизма в станке, с одновременным прижатием зуба к кругу в ручном режиме. Данный процесс повторяется с каждым зубом пилы.
Для удобства можно сделать отметину на том зубе, с которого началась заточка.
2. Заточка скошенного по передней поверхности зуба
Данный вид заточки предусматривает исполнение тех же действий, что и прежде, с темотличием, что угол наклона должен быть изменен в соответствии с расположением зубьев. Измерить наклон можно маятниковым угломером. Сперва натачиваются положительные углы зуб через зуб.
Далее происходит сам процесс:
- Затачивается каждая вторая напайка;
- Затем меняется угол на отрицательный;
- Обрабатываются оставшиеся зубья.
- Заточка задней поверхности
Данный процесс предусматривает возможность изменения положения диска таким образом, чтобы задняя плоскость напайки соприкасалась с абразивным кругом.
Если же станка для заточки не имеется, можно смастерить всё своими руками. Как заточить диск своими руками:
- Сделать опору для пилы, которая будет зафиксировать пилу. Данное приспособление должно крепко сдерживать пилу, в ином случае процесс будет представлять опасность для исполнителя;
- Приспособить подставку, на которой будет располагаться сам диск (при необходимости угол наклона можно будет менять подпоркам);
Важно! Абразивная пила и пильный диск должны располагаться перпендикулярно друг другу.
- Закрепить дисковую пилу в её центре так, чтобы она соприкасалась с кругом в нужном положении (для соблюдения одинаковых задних и передних углов заточки).
Следует помнить, что после заточки на победитовых зубьях не должно оставаться сколов, трещин, зазоров и других дефектов. Если на резце не просматриваются блики, значит, работа сделана верно.
Также надо обратить внимание, что заточенная плоскость зуба и обрабатываемый впоследствии материал находятся в зависимости друг от друга – если материал заготовки твердый, то напайки не должны быть слишком заострены.
Как сделать станок и заточить диск циркулярной пилы инструкция с подробным описанием
Для распиливания древесины применяется специализированный электроинструмент, а также зубчатые диски, которые с течением времени затупляются, и не справляются с выполнением своих задач. Чтобы не пришлось покупать новую режущую насадку, выполняется заточка дисков для циркулярной пилы своими руками. Принцип заточки не трудный, и каждый сможет справиться с этим, если владеть инструкцией по реализации этого процесса.
Как узнать что пора заточить диск
Режущие диски для обработки древесины и древесных материалов с течением времени истираются и изнашиваются, что способствует снижению их производительности. Чтобы восстановить эффективность режущего инструмента, понадобится произвести заточку зубьев. Узнать о том, что надо произвести заточку зубьев на диске, можно последующим факторам:
- Чтобы разрезать древесину, необходимо приложить усилия прижима инструмента к распиливаемой заготовке
- Наблюдается возникновение дыма, поступающего из-под защитного кожуха
- Происходит чрезмерный нагрев защитного кожуха
- Возникают признаки запаха гари. Это означает, что зубья не пилят древесину, а режут ее

Эксплуатация неисправной насадки на электроинструменте приводит к тому, что снижается производительность выполнения работ, а также повышается вероятность скорейшего выхода из строя электроинструмента и самой насадки. Снижение производительности способствует повышению нагрузки на электродвигатель, который в итоге начинает перегреваться, и выходит из строя.
Какие зубья бывают на режущих насадках
В основе любого режущего устройства лежат зубья, качество заточки которых влияет на эффективность и производительность. Зубья на насадках изготавливают непосредственно из твердосплавных материалов. Для повышения срока службы, на зубья наносятся напайки из победита, что позволяет продлить ресурс рабочей насадки в 5-6 раз.

Количество режущих зубьев на круге зависит от его диаметра. Зубцы состоят из передней и задней части, которые отличаются по конструкции, а также боковой. Зубья по внешнему виду (геометрии) классифицируются на следующие виды:
- Прямые — разновидность зубьев, применяемые для продольного распила листового материала
- Трапециевидной формы — режущие звенья имеют вид трапеции, что является преимуществом — они нуждаются в заточке очень редко
- Скошенные звенья — самый распространенный вид зубьев, который характеризуется наличием углового скоса на задней или передней части. Такая конструкция позволяет производить распиливание не только древесины, но и прочих видов материалов, как ДВП, ДСП, фанера и даже пластик
- Конические — имеют вид конуса, но их главный недостаток в быстром притуплении, поэтому нуждаются в частой заточке. Применяются не только для поперечного, но и продольного распиливания листового материала

Производители также выпускают диски для циркулярных пил с активными и пассивными звеньями. В зависимости от вида зубьев, различается процесс их заточки. Чтобы правильно наточить зубья на циркулярной пиле, понадобится правильно определить угол их заточки.
Выбираем угол заточки режущих зубьев
Звенья на режущих насадках имеют рабочую зону, которая имеет соответствующий угол заточки. В зависимости от вида зубьев, диск может применяться как в одном направлении пиления, так и в двух. Когда звенья притупляются с одной части, то диск необходимо развернуть, и продолжить работу в обратном направлении. Однако так можно делать далеко не со всеми циркулярными дисками, например, не подходят для этого круги со скошенной формой звеньев.
Если выполняется заточка диска циркулярной пилы своими руками, то необходимо понимать, что в зависимости от направления реза, нужно учитывать угол заточки.
- Если планируется пилить древесину в продольном направлении расположения волокон, то угол заточки на звеньях должен составлять 15-25 градусов
- Если древесина распиливается в поперечном направлении, то угол заточки снижается до 5-10 градусов
- Универсальным углом заточки считается величина 15 градусов. Кругами с такими звеньями можно пилить не только поперек, но и вдоль

При затачивании зубьев на пильных кругах и дисках для циркулярной пилы, болгарки и циркулярки, необходимо учитывать еще один немаловажный фактор — это величина плотности распиливаемого материала. Чем ниже плотность, тем выше должна быть острота зуба. Если циркулярная пила применяется для распиловки пластика или пластмассы, то угол заточки диска должен быть отрицательным.
Как заточить диск на циркулярной пиле с победитовыми напайками
Часто мастера покупают круги, которые обладают повышенной устойчивостью к износу за счет наличия специальных напаек из победита. Эти напайки продлевают срок службы расходного материала, однако не делает его вечным. Победитовый слой наносится на звенья при помощи специальной напайки. За счет напайки усложняется геометрическая форма зуба, поэтому и процесс затачивания также утяжеляется. Восстановление остроты зубьев необходимо выполнять с учетом точной выдержки.

Чтобы заточить зубья на диске с твердосплавными напайками, понадобится произвести сглаживание режущей кромки до величины 0,3 мм. Чтобы выполнить качественную заточку зубьев с твердосплавными напайками, специалисты рекомендуют использовать для этого специальное оборудование, а также заточные круги с алмазным напылением. Если использовать абразивный круг, то он быстро сотрется, прежде чем диск с напайкой получится заточить.
При восстановлении остроты звеньев учитываются следующие факторы:
- Заточку пильных дисков надо выполнять не только передней, но и задней плоскости. Начинать необходимо непосредственно с передней части
- Победитовая напайка при наточке должна плотно соприкасаться с заточным алмазным кругом
- Время соприкосновения должно быть не более 5 секунд. Учитывать время необходимо для того, чтобы избежать перегревания металла. Если металл будет перегреваться, то произойдет его закаливание, а также снижение твердости
При затачивании нужно также учитывать, что толщина стачиваемого материала не должна быть более 0,15 мм. Если правильно выполнять процедуру, то до полного износа диска с победитовыми напайками проводится не менее 30 заточек.
О рациональности восстановления остроты дисков с напайками нужно принимать решение самостоятельно, так как стоимость заточного круга с алмазным напылением порой дороже, чем приводное электрооборудование.
Как станком заточить диск
Для восстановления целостности режущих дисков используется два способа — это ручной и автоматизированный. Ручным методом выполнять процедуру не только сложно, но еще и требуется много времени. Именно поэтому имеет смысл купить заточной станок для пильных дисков или же изготовить устройство самостоятельно.
Простым приспособлением для заточки пильных дисков считается точило или наждачный станок, на валу которого нужно закрепить специальный круг — алмазный, эльборовый, а также из напыления карбида кремния. Сложность реализации процесса в том, что затачиваемую оснастку необходимо зафиксировать в неподвижном положении, поэтому держать диск в руках при его заточке не рекомендуется. Это не только опасно, но еще и способствует снижению качества заточки.

Инструкция по правильной заточке режущих дисков для циркулярных пил:
- Каждый зуб, который подвергается заточке, должен располагаться перпендикулярно к полотну
- Принцип заточки заключается в том, что к вращающемуся полотну (алмазному кругу), необходимо подводить каждый зуб диска
- От величины усилия прижима зависит количество снимаемого слоя металла. Чем больше износ или стертость зубьев, тем сильнее следует прижимать оснастку к полотну
- Аналогичным способом выполняется процедура для каждого звена
Чтобы выполнять заточку дисков от циркулярных пил, для этого не обязательно покупать специальное оборудование. К домашнему точильному станку нужно приделать стойку, которая состоит из неподвижной и подвижной части, а также крепление. При помощи такого приспособления можно легко и быстро выполнять затачивание в домашних условиях.
Задача усложняется, когда необходимо выдержать соответствующий угол затачивания. Чтобы модернизировать и расширить функционал установки, понадобится изготовить регулятор наклона подвижной подставки. В качестве регуляторов используются болты с гайками, за счет которых можно выставить необходимый угол наклона подставки.

Подвижная подставка представляет собой квадратную рамку, в центре которой располагается фиксатор для установки диска. Фиксатор имеет одинаковый диаметр с затачиваемой оснасткой. В подставке делается паз, через который выполняется выдерживание необходимого угла заточки. Производить работы по затачиванию не трудно, поэтому при частых работах с обработкой древесины циркулярной пилой, изготовить заточной станок необходимо обязательно.
Как заточить диск вручную напильником
Если наждачного станка нет в наличии, то процедуру можно выполнить вручную. Принцип заточки заключается в том, что затачиваемый диск следует зафиксировать в неподвижном положении. Для этого используются тиски или струбцина. Когда оснастка будет зафиксирована, останется только взять в руки маркер, и отметить точку начала проведения работ. Далее напильником выполняются работы по заточке.
- Использовать рекомендуется плоский напильник, но подойдет также и треугольный. Главное требование к напильнику — это свободное вхождение между зубьями
- Сильно изнашивается передняя и верхняя часть зуба, поэтому этот износ следует восстановить
- На начальном этапе восстанавливается задняя поверхность зубцов, а затем передняя
- При заточке нужно прилагать одинаковое усилие. Кроме того, величина зубцов, а точнее их размер, должен быть одинаковым

Выполнять работы по затачиванию вручную намного труднее и дольше, поэтому такой способ рационален только в одном случае, если приходится не часто работать циркулярной пилой. Если работы инструментом выполняются часто, то рационально купить наждачный станок и изготовить из него оборудование под заточку дисков циркулярной пилы.
Изготовление станка или как сделать кондуктор
борудование для затачивания пильных зубьев называется кондуктором. За его основу берется электропривод, который приводит в действие абразивный диск — полотно. Вторая часть кондуктора — это крепежная часть, состоящая из подвижной и неподвижной части. Перед тем, как приступать к выполнению заточных работ, понадобится изготовить кондуктор. Рассмотрим два варианта изготовления кондукторов.
Вариант 1 — изготовление простого заточного станка из точила
Первый вариант изготовления простейшего заточного оборудования имеет следующий вид:
- На верстаке располагается наждачный станок, на валу которого размещается круг с алмазным напылением

- Изготавливается неподвижное основание из ДСП. Это основание одновременно выступает направляющим, по которому будет происходить перемещение подвижной рамки

- На следующем этапе изготавливается подвижная рамка из ДСП или фанеры, стенки которой из рейки должны быть направлены вниз, и выступать в качестве механизма перемещения

- На наружной стороне подвижной рамки размещается фиксатор дисков соответствующего диаметра, а также проделывается паз

- В итоге получается готовый заточный станок для пильных дисков
Для изготовления такого устройства требуется минимум времени и затрат, а эффективность его применения составляет 100%. Подробности на видео:
Вариант 2 — как сделать заточной станок из болгарки и дрели
Кроме наждачного станка, для изготовления контактора можно использовать болгарку или УШМ. В шпинделе этого инструмента устанавливается соответствующий диск для заточки с алмазным напылением, а сам электроинструмент крепится неподвижно к основанию. Принцип изготовления кондуктора следующий:
- Берется рамка из ДСП или ДВП размером 50х80 см. На этой рамке будут расположены составные детали
- Изначально следует зафиксировать неподвижно болгарку при помощи хомутов. Шпиндель инструмент должен располагаться под прямым углом к рамке
- С торца инструмента изготавливается и располагается подвижная рамка, на которую будут устанавливаться диски для заточки
- Подвижность рамки реализуется за счет использования мебельных салазок
- На рамке изготавливается кронштейн для закрепления затачиваемой оснастки
Готовое изделие показано на фото ниже.

Как пользоваться, а также особенности работы на самодельном станке для затачивания оснастки циркулярных пил, показано на видео.
Итог проделанных работ следующий — восстановление целостности диска с зубьями, что позволяет продолжить работу электроинструментом при обработке древесины. Рассмотренные способы в материале подходят для заточки пильных дисков таких инструментов, как болгарки, циркулярные пилы и стационарные циркулярки. Если понятен принцип выполнения работ, то с изготовлением специального станка и его эксплуатацией не возникнет никаких трудностей.
Как выполнить заточку дисковых пил своими руками
Процесс строительства частных домов и различных построек будет достаточно сложным, без использования циркулярной пилы. Она значительно лучше многих пил для дерева, поскольку превосходит их по точности и чистоте распила.
Из-за того, что данный инструмент активно эксплуатируется он довольно быстро изнашивается, в связи с чем заточка дисковых пил своими руками становится крайне необходимой.
Что понадобится для заточки дисков циркулярной пилы
Прежде всего необходимо подготовить соответствующие комплектующие, которые позволят правильно заточить пильный диск по дереву. Важно предусмотреть наличие следующих инструментов:
- напильника;
- монтажных тисков;
- деревянного бруска;
- цветного маркера.
Как понять, что пора точить дисковую пилу
Заточку дисковой пилы следует осуществлять только при возникновении в этом соответствующей необходимости. Распознать наступление такого момента можно по двум четким признакам. В особенности, проведение срочного затачивания дисковой пилы по дереву необходимо:
- При регулярном возникновении сильного нагрева на предохранительном кожухе пилы в области электродвигателя. В некоторых случаях при таком повышении температурных показателей под кожухом выделяется дым.
- При сильном надавливании на инструмент для получения хорошего распила в процессе обработки материала.
- Если появляются темные отметины, следы нагара на древесине и характерный запах горелого дерева. Это возникает в следствие того, что зубцы пил затуплены.
Разновидности заточки режущих зубьев
Для лучшего понимания того, как производится заточка дисковых пил, нужно изучить особенности и строение тех частей инструмента, посредством которых осуществляется распиливание материала. Режущие зубья представляют собой основной элемент, участвующий в распиливании древесины.
Выполняются они из твердосплавного металла. Режущие зубья состоят из 4-х рабочих плоских поверхностей: передней (а), задней (б) и двух боковых плоскостей (в), у которых вспомогательная роль. Посредством одной главной (1) и двух дополнительных (2 и 3) режущих кромок образовываются линии пересечения, каждой указанной рабочей плоскости.
В зависимости от своей конфигурации дисковая пила может иметь различные виды режущих зубьев:
- Прямой тип зубьев. Зачастую используется при ускоренном продольном пропиливании. Не обладают идеальным качеством распила.
- Скошенный (косой) тип зубьев. Имеют характерный угловой обрез на правых и левых задних поверхностях. В некоторых случаях диски имеют зубья с разной стороной скоса, которые чередуются по всей окружности пилы. Используя такие диски можно распиливать древесину, ДСП и различную пластмассу. Большой угол скоса обеспечивает качественный пропил без скола на режущей кромке.
- Трапециевидный тип зубьев. По сечению режущих поверхностей обладают трапециевидной формой. Такая конфигурация позволяет работать без затупления на протяжении длительного периода времени. Нередко диск имеет прямые зубья, которые чередуются с трапециевидными. В таких случаях трапециевидный элемент играет основную роль при черновом распиливании, тогда как при помощи прямого типа зубьев выполняется чистовая обработка.
- Конический тип зубьев. Обладают конусообразным видом. Как правило, выполняют вспомогательную функцию для предварительных надрезов на ламинате. Коническим типом зубьев осуществляется обработка указанного напольного покрытия. Такая пила позволяет не допустить сколы на материале, как это часто случается при использовании основной пилы.
Видео «Заточка дисков для циркулярной пилы»
Процесс заточки пильного циркулярного диска.
Принцип и угол заточки дисков для циркулярной пилы
Рабочая часть циркулярной пилы затачивается на 4 главных углах заточки. Они относятся к основным техническим параметрам режущего диска, также как и тип формы режущих зубьев.
Стоит отметить, что все зубья циркулярной пилы характеризуются передними (γ), задними (α) углами, а также углом среза передней и задней поверхности (ε1 и ε2). Значение каждого указанного угла должно соответствовать назначению распиливающих устройств, распиливаемых материалов и направлению пиления.

В особенности, пила для продольного распила затачивается под довольно большими передними углами (15° — 25°).
Показатели заточек передних углов для поперечных видов пропила находятся в пределе 5° — 10°. Универсальные варианты, применяемые для обработки материалов по всем видам направления, стандартно затачивают под 15°.
При этом на значение указанного угла также оказывает влияние то факт, какой твердостью обладают разрезаемые объекты. Их величина имеет строгую зависимость: при большей твердости материала, который подвергается распилу, режущие зубья должны быть менее заострены.
Согласно главного принципа заточки зубьев на твердосплавном пильном диске важно учитывать, что при длительных эксплуатация самые значительные процессы износа происходят на верхних режущих кромках. В итоге при интенсивном использовании их линии могут округляться до 0,3 мм и больше. Касательно плоскостей зубьев стоит отметить, что наибольший износ происходит на передних поверхностях.
При правильном затачивании режущего элемента должны обеспечиваться такие формы режущих кромок, при которых радиус их скруглений не будет превышать значения в 0,2 мм. В связи с этим рекомендуется выполнять параллельное стачивание металла на передних и задних плоскостях зубьев. Применение такого способа считается наиболее целесообразным. Можно выполнять заточку только одной передней плоскости, но в таких случаях на выполнение данной операции требуется больше временных затрат. Кроме того, произойдет более быстрое стачивание зубьев, поскольку возникает необходимость в стачивании большего слоя металла с передних поверхностей.
Стандартный слой для стачивания металла является значение в 0,05-0,15 мм.
Как заточить дисковую пилу своими руками
Заточить пилу в домашних условиях можно совершенно самостоятельно. Для этих целей нет необходимости посещать мастерскую для использования специализированного точильного станка или приобретать его. Он довольно дорогостоящий, а для заточки используется в редких случаях, если вы конечно не планируете использовать его в крупных производственных целях.
Но удерживать пильные диски в руках в процессе заточки зубьев шлифовальным кругом — не самое лучшее решение. Циркулярные диск — это не сверло, она гораздо габаритней. Никакая твердость рук и отменный глазомер не позволит, сделать заточку так, чтобы режущие элементы были достаточно острыми и пригодными для эффективного использования. Для этого нужно предусмотреть самое простое фиксирующее приспособление.
Для удержания зубчатого циркулярного круга в нужном положении касательно плоскости точильного инструмента, можно использовать самую обыкновенную плоскую подставку.
Положение ее поверхности должно соответствовать уровню осей на заднем диске. Размещение зубчатого круга осуществляет на подставке так, чтобы затачиваемая плоскость зуба была перпендикулярна к полотнам пильного диска. Чтобы заточить скошенные зубья по передним и задним поверхностям нужно предусмотреть подвижные шарниры в данном приспособлении.

Но в таких случаях довольно сложно выдерживать одинаковые величины переднего и заднего угла заточки инструмента. Для устранения данной проблемы, необходимо выполнить жесткую фиксацию центра пилы согласно нужного положения по отношению к точильному кругу. Выполняется это при помощи пазов для оправки, которая монтируется на подставку с размещением на ней затачиваемых пил, либо посредством установки на подставку специального упора, который закрепит пильный диск согласно требуемого угла к абразивному камню.
Если придерживаться всех требований, которые предъявляются к затачиванию твердосплавной циркулярной пилы, то этот инструмент будет работать максимально эффективно на протяжении длительного периода времени.
Видео «Как заточить пильный диск своими руками»
Показательное видео по выполнению самостоятельно заточки режущего пильного диска.
Как правильно заточить пильный диск циркулярки
Заточку дисковых пил нужно проводить регулярно, чтобы избежать порчи строительного материала. Мы расскажем, как правильно наточить пильный диск с напайками и без, какое оборудование и инструмент использовать.

Дисковый инструмент для распила древесины всегда пригодится при строительстве. Циркуляционная пила удобна тем, что позволяет быстро раскроить материал при минимальных затратах сил и времени. Что касается качества реза, то можно сказать, что он идеален, но только тогда, когда пила исправна и хорошо заточена. В противном случае работать таким инструментом даже опасно, поэтому следует провести заточку дисковой пилы.
Определить необходимость проведения операции заточки несложно: тупой инструмент режет заготовку некачественно, что сразу бросается в глаза. Здесь есть два варианта: либо отдать диск в мастерскую, что не всегда выгодно в плане временных и денежных затрат, либо заточить дисковую пилу своими руками. Это на первый взгляд может показаться сложным. Но если более детально вникнуть в суть устройства пилы, нетрудно будет выполнить обслуживание инструмента в домашних условиях.

Когда нужно точить дисковую пилу
Есть совершенно определенные признаки, по которым можно судить о состоянии инструмента. Заточка пил необходима тогда, когда явно проявляется следующее:
- Во время работы возникает дым, специфический запах паленой древесины, кожух, прикрывающий зубья пилы, начинает быстро нагреваться.
- При передвижении инструмента вдоль заготовки нужно прикладывать значительные усилия, как бы продавливать пилу вперед.
- После раскроя материала и визуального осмотра пиленой кромки виден черный нагар или много сколов, задиров волокна, выщербленных участков.
- При внимательном осмотре зубьев пилы в увеличительное стекло можно увидеть, что режущие части имеют не острые, а закругленные кромки.

Все это требует немедленного прекращения работ, иначе велик риск порчи материала и износа дисковой пилы до такого состояния, когда заточка ей уже не поможет.
Основные углы заточки дисковых пил
Передняя грань, та, что первая врезается в заготовку по ходу движения пилы, образует с задней гранью основную режущую кромку. Угол, под которым передняя грань встречается с материалом, называется передним углом Y (углом атаки). Угол между задней гранью и передней – углом заострения. Если от 90 градусов отнять передний угол и угол заострения, получится задний угол.
На практике важно соблюсти при заточке эти углы для каждого типа диска. Именно по переднему углу пилы делятся на типы:
- Продольно режущие, где передний угол должен не выходить за пределы 15–25 градусов.
- Поперечно режущие, где допустимо затачивать переднюю грань зуба под углом 5–10 градусов.
- Универсальные диски, которые достаточно легко справляются и с продольным, и с поперечным резом, передний угол у них должен быть выдержан в районе 15 градусов.
Немаловажным является и угол скоса задней и передней плоскостей: чем он острей, тем проще пиле входить в материал, но износ происходит быстрей.
Следуйте правилам! При распиловке твердых пород дерева заточку пил нужно осуществлять так, чтобы угол заострения и угол скоса были как можно меньше (в допустимых пределах). Это увеличивает срок эксплуатации диска до следующей заточки.
Виды разводки зубьев циркулярной пилы
Сложность процесса разводки обусловлена необходимостью отводить зубцы в сторону на одинаковое расстояние. Этого можно добиться, применяя заводское приспособление для разводки циркуляционных пил. Каждый зуб нужно начинать разводить с середины его размера. Для разных по плотности древесных материалов степень разводки зубьев должна быть своя, но, не углубляясь в подробности, можно сказать, что на распиловку мягких пород разводят шире, чем на твердые.
Различают три основных способа разводки:
- Разводка зачищающего типа. Этот метод сводится к тому, что зуб через два остается на своем месте без изменения, остальные отклоняют в разные стороны. Такая подготовка пилы хороша для работы с твердотельной древесиной.
- Вариант классической разводки, когда поочередно зубья пилы отводят то вправо, то влево. Этот универсальный способ можно применять практически для всех типов пил.
- Так называемая волнистая разводка, отличительной чертой которой является отведение зубцов не на строго определенное расстояние от центра, а на разные расстояния с отклонением в пределах 0.3–0.7 миллиметров.
Общие правила заточки циркулярной пилы
- Подвергают обработке в первую очередь основные грани, из которых больше изнашивается передняя.
- В крайнем случае, при сильном износе боковых граней, их подправляют.
- За один раз снимают не более 0.15 миллиметров толщины металла пилы.
- При доводке граней электрическим инструментом не допускается перегрев металла, в случае чего его свойства ухудшаются.
- Для обеспечения максимального ресурса жизни пилы, когда ее можно затачивать до 30 раз, следует точить обе грани: и переднюю, и заднюю, – снимая одинаковое количество металла.
- Не допускается заточка пил циркулярки не предназначенными для этого инструментами, например болгаркой и диском для резки металла.
После проведения основных операций заточки можно доработать зубья тонкой наждачкой. Проверка качества заточки инструмента происходит в рабочих условиях. Если все в порядке, раскрой материала будет чистым, гладким, без видимых дефектов и почернений.
Чем можно заточить дисковую пилу
- Специальные круги для заточки пил, выполненные на основе алмазных абразивов.
- Обычный напильник для заточки пилы, но к нему также нужно иметь тиски для закрепления пилы и деревянный брусок, используемый как направляющая.
- Обработку на профессиональном оборудовании – наиболее быстрый и качественный способ заточки, но требующий больших материальных затрат на приобретение инструмента.

Заточка пил своими руками в домашних условиях
Внимание! Чтобы провести заточку дисковых пил своими руками, желательно иметь определенные навыки работы по заточке инструмента. Если таковых не имеется, хотя бы потренироваться на наждаке, затачивая обычный нож.
Во время работы с диском главное – не испортить режущей поверхности, а это может легко произойти, если рука дрогнет, нарушится угол подачи. Во избежание негативных последствий следует изучить методы заточки, и тогда все получится правильно. Различают ручной метод восстановления режущих элементов дисковой пилы и метод с применением заточного оборудования.
Ручной способ
Самостоятельно заточить зубцы вручную при помощи напильника, чтобы это было качественно, можно в том случае, если они не имеют скоса, то есть поверхность передней грани перпендикулярна поверхности полотна. Процесс выглядит так:
- Из плотной древесины заготавливают брусок сечением где-то 50х50 мм и длиной 100 мм. Стороны бруска должны располагаться строго перпендикулярно друг относительно друга.
- Отмечают маркером любой зуб, который будет отчетным и первым в обработке.
- Пильное полотно зажимают в тисках вместе с брусом таким образом, чтобы передняя грань обрабатываемого элемента была заподлицо и в одной плоскости с поверхностью бруса (брус в этом случае выступает направляющей для напильника).
- Тонкий напильник (его толщина должна позволять свободно вмещаться во впадину между соседними зубьями) прикладывают к обрабатываемой поверхности зуба и одновременно к бруску и методичными движениями вперед и назад проводят заточку.
- Так постепенно натачивают каждый зуб, следя за состоянием бруса и при выработке его поверхности смещая немного плоскость.
Использование станков

С помощью специального станка дисковые пилы точатся очень легко и быстро. Главное – здесь не нужно следить за углом подачи диска. Один раз его выставив, оператор лишь должен перемещать зубья в область обработки и делать легкие прижимы плоскости зуба к вращающемуся алмазному диску.
На таком оборудовании можно проводить заточку дисковых пил с твердосплавными напайками и обычных дисковых пил. Самый простой станок для заточных операций циркуляционных пил имеет такие конструктивные элементы:
- Электропривод с системой крепления заточного диска – это стационарная часть оборудования.
- Подставку, которая перемещается по направляющим, – ее задача подавать полотно пилы в область обработки.
- Фиксатор пильного диска на подставке, который призван удерживать полотно в неизменном положении при его подаче к заточному диску.
Обратите особое внимание! Диски с разными видами зубьев требуют индивидуального подхода к заточке. При скошенном расположении передней грани ее подачу в область обработки выполняют под углом к горизонтали, для чего один край подставки соответственно поднимают.
Если есть дополнительные вопросы по теме заточки пил или вы имеете свой опыт в проведении подобных операций, отзовитесь в комментариях! Нам важны ваши замечания!
Заточка дисковых пил
Материал и свойства твердосплавных зубьев
В отечественных пилах в качестве материала для режущих пластин используются спеченные вольфрамокобальтовые сплавы марок ВК (ВК6, ВК15 и пр. цифра означает процентное содержание кобальта). У ВК6 твердость 88,5 HRA, у ВК15 — 86 HRA. Иностранные производители применяют свои сплавы. Твердые сплавы ВК состоят в основном из карбида вольфрама сцементированного кобальтом. Характеристики сплава зависят не только от его химического состава, но и размера зерна карбидной фазы. Чем меньше зерно, тем выше твердость и прочность сплава.
Крепят твердосплавные пластины к диску высокотемпературной пайкой. В качестве материала для пайки, в лучшем случае, используются серебряные припои (ПСр-40, ПСр-45), в худшем случае — медно-цинковые припои (Л-63, МНМЦ-68-4-2).
Геометрия твердосплавных зубьев
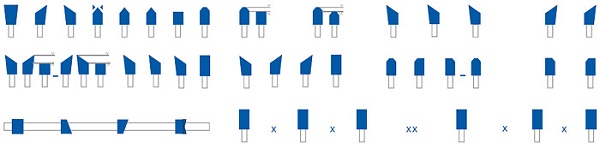
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Зубья могут иметь наклон не только задней, но и передней плоскости.
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Углы заточки зубьев
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Основные принципы заточки
При распиловке массивных заготовок, быстрому износу подвергаются и боковые грани.
Не следует допускать чрезмерного затупления пилы. Радиус скругления режущей кромки не должен превышать 0,1-0,2 мм. Помимо того, что при работе сильно затупленной пилой резко падает производительность, на ее заточку уходит в несколько раз больше времени, чем на заточку пилы с нормальным затуплением. Степень затупления можно определить как по самим зубьям, так и по виду пропила, который они оставляют.
Правильная заточка дисковых пил заключается в том, чтобы одновременно с обеспечением должной остроты режущей кромки, обеспечить максимальное количество заточек, которое в оптимальном случае может достигать 25-30 раз. С этой целью твердосплавный зуб рекомендуется затачивать по передней и задней плоскостям. В сущности, зубья можно затачивать и по одной передней плоскости, но при этом количество возможных заточек оказывается почти в два раза меньше, чем при заточке по двум плоскостям. Рисунок внизу наглядно демонстрирует, почему это происходит.
Последний проход при заточке пильных дисков рекомендуется делать по задней плоскости зуба. Стандартная величина съема металла — 0,05-0,15 мм.
Перед заточкой необходимо очистить пилу от загрязнений, например смолы, и проверить значения углов заточки. На некоторых пилах они написаны на диске.
Оборудование и материалы для заточки пильных дисков
При использовании абразивных кругов (особенно алмазных) желательно осуществлять их охлаждение СОЖ.
С повышением температуры микротвердость абразивных материалов снижается. Повышение температуры до 1000°С уменьшает микротвердость почти в 2-2,5 раза по сравнению с микротвердостью при комнатной температуре. Повышение температуры до 1300°С вызывает снижение твердости абразивных материалов почти в 4-6 раз.
Применение воды для охлаждения может привести к появлению ржавчины на деталях и узлах станка. Для устранения коррозии к воде добавляют мыло и определенные электролиты (углекислый натрий, кальцинированная сода, тринатрийфосфат, нитрит натрия, силикат натрия и т.д.), которые образуют защитные пленки. При обычном шлифовании чаще всего пользуются мыльным и содовыми растворами, а при чистовом шлифовании — низкоконцентрированными эмульсиями.
Однако при заточке пильных дисков в домашних условиях с малой интенсивностью заточных работ, к охлаждению круга прибегают не так уж и часто, — не желая тратить на это время.
Для увеличения производительности заточки абразивными кругами и уменьшения удельного износа, следует выбирать наибольшую зернистость, которая обеспечивает требуемую чистоту поверхности затачиваемого зуба.
Для выбора зернистости абразива, в соответствии со стадией заточки, можно воспользоваться таблицей в статье про бруски для заточки. Например, в случае использования алмазных кругов, для черновой заточки могут использоваться круги с размером зерна 160/125 или 125/100, для чистовой — 63/50 или 50/40. Круги с размером зерна от 40/28 до 14/10 используются для удаления зазубрин.
Окружная скорость круга при заточке твердосплавных зубьев должна быть около 10-18 м/с. Это означает, что при использовании круга диаметром 125 мм скорость вращения двигателя должна быть около 1500-2700 об/мин. Заточка более хрупких сплавов производится при меньшей скорости из данного диапазона. При заточке твердосплавных инструментов применение жестких режимов приводит к образованию повышенных напряжений и трещин, а иногда и к выкрашиванию режущих кромок, при этом повышается износ круга.
При использовании станков для заточки дисковых пил, изменение относительного положения пилы и заточного круга может быть реализовано разными способами — перемещением одной пилы (двигатель с кругом неподвижен), одновременным перемещением пилы и двигателя, перемещением только двигателя с кругом (пильный диск неподвижен).
Выпускается большое количество заточных станков различной функциональности. Наиболее сложные и дорогие программируемые комплексы способны обеспечить полностью автоматический режим заточки, при котором все операции выполняются без участия рабочего.
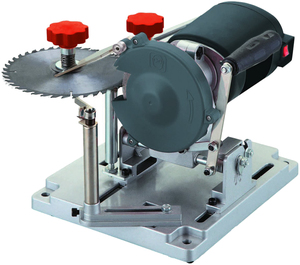
В наиболее простых и дешевых моделях после установки и закрепления пилы в положении, обеспечивающем необходимый угол заточки, все дальнейшие операции — поворот пилы вокруг своей оси (проворот на зуб), подача на шлифовку (введение в контакт с кругом) и контроль толщины снимаемого с зуба металла — производятся рабочим вручную. Такие простые модели целесообразно использовать в домашних условиях, когда заточка дисковых пил носит эпизодический характер.
Примером простейшего станка для заточки дисковых пил может служить система, фотография которой представлена на фото ниже. Она состоит из двух основных узлов — двигателя с кругом (1) и суппорта (2), на котором устанавливается затачиваемая пила. Механизм поворота (3) служит для изменения угла наклона полотна (при заточке зубьев со скошенной передней плоскостью). С помощью винта (4) пила смещается вдоль оси абразивного круга. Этим обеспечивается установка необходимого значения переднего угла заточки. Винт (5) служит для установки в нужное положение ограничителя, препятствующего чрезмерному вхождению круга в межзубовую впадину.
Процесс заточки пильных дисков
Пила устанавливается на оправку, зажимается с помощью конусной (центрирующей) втулки и гайки, затем выставляется в строго горизонтальном положении посредством механизма (3). Тем самым обеспечивается угол скоса передней плоскости (ε1) равный 0°. У станков для заточки дисков, не имеющих в механизме наклона встроенной угловой шкалы, это делается с помощью обычного маятникового угломера. В этом случае следует проверить горизонтальность станка.
Вращением винта (4) механизма, обеспечивающего горизонтальное перемещение оправки с кругом, устанавливается необходимый передний угол заточки. Другими словами, пила передвигается в положение, при котором передняя плоскость зуба плотно прилегает к рабочей поверхности круга.
Маркером делается отметка зуба, с которого начинается заточка.
Включается двигатель и производится заточка передней плоскости — вводом зуба в соприкосновение с кругом и несколькими движениями пилы взад-вперед с одновременным прижимом зуба к кругу. Толщина снимаемого металла регулируется количеством затачивающих движений и усилием прижатия зуба к абразивному кругу. После заточки одного зуба пила выводится из контакта с кругом, проворачивается на один зуб и операция заточки повторяется. И так до тех пор, пока отметка маркера не сделает полный круг, свидетельствуя о том, что все зубья заточены.
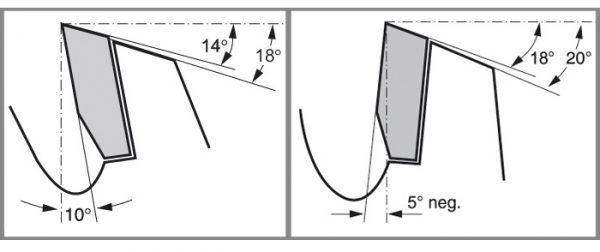
Заточка зуба, скошенного по передней плоскости. Отличие заточки скошенного зуба от заточки прямого состоит в том, что пилу необходимо устанавливать не горизонтально, а с наклоном — с углом, соответствующим углу скоса передней плоскости.
Угол наклон пилы устанавливается с помощью того же маятникового угломера. Сначала выставляется положительный угол (в данном случае +8°).
После чего производится заточка каждого второго зуба.
После заточки половины зубьев угол наклона полотна пилы меняется с +8° на -8°.
И снова затачивается каждый второй зуб.
Заточка по задней плоскости. Чтобы заточить зуб по задней плоскости необходимо, чтобы станок для заточки пильных дисков позволял устанавливать пилу таким образом, при котором задняя плоскость зуба будет находиться в одной плоскости с рабочей поверхностью абразивного круга.
Если нет станка для заточки пильных дисков
Точно выдерживать необходимые углы заточки, держа пилу в руках на весу — задача непосильная даже для человека с уникальным глазомером и завидной твердостью рук. Самое разумное в этом случае — изготовить простейшие приспособление для заточки, дающее возможность фиксировать пилу в определенном положении по отношению к кругу.
Наиболее простым из таких приспособлений для заточки дисковых пил является подставка, поверхность которой находится на одном уровне с осью заточного круга. Положив на нее пильный диск, можно обеспечить перпендикулярность передней и задней плоскостей зуба по отношению к полотну пилы. А если верхнюю поверхность подставки выполнить подвижной, — закрепив одну сторону шарнирно, а другую, — оперев на пару болтов, которые могут вворачиваться и выворачиваться — то её можно будет устанавливать под любым наклоном, получая возможность затачивать косой зуб по передней и задней плоскостям.
Правда, в этом случае остается нерешенной одна из основных проблем — выдержка одинакового переднего и заднего углов заточки. Решить эту задачу можно, зафиксировав центр пилы относительно абразивного круга в нужном положении. Один из способов реализации этого — сделать на поверхности подставки паз для оправки, на которую устанавливается пила. Двигая оправку с кругом по пазу, можно будет выдерживать необходимый передний угол заточки зуба. Но для заточки дисковых пил с разным диаметром или углом заточки, должна быть возможность либо передвигать двигатель, либо подставку и с ней паз. Другой способ обеспечить требуемый угол заточки более простой, и заключается в установке на столике упоров фиксирующих диск в нужном положении. В конце статьи есть видео с демонстрацией такого приспособления.
Контроль качества заточки
ГОСТ 9769-79 устанавливает определенные значения допусков на параметры заточки. Торцевое биение вершин зубьев не должно превышать 0,2 мм (для пил диаметром до 400 мм), радиальное — 0,15 мм. Биение проверяется с помощью обычного стрелочного индикатора.
Отклонения углов заточки не должно превышать:
- для переднего угла — ±1°30′;
- для заднего угла и углов скоса передней и задней плоскостей — ±2°;
Видео:
Заточка Дисковой Пилы С Победитовыми Напайками
Как делается заточка дисковых пил своими руками?
- Инструменты для заточки дисковых пил
- Какие признаки подскажут о том, что надо наточить пилу?
- Виды режущих зубьев
- Принципы и углы заточки дисковых пил
- Заточка пил своими руками в домашних условиях
Строительство частного дома будет сложным и длительным без применения современных инструментов. Большую популярность у строителей завоевала циркулярная пила, превосходящая прочие виды пил по дереву своей точностью и чистотой распила.

Схема станка для заточки дисковых пил и ножей.
Поскольку данный электроинструмент относится к активно эксплуатируемым и потому достаточно быстро изнашиваемым приспособлением, заточка дисковых пил своими руками приобретает очень большое значение.
Инструменты для заточки дисковых пил
Чтобы правильно заточить дисковую пилу, нужны такие инструменты, как:
- напильник;
- монтажные тиски;
- брусок из дерева;
- цветной маркер.
Какие признаки подскажут о том, что надо наточить пилу?
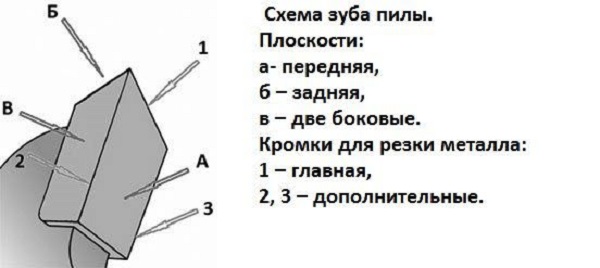
Рисунок 1. Схема зуба пилы. Плоскости: а- передняя, б — задняя, в — две боковые. Кромки для резки металла: 1 – главная, 2, 3 – дополнительные.
Затачивать дисковую пилу надо только тогда, когда в этом возникает необходимость. А о том, что такой момент настал, просигнализируют 2 четких признака. В частности, срочное затачивание дисковых пил по дереву требуется, если:
- На предохранительных кожухах пил в районе электродвигателя ощущается сильный нагрев. Иногда такое повышение температуры сопровождается появлением из-под кожуха дыма.
- Для получения хороших результатов работы на дисковую пилу приходится сильнее прежнего давить.
- В результате работы затупленных зубцов пил по дереву на пропилах в древесине фиксируется появление темных отметин, следов нагара. Возможно распространение характерного запаха горелой древесины.
Виды режущих зубьев
Чтобы лучше понять, как производится правильная заточка дисковых пил, следует разобраться в особенностях и строении той части диска, которая производит распил дерева. Этой главной частью являются режущие зубья.
Все зубья производятся из твердосплавных металлов. Каждый из них (рис. 1) имеет 4 рабочие плоские поверхности: передняя (а), задняя (б), а также две боковые плоскости (в). Они играют вспомогательную роль. Одна главная (1) и две дополнительные (2 и 3) кромки для резки материала образуются на линиях пересечения указанных рабочих плоскостей.
В соответствии с конфигурацией все режущие зубья дисковых пил делятся на следующие разновидности:
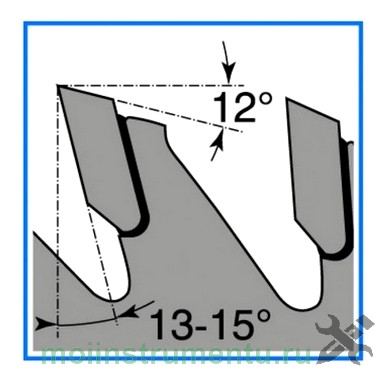
Рисунок 2. Схема угла заточки.
- Прямые зубья. Чаще всего применяются для ускоренного продольного распиливания. Не рассчитаны на идеальное качество пропила.
- Скошенные (косые) зубья. Характеризуются наличием на задней плоской поверхности зуба углового обреза с левой или правой стороны. Иногда на диске зубья с разными сторонами скоса чередуются и тогда они называются попеременноскошенными. Такие элементы применяются для резки не только древесины, но и ДСП, различных пластмасс. При большом угле скоса обеспечивается качественное пиление без сколов на кромках пропила.
- Трапециевидные зубья. В сечении режущей поверхности имеют вид трапеции. Благодаря такой конфигурации долго не тупятся. Часто на диске чередуются с прямыми зубьями. В этом случае трапециевидные элементы осуществляют черновое распиливание, в то время как прямые производят чистовую обработку.
- Конические зубья. Имеют конусообразный вид. Обычно выполняют вспомогательные функции предварительной надрезки ламината. Такими зубьями обрабатывают указанное напольное покрытие для недопущения сколов при разрезании ламинатных панелей основной пилой.
Как Самому Точить Пильные Диски Простым Приспособлением
Точить твёрдосплавные диски очень легко с помощью простейшего приспособления, а служат такие диски раза.
Заточка дисковой пилы на электроточиле на самодельном приспособлении (часть 1)
Приспособление в работе: Как заточить дисковую пилу с .
Принципы и углы заточки дисковых пил
Рисунок 3. Схема стачивания металла на зубьях пилы.
Рабочие части циркулярных пил затачиваются по 4 главным углам заточки. Эти углы (рис.2), как и форма режущего зуба, являются основными техническими параметрами диска.
Итак, каждый зуб циркулярки характеризуется передним (γ), задним (α) углами, а также углами среза передних и задних поверхностей (ε1 и ε2). Величина указанных углов зависит от назначения распиливающего устройства, распиливаемого материала и направления пиления.
В частности, пилу для продольной резки затачивают под относительно большим передним углом (от 15° до 25°). Показатель заточки переднего угла для поперечного распиливания находится в пределах от 5° до 10°. А вот универсальный вариант, выполняющий обработку материала во всех направлениях, традиционно затачивается под углом в 15°.
Кроме того, на указанные углы влияет и степень твердости разрезаемых объектов. Их величины находятся в строгой зависимости: чем тверже материал, из которого состоит та или иная заготовка для распиливания, тем менее заостренными должны быть режущие зубья.
Главный принцип затачивания зубьев твердосплавных пил основан на том, что при длительной эксплуатации самый значительный износ происходит на верхней режущей кромке. В результате интенсивного использования ее линия может округлиться до 0,3 мм и более. Что касается плоскостей зуба, то больше всего износ фиксируется на передней поверхности.
Правильное затачивание режущих элементов должно обеспечивать такой вид кромок, при котором радиус их скругления не превышает величины в 0,2 мм. Для этого рекомендуют параллельно стачивать металл на передней и задней плоскостях зуба (рис. 3). Такой способ можно считать оптимальным. Можно точить одну только переднюю плоскость, однако в этом случае на такую операцию уйдет больше времени, к тому же сам зуб быстрее сточится из-за необходимости убирать больше металла с передней поверхности.
Стандартным слоем стачиваемого металла считается 0,05-0,15 мм.
Заточка пил своими руками в домашних условиях
Рисунок 4. Для того ,что бы заточка была правильной и быстрой диск следует хорошо закрепить.
Наточить пилу можно и у себя дома. Для этого не обязательно иметь в собственной мастерской специализированный точильный станок, который стоит больших денег и используется по назначению достаточно редко.
Но просто держать в руках диск и на весу точить зубья на шлифовальном круге нерационально. Никакой твердости руки и отменного глазомера не хватит, чтобы сделать режущий элемент безупречно острым и пригодным для эффективной работы. С этой целью следует позаботиться об изготовлении самого простого фиксирующего приспособления (рис. 4).
Удерживать зубчатый круг циркулярки в строго заданном положении относительно точильного диска поможет, например, самая обыкновенная плоская подставка.
Ее поверхность должна совпадать с уровнем оси заточного диска. Сам зубчатый круг размещается на подставке таким образом, чтобы затачиваемые плоскости зубьев были перпендикулярны к полотну пилы. Для затачивания скошенных зубьев по передней и задней поверхностям указанное приспособление делают с подвижным шарниром.
Однако в этом случае трудно выдержать одинаковую величину передних и задних углов заточки. Чтобы устранить данную проблему, центр пильного круга жестко фиксируют в нужном положении по отношению к абразивному диску. Делается это либо с помощью паза для оправки, которую монтируют на подставке для размещения на ней затачиваемой пилы, либо установкой на подставке специальных упоров, которые закрепляют диск пилы под требуемым углом к заточному кругу.
Если выполнять все требования, предъявляемые к технологии затачивания твердосплавных циркулярных пил, то они будут служить человеку долго и эффективно.

