
Крепление и обработка заготовки на токарном станке.
Способы установки заготовок на токарных станках




![]()
![]()
![]()
![]()
Установку и закрепление заготовки на токарных станках производят в зависимости от формы, размеров и точности детали [1]. Наиболее часто применяемые способы установки рассмотрены ниже.
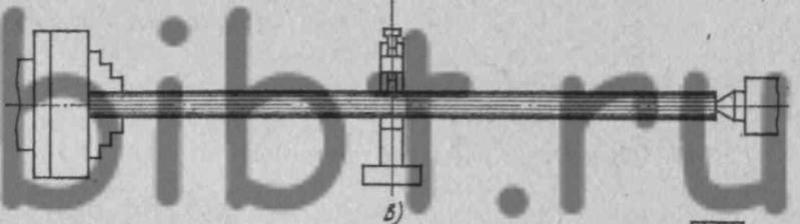
Установку в центрах часто применяют для валов, барабанов, цилиндров, а также заготовок, закрепленных на оправках. Мелкие и средние по массе заготовки устанавливают на цельные упорные центры с поводковым хомутиком, причем для подрезания торца со стороны задней бабки используют полуцентр (рис. 1.2, а).
Поводковый хомутик служит для передачи вращательного движения от шпинделя станка к обрабатываемой детали. Хомутик с ручным зажимом надевают на обрабатываемую деталь, закрепляют винтом и затем обрабатываемую деталь с хомутиком устанавливают в центрах станка. При включении станка обрабатываемая деталь через поводковую планшайбу и хомутик получает вращение от шпинделя. Задние центры при обработке с высокими скоростями выполняют вращающимися, точность установки в этом случае ниже. Заготовки с отверстием устанавливают на центры увеличенного диа
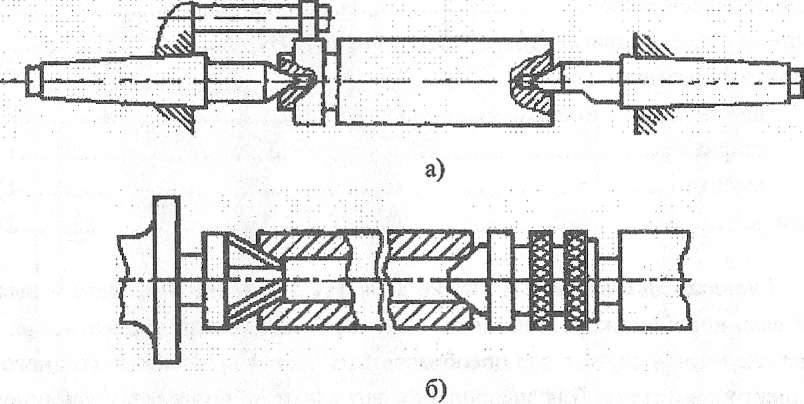
Рис. 1.2. Установка заготовок в центрах: а — на цельный упорный центр с поводковым хомутиком и задний полуцентр; б — на задний грибковый вращающийся центр и передний рифленый центр
или цилиндр по наружной поверхности и подрезать оба торца заготовки, так как обработку ведут без поводка.
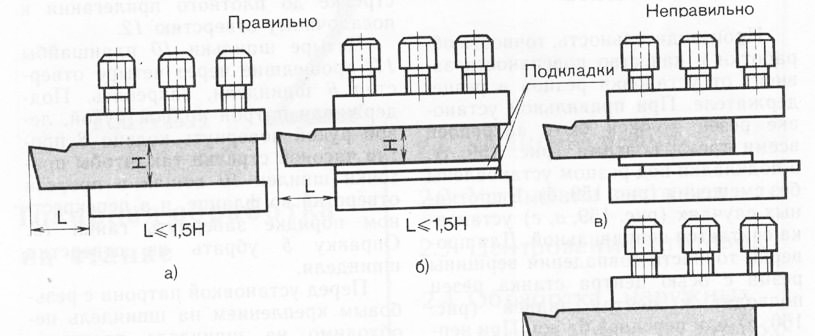
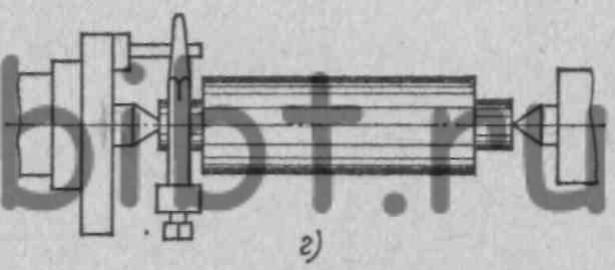
Установку в центрах с использованием подвижного люнета применяют при обработке нежестких заготовок (рис. 1.3). Люнет — опора для уменьшения прогиба длинных деталей (при l > 12d). К установочной поверхности под люнет предъявляют высокие требования по суммарным отклонениям и допускам формы и расположения поверхностей.
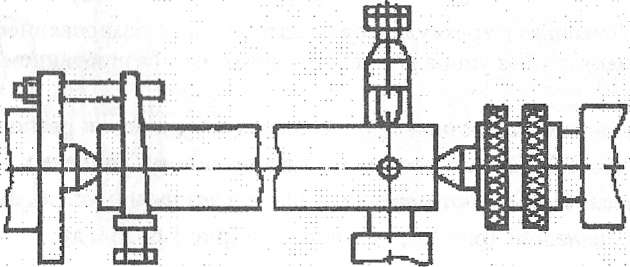
Рис. 1.3. Установка в центрах с использованием подвижного люнета
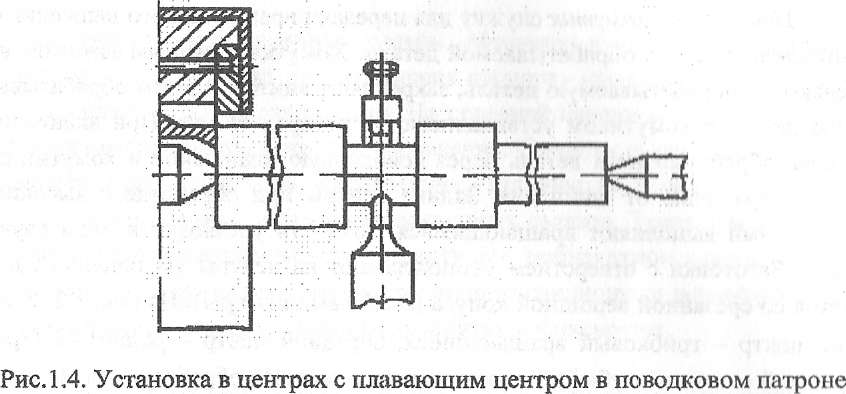
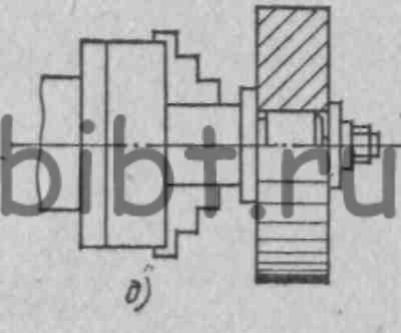
Установку в патроне и на неподвижном люнете используют для обработки отверстия и торца заготовки, а также участка заготовки, расположенного между люнетом и патроном (рис. 1.4).
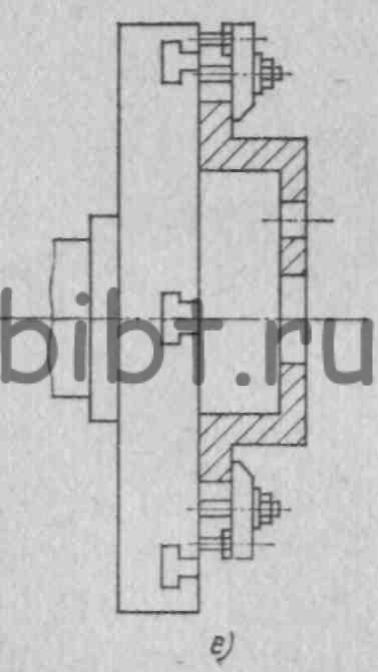
При установке в патронах обрабатывают заготовки небольшой длины. Наибольшая жесткость обеспечивается при креплении заготовки за наружную или внутреннюю поверхность обода, наименьшая — при креплении за ступицу (рис. 1.5).
и на неподвижном люнете
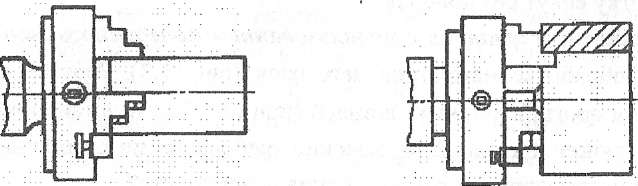
Рис. 1.5. Установка в трехкулачковом патроне: а — с базированием по наружному диаметру без упора в торец; б — вразжим с базированием по торцу
Заготовки с отверстием при высоких требованиях к расположению баз и обрабатываемым поверхностям устанавливают на концевых или центровых оправках. Применяют оправки гладкие с зазором (рис.1.6, а), конические (рис.1.6, б), цанговые (рис. 1.6, в), с натягом (рис. 1.6, г) и др.
Обработка на токарных станках
Обтачивание наружных цилиндрических поверхностей выполняют проходными резцами с продольной подачей, гладкие валы, — при установке заготовки в центрах.
Центровые отверстия обрабатывают на токарных, револьверных, сверлильных и двусторонних центровальных станках. Для центрования применяют типовые наборы инструмента — комбинированные центровочные сверла, а также спиральные сверла и конические зенковки.
Центровые отверстия являются, как правило, установочными базами, и поэтому от точности их исполнения зависит и точность обработки остальных поверхностей заготовки.
В полые заготовки после подрезки торца и обработки отверстия с двух сторон вводят пробки или оправки с зацентрованными отверстиями или на кромке отверстия снимают конические фаски, используемые в качестве технологических баз с последующим удалением их при отделочной обработке.



Ступенчатые валы обтачивают по схемам деления припуска на части или деления длины заготовки на части. В первом случае обрабатывают заготовки с меньшей глубиной резания, однако общий путь резца получается большим и резко возрастает То.

Во втором случае припуск с каждой ступени срезается сразу за счет обработки заготовки с большой глубиной резания. При этом Т0 уменьшается, но требуется большая мощность привода станка.


Нежесткие валы рекомендуется обрабатывать упорными проходными резцами, с главным углом в плане j = 90°. При обработке заготовок валов такими резцами радиальная составляющая силы резания Ру = 0, что снижает деформацию заготовок.

Подрезание торцов заготовки выполняют перед обтачиванием наружных поверхностей. Торцы подрезают подрезными резцами с поперечной подачей к центру или от центра заготовки. При подрезании от центра к периферии поверхность торца получается менее шероховатой.

Обтачивание скруглений между ступенями валов — галтелей выполняют проходными резцами с закруглением между режущими кромками по соответствующему радиусу с продольной или поперечной подачей.
Точение канавок выполняют с поперечной подачей канавочными или фасонными резцами, у которых длина главной режущей кромки равна ширине протачиваемой канавки. Широкие канавки протачивают теми же резцами сначала с поперечной, а затем с продольной подачей.

Обработку отверстий в валах выполняют соответствующими инструментами, закрепляемыми в пиноли задней бабки. На рисунке слева показана схема сверления в заготовке цилиндрического отверстия.

Растачивание внутренних цилиндрических поверхностей выполняют расточными резцами, закрепленными в резцедержателе станка, с продольной подачей.

Гладкие сквозные отверстия растачивают проходными резцами; ступенчатые и глухие — упорными расточными резцами.


Отрезку обработанных деталей выполняют отрезными резцами с поперечной подачей. При отрезке детали резцом с прямой главной режущей кромкой (рисунок слева) разрушается образующаяся шейка и приходится дополнительно подрезать торец готовой детали.

При отрезке детали резцом с наклонной режущей кромкой (рисунок справа) торец получается чистым.
Обтачивание наружных конических поверхностей заготовок осуществляют на токарно-винторезных станках одним из следующих способов.
1. Широкими токарными резцами.

Обтачивают короткие конические поверхности с длиной образующей до 30 мм токарными проходными резцами. Обтачивают с поперечной или продольной подачей. Этот способ можно использовать при снятии фасок с обработанных цилиндрических поверхностей.
2. Поворотом каретки верхнего суппорта.

При обработке конических поверхностей каретку верхнего суппорта повертывают на угол, равный половине угла при вершине обрабатываемого конуса. Обрабатывают с ручной подачей верхнего суппорта под углом к линии центров станка ( a ). Таким способом обтачивают конические поверхности, длина образующей которых не превышает величины хода каретки верхнего суппорта. Угол конуса обтачиваемой поверхности любой.
3. Смещением корпуса задней бабки в поперечном направлении.

Обрабатываемую заготовку устанавливают на шариковые центры. Корпус задней бабки смещают относительно её основания в направлении, перпендикулярном к линии центров станка. При этом ось вращения заготовки располагается под углом к линии центров станка, а образующая конической поверхности — параллельно линии центров станка. Таким образом обтачивают длинные конические поверхности с небольшим углом конуса (2 a
Pereosnastka.ru
Обработка дерева и металла
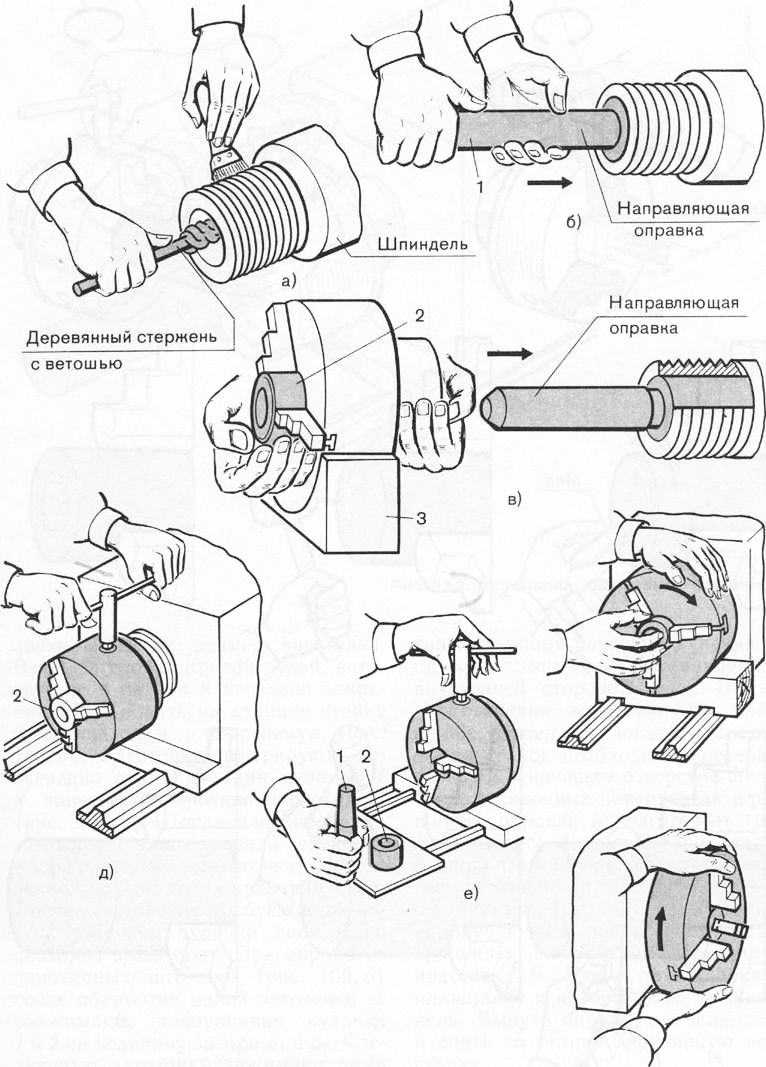
Установка в патроне. Патрон, в котором крепят заготовку, закрепляют на шпинделе с помощью фланца или резьбовой втулки. Перед установкой патрона протирают посадочные конусные отверстия шпинделя ветошью, намотанной на медный стержень. Протерев посадочный конус, вставляют в отверстие шпинделя оправку, а в патрон зажимают направляющую втулку. Для крепления натрона необходимо совместить отверстие кольца с четырьмя отверстиями шпинделя, надеть патрон на оправку, двигая его по стрелке до плотного прилегания к посадочному отверстию.
Четыре шпильки планшайбы, прошедшие через четыре отверстия шпинделя, закрепить. Поддерживая патрон правой рукой, левой рукой повернуть кольцо против часовой стрелки так, чтобы проточки шпилек вошли в прорези отверстий во фланце, и в перекрестном порядке завернуть гайки. Оправку убрать из отверстия шпинделя.
Перед установкой патрона с резьбовым креплением на шпиндель необходимо на шпинделе протереть резьбу. Затем вставить в отверстие шпинделя оправку, а в патроне зажать направляющую втулку. При установке патрона диаметром более 320 мм надо взять его двумя руками, поставить на деревянную подставку, надеть на оправку и, перемещая по оправке к шпинделю, навернуть на шпиндель. Затем вставить ключ в гнездо патрона и повернуть его резким движением от себя до отказа. После установки патрона на шпиндель снять оправку и втулку.
Перед установкой заготовки в патроне развести кулачки патрона ключом, вращая его против часовой стрелки, на размер, несколько больший даиметра заготовки. Вставить правой рукой заготовку в патрон, левой рукой, вращая ключ по часовой стрелке, зажать заготовку кулачками патрона. Включить шпиндель и проверить правильность „установки заготовки. При соприкосновении мела с торцом и цилиндрической поверхностью вращающейся заготовки на ней должны образовываться сплошные линии. Если линии получаются прерывистые , то легкими ударами киянки заготовку центрируют. Если сплошная меловая линия не получается.
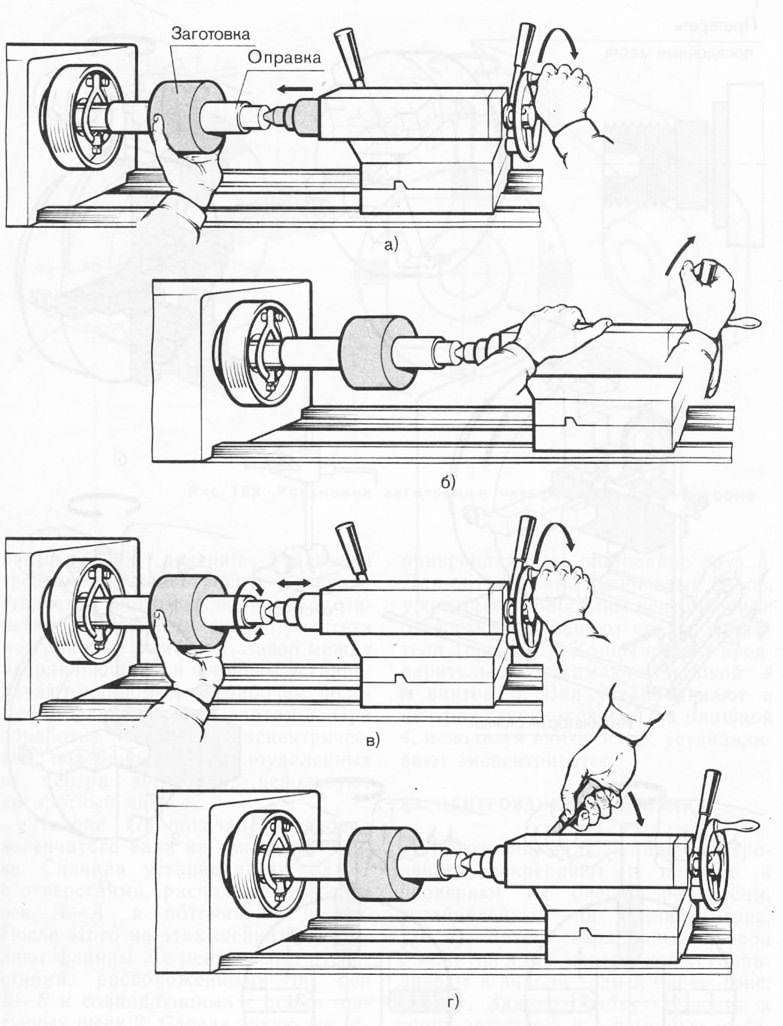
Установка заготовки в центрах.
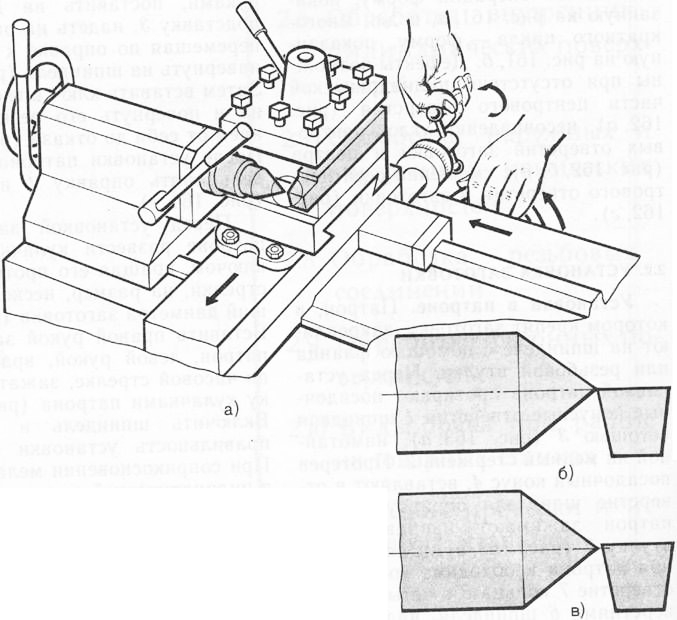
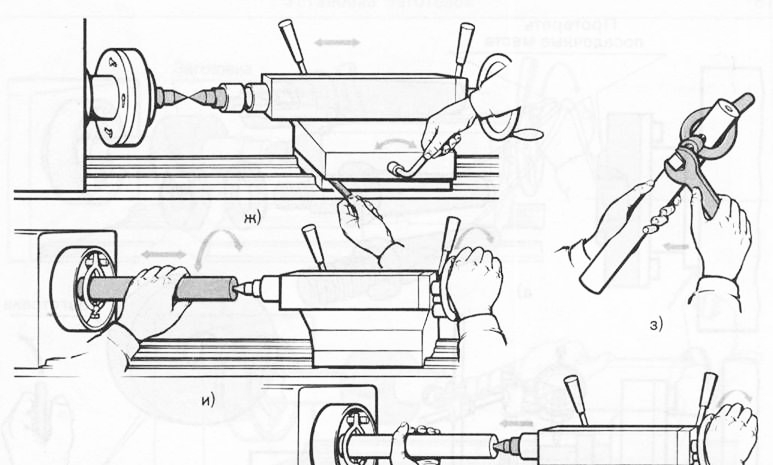
Перед установкой центров и поводкового патрона на станке необходимо ветошью протереть конические отверстия в шпинделе и пиноли задней бабки, хомутик, поводковый патрон и центры (рис. 166, а). Вставить в отверстие шпинделя центр (рис. 166,6), включить шпиндель и проверить биение центра индикатором (рис. 166, в). Если центр имеет биение, то его следует переустановить или проточить, повернув верхний суппорт под углом 60° (рис. 166, г). Для установки центра в пиноль задней бабки пи-ноль надо выдвинуть на 60—80 мм (рис. 166,(5) и левой рукой вставить центр в отверстие пиноли.
Для проверки правильности установки центра правой рукой, повернув ручку крепления задней бабки на себя, переместить ее. к передней бабке; линейкой проверить совпадение центров (рис. 166, е). Если центры не совпадают, сместить корпус задней бабки до совмещения (рис. 166, ж) и отвести заднюю бабку в исходное положение. Закрепить поводковый патрон на шпинделе аналогично креплению трехкулачкового патрона. Взять заготовку в левую руку, правой рукой установить на ней хомутик и закрепить его ключом (рис. 166, з). При работе с невраща-ющимся центром смазать центровое отверстие, обращенное к заднему центру. Установить левой рукой заготовку в передний центр (рис. 166, и), а правой рукой переместить заднюю бабку до соприкосновения заднего центра с центровым отверстием заготовки. Затем закрепить заднюю бабку рычагом. Вращая правой рукой маховик задней бабки, левой рукой слегка повернуть заготовку. Закрепить пиноль в том положении, при котором заготовка свободно поворачивается в центрах, но не имеет продольного перемещения (рис. 166, к).
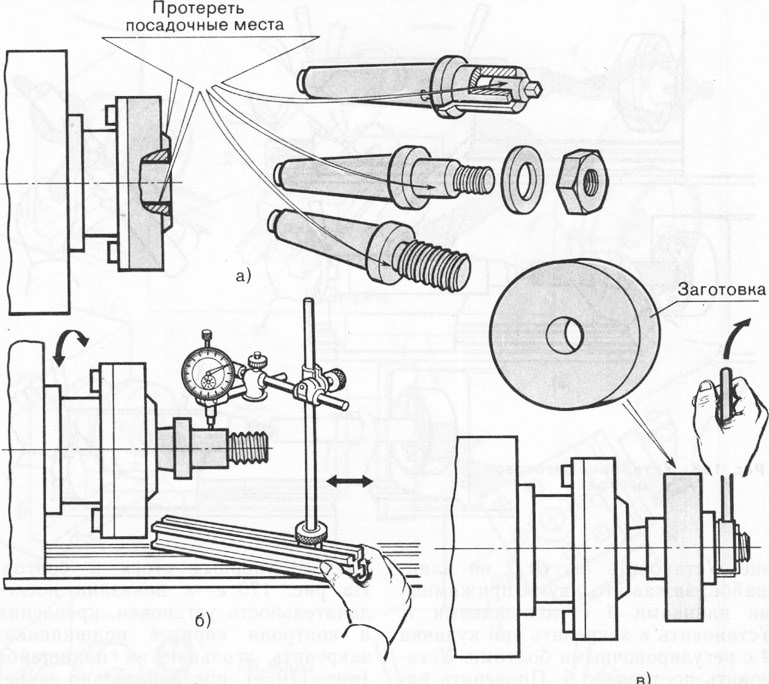
Установка заготовки в оправках. Оправки на токарном станке устанавливают в шпиндель или в центры. Перед установкой необходимо ветошью протереть отверстия шпинделя и оправки (рис. 167, а). Правой рукой взять оправку и вставить ее в отверстие шпинделя. Установить на станине индикатор и проверить биение оправки (рис. 167,6). Установить заготовку на оправку и закрепить ее гайкой (рис. 167,в).
Затем, держа оправку левой рукой, правой взять заготовку и установить ее на оправку. Взять оправку левой рукой (рис. 168, а) и установить ее в передний центр. Правой рукой совместить центры оправки и задней бабки. Закрепить заднюю бабку правой рукой, поворачивая рукоятку от себя (рис. 168,6). Поворачивая левой рукой оправку, правой переместить пиноль до устранения зазора между центрами (рис. 168, в). После этого закрепить пиноль задней бабки (рис. 168, г).
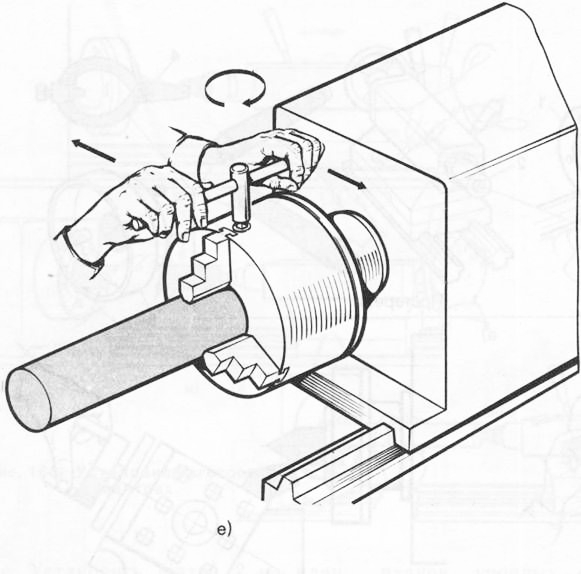
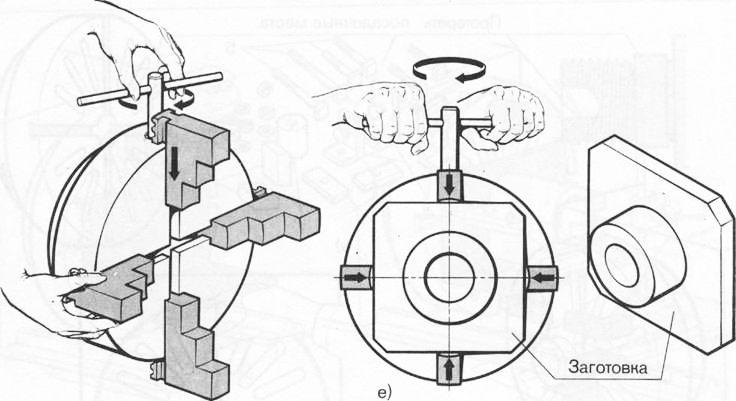
Установка заготовки в четырех-кулачковом патроне. Несимметричные заготовки часто закрепляют в четырехкулачковом патроне. Перед установкой патрона на станок необходимо протереть резьбу и отверстия шпинделя и патрона ветошью (рис. 169, а). Вставляя ключ в гнездо патрона (рис. 169,6), развести кулачки 1—4 на размер заготовки. Взять заготовку правой рукой, вставить ее в патрон и несильно закрепить. Установить на станине стойку с индикатором или рейсмус (рис. 169, в). Заготовку центрируют, поочередно ослабляя один кулачок и подтягивая противоположный (рис. 169, г). После центрирования заготовки в одном сечении переходят к центрированию заготовки, закрепленной другой парой кулачков. После достижения требуемой точности установки кулачки поочередно повторно зажимают. При обработке однотипных заготовок (рис. 169, 6) после обработки одной заготовки ее разжимают, поворачивая кулачки 1 и 2 на величину зазора а1 и а2. Следующую заготовку зажимают теми же кулачками, не трогая два других кулачка 3 и 4. При креплении заготовки больших размеров кулачки из патрона вынимают и устанавливают внутренней стороной (рис. 169, е).
Установка заготовки на планшайбе. Перед установкой планшайбы на станок необходимо протереть резьбу и коническое отверстие шпинделя, посадочные поверхности планшайбы, оправки и подготовить груз (противовес), опорные подкладки, прижимные планки, установочные угольники, болты, шайбы с гайками (рис. 170, а). Вставить оправку в шпиндель (рис. 170,6). Положить на станину деревянную подставку. Взять двумя руками планшайбу и навернуть ее на шпиндель. Вынуть оправку из шпинделя и снять со станка деревянную подставку.
На рис. 170, в показана установка шатуна на планшайбе и его крепление. Установить шатун на планшайбе, зажав его двумя прижимными планками с подкладками. Установить и закрепить три кулачка с регулировочными болтами. Установить противовес. Проверить индикатором правильность установки. Иногда приходится обрабатывать заготовки, форма которых не позволяет установить их на планшайбе. В этих случаях используют угольник. На рис. 170,г показана установка патрубка на угольнике. На планшайбе угольник закрепляют болтами, установленными в прорезях планшайбы. Патрубок устанавливают на угольнике и закрепляют прижимными планками и болтами. Для устранения дисбаланса планшайбы устанавливают груз. Правильность установки проверяют индикатором или рейсмусом (рис. 170, д).
На рис. 170, е—о показаны способы крепления сборных несимметричных деталей на планшайбе с применением угольника, прижимных планок, упорных стоек и болтов. На рис. 170, е—к показана последовательность установки, крепления и контроля корпуса подшипника: закрепить угольник на планшайбе (рис. 170, е), предварительно закрепив корпус подшипника прижимными планками (рис. 170, яе), проверить рейсмусом правильность установки (рис. 170,з), проверить правильность установки детали (рис. 170, и), окончательно закрепить деталь на угольнике (рис. 170, к).
На рис. 170, л—о показана последовательная установка и крепление на планшайбе детали типа плиты с уступами. Закрепить плиту на планшайбе с помощью прижимных планок, упорных стоек и болтов (рис. 170, л), проверить правильность установки плиты по отверстию (рис. 170, л) и точность установки детали (рис. 170, н), окончательно закрепить плиту на планшайбе (рис. 170, о).
Установка заготовки в люнете. Перед установкой заготовки в люнет необходимо проточить шейку под кулачки люнета (рис. 171, а). Протереть ветошью посадочные места люнета (рис. 171, б). Кулачки 1 винтами 2 развести на размер, равный диаметру проточенной шейки заготовки и откинуть крышку. Установить корпус люнета (рис. 171, в) на станину против шейки А заготовки и закрепить люнет планкой и гайкой.
При обтачивании длинных заготовок применяют подвижные люнеты, имеющие только два кулачка (рис. 171,d). В этом случае люнет устанавливают и закрепляют на поперечном суппорте станка. Установка подвижного люнета и обработка вала с помощью люнета показана на рис. 171, г. Обработку длинных тонких деталей иногда производят с использованием люнетных втулок, установленных в кронштейнах и закрепляемых в резцедержателе. При обработке нежестких длинных заготовок перед проходным резцом устанавливают планку с втулкой, закрепленной в резцедержателе (рис. 172).
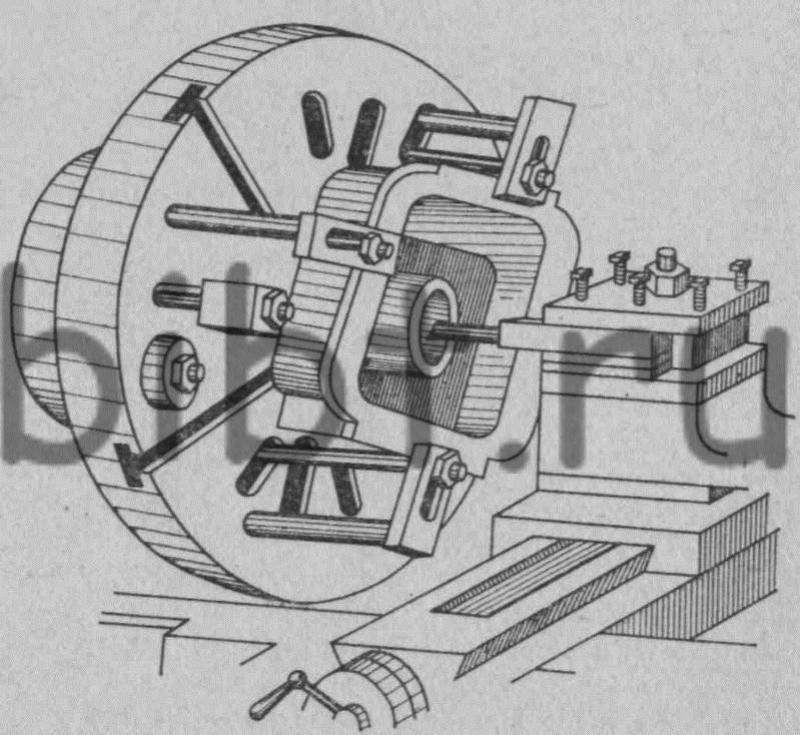
Крепление эксцентриковых заготовок. Заготовку устанавливают в самоцентрирующем патроне (рис. 173), закрепленном на поворотном диске, по окружности которого нанесено 360 делений. Установка требуемого эксцентриситета осуществляется винтом по нониусу линейки. Точность эксцентриситета настраивают лимбом. Зазор между направляющими и фланцем устанавливают клином. В рабочем положении фланец крепят винтом. При обработке нескольких эксцентрических поверхностей, равноудаленных от центра заготовки, используют поворотный диск.
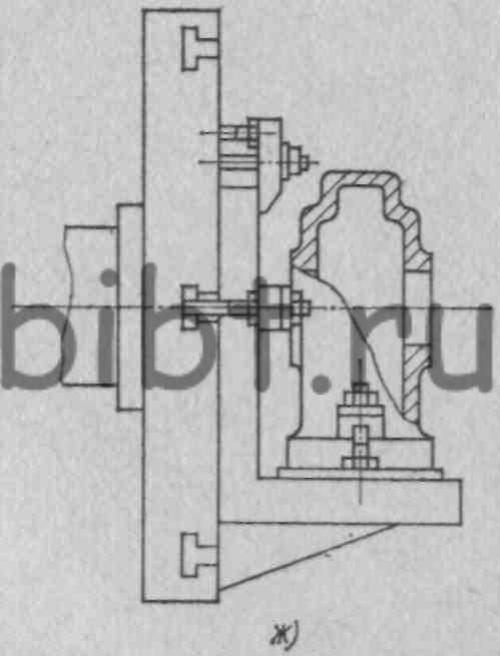
На рис. 174 показана установка коленчатого вала на токарном станке. Сначала устанавливают вал с отверстиями, расположенными на оси А—А, и обтачивают шейки. После этого на этих шейках закрепляют фланцы с центровыми отверстиями, расположенными по оси Б—Б и совпадающими с осями шатунных шеек. Сделав такую же установку по оси В—В, обтачивают вторую шейку. Для устранения прогиба вала применяют распорные стержни. Для уравновешивания вала при обтачивании шатунных шеек прикрепляют на планшайбе груз. Для обтачивания коленчатых валов, у которых выработаны центровочные отверстия, применяют центросместители. Концы вала предварительно зажимают плашкой и винтом. Вал устанавливают в центрах станка и скобой и плашкой, используя винты, устанавливают эксцентриситет.
Закрепление заготовки в токарном станке
Перед началом точения заготовку нужно закрепить. Дня этого существует несколько способов и приспособлений: закрепление в центрах обоих бабок и закрепление заготовки за наружную или внутреннюю поверхность, закрепление в патронах и т.д. (рис. 29).

Рис. 29. Способы закрепления деревянных заготовок:
1 — пиноль задней бабки; 2 — передняя бабка
Для этого применяют различные приспособления, представленные на рис. 30 и 31.

Рис. 30. Приспособления для закрепления и обработки заготовок на станке:
а — трезубец; б — спиральный самоцентрирующий патрон; в — планшайба; г — чашечный патрон; д — корпус с центром-вилкой; е — цилиндрический патрон; ж — специальный патрон с зубцами;
1 — зубцы; 2 — центральный зуб; 3 — ограждение зубцов; 4 — конус патрона
Для закрепления заготовки в центрах применяют трезубец, который имеет форму трезубой вилки. При закреплении заготовки один ее конец с намеченным пазом и центром вставляют в трезубец, а второй — поджимается центром пиноли задней бабки.
За наружную поверхность заготовку можно закрепить при помощи чашечных, тисочных и кулачковых патронов или планшайбы.

Рис. 31. Зажимные патроны для точения древесины:
а — тисочный патрон (1 — заготовки; 2 — губки тисков; 3 — крепежный винт); б — трубчатый патрон (1 — металлический стакан; 2 — отверстие для фиксатора); в — четырехкулачковый патрон; г — чашечный патрон (1 — металлический стакан; 2 — крепежные винты); д — патрон-трезубец (1 — металлический стакан с резьбой; 2 — держатели гребневидного и цилиндрического тисков); е — планшайба (1 — держатель с резьбой; 2 — крепежные отверстия); ж — патрон с коническим винтом
Чашечный патрон имеет с одной стороны цилиндрическую или коническую полость, а с другой — конический хвостовик для установки в шпиндель передней бабки. Для закрепления в чашечном патроне хвостовую часть заготовки округляют или опиливают на конус. Затем, поставив патрон на деревянный брусок, киянкой заколачивают в него заготовку.
Тисочный патрон применяют в тех случаях, когда часть изделия имеет форму четырехугольника. В этом случае заготовку для обработки вставляют в тиски патрона и зажимают винтом.
Для закрепления заготовок за наружную поверхность применяют трехкулачковые самоцентрирующиеся патроны, которые являются наиболее универсальными. Они обеспечивают быстрое и надежное зажатие и центрирование заготовки, благодаря одновременному радиальному перемещению кулачков. Заготовки большого диаметра устанавливают в обратные кулачки. Каждый трехкулачковый патрон может служить для закрепления заготовки как за наружную, так и за внутреннюю поверхность.
Заготовки сложной формы с несколькими осями точения закрепляют и обрабатывают на планшайбах. Дисковые планшайбы изготавливают из металлической пластины толщиной 10-15 мм. К пластине приваривают (или жестко соединяют) фланец, который зажимается в прямые кулачки патрона. Для закрепления заготовки диск может иметь несколько вариантов сквозных отверстий — радиальные пазы и отверстия, расположенные радиально или по квадрату. Крепежные болты пропускаются в эти отверстия и затягиваются гайками. Для упрощения процесса крепления заготовки на планшайбе в отверстиях нарезают резьбу. После чего обрабатываемые заготовки закрепляют прихватами Г — образной формы или планками, которые удерживаются двумя болтами или шпильками. На планшайбе обрабатывают большие и плоские заготовки (вытачивание декоративных тарелок).
Способ закрепления заготовки в патроне зависит от твердости древесины. Если древесина заготовки твердая, она получает небольшую деформацию, поэтому надежно удерживается в трехкулачковом патроне. Мягкая древесина заготовки усложняет приемы ее крепления.
При поджатии заготовки небольшого диаметра вращающимся центром задней бабки его конус может глубоко в нее внедриться и расколоть древесину. Чтобы предотвратить раскол, используют центровочную металлическую вставку.
Правила установки, выверки и закрепления заготовок и инструментов на токарном станке.
Установку на центрах наиболее часто применяют для валов, барабанов, цилиндров, а также различных заготовок, закрепленных на оправках. Мелкие и средние по массе заготовки устанавливают на цельные упорные центры.
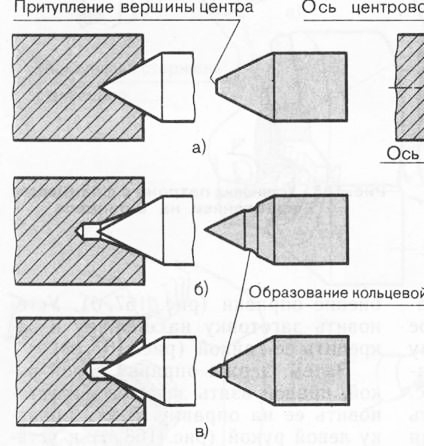
В случае подрезания торца заготовки со стороны задней бабки используют полуцентр. Задние центры при обработке с высокими скоростями резания выполняют вращающимися (масса деталей до 20 т). Точность установки на таких центрах ниже, чем на цельных (радиальное биение допускается до 0,007 и 0,015 мм соответственно для центров повышенной и обычной точности). Заготовки с отверстием устанавливают на центры увеличенного диаметра со срезанной вершиной конуса (грибковые центры).
Применение рифленого центра (трехгранного или многозубого) позволяет полностью обработать гладкий вал или цилиндр по наружной поверхности и подрезать оба торца у заготовки, так как обработку ведут без поводка. Однако установка на рифленые центры не обеспечивает высокой точности (радиальное биение до 0,5 мм), допускает только однократное использование базы вследствие ее повреждения при первой установке.
Заготовки малого диаметра устанавливают на обратные центры используя при этом конусные фаски на наружной поверхности. Передача крутящего момента при чистовой обработке таких заготовок возможна без поводка. Обработку конусов методом смещения задней бабки осуществляют с установкой на шаровые центры.
Установка на плавающий передний центр с базированием заготовки по торцу обеспечивает высокую точность размеров по оси (при способе автоматического получения размеров). Для уменьшения вибрации системы предусматривают стопорениецентра вручную—винтом 1 или автоматически — при заклинивании центра плунжерами
Установку на пробках выполняют без выверки с точностью 0,03—0,10 мм, на сварных крестовинах — с точностью 0,2 мм. В случае установки заготовки на регулируемые крестовины контролируют радиальное биение и положение детали в горизонтальной и вертикальной плоскостях с точностью 0,5 мм.
Установку в патроне и на заднем центре применяют в случае обработки заготовок больших диаметра и длины, при отсутствии центрового отверстия со стороны передней бабки. Точность установки в самоцентрирующихся патронах 0,05-0,10 мм; при использовании четырехкулачкового патрона установку выполняют с выверкой положения заготовки со стороны патрона по высоте и биения с точностью 0,05 мм.
Установку в патроне и на неподвижном люнете используют для обработки отверстия и торца заготовки, а также участка заготовки, расположенного между люнетом и патроном.
При обработке тяжелых заготовок применяют люнеты открытого типа, в других случаях — закрытого типа. Под люнеты протачивают специальные пояски, Установку заготовок проводят с выверкой положения в горизонтальной и вертикальной плоскостях и биения с точностью 0,03 — 0,05 мм. Без выверки устанавливают заготовки в специальных патронах
Установку на центрах с использованием подвижного люнета используют при обработке нежестких заготовок
При установке в патронах обрабатывают заготовки небольшой длины. Наибольшая жесткость системы обеспечивается при креплении заготовки за наружную или внутреннюю поверхность обода (венца), а наименьшая — при креплении за ступицу. Установку в самоцентрирующихся патронах проводят без выверки с точностью 0,1 мм; в разрезной втулке или незакаленных кулачках — 0,03 мм; в четырехкулачковыхпатронах с выверкой по наружному диаметру и торцу — с точностью 0,05 мм.
Заготовки с отверстием при высоких требованиях к расположению баз и обрабатываемых поверхностей устанавливают на концевых или центровых оправках.
Детали сложной формы (рычаги, корпусные детали) при обработке на токарных станках устанавливают на планшайбе. Правильность установки проверяют выверкой положения цилиндрических поверхностей, торца и плоскости разъема. Для уменьшения вибрации применяют балансир.
Установку на угольнике применяют при обработке корпусных деталей, подшипников и т. д. Заготовку крепят в специальных приспособлениях без выверки (точность установки 0,1 мм) или на универсальном угольнике с выверкой по разметке или обработанным ранее поверхностям и плоскости разъема — точность установки 0,5 мм. Крепление на угольнике часто применяют при обработке системы соосных отверстий разного диаметра в корпусных деталях на станках с ЧПУ. Смещением резца по радиусу можно получить заданные размеры отверстий. На расточных станках с ЧПУ это сделать сложнее.
При отсутствии расточных станков тяжелые неуравновешенные корпусные детали обрабатывают на токарных станках с установкой заготовки на суппорте; инструмент крепят в шпинделе с дополнительной опорой на задней бабке.
При выверке цилиндрических заготовок, устанавливаемых в трех- и четырехкулачковых патронах, проверяют биение заготовки (при большой длине биение проверяют у патрона и у свободного конца) Контрольный инструмент при этом закрепляют на суппорте или на станине станка. При втором способе для ускорения установки точку пересечения рисок кернят, заготовку поджимают центром, а затем осторожно подводят кулачки.
Для выверки положения составных заготовок размечают положение диаметральной плоскости, а затем индикатором проверяют положение стыка (добиваются горизонтального положения плоскости стыка и совмещения ее с осью вращения).
При установке в патроне и неподвижном люнете контролируют биение заготовки у патрона. Правильность положения в вертикальной и горизонтальной плоскостях оценивают по зазору между иглой рейсмуса и поверхностью заготовки с помощью индикаторов.
Дата добавления: 2018-06-01 ; просмотров: 563 ;
Методы установки заготовок на токарных станках. Патроны токарные: кулачковые, цанговые, мембранные и т. д.
На токарном станке применяются следующие методы установки и крепления заготовок (рис. 25):
б — в патроне и заднем центре;
в — в патроне, заднем центре и люнете;
е — на планшайбе;
ж — на угольнике.
Заготовки небольшой длины закрепляют в токарных патронах (рис. 25, а). Патроны бывают самоцентрирующие и несамоцентрирующие. Применяют патроны различных конструкций: кулачковые, цанговые, мембранные и т. д.
Кулачковые патроны выполняются двух-, трех- и четырех-кулачковыми, с ручным и механизированным зажимами. По назначению различают кулачки для внутреннего и наружного закрепления заготовок.
Рис. 25. Методы установки и крепления заготовок на токарном станке
В двухкулачковых патронах обычно закрепляют небольшие заготовки, установка которых не требует точного центрирования.
В трехкулачковых самоцентрирующих патронах закрепляют детали круглой и шестигранной формы или круглые прутки больших диаметров.
При обработке валов средней длины применяется установка в патроне и заднем центре (рис. 25,б).
При обработке длинных нежестких валов — установка в патроне, заднем центре и люнете (рис. 25, в).
Использование патрона не позволяет обеспечить высокую точность обработки.
При повышенных требованиях к точности используют установку в центрах (рис. 25, г). Для передачи крутящего момента от шпинделя к заготовке в этом случае используют поводковый патрон с хомутиком или передние центры с рифлениями.
Если требуется обработать диск, кольцо или фланец, у которых предварительно обработано центральное отверстие, применяется установка на оправке (рис. 25, д).
Установка на планшайбе и на угольнике применяется в случае, если нужно обработать поверхность вращения у детали, которая не является телом вращения. Именно такие примеры показаны на рис. 25, е, ж и рис. 26.
Рис. 26. Обработка на планшайбе
Базой называют совокупность поверхностей, по отношению к которым ориентируют все другие поверхности при работе детали в машине или при ее обработке на станке. Различают конструкторские, технологические и измерительные базы.
Конструкторские базы — поверхности, ориентирующие деталь при ее работе в конструкции,
Технологические базы — при обработке,
Измерительные — при измерении.
При выборе технологических баз для обработки заготовок следует руководствоваться принципом единства баз, который заключается в том, что в качестве технологических баз целесообразно выбрать те поверхности, которые являются конструкторскими и измерительными базами детали.
А далее при операциях механической обработки нужно стремиться сохранять одни и те же базы. Но этот принцип не всегда может быть реализован: валы устанавливаются в подшипники по шейкам, а обрабатывать их приходится в центрах; шестерня устанавливается по отверстию, а обработка отверстия осуществляется при установке по наружной поверхности и т. д.
Учебные материалы

Технологический метод формообразования поверхностей заготовок точением характеризуется двумя рабочими движениями: главное рабочее движение обеспечивается вращательным движением заготовки (скорость резания V) и движение подачи поступательным движением режущего инструмента – резца (движение подачи).
Движение подачи осуществляется параллельно оси вращения заготовки – продольная Sпр, перпендикулярно к оси вращения заготовки – Sпопер, под углом к оси вращения заготовки – Sу (наклон).
Разновидности течения
- Обтачивание – обработка наружных поверхностей проходным резцом;
- растачивание – обработка внутренних поверхностей;
- подрезание – обработка плоских (торцовых) поверхностей;
- резка – разделение заготовки на части или отрезка готовой детали от заготовки – пруткового проката.
Станки токарной группы являются самыми широко применяемыми на машиностроительных заводах и в народном хозяйстве, в частности и в механических мастерских при ремонте, реконструкции и модернизации нефтегазопромыслового оборудования.
Точение – операция обработки тел вращения, винтовых и спиральных поверхностей резанием при помощи режущего инструмента на станках токарной группы. В станках токарной группы главное движение – движение вращения заготовки, движение подачи – движение инструмента (резца).
Основные операции, выполняемые на токарных станках – обтачивание наружных цилиндрических, конических и фасонных поверхностей и галтелей; подрезание торцов; протачивание канавок; растачивание внутренних цилиндрических поверхностей; обрезание; сверление; зенкерование; зенкование; развертывание отверстий и нарезание резьбы.
Главным принципом классификации резцов является их технологическое назначение. Различают резцы проходные – для обтачивания наружных цилиндрических и конических поверхностей; расточные – проходные и упорные – для растачивания глухих и сквозных отверстий; отрезные – для отрезания заготовок; резьбовые – для нарезания наружных и внутренних резьб; фасонные – для обработки фасонных поверхностей; прорезные – для протачивания кольцевых канавок и галтельные – для обтачивания переходных поверхностей между ступенями валов по радиусу.
Характер обработки
По характеру обработки резцы классифицируют на черновые, получистовые и чистовые. По расположению режущей кромки резцы подразделяют на левые и правые. Правые перемещаются от задней бабки к передней, левые – от передней к задней. По форме режущей части – прямые и отогнутые. По конструкции – целые, с приваренной или припаянной пластиной, со сменными пластинами.
Помимо резцов, на токарных станках для обработки отверстий применяют сверла, зенкеры, развертки, метчики, плашки, которые закрепляются в задней бабке.
К основным приспособлениям, применяемым на токарных станках, относят: трехкулачковый самоцентрирующийся патрон – для закрепления заготовок; цанговый патрон – для закрепления заготовок (прутковый прокат) в автоматах и полуавтоматах; конические оправки, цанговые оправки, упругие оправки с гидропластмассой или с тарельчатыми пружинами – для обработки заготовок типа втулок, колец и стаканов.
Существуют токарные станки разных видов, типов и размеров. К станкам токарной группы можно отнести: токарные, токарновинторезные, карусельные, многорезцовые, токарноревольверные, токарные автоматы, полуавтоматы и др. Токарновинторезный станок (рисунок 4.4) является универсальным, так как применяется для выполнения самых разнообразных токарных работ. Наиболее распространены токарновинторезные станки, на которых обрабатываются всевозможные поверхности вращения, отверстия и резьбы.
Заготовка на станке устанавливается в центрах или закрепляется на шпинделе в патроне и приводится во вращение. В резцедержателе суппорта закрепляются резцы, а в конус пиноли задней бабки вставляются инструменты для обработки отверстий – сверла, зенкеры, развертки.
Рисунок 4.4 – Схема универсального токарно-винторезного станка:
1 – передняя бабка; 2 – планшайба; 3 – деталь (вал); 4 – резцедержатель;
5 – резец; 6 – суппорт; 7 – задняя бабка; 8 – делительная головка;
9 – поперечная подача; 10 – токарный хомутик
На них обтачивают и растачивают цилиндрические, конические и фасонные поверхности, производят подрезку торцов. Многорезцовые токарные станки позволяют обрабатывать детали, например ступенчатые валы или диски, одновременно несколькими резцами. Большое распространение они получили в массовом производстве. Револьверные станки используются главным образом для обработки некрупных деталей сложной конфигурации.
Токарные автоматы – станки, на которых установка и закрепление заготовок, основные вспомогательные движения автоматизированы. Рабочий ведет лишь наблюдение за их работой, периодически загружает станок заготовками и контролирует размеры. Полуавтоматы – станки, у которых все движения автоматизированы. Заготовки на них устанавливает и снимает рабочий.
Установка заготовок на станке
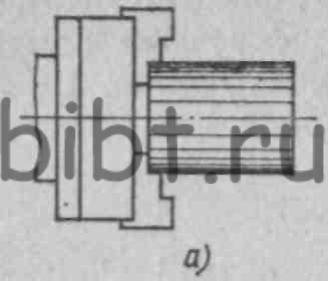
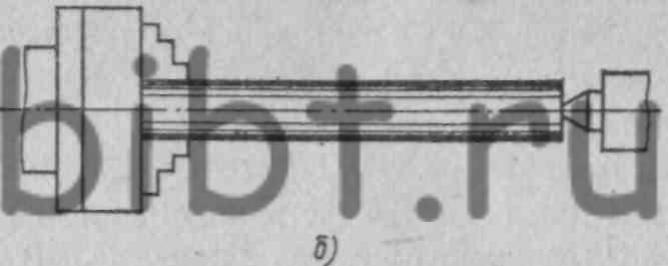
Способы установки. При токарной обработке наиболее часто применяются три основных способа установки заготовок на станке: в патроне, в патроне и заднем центре, в центрах (рис 22),
В патроне устанавливают короткие заготовки с длиной l выступающей части из кулачков до 2-3 диаметров d.
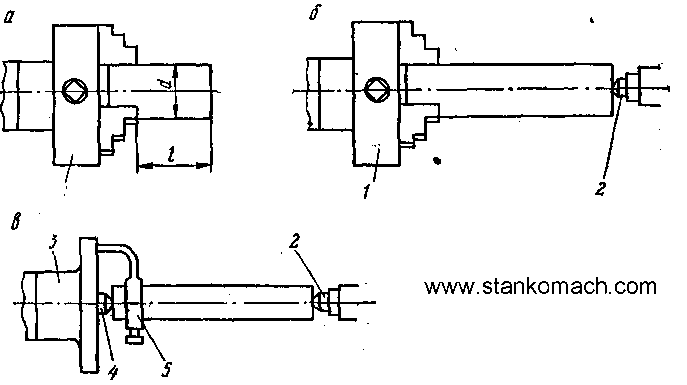
Рис 22. Способы установки заготовок на токарном станке:
а — в патроне; б — в патроне и заднем центре; в — в центрах;
1 — зажимной патрон; 2 — задний центр; 3 — поводковый патрон; 4 — передний центр; 5 — хомутик
Установка в патроне и заднем центре применяется преимущественно для чернового обтачивания длинных валов.
Установку в центрах используют главным образом для чистового обтачивания валов, когда необходимо выдержать строгую соосность обрабатываемых поверхностей, а также в случаях последующей обработки детали на других станках с такой же установкой.
Применяемые приспособления. Приспособлениями называются устройства, предназначенные для установки и закрепления заготовок на станке или для расширения возможностей последнего.
Для рассмотренных выше способов установок пользуются токарными приспособлениями общего назначения: зажимными и поводковыми патронами, хомутиками, центрами.
Наибольшее распространение в практике работы токаря получили зажимные 3-кулачковые самоцентрирующие патроны (рис 23), в которых заготовка одновременно с закреплением центрируется по оси вращения. Такие патроны предусмотрены для закрепления круглых заготовок с относительно ровными поверхностями.
Патрон состоит из корпуса 4, трех кулачков 3 и 5, центрального зубчатого колеса 2 со спиральной нарезкой на торце, трехконических шестерен 1 с квадратными отверстиями под ключ. Если торцовым ключом вращать зубчатые колеса, то кулачки с помощью спиральной нарезки будут одновременно перемещаться радиально.
Патроны снабжаются комплектом прямых и обратных кулачков либо кулачками сборной конструкции.
Прямые кулачки 3 предназначены для закрепления заготовок небольшого диаметра «на зажим» или «на разжим» — заготовок с отверстиями. Обратные кулачки 5 используются для закрепления заготовок большого диаметра. Сборный кулачок состоит из собственно кулачка 6 и рейки 7, которые скрепляются винтами. Такие кулачки можно переставлять на рейках и использовать в качестве прямых или обратных.
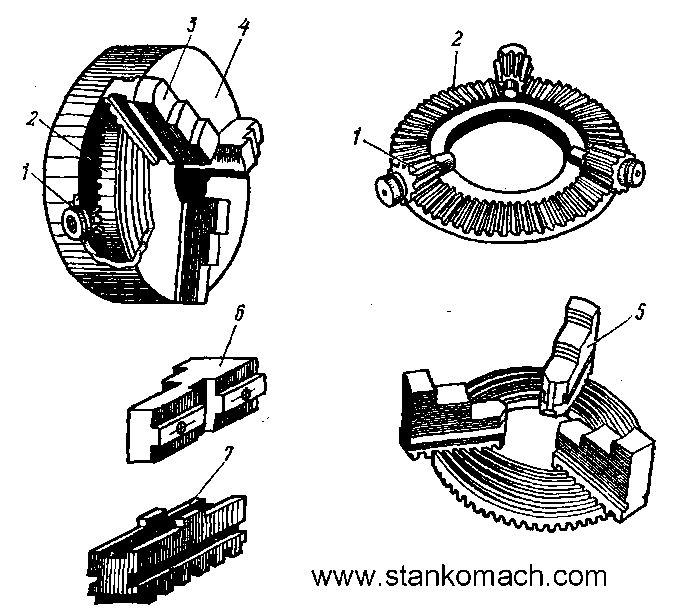
Рис 23. 3-кулачковый самоцентрирующий патрон
Кулачки, поставляемые в комплекте с патроном, обычно закалены для повышения долговечности. При закреплении ими деталей с окончательно обработанными поверхностями на последних остаются вмятины. В таких случаях рекомендуется пользоваться мягкими незакаленными кулачками, специально изготовленными, чаще всего сборной конструкции.
Кулачки обозначаются номерами 1, 2, 3, в порядке которых они устанавливаются в пазы корпуса с аналогичной маркировкой.
Самоцентрирующие 3-кулачковые патроны выпускаются разных размеров с наружным диаметром от 80 до 630 мм четырех классов точности. Для универсальных работ предусмотрены патроны нормальной точности Н и повышенной П; для чистовых работ — высокой В и особо высокой А. Точность патрона (кроме нормальной) маркируется на его корпусе.
Для установки на станок зажимные патроны крепятся к переходным фланцам, имеющим отверстие соответственно форме и размерам переднего конца шпинделя (см. рис 27).
Поводковые патроны (рис 24, а, б), применяемые при установке заготовок в центрах, предназначены для передачи крутящего момента от шпинделя к заготовке посредством хомутика. Поводковый палец 1 может быть отрегулирован в пазу патрона на необходимый размер хомутика. Такие патроны крепятся на переднем конце шпинделя аналогично переходным фланцам зажимных патронов.
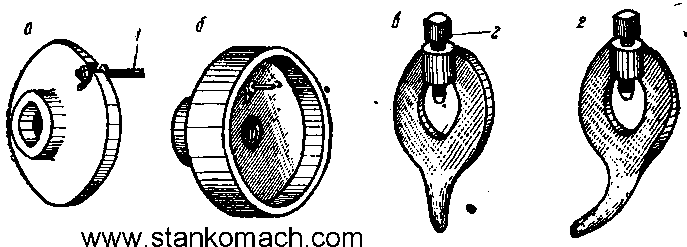
Рис 24. Поводковые патроны:
а — открытый; б -закрытый; хомутики: в — прямой; г — отогнутый
Для токарных работ предусмотрены два типа хомутиков (рис 24, в, г): прямые и отогнутые, которые устанавливаются на левом конце заготовки и закрепляются винтом 2. Благодаря овальной форме отверстия хомутик соприкасается с заготовкой в двух точках, что повышает надежность его крепления.
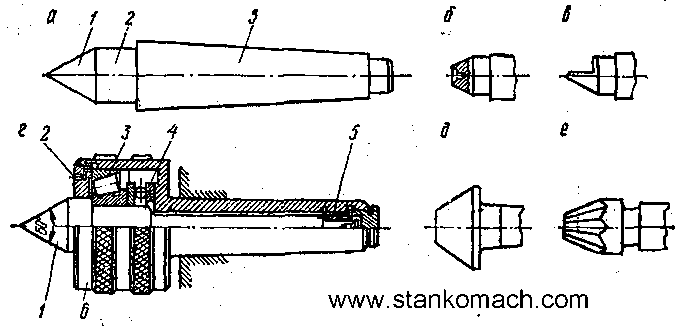
Рис 25. Токарные центры:
а — прямой;, б обратный; в — полуцентр; г — вращающийся; д — грибковый, е — рифленый
Центры (рис 25)служат для установки заготовок типа валов по центровым отверстиям или внутренним фаскам. По конструкции они делятся на упорные, вращающиеся и поводковые, а по форме рабочей части — на прямые, обратные, полуцентры и грибковые.
Упорный прямой центр (рис 25, а) состоит из рабочего конуса с углом 60°, шейки 2 и хвостовика 3, выполненного по размерам стандартных конусов Морзе. Такие центры изготавливаются из инструментальных углеродистых сталей У7 — У8 и подвергаются термической обработке — конец хвостовика и рабочий конус закаливаются.
Обратный упорный центр (рис 25, б) имеет на рабочей части коническое отверстие с углом 60°. Он предусмотрен для валиков малых диаметров (до 4 мм), на концах которых выполняются наружные центровые конусы.
Полуцентры упорные (рис 25, в) устанавливаются в пиноль задней бабки. Они имеют неполный рабочий конус, который позволяет подрезать торец заготовки, закрепленной в центрах.
Грибковый упорный центр (рис 25, д) выполнен в виде усеченного конуса увеличенного диаметра, что позволяет устанавливать на станке пустотелые заготовки по внутренним фаскам.
Упорные центры при точении с большой скоростью устанавливают преимущественно в шпинделе станка. Если такие центры закрепляют в заднюю бабку, то центровое отверстие заготовки, опирающееся на задний центр, следует заполнить густой графитовой смазкой.
Вращающиеся центры (рис 25, г) используются в качестве задних центров. Они состоят из корпуса 6, подшипников качения 3, 4 и 5, вставки 1 и резьбовой крышки 2 с войлочным уплотнителем;изготавливаются нормальной и повышенной точности.
Поводковые центры позволяют обтачивать детали на всю длину без хомутика и поводкового патрона. Установленные в шпиндель станка такие центры передают заготовке крутящий момент посредством рифленых поверхностей.
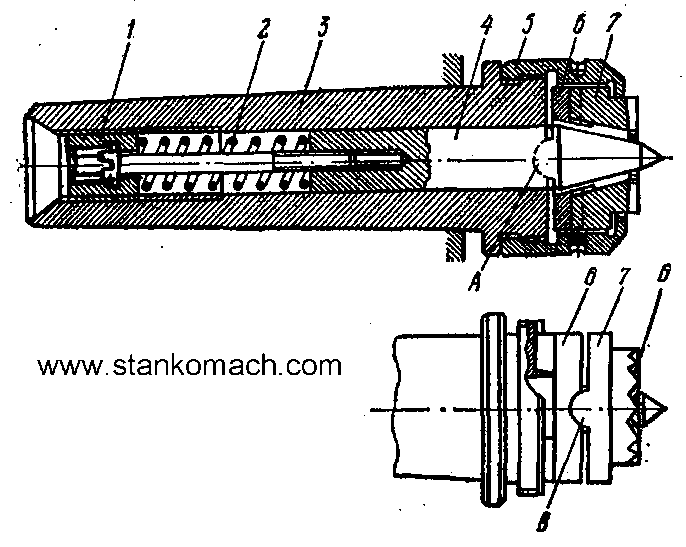
Рис 26. Поводково-плавающий центр
Поводковый рифленый центр (рис 25, е) применяют при обработке пустотелых валов, втулок в тех случаях, когда на кромке отверстия допустимы вмятины от рифлений центра или их можно удалить последующей обработкой.
Поводково-плавающий центр (рис 26) обеспечивает не только быструю установку и съем заготовок, но также практически высокую точность продольного положения их на станке. Центр состоит из корпуса 3, плавающего центра 4, гайки 5, опорной шайбы 6 и поводковой шайбы 7 с рабочими зубьями Б. Корпус и шайбы, сопряженные полукруглыми крестообразно расположенными выступами и впадинами А и В, образуют шарнирную систему, которая позволяет зубьям шайбы 7 равномерно прижиматься к торцу заготовки. Необходимое давление пружины 2 регулируется резьбовой пробкой1.
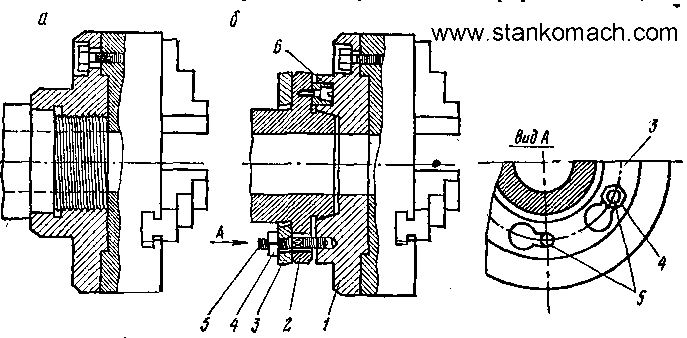
Рис 27. Установка токарного патрона на резьбовом конце шпинделя ( α ) и фланцевом (б)
Установка заготовок в патроне. Вначале необходимо надежно и правильно установить и закрепить патрон на шпинделе, для чего посадочные поверхности шпинделя и переходного фланца патрона очищают тряпкой, смоченной керосином, а затем слегка смазывают маслом.
Если шпиндель имеет резьбовой передний конец (рис 27, а), легкий патрон подносят к нему обеими руками и навинчивают до отказа (рис 28, а). Чтобы шпиндель при этом не поворачивался, положение рукояток коробки скоростей устанавливают соответственно наименьшей частоте вращения.
Более тяжелый патрон рекомендуется вначале положить на деревянный брусок (рис 28, б), а затем, подведя к шпинделю, навернуть вручную до отказа.
Чтобы предупредить самоотвинчивание во время работы, патроны, устанавливаемые на резьбовые концы шпинделей, следует закреплять дополнительными креплениями, предусмотренными на станке.
При фланцевой конструкции (рис 27, б) патрон устанавливают на центрирующий конус шпинделя так, чтобы резьбовые шпильки 5 совместно с гайками 4 прошли в отверстие фланца2 и поворотной шайбы 3, а фиксирующая шпонка 6 вошла в углубление переходного фланца патрона 1, После этого поворотную шайбу поворачивают на себя до отказа и равномерно в диагональном порядке затягивают гайки 4,
В самоцентрирующих патронах заготовка одновременно с закреплением цетрируется по оси шпинделя. Длина зажимаемой части заготовки в патроне должна составлять примерно 1/3 ее общей длины. Закрепление выполняют торцовым ключом, вставленным в одно из квадратных отверстий патрона. При этом категорически запрещается применение различных удлинителей, надетых на ручку ключа, так как приложение чрезмерно больших усилий способствует преждевременному выходу патрона из строя.
Иногда заготовка может занять неправильное положение в патроне, перекоситься. В таких случаях ее следует выверить на отсутствие биения. Для этого к вращающейся поверхности заготовки подносят кусочек мела и по характеру следа риски определяют «бьющий»участок. Выключив вращение, легкими ударами молотка (с мягким бойком) по указанному участку заготовке придают правильное положение, которое контролируют повторной проверкой. После этого заготовку необходимо окончательно закрепить.
При большом вылете заготовки из кулачков патрона (более 2-3 диаметров) ее поджимают задним центром (см. рис 22, б). Для этого зацентрованную с одной стороны заготовку слабо закрепляют в патроне за небольшой участок длиной 5-6 мм, в центровое отверстие плотно вводят задний центр и производят окончательное закрепление.
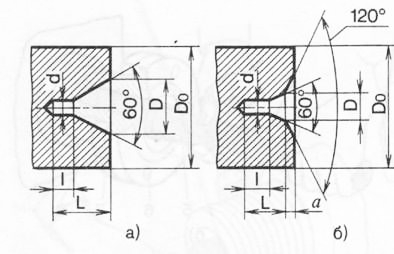
Установка заготовок в центрах. Применяется из-за невысокой жесткости в основном для чистового обтачивания деталей типа валов. Для этого на торцах заготовки сверлением выполняют центровые отверстия с углом рабочего конуса 60° (см. §26).
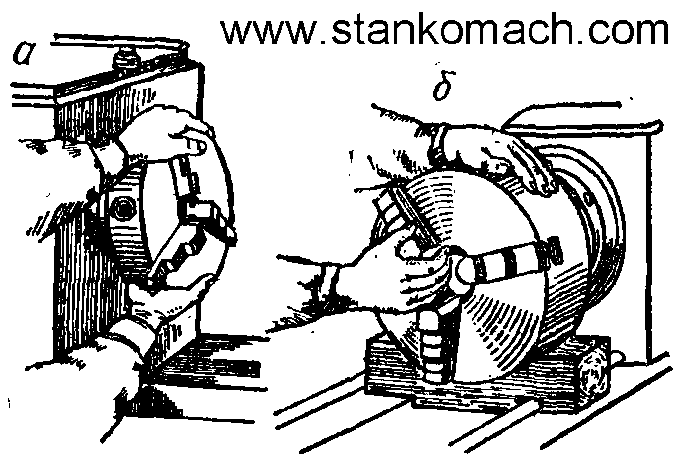
Рис 28. Установка патрона на станке
Для получения высокой точности обработки необходимо, чтобы оси центров станка точно совпадали, а рабочий конус переднего центра не имел биения. Это достигается правильной установкой центров и выверкой их положения. Перед установкой хвостовики Центров и конические отверстия шпинделя и пиноли следует протереть насухо тряпкой. Совпадение осей проверяют сближением центров: их вершины должны совместиться. На некоторых станках для этой цели на корпусе и плите задней бабки имеются обработанные платики. Их совмещение обеспечивает соосность центров станка. Окончательно ее определяют пробным обтачиванием вала на всю длину. Если при этом диаметры на его концах окажутся одинаковыми, значит, оси центров совпадают.
Биение рабочего конуса переднего центра не должно превышать 0,01 мм при проверке индикатором. Если правильно установленный центр имеет биение больше допустимого, его надо заменить новым или проточить на месте твердосплавным резцом.
Поводковый патрон закрепляется на переднем конце шпинделя аналогично зажимным патронам.
Установка в центрах выполняется в следующем порядке.
На левый конец заготовки закрепляют хомутик, который подбирают по размеру так, чтобы зажимной винт в закрепленном состоянии не слишком выступал. Если конец заготовки чисто обработан, то под винт хомутика подкладывают пластинку из мягкого металла или применяют специальное разрезное кольцо.
Учитывая длину заготовки, заднюю бабку закрепляют на станине в таком месте, чтобы вылет пиноли был наименьшим.
Удерживая заготовку левой рукой, опирают ее на передний центр, а правой, вращая маховичок задней бабки, вводят задний центр в центровое отверстие заготовки. Поджим центром должен обеспечивать свободное вращение заготовки без люфта. После этого пиноль следует закрепить.
При обтачивании происходит нагрев и удлинение заготовки. Поэтому крепление длинных заготовок в центрах следует периодически ослаблять и снова доводить до нормального состояния.
Укажите способы установки заготовок на токарном станке и область их применения.
Перечислите токарные приспособления общего назначения и приведите их краткую Характеристику.
Объясните особенности и приемы установки заготовок в патроне, в патроне и заднем центре, в центрах.
Основные способы установки заготовок на токарном станке
Обычно используется один из трех способов установки заготовки на токарном станке: в патроне, в центрах, в патроне с подпором задним центром. Условно на представленных эскизах эти способы установки заготовок обозначаются следующим образом (рис. 3.5)
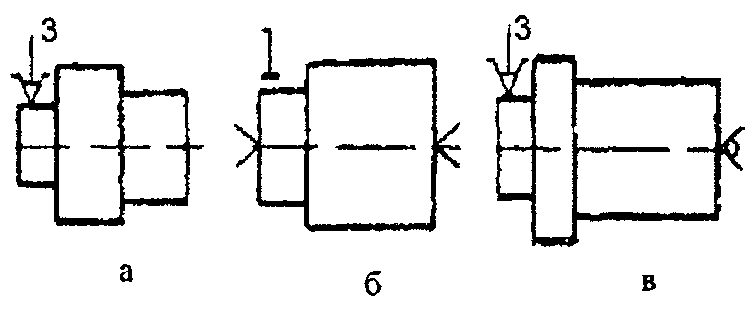
Рис. 3.5 Способы установки заготовки на токарном станке: а — в патроне, б — в центрах в — в патроне с подпором задним центром
Установка заготовки в токарном патроне (чаще всего, трехкулачковом, самоцентрирующем) — самый универсальный способ установки, позволяющий вести обточку поверхностей, расточку отверстий и обработку торцов. Применяется при обработке коротких деталей. Установка в центрах — способ позволяющий сохранить одни и те же установочные базы на самых различных операциях и поэтому повышающий точность изготовления детали. Дня установки требуется введение специальной операции — центровальной, т.е. операции обработки специальных конических центровых отверстий. Удобнее всего эту операцию осуществлять одновременно с подрезкой торцов заготовки на специальных фрезерно-центровальных станках. При установке в центрах заготовка вращается или с помощью специального хомутика (используется поводковый патрон) или (значительно реже) с помощью рифленого переднего центра.
Установка в патроне с подпором задним центром применяется при обработке валов малой жесткости (с большим отношением длины вала к его диаметру).
Цилиндрические поверхности обычно обтачивают в два или несколько рабочих ходов: сначала снимают начерно большую часть припуска (до 6 мм на диаметр), а затем оставшуюся часть (до 1 мм на диаметр).
Существует два метода точения цилиндрических поверхностей.

Рис. 3.6 Методы обтачивания цилиндрических поверхностей
Обтачивание методом радиальной подачи применяют при обработке коротких цилиндрических шеек канавочными и широкими резцами (рис. 3.6, а).
Обтачивание методом продольной подачи (рис. 3.6, б) является наиболее распространенным методом обработки. Обрабатываемая деталь, закрепленная в центрах или в патроне, вращается, а резцу сообщается движение подачи.
Для получения необходимых размеров диаметра вала пользуются лимбом поперечной подачи и устанавливают резец на заданный размер по методу пробных рабочих ходов. Обработка с применением лимбов обеспечивает точность по 8. 9-му квалитетам. У большинства современных токарных станков имеется также продольный лимб, применение которого дает возможность получать продольные размеры с точностью до 0,2 мм. Производительность и точность обработки повышаются, если применяют регулируемые упоры с самовыключением суппорта. При этом точность продольных размеров достигает 0,08. 0,15 мм.

Рис. 3.7 Схема обработки за один рабочий ход
Точность обрабатываемых валов по длине зависит от размеров передних центровых гнезд: если у партии валов размеры гнезд неодинаковы, торцы их во время обработки окажутся на разных расстояниях от торца шпинделя и, следовательно, ступени валов после обработки будут неодинаковы по длине. Поэтому необходимо либо строго соблюдать размеры гнезд, используя при центровке специальный упор, либо применять плавающий передний центр.
При работе на скоростных режимах задние центры должны быть вращающимися. На универсальных станках применяют вставные центры, на операционных и многооперационных станках вращающиеся центры встраивают в пиноли задних бабок, что значительно увеличивает жесткость центров.
Во время обработки партии заготовок за один рабочий ход, резец, заранее установленный на размер d, не перемещают в поперечном направлении. После обтачивания поверхности заготовки по длине l ее снимают, а резец отводят в исходное положение (рис. 3.7, а).
По такой схеме выполняют черновую, а иногда и получистовую обработку небольших партий заготовок за два установа. После обтачивания одной половины заготовки до заданного размера диаметра (рис. 3.7, б) ее переустанавливают в центрах и обрабатывают вторую половину заготовки (рис. 3.7, в).
Последнее изменение этой страницы: 2017-02-17; Нарушение авторского права страницы
