
«Слесарное дело» Контрольно-измерительные приборы
Измерительные инструменты слесаря

Каждый инженер имеет в своём арсенале необходимый в работе набор инструментов. Слесарное дело сопряжено с особо точными расчётами и измерениями, поэтому к инструменту предъявляются повышенные требования. Он должен быть высокоточным с погрешностью от десятых до тысячных миллиметра. От рабочего состояния измерителей зависит результат работы.
Инструменты:
Слесарь пользуется измерительными приборами для точного и прочного подбора металлических деталей. Инструменты делятся на простые ручные и сложные механизированные, состоящие из нескольких элементов.
Масштабная линейка:
Самый простой ручной измерительный инструмент слесаря, позволяющий узнать размеры объекта. Используется там, где не требуется повышенная точность. На поверхности линейки могут быть нанесены штрихи ценой деления от 0,5 до 1 мм. Слесарная линейка обычно металлическая.
Профессиональные линейки представлены в данном разделе сайта.
Рулетка:
При измерении изогнутых поверхностей, где трудно пользоваться линейкой, пригодится гибкая тонкая металлическая лента с нанесёнными делениями. Она может изгибаться по измеряемой поверхности.
Мы предлагаем качечственные стальные измерительные рулетки, которые прекрасно подойдут для работы токаря или слесаря.
Штангенциркуль:
Это механический прибор, состоящий из штанги с делениями в 0,5 мм и рамкой с двумя внешними и двумя внутренними измерительными губками. Губки перемещаются по штанге и могут быть закреплены, чтобы зафиксировать полученное значение. Измерить можно внутренний и внешний размер объекта, а затем высчитать толщину стенок. Дополнительно на рамке есть нониус, деления на котором отмеряют по 0,2 мм. Таким образом, точность измерения прибора – до десятых долей миллиметра.
На нашем сайте представлены цифровые, электронные, специальные и другие штангенциркули от надежных производителей по выгодным ценам.
Кронциркуль:
Вспомогательное приспособление, работающее в паре с масштабной линейкой или другой шкалой. Он состоит из шарнира, который держит две ножки. Каждая заканчивается иглой. Чтобы измерить объект, ножки кронциркуля раздвигаются до нужного расстояния, фиксируются, а затем прикладываются к измерительной шкале.
Угломер:
Измерительная шкала нанесена на металлическую полуокружность. К ней прикреплены линейка и нониус на передвижном секторе. Для фиксации полученного значения есть стопорный винт. К передвижному сектору крепятся съёмная линейка и угольник. Устройство помогает точно узнать, под каким углом друг к другу располагаются поверхности.
Штангенрейсмасс:
Вертикальная измерительная штанга на опоре, с бегунком, отмечающим размеры объекта. Этот прибор похож на штангенциркуль, так как тоже может фиксировать внутренние и внешние размеры. Штангенрейсмасс позволяет удобно измерять глубину и высоту.
Микрометр:
Основные составляющие этого механического измерителя: гильза, барабан, микрометрическая трубка со шкалой, наконечник, трещотка. Точность измерений – до сотых долей миллиметра. Достигается она двумя высокоточными шкалами: миллиметровой, полумиллиметровой и нониусом. Трещотка предупреждает слесаря, что прилагаемое усилие во время кручения выше допустимого, и показание может оказаться неточным.
Всевозможные виды данного инструмента расположены в разделе Микрометры.
Набор металлических пластинок, при помощи которых измеряется величина зазора: одну или несколько пластинок помещают в полость плотно на всю длину, определяя размер зазора между поверхностями.
Нутрометр:
Предмет, похожий на кронциркуль, но имеющий загнутые ножки. Предназначен для измерения диаметра внутри объекта, выточек и пазов. Главное условие – прибор должен располагаться ровно по отношению к измеряемому объекту. Нутрометр опускают внутрь, следя за его положением, фиксируют размер и прикладывают к измерительной шкале.
Особенности работы слесаря:
Работа слесаря требует повышенной точности и знаний в области использования измерительных приборов.
Основные ошибки при работе с инструментами:
- грязные поверхности на шкалах и измерителях;
- повреждённые приборы;
- неправильная регулировка. В начале измерений все шкалы должны быть обнулены;
- несоблюдение температурного режима. Если измерять при повышенных или пониженных температурах, значение может отличаться от реального. Температура влияет на размеры объекта и работоспособность приборов. Идеальным для измерений считается значение в 20°C;
- неумение пользоваться прибором, выбирать шкалу значений и считывать показания.
Чтобы снизить погрешность при измерениях, рекомендуется:
- использовать качественные инструменты;
- регулярно чистить и проверять измерительные приборы;
- проводить измерение несколько раз и анализировать полученные результаты;
- учитывать температуру прибора и объекта.
Купить качественные профессиональные инструменты для слесаря по выгодным ценам вы можете на нашем сайте! Звоните! Или оставляйте заявки на сайте.
Написать комментарий
Ваш комментарий: Внимание: HTML не поддерживается! Используйте обычный текст.
Введите код, указанный на картинке:
Слесарное дело. Покровский Б.С., Скакун В.А.

2-е изд., стер. — М.: 2004. — 320 с.
В данном учебном пособии приведены теоретические основы слесарных операций, а также методов станочной обработки, которые позволяют заменить трудоемкий ручной труд механизированным.Даны сведения об обрабатываемых и инструментальных материалах, методах и правилах выполнения слесарных работ, критериях выбора приспособлений и инструментов, режимах резания, методах контроля качества обработки и контрольно-измерительных инструментах, правилах их выбора и применения. Рассмотрены наиболее часто встречающиеся при выполнении слесарных и станочных работ дефекты, причины их возникновения и методы предупреждения.
Формат: pdf
Размер: 16,8 Мб
Смотреть, скачать: drive.google
ОГЛАВЛЕНИЕ
Предисловие 3
Глава 1. Введение в профессию 5
1.1. Роль и место слесарных работ в промышленном производстве 5
1.2. Рабочее место слесаря 6
1.3. Контрольно-измерительные инструменты 12
1.4. Конструкционные и инструментальные материалы 42
1.5. Резание металлов 47
Глава 2. Подготовительные операции слесарной обработки 51
2.1. Разметка 51
2.2. Рубка металла 68
2.3. Правка металла 78
2.4. Гибка металла 85
2.5. Резка метала 94
Глава 3. Размерная слесарная обработка 114
3.1. Опиливание металла 114
3.2. Обработка отверстий 136
3.3. Обработка резьбовых поверхностей 182
Глава 4. Пригоночные операции слесарной обработки 208
4.1. Распиливание и припасовка 208
4.2. Шабрение 211
4.3. Притирка и доводка , 225
Глава 5. Сборка неразъемных соединений 235
5.1. Паяние металлов 235
5.2. Лужение 246
5.3. Склеивание 249
5.4. Клепка 255
Глава 6. Обработка на металлорежущих станках 267
6.1. Токарно-винторезные станки 267
6.2. Консольнотфрезерные станки и работы, выполняемые на них 285
6.3. Плоскошлифовальные станки и работы, выполняемые на них 301
6.4. Поперечно-строгальные станки и работы, выполняемые на них 310
Профессия «слесарь» включает в себя подготовку по трем специальностям: слесарь механо-сборочных работ, слесарь-ремонтник, слесарь-инструментальщик. В программу обучения по этим специальностям входят общий курс слесарной подготовки, т. е. изучение в теории и на практике операций и типичных видов работ, составляющих их общую профессиональную основу, а также специальная часть.
Данный учебник содержит общий курс слесарной подготовки.
Этот курс также входит в программу обучения квалифицированных рабочих и специалистов в образовательных учреждениях начального профессионального образования (таких, как наладчик автоматизированных станков и станков-автоматов, монтажник металлоконструкций и оборудования в строительстве, электромонтажник, авторемонтник, тракторист-машинист, и других, которым необходимы навыки проведения слесарных работ). Объем подготовки при этом зависит от специфики профессиональных обязанностей. Учебник «Слесарное дело» является основой для осуществления общего цикла подготовки по слесарным работам.
Учебник состоит из шести глав. В главе 1 рассмотрены общие вопросы слесарного дела (организация рабочего места слесаря, его оснащение и содержание; применяемые в слесарном деле контрольно-измерительные инструменты; конструкционные и инструментальные материалы), а также элементы резания металлов.
О том, как читать книги в форматах pdf , djvu — см. раздел » Программы; архиваторы; форматы pdf, djvu и др. «
Слесарное дело
- Главная
- Профессия слесаря
- Чертежи
- Допуски и посадки
- Резьба
- Притирка и шабрение
- Паяние, лужение, сварка, склеивание, клепание, запрессовка
- Шариковые и роликовые подшипники
- Типовая технология ремонта
- Техника безопасности
Инструмент
- Рубка, резание и опиливание
- Рабочее место и инструмент
- Сверление, зенкерование и развертывание
- Измерительный инструмент
- Разметка
- Нарезание резьбы
Материалы
- Металлы
- Термическая обработка металлов
- Неметаллические материалы
- Шероховатость поверхности
- Топливо и смазка
Измерительный инструмент
В этом разделе сайта даются краткие сведения об измерительном инструменте общего назначения, применяемом слесарями при ремонте. Описание разметочных инструментов, инструментов для измерения резьбы и зубчатых колес, для проверки чистоты (шероховатости) поверхности и других специальных целей приводятся в соответствующих главах.
Универсальный измерительный инструмент можно разделить на штриховой, имеющий шкалу с делениями (штрихами) для отсчета размеров, и безштриховой, таких делений не имеющий.
Точные измерения (с точностью 0,05; 0,02; 0,01 мм и выше) следует производить при температуре 20°. Металлы при нагревании расширяются, при охлаждении сжимаются. Измерение сильно нагретых или охлажденных деталей не разрешается, так как это снижает точность измерения и может привести к ошибкам.
Нельзя производить измерения во время работы станка (при вращающемся шпинделе).
Измерительные инструменты необходимо периодически проверять, а особо точные (микрометры и др.) — перед каждым употреблением.
После пользования измерительные инструменты необходимо промывать авиационным бензином и протирать полотенцем их измерительные поверхности, а затем смазывать проверенной противокоррозийной смазкой (технический вазелин, вазелиновое масло, специальные смазки). Для обертывания инструмента можно использовать парафинированную бумагу.
Слесарное дело
Учебник для старших классов
*** 1984, 1990 ***
Введение
ЧАСТЬ ПЕРВАЯ ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ
Глава I. Основные сведения об обработке металлов резанием
§ 1. Сущность процесса резания
§ 2. Общее понятие о резцах
§ 3. Понятие о режимах резания
Глава II. Основные слесарные операции
§ 4. Организация и охрана труда при выполнении слесарных операций
§ 5. Разметка
§ 6. Правка н гибка металлов
§ 7. Рубка металлов
§ 8. Резка металлов
§ 9. Опиливание металлов
§ 10. Сверление, зенкование, зенкерование и развертывание отверстий
§ 11. Нарезание резьбы
Глава III. Машиностроительные материалы
§ 12. Внутреннее сроение и свойства металлов и сплавов
§ 13. Чугун
§ 14. Сталь.
§ 15. Твердые сплавы и минералокерамические материалы
§ 16. Цветные металлы и их сплавы
§ 17. Краткие сведения о пластмассах и других неметаллических материалах
Глава IV. Основные сведения о взаимозаменяемости деталей машин
§ 18. Понятие о взаимозаменяемости, допусках и посадках
§ 19. Шероховатость, отклонения форм и расположения поверхностей деталей
Глава V. Контрольно-измерительные инструменты и техника измерений
§ 20. Измерение линейных величин
§ 21. Измерение угловых величин
§ 22. Контроль поверочными инструментами
Глава VI. Сведения о машиностроительных чертежах
§ 23 Понятие о Единой системе конструкторской документации и ее основные положения
§ 24. Чтение машиностроительных чертежей и схем
Глава VII. Технологический процесс обработки деталей
6 § 25. Построение технологического процесса
§ 26. Технологическая документация
Глава VIII. Технологический процесс сборки деталей
§ 27. Разъемные соединения
§ 28. Неразъемные соединения
§ 29. Сборка деталей
Глава IX. Металлорежущие станки
§ 30. Классификация металлорежущих станков
§ 31. Понятие об устройстве металлорежущих станков
Глава X. Виды обработки металлов
§ 32. Термическая обработка
§ 33. Литье
§ 34. Обработка давлением
§ 35. Сварка
§ 36. Электрофизические и электрохимические методы обработки
Глава XI. Основы экономики, организации труда и производства
§ 37. Вопросы экономики и организации труда на машиностроительном предприятии
§ 38. Вопросы охраны природы и окружающей среды на предприятиях
§ 39. Автоматизация производства — главное направление научно-технического прогресса в машиностроении
§ 40. Система подготовки и повышения квалификации рабочих
ЧАСТЬ ВТОРАЯ. ПРАКТИЧЕСКИЕ СВЕДЕНИЯ
Лабораторно-практические работы
Приемы выполнения практических работ
Тема I. Организация труда на рабочем месте и безопасность труда
Тема 2. Разметочные работы
Тема 3. Правка и рубка заготовок
Тема 4. Рубка металла
Тема 5. Разрезание заготовок
Тема 6. Опиливание заготовок
Тема 7. Получение и обработка отверстия
Тема 8. Нарезание резьбы
Тема 9. Разборка и сборка разъемных соединений
Тема 10. Сборка неразьемных соединений
Индикаторные инструменты
Индикаторные инструменты
Индикаторные инструменты обеспечивают преобразование малых отклонений размеров изделий от заданного номинального размера в удобные для отсчета перемещения стрелки по шкале. К этим инструментам относятся измерительные головки, которые применяют для определения отклонений линейных размеров от номинального и отклонений от заданной формы — овальность, огранка, прямолинейность, плоскостность и т.д. При измерении индикаторными приборами в большинстве случаев используют метод сравнения с эталонной мерой.
Измерительные головки имеют механическое преобразующее устройство, которое обеспечивает преобразование малых перемещений наконечника инструмента в большие перемещения стрелки указателя. Перемещения стрелки указателя наблюдают на шкале отсчетного устройства. Различают измерительные головки зубчатые и рычажно-зубчатые.
Зубчатые измерительные головки (рис. 1.23) — индикаторы часового типа с ценой деления 0,01 мм изготавливают следующих основных типов: ИЧ02; ИЧ05; ИЧ10; ИЧ25. Измерительный стержень у этих индикаторов перемещается параллельно шкале и обеспечивает диапазоны измерений соответственно 0… 2; 0… 5; 0… 10; 0…25 мм.

Индикатор часового типа состоит из корпуса 8, в котором закреплена гильза 5 для присоединения индикатора к измерительному приспособлению. В направляющих гильзы перемещается измерительный стержень б с наконечником 7. На измерительном стержне б нарезана зубчатая рейка 11. Рейка находится в зацеплении с зубчатым колесом 10 (рис. 1.23, б). Зубчатое колесо 10 закреплено на одной оси с зубчатым колесом 9. Зубчатое колесо 9 находится в зацеплении с зубчатым колесом 8, на оси которого установлена стрелка-указатель 3. Стрелка осуществляет отсчет перемещений наконечника 12. Величина перемещения измерительного стержня определяется по шкале индикатора. Зубчатое колесо 7 обеспечивает выбор бокового зазора в зубчатых передачах под действием пружины 5. На оси зубчатого колеса 7 установлена стрелка 4, которая фиксирует количество оборотов стрелки 3. Измерительное усилие создается за счет пружины 1, которая прижимает наконечник 12 к контролируемой поверхности. Индикатор можно установить в измерительное приспособление не только при помощи гильзы 5, но и при помощи ушка 9. При смене контролируемой детали измерительный наконечник отводят от ее поверхности при помощи головки 10.
Настройку индикатора часового типа на заданный размер производят в следующей последовательности:
• укрепляют индикатор в измерительном приспособлении — стойке;
• на контрольной плите устанавливают блок концевых мер длины, размер которого соответствует номинальному размеру проверяемой детали;
• опускают индикатор по колонке стойки так, чтобы наконечник соприкоснулся с поверхностью меры и стрелка индикатора отклонилась от нулевого положения. Положение индикатора на стойке фиксируют. Шкалу устанавливают в нулевое положение;
• поднимая и опуская измерительный стержень за головку, проверяют постоянство показаний индикатора. Если наблюдается отклонение стрелки от нуля, то настройку повторяют;
• отводят стержень и снимают блок концевых мер длины.
После этого производят контроль заданного размера детали,
устанавливая ее вместо снятых концевых мер длины.
К рычажно-зубчатым измерительным, головкам относятся индикаторы типа ИГ. Рычажно-зубчатый индикатор состоит из корпуса 2 (рис. 1.24, а) с установленным в нем циферблатом 1. Отсчет показаний осуществляется при помощи стрелки 9. Для подъема измерительного наконечника 5 при установке и снятии контролируемой детали служит арретир (рычаг) 8. В корпус 2 вмонтирована гильза 7, которая обеспечивает установку индикатора в измерительное приспособление. Для указания поля допуска на циферблате 1 в корпус индикатора устанавливают указатели-ограничители 3. Точная установка нуля осуществляется при помощи винта 4.


Механизм (рис. 1.24, б) индикатора состоит из двух неравноплечих рычажных пар и одной зубчатой передачи. Перемещение измерительного стержня 9 через рычаг 13 передается малому плечу рычага б. Большое плечо рычага 6 передает движение рычагу 2 зубчатого сектора 1. Зубчатый сектор поворачивает зубчатое колесо 16, на оси которого установлена стрелка-указатель 4. На этой же оси установлена втулка со спиральной пружиной 5, обеспечивающей устранение зазоров в передаче. Измерительное усилие в приборе создается двумя пружинами 12, которые прикреплены к рычагу 13. Весь механизм смонтирован на плате 15. Для установки на ноль плату 15 поворачивают вокруг оси 14 при помощи винта 8 и рычага 7. К рычагу 7 плата 15 прижимается под воздействием пружины 3. Арретир (рычаг) 11 для подъема измерительного стержня 9 в свободном состоянии отжимается от рычага 13 пружиной 10.
Для крепления индикаторов при проведении измерений применяют штативы и стойки (рис. 1.25).
Контрольно-измерительные инструменты
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ
Государственное профессиональное образовательное учреждение
«Макеевский профессиональный горный лицей»

ПМ.01. Подготовительно-сварочные работы
Учебная практика
МЕТОДИЧЕСКАЯ РАЗРАБОТКА
15.01.05. Сварщик (электросварочные и газосварочные работы)
Контрольно-измерительные инструменты
Жилкина И.В. мастер производственного обучения
Макеевский профессиональный горный лицей
Профессия 15.01.05. Сварщик (электросварочные и газосварочные работы)
Профессиональный модуль ПМ. 01. Подготовительно-сварочные работы
Учебная практика
Тема: Контрольно-измерительные инструменты
Обучающая – формирование у студентов первоначальных практических профессиональных умений в рамках модуля ПМ. 01. Подготовительно-сварочные работы
ППКРС по основным видам профессиональной деятельности для освоения рабочей профессии, обучение трудовым приемам, сформировать умения и навыки измерения деталей штангенциркулем.
Требования к знаниям :
- средства и приёмы измерений линейных размеров, углов, отклонений формы поверхности;
Требования к умениям:
· проверять точность сборки ;
Развивающая – развить познавательный интерес, привить навыки самостоятельной работы при освоении общих и профессиональных компетенций по избранной профессии:
- Ценностно-смысловой компетенции: способность разбирать практические ситуации на основе собственных позиций, способность принимать решения;
- Общекультурной компетенции: владеть культурными нормами и традициями, прожитыми в собственной деятельности;
- Компетенции социального взаимодействия : способность работать в команде; способность организовать работу в группе; способность контролировать свои эмоции;
- Коммуникативной компетенции: способность слушать и выделять главное в речи; способность давать ответы на поставленные вопросы; способность обосновывать свои высказывания;
- Компетентности «готовность к самообразованию» способность самостоятельно осваивать знания и умения, необходимые для решения поставленной задачи;
- Технологической компетентности : способность осваивать новые технологии и технологически мыслить в различных ситуациях при подготовительно-сварочных работах.
Воспитательная – формирование профессионально-личностных качеств, профессиональной грамотности и стремления к приобретению профессиональных навыков.
Задачи:
- формирование у студентов первоначальных практических профессиональных умений в рамках модуля ПМ. 01. Подготовительно-сварочные работы ППКРС по основным видам профессиональной деятельности для освоения рабочей профессии;
2. обучение трудовым приемам, операциям и способам выполнения трудовых процессов, характерных для соответствующей профессии и необходимых для последующего освоения ими общих и профессиональных компетенций по избранной профессии.
Урок : комбинированный
Методы обучения: словесно — наглядный с практическим показом трудовых приемов
Методы контроля: самоконтроль, взаимоконтроль,
Форма обучения : фронтальная, индивидуальная
МПС (межпредметная связь) – МДК.01.01. Подготовка металла к сварке: математика, физика, охрана труда, основы материаловедения, инженерная графика.
Средства обучения:
1.Аппаратно-техническое обеспечение: компьютер, проектор.
2.Оборудование и материалы
- Линейки измерительные металлические
- Штангенциркуль с величиной отсчета по нониусу 0,1мм
- Рулетки: кнопочная самосвертывающаяся; простая; желобчатая
- Слесарные угольники
- Угломер
- Спецодежда (куртка х /б)
Место проведения занятия учебной практики – слесарная мастерская
1. Организационная часть
1. Приветствие учащихся и проверка посещаемости.
2. Проверка рабочей одежды и готовности к занятию.
3. Назначение дежурных.
2. Повторение пройденного материала
1. Сообщение темы и учебной цели урока.
2. Провести опрос по пройденному материалу.
3. Объяснение нового материала.
1.1. Объявление темы урока.
1.2. Объявление цели урока
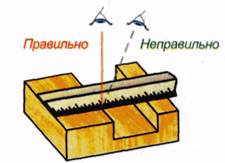
На занятиях в мастерских постоянно проверяют размеры (заготовок, изделий) с помощью контрольно-измерительных инструментов. Вы пользовались уже масштабными линейками (рис. 36). Они позволяют производить измерения наружных и внутренних размеров и расстояний с точностью до 1 мм. При измерении больших предметов используют рулетки (рис. 37).
 |
 |
Рис. 36. Измерения масштабной линейкой
В технике всегда необходима высокая точность. Для более точных измерений служат штангенциркули. Их относят к штангенинструментам и применяют для измерения наружных и внутренних диаметров, длин, толщин, глубин.
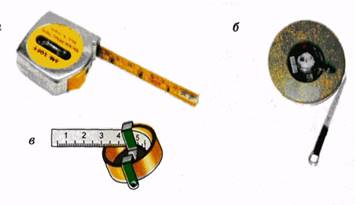
Рис. 37. Рулетки:
а — кнопочная самосвертывающаяся; б — простая; в — желобчатая, вдвигаемая вручную
В мастерских чаще всего используется штангенциркуль ШЦ-1 (рис. 38). Он наиболее простой по конструкции и удобен в работе. Предел его измерений 0—125 мм, а точность — 0,1 мм.
Штангенциркуль имеет штангу с двумя неподвижными губками — верхней и нижней. На штанге нанесена шкала с миллиметровыми делениями. По штанге свободно перемещается подвижная рамка с двумя губками, которые называют подвижными, — верхней и нижней. К рамке сзади прикреплен глубиномер, который движется по специальной канавке с задней стороны штанги.
С помощью фиксирующего винта подвижную рамку можно закрепить на штанге в любом нужном положении. Делается это только в том случае, если нужно зафиксировать размер, снять штангенциркуль с детали и прочесть результат измерения. Штангенциркуль при этом удерживают правой рукой за штангу, а рамку перемещают большим пальцем, используя небольшой выступ на ней. Винт на рамке вращают двумя пальцами — большим и указательным.

 |
Рис. 39. Приемы измерения штангенциркулем:
а — наружного размера; б — диаметра отверстия; в — глубины отверстия
Для измерения наружных размеров используют нижние губки (рис. 39, а), для
внутренних измерений — верхние (рис. 39, б). Глубиномером измеряют глубины пазов и отверстий (рис. 39, в), а также высоты отдельных выступов.
Отсчет показаний штангенциркуля ведут при помощи двух шкал: миллиметровой на штанге и шкалы нониуса, которая нанесена на нижнюю скошенную часть рамки. «Секрет» измерения десятых долей миллиметра кроется в устройстве нониуса. Длина его шкалы, равная 19 мм, разделена на 10 частей, следовательно, цена каждого деления составляет: 19:10 = 1,9 мм. При полностью сомкнутых губках штангенциркуля нулевые (начальные) штрихи нониуса и штанги совпадают (рис. 40, а).
Внимательно присмотритесь к шкалам и вы увидите, что первый штрих нониуса (1,9 мм) немножко не доходит до второго штриха шкалы на штанге (2 мм). Такая особенность нониуса (2-1,9 = 0,1 мм) позволяет производить измерения с точностью до 0,1 мм.
 |
Рис. 40. Устройство нониуса (а) и снятие показаний
штангенциркуля: б) 40 + 6×0,1 = 40,6 мм; в) 39 + 7×0,1 = 39,7 мм;
г) 61+4×0,1 = 61,4 мм
Целое число миллиметров в определяемом размере отсчитывают от нулевого деления на шкале штанги до нулевого деления на шкале нониуса.
Обратите внимание: цифры 1,2,3 и т.д. на штанге обозначают соответственно 10, 20,30 и т.д. миллиметров, а нумерация штрихов на обеих шкалах начинается с нуля.
Установив целую часть размера, ищут ее дробную часть, если нулевой штрих нониуса смещен несколько вправо от найденного штриха штанги. Находят тот штрих на шкале нониуса, который наиболее точно совпадает с любым штрихом шкалы штанги. Например, мы видим (рис. 40, б), что это шестой штрих нониуса. Следовательно, дробная часть размера равна 6×0,1 = 0,6 мм, а весь проверяемый размер — 40 + 0,6 = 40,6 мм. На рисунке 40, в показан размер, который равен 39 + 0,7 = 39,7 мм, на рисунке 40, г — размер 61,4 мм.
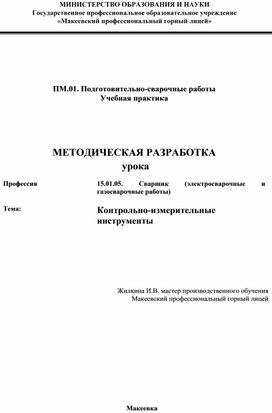
Помните: при отсчете показаний штангенциркуля его нужно держать ровно и строго перед глазами.
При работе со штангенциркулем необходимо быть осторожным, чтобы не пораниться острыми концами его губок или глубиномером.
Кроме перечисленных инструментов, для контроля, например, прямых углов используют слесарные угольники нескольких конструкций (рис. 41). Прием контроля показан на рисунке 42. Для измерения произвольных углов применяют малки различных видов. Простая малка показана на рисунке 43. Углы еще можно измерять обыкновенным транспортиром, с которым вы уже знакомы, и угломером (рис. 44).
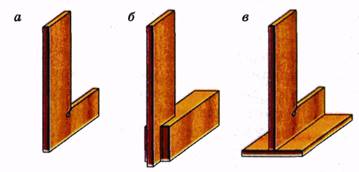
Рис. 41. Слесарные угольники:
а — плоский; б — с широким основанием; в — с Т-образным основанием.

Рис. 42. Прием контроля прямых углов плоским угольником
Механизированный ручной инструмент
Различают электрифицированные и пневматические ручные механизированные инструменты. Электрифицированные инструменты приводятся в действие электрическим током, пневматические — воздухом.
Из электрифицированных инструментов наиболее часто применяют электрогайковерты для завертывания гаек, электродрели для сверления отверстий, резьбонарезатели и другие.
 | Электрогайковерт |
Пользование электродрелью

К пневматическим инструментам относятся механические отвертки, гайковерт, молотки, сверлильные машинки и другие.
Механические отвертки

Пневматический гайковерт

Вопросы
- Перечислите электрифицированный ручной механизированный инструмент расскажите о его назначении.
- Какой вы знаете пневматический ручной инструмент?
Дополнительный контрольно-измерительный инструмент
Правильность заданных чертежом размеров и формы деталей проверяют штриховым (шкальным) измерительным инструментом, а также поверочными плитами, линейками. Поэтому, кроме типового рабочего инструмента, слесарь должен иметь рулетку, кронциркуль и нутромер, транспортир, угломер, штангенциркуль и другие.
Со всем этим инструментом вы знакомились в четвертом — шестом классах.
Кроме указанного инструмента, слесари используют контрольные скобы для проверки наружных диаметров деталей, лекальные линейки, калибры, щупы.
 | Пользование контрольной скобой |
 | Щупы |
Вопросы
- Назовите контрольно-измерительный инструмент, используемый слесарем.
- Для чего применяют калибры, щупы, лекальные линейки?
Резьбовые соединения (повторение)
При слесарно-сборочных работах все детали машин соединяют при помощи разбираемых (разъемных) и неразбираемых (неразъемных) соединений.
Разъемные соединения осуществляют при помощи резьбовых, шпоночных, шлицевых соединений. Повторим подробно сборку резьбовых соединений.
Резьбовыми соединениями больше всего пользуются при ремонте и сборке машин. Эти соединения просты в работе, удобны в регулировании.
Различают нормальные и специальные резьбовые соединения. В нормальных соединениях скрепляющими деталями являются болт, винт, шпилька, гайка.
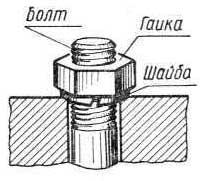 | Нормальное болтовое соединение |
В специальных соединениях резьбу выполняют на основных деталях машин.
Чистота отделки головки и стержня болтов зависит от их назначения. Болты, у которых головка и стержень обточены полностью, называют чистыми. Такие болты используют в ответственных соединениях. Болты, у которых обточены только опорная поверхность головки и торец стержня называют получистыми. Черными называют болты, у которых стержень и головка остаются необработанными после штамповки или ковки. По назначению винты делят на крепежные и установочные.
Крепежные винты используют тогда, когда к основной детали крепят вспомогательную деталь.
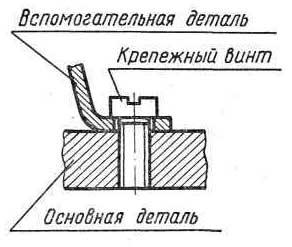 | Применение крепежного винта |
Стержень установочного винта полностью нарезан и имеет нажимной конец, который входит в углубление детали. Установочные винты применяют, если нужно зафиксировать одну деталь относительно другой.
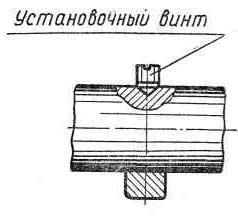 | Применение установочного винта |
Кроме установочных винтов, для фиксирования одной детали относительно другой применяют цилиндрические и конические штифты.
Штифты фиксируют детали за счет запрессовки штифта в отверстия соединяемых деталей, которая обеспечивает их неподвижность.
При сверлении отверстий под цилиндрические штифты диаметр сверл подбирают в зависимости от диаметра штифта, оставляя припуск на развертывание от 0,1 до 0,3 мм. Отверстия развертывают комплектом разверток (черновой, промежуточной и чистовой).
При сверлении отверстий под конические штифты диаметры сверл подбирают по наименьшему диаметру конца штифта.
Подготовив отверстия, ставят штифт так, чтобы оба конца немного выступали из деталей. Удары наносят мягким молотком или через медную или свинцовую оправку.
Вопросы
- Чем отличаются нормальные резьбовые соединения от специальных?
- Какие болты называют чистыми, получистыми, черными?
- Чем отличаются установочные винты от крепежных?
- Какие вы знаете штифты и для чего их используют?
- Как подбирают сверла для сверления отверстий под цилиндрические и конические штифты?
- Почему нельзя наносить удары по штифту твердым молотком?
Упражнения
- Осмотрите слесарные тиски, на которых вы работаете, и выявите неисправности (дефекты): крепление съемных губок, прижимной планки винта, подвижной губки с винтом и гайкой, крепление основания к верстаку.
- Разберите тиски и составьте технологическую карту на ремонт неисправных деталей.
- Произведите необходимый ремонт.
- Соберите тиски и проверьте их сборку.
Задания
- Возьмите цилиндрический и конический штифты и две соединяемые конические детали.
- Подберите диаметры сверл под эти штифты, просверлите отверстия, затем разверните отверстия.
- Установите штифты в подготовленные отверстия.
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
«Слесарное дело» Контрольно-измерительные приборы
Целью измерений является систематический контроль выпускаемых изделий, а также проверка соответствия полученных в процессе обработки размеров требуемым (по чертежам и техническим условиям) допускам.
По способу получения значений измеряемых величин методы измерений подразделяются на абсолютные и относительные, прямые и косвенные, контактные и бесконтактные.
Абсолютный метод измерения характеризуется определением всей измеряемой величины непосредственно по показаниям измерительного средства (например, измерение штангенциркулем).
Относительное (сравнительное) измерение – это метод, при котором определяют отклонение измеряемой величины от известного размера, установочной меры или образца (например, контроль с помощью индикаторного устройства).
![]()
![]()
Содержимое разработки
При обработке заготовок необходимо выдерживать определенные геометрические параметры поверхностей: размер, форму и относительное расположение. Степень приближения истинного параметра к его теоретическому значению называют точностью обработки .
Какие инструменты и приспособления необходимы для измерения?
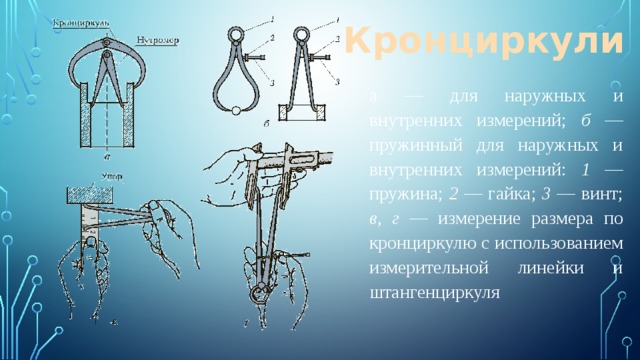
Кронциркули
а — для наружных и внутренних измерений; б — пружинный для наружных и внутренних измерений: 1 — пружина; 2 — гайка; 3 — винт; в , г — измерение размера по кронциркулю с использованием измерительной линейки и штангенциркуля
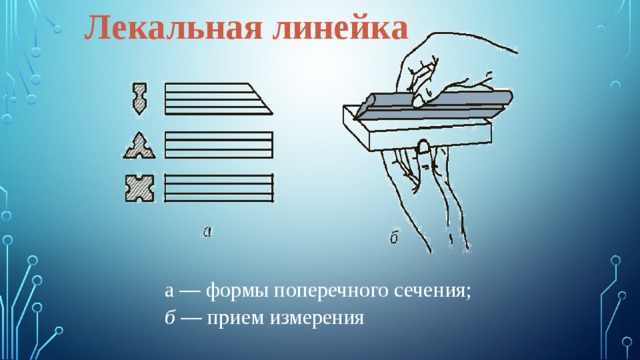
Лекальная линейка
а — формы поперечного сечения; б — прием измерения

Штангенинструменты:
а , б — штангенциркули: 1 — штанга; 2 — губки для измерений наружных и внутренних поверхностей; 3 — рамка; 4 — винт для фиксации рамки; 5 — нониус; 6 — линейка глубиномера; 7 — устройство для точного перемещения рамки ;
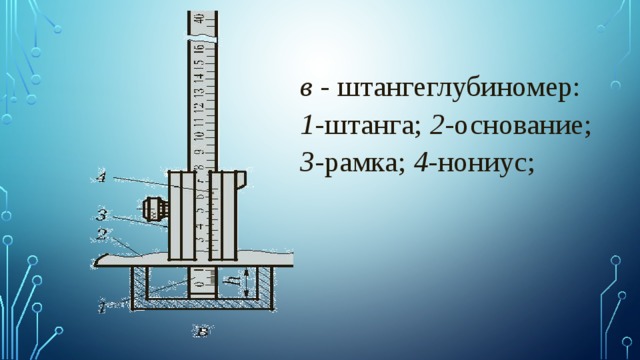
в — штангеглубиномер: 1- штанга; 2- основание; 3- рамка; 4- нониус;

г-штангенрейсмас: 1- выступ рамки; 2 , 4- измерительные ножки; 3- держа-тель измерительной ножки; 5- нониус; 6- рамка; 7- штанга; 8- основание; d- диаметр измеряемой детали; b- толщина измерительных губок; h- глубина отверстия или высота уступа

Микрометрические головки
а-с верхним пределом измерения до 100 мм:
1- микрометрический винт;
2- стебель; 3- барабан;
4- микрогайка; 5- стяжная гайка; 6- накидной колпачок; 7- трещотка;
8- винт крепления трещотки; 9- палец;
10- пружина; 11- втулка;
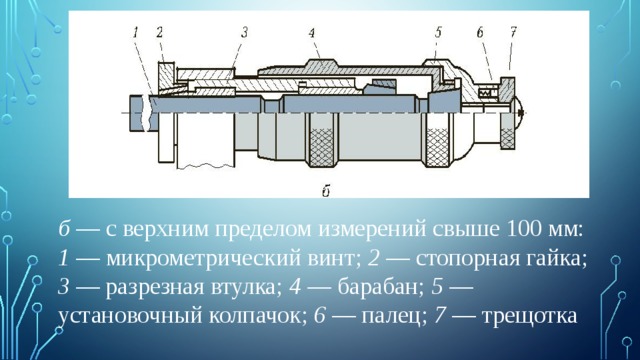
б — с верхним пределом измерений свыше 100 мм: 1 — микрометрический винт; 2 — стопорная гайка; 3 — разрезная втулка; 4 — барабан; 5 — установочный колпачок; 6 — палец; 7 — трещотка
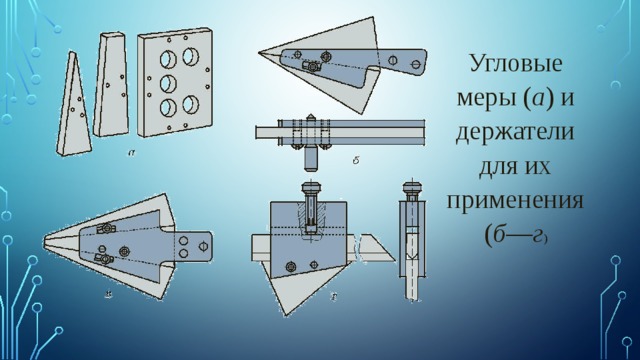
Угловые меры ( а ) и держатели для их применения ( б — г )

Поверочные угольники
H и L — соответственно высота и длина полок угольника; D — диаметр цилиндри-ческого угольника
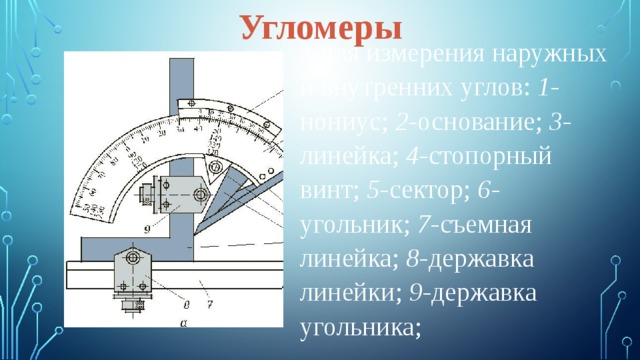
а-для измерения наружных и внутренних углов: 1- нониус; 2- основание; 3- линейка; 4- стопорный винт; 5- сектор; 6- угольник; 7- съемная линейка; 8- державка линейки; 9- державка угольника;

б- для измерения только наружных углов: 1- державка угольника; 2- угольник; 3- линейка; 4- основание; 5 , 8- стопорные винты; 6- винт микрометрической подачи; 7- нониус; 9- сектор; 10- подвижная линейка; А- ось

Индикаторная измерительная головка (индикатор часового типа)
а-общий вид: 1- измерительная шкала; 2- кольцо для установки шкалы на ноль; 3- стрелка-указатель; 4- стрелка отсчета числа оборотов; 5- гильза; 6- стержень; 7- наконечник; 8- корпус; 9- крепежное ушко; 10- головка отвода измерительного стержня

б- кинематическая схема: 1 , 5- пружины; 2- гильза; 3- стрелка-указатель; 4- стрелка контроля числа оборотов; 6- ось; 7 — 10- зубчатые колеса; 11- зубчатая рейка; 12- наконечник
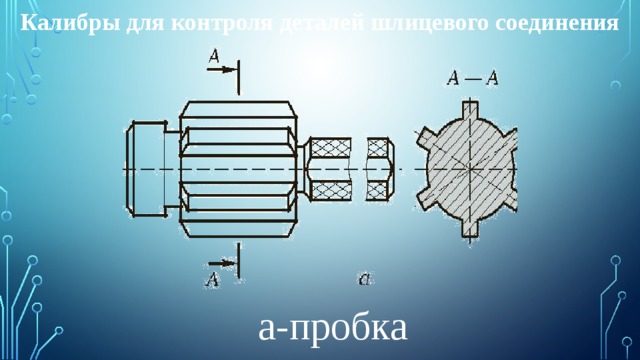
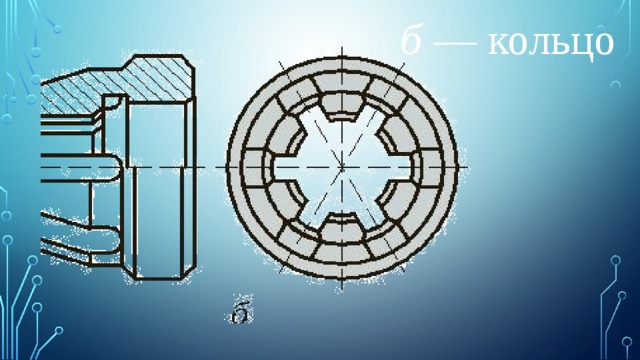
Калибры для контроля деталей шлицевого соединения

Калибр для контроля ширины шпоночного паза
2.3. Измерительный инструмент и приборы для точных измерений
2.3. Измерительный инструмент и приборы для точных измерений
К инструментам и приборам для точных измерений относятся штангенциркули одно– или двухсторонние, эталонные и угловые плитки, микрометры для наружных измерений, нутромеры микрометрические, глубиномеры микрометрические, индикаторы, профилометры, проекторы, измерительные микроскопы, измерительные машины, а также разного вида пневматические и электрические приборы и вспомогательные устройства.
Измерительные индикаторы предназначены для сравнительных измерений путем определения отклонений от заданного размера. В сочетании с соответствующими приспособлениями индикаторы могут применяться для непосредственных измерений.
Измерительные индикаторы, являющиеся механическими стрелочными приборами, широко применяются для измерения диаметров, длин, для проверки геометрической формы, соосности, овальности, прямолинейности, плоскостности и т. д. Кроме того, индикаторы часто используются как составная часть приборов и приспособлений для автоматического контроля и сортировки. Цена деления шкалы индикатора обычно 0,01 мм, в ряде случаев – 0,002 мм. Разновидностью измерительных индикаторов являются миниметры и микрокаторы.
Измерительные приспособления предназначены для измерения изделий больших размеров.
Измерительные проекторы – это приборы, относящиеся к группе оптических, основанные на использовании метода бесконтактных измерений, т. е. измерений размеров не самого предмета, а его изображения, воспроизведенного на экране в многократном увеличении.
Измерительные микроскопы, как и проекторы, относятся к группе оптических приборов, в которых используется бесконтактный метод измерений. Они отличаются от проекторов тем, что наблюдение и измерение выполняются не на изображении предмета, спроектированном на экране, а на увеличенном изображении предмета, наблюдаемом в окуляре микроскопа. Измерительный микроскоп служит для измерения длин, углов и профилей разнообразных изделий (резьб, зубьев, шестерен и т. д.).

Рис. 3. Вспомогательные измерительные приспособления: а – плита для измерений; б – мерительная линейка; в – призма; г – мерительная скалка; д – синусная линейка; е – уровень; ж – мерительная стойка; з -клинья для измерения отверстий
К вспомогательным измерительным приспособлениям относятся: плиты, линейки, призмы, измерительные скалки, синусные линейки, уровни, измерительные стойки и клинья для измерения отверстий (рис. 3).
Все измерительные приборы отличаются высокой точностью исполнения и требуют тщательного ухода. Обеспечение соответствующих условий использования и хранения является гарантией долговечности их работы и точности. Неправильное обращение ведет к преждевременному износу и порче, невозможности эксплуатации и даже к повреждению измерительных приборов.
При эксплуатации измерительного инструмента и приборов недопустимы механические повреждения, резкие перепады температуры, намагничивание, коррозия.
Необходимыми требованиями при эксплуатации измерительного инструмента и приборов являются соблюдение чистоты, квалифицированное обслуживание и, прежде всего, хорошее знание конструкций и условий эксплуатации измерительных приборов.
Данный текст является ознакомительным фрагментом.
Читать книгу целиком
Похожие главы из других книг:
Материалы, приборы и приспособления
Материалы, приборы и приспособления Для устройства печей применяют всевозможные материалы, обладающие различными физическими свойствами, приборы и приспособления. Из физических свойств наиболее важны огнеупорность и тепловое расширение, поскольку отдельные части
Печные приборы
Печные приборы Для отопительных печей и кухонных очагов (плит) необходимы печные приборы (гарнитура), обеспечивающие нормальную работу печей и уход за ними.Печные приборы — это готовые металлические изделия: топочные, поддувальные и другие дверки, колосниковые решетки,
Инструменты, приспособления, приборы
Электромонтажные работы по прокладке проводки Прежде чем приобретать электротехнические материалы и устройства и приступать к электромонтажным работам, владельцу садового домика или коттеджа необходимо решить ряд подготовительных вопросов: • составить
Приборы освещения и сигнализации
Приборы освещения и сигнализации Приборы освещения предназначены для обозначения габаритов транспортного средства при движении в темное время суток и в условиях недостаточной видимости, а также для освещения дороги и внутренних помещений автомобиля (моторный отсек,
3. Внешние световые приборы
3. Внешние световые приборы 3.1. Количество, тип, цвет, расположение и режим работы внешних световых приборов не соответствуют требованиям конструкции транспортного средства. Примечание. На транспортных средствах, снятых с производства, допускается установка внешних
Отопительные приборы
Отопительные приборы Каждый потребитель хочет иметь регулируемое тепло, способное сочетать два условия: сохранить комфорт и сократить расходы на оплату неуклонно дорожающей тепловой энергии. Такое тепло в доме могут создать только легко управляемые отопительные
ИНСТРУМЕНТЫ, ПРИСПОСОБЛЕНИЯ И ПРИБОРЫ
ИНСТРУМЕНТЫ, ПРИСПОСОБЛЕНИЯ И ПРИБОРЫ Домашнему электрику в его работе не обойтись без небольшого набора стандартных инструментов и нескольких несложных самодельных приспособлений.Так, для сборки и разборки резьбовых соединений в корпусах приборов и в электрических
МАТЕРИАЛЫ, ПРИБОРЫ, ИНСТРУМЕНТЫ
МАТЕРИАЛЫ, ПРИБОРЫ, ИНСТРУМЕНТЫ Применение хороших материалов удлиняет срок службы печей.Красный кирпич должен быть нормально обожженным, правильной формы, с плоской постелью и боковыми гранями, прямыми кромками и острыми углами. Недожженный кирпич с дефектами и
Отопительные приборы
Отопительные приборы В квартире могут применяться различные типы отопительных приборов: радиаторы и конвекторы. Их выбор осуществляется и обосновывается на стадии проектирования дома, исходя из конкретных условий и требований.
Пирографические приборы
Пирографические приборы В целом приборы для пирографии в зависимости от вида рабочей части (наконечника) подразделяются на две категории: приборы с твердой насадкой и постоянным температурным режимом и приборы с проволочным пером с регулируемой температурой. Хотя оба
Сантехнические приборы
Сантехнические приборы Термин «сантехнические приборы» относится практически ко всему, что связано с подключением к водопроводу и сливу, например к раковинам, унитазам, биде, ваннам и душу. Каждый из них выбирается в зависимости от цвета, материала, качества, стоимости и

