
Технология и оборудование для торцовки пиломатериалов
Раздел 3 ОБОРУДОВАНИЕ ДЕРЕВООБРАБАТЫВАЮЩИХ ПРЕДПРИЯТИЙ
16.1. ОБОРУДОВАНИЕ ЛЕСОПИЛЬНОГО ПРОИЗВОДСТВА
Поперечное распиливание (торцевание) пиломатериалов в лесопильном потоке производится с целью придания торцу доски прямоугольной формы, удаления дефектов и получения досок определенной длины. Имеется два основных места торцевания: в конце лесопильного цеха на участке сортирования сырых пиломатериалов и после сушильных камер на участке сортирования — пакетирования сухих пиломатериалов. Следовательно, торцевание нельзя отделить от сортирования, что и предопределяет конструкцию оборудования для поперечного распиливания.
Применяются одно- и многопильные торцовочные станки. Однопильные станки бывают маятниковые, суппортные, рычажно-шарнирные и балансирные. Первые три вида станков используются в раскройных и деревообрабатывающих цехах, реже в лесопильных. Балансирные торцовочные станки широко используются в небольших, маломеханизированных цехах.
На ленточнопильных и рамных лесопильных потоках с высокой степенью механизации и автоматизации поперечного распиливания пиломатериалов применяются высокопроизводительные многопильные станки и линии.
Многопильные станки — триммеры, принцип работы которых рассмотрен выше, представляют собой цепной поперечный конвейер с расположенной под ним батареей круглых пил. Пилы располагаются обычно на расстоянии 600 мм друг от друга на концах качающихся рычагов. По команде оператора или автоматически нужная пила пневмоци- линдром опускается, чтобы отрезать от перемещающейся под пилами доски дефектное место на торце или в середине доски. Крайние пилы станка — неподвижные. При распиливании на таких станках теряется 10. 25 % деловой древесины, поэтому в последнее время получили распространение линии с рассредоточенными однопильными торцовочными станками, дающими только 3. 8 % потерь деловой древесины.
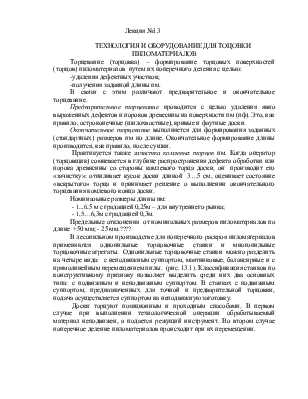
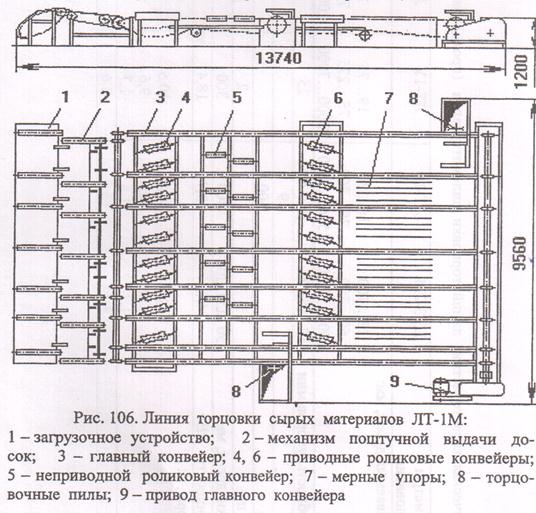
На линии ЛТ-1 производится торцевание сырых обрезных пиломатериалов с градацией по длине 250 или 300 мм ( 16.15). Доски подаются в приямок загрузочного устройства. Наклонный цепной конвейер 17 транспортирует их небольшими партиями к роликовым шинам механизма поштучной выдачи, где создается однослойный ковер досок. Механизмом поштучной выдачи доски передаются на упоры главного конвейера 3, приводимого от мотор-редуктора 12. На участке оценки комлевого конца все доски роликовым конвейером 4 выравниваются по торцу до постоянного упора, 16 и механизмом кантования 2 переворачиваются с одной пласти на другую. Оператор 15 оценивает качество комлевого конца доски с обеих пластей и с кнопочного пульта дает команду на торцевание выбракованной части доски. Торцевание ведется на один из восьми размеров (0. 1500 мм). В зависимости от заданного размера доски роликовым конвейером 5 выдвигаются относительно основной пилы торцовочного устройства 14 на указанную величину. Вспомогательная пила 13 предназначена для деления длинномерных обрезков.
Главным конвейером доски подаются на участок оценки вершинного конца. Роликовый конвейер 18 перемещает ее до постоянного упора 6, который смещен относительно зачистной пилы 7 на величину, кратную 300 мм. Пилой отрезается часть доски, и она поступает на кантователь 1. Оператор 8 производит оценку качества доски, подает команду на обрезку выбракованной вершинной части и задает сорт. Длина отрезаемой части выбирается ступенчато от 0 до 1500 мм с интервалом 300 мм. При дальнейшем движении доски конвейером 9 выдвигаются на заданную величину относительно пилы 10 торцовочного устройства и отрезаются. После окончательного формирования длины на обе пласти досок автоматическим маркировочным устройством 11 наносятся метки сорта.
Оборудование для торцевания сухих пиломатериалов встраивается в линии окончательного сортирования пиломатериалов, конструкция которых отличается от рассмотренных выше. Однако принцип работы участков торцовки и само торцовочное оборудование то же, что и в линии ЛТ-1.
Эффективность торцевания повышается в настоящее время за счет применения компьютерных сканирующих систем, позволяющих оптимизировать эту операцию. Оптические камеры сканирующего устройства дают информацию для идентификации длины и толщины доски, глубины обзола и контуров конца доски. Микрокомпьютер получает данные, собранные сканирующим устройством, и рассчитывает оптимальную величину торцевания по критерию максимальной стоимости продукции. Компьютер, на который поступает решение оптимального торцевания, подает команды на торцовочные агрегаты для реализации решений.
Оборудование сушки, окончательной обработки пиломатериалов и переработки отходов. Большая часть пиломатериалов после продольного и поперечного раскроя высушивается. Применяемое для этих целей оборудование изучается в курсе «Гидротермическая обработка древесины».
Кисти-торцовки — кисти прямоугольной формы, изготовляются из твердой щетины. … Торцовка должна быть сухой и чистой, и поэтому ее нужно часто вытирать.
торцевание досок на отрезки с вырезкой дефектов, разметка отрезков, распиливание их … Для поперечного раскроя пиломатериалов применяют торцовочные станки различных моделей, из.
Станки . Инструменты. … Торцовка — это, пожалуй, единственный вид кистей, в составе которого допустимо использование синтетической щетины.
Эту операцию выполняют на станке для механической обработки торцов труб (для торцовки, снятия фасок на концах труб и сверловки или вырезки отверстий в трубах).
. на сварочных установках при помощи ручных или механизированных торцовочных устройств. … Такие станки снимают внутренние и наружные фаскн, производят торцовку труб с прямым и.
Основное назначение торцовки — обработка свежеокрашенной поверхности под шагрень или торцевание. … Валики закрепляют в станках, которые состоят из рукоятки со стержнем и осью.
Круглопильный станок с гусеничной подачей служит для продольной распиловки пиломатериалов после их торцовки по длине.
К содержанию книги: Строительное оборудование. Станки. … Кисти-торцовки.
К содержанию книги: Строительное оборудование. Станки. … Кисти-торцовки.
К содержанию книги: Строительное оборудование. Станки. … Кисти-торцовки.
Смотрите также:
5.3. Деревообработка. Обработка древесины включает: пиление, строгание, долбление, сверление, фрезерование, обработку на токарном станке, лущение и шлифование.
Дерево — один из самых универсальных материалов, который человек научился обрабатывать еще в глубокой древности. Разнообразно и широко использовалась древесина русскими.
Найден по ссылке: Художественная обработка дерева.
§ 40. ОБЩИЕ СВЕДЕНИЯ О ДРЕВЕСИНЕ И ЕЕ ОБРАБОТКЕ. Дерево как строительный материал известно с древнейших времен. Исторические и географические условия Древней Руси.
Найден по ссылке: Обработка древесины. Дерево как строительный материал.
Основы деревообработки. 5.1. рабочий инструмент и его применение. Для выполнения плотничных и столярных работ необходим различный инструмент: топор, молоток.
Строительство и ремонт. Столярные работы. в сельском доме. А.М. Шепелев.. С каждым годом на селе все шире развивается.
Технология и оборудование для торцовки пиломатериалов
Страницы работы




Содержание работы
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ДЛЯ ТОЦОВКИ ПИЛОМАТЕРИАЛОВ
Торцевание (торцовка) – формирование торцовых поверхностей (торцов) пиломатериалов путем их поперечного деления с целью:
-удаления дефектных участков;
-получения заданной длины пм.
В связи с этим различают предварительное и окончательное торцевание.
Предварительное торцевание проводится с целью удаления явно выраженных дефектов и пороков древесины на поверхности пм (пф). Это, как правило, остроконечные (шилохвостные), кривые и фаутные доски.
Окончательное торцевание выполняется для формирования заданных (стандартных) размеров пм по длине. Окончательное формирование длины производится, как правило, после сушки.
Практикуется также зачистка комлевых торцов пм. Когда оператор (торцовщик) сомневается в глубине распространения дефекта обработки или порока древнсины со стороны комлевого торца доски, он производит его «зачистку»: отпиливает кусок доски длиной 3…5 см, оценивает состояние «вскрытого» торца и принимает решение о выполнении окончательного торцевания комлевого конца доски.
Номинаоьные размеры длины пм:
— 1. 6,5 м с градацией 0,25м – для внутреннего рынка;
— 1,5…6,3м с градацией 0,3м.
Предельные отклонения от номинальных размеров пиломатериалов по длине +50 мм; — 25 мм.
В лесопильном производстве для поперечного раскроя пиломатериалов применяются однопильные торцовочные станки и многопильные торцовочные агрегаты. Однопильные торцовочные станки можно разделить на четыре вида: с неподвижным суппортом, маятниковые, балансирные и с прямолинейным перемещением пилы. (рис. 13.1). Классификация станков по конструктивному признаку позволяет выделить среди них два основных типа: с подвижным и неподвижным суппортом. В станках с подвижным суппортом, предназначенных для точной и предварительной торцовки, подача осуществляется суппортом на неподвижную заготовку.
Доски торцуют позиционным и проходным способами. В первом случае при выполнении технологической операции обрабатываемый материал неподвижен, а подается режущий инструмент. Во втором случае поперечное деление пиломатериалов происходит при их перемещении.
Позиционные торцовочные станки
Рис.13.1. Схемы станков для позиционной торцовки пиломатериалов и заготовок:
a- маятниковые; б и г- с прямолинейным выдвижением пилы; в- балансирные.
Однопильные торцовочные станки с неподвижным суппортом входят в состав проходных торцовочных агрегатов и линий. Маятниковые торцовочные станки и станки с прямолинейным перемещением пилы в лесопильном производстве применяются редко, они широко используются в раскройных и деревообрабатывающих цехах.
Наибольшее применение в производстве пиломатериалов получили балансирные торцовочные станки.
Установки позиционного типа оснащаются однопильными круглопильными станками различных моделей: балансирными (типа ЦКБ), маятниковыми (типа ЦМЭ), с прямолинейным выдвижением пилы (типа ЦПА и СТ), технические х-ки которых приведены в табл.1.
Рис.13.2. Балансирный торцовочный станок ЦКБ40-01:
а-общий вид; b-гидрокинематическая схема; 1-ограждение; 2-стол; 3-направляющая линейка; 4-станина; 5,6-электродвигатели; 7-педаль управления; 8-доска; 9-пила; 10,14-гидрораспределители; 11-рама; 12,16-гидроцилиндры; 13-гидронасос; 15-дроссель; 17-направляющая; 18-вал; 19-клиноременная передача.
Станки типа ЦКБ с педальным включением пилы и ее перемещением в процессе резания с помощью гидропривода предназначены для распиловки досок шириной до 300…400 мм при диаметре пилы 500…700 мм. Они получили наибольшее распространение в лесопильных цехах, практикующих позиционный способ торцевания пм.
Рис.13.3. Торцовочный станок с прямолинейным движением пилы:
1-станина; 2пила; 3-обойма; 4-гидроцилиндр; 5-педаль.
Рис.13.4. Схема маятникового торцовочного станка ЦМЭ-3А:
Таблица 13.1. Технич х-ки станков для позиционного раскроя пм.
Двухсторонние позиционные торцовочные установки
Рис.13.5. Схема двухсторонней торцовочной установки:
1-ленточный конвейер, траспортирующий доски от обрезного станка; 2-люки; 3-торцовочные станки; 4-торцовочный роликовый стол; 6-риемный стол с кронштейнами 5 по обе стороны; 6-роликовый торцовочный стол; 7-ленточный конвейер для транспортирования торцованных досок.
С ленточного конв 1 доски поступают на торцовочный стол 3, с котрого рабочие перемещают их на торцовочный стол 5. Торцовщики определяют место реза комлевого конца доски, а затем вершинного и производят торцевание доски с помощью пил 3, подъем которых осуществляется пневмоцилиндрами. Перед торцеванием рабочий устанавливает комлевой конец доски по качающимся мерным упорам, вмонтированным в привальный брус 7. Для удаления торцованных досок установка снабжена сбрасывателем (рис.1) с пневмоприводом. Пропускная способность установки 10…12 досок в минуту. Пр-сть определяют по хронометражным данным. По УЛ_Цу 8…15 досок в мин.

Торцовочные установки проходного типа: слешеры и триммеры
Слешер- это многопильная установка для поперечного раскроя пиломатериалов, в которой пильные валы установлены стационарно. Распиливаемый материал подается на круглые пилы поперечно- цепным конвейером с упорами.
Триммер – это многопильная установка для поперечного раскроя пиломатериалов, в которой каждый пильный механизм вступает в работу по команде оператора. Пильный суппорт надвигается на торцуемый материал цепным конвейером с упорами.
Торцовочные установки проходного типа: слешерные и триммерные
Рис.13.8. Схема трехпильной торцовочной установки ЦТ3-2М:
1-торцовый упор; 2-комлевая пила; 3,4-мерные упоры; 5- электродвигатель привода; 6,7-вершинные пилы; 8,9-неприводные ролики; 10-вершинный торцовой упор;11,12-приводные конвейеры с косорасположенными роликами; 13-цепи конвейера.
Рис.3.9. Линия торцовки сырых пм ЛТ-1
Сменная производительность торцовочных станков и установок (А, шт./смена):
— для станков позиционного тип
А=60Тkt / t ,
— для установок проходного типа
А= uТki kt / a ,
где T— продолжительность смены, мин;
t— время обработки (торцовки) одной доски, с (устанавливается путем хронометражных наблюдений, можно принять при предварительной торцовке t=10 c, при окончательной t=12…15 с);
u- скорость движения цепей рабочего конвейера;
а- расстояние между упорами на цепях конвейера, м;
kt -коэффициент использования рабочего времени, принимается равным 0,9;
ki-коэффициент использования машинного времени, можно принять равным 0,8…0,9, зависит от заполнения цепей конвейера доскми.
Торцовочная пила: как выбрать торцевой станок по дереву?
 Владелец столярной и мебельной мастерской должен иметь множество различных приспособлений для эффективного выполнения операций по обработке древесины. Среди прочего инструмента у него должны быть в наличии и торцовочные пилы по дереву. С их возможностями хорошо знакомы специалисты, имеющие непосредственное отношение к сфере изготовления половых настилов, оконных рам и дверных проемов. По их словам, это оптимальное решение для распиливания деталей под углом.
Владелец столярной и мебельной мастерской должен иметь множество различных приспособлений для эффективного выполнения операций по обработке древесины. Среди прочего инструмента у него должны быть в наличии и торцовочные пилы по дереву. С их возможностями хорошо знакомы специалисты, имеющие непосредственное отношение к сфере изготовления половых настилов, оконных рам и дверных проемов. По их словам, это оптимальное решение для распиливания деталей под углом.
- Устройство инструмента
- Предназначение
- Функции гибридных моделей
- Как выбрать нужную торцовку
- Популярные производители торцовочных пил
- Профессиональный агрегат Makita L. S. 1040
- Особенности торцовок различных производителей
- Где изготавливают японские торцовки
- Отрезная пила по дереву своими руками
- Подводя итоги
Сегодня всё реже можно встретить обычные ножовки в арсенале специалистов. Вместо них теперь используют торцовочные пилы. Главная причина их столь высокой популярности обусловлена их высокой эффективностью в работе со стружечным покрытием. Причём эти устройства активно применяются не только профессиональными мастерами-отделочниками, но и домашними умельцами.
Торцовочные пилы обладают не только массой полезных свойств, но и представлены в большом разнообразии вариантов. Основными их разновидностями являются ручные, стационарные и комбинированные модели.
Устройство инструмента
 Торцовочные пилы — это небольших размеров устройства, которые жестко закрепляются на верстаках посредством винтовых крепежей. Станина верстака имеет литую конструкцию и поддерживает устойчивость оборудования при обработке крупных заготовок. В составе стационарного станка торцовочного по дереву можно обнаружить такие обязательные элементы, как рукоятка, электромотор, режущая головка и массивное основание. Если исходить из отзывов владельцев, то этот инструмент требует определенных навыков для эффективного решения возникающих задач, а также нуждается в тщательном обслуживании.
Торцовочные пилы — это небольших размеров устройства, которые жестко закрепляются на верстаках посредством винтовых крепежей. Станина верстака имеет литую конструкцию и поддерживает устойчивость оборудования при обработке крупных заготовок. В составе стационарного станка торцовочного по дереву можно обнаружить такие обязательные элементы, как рукоятка, электромотор, режущая головка и массивное основание. Если исходить из отзывов владельцев, то этот инструмент требует определенных навыков для эффективного решения возникающих задач, а также нуждается в тщательном обслуживании.
Предназначение
 Пилы торцовочные используются преимущественно для выполнения таких операций, как распускание и торцевание досок. Эффективная работа инструментом возможна только при условии использования распиловочного диска определенного диаметра, который следует выбирать с учетом размера обрабатываемых деталей. Для торцовочных станков, предназначенных для домашнего использования, лучше всего приобрести диск диаметром 20 см. Хорошим решением являются и универсальные модели, в которых используются круги 25 см. Этот тип устройств предназначен для распускания досок.
Пилы торцовочные используются преимущественно для выполнения таких операций, как распускание и торцевание досок. Эффективная работа инструментом возможна только при условии использования распиловочного диска определенного диаметра, который следует выбирать с учетом размера обрабатываемых деталей. Для торцовочных станков, предназначенных для домашнего использования, лучше всего приобрести диск диаметром 20 см. Хорошим решением являются и универсальные модели, в которых используются круги 25 см. Этот тип устройств предназначен для распускания досок.
Торцовочные пилы ручного типа — это узкоспециализированный инструмент. Он не подходит для распускания досок. Гораздо эффективнее его использовать для создания коротких резов. Устройства этого типа позволяют без особых усилий выполнять торцевание концов досок или срезать их под определенным углом. Как можно судить по многочисленным отзывам владельцев, этот инструмент может справиться с самыми сложными операциями древесины. Есть модели, которые укомплектованы специальными протяжными механизмами. Основное предназначение такого оборудования — разрезание широких заготовок.
Функции гибридных моделей
 Иногда возникают ситуации, когда нужно произвести обрезку или распускание досок. Для таких целей лучше всего использовать комбинированные отрезные пилы. Гибридные версии инструмента прекрасно справляются с несложными стандартными работами. Основными их рабочими элементами является резочный диск и расклинивающий нож.
Иногда возникают ситуации, когда нужно произвести обрезку или распускание досок. Для таких целей лучше всего использовать комбинированные отрезные пилы. Гибридные версии инструмента прекрасно справляются с несложными стандартными работами. Основными их рабочими элементами является резочный диск и расклинивающий нож.
Для того чтобы произвести с помощью этого инструмента распускание досок, в комплект к инструменту включён специальный стол для обрабатываемой заготовки. Гибридные пилы очень востребованы среди потребителей, которые хотят приобрести качественный станок для деревообработки по невысокой цене.
Как считают профессиональные мастера, гибридные модели торцовок не могут на равных конкурировать со специализированными, так как не в состоянии обеспечить высокую точность обработки и их нельзя назвать достаточно надежными.
Таким образом, гибридная модель не подойдёт владельцам, которые ищут недорогую альтернативу специализированным отрезным пилам по дереву.
Как выбрать нужную торцовку
Выбрать подходящую модель, удовлетворяющую целям использования, не так просто. При изучении различных моделей нужно только соблюдать ряд нехитрых правил:

 Прежде чем идти в магазин, выясните, для чего вам нужна торцовка по дереву и в каких условиях будет проходить ее эксплуатация.
Прежде чем идти в магазин, выясните, для чего вам нужна торцовка по дереву и в каких условиях будет проходить ее эксплуатация.- С особой тщательностью подходите к выбору распиловочных дисков. Для грубого реза лучше всего выбрать диски с крупными зубьями. Мелкозубчатые диски подойдут на случай, если вы захотите делать чистовые распилы.
- Приобретаемый инструмент должен быть безопасным. Поэтому советуем отдавать предпочтение лишь тем моделям, в оснащении которых имеется специальный защитный кожух.
- Если вы хотите обзавестись мобильной торцевой пилой по дереву, то искать подходящую модель вам стоит среди линейки малогабаритных и нетяжёлых устройств.
- Важной характеристикой, которую нужно учитывать при выборе станка, является эргономичность пилы. Речь идет о таких параметрах, как мощность и скорость вращения диска. Для использования в бытовых целях лучше всего подойдут модели с небольшой мощностью. А вот на скорость вращения диска можно не обращать особого внимания, так как у всех моделей она одинакова.
Популярные производители торцовочных пил
Несмотря на большое разнообразие представленных торцовочных станков, среди них можно выделить продукцию производителей, которые пользуются наибольшей популярностью у потребителей. Речь идет о таких компаниях, как Bosch, Metabo, Hitachi, DeWalt и Makita. Помимо них немало интересных решений можно найти в линейке производителя «Корвет».
Профессиональный агрегат Makita L. S. 1040
 Многие владельцы этого отрезного станка называют его очень эффективным инструментом для выполнения точных и чистых резов. Из отличительных особенностей следует выделить высокие показатели мощности (1650 Вт) и оборотистость, которая составляет 4600 оборотов в минуту. Оборудование для деревообработки отвечает всем нормам безопасности, чему в немалой степени способствует наличие выполненного из прозрачного пластика защитного кожуха.
Многие владельцы этого отрезного станка называют его очень эффективным инструментом для выполнения точных и чистых резов. Из отличительных особенностей следует выделить высокие показатели мощности (1650 Вт) и оборотистость, которая составляет 4600 оборотов в минуту. Оборудование для деревообработки отвечает всем нормам безопасности, чему в немалой степени способствует наличие выполненного из прозрачного пластика защитного кожуха.
Как следует из отзывов, многие владельцы пользуются такими торцовками на протяжении многих лет и не жалуются на снижение их качественных характеристик. Эта модель подойдет и тем, кто ищет мобильный вариант инструмента для деревообработки, ведь он обладает небольшими размерами и имеет вес не более 11 кг.
Модель рассчитана на работу с диском диаметром 26 см. Это идеальное значение для расходного материала, чтобы эффективно выполнять с его помощью торцевание плоских заготовок шириной 13 см. При использовании инструмента под углом 45 градусов можно выполнять пропил глубиной до 67 мм, а под прямым — 95 мм. Многие пользователи отмечают высокий уровень качества исполнения рабочих узлов этой модели пилы. Агрегат оснащен протяжным механизмом, что положительно отметили пользователи, вынужденные работать с широкими деревянными заготовками.
Особенности торцовок различных производителей
 Из особенностей торцовок, которые производит компания Makita, следует выделить небольшую ширину распила. Все модели поставляются с протяжным механизмом. В оснащении этих торцовок имеются две специальные штанги для надежного удержания блока. Именно такой конструкцией обладает одна из популярных моделей LS 0714. Для обработки крупных деталей идеально подходят пилы LF 1000, которые поставляются со вспомогательными опорами, значительно упрощающими процесс эксплуатации.
Из особенностей торцовок, которые производит компания Makita, следует выделить небольшую ширину распила. Все модели поставляются с протяжным механизмом. В оснащении этих торцовок имеются две специальные штанги для надежного удержания блока. Именно такой конструкцией обладает одна из популярных моделей LS 0714. Для обработки крупных деталей идеально подходят пилы LF 1000, которые поставляются со вспомогательными опорами, значительно упрощающими процесс эксплуатации.
В ассортименте компании Bosch также имеется немало моделей торцовочных пил с протяжкой по дереву, оснащенных вспомогательными опорами и станинами, которые изготавливаются из алюминиевых и магниевых сплавов. Многие владельцы находят это решение правильным, поскольку это повышает прочность и мобильность торцовок. Одной из востребованных моделей производителя является торцовка GCM 10, рабочий вес которой составляет 15 кг.
Устройства для распиловки, выпускаемые компанией Корвет, оборудованы специальным механизмом для продольной протяжки. Среди прочих конструкционных элементов присутствует специальный лазерный указатель. Пользователи с одобрением оценили это новшество, которое повышает точность распилов.
 Решения, которые предлагает компания Dewalt, отличаются от конкурентов использованием системы XPS. Подобный механизм также можно обнаружить и в торцовках от компании Корвет, однако в устройстве, внедренном компанией Dewalt, имеется функция смещения с тенью, которая проецируется от распиловочного диска. Многие потребители называют эту систему очень удобной благодаря повышению точности распиливания.
Решения, которые предлагает компания Dewalt, отличаются от конкурентов использованием системы XPS. Подобный механизм также можно обнаружить и в торцовках от компании Корвет, однако в устройстве, внедренном компанией Dewalt, имеется функция смещения с тенью, которая проецируется от распиловочного диска. Многие потребители называют эту систему очень удобной благодаря повышению точности распиливания.
Изделия, выпускаемые компанией Hitachi, оснащаются рабочими лезвиями, идеально подходящими для выполнения реза под углом 30 и 15 градусов. Прежде таких торцовок на рынке никто не выпускал, поскольку все предлагавшиеся ранее устройства могли работать только под стандартным углом 45 градусов.
Отрезные пилы от компании Metabo имеют повороты и наклоны распилочных дисков. Потребители в целом довольны выпускаемыми торцовками, называя их несложными в обращении.
Где изготавливают японские торцовки
Линейка обрезных пил от этого производителя включает порядка 450 разных видов устройств. Их производством занимается 8 предприятий. К изготовлению торцовок привлечены предприятия, располагающиеся в Германии, Великобритании и Румынии. На территории каждой из этих стран расположено по одному заводу. Есть ещё дополнительно 5 фабрик, находящихся на территории Японии.
Отрезная пила по дереву своими руками
Если владельцу для домашнего использования нужен высокопроизводительный инструмент для распускания и торцевания досок и необходимо сэкономить, то можно рассмотреть возможность его изготовления своими руками. Об этом стоит в первую очередь задуматься тем мастерам, которые имеют немалый опыт в этом деле и хорошую подготовку. Прежде всего, нужно подготовить необходимый инструмент для работы:
- комплект напильников;
- сварочный аппарат;
- уголок;
- стальной лист;
- двигатель от болгарки мощностью не менее 2,2 кВт, работающий со скоростью 2800 оборотов в минуту.
Для создания отрезного станка необходимо выполнить ряд этапов:
 Начинается рабочий процесс с изготовления станины. Без неё обойтись никак не получится, так как торцовочный станок — весьма громоздкий инструмент.
Начинается рабочий процесс с изготовления станины. Без неё обойтись никак не получится, так как торцовочный станок — весьма громоздкий инструмент.- В качестве основы для станины можно использовать металлический уголок и стойки от железной кровати.
- Из стального листа нужно изготовить рабочее основание. При помощи напильника нужно обработать ее края.
- Для будущей пилы понадобится маятниковая стойка, для изготовления которой используют швеллер.
- Готовую стойку нужно установить на стальной лист. Причём важно правильно подобрать высоту, которая должна составлять 800 мм.
- Электродвигатель устанавливают на специальную подставку, которая будет перемещаться при помощи шарниров.
- В завершение останется только закрепить к самодельной отрезной пиле короб, который защитит мастера от стружки.
В качестве главного рабочего узла отрезного станка выступает распиловочный диск, который должен иметь диаметр 42 см. Как отмечают пользователи самодельных отрезных пил, это прекрасная возможность сэкономить на приобретении фирменного инструмента, который часто обходится дороже, чем изготовленное своими руками устройство.
Подводя итоги
 Торцовочная пила по дереву — один из самых востребованных инструментов не только в промышленности, но и в бытовом хозяйстве. Однако важно понимать, что он относится к классу узкоспециализированного оборудования, которое идеально подходит для выполнения таких операций, как торцевание и распускание досок. Поэтому использовать его для выполнения других задач нежелательно.
Торцовочная пила по дереву — один из самых востребованных инструментов не только в промышленности, но и в бытовом хозяйстве. Однако важно понимать, что он относится к классу узкоспециализированного оборудования, которое идеально подходит для выполнения таких операций, как торцевание и распускание досок. Поэтому использовать его для выполнения других задач нежелательно.
Выбирая это оборудование для домашней мастерской, необходимо помнить не только про цели использования отрезной пилы, но и условия эксплуатации. Всё это в дальнейшем поможет правильно выбрать пильный диск, чтобы наиболее эффективно и с меньшими временными затратами выполнять операции по обработке изделий из древесины.
Торцовочные станки по дереву
В деревообработке для выполнения стандартных операций применяют торцовочный станок по дереву, который специализируется на изготовлении заготовок точного размера. Столярное производство часто требует большое количество деталей с одинаковым габаритом. Поэтому и разработан станок для качественного торцевания, более сложный, чем дисковая пила.

Конструкция
У самодельного и промышленного торцовочного станка присутствуют такие составные части:
- Стол. Располагается на устойчивой опорной раме. В конструкции возможно применение поворотных, позиционирующих механизмов рабочей плоскости для выполнения разрезов сложной конфигурации;
- Пильный узел. Режущий по дереву диск закреплен на вал, через привод соединен с электрическим двигателем, собирается узел моноблоком. На станке их может быть 2 и более (торцовка нескольких сторон бревен одновременно);
- Механизм перемещения пильного блока. Бывает различной степени сложности и принципа действия: от кронштейна с пружинами — амортизаторами до гидравлики или пневматики. Расширяет функциональные возможности присутствие поворотного механизма, позволяющего выставлять дисковый нож под углом к заготовке;
В зависимости от модели (проходной, автоматизированный) торцовочный станок по дереву включает в себя различные вспомогательные устройства, приспособления, программируемые исполнительные органы, систему удаления стружки. В крупном и среднем мебельном производстве выгоднее использовать автоматический торцовочный станок серийной обработки материалов.
Общие параметры
Каждый деревообрабатывающий станок для торцовки имеет такие общие характеристики:
- мощность электродвигателя;
- число оборотов вала пилы (с указанием возможности регулировки);
- пределы ø применяемого диска по дереву;
- углы поворота пильного узла;
- высота подъема кромки зубьев ножа над уровнем стола.
Резка разных пород дерева не предполагает использовать универсальный диск. Различные по твердости и структуре материалы качественно торцуют пилами с разным количеством зубьев в окружности диска.

Торцовочный станок ЦПА-40
Характерные исполнения механизма
Принцип подвижности режущих узлов у однопильных станков реализован конструкциями следующих типов:
- Прямолинейные. Блок передвигается по жесткой горизонтальной консоли, высота которой может регулироваться;
- Маятниковые (ЦМЭ). Расположение дискового узла на подвесках позволяет ему двигаться по дуге, опускаясь и поднимаясь ;
- Балансирные. Пила находится под столом, подъем ножа осуществляется нажатием педали. Количество подъемов 10 – 12 в минуту;
- Стационарные. Заготовка подается на фиксированный вращающийся нож по дереву.
К многопильным установкам относят триммеры, слэшеры. На двухсторонних торцовочных станках за один проход обрабатывают боковую и верхнюю стороны деревянной детали.
Маятниковый тип
Промышленный ЦМЭ (станок торцовочный маятниковый) имеет характерные особенности:
- ручная или пневматическая подача режущего блока;
- механизированная подача детали;
- регулировка длины заготовки, установкой упоров;
- пневматический прижим;
- электродинамическое торможение.
Конструкция ручной подачи диска ЦМЭ работает с обеспечением возврата в исходное положение под действием противовеса.
Большой радиус хода установки ЦМЭ увеличивают возможную ширину торцовки пиломатериала.
Подвесной тип крепления делает удобным использовать станок ЦМЭ в раскроечном производстве.
Прямой ход
Серийное производство деталей заданного размера выполняет торцовочный станок проходного типа с несколькими пильными узлами. Расстояние между дисками по дереву соответствует нужному размеру. Пиломатериал надвигается по станине с роликами на пилы, обрезающие его в габарит. В одну смену станки этого типа перерабатывают несколько десятков кубов леса.

Торцовочный станок проходного типа с двумя пильными каретками
Производительность, точность угла между гранями бруса повышается на двустороннем оборудовании для торцовки древесины.
Автоматизация процесса
Для поперечного раскроя материала в большом количестве выбирают автоматический торцовочный станок, который обслуживает один оператор. Разметка выполняется специальным люминесцентным мелом для распознавания датчиками.

Комплектация оборудования рольгангами
Оператор наносит метки по дереву и подает заготовку в приемное устройство. Транспортировка на торцовку от диска к диску происходит по поперечным и косым (угол 8° — 10°) роликам.
Кроме поперечного реза, автоматический торцовочный станок может вырезать по меткам участки, содержащие дефекты, перед последующим сращиванием детали.
Ассортимент изделий, вырабатываемый на автоматических агрегатах, представлен в широком диапазоне от каркасного бруса, мебельных щитов до элементов для окон, дверей, деревянных сборных конструкций. Размер от багетной рейки до строительного погонного материала.

Схема позиционного торцовочного станка
Производительность такого оборудования зависит только от технических условий на обработку вида материала (породы дерева, толщины) и скорости работы обслуживающего оператора. Не сложное управление при небольшом габарите самой установки, которые имеет торцовочный станок тайга, дает возможность делать до 4000 резов за 1 смену.
Pereosnastka.ru
Обработка дерева и металла
Торцовочные станки и установки. Для торцовки досок в потоках лесопильного цеха применяют позиционные станки и проходные торцовочные установки. Для позиционного способа торцовки досок используют балансирные станки ЦКБ40-1.
Пильный вал балансирных станков установлен на качающейся раме. Рама поднимается гидроприводом, который включается легким нажатием ноги на педаль. С прекращением действия на педаль рама с пилой опускается. Торцовка досок происходит при верхнем положении пилы. Поэтому станки устанавливаются под роликовыми столами, на которые подаются подлежащие торцовке доски.
Наибольшая ширина обрабатываемого материала на станке ЦКБ40-1 составляет 400 мм, а толщина может быть соответственно 140 и 100 мм.
Для торцовки досок применяют также специальные торцовочные установки проходного типа, например трехпильную торцовочную установку ЦТЗ -2М, предназначенную для торцовки обоих концов досок.
Установка состоит из поперечного цепного конвейера, на одной боковой стороне которого установлена пила для торцовки комлевых концов досок, на другой последовательно установлены две пилы для торцовки вершинных концов досок.
Для выравнивания торцов досок по комлевой пиле и поперечного перемещения досок от комлевой пилы к вершинным пилам установка имеет два конвейера с косопоставленными роликами, размещающимися между цепями поперечного конвейера.
Организация рабочего места на операции торцовки досок. Доски торцуются на столе У (рис. 1), который для облегчения продольного перемещения досок имеет неприводные ролики. По концам стола (под ним) установлены два торцовочных станка с вертикальным перемещением пил. Расстояние между станками 6… 7 м. Для удаления отходов возле станков имеются люки. Доски к столу подаются роликовым конвейером. Между этим конвейером и торцовочным столом находится накопительный стол для хранения некоторого запаса досок в случае неравномерного их поступления. Торцовочный стол установлен ниже роликового конвейера на 75… 100 мм. Сброс досок на торцовочный стол и перемещение их по столу производятся вручную.
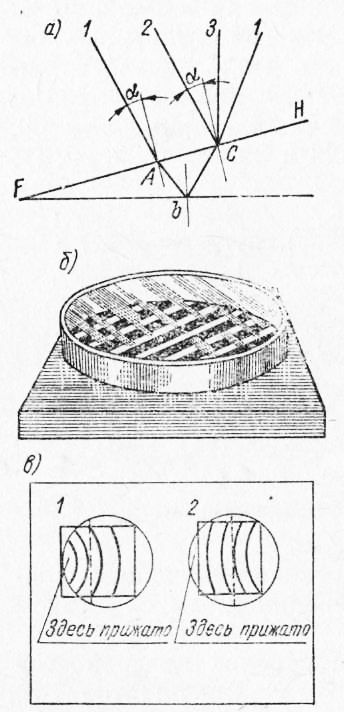
Торцовочный стол оборудован мерным брусом, на котором нанесены деления, соответствующие стандартной длине досок, и установлены качающиеся упоры. Будучи прижаты кромкой доски, упоры отходят в свои гнезда внутри бруса. Упор за пределами комлевого конца доски остается неутепленным. К нему и прижимается доска торцом для торцовки на стандартный размер. Мерный брус является одновременно и упорным брусом. К нему во время торцовки прижимается доска.
Для облегчения передачи досок после торцовки на ленточный конвейер 8 торцовочный стол обычно оборудуют приводным роликом-погонялкой. В нерабочем состоянии этот ролик находится ниже уровня неприводных роликов, установленных на столе. При подъеме ролик-погонялка выступает над неприводными роликами и принимает на себя транспортируемую вдоль стола доску. На рис. 1 приведена схема торцовочного стола с продольным перемещением досок после торцовки на ленточный конвейер.
В последние годы в торцовочных столах стали предусматривать поперечное перемещение оторцованных досок (рис. 2). По этой схеме оторцованные доски сбрасываются через щели между кронштейнами и столом на ленточный конвейер, передающий их на сортировочную площадку. Поперечное перемещение досок после торцовки сокращает затраты времени на удаление досок с торцовочного стола.
В среднепросветнем двухрамном потоке устанавливают три торцовочных стола —два за обрезным станком (сдвоенные) и один за рамой второго ряда. Один торцовочный стол обслуживают двое рабочих. Их рабочие места находятся возле торцовочных станков.
Производительность торцовочного стола — от 6 до 10 досок в минуту.
Схема включения в поток лесопильного цеха трехпильной торцовочной установки ЦТЗ -2М представлена на рис. 3. Доски к торцовочной установке от обрезного станка и рамы второго ряда подаются ленточными конвейерами. Затем они поступают на конвейеры с винтовыми роликами, которыми сбрасываются на сборочный поперечный цепной конвейер. В конце этого конвейера находится стол, на котором производятся контроль качества и разметка досок. Размеченные доски сбрасываются в люк и по наклонной плоскости поступают на поперечный конвейер трехпильной торцовочной установки, расположенной обычно на промежуточном этаже лесопильного цеха.
Сначала доски проходят через комлевой торцовочный станок, затем через вершинные. Для установки стандартной длины торцуемой доски перед вершинными станками имеются утопающие упоры. Оторцованные доски сбрасываются на ленточный конвейер, который выносит их на сортировочную площадку.
Производительность установки может достигать 25 досок в ми-нуту, если установку обслуживают четверо рабочих: двое — комлевую пилу и двое — вершинные пилы. Рабочее место торцовщиков находится перед торцовочными пилами.
Стол для контроля качества и разметки досок обслуживают двое рабочих-контролеров. В минуту они могут разметить по 12 досок. Поэтому для полного использования производительности торцовочного устройства необходимо устанавливать два стола для контроля качества и разметки досок.
Торцовочное устройство ЦТЗ -2М предназначено для окончательной торцовки обрезных досок. Однако на многих лесопильных заводах на данном устройстве производят и предварительную торцовку досок.
Для предварительной торцовки тонких досок с одного конца (отделения вершинных острых концов досок) применяют также более простые проходные торцовочные установки. Например, предварительную торцовку тонких досок можно производить на движущихся цепях с помощью стационарно установленных с соответствующей стороны конвейера дисковых пил.
Правила работы. Рабочие, обслуживающие позиционные торцовочные установки (столы), выполняют следующую работу: снимают доску с накопительного стола и укладывают на торцовочный стол; устанавливают доску для торцовки комлевого конца; оба рабочих прижимают доску к упорному брусу, а комлевой станочник включает гидропривод подъема пилы; комлевой станочник отключает гидропривод, и оба рабочих перемещают доску вдоль стола; устанавливая ее для торцовки вершинного конца; оба рабочих прижимают доску к упорному брусу, а вершинный станочник включает гидропривод подъема пилы; вершинный станочник отключает гидропривод, и оба рабочих передвигают доску вдоль (или поперек) стола на выносной конвейер.
В обязанности рабочих, обслуживающих проходные торцовочные устройства, входит только установка досок в положение, нужное для их торцовки, согласно метке контролера качества. Эту работу рабочие выполняют перед станком. На торцовочную пилу доска надвигается упорами цепей без участия рабочего.
При выполнении этой работы рабочие должны соблюдать следующие правила, обеспечивающие качественную торцовку досок: – подавать к станку и торцевать одновременно только одну доску; – сначала оторцевать комлевой конец доски без установки по упору; – при торцовке вершинного конца комлевой конец доски должен упираться в мерный упор, срответствующий стандартной длине доски; – во время торцовки доска должна быть плотно прижата к упорному брусу или упорам цепей; – не допускать обрезки излишней древесины.
Технический брак на торцовке и меры его предупреждения.
При торцовке досок могут появиться следующие дефекты обработки, снижающие качество пиломатериалов: неправильный размер пиломатериалов, рваный распил на торцах, косые торцовые срезы (не под прямым углом к кромкам).
Неправильный размер досок по длине бывает при неточной установке мерных упоров (или при работе без упоров).
Рваные распилы возникают при работе тупыми пилами, из-за неправильного профиля и заточки зубьев пил. Чтобы устранить этот дефект, необходимо изменить профиль зубьев или правильно заточить пилы.
Косые торцы могут быть как по- ширине, так и по толщине доски. В первом случае косые торцы появляются при небрежной работе станочника — без поджима доски .к упорному брусу, при неправильной установке мерного бруса по отношению к плоскости пилы или неправильном расположении упоров цепей в установках проходного типа. В этом случае необходимо выверить установку мерного бруса и обеспечить синхронность работы цепей.
Косой торец по толщине доски получается в том случае, когда пильный диск находится в плоскости, неперпендикулярной плоскости стола.
Техника безопасности. На торцовочных станках в случае отсутствия ограждения пилы возможны тяжелые повреждения рук рабочего при преждевременном или случайном нажатии на педаль. Ушибы рук бывают при сбросе досок на торцовочный стол или при резком подъеме пильного диска из-под стола (неприжатая к линейке доска может подскочить и ударить рабочего по рукам). Серьезные травмы могут причинять отходы, получающиеся при торцовке. Захваченные зубьями пильного диска они могут быть отброшены в сторону с большой силой.
Для предупреждения травматизма торцовочный стол необходимо зашить досками со воех сторон до самого пола, для осмотра станка сделать плотно закрывающиеся дверцы. Над пильным диском в месте выхода его над поверхностью стола поставить оградительный кожух, сблокированный с педалью и автоматически опускающийся в момент подъема пилы. Щель в столе для прохода пилы должна быть не более 10 мм. Над педалью, включающей гидропривод подъема пилы, для предупреждения случайного нажатия нужно иметь защитный козырек. Безопаснее педаль помещать под столом станка, сделав соответствующее отверстие для ноги. Поверхность педали должна быть шероховатой. Рабочее место станочника необходимо сдвинуть от плоскости пилы на расстояние не менее 0,4 м.
На торцовочных установках проходного типа рабочие удалены от пил и непосредственной опасности пореза ими нет, однако возможен выброс материала. Для предупреждения травматизма торцовочные установки ограждают щитами из толстой сетки на всю их ширину. Со стороны выхода досок станок нужно совершенно изолировать прочной сеткой.
Наладка дерево-обрабатывающего оборудования (Соловьев А.А.) — часть 5
Универсальный круглопильный станок для смешанной распиловки с ручной подачей
Ц6-2 представлен на рис. 37. На станине 1 коробчатой формы закреплен стол 8 размером 830х1200
мм, на передней части которого установлена направляющая линейка 14, обеспечивающая на-
правление подачи материала при продольной распиловке. На столе имеется съемный упорный
угольник 7, который можно перемещать в Т-образном пазу стола параллельно плоскости пилы при
распиловке материала под углом от 45 до 135°. Пила 10 крепится на валу электродвигателя 11
(частота вращения 2910 об/мин), который установлен внутри станины на качающейся
подмоторной плите. Подъем и опускание пилы осуществляется маховичком 18 через рычажно-
винтовой механизм. К столу станка крепится ограждение 12 с противовыбрасывателями 13. Сзади
в плоскости диска пилы укреплен на подмоторной плите расклинивающий нож 9.
Для торцовки пиломатериалов и обрезки мебельных щитов предназначена каретка 2 со
столом 5. Каретка установлена на роликах с возможностью перемещения (ход каретки 1000 мм) по
направляющей 6 параллельно плоскости пилы и снабжена прижимом 17 для закрепления
распиливаемого материала,
§ 3. Наладка круглопильных станков для поперечной и смешанной
распиловки
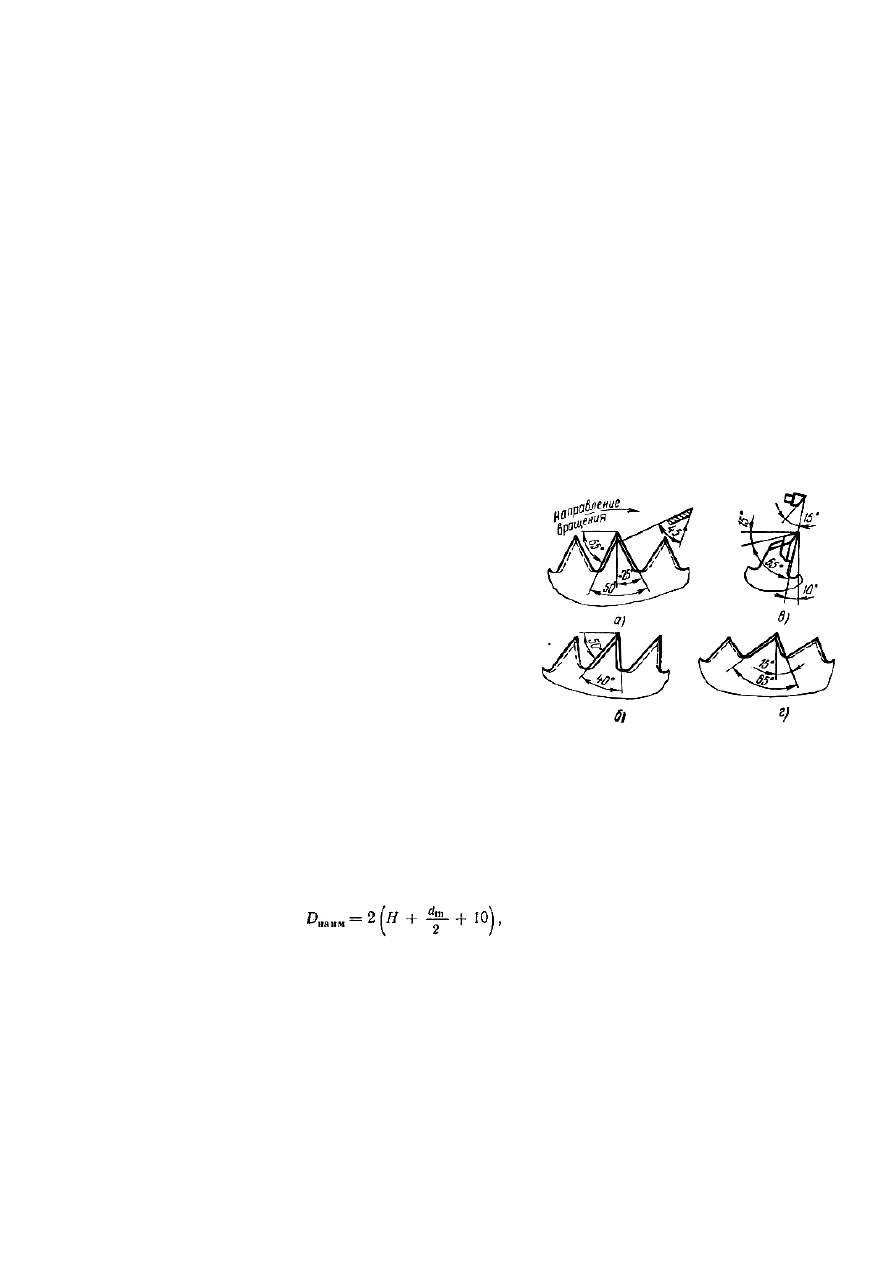
На станках для предварительной торцовки досок используют преимущественно плоские
круглые пилы с разведенными зубьями (рис. 38, а). Зубья пил должны иметь боковую косую
заточку и отрицательный передний контурный угол,
равный —25°.
При этом угол заострения режущих кромок
зуба, измеренный в нормальном сечении А—А,
должен быть 45° при распиловке хвойных пород
древесины и 55° при распиловке твердой древесины.
Для смешанной распиловки применяют зубья такого
профиля, передний контурный угол которых равен 0°
(рис. 38, б).
Если требуется высокое качество распиловки,
используют пилы с пластинами из твердых сплавов
(рис. 38, в), строгальные пилы (рис. 38, г). Такие пилы
пригодны
(влажность не более 20%) древесины, а также
древесностружечных и столярных плит, оклеенных
шпоном, щитов клееной древесины и щитов,
облицованных листовыми пластиками. Пилы делают с
наклонной задней поверхностью. В зависимости от
наклона, если смотреть на зуб спереди, различают пилы левые, правые или с симметричным чере-
дующимся наклоном.
Наименьший диаметр пилы D
определяют по формуле (мм)
где Н — высота пропила, мм; d
— диаметр шайбы крепления пилы, мм.
Перед установкой пилы на шпиндель необходимо проверить качество ее подготовки. Все
пилы должны иметь клеймо о приеме их отделом технического контроля завода-изготовителя.
Требования к качеству заточки пил аналогичны требованиям к пилам для продольной распиловки.
Наладка торцовочных станков. Устанавливают и закрепляют пилу на шпинделе
торцовочного станка так же, как на станках для продольной распиловки. Пильный суппорт
регулируют по высоте так, чтобы зубья пилы располагались в пазу стола на 5. 6 мм ниже его
рабочей поверхности. Настроечное перемещение осуществляют маховичком путем подъема или
опускания колонки совместно с суппортом. После настройки по высоте колонку следует
зафиксировать стопорным устройством.
Рабочий ход пильного суппорта регулируют перестановкой упоров-ограничителей.
Рис. 38. Профили зубьев для поперечной
а, б — пил плоских, в — пил с пластинами из
твердого сплава, г — строгальной пилы для
Станок торцовочный проходного типа
Станок торцовочный проходной (СТП-400) — электромеханический комплекс, обеспечивающий поперечную распиловку (торцовку) обрезных пиломатериалов на сегменты по заданным размерам. Позволяет обрабатывать заготовки сечением от 16х75 до 75х225 мм длиной 1200–6200 мм. Регулировка параметров готовых изделий осуществляется путем ручного схождения или расхождения пильных модулей, смонтированных на рейке рамы.
Особенности конструкции
Станок торцовочный проходной конструктивно выполнен на базе следующих основных частей:
- трех пильных блоков с дисковыми режущими элементами;
- станины — рамной конструкции повышенной прочности;
- комплекта сгоняющих роликов;
- торцовочных шин цепного типа;
- мотора-редуктора;
- механизм отбраковки заготовок;
- блока защиты и управления.
Торцовка проходного типа, укомплектованная сгоняющими роликами 125х500 мм, изготавливается на базе прочной станины — каркаса рамного типа. Каркас выполнен из швеллеров и опор в виде толстостенных труб. На раме смонтированы три пильных узла (модули) с режущими дисками диаметром 350–450 мм. Один является стационарным (основной), два — подвижные (обрезные). Пильные блоки укомплектованы электродвигателями 3 кВт. Мобильные блоки фиксируются на поперечной рейке с помощью винтовых зажимов. При необходимости они вручную перемещаются на определенное расстояние друг от друга. Таким образом, регулируются размеры готовых изделий.
Сгоняющие ролики обеспечивают центровку заготовок по оси станка. Перемещение досок или бруса реализовано с помощью торцовочных шин, выполненных на базе тяговых цепей серии ПР25,5–6000. Чтобы минимизировать загрязнение, цепи установлены зубцами вниз. Привод подачи выполнен на базе мотора-редуктора 3 кВт. Вал электродвигателя обеспечивает вращение ведущих валов, на которых зафиксированы звездочки цепных шин.
Принцип работы
Принцип действия СТП-400 заключается в поперечной распиловке заготовки на сегменты заданных размеров с помощью дисковых пил. Режущие блоки расположены так, что плоскость распила всегда перпендикулярна волокнам заготовки.
Доски или бруски загружаются на непрерывно работающий транспортер и подаются к пильным узлам. Центровка — перемещение заготовок в положение, требуемое для качественного распила под заданным углом, осуществляется с помощью сгоняющих роликов.
Преимущества СТП-400:
- Повышенная производительность при высокой точности размеров готовых пиломатериалов на выходе.
- Простота настроек рабочих параметров с плавной регулировкой скорости.
- Механизированная центровка заготовок без участия оператора.
- Прочная и надежная конструкция защищена от коррозии, других агрессивных воздействий порошковым покрытием.
- Возможность использовать как отдельно, так и в составе полуавтоматических или автоматических линий по переработке обрезных пиломатериалов, производству стройматериалов, мебели, тары, другой продукции из дерева.
- Длительный срок эксплуатации при минимуме обслуживания.
НПФ «ТЕХПРОМСЕРВИС» реализует обширный ассортимент оборудования для комплектации линий по производству пиломатериалов, переработке древесины и отходов. У нас можно купить с доставкой как отдельные станки, так и комплексные решения с разной степенью автоматизации и конфигурации.
Мы предлагаем надежную и производительную продукцию с полным списком дополнительных услуг. Наши сотрудники бесплатно консультируют, разрабатывают проекты для нужд конкретного предприятия, организуют поставку, сборку, монтаж и запуск в эксплуатацию. Чтобы узнать подробности, свяжитесь с нашими менеджерами.
Настоящее Пользовательское соглашение является публичным документом администратора сайта https://stanki35.ru (далее – Администратор) и определяет порядок использования посетителями (далее — Посетитель) сайта https://stanki35.ru принадлежащего Администратору, и обработки, хранения и иного использования информации, получаемой Администратором от Посетителя на сайте Администратора. Администратор сайта может изменить в любой момент данное Пользовательское соглашение без уведомления Посетителя сайта.
- Посетитель сайта, оставляя какую-либо информацию, относящуюся прямо или косвенно к определенному или определяемому физическому лицу (далее — Персональные данные), подтверждает, что ознакомился с данным Пользовательским соглашением и согласен с ним.
- В отношении всех сообщаемых Персональных данных Посетитель дает Администратору полное согласие на их обработку.
- Администратор сайта гарантирует Посетителю, что обработка и хранение поступивших Персональных данных Посетителя будет осуществляться в соответствии с положениями Федерального закона от 27.06.2006 № 152-ФЗ «О персональных данных».
- Посетитель сайта понимает и соглашается с тем, что предоставление Администратору какой-либо информации, не имеющей никакого отношения к целям сайта, запрещено. Такой информацией может являться информация, касающаяся состояния здоровья, интимной жизни, национальности, религии, политических, философских и иных убеждений Посетителя, а равно и информация, которая является коммерческой, банковской и иной тайной Посетителя сайта.
- Администратор гарантирует Посетителю, что использует Персональные данные, поступившие от Посетителя, исключительно в целях, ограниченных маркетинговыми, рекламными, информационными целями Администратора, а также для анализа и исследования Посетителей сайта, а также в целях предоставления ему товаров и услуг непосредственно находящихся, либо нет, на сайте Администратора.
- Посетитель в соответствии с ч. 1 ст. 18 Федерального закона «О рекламе» дает Администратору свое согласие на получение сообщений рекламного характера по указанным контактным данным.
- Посетитель самостоятельно несёт ответственность за нарушение законодательства при использовании сайта Администратора.
- Администратор не несет никакой ответственности в случае нарушения законодательства Посетителем, в том числе, не гарантирует, что содержимое сайта соответствует целям Посетителя сайта.
- Посетитель сайта несет самостоятельно ответственность в случае, если были нарушены права и законные интересы третьих лиц, при использовании сайта Администратора, Посетителем.
- Администратор вправе запретить использование сайта Посетителю, если на то есть законные основания.
Деревообрабатывающее оборудование. Классификация Eumabois. Часть 4
Торцовочные пильные станки для вторичной деревообработки
В предыдущей публикации серии шла речь о пильных станках, использующихся в лесопильном производстве («ЛПИ» № 3, 2015 год). В настоящей статье будут рассмотрены предназначение и принципиальные схемы торцовочных пильных станков для обработки массивной древесины, древесных плит и синтетических материалов.
Пильные станки для вторичной деревообработки, то есть для превращения материалов в полуфабрикаты и детали из древесины и древесных материалов, в системе Eumabois относятся к классу 02.03. (напомним: пильные станки, использующиеся в лесопильном производстве, относятся к классу 01.02.).
Все пильные станки можно классифицировать по следующим признакам:
- виду режущего инструмента: с рамными, ленточными, цепными или круглыми пилами;
- числу пил: одно- и многопильные;
- принципу работы: проходные или позиционные;
- виду подачи материала: с ручной или механической подачей;
- виду выполняемых работ: для поперечного пиления (торцовочные), для продольного пиления (прирезные), для пиления под углом (усорезные), для смешанной распиловки (комбинированные), для криволинейного пиления (ленточнопильные столярные), для опиловки кромок древесных плит (форматно-обрезные), для раскроя плит на заготовки (форматно-раскроечные), для торцовки пакетов пиломатериалов (цепные);
- расположению пил: с верхним или нижним расположением круглых пил, с горизонтальным или вертикальным расположением рамных или ленточных пил.
Внутри определенного класса станков может быть дополнительная классификация. Например, форматно-раскроечные станки могут быть вертикальными и горизонтальными, а также портального типа и с прижимной балкой.
По расположению пилы относительно рабочего стола различают станки с верхним и нижним расположением инструмента.
Торцовочные станки с нижней пилой
Оборудование этого типа относится к балансирным станкам и предназначено для раскроя пиломатериалов на заготовки путем резания поперек волокон древесины. Принципиальная схема одного из торцовочных станков этого типа представлена на рис. 1.
По команде оператора в систему подается рабочая жидкость или сжатый воздух, шток цилиндра движется вниз и через систему рычагов вызывает движение пилы вверх по окружности. На рабочем столе станка имеется прорезь для выхода пилы, а над пилой установлено прижимное устройство, которое одновременно является ограждением пилы. Система управления станком предусматривает опережающее срабатывание прижимного (защитного) устройства.
Станки подобного типа отличаются компактностью, быстродействием, но у них ограничена ширина пиления, которая зависит в основном от диаметра пилы. Производительность станка определяется уровнем механизации и автоматизации работ на этом участке. При ручной подаче материала производительность торцовочного станка (6-12 резов в минуту в зависимости от длины и размеров поперечного сечения досок) зависит не от технических параметров оборудования, а от квалификации рабочего.
В России станки этого типа выпускают несколько заводов. Например, «Бакаут» (г. Новгород), «Гризли» (Волгоградская область), «Кодос» и «Простор» (г. Кострома), Липецкий и Тюменский станкозаводы, «Тигруп» (г. Тверь) и др. На подобных станках пилой диаметром 400 мм можно пилить доски максимального поперечного сечения 100 х 200 мм. Это оборудование предназначено для получения досок заданной длины, а также для вырезки дефектов из пиломатериалов, подлежащих сращиванию на зубчатый шип.
Более тяжелый станок, чем станки описанного выше типа, выпускает Тюменский завод. Модель ЦКБ 40-01 предназначена для раскроя досок толщиной до 150 мм. В конструкции станка есть гидроцилиндр дифференциального исполнения, обе полости которого находятся под давлением, что гарантирует плавный ход пилы и ограждения-прижима. Эластичные амортизаторы, ограничивающие ход пилы, гасят вибрацию станка.
Для торцевания досок и брусьев (в т. ч. клееных) большой ширины используются импортные станки, в которых торцовочная пила совершает не только вертикальное, но и горизонтальное движение. Это оборудование итальянских фирм Bottene и Cursal. На станке марки RO-500 можно выполнять поперечное пиление щитов шириной до 1000 мм.
Станки торцовочные с верхней пилой
Станки этого класса можно разделить на четыре группы:
- с горизонтальным прямолинейным перемещением пилы (типа ЦПА-40);
- маятниковые (типа ЦМЭ-3);
- радиально-консольные
- балансирные (рис. 2).
Станок ЦПА-40 был широко распространен на столярно-мебельных предприятиях в советское время. Он отличался большой массой, занимал значительную площадь и использовался для торцевания досок и щитов шириной до 400 мм. Привод пилы мог быть ручным или гидравлическим.
Маятниковые станки занимают небольшую площадь, сравнительно просты в управлении и также имеют большую ширину пропила. Станки ЦМЭ-3 и сегодня выпускаются в России.
Балансирные станки являются наиболее легкими из всех торцовочных станков, часто изготовляются в настольном исполнении. Их отличает возможность выполнения не только прямых резов, но и пропилов под углом, так как рычаг с пильным узлом может поворачиваться вокруг шарнира на угол ±45-60°. Поэтому станки этой группы называют также усорезными или торцово-усовочными. Ширина пропила у этих станков 200-250 мм.
К усорезным относят и радиально-консольные станки, которые отличаются от балансирных возможностью пиления широких деталей почти под любым углом, как в горизонтальной, так и вертикальной плоскости. Привод подачи пилы у этих станков ручной, поэтому они рекомендуются для столярных мастерских, где не требуется высокая производительность.
Усорезные станки могут быть сдвоенными (рис. 3), что особенно удобно в производстве багетных реек.
Разновидностью торцовочных станков являются так называемые концеравнители. Это высокопроизводительные проходные станки для получения заготовок (деталей) нужной длины, которые часто требуются в производстве оконных и дверных блоков, деталей решетчатой мебели, тарном производстве и т. п. Станки представляют собой цепной конвейер с двумя пильными узлами, из которых один неподвижен, а другой настраивается на нужный размер заготовки путем перемещения в поперечном направлении (рис. 4). Подача материала выполняется цепным конвейером с упорами. Максимальная ширина заготовок определяется расстоянием между упорами.
Этот станок снабжен питателем, в который закладываются заранее подготовленные черновые заготовки с припуском по длине. Заготовки по одной захватываются упорами подающего конвейера и подаются на пилы. На столярно-мебельных предприятиях СССР широко применялись концеравнители марок Ц2К12 и Ц2К20 с максимальной длиной деталей 1200 и 2000 мм соответственно.
Сегодня концеравнители серий ТМ-10, ТМ-15 с двумя и тремя пилами выпускает предприятие «Киверцылесмаш» (Украина). Максимальная длина деталей — 4 м.
Аналогичные двухпильные станки с дополнительными фрезами позволяют не только получать детали точной длины, но и обрабатывать торцы брусковых или щитовых деталей (кромкообрабатывающие станки). Если на этом оборудовании наряду с пилами установить шипорезный инструмент, то получится двухсторонний шипорезный станок.
Из известных нам зарубежных станков следует отметить концеравнитель для малых деталей (длина до 770 мм) Finita 5010 и торцовочный автомат Exacta 3350 для деталей длиной до 450 мм немецкой фирмы HM-Maschinenbau.
Для многих предприятий могут представлять интерес многопильные станки серий MLS и MSR итальянской фирмы Mario Zaffaroni. Они предназначены для раскроя полос или выполнения пропилов в планках, облицованных шпоном или другим материалом. Станки могут использоваться, например, в производстве паркетных планок. Их производительность — до 30 шт./мин. Исполненные в различных версиях, многопильные станки серий MLS и MSR могут быть оснащены одним или более пильными валами, а также системами перемещения заготовок различных конструкций. Для плит могут применяться роликовые системы, для деревянных заготовок — гусеничные. Эти станки находят применение при производстве деревянных полов, межкомнатных дверей и переплетов, компонентов для современной мебели.
Автоматические торцовки
Традиционные торцовочные станки широко используются на малых деревообрабатывающих производствах, но для обработки пиломатериалов на средних и крупных предприятиях их производительности (не более 1 м 3 /ч) оказывается недостаточно. Средние и большие компании используют линии оптимизированного раскроя пиломатериалов. Под оптимизированным раскроем понимают такую организацию труда, которая позволяет получить оптимальный, заранее заданный результат при поперечном раскрое досок на заготовки. Современные технические средства позволили сконструировать и внедрить в практику системы, которые могут автоматически оценивать внешний вид доски и самостоятельно принимать решение о раскрое ее по целевой установке, заложенной в программу компьютерной системы станка (линии торцовки). Понятие «оптимизированный раскрой» включает достижение следующих результатов:
- минимизации отходов при раскрое досок на фиксированную длину;
- оптимального ценового выхода при условии задания цены на заготовки определенного качества;
- оптимального качества заготовок путем сравнения разных планов раскроя для досок разного качества;
- оптимального числа заготовок нужной длины;
- учета последующего сращивания отрезков по длине.
У всех автоматических торцовок нижнее расположение пилы. Установки с оптимизирующей системой раскроя окупаются самостоятельно за счет лучшего использования древесины, сокращения объема отходов и уменьшения обслуживающего персонала. Производительность подобного оборудования составляет от 2 до 20 тыс. пог. м в смену. Распознавание пороков древесины в линиях выполняется по маркировке специальным мелом, по лазерной разметке или с помощью сканера. За доли секунды определяются места торцовки с обеспечением минимальных отходов, максимального выхода продукта и соблюдением других заранее выбранных критериев.

В данном случае нужно говорить именно о линиях оптимизированного раскроя пиломатериалов, в которых главным звеном является автоматический торцовочный станок. В России такое оборудование выпускает фирма «Бакаут» из Великого Новгорода
(рис. 5).
Из импортных станков в России наиболее распространены линии автоматической торцовки немецких фирм Dimter (группа Weinig), SMB-Oesterle Maschinenbau, а также итальянских Bottene, Cemil Italia, Cursal.
При работе на этих станках оператор делает метки флюоресцентным карандашом, затем при подаче доски определяется ее длина и фиксируются расстояния между метками. После этого компьютер в соответствии с заложенной в него программой дает команды исполнительным механизмам. Скорость подачи может составлять до 180 м/мин., что обеспечивает производительность до 75 м 3 пиломатериалов в смену. В некоторых станках допускается разнотолщинность пиломатериалов в пределах 6-10 мм.
Профессиональные и самодельные торцовочные станки по дереву
Чтобы качественно распилить небольшую деревянную заготовку, подойдёт обычная дисковая пила. Но при многократном повторении этой операции требуется очень точная обработка торцов одинаковых по габаритам заготовок. С этой целью лучше всего применять торцовочный станок по дереву.
Это более сложное устройство, чем простая дисковая пила. Он позволяет торцевать деревянные поверхности пилами, у которых можно менять две основные характеристики: число зубьев и диаметр обрабатывающего диска.
![]()
![]()
- Основные узлы торцовочного станка
- Характеристика и виды оборудования
- Самостоятельное изготовление из дисковой пилы
- Профессиональные торцовки
Основные узлы торцовочного станка
С помощью торцовочного станка можно распиливать заготовки из различных материалов – пластика, металла, дерева. Максимальный вес установки составляет около 30 кг или меньше в зависимости от функций, которые она выполняет. Наиболее широко торцовочные станки применяются в деревообработке.
![]()
![]()
Станки для торцевания деревянных заготовок состоят из нескольких основных узлов.
Во-первых, это стол. Для корректной работы станка стол необходимо устанавливать на устойчивую опорную раму. Чтобы выполнять сложные операции, отличающиеся друг от друга по характеру воздействия на дерево, к столу крепятся поворотные механизмы и различные позиционеры.
![]()
![]()
Обязательно наличие пильного узла. Он состоит из вала и прикреплённого к нему с помощью привода режущего диска. На станине можно установить несколько пильных узлов для одновременной обработки разных мест на заготовке. Узел состоит из электродвигателя и блока передачи крутящего момента на вал.
![]()
![]()
Механизм перемещения пильного узла по конструкции может быть простым (собранным из амортизационных пружин и кронштейнов) и сложным (гидравлическим или пневматическим автоматом). Существенно расширяются его функциональные возможности, если добавить механизм, позволяющий выдвигать режущий диск под углом к заготовке.
![]()
![]()
Кроме основных узлов, торцовочный станок комплектуется вспомогательными приспособлениями, устройствами, программирующими узлами, простыми или сложными системами для удаления стружки.
Характеристика и виды оборудования
Торцовочные деревообрабатывающие станки имеют ряд общих характеристик. С их помощью легко выбрать агрегат, который наилучшим образом подойдёт под особенности процесса. К числу таких общих характеристик относятся:
- параметры мощности электродвигателя;
- количество оборотов вала и возможность регулировки;
- максимальный и минимальный диаметр режущего диска;
- габариты и показатели углов поворота пильных узлов;
- расстояние между столом и нижним краем кромки режущих зубьев.
![]()
![]()
Для подключения системы уборки стружки необходимо, чтобы подводящий патрубок и трубка пылесоса имели одинаковый диаметр. Это избавит от необходимости крепления переходников.
Чтобы заготовка не двигалась во время обработки, её можно дополнительно закрепить на столе специальными струбцинами. Конфигурация и габариты струбцин определяются в зависимости от параметров рабочего стола торцовочного станка и максимальной высоты обрабатываемой заготовки.
![]()
![]()
По характеру движения пильных узлов станок для торцовки досок может принадлежать к одному из перечисленных ниже видов.
В прямолинейном агрегате для движения блока приспособлена жёсткая консольная балка. Высота консоли может меняться в зависимости от размеров обрабатываемой древесины.
![]()
![]()
В маятниковом агрегате (ЦМЭ) дисковый узел располагается на специальных подвесках таким образом, чтобы готовый обработанный брус имел сегментный дугообразный выступ. Это достигается подъёмом и спуском резца в процессе обработки заготовки.
![]()
![]()
В балансирном торцовочном станке пильный узел крепится под столом. Нож поднимается 10-12 раз в минуту с помощью педального механизма.
![]()
![]()
Наконец, существует стационарный станок для торцовки. В нем нож глухо крепится в выбранном месте поверхности стола. Обработка заготовки производится без изменения её положения на столе и положения режущего инструмента по отношению к пиломатериалу.
Самостоятельное изготовление из дисковой пилы
Чтобы изготовить торцовочный станок по дереву своими руками, необходимо внимательно ознакомиться с рекомендациями тех, кому уже довелось работать на самостоятельно собранном агрегате. Схема сборки самодельного станка довольно проста и понятна.
![]()
![]()
Для сборки станины потребуется уголок из металла и стальной лист толщиной не менее 5 мм. Электродвигатель монтируется на основании при помощи болтов и стабилизирующей пружины. Это делается для придания плавности движению пильных узлов.
Для придания прочности конструкции в её состав включаются регулирующие опоры. Маятниковая стойка монтируется из швеллера, который нужно упереть в основание торцовочного станка по дереву.
![]()
![]()
Обратите внимание! Подобрав каждый узел не только по необходимости в конструкции, но и по соотношению «цена/качество», можно значительно сэкономить на суммарной стоимости самодельного торцовочного станка.
Главным достоинством такого агрегата является минимальное время, затрачиваемое на устранение неисправностей. Найти их и устранить в станке, собранном своими руками, гораздо легче, чем в установке заводской сборки.
![]()
![]()
Примерный безремонтный срок работы самодельного оборудования – до трёх лет.
В дальнейшем может потребоваться замена узлов, которые перестали корректно выполнять возложенные на них функции. К недостаткам самодельных торцовок следует отнести невысокую производительность. Наладить на таком станке поточное производство достаточно сложно.
В качестве примера можно привести торцовку заводского изготовления Stromab RS-40. На этом станке можно обрабатывать заготовки размерами до 400 х 65 мм. Распил можно производить под углами до 45 о .
![]()
![]()
Одним из главных недостатков самодельных торцовочных станков является невозможность обеспечения соответствующих мер безопасности. Практически всегда на самоделках отсутствуют защитные кожухи на пильных узлах и в районе подвижных соединений. Это может привести к несчастным случаям. Также негативно влияет на безопасность работы наличие мелких дефектов на металлических деталях.
Профессиональные торцовки
Совсем иной уровень функциональных возможностей, производительности и безопасности у торцовочных станков, предназначенных для профессионалов. Агрегаты промышленного изготовления имеют лёгкую и очень устойчивую конструкцию.
![]()
![]()
Все режущие поверхности надёжно закрыты защитными кожухами. Адаптерами пылеотсоса оснащаются все пильные узлы станков.
Главные качества профессиональных торцовочных пил – высокая надёжность и точность при распиливании брёвен и полуфабрикатов из дерева.
Немаловажным преимуществом профессиональных торцовочных пил является возможность обработки заготовок из различных материалов – пластика, дерева, металла. Для того чтобы приспособить станок под определённый материал, требуется лишь сменить режущий диск.
![]()
![]()
Цены на российском рынке на профессиональные торцовки колеблются от 15 до 30 тысяч рублей. Если необходимо наладить мелкосерийное производство деталей из дерева при изготовлении мебели, такие станки просто незаменимы. К числу наиболее популярных и относительно недорогих профессиональных торцовочных пил относятся представленные в таблице.
Зачем нужна торцовочная пила по дереву: Серьезный инструмент в руках мастера!
![]()
![]()
Table of Contents
- 1 Области применения ручных и стационарных моделей
- 2 Устройство и принцип действия
- 3 Основные технические характеристики
- 4 Как выбрать торцовочную пилу
- 5 Рейтинг производителей торцовочных пил
- 6 Обзор популярных моделей
- 7 Нюансы изготовления торцовочных пил своими руками
- 8 Видео: Торцовочная пила из обычной болгарки. Пошаговая инструкция изготовления
Области применения ручных и стационарных моделей
Торцовочная пила – это электрический ручной инструмент, предназначенный для распиловки и обработки различных материалов (дерево, металл и пластик). В зависимости от назначения подобное оборудование классифицируется следующим образом: торцовочная и торцово-усовочная, маятниковая и циркулярная пила (электрическое стусло).
ВАЖНО!
Ручная дисковая пила отличается от торцовочной пилы лишь тем, что у неё отсутствует станина с поворотным столом, что делает её более мобильной, и это особенно важно при бытовом использовании.

Торцовочные пилы по дереву используются для распиловки деревянных заготовок, а также изделий, изготовленных из продуктов деревообработки (ламинат, ДСП, МДФ и прочие плитные материалы). Распиливание выполняется под прямым или иным заданным углом или наклоном, что необходимо при изготовлении столярных изделий и предметов мебели. Кроме этого, подобное оборудование используется при выполнении строительно-монтажных и отделочных работ.
 Использование ручной дисковой пилы при обработке деревянного баланса
Использование ручной дисковой пилы при обработке деревянного баланса
Ручные модели используются на строительных площадках и в домашних условиях, а стационарно устанавливаемые − в условиях мастерских или цехов различных видов производств. Маятниковые пилы используются при работе с металлом, что необходимо при изготовлении металлоконструкций в различных сферах производства. Подобное оборудование устанавливается стационарно, а для работы используются специальные пильные диски.
Устройство и принцип действия
Принцип действия торцовочной, дисковой и маятниковой пилы одинаков, различия их лишь в конструкции, выражающейся в способе использования (мобильное или стационарное), а также типах применяемых дисков. Основные элементы торцовочной пилы по дереву приведены на следующем рисунке.
Работа торцовки осуществляется следующим образом:
- при подаче напряжения на электрический двигатель он начинает вращаться, и его вращательное движение передаётся на механический редуктор;
- на валу редуктора имеется посадочное место, на которое устанавливается пильный диск;
- диск начинает вращаться вместе с валом редуктора после подачи напряжения на электродвигатель;
- для безопасности использования пильный диск закрыт защитным кожухом;
- для приведения в соприкосновение с обрабатываемой заготовкой используется рукоятка, а для возвращения в исходное состояние – возвратная пружина;
- надёжность фиксации на рабочую поверхность обеспечивает станина, на которой размещены элементы фиксации заготовки (поворотный стол, упоры, вставка и т.д.);
- включение и выключение прибора осуществляется при помощи кнопок управления (на рисунке не показаны), а также средств защиты (от заклинивания и тока КЗ, перегрева и прочих аварийных ситуаций).
 Запил погонажных деревянных изделий с использованием торцовочной пилы значительно увеличивает производительность труда на данной операции, особенно в масштабах крупного строительного объекта
Запил погонажных деревянных изделий с использованием торцовочной пилы значительно увеличивает производительность труда на данной операции, особенно в масштабах крупного строительного объекта
Основные технические характеристики
У любого электрического инструмента и технологического оборудования основными показателями использования являются заявленные технические характеристики. Для торцовочных пил ими являются:
- Электрическая мощность.
Одна из важных характеристик, определяющая производительность, допустимый диаметр пильных дисков, а также габаритные размеры и вес. - Число оборотов шпинделя.
От этого параметра зависит чистота реза обрабатываемой заготовки. - Диаметр используемого диска.
Эта характеристика заложена конструктивными особенностями устройства, определяющими этот параметр как размерами корпуса, так и мощностью электрического двигателя. На бытовых моделях, как правило, используются диски наружным диаметром 250 мм и посадочным – 30 мм, у профессионального оборудования наружный диаметр может быть больше.
 Ширина пропила зависит от размера пильного диска, обусловленного конструкцией конкретной модели
Ширина пропила зависит от размера пильного диска, обусловленного конструкцией конкретной модели
Этот показатель зависит от диаметра пильного диска, а также наличия функции протяжки, позволяющей обрабатывать широкие заготовки, что достигается наличием специальной стойки и механизма подачи диска вдоль линии реза.
Оборудование данного типа комплектуется двумя видами электрических двигателей (асинхронные и коллекторные), различающихся в периодичности обслуживания и гарантийных сроках эксплуатации.
Рассматриваемые устройства могут оснащаться зубчатой или ременной передачей. Второй вариант используется на стационарно устанавливаемых моделях и отличается низким уровнем шума, но требует контроля натяжения ремней. Зубчатая передача надёжна при использовании и исключает возможность проскакивания во время работы, но отличается повышенным уровнем шума и возможностью появления вибрации.
Эти характеристики задаются возможностями поворотного стола и имеющихся на нём упоров.
Системы безопасности на подобных устройствах обеспечивают отключение электродвигателя в случае его перегрева или заклинивания пильного диска, обеспечивают плавный пуск и блокировку при замене диска, а также защиту от токов короткого замыкания и жёсткую фиксацию обрабатываемых заготовок.
В данной категории могут быть предложены такие функции, как подсветка рабочей зоны и лазерная указка, ограничение глубины пропила и поддержание заданной частоты вращения пильного диска под нагрузкой.
Чем выше электрическая мощность, тем больше масса торцовочной пилы, а также её стоимость.

 Наличие лазерной указки упрощает выполнение намеченных операций
Наличие лазерной указки упрощает выполнение намеченных операций
Как выбрать торцовочную пилу
Торцовочные пилы различаются по техническим характеристикам и могут быть простого (обычного) или комбинированного типа, что несколько расширяет их функциональность.
Отличие комбинированных моделей от обычных заключается в том, что их конструкция предполагает возможность трансформации торцевой пилы в циркулярную путём выполнения несложных перемещений основных элементов пилы.

 Модель «Зубр ЗПТ-255-1800» с ременной передачей и протяжкой
Модель «Зубр ЗПТ-255-1800» с ременной передачей и протяжкой
Кроме этого, важной функциональной особенностью является наличие протяжки, также расширяющей возможности используемого оборудования.
 Пила торцовочная с протяжкой.В специальной публикации нашего портала мы подробно расскажем о торцовочных пилах. Вы узнаете схему устройства и принцип работы, основные и дополнительные функции, особенности комбинированных торцовочных плит и рейтинг лучших моделей торцовочных пил с протяжкой по дереву 2019г.
Пила торцовочная с протяжкой.В специальной публикации нашего портала мы подробно расскажем о торцовочных пилах. Вы узнаете схему устройства и принцип работы, основные и дополнительные функции, особенности комбинированных торцовочных плит и рейтинг лучших моделей торцовочных пил с протяжкой по дереву 2019г.
ВАЖНО!
Для стационарной установки лучше использовать модели, имеющие функцию протяжки, позволяющей обрабатывать широкие деревянные заготовки.

 Универсальная торцовочная пила модель «Makita Lh1040»
Универсальная торцовочная пила модель «Makita Lh1040»
Советы по выбору обычных и комбинированных моделей
Для того чтобы сделать правильный выбор и учесть все нюансы, связанные с особенностями использования подобного оборудования, необходимо прислушаться к советам опытных пользователей, которые можно сформулировать следующим образом:
- Инструмент должен соответствовать его предназначению − не стоит покупать дорогую и мощную модель, если предполагается ею пользоваться периодически и в личных целях.
- В таком же ключе следует рассматривать и наличие дополнительных опций, увеличивающих стоимость модели, но не используемых при небольших объёмах работы.
- Наличие средств защиты и безопасности − важный момент при выборе торцовочной пилы, т.к. при неправильном использовании можно легко получить травму, работая на подобном оборудовании.
- В связи с тем, что мощность и вес связаны между собой напрямую, то при необходимости выполнения работ разъездного характера лучше выбрать менее мощную модель, но обладающую меньшей массой.
- Размер пильного диска и наличие протяжки определяют технические возможности инструмента по обработке используемого материала.
- Станина должна быть достаточно тяжёлой, чтобы зафиксировать пилу в месте выполнения работ, а поворотный стол и упоры должны обеспечивать надёжную фиксацию обрабатываемого материала.
Рекомендации по выбору торцовочных станков по дереву
При выборе модели, предполагающей стационарную установку и работу в интенсивном режиме, следует обратить внимание на следующие моменты:
- мощность и вес в этом случае не являются основополагающими критериями выбора, а наиболее важным показателем будет скорость вращения шпинделя, от которого зависит чистота реза;
- в обязательном порядке на стационарно устанавливаемом инструменте должны быть все виды защит от токов короткого замыкания и перегрева электрического двигателя;
- размер пильного диска должен быть максимально возможным, что позволит расширить возможности устройства;
- наличие механизма протяжки необязательно, но крайне желательно, т.к. это также отражается на функциональности и производительности инструмента;
- оснащение дополнительными опциями должно только приветствоваться, т.к. это также положительным образом отражается на трудоёмкости выполняемых операций на подобном оборудовании.
Рекомендации по выбору торцовочных пил по металлу
Основные критерии выбора для пил, предназначенных для резки металла, те же, что и для аналогов, предполагающих работу с деревянными заготовками, но, кроме этого, следует помнить, что:
- Для работы с различными видами металла используются разные типы дисков, поэтому на их назначение и размер посадочного, а также наружного диаметра следует обращать особое внимание.
- Чем более широкие заготовки из металла предстоит обрабатывать, тем большего размера должен быть диаметр пильного диска.
- Защитный кожух должен полностью закрывать диск во время работы.
- Наличие ограничителя по глубине реза расширяет возможности станка.
- Более мощный электрический двигатель обладает большей производительностью и меньше нагревается во время работы.
Рейтинг производителей торцовочных пил
Торцовочные пилы, как и прочий электрический инструмент, производят во многих странах мира все известные бренды, работающие на этом рынке оборудования. В нашей стране наибольшей популярностью пользуются:
- Из зарубежных компаний-производителей: «Bosch» (Германия), «Makita» (Япония) и «Metabo» (Германия).
- Из отечественных: «Зубр» и «Энкор-Корвет».
 Торцовочная пила модель «Энкор Корвет-4-430»
Торцовочная пила модель «Энкор Корвет-4-430»
По понятным причинам в бюджетном сегменте оборудования наибольшей популярностью пользуются отечественные модели, а в классе профессионального инструмента − более дорогие зарубежные аналоги. Модели каких производителей наиболее популярны, определить достаточно сложно, т.к. по основным параметрам они схожи, а выбор пользователей в этом случае осуществляется на личных предпочтениях к марке инструмента по предшествующему опыту работы с конкретным брендом.
Обзор популярных моделей
Наиболее популярные модели, по отзывам пользователей, в различных ценовых категориях сведены в следующую таблицу. Стоимость приведена, по состоянию на II квартал 2019 года, при реализации инструмента через специализированные торговые сети.
Выбор торцовочной пилы – это ответственный момент для неискушённого пользователя, поэтому отзывы опытных потребителей и советы специалистов будут способствовать принятию правильного решения.
Нюансы изготовления торцовочных пил своими руками
При наличии свободного времени, умении работать с различным видом оборудования и инструмента, а самое главное, имея желание, торцовочную пилу можно изготовить самостоятельно. В этом случае необходимо знать основные нюансы, которые необходимо учесть при выполнении работ, а именно:
- торцовочная пила – это травмоопасный инструмент, поэтому без наличия защитного кожуха и надёжных элементов крепления устройства такого типа нельзя запускать в эксплуатацию;
- рабочая поверхность, по которой будет перемещаться обрабатываемая заготовка, должна быть ровной;
- для аварийной остановки пилы должна быть предусмотрена специальная кнопка или тумблер отключения;
- используемые материалы и оборудование должны быть в хорошем состоянии и технически исправны.
 Вариант изготовления торцовки с использованием ручной дисковой пилы
Вариант изготовления торцовки с использованием ручной дисковой пилы
Вариантов изготовления торцовки по дереву может быть большое количество, подобная конструкция зависит от имеющихся материалов и запасных частей. В этом видео вы сможете познакомиться с последовательностью действий по самостоятельному изготовлению инструмента.

