
Сварочные экструдеры и термофены для сварки пластиковых конструкций
Сварка пластика: выбор ручного сварочного экструдера
Двадцать первый век без сомнения можно назвать веком пластика. Из него изготавливается всё больше технических деталей и предметов обихода. Разработаны полимерные материалы твёрдые, как камень, крепкие, как сталь. Ну а в коррозионной стойкости и химической инертности пластику просто нет равных. Кроме того, он лёгкий, не бьётся и может принять практически любую форму и свойства.
Использование полимерных материалов во всех областях промышленности и бытовых условиях делает актуальным ремонт пластиковых изделий, а также соединение деталей. Как и в случае с металлом, эти работы получили название сварочных. В основе схожий принцип: материал разогревается и подаётся на соединяемые поверхности.
Правда, низкая температура плавление поливинилхлорида, полиэтилена и полистирола позволяет не так сильно разогревать предварительно заготовки, с которыми ведётся работа, в отличие от сварки металлов. Не получится и использовать для разогрева высокое напряжение: пластик является диэлектриком и не проводит электрический ток. На помощь приходит ручной сварочный экструдер.
Устройство и принцип действия ручного аппарата для сварки пластика
 По форме экструдер несколько напоминает пистолет-пулемёт времён Второй мировой войны с боковым расположением магазина, только массивнее и более угловатый.
По форме экструдер несколько напоминает пистолет-пулемёт времён Второй мировой войны с боковым расположением магазина, только массивнее и более угловатый.
Агрегат для сварки изделий из пластика чаще всего выполняется с рукояткой пистолетного типа, как и многие другие инструменты, например, электродрель.
В конструкцию любого экструдера входят следующие элементы:
- Электропривод. Эту функцию выполняет мощный электромотор, который устанавливается в задней части прибора. Питание производится от сети 220 вольт.
- Электронагреватель с вентилятором. Здесь снова же с помощью электричества формируется поток горячего воздуха, предназначенный для приведения заготовок в размягчённое состояние.
- Камера подачи материала. Имеет трубчатую форму, внутри полая, но по центру её проходит ось шнекового винта, как в мясорубке. При вращении он не только измельчает материал, подаваемый в камеру, но и продвигает его к выходу, формируя необходимое давление.
- Экструзионная камера. Здесь измельчённый и расплавленный пластик скапливается и под давлением начинает выходить из отверстия в конце камеры.
- ТЭН. Создаёт нагревательную рубашку вокруг камеры подачи и экструзии, обеспечивая нагрев и расплавление пластика.
- Сварочный башмак. Это насадка, надевающаяся на подающее сопло экструзионной камеры. Благодаря башмаку разогретая пластиковая масса имеет определённую форму. Это позволяет работать с разной конфигурацией сварочных швов.
- Блок регулировок. Имеет органы управления для изменения параметров нагрева и скорости вращения шнека.
Принцип действия ручного сварочного экструдера принципиально выглядит следующим образом: подаваемый внутрь аппарата присадочный пруток или гранулы пластика в загрузочной камере начинают размягчаться и становятся вязкими.
Шнековый винт измельчает и продвигает пластик, пока тот не накопится в экструзионной камере. Оттуда тот выдавливается под давлением, как с помощью кондитерского шприца выдавливают крем. Одновременно горячий воздух, подаваемый на заготовки из сопла, разогревает их до состояния склеивания с выходящей массой.
Особенности аппарата
 Несмотря на общий для всех сварочных экструдеров принцип работы, они могут иметь некоторые отличия.
Несмотря на общий для всех сварочных экструдеров принцип работы, они могут иметь некоторые отличия.
Параметры устройств обусловливают их сферу применения.
Мощность
Один из главных параметров в любом инструменте. Определяет как работу привода шнекового винта, осуществляющего измельчение и подачу пластика, так и работу нагревательного элемента. Непосредственно от мощности зависит производительность экструдера, то есть насколько быстро он может работать с максимальной длиной сварочного шва. Как и любой предмет с электрическим нагревом, ручной экструдер должен иметь довольно большую мощность для комфортной и быстрой работы. У большинства представленных на рынке устройств она находится в пределах от 1600 до 3600 Ватт. Чем больше этот параметр, тем больше пластика он может расплавить и подать через башмак на свариваемые заготовки.
Толщина соединяемых изделий
Определяет, с какими заготовками может допускается работа аппарата. Линейно зависит от мощности — чем она выше, тем толще можно брать детали на сварку. Параметр актуален для производства и ремонта, так как далеко не у всех есть необходимость производить сварку толстых листов. Нижний порог обычно начинается от 1,5 мм. Соединить можно и более тонкие листы, однако в этом случае заготовка может деформироваться под влиянием мощного разогрева. Верхний предел у мощных устройств может достигать 40 мм. При большей толщине прочность сварочного шва резко падает, так как прогреть и расплавить такую заготовку на всю глубину уже проблематично.
Диаметр прутка
Для моделей с подачей именно пластикового стержня вводится параметр допустимого диаметра. У профессиональных моделей он составляет 5 — 6 мм, в противном случае обеспечить необходимую производительность килограмм пластика в час не удастся. Компактные модели для меньшей толщины изделий и пруток используют 3 мм.
Тип подаваемого материала
 Для работы экструдерам требуется непрерывная подача материала, который аппарат в расплавленном состоянии выдавливает на заготовки.
Для работы экструдерам требуется непрерывная подача материала, который аппарат в расплавленном состоянии выдавливает на заготовки.
Материал может быть в двух вариантах исполнения — пластиковый присадочный пруток либо гранулят.
Первый вариант оказался удобнее и получил значительно большее распространение, чем второй по нескольким причинам:
- Пруток, смотанный в бухты, удобнее транспортировать. В случае повреждения транспортировочной упаковки материал не получает критических повреждений. А вот гранулят при разрыве мешка высыпался, и никто его уже не собирал.
- Пруток, заведённый в приёмную камеру, может подаваться до тех пор, пока не размотается бухта. Нужно лишь слегка высвобождать несколько витков для последующей работы. Гранулят засыпается в специальный бункер. Для того, чтобы заполнить, его нужно снять. Бункер открытого типа неудобен в работе, материал из него может высыпаться. Но даже в этом случае для снаряжения экструдера нужно либо оторваться от работы, либо иметь в штате помощника-ассистента.
Органы управления
Простые модели экструдеров оснащены всего лишь парой механических переключателей — рукояток с делениями. С помощью них можно отрегулировать температуру подаваемой пластиковой массы и скорость её подачи. Продвинутый профессиональный инструмент комплектуется электронными системами. Здесь за регулировку отвечает электронный блок, а информация выводится на жидкокристаллический дисплей. Как вишенка на торте — оснащённость датчиками окружающей температуры для минимизации перепада на выходе пластиковой массы.
Производительность
Поскольку далеко не все операторы могут напрямую безошибочно связать мощность и объём работы, который позволяет выполнить инструмент, вводится понятие производительности в единицу времени. Эта характеристика показывает, сколько расплавленной пластиковой массы может произвести аппарат в час. Соответственно, чем больше показатель, тем более пригоден прибор для профессионального использования при больших объёмах работы. Измеряется в килограммах в час, может варьироваться в пределах от 0,5 до 3 кг/ч.
Производители
В отличие от такого распространённого инструмента, как дрели, болгарки и перфораторы, ручные сварочные экструдеры характеризуются весьма узкой специализацией. Массовый спрос на них практически отсутствует, зато те специалисты, которые приобретают данный аппарат хорошо разбираются в характеристиках и готовы выложить за профессиональный инструмент не одну сотню тысяч рублей. Правда, и риск высок.
К примеру, экструдер приобретается для сращивания пластиковых элементов бассейна. Стоимость личного плавательного водоёма весьма высока, а если представить, что резервуара клиентов начали давать течь из-за сварки некачественным аппаратом… Это не пару саморезов закрутить. Убыток от рекламаций способен поставить на прибыльном бизнесе крест. Поэтому и покупают дорогой фирменный прибор, чтобы не запятнать репутацию.
Так складывается ситуация на рынке оборудования. Ручной экструдер практически невозможно найти в обычном строительном магазине. Его реализуют либо специализированные организации под заказ, либо через интернет на профильных сайтах. И цена у такого устройства стартует от 50 тысяч рублей. Мощные экземпляры стоят уже значительно дороже: 200 — 500 тысяч.

Munsch
Германия. Вроде настоящая, без китайской сборки. Качественная надёжная сборка и материалы. Высокая ремонтопригодность, что немаловажно для аппарата такого класса — после поломки его не выкинешь, будет жалко потраченных денег. Впрочем, поломке ещё надо случиться, ведь всё продумано до мелочей. Большинство инструментов имеют раздельный нагрев массы и заготовки, что позволяет работать на улице при низких температурах.
Leister
Швейцария. Где находится производство, компания не афиширует, а пользователи доверяют ей, пока их устраивает высокое качество инструмента. Известная марка в России, есть несколько линеек разной мощности. «Фишкой» Ляйстера является продвинутая система интеллектуального управления процессом экструзии. Информация выводится на дисплей, пользователь имеет доступ к большому числу точных настроек.

Stargun (Ritmo)
Италия. Достойный конкурент приведённых выше аппаратов. Большинство изделий характеризуются высокой мощностью (минимальная производительность 2 кг/час). Имеет компактные размеры и различные удобства вроде эргономичных рукояток, выверенного центра тяжести и подсветки зоны сваривания.
Weldy
Дочерний бренд Leister. Видя, что многие хотят подешевле, швейцарцы организовали сборку в Китае, немного снизили качество и ощутимо сбросили цену. Впрочем, бояться инструмент, как кота в мешке, не стоит: даже китайская сборка всё равно опережает российскую, тем более что контроль качества всё же не пропускает откровенно ущербные аппараты на рынок.
Отечественное производство
Маркируется РСЭ, то есть просто аббревиатурой, за которой идёт расшифровка мощности и других параметров. Иногда могут брендироваться именем собственным, например, Урал-1. Собирается на отечественных заводах или на китайских по заказу из Москвы. По обещанию некоторых производителей, окупает себя после первого выполненного заказа.
Хотите инструмент по цене работы на нём — тогда вам сюда. Серьёзно, есть поклонники и этого оборудования. Чаще всего это мастера, которые и сами экструдер собрать могут. Покупают изделие российской марки как конструктор, из которого можно «сварганить» что-то под свои нужды.
Самые удачные модели экструдеров
RITMO STARGUN R-SB 50

- Мощность 4 кВт.
- Производительность 5 кг/ч.
- Диаметр прутка 4 -5 мм.
- Толщина свариваемых.
поверхностей 15 — 40 мм. - Средняя цена 450 000 р.
Мощная высокопроизводительная модель, обеспечивает выход пластиковой массы до 5 кг-час. Относительно компактные размеры при большой мощности позволяют использовать экструдер в ограниченном пространстве, например, в системах вентиляции, внутри ёмкостей и трубопроводов. Контроллер температуры раздельный, что позволяет отдельно регулировать жар из сопла разогрева и экструзионную массу. Производителем заявлен расход воздуха 350 л/мин. Такой мощный горячий поток способен разогреть толстостенные конструкции до 40 мм толщиной.
Leister Fusion 3C 123.866

- Мощность 2,8 кВТ.
- Производительность 1,8 — 3,6 кг/ч.
- Диаметр прутка 4 — 5 мм.
- Толщина свариваемых.
поверхностей 3 — 20 мм. - Средняя цена 280 000 р.
Компактный и высокопроизводительный экструдер средней мощности. Универсальный аппарат благодаря широкому диапазону регулировок. Производитель обращает внимание на наличие контроллера скорости вращения шнека, сопряжённого с температурой. Это даёт возможность плавно регулировать количество подаваемого материала. В результате становится возможной работа как с тонкими материалами, так и с толстостенными элементами вроде бочек и бассейнов.
Munsch MAK-18-S-B

- Мощность 2300 Вт.
- Производительность до 2,5 кг/ч.
- Диаметр прутка 3 — 4 мм.
- Толщина свариваемых.
поверхностей 4 — 15 мм. - Средняя цена 240 000 р.
Одно из самых бюджетных решений среди экструдеров Мюнш. Мощность невелика для профессионального аппарата, поэтому он предназначен для тонких и лёгких работ. Зато сварочный шов получается идеальным. Модель почти не содержит различных «примочек», нагрев прутка и выходящего воздуха совмещён. Это ограничивает сферу применения тёплыми цехами. Зато качество изготовления и надёжность позволяют не жаловаться на инструмент.
Заключение
Хороший сварочный экструдер не может стоит дёшево — это главное правило данного сегмента инструмента. Высокая цена будет означать хорошие показатели мощности, надёжную работу всех узлов и агрегатов.
Читайте также другие полезные статьи:
Видео-обзор сварочного экструдера Leister Fusion 3C 123.866
Технология сварки ручным экструдером
1.1 Назначение
Экструзионная сварка применяется для сварки листов, профилей и пленок из пластмасс — полиэтилена, полипропилена, реже ПВХ или ПВДФ, еще реже из других термопластов. Для монтажа напорных трубопроводов из термопластов экструзионная сварка неприменима по одной причине – при стыковом расположении свариваемых изделий (труб, листов или пр.) прочность сварного экструзионного соединения не превышает 80% от прочности исходных изделий.
1.2 Общие требования
Так же как и для любой другой технологии сварки пластмасс, для сварки экструдером действуют общие требования:
— Сваривать следует только изделия из одинаковых термопластов. Важнейшими показателями «одинаковости» являются химический состав, плотность и показатель текучести расплава. При сварке экструдером те же требования предъявляются к присадочному материалу.
Замечание: Если показатель текучести расплава (ПТР) свариваемых деталей отличаются, то присадочный материал следует по возможности выбирать таким образом, чтобы его ПТР был средним между ПТР свариваемых деталей.
— Свариваемые поверхности должны быть чистыми. При экструзионной сварке это требование настолько жесткое, что свариваемые поверхности должны быть механически очищены даже от тончайшего слоя окислившегося материала не более чем за 20 мин до начала сварки. Это связано с тем, что технология экструзионной сварки создает сравнительно небольшое течение и перемешивание материала в зоне сварки.
1.3 Главная идея
Технология сварки экструдером была изначально разработана для сварки сравнительно толстостенных деталей. По сравнению с технологией сварки горячим воздухом с применением присадочного материала (прутка), сварка экструдером обеспечивает следующие преимущества:
- Позволяет сварить толстостенные детали за один проход;
- Увеличивает скорость сварки;
- Уменьшает влияние человеческого фактора на качество сварного шва.
В принципе, экструзионная сварка двух деталей заключается в следующем:
— Свариваемые поверхности – специально подготовленная сварочная канавка (рис.1) или угол между листами (рис.2) или поверхность пленки, уложенной внахлест (рис.3). Свариваемые поверхности предварительно нагреваются до температуры пластификации горячим воздухом, выходящим из сопла предварительного нагрева сварочного экструдера. В случае стационарных цеховых сварочных экструдеров поверхности могут нагреваться тепловым излучением.
— Одновременно с этим присадочный материал в форме прутка или гранул подается в экструдер, нагревается до вязко-текучего состояния и перемешивается шнеком экструдера до достижения гомогенной (однородной) массы.
— Вязко-текучий присадочный материал выдавливается из сварочного экструдера и подается в зону сварки через т.н. сварочный башмак.
— Давление, необходимое для экструзионной сварки, прикладывается через присадочный материал – сварочным башмаком. В случае стационарных цеховых сварочных экструдеров сварочное давление на присадочный материал может сообщаться отдельными приспособлениями.
 |  |  |
| Рис. 1 Шов V-типа | Рис. 2 Шов K-типа | Рис. 3 Шов F-типа |
1.5 Схема работы сварочного экструдера
Поскольку зона сварки обязательно должна быть нагрета перед впрыскиванием присадочного материала, сварочный экструдер снабжен нагревателем воздуха. Горячий воздух подается в зону сварки через т.н. «сопло предварительного нагрева» и нагревает свариваемые поверхности до вязко-текучего состояния. Температура горячего воздуха регулируется специальным контроллером.
Нагреватель воздуха может быть в форме термофена, т.е. иметь встроенный нагнетатель воздуха. Как вариант, экструдер может быть рассчитан на внешнюю подачу воздуха – от компрессора или пневмосети предприятия.
Если речь идет о сварочном экструдере шнекового типа (Рис.4), то присадочный материал в форме сварочного прутка или гранул подается в шнековую (экструзионную) камеру.
Вращение шнека обеспечивается электроприводом, в качестве которого часто используют обычную ручную дрель. С учетом того, что нормальная продолжительность работы экструдера больше, чем у дрели, на качественных экструдерах используются модифицированные электромоторы, рассчитанные на продолжительный режим работы и имеющие больший ресурс.
Проходя через экструдер, присадочный материал постепенно нагревается и перемешивается до состояния однородной массы. Нагрев материала обеспечивается электронагревателями, расположенными вокруг экструзионной камеры. Температура электронагревателей регулируется специальным контроллером.
Как вариант, в более простых и дешевых моделях экструдеров нагрев экструзионой камеры может производиться горячим воздухом, который проходит через полость вокруг экструзионной камеры и только после этого подается в зону сварки. В этом случае температура нагрева присадочного материала «привязана» к температуре горячего воздуха.
Расплавленный присадочный материал подается в зону сварки через т.н. сварочный башмак.
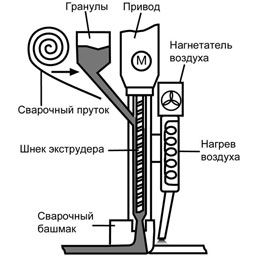 | 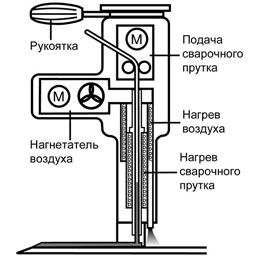 |
| Рис. 4 Схема работы сварочного экструдера шнекового типа | Рис. 5 Схема работы сварочного экструдера плунжерного типа |
В сварочных экструдерах плунжерного типа (рис.5) используется упрощенная схема продвижения присадочного материала через зону нагрева.
Материал в виде сварочного прутка подается на профильные вальцы, которые с усилием вводят его в цилиндрическое отверстие зоны нагрева. Электронагреватели, расположенные вокруг зоны нагрева, постепенно нагревают пруток до вязко-текучего состояния. Таким образом, задняя твердая часть прутка служит поршнем для передней пластифицированной части.
Сварочные экструдеры плунжерного типа отличаются меньшей производительностью. Компактность и небольшой вес позволяют использовать такой экструдер в труднодоступных местах. К недостаткам плунжерных экструдеров следует отнести их высокую требовательность к диаметру и идеально круглой форме сварочного прутка. А подача присадочного материала в форме гранул здесь вообще невозможна.
Нагретый присадочный материал из сварочного экструдера плунжерного типа, так же как и из шнекового экструдера, подается в зону сварки через сварочный башмак.
Форма рабочей поверхности сварочного башмака соответствует форме свариваемых поверхностей. В передней части башмака имеется специальный «нос», ограничивающий выдавливание присадочного материала вперед по направлению сварки.
Давление присадочного материала на «нос» сварочного башмака обеспечивает движение сварочного экструдера в направлении прокладки сварного шва. Скорость движения сварочного экструдера, таким образом, определяется производительностью экструдера и площадью сечения сварного шва.
1.6 Свариваемые материалы
Экструзионной сваркой наиболее часто свариваются изделия из ПНД, ПП или др. термопластов 1-й группы, у которых разница между температурой вязко-текучего состояния и температурой начала термодеструкции составляет более 50ºС. Это означает, что даже значительный перегрев материала (на 30-40ºС) не может серьезно повредить материал.
Термопласты 2-й группы, как ПВДФ и особенно ПВХ, отличаются неприятной особенностью – температура термодеструкции материала не намного превышает температуру пластификации. Поэтому при сварке ПВДФ особые требования предъявляются к точности работы системы нагрева материала (экструзионной камеры). А для сварки ПВХ, кроме того, используется сварочный экструдер со шнеком специальной формы, который более тщательно перемешивает материал в процессе его расплавления, не допуская локального перегрева.
Температурная неустойчивость термопластов 2-й группы, кроме того, накладывает дополнительные ограничения на технологию экструзионной сварки – в частности, экструдер не должен выключаться и вновь включаться в процессе сварки, не должен надолго оставляться в режиме ожидания и т.п.
Другая неприятность, связанная с ПВХ – это его абразивность и высокая химическая активность при нагреве. Это предъявляет особые требования к стойкости материалов экструзионной камеры и шнека.
Сварка пластика при помощи сварочного фена и экструдера.
СВАРКА ПЛАСТИКА: PVC, PP, PE
Прежде чем приступить к описанию особенностей каждого вида пластика, разберемся в самом процессе.
Сварка пластика – процесс соединения нескольких термопластичных материалов с использованием тепла, давления и дополнительных (а может, и без) средств. Мы сейчас рассматриваем ситуацию, когда для скрепления двух поверхностей, на одну из них наносится размягчающий растворитель, позволяющий им взаимодействовать.
ПРОЦЕСС:
- Место будущего шва подвергается воздействию реагента.
- Нитевидные молекулы пластичного материала способны переплетаться друг с другом, поэтому в месте соприкасания двух однородных полимеров появляются гомогенные образования.
ВАЖНО: допускается сварка лишь однородных (с одинаковыми молекулярными весами и плотностью) пластиков, например PP с РР, мягкий PE с мягким PE. Цвет материала не имеет значения. Исключения происходят только при необходимости создания достаточной прочности соединений, например, акриловое стекло с пластиком типа PVC.
СВАРКА ГОРЯЧИМ ГАЗОМ
В этом разделе мы рассмотрим 7 пунктов:
- Рабочее место;
- Подготовка шва;
- Способы сварки;
- Примеры швов;
- Применение круглых, скоростных и прихваточных форсунок;
- Дефекты сварки;
- Обработка швов;
- Свариваемость типов.
РАБОЧЕЕ МЕСТО. СВАРОЧНОЕ ОБОРУДОВАНИЕ
К сварному оборудованию относятся:
- Пистолеты с диаметром в 3,4 и 5 мм;
- Форсунки;
- Приборы измерения температуры;
- Приборы измерения влажности;
- Приборы отделения масла и воды.
Подготовка шва
- Швы бывают:
- V-образный простой;
- V-образный двойной;
- U-образный.
- Х-образный.
ВАЖНО: плиты, подлежащие сварке, должны быть безупречно прямыми. Добиться этого можно, используя рубанок, фрезу, нож, циклей. Всю грязь, жир, пот от рук, пленку окиси необходимо удалить так же, чтобы выдержать одинаковое качество по всему объекту.

Наиболее часто употребимый V-образный шов. Он означает, что сварка требуется сразу с двух сторон плитки. Но это и хорошо, чем больше швов, тем меньше напряжения испытывает материал.
Способы сварки
Жизненно необходимо, чтобы склеиваемая поверхность и проволока для сварки были равномерно пластичны. Это требуется для того, чтобы не возникли потом трещины в швах из-за неполноценного скрепления. Поэтому контролируйте периодически процесс по температуре и воздуху.
ПРОЦЕСС:
- Прогрев начального участка проволоки до матовой поверхности;
- Очистка ранее наваренного слоя от окисной пленки специальными средствами. Такая пленочка формируется при высокой температуре материала.
ВАЖНО: чтобы уменьшить деформацию, сварной слой стоит охладить. Помимо всего прочего специалист обязан следить за равномерностью нагрева плит по обе стороны от шва, обычно такая площадь не превышает расстояния в 8 мм.

На рисунке изображены V- и Х-образные швы.
Примеры швов:
Толщина материала, мм
Количество х диаметр
V-образный шов 2
V-образный шов 5
(Х-образный шов) 6
Применение круглых форсунок
Более сложная работа, нежели сварка со скоростными форсунками, требуется больше умений. Сам процесс выглядит так:
Проволока располагается под прямым углом, исключая образование трещин поперечных и осаживаний.
Применение скоростных форсунок
Сварка со скоростными форсунками, как правило, в 2 раза быстрее той, что с круглыми. Узкое сопло форсунки обеспечивает нагрев только необходимой зоны. Размер этих малышек зависит от диаметра проволоки.

Применение прихваточных форсунок
Прихваточные значит фиксирующие детали. Горячий воздух подводится так, чтобы плавить кромки. Прихваточные форсунки используются всегда при V-образных. Так достигается безупречное соединение корневого участка и предупреждение концентрации напряжения. Специалисты сварки рекомендуют применять прихватки в случаях, когда полимерные плиты имеют сверху какие-либо элементы.
Дефекты сварки
Знание причин дефектов может помочь в их избежании.
К таковым относятся :
- Не соответствие температуры и количества воздуха требованиям сварки;
- Недостаточно очищены сварочные поверхности и проволока;
- Грязный воздух (влага, пыль и масло);
- Неправильный побор проволоки;
- Неровная поверхность плит;
- Через чур быстрая сварка. Из-за этого проволока не до конца приобретает пластичность и не может полностью заполнить шов, остаются прорези, через которые может просачиваться воздух и влага;
- Внутри шва имеются пузырики воздуха;
- Плита и проволока нагреты не одинаково, по этой причине плохое сцепление;
- Швы не прихвачены, полотна подвижны;
- Молекулярные цепочки повреждены через чур высокой температурой, склеивание не происходит.
ПОСЛЕДУЮЩАЯ ОБРАБОТКА ШВОВ
Швы обрабатывать не обязательно, но если есть необходимость и желание, то можно:
- Строгать;
- Снимать напильничком;
- Шлифовать.
ВАЖНО: следите за тем, чтобы ваша послесварочная обработка не оставляла после себя царапины и надрезы. Полировка швов производится наждачной бумагой с каждым разом все более тонкой и менее грубой.

СВАРИВАЕМОСТЬ РАЗЛИЧНЫХ МАТЕРИАЛОВ
Как говорилось ранее, сварке подлежат материалы одного рода и плотности. Проверить правильность ваших решений относительно совместимости полимеров можно в определениях формах по DIN 16776 (PE) и DIN 16774 (PP). Релевантные величины MFR так же можно подсмотреть в наименованиях формовочных масс. Исключениями служат случаи, когда нужно получить достаточно прочное соединение, например, сварка PVC и акрилового стекла. Более подробно информацию можно изучить в Директиве DVS 2207 часть 15.
ЭКСТРУЗИОННАЯ СВАРКА
Экструзионная сварка применяется во всех развитых странах мира, следовательно, как утверждают специалисты, главное — понять, как работает данный продукт (то есть, ознакомиться с инструкцией перед применением). С экструзионной сваркой работа будет выполняться гораздо эффективнее, намного быстрее, профессиональнее. Такая сварка уникальна тем, что используется в огромном разнообразии нестандартных, сложных форм сварных швов, в отличии от основных форм, таких как внутренний угол, наружный угол и стыковые соединения. Для каждого шва всего лишь требуется подходящий по форме и размеру сварочный башмак.
Данная технология более применима, более результативна в отличии от стандартной сварки в данной сфере, ведь этот процесс обеспечивает:
- Высокую скорость процесса сварки;
- Минимализирует влияние такого понятия, как человеческий фактор.
УСТРОЙСТВО ОБОРУДОВАНИЯ
Экструзионная сварка может сварить листы и огромные разновидные пленки из полимеров. Неважно насколько изогнута деталь, или какой у нее радиус изгиба, который в большинстве случаев может превышать либо ширину шва, либо длину сварочного башмака, либо и то, и другое. Данная сварка более щадяша. Сварочные экструдеры сваривают две детали, впрыскивая расплавленный присадочный материал туда, где надо осуществить процесс сварки. Работает сварочный экструдер очень просто: экструдер снабжен нагревателем воздуха для того, чтобы зона сварки была нагрета, до вспрыскивания присадочного материала. Далее горячий воздух подается через специальное сопло в зону сварки и нагревает поверхность до определенного вязко-текучего состояния. Температура воздуха у данного оборудования регулируется контроллером. Также нагреватель может быть похож на термофен (оборудован специальным встроенным нагнетателем потока воздуха). В некоторых компаниях экструдер получает внешнюю подачу воздуха – от компрессора, или монтажа пневмосетей предприятия. Присадочный материал обычно в виде полиэтиленового или пластикового сварочного прутка, или гранул, подается через формующее отверстие головной части экструдера. Обратите внимание, что сам материал деталей должен соответствовать химическому составу присадочного материала, как и совпадать показатель текучести. Иногда бывает, что показатель текучести расплава (ПТР) свариваемых деталей разный, тогда нужно, чтобы присадочный материал имел средний коэффициент. Шнековые элементы экструдера приводятся в движение обычной ручной дрелью (дрель выступает в роли привода). Учитывая обычную продолжительность работы экструдера, рассматриваемая явно больше, чем у дрели, тем более на качественных экструдерах используются более модифицированные электромоторы, которые рассчитаны на длительный процесс работы. К месту будет вспомнить нынешние современные двигатели привода, такие как асинхронный, который будет без графитовых щеточек. Вот именно двигатели такой конструкции предрасполагают гораздо большим источником ресурса и самое важное регулируются с превосходной точностью, обороты данного шнека экструдера в немаленьком диапазоне — от 20% до 100%. Как же выглядит процесс прохождения через экструдер присадочного материала, подробнее. Наша проволока начинает постепенно нагреваться и перемешиваться, пока она не станет однородной. Электронагрев нашего экструдера «рубашки» обеспечивает должный уровень температуры. Если покупать простой тип экструдера, то проволока будет проходить через зону рубашки, только после чего в сварочную часть. Этот пример показывает, что температура разогрева нашего присадочного материала зависит от температуры парящей там атмосферы. Уже расплавленная и доведенная до однородного состояния присадочная проволока проходит непосредственно в место сварки, минуя сварочный башмак, часто изготавливаемый из такого материала, как ПТФЭ, иначе фторопласт-4. ПТФЭ широко применяется в связи с высокой температурой и скоростью плавления.
ФОРМА СВАРОЧНОГО БАШМАКА
Башмак обвивает присадочный материал, сообщая давление, которое необходимое для самой сварки. Наряду с этим он начинает формировать шов и сглаживает данную поверхность. Исходя из этого, эта деталь обязательно должна соответствовать форме и, самое главное, размеру предполагаемой поверхности шва. Нос сварочного башмака имеет одинаковую форму со скрепляемыми поверхностями, но ни в коем случае не должен прикасаться к ним. Для удовлетворения такого условия расстояние должно быть около 1-3 мм. В частности, передняя граница носа скруглена. Кромки обязательно должны быть как бы скошены, чтобы получился угол 45-90° (раскрытия шва) – меньший угол предназначен для толстых листовок, а больший — наоборот. Для того чтобы вязко-текучая смесь заполнила всю зону шва, угол (шва) раскрытия делается большим. Ограничение раскрытия для толстых листов должно быть не более 30мм. Иначе оператор просто не сможет прижать профессиональный сварочный башмак. Перед началом сварки листы нужно зафиксировать крепко относительно друг друга, надо оставить между маленький зазор шириной до 2мм. Подготовку кромок в обязательном порядке нужно производить непосредственно перед тем, как начать процесс сварки, так как поверхность большинство термопластов начинают окисляться на открытом воздухе. Если вдруг после проведения подготовки прошло больше 20 минут, нужно снова почистить поверхности. Лучше не очищать их растворителями, используйте скребки. Примите к сведению, что перехлест так называемой шляпки шва скорее всего будет составлять не менее 2 мм.На практике иногда появляется необходимость сварить нужный шов, форма которого меняется. Данный случай подходит для использования переменного сечения.
ВЫПОЛНЕНИЕ СВАРКИ
Н ужно установить экструдер на подставку, далее включить его в ближайшую сеть электропитания. Термофен на экструдере должен заработать автоматически. В случае, если экструдер оснащен нагревателем воздуха, то стоит врубить подачу воздуха и проконтролировать все: давление не меньше 0,4Б, расход воздуха — 300л/ч. После обязательной установки нужной температуры на дисплее начинается нагрев термофена с экструзионной камерой. Башмак тоже требует нагрева перед началом процесса, иначе он сделает шов волнистым. Большинство экструдеров имеют функцию блокировки, если замечена ошибка. Данная блокировка контролирует уровень температуры в экструзионной камере, и вы не сможете включить привод, пока стоящая там температура не достигнет нужного порогового значения. Иначе вы повредите электромотор, или еще хуже редуктор. Все показания на дисплее контроллера нужно иногда подвергать проверке с помощью контактного термометра. Нужно знать площадь нашего поперечного сечения швов, которые мы решились сварить, чтобы рассчитать необходимо минимальную, а также максимальную производительность данного экструдера. В частности, у экструдеров особенно с асинхронным (двигателем) диапазон материала площади пересечения привариваемых швов должен быть чуть шире.
Оборудование для сварки пластиков
Компания Полимерсервис осуществляет продажу сварочного оборудования известных Европейских производителей Leister (Швейцария), Rothenberger (Германия), Munsch (Германия), FORSTHOFF (Германия).
В нашей компании Вы можете не только купить сварочное оборудование по выгодной цене, но и произвести гарантийный ремонт сварочного оборудования.

Сварочное оборудование для сварки пластиков
Самое популярное сварочное оборудование это ручные сварочные экструдеры и сварочные фены. Они простые в использовании, сравнительно недорого стоят и за счет небольшого веса очень удобны в использовании. При наличии такого оборудования Вы можете изготавливать изделия из листового полипропилена не только в цеху, но и на объекте.
Принцип работы оборудования заключается в подаче горячего воздуха, который нагревает свариваемые поверхности и присадку (сварочный пруток или гранулы) до расплавленного состояния, благодаря чему достигается прочное соединение свариваемых деталей.
Более подробно об особенностях использования сварочного оборудования можно узнать, ознакомившись с технологией сварки полипропилена.
Что выбрать фен или экструдер?
Если при изготовлении изделий Вы используете листовые пластики толщиной более 10мм, если Вам требуется качественное и прочное соединение и Вы располагаете бюджетом от 100 000 руб, то выбирайте сварочный экструдер. За эти деньги, аппарат будет оснащен нагревателем воздуха со встроенным контроллером температуры, у него будет хорошая мощность и производительность, а сварочный шов будет выполняться за один проход. К тому же Вы сможете регулировать обороты шнека в диапазоне от 20 до 100 процентов.
Сварочный фен дешевле сварочного экструдера в 4-5 раз, меньше по габаритам в 1,5 раза и имеет вес не более 1,3кг вместе со шнуром, в то время как даже самый небольшой экструдер весит от 4 кг.
Сварочный фен это универсальный маленький помощник, без которого не обходится ни одно производство. Расходные материалы для фена сравнительно недороги, так что его эксплуатацию может позволить себе даже начинающий сварщик. Фен отлично подходит для ремонта автомобильных бамперов и сварки емкостей с толщиной стенки до 6мм, а также в случае использования в труднодоступных местах при ремонте пластиковых изделий.
Для выполнения различных сварочных швов Вам потребуются насадки для сварки, которые Вы также можете приобрести в нашей компании.
Виды насадок для сварки пластиков
Насадки для сварки отличаются по типу шва, который будет производиться при изготовлении изделия. Шов может быть стыковой, угловой (наружный и внутренний). В зависимости от типа шва сварщик выбирает оптимальное сечение сварочного прутка, которое он будет использовать. Пруток может быть круглый, овальный, треугольный, плоский. Соответственно и насадки для сварки будут для круглого прутка, для треугольного прутка или плоскощелевая. Эти насадки можно считать насадками быстрой сварки, помимо них есть еще насадки переходники, которые используют для перехода к насадками быстрой сварки.
Насадки для сварки листового полипропилена экструдерами, также отличаются по типу швов и прутков, которые будут использоваться в работе.
Принцип действия и особенности работы экструдера для сваривания изделий из полипропилена

Место ручного экструдера для сварки — одно из почётных на полках с оборудованием строительных магазинов.
Его основная работа — соединение полипропиленовых заготовок и деталей из полипропилена, создание конструкций из пластмасс и предметов из плотной плёнки, сварка листов пластика, пайка резервуаров, сооружение предметов детской площадки и тому подобное.
Однако, для пайки поливинилхлоридных деталей этот аппарат не подходит, как и для создания трубопроводных конструкций. Прочность швов, полученных с помощью экструдера, менее 85 процентов, поэтому трубопровод не будет достаточно герметизирован.
- Общая информация
- Виды
- РУЧНОЙ СВАРОЧНЫЙ ЭКСТРУДЕР: СХЕМА РАБОТЫ
- Виды швов
- Подготовительный этап
- Выполнение сварки
- Заключение
Общая информация

Этот аппарат работает по такой системе: нагретая воздушная масса, идущая из сопел экструдера и увеличивает температуру промежутка (канавы или стыка) между соединяющимися деталями, делая последние пластичнее.
Параллельно в рабочую зону аппарата подходит прут. Он плавится и соединяется с диском (его называют также шнек), образуя однородную пластиковую массу.
Через фильерный инструмент или сварочный башмак выходит расплавленная полимерная смесь. Шов получается, когда вся масса остывает до комнатной температуры. Это похоже на выдавливание кетчупа из упаковки.
Поверхности, которые соединяет мастер, должны быть идентичны друг другу. Это подразумевает, что составные элементы, плотность упаковки материала и его текучесть у деталей одинаковы.
Прут для сварки по этим характеристикам также должен быть похож на элементы.
- Шнековые. В них проволока для присадки плавится в шнековом резервуаре экструдерного аппарата и выдавливается сквозь стержень с винтовой поверхностью вдоль оси — шнек. Вместо проволоки используют и материал в гранулированном состоянии. Он находится в специальном отделении, где соединяется в однородную расплавленную массу и становится пригодным к подаче.
- Безшнековые. Прут в этих моделях накаляется электронагревателями в участке нагрева. Задний конец проволоки в этом варианте остается твердым и подталкивает нагретый вязкий материал на участок образования шва.
- Скомбинированные. В них совмещаются шнековы и безшнековый типы.
Сварочные экструдеры лучше выбирать, когда нужно сварить пластиковые детали с большой толщиной. При этом соединения получатся быстро и практически безошибочно.
Всё потому, что мастеру не нужно контролировать состояние сварочного углубления, как во время варки металлических конструкций.
Кроме того, правильно подавать и убирать шлак тоже не приходится. Новичок легко справится с экструдерным устройством в первые часы практики.
РУЧНОЙ СВАРОЧНЫЙ ЭКСТРУДЕР: СХЕМА РАБОТЫ

Перед тем, как соединять элементы, их нужно нагреть. В корпус сварочного экструдера для этой цели может быть встроен термофен. Он нужен для того, чтобы пластиковые детали нагрелись потоком воздуха перед тем, как на них подастся присадочный материал.
Нагретая воздушная масса может идти не только от термофена, но и от компрессорной установки или организационной пневмосети. Присадочная проволока нагревается благодаря электрическим нагревателям, встроенным по кругу экструзионного отделения.
В устаревших моделях экструдеров шнековая камера подогревается жарким воздухом, который нагревает также и зону сварочной работы. Перед тем, как «дойти до сварки» воздух идёт через отделение с диском и плавит материалы для присадки.
Последний подходит к зоне сварки сквозь башмак в состоянии своеобразной лавы.
Ручной сварочный экструдерный аппарат используют в основном для пайки полиэтилена с низким давлением, полипропиленовых деталей и остальных типов термических пластмасс из первой группы.
У них температура плавления и температура разрушения рознятся на 50 градусов Цельсия. Это уменьшает беспокойство по поводу деструкции, так как даже перенапряжение на 35-45 градусов не повреждает итоговое соединение.
Вторая группа термических пластмасс включает поливинилиденфторид и поливинилхлорид. Они плавятся и разрушаются с очень маленькой температурной разницей, поэтому тут важно жёстко контролировать терморежим сварки.
Чтобы работа со 2й группой термопластов протекала «как надо», шнековая деталь должна быть особой: иметь специальную форму, чтобы перемешивание массы было равномерным, а сам полимер не перегревался.
При работе с элементами из этих материалов, экструдер должен долго работать в ожидающем режиме или не выключатся долгое время.
Виды швов

Экструдер создает нужное соединение с первого раза. Виды швов ручного сварочного экструдера:
- V-вид
- Х-вид
- К-вид
- HV-вид
- Двойной HV-вид
- Е-вид
- F-вид
Подготовительный этап
Момент подготовки перед экструзионной сварки отличается от такого для других типов. Но, как и в других случаях, поверхности деталей нужно очистить от грязи и пыли, иначе шов получится некачественным.
Также пластмассы легко окисляются из-за воздействия воздуха. Очистить кромки нужно не более чем за двадцать минут до начала пайки.
Если вы сделаете это раньше, детали всё равно придется расчищать заново. Не пробуйте использовать для очистки растворитель, он может деформировать пластмассу.
Выполнение сварки

Если экструдерный аппарат не новый, и вы уже использовали его раньше, уберите из резервуара остатки присадки, которые вы применяли до этого.
Сделать это нужно, даже если вы использовали тот же материал, что и в этот раз. Если присадка нагреется еще раз, её прочность уменьшится.
Затем нужно снять блокировку с холодного пуска, разогреть устройство и подающие детали до температуры, при которой вы собираетесь работать, установить настройки производительности.
Во время того, как вы будете варить, поддерживайте необходимый наклон экструдера. Он будет зависеть от того, какой тип шва вы выбрали. Если вы проработали долго и нуждаетесь в перерыве, поместите сварочный аппарат на подставку для него.
Если пауза будет долгой, снизьте температуру аппарата примерно на 45 градусов. Нагрев присадки приостановится, но проблем с продолжением процесса не будет.
Заключение
Мы выяснили, что сварка ручным экструдером несложная, и с ней сможет справиться даже новичок.
В отличие от других видов соединения пластика и металла, экструзионная сварка не требует постоянного контроля сварочной области и подачи присадки.
Поэтому для сварки этим методом не нужно быть профессионалом. Единственное условие — соблюдение инструкций по использованию экструдера и правил сваривания конструкций. Желаем удачи в работе!
Основные принципы и схема работы ручного сварочного экструдера
 Среди обильного многообразия сварочных аппаратов на современном рынке особое место занимает ручной сварочный экструдер. Ручной экструдер для сварки представляет собой аппарат для соединения изделий из полиэтилена, полипропилена, пропилена, иных разновидностей пластмасс, пластиковых листов, пленки, ёмкостей (бочек, бассейнов и прочее), колодцев, детских горок и так далее. Редко используется для соединения изделий из ПВХ. Не подлежит для использования в сварке трубопроводов, так как прочность таких соединений не более 80%, они не будут герметичными.
Среди обильного многообразия сварочных аппаратов на современном рынке особое место занимает ручной сварочный экструдер. Ручной экструдер для сварки представляет собой аппарат для соединения изделий из полиэтилена, полипропилена, пропилена, иных разновидностей пластмасс, пластиковых листов, пленки, ёмкостей (бочек, бассейнов и прочее), колодцев, детских горок и так далее. Редко используется для соединения изделий из ПВХ. Не подлежит для использования в сварке трубопроводов, так как прочность таких соединений не более 80%, они не будут герметичными.
Принцип работы этого аппарата заключается в следующем: горячий воздух подаётся из сопла экструдера и нагревает пространство (сварочная канавка или стык) между плоскостями деталей, доводя их до состояния пластика. Вместе с тем пруток подается в рабочую зону оборудования, нагревается и смешивается со шнеком (или диском), а затем образует однородную массу из пластика. Сквозь фильеру или сварочный башмак выдавливается полимер в расплавленном состоянии, затем после полного остывания получается готовый шов. Выдавливание полимера можно представить как выдавливание зубной пасты из тюбика.

Требование к идеальной чистоте при этом виде сварки самые жесткие. Тщательно очистить поверхности необходимо непосредственно перед началом сварки.
Соединяемые поверхности должны быть одинаковыми. Под этим понятием в данном ключе понимается одинаковый химический состав, плотность и текучесть материала. Пруток по этим показателям должен быть идентичный свариваемым деталям.
Виды ручного сварочного экструдера
- Шнековые (присадочный материал расплавляется в шнековом (экструзионном) отделении аппарата и выдавливается наружу с помощью шнека). Присадочный материал – это пруток или специальные гранулы, которые помещаются в шнековое отделение и уже там под воздействием высокой температуры при взаимодействии со шнеком становятся однородной массой, готовой к использования.
- Безшнековые или плунжерного типа. Пруток в таких экструдерах нагревается сначала с помощью электронагревателей вокруг области нагрева, а задняя твердая часть присадочного материала выступает в качестве поршня для передней уже вязкой массы.
- Комбинированные (сочетаются два вышеизложенных вида).
Безшнековые сварочные экструдеры обладают меньшей производительностью по сравнению со шнековыми. Но есть и плюсы: лёгкость и компактность, что позволяет использовать его в труднодоступном месте.
Особенность и приоритетность использования обусловлена следующими факторами.
- Ручной экструдер для сварки может варить изделия с толстыми стенками.
- Быстрая скорость сварки.
- Сведение к минимуму человеческого фактора. Здесь не требуется следить за состоянием сварочной ванны, как при сварке металла, контролировать правильное выведение сварочного шлака, выводить «ёлочки» и «зигзаги». Использовать это оборудование новичку будет проще всего.
Ручной сварочный экструдер: схема работы

При осуществлении соединения обе детали должны быть нагреты. Ручной сварочный экструдер для целей нагревания поверхностей перед выдавливанием присадочного материала может содержать в своей конструкции специальный нагреватель потока воздуха или по-другому термофен. Также нагретый поток воздуха может идти от внешнего оборудования: компрессор или пневмосеть организации. Нагрев присадочного материала осуществляется с помощью специальных электрических нагревателей вокруг шнековой (экструзионной) камеры. Но в более старых экструдерах нагрев камеры происходит с помощью горячего воздуха, который используется для нагрева зоны сварки. Перед нагревом области сварки воздух проходит вокруг шнекового отделения и расплавляет присадочный материал. Присадочный материал в расплавленном виде выходит наружу в зону сварки через сварочный башмак.

Сварка экструдером чаще всего применяется для полиэтилена низкого давления, полипропилена и других видов термопластов первой группы. У этого вида термопластов разница температуры расплавленного состояния и состояния термодеструкции около 50 градусов. Это говорит о том, что даже большой перегрев материала (примерно на 30-40 градусов) не способен сильно повредить его.
К термопластам второй группы относятся ПВДФ и ПВХ. У них разница температур между термодеструкцией и текучим состоянием материала незначительная, поэтому при сварке жесткие требования к работе отдела нагрева. При работе с термопластами второй группы существуют особые требования к шнеку, он должен быть специальной формы, чтобы более тщательно перемешивать массу, не допуская перегрева.
Также в процессе работы с ПВХ и ПВДФ экструдер не должен выключаться и/или долго находится в режиме ожидания.
Виды сварочных швов.
Существует несколько видов швов экструдером:
- V-типа
- Х-типа
- К-типа
- HV-типа
- Double HV-типа
- Е-типа
- F-типа
Шов после сварки экструдером получается за один раз.

Подготовительный этап сварки пластика
Отличительной особенностью экструзионной сварки является ее подготовительный этап. Малейшее загрязнение поверхностей будет причиной для некачественного шва (многие термопласты при воздействии воздуха подвержены процессу окисления). Поэтому очищение кромок нужно делать непосредственно перед сваркой – чтобы прошло не более 20 минут. В противном случае вам будет необходимо очистить поверхности заново. Для очищения не рекомендуется использовать растворитель.
Выполнение сварки экструдером
Если аппарат используется не впервые, тогда нужно удалить присадочный материал, используемый ранее. Даже если он того же состава. Повторный нагрев присадочного материала снижает его прочность.

Перед непосредственным началом сварки необходимо снять блокировки холодного пуска, нагреть аппарат и сварочный башмак до температуры, необходимой для работы, настроить производительность.
В процессе сварки необходимо поддерживать нужный угол наклона сварочного аппарата в зависимости от вида проделываемого шва. Если вам необходимо сделать перерыв, то экструдер нужно поставить на специальную подставку. Если перерыв планируется длительный – уменьшите температуру примерно на 40-50 градусов. Такое понижение температуры позволит приостановить нагревание присадочного материала и быстро возобновить работу.
Таким образом, сварка ручным сварочным экструдером является одной из самых несложных в применении среди остальных видов сварки и с применением других аппаратов. Совсем не необходимо быть профессионалом. Нужно лишь соблюдать инструкцию по эксплуатации экструдера и соблюдать вышеизложенные правила при работе с аппаратом и свариваемыми материалами.
Все о сварочных экструдерах

- Особенности и назначение
- Разновидности
- Лучшие производители
- Советы по выбору
- Использование
Сегодня на рынке сварочного оборудования реализуется широкий ассортимент оборудования. Среди агрегатов для сваривания материалов особое место отведено экструдеру.
Особенности и назначение
На производстве, где происходит упаковка всевозможных товаров, при прокладывании труб из пластика довольно сложно обойтись без приспособления, которое могло бы с высокой надежностью соединять поверхности предметов, что могут плавиться только при низких температурных показателях. Работа с данными материалами сводится к использованию сварочного экструдера. Он необходим для сварки пластика, листового полипропилена, ПНД, листов полиэтилена.
Ручным сварочным экструдером принято считать термомеханический вид устройств, что поочередно выполняет две важных задачи:
- нагревает легко плавящийся пластик до вязкости;
- выдавливает вещество на поверхность стыкового участка.

Таким образом, после застывания легко плавящихся пластических масс получается сварочный шов с высокой прочностью. Наиболее комфортным в использовании считается ручной пистолет. В схеме устройства сварочного экструдера имеются такие компоненты:
- электрический мотор;
- питатель;
- камера экструзионного типа;
- шнековое устройство для дробления;
- камера, где плавится пластик;
- термонагреватель;
- сопло;
- оборудование по управлению прибором.
Принцип функционирования термомеханического устройства довольно прост. После подачи нагретого воздуха из сопла агрегата происходит нагревание пространства, а именно сварочной канавки и стыка между поверхностями изделий.
В ходе работы получается пластическая масса.



Приоритетность использования данных термомеханических устройств связана со следующими моментами:
- возможностью приваривать толстые поверхности;
- высокой скоростью процесса сваривания;
- сведением к минимуму использование человеческого труда – при этой работе нет необходимости отслеживать и контролировать правильность выведения шлака;
- возможностью применения людьми, у которых в сварке нет опыта.


Разновидности
Ручные агрегаты для сваривания могут быть нескольких разновидностей. Каждой модели свойственны определенные характеристики и функциональные возможности.
Шнековые
Во время проведения процедуры происходит расплавка присадочного материала, который расположен в экструзионном отделе, и его последующее выдавливание шнеком наружу. В данном случае присадочным материалом служат пруты либо гранулы, которые определяют в шнековый отдел. В этом же месте осуществляется воздействие высокой температурой на материал. В результате получается однородная масса, что готова к применению.

Безшнековые
Второй разновидностью экструдера является безшнековое оборудование. В плунжерном приспособлении пруты нагреваются электронагревателем около обрабатываемого участка. Задачей тыльной твердой доли присадочных материалов является замена поршня для более вязкой массы, расположенной спереди.

Комбинированные
Экструдеры комбинированного типа сочетают в себе характеристики двух вышеперечисленных видов термомеханического устройства.

Лучшие производители
Зачастую потребители покупают ручные виды сварочных экструдеров известных брендов.
- Munsch. Приспособление изготавливают в Германии. Особенностью данного устройства считается удобство крепежа рабочих узлов. Экструдер данной модели ремонтопригодный и может применяться для работы с присадочным типом материалов разного вида. Благодаря раздельности нагрева применение прибора возможно в морозную погоду на открытом участке. Также потребители отмечают высокое качество сборки, продуманность управления и множество насадок.


- Leister. Швейцарский ручной экструдер со множеством вариантов типоразмеров. За час это устройство прорабатывает около 6 килограммов материала. У эргономичного прибора хорошая функциональность и не наблюдается наличие недостатков.


- Dohle. Экструдер немецкого производства характеризуется компактностью, хорошим качеством работы. Отличительной чертой приспособления считается наличие двигателя от стороннего производителя.


- Stargun. Изготавливают в Италии. Каждая из моделей экструдеров данного производителя имеет мощный электромотор и используется обычно профессионалами. Отличительной характеристикой итальянских экструдеров можно назвать наличие подсветки в сварочной области.


- РСЭ. Это российский производитель ручных экструдеров. Его характеристики и функциональные возможности аналогичны вышеперечисленным моделям.


На стоимость сварочного экструдера оказывает прямое влияние его функциональность, а также производительность. Как показано на практике, агрегаты от российского производителя стоят намного дешевле зарубежных.
Советы по выбору
Такой аппарат, как экструдер, имеет свои функциональные особенности, поэтому к его выбору стоит подойти с максимальной ответственностью. При покупке данного вида оборудования стоит руководствоваться рядом параметров.
- Мощность. Этот показатель считается главным для каждого инструмента. Благодаря заданной мощности определяется работа шнекового винта, измельчается и подается пластик, а также функционирует деталь для нагрева. Мощность экструдера оказывает непосредственное влияние на производительность устройства, то есть таким образом определяется, насколько быстро экструдер сможет создать максимально качественный сварочный шов. Чтобы работа устройства была комфортной и быстрой, стоит выбирать товар с большей мощностью. На рынке сварочного оборудования реализуются экструдеры с мощностью от 1600 до 3600 Ватт.
- Толщина соединяемого изделия. Этот показатель напрямую зависит от мощности устройства, то есть чем мощнее агрегат, тем большую толщину поверхности он способен обработать. Наименьшим показателем считается 1,5 миллиметра.
- Диаметр прута. Более профессиональные агрегаты работают с диаметром прута в 5–6 миллиметров. Наиболее компактные модели прибора работают с 3-миллиметровыми прутками.
- Тип подаваемого материала, который может быть в виде гранул или присадочного прута. Более распространенным и удобным считается второй вариант.
- Производительность. Данный показатель определяет, какое количество пластической массы за единицу времени обрабатывает экструдер. Устройство с высокой производительностью лучше использовать в промышленных масштабах. Приборы, реализуемые в настоящее время, имеют производительность от 0,5 до 3 килограммов за час.
- Органы управления. У простого экструдера присутствует несколько механических переключателей в виде рукояток с делениями. Они помогают регулировать температуру и скорость подачи пластмассы.

Использование
Важным этапом в экструзионной сварке считается подготовительный. Даже небольшое загрязнение может повлечь за собой изготовление низкого качества швов. Под влиянием воздушных масс многие термопласты окисляются. По этой причине чистка кромок должна проводиться перед процессом сваривания. Если поверхность очистить более чем за 20 минут до проведения процедуры, она может загрязниться, в результате чего потребуется повторная уборка.
Если экструдером пользовались ранее, то в первую очередь стоит ликвидировать старый присадочный материал. Даже если последний имеет аналогичный состав с тем, что будет использоваться, его применять не стоит, так как это может стать причиной снижения прочности материала. Непосредственно перед сваркой снимают блокировку на холодном пуске, агрегат со сварочным башмаком нагревают до нужной температуры.
В самом процессе работы стоит придерживаться заданного угла наклона. При необходимости на время прервать работу стоит поставить экструдер на предназначенную для него подставку.
При необходимости в длительном перерыве специалисты рекомендуют сделать температурный режим меньше на 40 или 50 градусов. Благодаря такому понижению температуры восстановление рабочего процесса будет быстрым.

Перед каждым началом работы стоит делать проверку:
- прямолинейной подачи прута во втулке аппарата;
- эффективности температурного режима нагревания прута до того момента, пока его состояние не станет вязким;
- надежности прижатия сопла к поверхности соединения, в частности к тем, что имеют сложную конфигурацию;
- возможности плавки соединения от тепла, что передается термонагревателем.
Сварка при помощи ручного экструдера – это один из самых простых вариантов ее выполнения. Для того чтобы пользоваться данным приспособление, не нужно иметь профессиональных навыков. Главное, о чем должен помнить мастер при работе, – это соблюдение мер предосторожности, а также инструкции по использованию экструдера.

О том, как работать сварочным экструдером, смотрите в следующем видео.
Ручной экструдер для полипропилена: принцип работы
 Специалистам, профессионально занимающимся выполнением работ по прокладке пластиковых труб, важно иметь в арсенале специальный инструмент, позволяющий создавать надежное соединение между материалами с низкой температурой плавления. За последнее время было создано немало материалов с подобными характеристиками. К ним можно отнести полиэтилен низкого давления, полихлорвинил, полипропилен и другие. Обеспечить их надежное соединение сможет ручной сварочный экструдер.
Специалистам, профессионально занимающимся выполнением работ по прокладке пластиковых труб, важно иметь в арсенале специальный инструмент, позволяющий создавать надежное соединение между материалами с низкой температурой плавления. За последнее время было создано немало материалов с подобными характеристиками. К ним можно отнести полиэтилен низкого давления, полихлорвинил, полипропилен и другие. Обеспечить их надежное соединение сможет ручной сварочный экструдер.
- Конструкция и принцип работы
- Устройство экструдера
- Принцип действия
- Правила эксплуатации и выбор модели
- Производители экструдеров для сварочных работ
Конструкция и принцип работы
Ручной экструдер выполнен в виде механического приспособления, при использовании которого соединение материалов осуществляется поэтапно: вначале пластик подвергается нагреву для придания ему вязкого состояния, а затем полученная масса выдавливается на поверхность в месте стыка. После охлаждения ПНД, ПВХ и других легкоплавких пластических масс на месте проведенных работ появляется прочный сварочный шов.
Устройство экструдера
Чтобы было удобнее работать с этим прибором, производители выпускают его в виде пистолета с ручкой и верхней насадкой, предназначенной для нагрева рабочей смеси. В конструкции экструдера можно выделить следующие рабочие узлы:

 термонагреватель;
термонагреватель;- камера для расплавления пластика;
- дробильный шнековый механизм;
- экструзионная камера;
- система контроля;
- сварочное сопло;
- питатель;
- двигатель.
Принцип действия
Перед работой в экструдер вставляют присадочный пруток, который должен быть выполнен из материала, планирующегося для использования в сварочных работах. Сам рабочий процесс выглядит так: на верхней панели прибора крепят приёмную втулку с отверстием, в которую затем вставляется присадочный пруток. Он должен располагаться в нём таким образом, чтобы свободный конец оказался в области его захвата шнеком.
 Когда специалист запускает электродвигатель, подвергаясь воздействию насыщенной струи горячего воздуха, пруток нагревается, и одновременно с этим по прошествии некоторого времени, которое заранее выставлено датчиком прибора, пруток подаётся в область его измельчения. Здесь шнек, совершающий вращательные движения, начинает дробить пруток, который приобретает вид гранулированной массы. В результате нагрева она начинает плавиться и постепенно перемещается в область плавления, где гранулят уже имеет полностью однородный состав.
Когда специалист запускает электродвигатель, подвергаясь воздействию насыщенной струи горячего воздуха, пруток нагревается, и одновременно с этим по прошествии некоторого времени, которое заранее выставлено датчиком прибора, пруток подаётся в область его измельчения. Здесь шнек, совершающий вращательные движения, начинает дробить пруток, который приобретает вид гранулированной массы. В результате нагрева она начинает плавиться и постепенно перемещается в область плавления, где гранулят уже имеет полностью однородный состав.
Испытывая воздействие давления со стороны шнека, гранулят направляется в сварочную зону, а оттуда идёт в сварочное сопло, где в процессе прижима к поверхности соединяемых изделий выходит наружу в виде однородной полосы заданной ширины, определяемой конфигурацией сопла. Учитывая, что температура за пределами свариваемого изделия гораздо ниже создаваемой термонагревателем, материал прутка быстро охлаждается, в результате чего возникает сварочный шов.
При использовании более габаритных и производительных моделей экструдеров функцию нагрева присадочного прутка берёт на себя внешний термонагреватель, в который воздух поступает от небольшого компрессора. Экструдеры могут отличаться между собой и способом нагрева присадочного материала. В отдельных моделях для этой цели используются кольцевые нагревательные элементы, установленные в корпусе термонагревателя.
На систему контроля в составе экструдера возложены следующие функции:
 Отключение термонагревателя при продолжающем работу шнеке. Это позволяет предотвратить прилипание частиц гранулята к стенкам сварочной камеры.
Отключение термонагревателя при продолжающем работу шнеке. Это позволяет предотвратить прилипание частиц гранулята к стенкам сварочной камеры.- Блокировка «холодного старта». Срабатывает при допущении, что в зоне работы шнека всё ещё находится неоднородный присадочный материал.
- Запуск привода шнекового измельчителя.
- Включение термонагревателя.
- Предварительный выбор температуры нагрева, который зависит от температуры плавления пластика.
Правила эксплуатации и выбор модели
Прежде чем приступить к сварке пластиковых изделий, необходимо выполнить ряд условий, обусловленных особенностями материала. С поверхности соединяемых изделий необходимо удалить все имеющиеся загрязнения и позаботиться, чтобы во время работы они не контактировали с влажным материалом.
 Для надлежащего выполнения работы необходимо учитывать разницу температур плавления соединяемых материалов, если они отличаются между собой химическим составом. Так, ручной экструдер можно использовать для сварки ПНД и полипропилена, так как у этих материалов диапазон температуры их плавления полностью или частично перекрывается. Когда же необходимо соединить материалы из ПВХ и ПНД или полипропилена, часто возникают сложности. При работе с такими материалами ручной экструдер допустимо использовать исключительно для соединения изделий, которые выполнены из идентичных материалов.
Для надлежащего выполнения работы необходимо учитывать разницу температур плавления соединяемых материалов, если они отличаются между собой химическим составом. Так, ручной экструдер можно использовать для сварки ПНД и полипропилена, так как у этих материалов диапазон температуры их плавления полностью или частично перекрывается. Когда же необходимо соединить материалы из ПВХ и ПНД или полипропилена, часто возникают сложности. При работе с такими материалами ручной экструдер допустимо использовать исключительно для соединения изделий, которые выполнены из идентичных материалов.
Поскольку ручной экструдер обладает компактными размерами, сварку пластиковых элементов можно проводить с помощью этого устройства, не прекращая работы соединяемых изделий. Так, трубы из полипропилена можно сваривать без предварительного отключения подачи воды по ним.
До начала работ по сварке пластиковых изделий необходимо провести ряд обязательных проверок:
- Убедиться, что присадочный пруток будет доставлен до втулки экструдера прямолинейным путём. Иногда, когда присутствует сильная шероховатость, пруток начинает двигаться по винтовой траектории, а это негативным образом влияет на функционирование шнекового дробильного механизма и нередко приводит к появлению гранулята неоднородного состава.
 Проверка оптимальности температуры нагрева прутка, который должен перед подачей быть доведен до состояния вязкой текучести. При проверке обязательно учитывается производитель материалов, так как у пластика разных марок диапазон температур плавления может отличаться.
Проверка оптимальности температуры нагрева прутка, который должен перед подачей быть доведен до состояния вязкой текучести. При проверке обязательно учитывается производитель материалов, так как у пластика разных марок диапазон температур плавления может отличаться.- Проверка надежности прижима сварочного сопла к соединяемым поверхностям. В первую очередь это актуально для изделий, имеющих сложную форму. Для предотвращения подобной проблемы производители оснащают свои экструдеры для сварки набором сменных насадок.
- Проверка возможности расплавления материалов при помощи горячей струи воздуха, поступаемой от термонагревателя, без использования присадочного прутка. Необходимость в этом возникает, когда нет точной информации о материале изделий, которые планируется соединять экструдером.
Чтобы подобрать наиболее подходящую модель устройства, необходимо учитывать ряд характеристик:
- диапазон диаметр прутка;
- наличие в комплектации сменных приспособлений;
- толщину соединяемых изделий;
- удобство настройки параметров процесса;
- производительность за единицу времени.
 Многие производители выпускают экструдеры вместе с фирменными присадочными материалами, дополнительно указывая, что для создания надежного соединения расходный материал должен соответствовать изготовителю инструмента.
Многие производители выпускают экструдеры вместе с фирменными присадочными материалами, дополнительно указывая, что для создания надежного соединения расходный материал должен соответствовать изготовителю инструмента.
В принципе всегда можно рассмотреть возможность изготовления экструдера для домашнего использования своими руками. В качестве основы для него используется обычный промышленный фен, к которому подключают шнековый привод, а затем видоизменяют конструкцию для придания обоим узлам компактного вида. В некоторых случаях шнек можно заменить плунжерным приводом, однако надежным такой вариант считать нельзя. Такой самодельный экструдер для сварочных работ по-разному может себя вести с посадочными прутками из-за того, что они могут быть изготовлены из разных материалов. В качестве привода лучше всего использовать мотор коллекторного типа, поскольку он более стабилен при постоянных изменениях показателей крутящего момента.
Производители экструдеров для сварочных работ
Чаще всего потребители приобретают для проведения сварочных работ ручные экструдеры от следующих производителей:
- Munsch (Германия). Из особенностей агрегатов этого производителя следует отметить удобное крепление рабочих узлов, что делает их ремонтопригодными, возможность использования присадочного материала любых размеров, наличие функции раздельного нагрева, возможность проведения сварочных работ экструдером на улице в холодное время года, полный комплект сменных насадок, продуманная система управления и контроля. Главным достоинством является высокий уровень исполнения и сборки.
 Leister (Швейцария). Ассортимент этого производителя включает множеством разновидностей экструдеров для сварочных работ различных типоразмеров, начиная небольшими с производительностью до 0,8- 1,2 кг/ч и заканчивая профессиональными, которые способны перерабатывать до 6 кг за час работы. В конструкции экструдеров Leister предусмотрена современная система управления и мониторинга рабочего процесса, сам аппарат отличается эргономичностью в эксплуатации. Качество не вызывает нареканий.
Leister (Швейцария). Ассортимент этого производителя включает множеством разновидностей экструдеров для сварочных работ различных типоразмеров, начиная небольшими с производительностью до 0,8- 1,2 кг/ч и заканчивая профессиональными, которые способны перерабатывать до 6 кг за час работы. В конструкции экструдеров Leister предусмотрена современная система управления и мониторинга рабочего процесса, сам аппарат отличается эргономичностью в эксплуатации. Качество не вызывает нареканий.- Dohle (Германия). Основным направлением деятельности компании является производство строительных фенов. Но в последнее время она решила сменить акцент в сторону ручных сварочных экструдеров. Главной отличительной особенностью выпускаемых под маркой Dohle аппаратов для сварки является использование электродвигателей от сторонних производителей. Компания может предложить самый компактный сварочный экструдер производительностью 0,5 кг/ч, поставляемый со шлангом и мини-компрессором.
- Stargun (Италия). Несмотря на то, что линейный ряд экструдеров представлен довольно небольшим количеством моделей, все они оснащаются довольно мощными электромоторами и ориентированы преимущественно на профессионалов. Из особенностей экструдеров следует отметить возможность локальной подсветки области сварки.
- Экструдеры от российской компании РСЭ. Поставляются с устройством подачи присадочного материала, по функционалу не отличаются от агрегатов, предлагаемых вышеперечисленными производителями.
 Стоимость сварочного экструдера может быть различной и определяться функциональностью и производительностью конкретной модели. Если рассматривать агрегаты от российских производителей, то в среднем их можно приобрести за 30—55 т. р. Зарубежные производители готовы продать сварочный экструдер собственного производства не менее, чем за 50 тыс. руб.
Стоимость сварочного экструдера может быть различной и определяться функциональностью и производительностью конкретной модели. Если рассматривать агрегаты от российских производителей, то в среднем их можно приобрести за 30—55 т. р. Зарубежные производители готовы продать сварочный экструдер собственного производства не менее, чем за 50 тыс. руб.
Пластиковые трубы, которые за последнее время приобрели большую популярность, сегодня широко используются на самых разных объектах. Нередко сами владельцы решаются поменять систему водопровода на новую, выполненную из этого технологичного материала. Но для соединения элементов труб необходимо специализированное оборудование.
Довольно часто специалисты для выполнения подобного рода работ используют сварочный экструдер, который поддерживает работу с изделиями не только из ПВХ, но и других видов пластика. Однако работа с этим устройством требует знания особенностей не только сварочного аппарата, но также и материалов, которые планируется соединять. Не всем известно о том, что разница температур плавления у разных материалов может негативно повлиять на надежность создаваемого соединения. Поэтому экструдер не всегда может рассматриваться как самый подходящий тип инструмента для выполнения сварочных работ.
 Также существует и ряд других важных параметров, которые должны учитываться при выборе экструдера для сварки пластиковых изделий. Подобной информацией большинство рядовых пользователей, как правило, не владеет, поэтому вполне понятно, почему сварочный экструдер считается рабочим инструментом профессионалов.
Также существует и ряд других важных параметров, которые должны учитываться при выборе экструдера для сварки пластиковых изделий. Подобной информацией большинство рядовых пользователей, как правило, не владеет, поэтому вполне понятно, почему сварочный экструдер считается рабочим инструментом профессионалов.
Если и возникнет желание самостоятельно выполнить сварку труб из ПВХ, то желательно это делать под руководством опытного специалиста и с точным соблюдением его указаний по проведению рабочего процесса. Иначе все может закончиться весьма плачевно для владельца вплоть до возникновения аварийных ситуаций в самый неожиданный момент.
Конструкция и применение сварочного экструдера
Слово «экструдер» в буквальном смысле означает «выталкиватель». Так называют группу аппаратов, предназначенных для выдавливания на поверхность различных полужидких масс, в том числе полимерных (пластиковых), резиновых и прочих. Экструдер для резиновой массы иногда называется также шприц-машиной.
Принцип действия
Сварочный экструдер — специализированный аппарат для так называемой экструзионной сварки, которая применяется для соединения полимерных материалов различных классов — полиэтилена высокой (ПВД) и низкой (ПНД) плотности, полипропилена, поливинилхлорида (ПВХ) и других наиболее часто применяемых в быту и промышленности пластиков.

Экструзионная сварка — это процесс соединения полимерных материалов с помощью расплавленной до консистенции густой сметаны массы из материала, однородного со свариваемыми или схожего с ними по физико-химическим свойствам.
В отличие от более известной сварки металлов, соединение деталей из пластмассы экструзией не подразумевает расплавления кромок соединяемых деталей, хотя нагрев до определенной степени все равно происходит.
Шов образуется при отвердевании и схватывании с кромками полурасплавленной экструдированной массы. При этом достигается высокая прочность сварного соединения — до 0,8 от прочности основного материала.
Сварка пластика экструдером наиболее часто применяется в сантехнике — для соединения водопроводных труб, в строительстве, при различных работах, целью которых является изготовление любых пластиковых конструкций — баков, понтонов, теплиц.
 Изготовление экструдируемой массы осуществляется либо из полимерных гранул — исходного материала для создания любых пластиков, либо из так называемых присадочных прутков, которые перемалываются до гранулированного состояния внутри самого экструдера.
Изготовление экструдируемой массы осуществляется либо из полимерных гранул — исходного материала для создания любых пластиков, либо из так называемых присадочных прутков, которые перемалываются до гранулированного состояния внутри самого экструдера.
В роли прутка в некоторых (не во всех) моделях может выступать узкий отрезок того же материала, который планируется сварить. Например, при сварке изделия из полипропиленовых листов можно применять в качестве прутка ненужный отрезок полипропилена, но не другого пластика.
Большинство сварочных экструдеров западного производства предназначены для использования с присадочным материалом от того же производителя. Отечественные разработки менее требовательны к присадке. Ручной сварочный экструдер в обиходе часто называют экструзионным пистолетом.
Конструкция
Любой сварочный экструдер — это сдвоенное устройство. Один из его узлов — мощный нагреватель с реле температуры, который предназначен для расплавления пластика. Другой является собственно выдавливающим устройством, снабженным шнековым механизмом, который подает расплав через сопло-насадку.

В зависимости от типа питания (пруток или гранулы) в составе экструдера может присутствовать измельчитель (дробилка). Твердый материал нагревается до нужного состояния дольше, и для его подачи нужна конструкция более сложного типа, чем традиционный недорогой и простой в эксплуатации шнек. Таким образом, менее сложные и менее дорогие экструдеры в большинстве своем сконструированы под питание гранулами.
В общем случае конструкция типового экструдера содержит, кроме вышеназванных, следующие узлы и элементы:
- асинхронный электродвигатель;
- «обойму» для питания;
- экструзионную камеру;
- камеру для расплавления;
- ТЭН;
- насадку-сопло (у хороших моделей — комплект из нескольких насадок);
- прямую и боковую рукоятки;
- блок управления с термостатом.
В зависимости от типа питания сварочного экструдера подаваемая присадка либо сразу попадает в камеру расплавления (сыпучие гранулы), либо поступает в экструзионную камеру, где подвергается предварительному нагреву, измельчению, и только после расплаву. Расплавленная масса через сопло подается на сварочный шов, где застывает за считаные секунды.
Для каких материалов применим
Качественный сварочный экструдер должен иметь блок регулировки с механическим, сенсорным или кнопочным управлением, которое позволит менять температуру нагрева смеси.
Дело в том, что разные пластики плавятся при различной температуре. Наименьшая она у ПНД — 120-130 °C (в зависимости от марки), наивысшая — у поливинилхлорида — до 220 °C. Остальные популярные промышленные полимеры имеют температуру плавления в пределах 170-200 °C.
Экструзионной сварке можно подвергать только пластики из группы термопластов. Материалы из группы реактопластов расплавлению с последующим восстановлением не подвергаются, при высокой температуре они просто начинают гореть.
Самодельное устройство
 Сварочный экструдер относится к сложным механизмам для профессионального использования. Его цена начинается от 30 тысяч рублей за самую простую модель, и может доходить до ста тысяч и более за мощную и высокопроизводительную. Отечественные разработки также представлены на рынке, они на 10-20% дешевле импортных, но все равно стоят достаточно дорого.
Сварочный экструдер относится к сложным механизмам для профессионального использования. Его цена начинается от 30 тысяч рублей за самую простую модель, и может доходить до ста тысяч и более за мощную и высокопроизводительную. Отечественные разработки также представлены на рынке, они на 10-20% дешевле импортных, но все равно стоят достаточно дорого.
Поэтому при возникновении разовой необходимости сварить, к примеру, две водопроводных трубы (их обычный материал изготовления — полипропилен) проще воспользоваться экструдером, сделанным своими руками. Самый простой вариант конструкции представляет собой мощный строительный фен, снабженный насадкой для прутка — либо самодельной, из жести, либо промышленного изготовления.
Подача прутка в этом случае будет производиться вручную. Мощности фена хватит для его расплавления, но качество шва, конечно, будет ниже, чем у промышленных моделей.
Если позволяют возможности, фен можно соединить со шнековым или плунжерным приводом для подачи питания. В этом случае, если смонтировать приемную камеру, можно будет использовать гранулированное сырье.
Двигатель для привода рекомендуется коллекторный, так как работа экструдера подразумевает постоянное изменение крутящего момента. Двигатели других типов хуже выдерживают такой режим работы.

