
Протяжной станок: полный обзор, модели, технические характеристики, особенности использования
Станок протяжной
Станок протяжной — это устройство, предназначенное для обработки металлических поверхностей с разными видами профиля. Существует два вида станков: стандартные и специальные (обрабатывающие наружные и внутренние поверхности металлоконструкций).
Эксплуатация и применение протяжных станков
Данный вид станков чаще всего используется для крупномасштабного производства изделий из металла. Качество изделий «на выходе» зависит от точности и мощности оборудования, так как протяжка металла проходит в условиях жестких нагрузок (изгибы, растяжение и сжатие металла). Прежде, чем использовать станок, металл обрабатывают, развертывают, сверлят, создавая максимально точные заготовки.
Станок протяжной используется для выполнения следующих операций:
· Калибровка отверстия (фигурного, многогранного, цилиндрического и пр.).
· Коррекция наружного профиля сложной конструкции.
· Нарезка канавки шпоночной и шлица.
· Обработка посадочной поверхности лопатки для турбины авиационного двигателя.
· Обработка и корректировка отверстия для огнестрельного оружия нарезного типа (ствол пушки, пулемета, пистолетный ствол).
В мелкомасштабном производстве оборудование используется для создания отверстий в шестеренках и втулках, шпоночных и шлицевых канавок.
Основные характеристики протяжных станков:
· Тяговая сила (максимальный показатель — 1 Мн);
· Скорость протягивания (от 1,5 до 15 м/мин., в зависимости от назначения станка);
· Длина хода каретки (максимальный показатель — 2 метра);
· Конструкция привода (гидравлическая или электромеханическая);
· Точность работы (от 1 до 10 класса).
Тяговая сила станка зависит от каретки. Для станков общего назначения характерна скорость протягивания от 15 до 20 м/мин. и привод, основанный на гидравлике, а для станков непрерывного действия скорость протягивания от 1,5 до 15 м/мин. и электромеханический привод. В массовом производстве используются станки 1-2 класса, не допускающие погрешностей. Их точность достаточно высока. Станок протяжной 3-10 класса может оставлять на отшлифованных поверхностях мелкие шероховатости или неровности.
Устройство и принцип работы протяжного станка
Станки классифицируют по двум основным признакам: по форме конструкции (вертикальные и горизонтальные) и по форме обработки металла (наружное и внутреннее протягивание, а так же станки, обрабатывающие металл обеими при помощи двух этих способов).
Направляющая каретки, при помощи гидравлического привода перемещает ползун, заканчивающийся приспособлением, закрепляющим протяжку. Если используется длинная протяжка — её конец поддерживается при помощи подвижного люнета. Заготовка устанавливается в центре конструкции и двигается через протяжку по ползуну.
Ползун, несущий протяжку, перемещается по вертикальной направляющей каретки. Вращение осуществляется при помощи двух бабок (первая вращается, вторая поддерживает вращение). В процессе обработки заготовки протяжка двигается в сторону вращающегося вала.
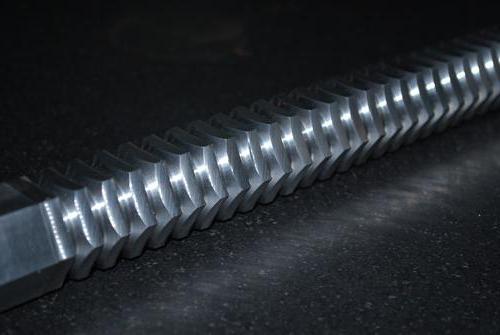
Протяжка представляет собой длинный, тонкий, прямоугольный инструмент с множеством лезвий. Врезаясь в металл, она создает в металлоконструкции отверстия нужной формы.
Дополнительное оборудование
Конструкция станка может требовать использования дополнительного оборудования: машинных тисков, прижимных планок. В комплекте с плоским замком протяжки часто используется поперечная шпонка, для цилиндрического замка — скоба и клин. Современные протяжные станки подразумевают использование электронного оборудования, контролирующего процесс производства, но это оборудование включается в конструкцию станка.
Б/у станок протяжной может стоить от 2 500 000 руб. На более сложные конструкции цена возрастает. Максимальная цена протяжного станка 10 000 000 руб.
7523 Станок горизонтально-протяжной
описание, характеристики, схемы
Сведения о производителе протяжного станка 7523
Разработчиком и изготовителем горизонтально-протяжного станка 7523 является Минский станкостроительный завод имени С.М.Кирова, основанный в 1881 году.
Станки, выпускаемые Минским станкостроительным заводом имени С.М.Кирова
- 7А510 — станок протяжной горизонтальный 100 кН
- 7А534 — станок протяжной горизонтальный 250 кН
- 7Б55 — станок протяжной горизонтальный 100 кН
- 7Б56 — станок протяжной горизонтальный 200 кН
- 8В66 — станок отрезной круглопильный автомат Ø 280
- 8В66А — станок отрезной круглопильный автомат Ø 280
- 8Г662 — станок отрезной круглопильный автомат Ø 280
- 8Г663 — станок отрезной круглопильный автомат Ø 285
- 7523 — станок протяжной горизонтальный 100 кН
- 7534 — станок протяжной горизонтальный 250 кН
- МП8-876 — станок деревообрабатывающий комбинированный бытовой
- МП8-1540 — станок деревообрабатывающий комбинированный бытовой
7523 Станок протяжной горизонтальный для внутреннего протягивания. Назначение и область применения
Протяжной станок 7523 заменил в производстве устаревшую модель 7Б55 и был заменен на более совершенную модель 7А523.
Станок 7523 предназначен для обработки протягиванием сквозных отверстий (предварительно обработанных и необработанных) различной конфигурации: круглых, шлицевых, прямоугольных, со шпоночными пазами и прочих входит в состав новой унифицированной гаммы протяжных станков.
При оснащении полуавтомата специальными приспособлениями на нем можно производить обработку протягиванием также и наружных поверхностей различной формы.
Наиболее эффективно использование полуавтомата в массовом и крупносерийном производстве. Однако простота переналадки позволяет успешно применять его в мелкосерийном и единичном производстве.
Принцип работы и особенности конструкции станка
При оснащении автоматизированным загрузочно-выгрузочным устройством полуавтомат может работать в автоматическом режиме, а также встраиваться в автоматические линии.
Основные преимущества нового полуавтомата — повышенная производительность и надежность.
Более высокая производительность обусловлена повышением коэффициента технического использования станка, уровня механизации и автоматизации.
Повышенную надежность полуавтомата обеспечивают:
- новая конструкция гидропривода главного движения на базе аксиально-поршневых насосов;
- новая более совершенная система смазки, обеспечивающая строго дозированную подачу смазывающей жидкости в каждую точку с контролем подачи и сигнализацией в случае несрабатывания;
- введение двойной фильтрации рабочей жидкости с использованием тонкой очистки с электровизуальной сигнализацией и высокой степенью очистки;
- применение беструбного метода монтажа притычкой и модульной гидроаппаратуры с использованием унифицированных плиток;
- применение новой силовой электрической аппаратуры;
- укладка электроприводов в металлические короба.
Удобство обслуживания полуавтомата улучшено за счет:
- усовершенствования механизма регулировки длины хода рабочих салазок;
- введения в конструкцию полуавтомата электросекундомера для измерения скорости перемещения рабочих салазок;
- оснащения полуавтомата счетчиком циклов для счета количества обработанных деталей и определения необходимости переточки протяжки;
- соединения электрошкафа со станком и гидробаком, а также со средствами автоматизации штепсельных разъемов.
По заказу полуавтомат модели 7523 может поставляться с наладкой для обработки одной или нескольких определенных деталей, а также без приставной станины (модификации 7523-002).
Шероховатость обработанной поверхности Ra 3,2. 0,4 мкм.
Разработчик — Минское специальное конструкторское бюро протяжных станков.
7523 Габарит рабочего пространства протяжного станка

Габарит рабочего пространства протяжного станка 7523
7523 Фото протяжного горизонтального станка

Фото протяжного станка 7523

Фото протяжного станка 7523

Фото протяжного станка 7523
7523 Схема протяжной операции

Схема протяжной операции горизонтального станка 7523
Движение протяжки осуществляется с помощью гидропривода, имеющего два насоса. Один из них производительностью 200 л/мин служит для подачи масла в основной (рабочий) гидроцилиндр, другой — производительностью 25 л/мин — подает масло во вспомогательный гидроцилиндр. Гидропривод позволяет осуществлять три цикла работы: полный цикл, простой цикл и наладочный. Работу на полном цикле производят длинными протяжками (1200-1300 мм) с задним хвостовиком. Протяжку устанавливают хвостовиком во вспомогательный патрон, получающий движение от штока вспомогательного цилиндра. Протяжка перемещается, поддерживаемая роликом, к рабочему патрону. Патрон захватывает передний хвостовик протяжки» перемещает ее вместе со вспомогательным патроном до его раскрытия от копира, осуществяет рабочий и обратный хода, после которых вспомогательный патрон захватывает задний хвостовик протяжки и отводит ее в исходное положение.
Простой цикл применяют при использовании коротких протяжек. В этом случае протяжку закрепляют вручную в патроне, смонтированном на салазках, получающих горизонтальное перемещение от основного гидроцилиндра по направляющим станины. Перемещения вспомогательных салазок при этом цикле не происходит.
Наладочный режим используют при настройке станка. Этот режим включает необходимые для подготовки процесса протягивания движения инструмента.
Станок работает как полуавтомат, но при оснащении его автоматизированными приспособлениями для подачи и съема деталей может работать в автоматическом цикле и может быть встроен в автоматические линии. Применяется станок в крупносерийном и массовом производстве, а с учетом простой переналадки его можно использовать и в единичном и мелкосерийном производстве.
Одна из схем протягивания показана на рис. 50. Хвостовик протяжки 5 пропускают через отверстие обрабатываемой детали 7 и втулку 8 приспособления 6, установленного в опорной плите 9.
Левый конец протяжки закрепляют в автоматическом патроне, состоящем из корпуса 4, специальной втулки 10 с внутренним диаметром, соответствующим протяжке, и двух сухарей 3. В показанном положении пружина 2, распирая деталь 1, связанную со штоком силового цилиндра, и корпус 4, сдвигает сухари 3, вследствие чего последние захватывают хвостовик протяжки.
Когда протяжка перемещается влево, происходит обработка отверстия. Во время холостого хода протяжка возвращается в исходное положение.
Корпус 4, подойдя к приспособлению 6, упирается в него и останавливается.
Шток поршня и муфта 1, продолжая движение и сжимая пружину 2, сдвигают втулку 10 вправо, сухари 3 попадают в выточку а, и движение прекращается. Теперь хвостовик протяжки можно свободно вытащить из отверстия втулки 10, вставить в следующую деталь и, установив снова, начинать обработку.
Станок работает с полным и простым циклом. При полном цикле прямого хода осуществляется подвод протяжки, замедленный рабочий ход, настроенный рабочий ход — замедленный рабочий ход при работе калибрующих зубьев и стоп. При обратном ходе осуществляется замедленный ход и отвод протяжки. Простой цикл отличается от полного отсутствием подвода и отвода протяжки.
Полный цикл станка предусматривает:
- быстрый подвод протяжки к рабочему патрону и захват ее
- замедленный ход с большей скоростью (которая обеспечивает полное использование мощности привода)
- замедленный рабочий ход (для получения требуемой шероховатости при работе калибрующих зубьев протяжки)
- раскрытие вспомогательного патрона и вывод протяжки из детали
- остановка станка для выгрузки детали
- обратный ход рабочих салазок после повторного нажатия кнопки «Пуск цикла»
- захват заготовки вспомогательным патроном в начале обратного хода
- замедление скорости в конце обратного хода и раскрытие рабочего патрона
- отвод протяжки вспомогательными салазками
- останов
Возможен неполный цикл без подвода и отвода протяжки, когда вспомогательные узлы не действуют.
Во избежание провисания свободного конца протяжки, когда она закреплена только в одном из патронов, предусмотрены поддерживающие ролики, которые могут быть отведены.
7523 Пример протяжных работ внутреннего протягивания

Пример протяжных работ внутреннего протягивания 7523
Модели и характеристики протяжных станков
Назначение протяжных станков заключается в точной обработке внутренней (внешней) поверхности детали по заданной конфигурации.

Горизонтальный протяжной станок
Контуры, получаемой после обработки поверхности, могут быть различной формы, которая задается профилем режущей протяжки.
1 Основные характеристики
Модели протяжных станков различаются по нескольким признакам:
- назначение — внутренняя или наружная протяжка;
- универсальность — общее и узкоспециализированное назначение;
- направление рабочего движения — горизонтальное или вертикальное;
- характер рабочего движения — круговое, движение протяжки, движение заготовки;
- число кареток — одна или несколько;
- позиция — обычные станки (однопозиционные), с поворотными столами (многопозиционные);
- наличие ЧПУ.

Отечественный горизонтальный протяжной станок
Основными типами являются:
- горизонтально протяжной станок (для внутренней обработки отверстий);
- вертикально протяжный станок (для внутреннего и наружного протягивания);
- ЧПУ центры, которые имеют устройства автоматической установки/снятия заготовок и смену инструмента.
К рабочим характеристикам относятся такие показатели как тяговая сила — от 50 до 1000 кН, и длина хода протяжки — от 1000 до 2000 мм.
1.1 Горизонтально протяжные станки
Используются для обработки внутренних и внешних поверхностей деталей в линейном направлении при помощи протяжек, которые имеют различные профили.
При работе используется только прямолинейное движение инструмента (протяжки) или заготовки (детали) в горизонтальном направлении. Выборка (срезание) материала происходит за счет равномерного подъема зубьев на протяжке по всей ее длине. Рабочий процесс может быть автоматизирован за счет установки систем ЧПУ.
к меню ↑
1.2 Процесс работы г оризонтально-протяжного станка СГП12 (видео)
к меню ↑
1.3 Вертикально протяжные станки
Принцип работы вертикально протяжного станка такой же, как и у горизонтального варианта, но имеется несколько преимуществ:
- ось протяжки не провисает и не искривляется;
- при модернизации по увеличению производительности, проще устанавливаются дополнительные протяжки;
- небольшая занимаемая производственная площадь, так как рабочее движение происходит вертикально.
2 Модели протяжных станков
В своем большинстве все, как горизонтально, так и вертикально ориентированные станки, работают в полуавтоматическом режиме. Некоторые модели оснащены ЧПУ, что значительно упрощает и ускоряет процесс производства. Привод может быть гидравлическим или электромеханическим.
2.1 Модель 7Б55
Горизонтально протяжной станок 7Б55 используется для обработки внутренних поверхностей, имеющих различную форму и размеры, методом протягивания. Устройство станка 7Б55 выглядит следующим образом:
Во внутренней части сварной полой станины расположен гидравлический привод, состоящий из силового цилиндра и штока, который на салазках может перемещаться по направляющим.

Горизонтально протяжной станок, модель 7Б55
На шток (в его свободной части) насажена втулка, имеющая патрон для крепления протяжки. Другой конец режущего инструмента закрепляется во вспомогательном патроне.
Устройство для крепления заготовки вместе с самой заготовкой упираются в корпус станины. При рабочем ходе вспомогательный патрон на салазках передвигается вместе с протяжкой до жесткого упора, после чего связь между ними обрывается подпружиненным кулачком. При возврате инструмента после выполнения операции резания, протяжка снова соединяется со вспомогательным патроном.
Устройство станка 7Б55 рассчитано на полуавтоматический режим работы, но есть возможность установки элементов ЧПУ для полной автоматизации рабочего процесса.
Перемещение протяжки обеспечивает гидравлическое устройство, которое имеет два насоса высокого давления. Один подает масло в главный цилиндр со скоростью 200 литров в минуту, другой обеспечивает вспомогательный гидроцилиндр подачей масла со скоростью 25 литров в минуту.
Сила протягивания равна 98 кН, рабочий ход — 1600 мм, скорость при протягивании — от 1,5 до 11,5 метров в минуту, при обратном ходе — от 20 до 25 м/мин. Мощность электродвигателя для главного насоса — 17 кВт. Общий вес — 6900 кг.
к меню ↑
2.2 Модель 7523
Станок модели 7523 — это горизонтальный протяжной полуавтомат. Используется для обработки деталей имеющих сквозные отверстия различных размеров и формы методом протягивания.

Горизонтально-протяжной станок, модель 7523
На полуавтомате 7523 протягиваются круглые и шлицевые отверстия, шпоночные пазы и так далее. Станок 7523 был запущен в производство в 1987 году и пришел на смену несколько устаревшему 7Б57.
Характеристики горизонтального протяжного станка 7523:
- класс точности — Н;
- рабочая тяговая сила — 100 кН;
- ход рабочих салазок — 1250 мм;
- мощность электропривода- 11 кВт;
- габаритные размеры по длине, ширине, высоте — 6000×2000х1715 мм;
- вес — 4100кг.
2.3 Модель 7534
Горизонтально протяжной агрегат 7534 используется для обработки протягиванием круглых, шлицевых отверстий, шпоночных пазов различных размеров и формы. Применяется при крупно и мелкосерийном производстве, а также для индивидуального использования.
Полуавтомат 7534 может быть оснащен дополнительным оборудованием, при помощи которого становится возможна обработка протягиванием внешних поверхностей различной формы.

Горизонтально-протяжной станок, модель 7534
На станке 7534 допускается установка автоматического загрузочно-разгрузочного устройства и под управлением ЧПУ процесс работы станка 7534 становится полностью автоматическим.
Особенности горизонтально протяжного станка 7534:
- гидропривод рабочего движения обеспечен аксиально-поршневым насосом;
- современная система смазки, которая имеет дозированную подачу масла и сигнализацию, оповещающую о прекращении смазывания;
- двойная фильтрация рабочей жидкости с использованием фильтра тонкой очистки и электровизуальным контролем степени очистки;
- монтаж гидравлического оборудования без трубок, при котором используются унифицированные плиты;
- имеет теплообменное устройство, которое охлаждает масло в гидравлическом приводе воздушным методом.
- тяговое усилие — 250 кН;
- ход рабочих салазок — 1600 мм;
- поверхность рабочей плиты — 450×450 мм;
- планшайба по диаметру — 360 мм;
- скорость при рабочем ходе — от 1 до 13 метров в минуту;
- максимальный наружный диаметр обрабатываемой детали — 600 мм;
- габаритные размеры — 7205×2200х1810 мм;
- вес — 6250 кг.
2.4 Самодельный протяжный станок
Изготовить своими руками протяжный станок, для работы в индивидуальных целях, особой необходимости у домашних мастеров нет. Но все же, существуют специалисты, которые индивидуально занимаются таким типом обработки деталей в достаточно больших объемах. Поэтому изготовление своими руками устройства, в котором используется режущая протяжка для них вполне актуально.

Вертикально-протяжной станок RISH-M
Сам станок, который будет изготовлен своими руками, может быть простым устройством, которое обеспечивает прямолинейное движение режущего инструмента (протяжки) при помощи гидравлики или электромеханики. Более простым вариантом является выполнение гидравлического привода.
Основной проблемой, которая возникает при работе своими руками на самодельном станке — это обеспечение производства протяжками (режущим инструментом). Самостоятельно изготовить его сложно, поэтому в своих расчетах, по сборке домашнего станка своими руками, следует отталкиваться от уже готовых производственных комплектующих.
- станина (полый сваренный из листового металла короб);
- гидравлический (электромеханический) привод;
- салазки, передвигающиеся по направляющим внутри короба;
- шток, закрепленный на салазках и имеющий патрон для закрепления протяжки с одного конца;
- устройство крепления заготовки в торце короба;
- элементы управления движением режущего инструмента.
Для работы с небольшими деталями, к примеру, проделывание выборки в отверстии насадки шестеренки для шплинта, крепление свободного конца протяжки не обязательно. Смазку и охлаждение режущей поверхности протяжки можно проводить вручную, не создавая для этого особой конструкции.
Протяжные станки — принцип работы, технические характеристики

Станок протяжной — это устройство, предназначенное для обработки металлических поверхностей с разными видами профиля. Существует два вида станков: стандартные и специальные (обрабатывающие наружные и внутренние поверхности металлоконструкций).
Эксплуатация и применение протяжных станков
Данный вид станков чаще всего используется для крупномасштабного производства изделий из металла. Качество изделий «на выходе» зависит от точности и мощности оборудования, так как протяжка металла проходит в условиях жестких нагрузок (изгибы, растяжение и сжатие металла). Прежде, чем использовать станок, металл обрабатывают, развертывают, сверлят, создавая максимально точные заготовки.
Станок протяжной используется для выполнения следующих операций:
· Калибровка отверстия (фигурного, многогранного, цилиндрического и пр.).
· Коррекция наружного профиля сложной конструкции.
· Нарезка канавки шпоночной и шлица.
· Обработка посадочной поверхности лопатки для турбины авиационного двигателя.
· Обработка и корректировка отверстия для огнестрельного оружия нарезного типа (ствол пушки, пулемета, пистолетный ствол).
В мелкомасштабном производстве оборудование используется для создания отверстий в шестеренках и втулках, шпоночных и шлицевых канавок.
1. Назначение и классификация строгальных станков
Станки, предназначенные для обработки заготовок строганием, долблением и протяжкой, составляют седьмую группу металлорежущего оборудования по классификации табл. 1.5. Станки этой группы по конструктивному исполнению подразделяют на продольно-строгальные одностоечные и двустоечные, поперечно-строгальные, долбежные, горизонтальные протяжные, полуавтоматы для внутреннего протягивания и вертикально-протяжные полуавтоматы для внутреннего и наружного протягивания. Продольно-строгальные станки мод. 7210, 7212—7216 — двустоечные, а мод. 7110, 7112, 7116 — одностоечные.
Все одностоечные и двустоечные продольно-строгальные станки имеют угол поворота суппортов 60о. У станков мод. 7212Г и 7216Г наибольшее перемещение гильзы головки составляет 200 мм, а подача кареток — бесступенчатая 20…125 мм/мин.
Отечественная промышленность производит следующие модели поперечно-строгальных станков: 7А311, 7Е35, 7М36, 7Д36, 7Д36Ц, 7307, 7307Д, 7Д37Ц, 7310Д. Станки мод. 7А311 и 7Е35 — с механическим приводом, остальные — с гидравлическим. Для всех станков, кроме мод. 7А311, 7Е35 и 7307, скорость ползуна составляет 3…48 м/мин.
Различают строгальные станки универсальные и специализированные. К универсальным относят поперечнои продольно-строгальные, а также долбежные. Для обработки горизонтальных, вертикальных и наклонных поверхностей деталей применяют поперечно-строгальные станки.
Горизонтальные протяжные полуавтоматы для внутреннего протягивания представлены моделями 7Б55, 7Б66У, 7Б56, 7Б56У, 7Б56САУ, 7Б57 и 7Б58. Полуавтоматы мод. 7Б55У и 7Б56У являются модификацией полуавтоматов соответственно мод. 7Б55 и 7Б56 и отличаются отсутствием приставной станины с механизмом автоматического подвода и отвода протяжки. Вертикальные протяжные полуавтоматы для внутреннего и наружного протягивания характеризуются в основном следующими моделями: 7Б64, 7Б65, 7Б66, 7Б67, 7Б68, 7Б74, причем модели 7Б64, 7Б65, 7Б66, 7Б67 предназначены для внутреннего протягивания, а остальные — для наружного. Полуавтоматы мод. 7В75Д и 7В76Д сдвоенные с двумя салазками и двумя подводными столами, работающими поочередно.
Долбежные станки станкостроительная промышленность выпускает следующих моделей: 7А412, 7Д430, 7Д450, 7410, 7414. Станки мод. 7Д430 и 7Д450 с гидравлическим приводом, остальные — с электроприводом. При этом станки мод. 7410 и 7414 имеют привод от регулируемых электродвигателей постоянного тока. У всех станков угол поворота стола составляет 360о.
7523 Станок протяжной горизонтальный для внутреннего протягивания. Назначение и область применения
Протяжной станок 7523 заменил в производстве устаревшую модель 7Б55 и был заменен на более совершенную модель 7А523.
Станок 7523 предназначен для обработки протягиванием сквозных отверстий (предварительно обработанных и необработанных) различной конфигурации: круглых, шлицевых, прямоугольных, со шпоночными пазами и прочих входит в состав новой унифицированной гаммы протяжных станков.
При оснащении полуавтомата специальными приспособлениями на нем можно производить обработку протягиванием также и наружных поверхностей различной формы.
Наиболее эффективно использование полуавтомата в массовом и крупносерийном производстве. Однако простота переналадки позволяет успешно применять его в мелкосерийном и единичном производстве.
Принцип работы и особенности конструкции станка
При оснащении автоматизированным загрузочно-выгрузочным устройством полуавтомат может работать в автоматическом режиме, а также встраиваться в автоматические линии.
Основные преимущества нового полуавтомата — повышенная производительность и надежность.
Более высокая производительность обусловлена повышением коэффициента технического использования станка, уровня механизации и автоматизации.
Повышенную надежность полуавтомата обеспечивают:
- новая конструкция гидропривода главного движения на базе аксиально-поршневых насосов;
- новая более совершенная система смазки, обеспечивающая строго дозированную подачу смазывающей жидкости в каждую точку с контролем подачи и сигнализацией в случае несрабатывания;
- введение двойной фильтрации рабочей жидкости с использованием тонкой очистки с электровизуальной сигнализацией и высокой степенью очистки;
- применение беструбного метода монтажа притычкой и модульной гидроаппаратуры с использованием унифицированных плиток;
- применение новой силовой электрической аппаратуры;
- укладка электроприводов в металлические короба.
Удобство обслуживания полуавтомата улучшено за счет:
- усовершенствования механизма регулировки длины хода рабочих салазок;
- введения в конструкцию полуавтомата электросекундомера для измерения скорости перемещения рабочих салазок;
- оснащения полуавтомата счетчиком циклов для счета количества обработанных деталей и определения необходимости переточки протяжки;
- соединения электрошкафа со станком и гидробаком, а также со средствами автоматизации штепсельных разъемов.
По заказу полуавтомат модели 7523 может поставляться с наладкой для обработки одной или нескольких определенных деталей, а также без приставной станины (модификации 7523-002).
Шероховатость обработанной поверхности Ra 3,2… 0,4 мкм.
Разработчик — Минское специальное конструкторское бюро протяжных станков.
Устройство и принцип работы протяжного станка
Станки классифицируют по двум основным признакам: по форме конструкции (вертикальные и горизонтальные) и по форме обработки металла (наружное и внутреннее протягивание, а так же станки, обрабатывающие металл обеими при помощи двух этих способов).
Направляющая каретки, при помощи гидравлического привода перемещает ползун, заканчивающийся приспособлением, закрепляющим протяжку. Если используется длинная протяжка — её конец поддерживается при помощи подвижного люнета. Заготовка устанавливается в центре конструкции и двигается через протяжку по ползуну.
Ползун, несущий протяжку, перемещается по вертикальной направляющей каретки. Вращение осуществляется при помощи двух бабок (первая вращается, вторая поддерживает вращение). В процессе обработки заготовки протяжка двигается в сторону вращающегося вала.
Протяжка представляет собой длинный, тонкий, прямоугольный инструмент с множеством лезвий. Врезаясь в металл, она создает в металлоконструкции отверстия нужной формы.
3. Продольно-строгальные и долбежные станки
Универсальный двухстоечный продольно-строгальный станок мод. 7212 предназначен для отделочной обработки плоскостей и прорезания длинных пазов различного профиля.
Техническая характеристика. Наибольшие поперечные размеры: ширина — 1250 мм; высота — 1120 мм; размеры рабочей поверхности стола — 1120… 4000 мм; подача суппортов: при движении по поперечине — 0,5…25; при остальных движениях — 0,25…12,5 мм/дв. ход. Основным узлом станка является стол, на котором закрепляют обрабатываемую заготовку. Стол перемещается возвратно-поступательно относительно неподвижных резцов, установленных в суппортах. Движение стола — главное движение резания; обратный ход стола — вспомогательный, осуществляемый с большой скоростью, причем во время обратного хода резцы поднимаются. Несущую систему станка образуют станина, стойка и соединительная балка наверху.
Два суппорта на поперечине и один суппорт на стойке совершают вертикальные и горизонтальные движения и являются установочными или служат для периодической подачи резцов, а также их углубления. Суппорт может быть повернут на угол 60о. Рядом со станиной смонтирован привод стола.
Главное движение — движение резания, т. е. движение стола с обрабатываемой заготовкой сообщается от двигателя постоянного тока М1 через двухступенчатую коробку скоростей с зубчатой муфтой М1 и косозубую реечную передачу (рис. 2). Максимальная скорость перемещения стола vmax = (17/63) (26/49) 3,14 12 10 = 80 м/мин. Технические характеристики долбежных станков приведены в табл. 2.
Таблица 2. Долбежные станки
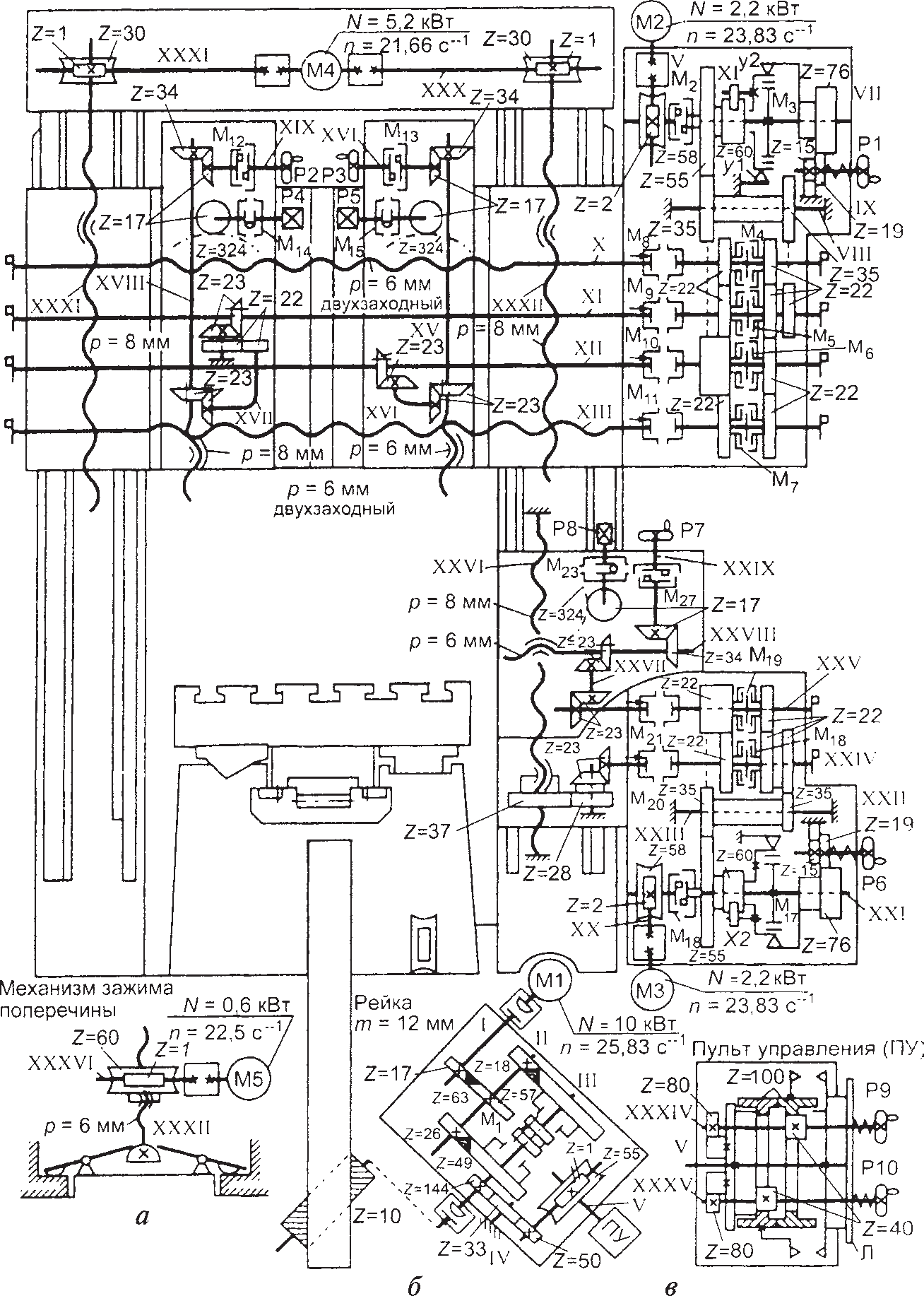
Рис. 2. Кинематическая схема двухстоечного продольно-строгального станка: а — механизм зажима поперечины; б — стол; в — пульт управления
Дополнительное оборудование
Конструкция станка может требовать использования дополнительного оборудования: машинных тисков, прижимных планок. В комплекте с плоским замком протяжки часто используется поперечная шпонка, для цилиндрического замка — скоба и клин. Современные протяжные станки подразумевают использование электронного оборудования, контролирующего процесс производства, но это оборудование включается в конструкцию станка.
Б/у станок протяжной может стоить от 2 500 000 руб. На более сложные конструкции цена возрастает. Максимальная цена протяжного станка 10 000 000 руб.
7523 Фото протяжного горизонтального станка
Фото протяжного станка 7523
Фото протяжного станка 7523. Смотреть в увеличенном масштабе
Фото протяжного станка 7523
Фото протяжного станка 7523. Смотреть в увеличенном масштабе
Фото протяжного станка 7523
Фото протяжного станка 7523. Смотреть в увеличенном масштабе
Основные характеристики
Модели протяжных станков различаются по нескольким признакам:
- назначение — внутренняя или наружная протяжка;
- универсальность — общее и узкоспециализированное назначение;
- направление рабочего движения — горизонтальное или вертикальное;
- характер рабочего движения — круговое, движение протяжки, движение заготовки;
- число кареток — одна или несколько;
- позиция — обычные станки (однопозиционные), с поворотными столами (многопозиционные);
- наличие ЧПУ.

Отечественный горизонтальный протяжной станок
Основными типами являются:
- горизонтально протяжной станок (для внутренней обработки отверстий);
- вертикально протяжный станок (для внутреннего и наружного протягивания);
- ЧПУ центры, которые имеют устройства автоматической установки/снятия заготовок и смену инструмента.
«Эксплуатационные параметры ленточнопильных станков».
К рабочим характеристикам относятся такие показатели как тяговая сила — от 50 до 1000 кН, и длина хода протяжки — от 1000 до 2000 мм.
особенности модельного ряда деревообрабатывающих станков Штурм.
Горизонтально протяжные станки
Используются для обработки внутренних и внешних поверхностей деталей в линейном направлении при помощи протяжек, которые имеют различные профили.
При работе используется только прямолинейное движение инструмента (протяжки) или заготовки (детали) в горизонтальном направлении. Выборка (срезание) материала происходит за счет равномерного подъема зубьев на протяжке по всей ее длине. Рабочий процесс может быть автоматизирован за счет установки систем ЧПУ.
к меню
Процесс работы горизонтально-протяжного станка СГП12 (видео)
Вертикально протяжные станки
Принцип работы вертикально протяжного станка такой же, как и у горизонтального варианта, но имеется несколько преимуществ:
- ось протяжки не провисает и не искривляется;
- при модернизации по увеличению производительности, проще устанавливаются дополнительные протяжки;
- небольшая занимаемая производственная площадь, так как рабочее движение происходит вертикально.
7523 Пример протяжных работ внутреннего протягивания
Пример протяжных работ внутреннего протягивания 7523
7523 Технические характеристики протяжного станка
Технические характеристики протяжного станка 7523
Технические характеристики протяжного станка 7523. Смотреть в увеличенном масштабе
7523 Установочный чертеж протяжного станка
Установочный чертеж протяжного станка 7523
Установочный чертеж протяжного станка 7523. Смотреть в увеличенном масштабе
Протяжной инструмент
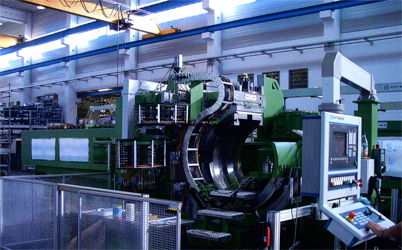
Современный горизонтально-протяжной станок
Протяжной станок – функциональное и востребованное оборудование
Протяжное оборудование – техника, которая нашла свое прямое применение в многосерийном промышленном производстве. Основное назначение данного оснащения — высокоточное изготовление внешних и внутренних поверхностей заготовок разнообразного профиля.
Станок протяжной – это устройство, успешно конкурирующее с таким оборудованием, как фрезерный станок, агрегаты для долбления и строгания, шлифования и точения, зенкерования и растачивания и т.д. К тому же иногда, кроме как методом протягивания, изготовить деталь иным способом невозможно. Именно поэтому протяжной станок является самым популярным и востребованным оборудованием на любом промышленном производстве.
Кроме того, сегодня успешно вошли в эксплуатацию усовершенствованные и современные устройства с ЧПУ, управление которыми совершается с помощью компьютера и специального программного обеспечения.
Основной отличительной особенностью протяжного станка является то, что изготовление деталей на нем происходит методом протягивания – многолейзвиного резания, при этом совмещается черновое и чистовое резание.
Также протягивание — это один из немногих способов, что обеспечивает высокую точность изготовления деталей и отличное качество обрабатываемых поверхностей.
Протяжной станок купить – значит приобрести высокопроизводительное и уникальное оборудование, которое позволит существенно повысить рентабельность и прибыльность производства.
Учитывая то, что сегодня производители такого промышленного оснащения предлагают огромный выбор моделей, следует знать, по каким основным свойствам его разделяют и какие виды существуют.
Протяжные станки отличаются по таким свойствам:
- функциональность (бывают для внутреннего или внешнего протяжения);
- уровень функциональности (узкоспециализированные, универсальные и широкоспециализированные);
- тип и способ движения рабочего (существуют модели с горизонтальным и вертикальным креплением детали, с непрекращающимся шагом прямого хода конвейера и круговым шагом, ходом по кругу, с комбинированным ходом (одновременно));
- число стоек и кареток (простые, с единой стойкой или со столами поворотными (многостоечные), с одной или несколькими каретками).
Преимущественно для протяжения внутреннего применяют станки горизонтальные, а вот вертикальные могут использоваться для протяжения внутреннего и наружного.
Добавлено: 2.09.2016 19:49:26
Еще статьи в рубрике Производители современного оборудования и инструмента, рассказывают о своей продукции в статьях и полезных советах:

 Цена бытовки 3х4
Цена бытовки 3х4
Если Вы хотите купить бытовку 3х4, цена которой довольно невысока, рекомендует обратить внимание на изделия компании ООО «СК Блок», занимающейся их .
 Успешная компания на рынке продажи инструментов
Успешная компания на рынке продажи инструментов
Любой строитель, и даже просто любитель мастерить или ремонтировать что-то своими руками, согласится, что надёжный инструмент – залог успеха. .
 Крупнопортальный центр CMS помог СК «Русь» занять лидирующие позиции в отрасли
Крупнопортальный центр CMS помог СК «Русь» занять лидирующие позиции в отрасли
Благодаря крупнопортальному центру CMS стало возможным обрабатывать автоматически любые заготовки независимо от длины (до 40 м.) и конфигурации. Погрешность при выполнении .
- станина 6 — массивная чугунная отливка, имеющая внутри ребра и перегородки для прочности и жесткости; внутри помещены привод станка, коробка скоростей и кулисный механизм;
- ползун 5 — чугунная пустотелая отливка, передвигающаяся по верхним горизонтальным направляющим станины; для обеспечения прочности внутри расположены ребра жесткости; от плавности и точности перемещения по направляющим зависит качество обработки;
- суппорт 4 с резцедержателем 3, в котором крепят резец, размещен в передней части ползуна;
- стол 2 закреплен на передней стенке станины и поддерживается кронштейном.
- круглые длиной 300…1750 мм в диапазоне диаметров 10…130 мм;
- шлицевые прямобочные для шлицевых соединений с центрированием по наружному и внутреннему диаметрам длиной 350…1750 мм в диапазоне диаметров 12…130 мм;
- шлицевые эвольвентные для соединений с центрированием по наружному и внутреннему диаметрам в диапазоне модулей 1,0…5 мм (25…5DP), длиной от 350…1750 мм в диапазоне диаметров 12…130 мм;
- острошлицевые длиной от 350…1750 мм в диапазоне диаметров 12…130 мм;
- шпоночные (в том числе для шпоночных соединений в дюймовой системе) с шириной шлица 3…50 мм, длиной до 1500 мм;
- гранные длиной от 350…1750 мм в диапазоне диаметров 14…130 мм с шириной грани 10…90 мм;
- плоские для наружного протягивания с прямолинейным и фасонным профилем шириной 3…250 мм, высотой 8…250 мм, длиной до 1500 мм;
- прошивки любых видов (круглые, шлицевые, плоские, пазовые и т.д.).
 Современные виды горелок для полуавтоматов
Современные виды горелок для полуавтоматовСварочные полуавтоматы, являясь сложными механизмами, комплектуются составляющими деталями, нуждающимися в периодической замене. Горелка для полуавтомата относится именно к таким элементам. .
 Энергосберегающее холодильное оборудование
Энергосберегающее холодильное оборудование
Холодильное оборудование от поставщика в Москве можно заказать на сайте компании Фригодизайн. .
 Ремонт холодильного оборудования
Ремонт холодильного оборудования
Качественный и оперативный ремонт холодильного оборудования – это залог бесперебойной и многолетней работы промышленной и бытовой техники. .
Протяжные станки Современные технологии в мире протягивания. — презентация
Презентация была опубликована 6 лет назад пользователемЕгор Евстафьев
Похожие презентации
Презентация на тему: » Протяжные станки Современные технологии в мире протягивания.» — Транскрипт:
1 Протяжные станки Современные технологии в мире протягивания
4 Протяжные станки вертикальной компоновки Тяговое усилие от кН Тяговое усилие от кН Длина хода мм Длина хода мм Скорость резания 1-60м/мин Скорость резания 1-60м/мин Режим сухого резания Режим сухого резания С гидравлическим или электромеханическим приводом С гидравлическим или электромеханическим приводом Двухколонные или с подъемным столом Двухколонные или с подъемным столом Станки для спиралеобразного протягивания с ЧПУ Станки для спиралеобразного протягивания с ЧПУ Загрузка в ручном или автоматическом режиме Загрузка в ручном или автоматическом режиме Протягивание по мягкому и твердому материалу Протягивание по мягкому и твердому материалу Дополнительные операции по удалению грата, проведению измерения Дополнительные операции по удалению грата, проведению измерения
5 Протяжные станки вертикальной компоновки Протяжной станок с подъемным столом RISH-M 25 C 1600 x 500 с механическим приводом и автоматической системой загрузки/выгрузки
6 Протяжные станки горизонтальной компоновки Тяговое усилие от кН Тяговое усилие от кН Длина хода мм Длина хода мм Скорость резания Скорость резания 1-40м/мин 1-40м/мин С гидравлическим или электромеханическим приводом С гидравлическим или электромеханическим приводом Двухколонные или с подъемным столом Двухколонные или с подъемным столом Использование протяжек из твердых сплавов и быстрорежущей стали Использование протяжек из твердых сплавов и быстрорежущей стали Загрузка в ручном или автоматическом режиме Загрузка в ручном или автоматическом режиме
7 Протяжные станки горизонтальной компоновки Горизонтально- протяжной станок для наружного протягивания RAWX-M16 x 4250 x 500 под финишную обработку протяжкой зубчатых соединений и канавок, модуль 6-11,5. автоматическая разгрузка / загрузка
8 Протяжные станки горизонтальной компоновки Горизонтально- протяжной станок для наружного протягивания RAWA-M 16 x 2500 x 500 / HG для изготовления зубчатых реек рулевого управления. Длина заготовки от 500 до 1000мм. Наклон зацепления зуба ± 25°
9 Прогрессивная технология изготовления протяжек
11 имеет возможность заточить все режущие и вспомогательные кромки протяжки без переустанова; имеет возможность заточить все режущие и вспомогательные кромки протяжки без переустанова; 7 управляемых CNC осей 7 управляемых CNC осей Контроль положения детали Контроль положения детали Станок для заточки протяжек Arthur Klink RSB 1600
12 Прогрессивная технология изготовления протяжек Высокоточный плоско-профилешлифовальный станок Elb-Schliff Micro-Cut A12CNC шлифование сложных профилей методом маятникового и глубинного шлифования шлифование сложных профилей методом маятникового и глубинного шлифования затыловка зубьев протяжки вспомогательным кругом затыловка зубьев протяжки вспомогательным кругом Генерирование и правка профиля круга с помощью программы CADNOLOGY Генерирование и правка профиля круга с помощью программы CADNOLOGY
13 Прогрессивная технология шлифования профиля протяжек и затылования зубьев станок Micro-Cut А 12 CNC Прогрессивная технология шлифования профиля протяжек и затылования зубьев станок Micro-Cut А 12 CNC
14 Прогрессивная технология изготовления протяжек
15 Технология шлифования профиля протяжек и затылования зубьев
16 Технология контроля профилей Оптический проектор ST 1000 СNС Оптический проектор ST 1000 СNС Оптическая щуповая система сканирования профиля с ССД камерой Сравнение результатов контроля с САД моделью снижение трудоемкости контроля в 4-5 раз снижение трудоемкости контроля в 4-5 раз Точность контроля 0.002мм Повышение точности контроля в 10 раз. Точность контроля 0.002мм
17 Технология контроля профилей
18 Сердечное спасибо за ваше внимание! Представительство в России: регион Урал Центр прогрессивных технологий ООО Урал Инко Д-р инж. Р.М.Мубаракшин тел.:
Протяжной станок: обзор, модели, технические характеристики, особенности использования
Устройство протяжного станка принципиально отличается от оборудования, которое осуществляет функции дробления, фрезерования, зенкования и строгания. При этом способ механического воздействия может совпадать с перечисленными операциями обработки, однако принцип оказания усилия в данном случае отличается. В некоторых аспектах протяжной станок обеспечивает более высокую производительность, но конструкционные особенности не позволяют его использовать на предприятиях в массовом порядке.

Общие сведения о протяжных станках
Технология протягивания по своему принципу механического воздействия соответствует традиционным и наиболее распространенным видам оборудования металлообработки. Разница заключается в самих условиях выполнения этой операции. Например, протяжные горизонтальные станки позволяют с высокой точностью обрабатывать внутренние поверхности различных заготовок. Данное оборудование используют для формирования особых фасок в сложных местах.
Нередко операция протяжения в условиях поточного серийного производства является завершающей стадией изготовления, следующей за более привычными видами обработки фрезерованием или зенкованием. Еще одной особенностью, которой отличается протяжной станок, является использование специфических режущих элементов. Это так называемые протяжки, которые осуществляют непосредственное механическое воздействие на материал.
Технические характеристики
Одним из недостатков таких станков считают габариты. Как правило, это удлиненная платформа, в которой размещается заготовка. Размерные характеристики в среднем составляют около 2 м в длину, 0,5 м в ширину и 1,5 м в высоту. Впрочем, конфигурации могут быть разными – соответственно, различаются и размеры. Масса составляет порядка 500 кг, поэтому перед установкой будет не лишним предусмотреть надежную фундаментную основу. С точки зрения производительности, важна и скорость протягивания, то есть обработки. К примеру, протяжной станок от предприятия «Гибкие соединения» в модификации СГП.12.35 обеспечивает рабочий темп в 220 мм/мин. Иными словами, за одну минуту оборудование может выполнить рез внутренней поверхности длиной более 20 см. Здесь же стоит учитывать и максимальную зону обработки, поскольку в большинстве случаев выполнение тех же линий реза в два подхода неприемлемо технологически. Средняя длина разового обслуживания варьируется от 4 до 5 м.
Разновидности

Различают горизонтальные, вертикальные и непрерывные протяжные модификации. Первый, уже отмеченный вариант отличается конструкционной простотой, поэтому подходит для выполнения типовых операций по формированию прямых линейных резов с разным припуском по профилю. Сложнее в своем устройстве протяжной станок вертикальный. Это, в сущности, та же горизонтальная основа, но только установленная в вертикальном положении, что дает несколько преимуществ. Во-первых, исключается риск провисания длинных протяжек, а во-вторых, появляется возможность увеличения производительности за счет расширения производственной линии. Что касается станков с непрерывным протяжением, то они используются в основном для обработки сквозных наружных поверхностей. Их отличает более высокая производительность и возможность обслуживания заготовок в рамках крупносерийного изготовления.
Где применяется станок?
Сама специфика обработки протяжками обуславливает нестандартные требования к получаемому результату. Соответственно, и области использования готовой продукции не самые обычные. Например, их используют при изготовлении и доработке огнестрельного оружия. Для подобных операций применяются строгально-протяжные станки, с помощью которых выпускают стволы пулеметов и пистолетов. Также этот станок применяется в производстве сложных профилей наружной отделки, в нарезке шпоночных канавок и шлицов, а также в калибровании многогранных и цилиндрических отверстий. Общей особенностью всех видов протяжной механической обработки являются именно широкие возможности работы с фигурными резами, причем в сложных условиях. Кроме того, станок может использоваться и для неметаллических, и для твердотельных материалов. Дело в том, что способность к обработке нетипичных заготовок с повышенными свойствами жесткости и твердости определяется элементами механического воздействия, то есть протяжками. А они сами по себе могут иметь разные характеристики.
Производители и модели

Широкий модельный ряд предлагает предприятие «Гигант». В его ассортименте представлены модификации протяжных станков 7А523, 7А612, 7555 и др. Модели отличаются по скорости выполнения обработки, тяговому усилию, мощности, габаритам и другим характеристикам. Среди иностранных изготовителей доверие завоевала фирма HOFFMANN Raumtechnik, которая занимается не только разработкой классических моделей с вертикальным и горизонтальным расположением линии обработки. В ее семействе можно найти специализированные протяжные станки. Модели серии RAWX-M, к примеру, предназначены специально для выполнения финишной обработки канавок и зубчатых соединений. Модификация RASA-M отличается наличием четырех дорожек, рассчитанных на обработку шарообразных канавок различных муфт. Для специализированных нужд можно присмотреть и подходящую модель в семействе ярославского производителя Forst Technologie, который славится тщательным подходом к изготовлению протяжных режущих элементов особой конструкции.
Стоимость станка

Средний ценовой коридор на протяжные станки составляет 2-3 млн руб. В этом сегменте можно найти и простые горизонтальные модели, и усложненные модификации вертикального типа. К слову, дороже обходится именно вертикальный станок протяжной. Цена модели 7А612 от упомянутого завода «Гигант», например, составляет порядка 2 млн. Но это низшая ценовая планка, поскольку основная масса оборудования все же реализуется за 2,5-3 млн. Это высокотехнологичное промышленное оснащение, которое отличается не просто высоким качеством обработки, но и эргономичными системами управления. Достаточно сказать, что последние модели от крупных изготовителей все чаще получают электронные пульты контроля.
Особенности эксплуатации
От обслуживающего персонала требуется размещение заготовки в рабочей нише оборудования. Далее, после запуска, начинается непосредственный процесс обработки. Ключевой особенностью функционирования таких станков является тот факт, что рабочие элементы в виде протяжек не удаляют стружку сразу после обрезки, а выталкивают ее только после окончательного выхода из тела заготовки. Поэтому спектр задач оператора расширяется еще и за счет необходимости отслеживания, насколько корректно выполняется механическая обработка. На протяжных станках вертикального типа риски отклонений и некорректных линий реза не так высоки, поскольку исключается перегиб длинной заготовки из-за собственного веса.

Заключение
В некоторых сферах использования металлообработки можно заметить схожие требования к выполнению рабочих операций на протяжных и обычных токарных станках. При этом очевидно, что вторые предполагают меньше хлопот в обслуживании и в целом дешевле обходятся по содержанию. Тем не менее протяжной станок себя может оправдать как универсальное оборудование. Если такие станки могут справляться и с типовыми распространенными задачами, и с обработкой по специализированным техническим задачам, то стандартные фрезерные агрегаты, к примеру, реализуют только свой ограниченный спектр действий. Впрочем, и протяжное оснащение имеет свои ограничения, но сам сегмент как таковой предлагает весьма широкие возможности обработки – главное, правильно сопоставить возможности конкретной модификации с требованиями технических задач производства.
Строгально-протяжные станки
1. Назначение и классификация строгальных станков
Станки, предназначенные для обработки заготовок строганием, долблением и протяжкой, составляют седьмую группу металлорежущего оборудования по классификации табл. 1.5. Станки этой группы по конструктивному исполнению подразделяют на продольно-строгальные одностоечные и двустоечные, поперечно-строгальные, долбежные, горизонтальные протяжные, полуавтоматы для внутреннего протягивания и вертикально-протяжные полуавтоматы для внутреннего и наружного протягивания. Продольно-строгальные станки мод. 7210, 7212—7216 — двустоечные, а мод. 7110, 7112, 7116 — одностоечные.
Все одностоечные и двустоечные продольно-строгальные станки имеют угол поворота суппортов 60 о . У станков мод. 7212Г и 7216Г наибольшее перемещение гильзы головки составляет 200 мм, а подача кареток — бесступенчатая 20…125 мм/мин.
Отечественная промышленность производит следующие модели поперечно-строгальных станков: 7А311, 7Е35, 7М36, 7Д36, 7Д36Ц, 7307, 7307Д, 7Д37Ц, 7310Д. Станки мод. 7А311 и 7Е35 — с механическим приводом, остальные — с гидравлическим. Для всех станков, кроме мод. 7А311, 7Е35 и 7307, скорость ползуна составляет 3…48 м/мин.
Различают строгальные станки универсальные и специализированные. К универсальным относят поперечнои продольно-строгальные, а также долбежные. Для обработки горизонтальных, вертикальных и наклонных поверхностей деталей применяют поперечно-строгальные станки.
Горизонтальные протяжные полуавтоматы для внутреннего протягивания представлены моделями 7Б55, 7Б66У, 7Б56, 7Б56У, 7Б56САУ, 7Б57 и 7Б58. Полуавтоматы мод. 7Б55У и 7Б56У являются модификацией полуавтоматов соответственно мод. 7Б55 и 7Б56 и отличаются отсутствием приставной станины с механизмом автоматического подвода и отвода протяжки. Вертикальные протяжные полуавтоматы для внутреннего и наружного протягивания характеризуются в основном следующими моделями: 7Б64, 7Б65, 7Б66, 7Б67, 7Б68, 7Б74, причем модели 7Б64, 7Б65, 7Б66, 7Б67 предназначены для внутреннего протягивания, а остальные — для наружного. Полуавтоматы мод. 7В75Д и 7В76Д сдвоенные с двумя салазками и двумя подводными столами, работающими поочередно.
Долбежные станки станкостроительная промышленность выпускает следующих моделей: 7А412, 7Д430, 7Д450, 7410, 7414. Станки мод. 7Д430 и 7Д450 с гидравлическим приводом, остальные — с электроприводом. При этом станки мод. 7410 и 7414 имеют привод от регулируемых электродвигателей постоянного тока. У всех станков угол поворота стола составляет 360 о .
2. Поперечно-строгальные станки
Рассмотрим технические характеристики и конструктивные особенности поперечно-строгального станка мод. 7Е35, предназначенного для обработки плоских и фасонных поверхностей на заготовках деталей небольших размеров в условиях единичного или мелкосерийного производства, например в инструментальных и ремонтных цехах.
Технические характеристики станка мод. 7Е35
Наибольшая длина хода ползуна, мм ……………………..520
Числа двойных ходов ползуна в 1 мин………………………… 13,2; 19; 26,5; 37,5; 53; 75; 106; 150
Горизонтальные подачи стола за один двойной ход
ползуна, мм ……….. 0,2; 0,4; 0,6; 0,8; 1,0; 1,2; 1,4; 1,6; 1,8; 2,0; 2,2; 2,4; 2,6; 2,8; 3,0; 3,2; 3,4; 3,6; 3,8; 4,0
Вертикальные подачи суппорта за один двойной ход
ползуна, мм …………………………………………………………. 0,16; 0,33; 0,50; 0,66; 0,83; 1,0
Мощность двигателя, кВт …………………………………………. 5,5
Основными частями поперечно-строгального станка мод. 7Е35 (рис. 1) являются:
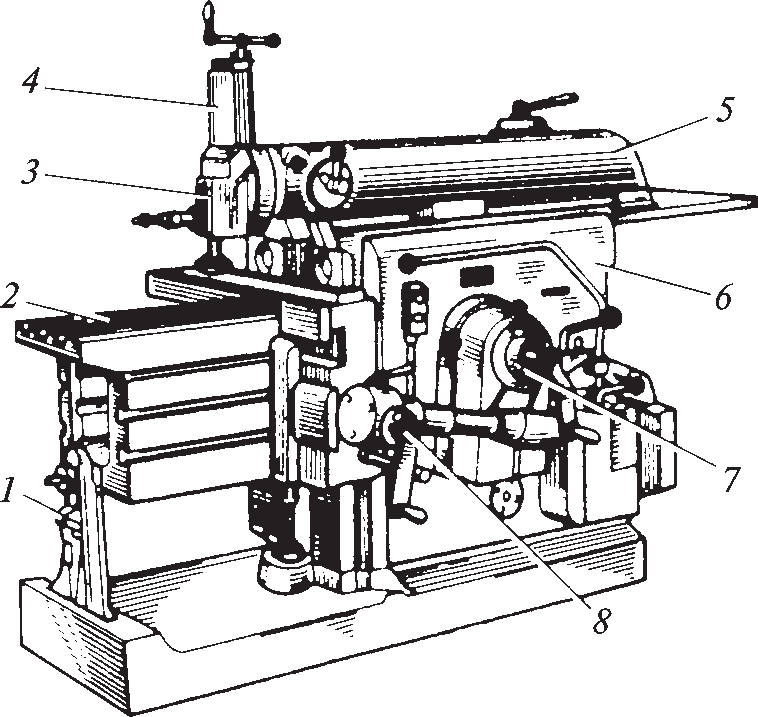
Рис. 1. Устройство поперечно-строгального станка модели 7Е35: 1 — кронштейн; 2 — стол; 3 — резцедержатель; 4 — суппорт; 5 — ползун; 6 — станина; 7, 8 — механизмы горизонтальной и вертикальной подач соответственно
Движение резца в направлении заготовки, при котором снимается стружка, называют рабочим ходом, а движение в обратном направлении (работа не производится) — холостым ходом.
Технические характеристики поперечно-строгальных станков промышленной группы «АСВ» приведены в табл. 1.
Таблица 1. Поперечно-строгальные станки
3. Продольно-строгальные и долбежные станки
Универсальный двухстоечный продольно-строгальный станок мод. 7212 предназначен для отделочной обработки плоскостей и прорезания длинных пазов различного профиля.
Техническая характеристика. Наибольшие поперечные размеры: ширина — 1250 мм; высота — 1120 мм; размеры рабочей поверхности стола — 1120… 4000 мм; подача суппортов: при движении по поперечине — 0,5…25; при остальных движениях — 0,25…12,5 мм/дв. ход. Основным узлом станка является стол, на котором закрепляют обрабатываемую заготовку. Стол перемещается возвратно-поступательно относительно неподвижных резцов, установленных в суппортах. Движение стола — главное движение резания; обратный ход стола — вспомогательный, осуществляемый с большой скоростью, причем во время обратного хода резцы поднимаются. Несущую систему станка образуют станина, стойка и соединительная балка наверху.
Два суппорта на поперечине и один суппорт на стойке совершают вертикальные и горизонтальные движения и являются установочными или служат для периодической подачи резцов, а также их углубления. Суппорт может быть повернут на угол 60 о . Рядом со станиной смонтирован привод стола.
Главное движение — движение резания, т. е. движение стола с обрабатываемой заготовкой сообщается от двигателя постоянного тока М1 через двухступенчатую коробку скоростей с зубчатой муфтой М1 и косозубую реечную передачу (рис. 2). Максимальная скорость перемещения стола vmax = (17/63) (26/49) 3,14 12 10 = 80 м/мин. Технические характеристики долбежных станков приведены в табл. 2.
Таблица 2. Долбежные станки
Рис. 2. Кинематическая схема двухстоечного продольно-строгального станка: а — механизм зажима поперечины; б — стол; в — пульт управления
4. Устройство протяжных станков
Протяжные станки применяют для обработки протяжками внутренних и наружных линейных поверхностей с разнообразными профилями (рис. 3, а). При обработке достаточно одного прямолинейного движения со скоростью инструмента или заготовки. Разделение припуска на срезаемые слои достигается подъемом зубьев протяжки по длине. За счет усложнения инструмента упрощена конструкция станков и достигнута высокая производительность и точность обработки. Эти станки применяют преимущественно в массовом и серийном производстве.
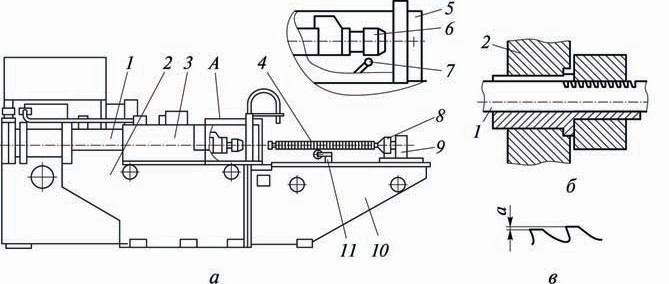
Рис. 3. Горизонтально-протяжной станок модели 7Б56 и схема протягивания: а — горизонтально-протяжной станок; 1 — гидроцилиндр; 2 — станина; 3, 9 — салазки; 4 — протяжка; 5 — плита; 6, 8 — патрон; 7, 11 — поддерживающие ролики; 10 — приставная часть станины; б — схема протягивания; 1 — инструмент; 2 — заготовка; в — режущие зубья протяжки
Протяжные станки общего назначения и специальные применяют для внутреннего или наружного протягивания, они бывают горизонтальные и вертикальные, обычные (с обратным ходом) и непрерывного действия (с движением зубьев по замкнутому контуру).
Основные технические характеристики протяжных станков: номинальная тяговая сила — 50…1000 кН; наибольшая длина хода протяжки — 1000… 2000 мм; скорость перемещения салазок при рабочем ходе — 1,5…13 м/мин, при обратном — 20…25 м/мин.
Горизонтально-протяжной станок 7Б56 используют для протягивания сквозных отверстий разнообразной формы (например, шлицевых отверстий). Применяя специальные приспособления, на этом станке можно обрабатывать и наружные поверхности. Станок используют в условиях различных производств (даже единичного — со стандартными протяжками).
Основные узлы станка: сварная удлиненная станина 2 с направляющими скольжения; рабочие салазки 3, содержащие патрон 6 (см. рис. 3, а). Патрон служит для захвата переднего рабочего хвостовика протяжки 4 и соединен со штоками рабочего гидроцилиндра 1. Гидроцилиндр является источником прямолинейного движения протяжки — главного движения резания. Обрабатываемая заготовка охватывает протяжку, поддерживается роликами 7, 11 и прижимается по торцу силой резания к неподвижной опоре плиты 5.
Для базирования салазок 9 с вспомогательным патроном 8 служит приставная часть 10 станины. Патрон удерживает хвостовик протяжки и перемещает ее с помощью вспомогательного гидроцилиндра в период отвода.
Протяжной автомат непрерывного протягивания (рис. 4) скомпонован в основном из следующих узлов и устройств: нижней 9 и верхней 2 станины, натяжного устройства 8, тяговой цепи 3, устройства для смазки 1, протяжки 4, зажимного приспособления 5, устройства для поджима обрабатываемого изделия 6, загрузочного устройства 7, механизма стружкоудаления 10, устройства для подачи охлаждающей жидкости 11, привода тяговой цепи 12, транспортера выдачи изделий 13.
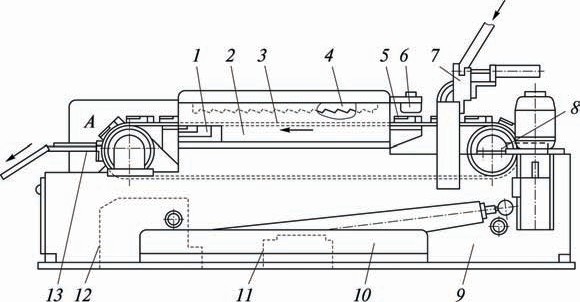
Рис. 4. Автомат непрерывного протягивания: 1 — устройство для смазки; 2 — верхняя станина; 3 — тяговая цепь; 4 — протяжка; 5 — зажимное приспособление; 6 — устройство для поджима обрабатываемого изделия; 7 — загрузочное устройство; 8 — натяжное устройство; 9 — нижняя станина; 10 — механизм стружкоудаления; 11 — устройство для подачи охлаждающей жидкости; 12 — привод тяговой цепи; 13 — транспортер выдачи изделий
Перед пуском автомата в работу необходимо в наладочном режиме проверить функционирование всех его узлов и устройств. Если нижняя ветвь тяговой цепи провисла больше 5…7 мм, следует отрегулировать натяжение цепи. Для этого вращением двух регулировочных винтов натяжного устройства необходимо ослабить крепление корпусов к нижней станине, а после регулирования натяжения цепи винты снова закрепить. Проверить безотказность подачи смазки ко всем механизмам автомата (согласно схеме смазки), а также правильность подачи охлаждающей жидкости.
Заданную скорость подачи обрабатываемых изделий необходимо установить в соответствии с картой наладки автомата изменением сменных зубчатых колес в приводе тяговой цепи. Зажимные приспособления разместить на ползушках тяговой цепи. Одновременно следует смонтировать устройство для поджима обрабатываемых изделий к опорной плоскости приспособлений, а также загрузочное и выгрузочное устройства. После регулирования проверить надежность их работы путем многократного пропускания изделий через автомат (без обработки).
Протяжку устанавливают в направляющие верхней станины. При этом особое внимание необходимо обратить на правильность расположения протяжки в направляющих (без перекоса).
Московский инструментальный завод — одно из ведущих предприятий в России по выпуску металлообрабатывающего инструмента, где изготовляют протяжки и прошивки из быстрорежущей стали:
Горизонтальный и вертикальный протяжной станок

Протяжные станки относятся к оборудованию, которое благодаря своим техническим характеристикам и возможностям, широко применяется на различных предприятиях, осуществляющих металлообработку, а также крупносерийное, массовое, мелкосерийное и индивидуальное производство разного рода деталей.
В частности, станки для протяжки отличаются своей универсальностью, доступны для переналадки, легко оснащаются разного рода приспособлениями, с помощью которых можно осуществлять протяжку наружной поверхности детали, а так же на них можно обрабатывать даже очень крупные и тяжелые детали.
Помимо всего, данное оборудование легко оснащается автоматическими устройствами, с помощью которых происходит загрузка и выгрузка обрабатываемых деталей, что делает его эффективным для эксплуатации на производственных предприятиях, поскольку можно купить станок для гибки арматуры и встроить их в автоматическую линию.
Предназначение протяжных станков заключается в точной обработке внутренних и наружных поверхностей детали. При этом деталь может быть любого размера, любой геометрической формы, и изготовлена из любого черного или цветного металла.
Обработка деталей на станке осуществляется методом протягивания, в пределах тягового усилия оборудования и длины хода рабочих салазок.
Виды станков для обработки деталей протягиванием
В первую очередь они различаются по своему назначению. То есть существуют станки для внутреннего протягивания и станки для наружного протягивания. Первым типом станков наиболее часто обрабатывают такие детали как диски и втулки, а также замкнутые фасонные поверхности.
Во вторых, по степени универсальности, имеется оборудование специальное и общего назначения.
Что касается следующей характеристики – направления и характера рабочего движения, то протяжной станок может быть горизонтальным, вертикальным, непрерывного действия с прямолинейным конвейерным движением, с круговым движением протяжки, комбинированный.
Среди всего многообразия станков встречаются станки обычные, станки полуавтоматические, полные автоматы. Выпускаются также станки годные для встраивания в автоматические линии и целая линия оборудования, на которой на одном изделии можно сразу выполнять несколько операций протягиванием.
На станке может быть разное число кареток или позиций. Помимо обычных станков (однопозиционных) существуют и многопозиционные, на которые можно устанавливать одновременно несколько деталей. Как правило, такие станки дополнительно оборудуются отводными поворотными столами (реже встречается опрокидывающийся стол).

Существует и особая группа протяжных станков, в которую входит оборудование непрерывного действия (станок ротационный и станок цепной).
Большая часть подобного рода станков имеет гидравлический привод, но более высокоскоростные модели выпускаются с механическим или с более усовершенствованным электромеханическим приводом.
Существуют основные параметры, по которым можно судить о мощности и производительности протяжного оборудования. В первую очередь это создающаяся кареткой тяговая сила, которая может достигать 1 Мн (100 тс). Следующий важный параметр – длина хода каретки.
Скорость протягивания зависит от типа станка (в станках общего назначения скорость гораздо ниже, чем в специальных станках).
Станкостроительные заводы могут дополнительно оснащать свою продукцию различными приспособлениями и инструментами, с помощью которых можно производить дополнительные манипуляции с деталью.
Видео: Протяжной станок NARGESA BM 25

