
Правила ремонта и обслуживания сварочных трансформаторов, устранение неполадок
Правила эксплуатации сварочных трансформаторов
 Перед началом сварочных работ с применением трансформаторов необходимо придерживаться типичных правил по технике безопасности: проверить заземление, отсутствие оголенных проводов, надежность крепления болтовых, винтовых и контактных соединений, наличие и правильное закрепление защитных кожухов, отсутствие повреждений. Такую поверку необходимо делать ежедневно.
Перед началом сварочных работ с применением трансформаторов необходимо придерживаться типичных правил по технике безопасности: проверить заземление, отсутствие оголенных проводов, надежность крепления болтовых, винтовых и контактных соединений, наличие и правильное закрепление защитных кожухов, отсутствие повреждений. Такую поверку необходимо делать ежедневно.
Перед пуском в работу нового трансформатора требуется его расконсервировать, удалить смазку, продуть воздухом, проверить сопротивление изоляции, заземлить корпус трансформатора (к болту «Земля»), проверить соответствие напряжения в сети и трансформатора. К сети он подключается при помощи рубильников и предохранителей.
Сварочный трансформатор должен быть установлен вдали от источников тепла, нельзя допускать также работу с перегрузками во избежание перегрева трансформатора и повреждения изоляции его обмоток. Необходимо также защищать его от попадания влаги, иначе может произойти пробой изоляции и межвитковое замыкание. Обычно трансформаторы эксплуатируются при температуре -45. +40 градусов, однако условия эксплуатации следует проверять по техническим характеристикам аппарата в соответствии с его климатическим исполнением.
Концы рабочего кабеля не должны касаться друг друга, конец обратного провода и электрододержатель не должны одновременно касаться свариваемой конструкции в процессе работы.

Режим сварки устанавливается при помощи переключателя токов, его рукоятка должна перемещаться до упора при отключенном от сети аппарате.
Раз в месяц следует производить проверку сопротивления изоляции между вторичной и первичной катушками и корпусом, изоляции между обмотками, отключив предварительно конденсатор для подавления радиопомех. Если сопротивление изоляции не соответствует паспортному, необходимо просушить трансформатор теплым воздухом и замерить еще раз. Также нужно продувать трансформатор для очистки сердечника и обмотки от пыли и загрязнений, проверять состояние контактов, при необходимости очищать их от налета. Ежемесячно должна производиться обработка тугоплавкой смазкой винта подвижного элемента сердечника.
Смазывать также необходимо посадочные поверхности колес трансформатора, подпятники переключателей, поверхности подвижных катушек. Такое обслуживание производится раз в полгода.
Рекомендуется раз в три месяца проверить исправность конденсатора, устраняющего радиопомехи, при необходимости произвести его замену.

Наиболее частыми неисправностями сварочных трансформаторов являются следующие:
1. Сильный нагрев трансформатора. Это может произойти из-за неверного включения первичной обмотки в сеть, превышения силы тока, замыкания между витками катушки, нарушения изоляции между стальными листами сердечника. Нагрев зажимов обусловлен слабой затяжкой крепежных элементов, либо уменьшенным сечением провода в контакте.
2. Повышенный уровень шума трансформатора связан с ослаблением болтовых соединений, стягивающих сердечник, неравномерным креплением сердечника или механизма катушек, либо вследствие повреждения изоляции между катушками и корпусом трансформатора.
3. Не обеспечивается предел регулирования. Это может быть связано с неполным перемещением катушек вследствие заедания ходового винта или попадания посторонних предметов между стержнем и катушкой.
После ремонта сварочного трансформатора необходимо проверить еще раз напряжение холостого хода, интервал регулирования тока, и подготовить его к работе. Смотрите также: Электробезопасность при производстве электросварочных работ
Pereosnastka.ru
Обработка дерева и металла
Длительная и безотказная работа трансформаторов обеспечивается соблюдением правил эксплуатации, проведением ежедневных и периодических осмотров, своевременным устранением мелких неисправностей. Эксплуатация и обслуживание сварочных трансформаторов должны проводиться в соответствии с «ПТЭ электроустановок потребителей и ПТБ при эксплуатации электроустановок потребителей».
Основные правила эксплуатации.
1) Включать трансформатор без заземления недопустимо.
2) Перед подключением трансформатора к электрической сети:
— Проверить состояние электрических проводов и кабелей, всех контактов. Все контакты должны быть плотно затянуты под. гаечный ключ. Невыполнение этого требования приводит к перегреву и обгоранию контактов клемм и последующему выводу трансформатора из строя.
— Поставить переключатель диапазонов токов на требуемый диапазон. Рукоятку переключателя переводить из одного крайнего положения в другое обязательно до упора.
— Проверить соответствие напряжения сети напряжению, указанному на табличке трансформатора.
3) Подключить трансформатор к сети при помощи индивидуального коммутирующего устройства: а) рубильника с предохранителями;
б) магнитного пускателя с защитой;
в) автоматического выключателя.
4) При работе на открытом воздухе укрывать трансформатор от атмосферных осадков.
Основные правила обслуживания:
А. При ежедневном обслуживании:
1) перед началом работы произвести внешний осмотр трансформатора для выявления случайных повреждений и устранить замеченные неисправности;
2) проверить надежность заземления трансформатора.
Б. При периодическом обслуживании:
1) один раз в месяц счищать трансформатор от пыли и грязи продувкой сжатым воздухом;
2) один раз в три месяца проверять состояние конденсаторов фильтра защиты от радиопомех и проверять сопротивление изоляции трансформатора;
3) один раз в полгода:
а) очищать контакты и изоляционные части переключателя диапазонов тока и смазывать его тугоплавкой смазкой;
б) этой же смазкой смазывать ходовой винт и гайку, поверхность магнитопровода в местах скольжения плоских пружин подвижных обмоток или шунтов, оси колес.
Как отремонтировать сварочный инвертор своими руками
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.


- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.
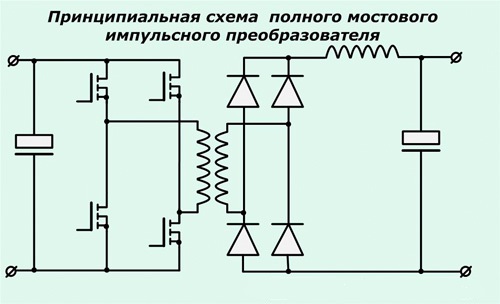
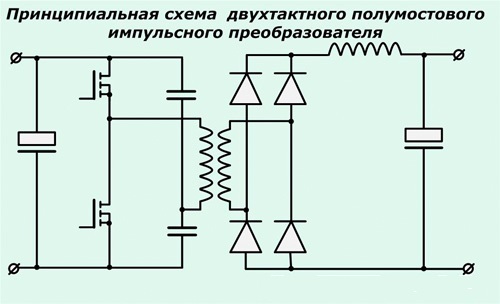 Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
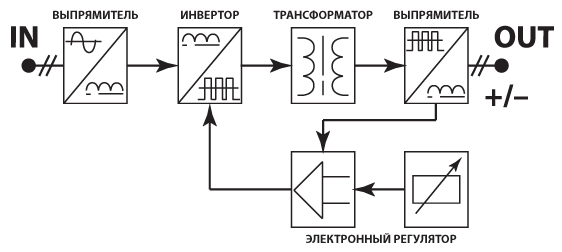
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.

Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.

Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм 2 ).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Трансформаторы. Характерные неисправности трансформаторов и способы их устранения.
1. «Старение» межлистовой изоляции магнитопровода, отдельные местные повреждения ее, замыкание отдельных листов. Признаки повреждения — увеличение тока и потерь холостого хода, быстрое ухудшение состояния масла, понижение его температуры вспышки, повышение кислотности масла и понижение пробивного напряжения.
2. «Пожар» стали, повреждение изоляции стяжных болтов, замыкание листов магнитопровода, касание в двух местах магнитопровода каких-нибудь металлических частей, в результате чего образуются замкнутые контуры для вихревых потоков. Признаки повреждения — повышение температуры трансформатора, появление газа черного или бурого цвета в газовом реле, воспламеняющегося при поджоге, Масло меняет цвет, становится темным и имеет резкий специфический запах вследствие разложения (крекинг-процесс).
3. Ослабление прессовки магнитопровода, свободное колебание крепящих деталей, колебание крайних листов магнитопровода. Признаки повреждения — ненормальное гудение, дребезжание, жужжание. Эти же признаки могут быть и следствием повышения против нормального первичного напряжения.
4. «Старение» и износ изоляции. Износ изоляции может произойти из-за длительной эксплуатации трансформатора, однако наблюдается и преждевременный износ, который является результатом частых перегрузок или недостаточно интенсивного охлаждения при номинальной нагрузке. Ухудшение условий охлаждения может произойти из-за осадков шлама на обмотки, загрязнения междуобмоточных промежутков и при “старении” масла.
В практике принято следующее разделение изоляции по классам годности:
1-й класс — изоляция эластичная, мягкая, не дает трещин и деформаций; такая изоляция считается хорошей;
2-й класс — изоляция твердая, прочная, без трещин, не дает трещин и деформаций при нажатии рукой и с трудом отделяется с помощью ножа; такое состояние изоляции считается удовлетворительным;
3-й класс — изоляция хрупкая, при нажатии или постукивании расслаивается или появляются мелкие трещины и деформации;
4-й класс — изоляция имеет трещины, при нажатии рукой осыпается, замечаются оголенные участки; изоляция считается плохой, и требуется смена обмоток.
для определения прочности изоляционных прокладок в ремонтной практике проверка состояния электрокартона производится на образцах, вырезанных из изоляции различных частей трансформаторов. Вырезанную полоску электрокартона сгибают пальцами под прямым углом или складывают вдвое без сдавливания листа сгиба. Если при полном сгибе вдвое электрокартон не ломается, изоляция считается хорошей, если при полном сгибе ломается, то удовлетворительной, т. е. ограниченно годной, а если картон ломается еще при сгибе до прямого угла, то негодной.
5. Витковое замыкание в обмотках. Такое замыкание возникает при разрушении изоляции обмотки вследствие ее износа, деформация обмоток при КЗ, толчка нагрузки, различного рода перенапряжениях в аварийных режимах, снижениях уровня масла до обнажения обмоток и в других случаях. Признаки повреждения — работа газовой защиты на отключение трансформатора с выделением горючего газа бело-серого или синеватого цвета; не- нормальный нагрев трансформатора с характерным бульканьем, неодинаковое сопротивление обмоток фаз при измерении их постоянным током. При значительных витковых замыканиях приводится в действие максимальная защита.
б. Обрыв обмотки, возникающий при сгорании выходных концов вследствие термического действия и электромеханических усилий токов короткого замыкания, плохой пайки проводников, выгорании части витков при витковых замыканиях. Признаки повреждения — работа газовой защиты вследствие образования дуги в месте обрыва.
7. Пробой и перекрытие внутренней и внешней изоляции трансформатора. Причинами перекрытия могут являться значительный износ изоляции, появление в ней трещин, в которые попадает грязь и сырость, а также атмосферные и коммутационные перенапряжения.
Рассмотрим более подробно возможные неисправности силовых трансформаторов.
Трансформаторы отечественного производства просты по конструкции, надежны и удобны в эксплуатации. Случаи повреждения трансформаторов вызваны: нарушением действующих правил эксплуатации, аварийными и ненормированными режимами работы, старением изоляции обмоток, некачественной сборкой на заводе или при монтаже и ремонте. Опыт монтажа и ремонта трансформаторов показывает, что две трети повреждений возникает в результате неудовлетворительного ремонта, монтажа и эксплуатации и одна треть — вследствие заводских дефектов. Основные повреждения приходятся на обмотки, отводы, выводы и переключатели (около 84 %).
Наиболее серьезная неисправность трансформаторов возникает при повреждении магнитопроводов (“пожар стали”), вследствие нарушения изоляции между отдельными листами стали и стягивающими их болтами. В стыковых магнитопроводах причиной аварий бывает нарушение изоляции в стыках между ярмом и стержнями. Местные нагревы стали магнитопровода возникают в результате разрушения или износа изоляции стяжных болтов, повреждения междулистовой изоляции и плохого контакта электрических соединений.
Междувитковые замыкания в обмотках и секционные пробои и замыкания возникают при толчкообразных нагрузках или коротких замыканиях и в результате деформации секций от механических усилий при токах короткого замыкания и при повреждении изоляции трансформации от атмосферных перенапряжений. Обрывы заземления магнитопрода также приводят к повреждению трансформатора, поэтому все металлические части магнитопровода, кроме стяжных шпилек, соединяют с баком трансформатора, который надежно заземлен полоской луженой жести или латуни толщиной 0,5 мм и шириной 25—30 мм. Способы заземления магнитопровода зависят от его конструкции. Это соединение может быть выполнено перемычкой между вертикальным прессующим болтом и болтом, крепящим крышку к баку трансформатора. При ремонте транс форматора следят за исправностью описанного заземления.
Обмотки — наиболее уязвимая часть транс форматоров, часто выходящая из строя. Наиболее распространенные повреждения обмотки — замыкания межу нитками и на корпус, междусекционные пробои, электродинамические разрушения, обрыв цепи. Перечисленные повреждения происходят в результате естественного износа изоляции, нарушения ее механической прочности при сроке работы выше 15 лет. Изоляция разрушается также при длительных перегрузках трансформатора, сопровождаемых перегревом обмоток (около 105 °С).
При сквозных токах КЗ вследствие динамических усилий наблюдается деформация обмоток, сдвиг их в осевом направлении и, как правило, механическое разрушение изоляции. Отгорание выводных концов, электродинамические усилия, небрежное соединение концов вызывают обрыв цепи обмоток, замыкание их на корпус или пробои с выходом трансформатора из строя.
При эксплуатации могут наблюдаться потрескивания внутри трансформатора, свидетельствующие о том, что между обмотками или их ответвлениями и корпусом происходят разряды (обмотки и металлические части магнитопроводов в трансформаторах представляют собой обкладки конденсатора). Это явление возникает в результате замыканий обмоток или ответвлений на корпус трансформатора при перенапрежениях или обрыве сети заземления. В этом случае трансформатор должен быть немедленно отключен, после чего газ необходимо проверить на горю- честь и отобрать пробу газа для проведения химического анализа.
Основные неисправности выводов транс форматоров: трещины, сколы и разрушения изоляторов в результате атмосферных перенапряжений, наброса металлических предметов или попадания животных на трансформатор, что приводит к междуфазному короткому замыканию на выводах, загрязнения изоляторов, некачественная армировка и уплотнение, срыв резьбы стержня при неправильном навинчивании и затягивании гайки. Наиболее характерные повреждения выводов — течь масла между фланцем вывода и крышкой, в армировке или в месте выхода стержня. Фланец представляет собой чугунную обойму и предназначен для крепления фарфорового вывода (изолятора) на крышке трансформатора, фарфоровый изолятор армирован во фланце армировочной замазкой, фланец закрепляется на крышке трансформатора болтами. Между фланцем и крышкой плотно уложена резиновая прокладка, на которую следует обратить внимание при ремонте.
Наиболее частые повреждения переключателей — оплавление или полное выгорание контактных поверхностей, вызываемое термическим действием токов короткого замыкания при недостаточном давлении (нажатии) подвижных контактов на неподвижные или при неполном их соприкосновении между собой.
Нарушение прочности сварных швов и недостаточная плотность прокладки между баком и крышкой вызывает течь масла из бака. Устраняют течь масла сваркой, а небольшие волосяные трещины ликвидируют чеканкой. Материалом для покрышечного уплотнения служит маслоупорная резина (марок С-90 и М-14) и пробковая прокладка; в отдельных случаях применяют картон неэлектрический, хлопчатобумажную или пеньковую веревку, асбестовый шнур. Прокладка из листового материала (клингерита, резины и пробкового листа) состоит из отдельных частей, которые соединены клеем или лаком.
Неисправности трансформаторов и способы их устранения
Обслуживание сварочных трансформаторов
Сварочный ток не должен превышать максимального тока, на который рассчитаны данный трансформатор и его регулятор.
Все зажимы на трансформаторе и регуляторе должны быть хорошо затянуты и иметь надежный электрический контакт.
Сварщик не должен касаться металлических токоведущих частей первичной цепи трансформатора.
Трансформаторы следует периодически осматривать с целью своевременного устранения мелких неисправностей, могущих вызвать аварию. Основные неисправности, возникающие при работе трансформаторов, следующие:
1. Витковое замыкание в обмотках, признаком которого является нагревание и обгорание изоляции обмотки. Если при этом в обмотке нет разрывов и замыкание произошло в первичной обмотке трансформатора, то последний будет сильно гудеть, расходовать большое количество тока холостого хода и нагреваться. Для исправления дефекта трансформатор нужно отключить от сети, разобрать и устранить витковое замыкание.
2. Нарушение контактов в соединениях, сопровождающееся нагревом, требующее немедленного устранения. Для этого трансформатор или регулятор отключают, разбирают нагревающееся соединение, плотно пригоняют контактные поверхности и затягивают до отказа болты зажимов.
3. Чрезмерный нагрев сердечника или скрепляющих его шпилек и других частей вследствие порчи их изоляции. Поврежденную изоляцию необходимо заменить новой, разобрав трансформатор.
4. Сильное гудение сердечника, вызываемое ослаблением его крепления. У регулятора это явление появляется в результате ослабления винтового привода сердечника.
5. Повреждение изоляции между обмотками или между обмоткой и корпусом. Этот дефект легко обнаружить с помощью контрольной лампочки. Устранение дефекта требует разборки трансформатора.
Сечение соединительных проводов берется в зависимости от напряжения в первичной цепи по данным табл. 61.
Сечение проводов, подводящих ток из сети к трансформаторам
Основные поломки сварочных аппаратов и способы их устранения
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности
 Основными проявлениями неполадок аппаратов электродуговой сварки являются:
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
 При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
 К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
 Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
 В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.

Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).


Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
 Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Обслуживание сварочного оборудования
Залог надёжности и долговечности оборудования для проведения сварочных работ – его регулярное обслуживание. Для своевременного устранения недочётов и неполадок необходимо выполнять контрольно-профилактические работы и разные виды ремонта. Заказать техническое обслуживание оборудования для сварки можно, обратившись в специализированный сервисный центр. В некоторых случаях решить задачу могут и сами владельцы аппаратов. Для этого нужно иметь определённые знания и навыки, т.к. любая самостоятельная попытка провести обслуживание аппарата может привести к негативным последствиям.
Выполнение контрольно-профилактических работ
Для разных типов сварочных устройств действуют свои нормы, но есть и общие правила техобслуживания. В соответствии с ними нужно делать следующее:
проводить внешний визуальный осмотр аппарата;
проверять заземление источника питания;
замерять величины сопротивления изоляции;
выполнять контрольное включение в режиме холостого хода на 5 минут и более;
контролировать исправность цепей защитного заземления;
производить испытания повышенным напряжением;
тщательно удалять пыль и грязь;
проверять надёжность винтовых соединений;
смазывать тугоплавкой смазкой все трущиеся части и др.
Проводить периодические проверки необходимо во время ввода аппарата в эксплуатацию после долгого хранения и в случае обнаружения явных следов повреждения, но не реже одного раза в 6 месяцев. Специалисты, которые осуществляют проверку, должны делать соответствующие записи в журнал установленной формы.
Обслуживание сварочного оборудования может быть регламентным и аварийным. Первое проводится для профилактики и предупреждения возможных проблем, второе – при возникновении поломок.
В каких случаях требуется ремонт
Проведение ремонта – это многоэтапный процесс, который начинается с диагностики и заканчивается устранением обнаруженных поломок. Любые отклонения в функционировании сварочного аппарата могут стать основанием для проведения ремонта. Самые распространённые признаки, которые указывают на неисправности:
оборудование начало перегреваться;
сварочная дуга отсутствует или её технические показатели нестабильны;
у электродов появился эффект «залипания»;
аппарат перестал включаться.
Причины подобных поломок разнообразны. Это может быть износ отдельных узлов оборудования: охлаждающего вентилятора, проводов, контактов, платы и др. Неисправности могут возникнуть и в том случае, если прибор используется с нарушением требований к его эксплуатации. Другие причины: отклонение показателей напряжения, механические повреждения и удары.
Мероприятия по обслуживанию и ремонту оборудования должны проводиться только квалифицированными специалистами. Также не нужно забывать, что сварочный аппарат относится к категории оборудования, которое требует особой осторожности в использовании.
Периодичность осмотра оборудования
Выполняя обслуживание сварочного оборудования, особую важность нужно уделять своевременной поверке измерительных средств, которыми оно укомплектовано. Для этого к работе должен привлекаться специалист, который отвечает за метрологию.
Мероприятия по контролю за техническим состоянием оборудования проводятся в соответствии со следующей периодичностью:
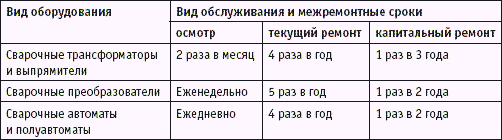
Проведение особых проверок
Особая форма проверки необходима при контроле оборудования: вновь поступающего на предприятия, вышедшего из ремонта и простаивающего более 3 месяцев. В таком случае специалисты проверяют комплектность эксплуатационной документации оборудования. Она должна включать:
инструкцию по эксплуатации;
Если аппарат новый, то выполняется визуальная проверка его технического состояния, удаление излишков масла и транспортного крепежа. Также необходимо проверить наличие действующей наклейки (отметки) поверяющей компании на корпусе каждого измерительного прибора.
Обязательно измеряйте уровень электрического сопротивления изоляции. Это делается между обмотками (для выпрямителей и трансформаторов), а также между корпусом устройства и каждой обмоткой. Руководствуйтесь рекомендациями, которые изложены в технической документации, прилагаемой к аппарату. Если ничего о проведении испытаний в ней нет, то действуйте в соответствии с ГОСТами:
Для автоматических аппаратов – ГОСТ 8213.
Полуавтоматические устройства – ГОСТ 18130.
Электрические генераторы – ГОСТ 304.
Аппараты, в которых используется выпрямленный сварочный ток – ГОСТ 13821.
Рекомендации для частных владельцев сварочных аппаратов
Корпус устройства, электродержатель, зажимы и провода необходимо держать в чистоте. Элементы, которые подвержены наибольшему износу, нужно регулярно осматривать и своевременно менять на новые. К ним относятся держатель электродов и зажимы для деталей.
Особое внимание уделите сварочному инвертору. Увеличение громкости работы вентилятора говорит о том, что пора провести техобслуживание оборудования. Причина этому – нарушение балансировки устройства за счёт грязи, которая накопилась на вращающихся лопастях. В таком случае нужно убрать крышку корпуса и удалить пыль с поверхности радиаторов охлаждения. Используйте пылесос или мягкую кисточку. У кулера нужно удалить пыль с лопастей и смазать подшипник.
После каждого обслуживания, которое сопровождается вскрытием корпуса, обязательно проверяйте затяжку винтовых креплений. Не допускайте, чтобы они разболтались.
Неполадки, ремонт и техника безопасности при работе со сваркой
Сварочное оборудование, в зависимости от условий работы, бывает как довольно простым (для индивидуальной работы), так и сложным, управляемым с помощью электронных систем. Но любой аппарат может заполучить поломки, которые необходимо исправлять, чтобы техника работала качественно и бесперебойно. Проведение регулярного обслуживания устройства, исправление замеченных неполадок вовремя является условием комфортной и безопасной работы.
Поломки и ремонт оборудования
Самые простые и надежные в эксплуатации – сварочные трансформаторы , но и они ломаются, если не соблюдать элементарные правила работы. Частая проблема таких устройств – это выход из строя клеммной колодки из-за увеличенного значения тока и плохого контакта с кабелями. Ремонт в этом случае состоит из зачистки всех контактов и перебора греющегося соединения.
Более сложными являются следующие проблемы:
- Самопроизвольное отключение. Срабатывание защиты возможно при внутренних проблемах преобразователя: замыкании в витках катушек или листах магнитопровода, проводов между собой или вместе с корпусом. Нужно отключить аппарат от сети, найти неисправность и устранить ее по мере возможности.
- Сильно гудит трансформатор. Может быть слабое затягивание болтов или неправильное соединение сердечника, перегрузка, замыкание между кабелями. Надо проверить все крепления, подтянуть их, проверить изоляцию кабелей.
- Плохое качество тока является результатом неисправностей в регуляторах. Можно снять кожух устройства и найти неполадку.
- Перегрев сварочного аппарата. Довольно часто это может быть результатом превышения значения тока, использование неправильного электрода или длительная работа без перерыва. Необходимо соблюдать все режимы эксплуатации трансформатора. А иначе может возникнуть серьезная поломка — замыкание между витками катушки, и, как результат, – «сгорание» аппарата. Ремонт такой неисправности могут проводить только специалисты.
- Низкий сварочный ток, что может быть вызвано скачками напряжения в сети или плохой регулировкой. Нужно проверить сеть. Если не помогло — работу регулятора.
- Внезапный обрыв дуги. Происходит из-за пробоя в обмотке высокого напряжения, замыкания между проводами или нарушения клеммного соединения. Все это можно выяснить и исправить.
- Потребление большого тока из сети без нагрузки может быть из-за замыкания витков обмотки, вызванного прогаром изоляции. Восстановив ее, можно устранить проблему.
Выпрямители , имеющие в своей конструкции силовой трансформатор, страдают теми же проблемами, что и сварочные трансформаторы. Методы их ремонта такие же. Неисправность электронной схемы управления можно устранить своими руками или в мастерской.
Инверторы как электронные устройства требуют проверки работоспособности элементов схем. Работая на таком оборудовании, необходимо понимать показания измерительной техники, такой как осциллограф, вольтметр, мультиметр и др. Своими руками такой аппарат сложно отремонтировать, его ремонтом занимаются сервисные центры.
Полуавтоматы , работающие как выпрямители, имеют электрические схемы, и от этого зависит характер поломок, которые могут механическими, электронными, электрическими. Задержка подачи проволоки может вызываться плохим прижимом в устройстве подачи или большим трением канала и проволоки. Устранение трения можно достичь заменой канала. Электронную часть тяжело отремонтировать самому без знаний по электротехнике.
Техника безопасности при сварочных работах
Работая на сварочном оборудовании, особенно важно соблюдать технику безопасности, потому что во время горения электрода выделяются не только сопутствующие газы, но и неблагоприятные для жизнедеятельности человека излучения. Самой опасной считается дуговая электросварка, потому что электрическая дуга может нанести серьёзный вред человеку. Предварительный инструктаж, применение индивидуальных средств защиты и соблюдение технологического процесса сварки дает возможность безопасно и удобно сделать любые работы.
Опасные факторы риска при сварке:
- Ультрафиолетовое и инфракрасное излучение. Несет угрозу тем, что наше зрение не воспринимает ультрафиолет, который разрушает сетчатку глаза, хрусталик и роговицу. Длительное облучение может вызвать фотохимическое повреждение, что может привести к потере зрения. Инфракрасное излучение вызывает нагрев тканей и приводит к ожогам. Сочетание ультрафиолетового и инфракрасного излучения только усугубляет ситуацию.
- Искры и брызги плавящегося металла могут обжечь кожу и попасть в глаза.
- Яркий интенсивный свет, выделяющийся при сварке и имеющий синюю часть спектра, соединяясь с инфракрасным светом, тоже может привести к повреждению важных частей органов зрения.
- Выделяющиеся вредные газы и аэрозоли могут негативно влиять на органы дыхания.

Ожоги глаз – довольно распространенные травмы при сварке. Они бывают химические, лучевые и термические. При появлении таковых первым делом необходимо промывание хотя бы проточной водой, затем — обращение за квалифицированной медицинской помощью. Чтобы избежать травмирования органов зрения при сварочных работах, необходимо надевать специальные очки, маски и шлемы, а также пользоваться щитком. Очки и маски оснащаются светофильтрами, которые могут быть съемными или затемняющимися.
Если человек постоянно занимается сварочными работами, то комплект защитных средств ему просто необходим. Современная защита очень удобная и легкая, ее можно подобрать индивидуально по размеру.
При электродуговой сварке может быть поражение электрическим током, поэтому необходимо соблюдать такие правила:
- Все провода должны быть надежно заизолированы.
- Корпусы источников питания должны заземляться.
- Применять автоматические схемы прерывания подачи высокого напряжения во время остановки сварки.
- Надежно изолировать электродержатель во избежание случайного контакта с токоведущими частями.
- В замкнутых помещениях работать на резиновых ковриках или в обуви с соответствующей подошвой, с источниками дополнительного освещения.
- Нельзя прикасаться к клеммам и зажимам цепи высокого напряжения.
- Окружать рабочее место негорючими материалами.
Особенности техники безопасности при газоплазменной сварке:
- Запрещается работать возле легковоспламеняющихся горючих веществ и топлива.
- Сварочные работы в помещении можно проводить лишь при работе принудительной вентиляции, с перерывами.
- При необходимости обработки толстого металла нужно пользоваться резаком с удлиненной трубкой, чтобы высокая температура нагрева не повредила работающему.
- Нужно следить за тем, чтобы на кислородные редукторы не попадало масло, во избежание взрыва. Не стоять перед первыми во время пуска газа. Все соединения проверять на герметичность.
- Нельзя одновременно запитывать несколько горелок через переходники.
- Транспортировать баллоны с газом с защитными колпаками и на специальных тележках во избежание повреждения.
При работе на оборудовании другого типа техника безопасности должна быть указана в документации этого оборудования.
Работа по сварке металлов и сплавов будет безопасной и эффективной, если вы будете следить за техническим состоянием агрегата и соблюдать правила эксплуатации.
Ремонт и обслуживание сварочных трансформаторов
Автор: Игорь
Дата: 12.05.2016
- Статья
- Фото
- Видео
Данная техника является достаточно простой, так как имеет понятный принцип действия, который основан на минимальном количестве дополнительных деталей, хотя многие факторы зависят от конкретной модели. Именно это и является одним из главных достоинств, так как обеспечивает высокую надежность эксплуатации при ответственном процессе сваривания. Благодаря этому, ремонт сварочных трансформаторов также становится намного более простым, чем другой техники. Но даже самая надежная техника может выходить из строя, особенно, если речь идет о неправильной эксплуатации, которая противоречит заданным режимам.
Естественно, что у каждого аппарата имеются свои особенности, но у большинства из них уязвимые места являются одними и теми же. Самой слабой частью такого устройства, как сварочный трансформатор, является клеменная колодка. К ней подключаются соединительные кабели. Из-за плохого контакта, в то время как значение сварочного тока является достаточно высоким, соединение сильно нагревается. Через некоторое время соединение может разрушиться, так как разогреваются и соединяющие провода, что может привести к замыканию системы. Чтобы осуществить ремонт сварочного трансформатора своими руками в данном случае нужно зачистить поверхности контактов, перебрать греющееся соединение и обеспечить плотный контакт в дальнейшем. Но это один из самых простых способов, так как встречаются и более сложные поломки, требующие, для своего исправления, профессионального вмешательства и длительного ремонта.
Виды неисправностей и способы устранения 
Самостоятельное отключение техники во время работы. Это случается из-за срабатывания внутренней защиты трансформатора. Когда трансформатор включается в сеть, то защита срабатывает на определенном этапе работы и производится отключение. Мощность сварочного трансформатора может быть не рассчитана на используемые режимы работы. Также это может происходить по причине замыкания цепи между проводами или корпусом и проводом, между листами электропровода, витками катушки или при пробое конденсаторов. Для ремонта в первую очередь нужно отключить технику от сети. Затем требуется найти место дефекта и устранить его. После следует восстановить изоляцию, а также, при необходимости, заменить конденсаторы.
![]()
![]()
Ремонт сварочного трансформатора
Сильный гул во время работы . Как правило, эта проблема сопровождается сильным перегревом. В качестве причины выделяется ослабление болтов, которые стягивают листы магнитопровода. Также может быть сломан механизм закрепления катушки или крепление сердечника. Все может иметь более банальный характер, так как гудение появляется из-за перегрузки техники, что также случается и при замыкании. Чтобы устранить неисправности сварочного трансформатора в данном случае нужно подтянуть все крепления, а также устранить неисправности в креплении катушек и сердечника. Проверить изоляцию в кабелях для сварки.
Большой перегрев аппарата . Зачастую здесь происходит нарушение правил эксплуатации, к примеру, превышение сварочного тока, который оказывается выше нормы. Также может быть слишком большие сварочные электроды или длительное время беспрерывной работы. В некоторых случаях просто оказывается неисправной система охлаждения. Для ремонта приходится заменить эту систему или более четко подбирать режимы.
Более низкое фактическое значение сварочного тока, чем должно быть по номиналу . Такое явление наблюдается, когда в питающей сети напряжение ниже, чем требуется. Таким образом, оно понижается и на выходе аппарата в пропорциональном соотношении.
Некорректная регулировка тока и прочих параметров . Здесь могут быть поломки в механизмах регулировки. Каждый такой механизм может быть уникальным для отдельного сварочного аппарата. Зажимы регулятора могут быть замкнутыми, а вторичные катушки просто заблокированы в одном положении, что мешает их перемещению. При ремонте снимается кожух корпуса и исследуются все механизмы, в которых может возникать проблема.
Обрыв дуги без возможности ее восстановления . В таких случаях вместо дуги появляются только искры. Причиной такой ситуации является пробой обмотки сварочной цепи, нарушение соединений клемм аппарата или замыкание между проводами.
При отсутствии нагрузок аппарат потребляет из сети большие токи. Здесь возникает замыкание витков обмотки, которое можно устранить с помощью восстановления изоляции. Также может спасти полная намотка сварочного трансформатора.
Техническое обслуживание
- Производится очистка сварочного аппарата от пыли при помощи продувания.
- Проверяется сопротивление изоляции при помощи омметра. Сначала данные берутся между корпусом и первичный цепью, потом между корпусом и вторичной цепью. Значения не должны превышать 2,5 МОм. В ином случае технику нужно просушить теплым воздухом.
- Проверить напряжение в сети.
- Путем использования перемычек установить требуемый рабочий диапазон параметров.
- Проверить исправность автоматического выключателя.
- Включить аппарат и попробовать выставить различные параметры, проверяя тем самым устройства работы всех систем.
- Отключить технику от сети.
Во время технического обслуживания проверяется схема обмотки сварочного трансформатора, которая должна соответствовать номинальной. Также следует отдельно проверить заземление. Обмотки проверяются при помощи прозвона и если наблюдаются какие-либо неполадки, то следует узнать, как намотать сварочный трансформатор заново, чтобы устранить имеющиеся неполадки.
Если не проводить периодическое обслуживание и не контролировать работоспособность оборудования, своевременно отыскивая неполадки, то может случиться серьезная поломка, которая потом потребует дорогостоящего ремонта. Ведь лучше сразу узнать, как прозвонить вторичные обмотки сварочного трансформатора, чем потом менять всю катушку. Также это поможет узнать, соблюдается лир инструкция по эксплуатации сварочного трансформатора или же нужно менять рабочие параметры для сохранения работоспособности техники. На предприятиях периодичность обслуживания определяется регламентом.
Техника безопасности при проведении ремонта и обслуживания
Работа с трансформатором, в основном, грозит в себе риск поражения током. Поэтому, все условия должны отвечать правилам электробезопасности. В первую очередь, техника должна быть отключена от питания. Ее корпус и остальные детали должны быть надежно заземлены. Во время работы следует использовать изолированные инструменты, а также применять личные средства безопасности. Техника безопасности при ремонте сварочного трансформатора запрещает складывание инструментов непосредственно на самом трансформаторе или внутри него.
Запрещается эксплуатировать технику, которая имеет явные неполадки. Также не стоит приближаться к ней, поэтому, лучше разу отключить все от сети. Не стоит проводить работы с горячим оборудованием. После ремонта технику нужно проверять в режиме холостого хода, а после этого только пускать в дело.

