
Устройство и преимущества твердосплавных сверл
Корончатые сверла с твердосплавными зубьями
Твердосплавное корончатое сверло Серия «HC50»

Твердосплавное корончатое сверло Серия «HC35»

Твердосплавное корончатое сверло Серия «HC75»

Твердосплавное корончатое сверло Серия «HC85»

Твердосплавное корончатое сверло Серия «HC110»

Твердосплавное корончатое сверло Серия «HCL110»

КОНСТРУКЦИЯ КОРОНЧАТЫХ СВЕРЛ С ТВЕРДОСПЛАВНЫМИ ЗУБЬЯМИ
Корпус корончатого сверла с твердосплавными зубьями изготавливается из инструментальной стали, закаливается до твердости HRC43-48. В качестве режущих элементов выступают несменные, или, как их еще называют, напайные твердосплавные пластины. Твердость зубьев корончатого сверла достигает 62-65 единиц по шкале Роквелла. Твердосплавные пластины припаиваются специальным твердым припоем. Режущие кромки шлифуются в размер на многоосевом обрабатывающем центре. Хвостовик твердосплавного сверла имеет калиброванное отверстие для выталкивающего штифта. Как правило, диаметр отверстия для выталкивателя в твердосплавном сверле равен 8,00 мм, диаметр штифта-выталкивателя для таких сверл – 7,98 мм. При этом, сверла минимальных диаметров (12-14 мм), имеют меньший диаметр отверстия под штифт. Это связано с ограничением по минимальной ширине зуба.
Для мягкого сверления и лучшего распределения нагрузки по режущим кромкам, зубья твердосплавных корончатых сверл поочередно затачиваются под разной конфигурацией. Этот прием называется у производителей по-разному. 2-Cut или 3-Cut geometry, «тройная заточка», X-CUT и так далее. Получается, что каждый второй или каждый третий зуб на корончатом сверле затачивается одинаково и число зубьев на сверле, соответственно кратно двум или трем. Каждая пара или тройка одинаковых зубьев уравновешивает нагрузку. Поэтому, важно, что при поломке одного зуба, бывает целесообразно выбить противоположный зуб на корончатом сверле, чтобы обеспечить балансировку инструмента и улучшить режимы работы для «живых» зубьев.
ПРОИЗВОДСТВО КОРОНЧАТЫХ СВЕРЛ
Твердосплавные корончатые сверла высокого качества производятся лишь на небольшом количестве предприятий во всем мире. Основные производители твердосплавных корончатых сверл расположены в Китае, Тайване и Японии. Прежде всего, это связано со сложностями технологии. Кроме механической и термической обработки, для производства корончатых сверл с твердосплавными зубьями необходимо наличие автоматизированного оборудования для индукционной пайки.
ПРЕИМУЩЕСТВА ТВЕРДОСПЛАВНЫХ ЗУБЬЕВ
Благодаря высокой твердости режущих кромок и стойкости к тепловым нагрузкам, корончатые сверла с твердосплавными напайками отлично зарекомендовали себя при сверлении легированных сталей, в том числе высококачественных конструкционных, износостойких и морозостойких сталей, нержавеющих и жаропрочных сталей. Наилучшие показатели по сверлению рельсов именно у твердосплавных сверл.
Кроме явного преимущества при сверлении нержавейки, твердосплавные корончатые сверла имеют преимущества в ресурсе и производительности при сверлении обычных сталей. Разные факторы влияют на конечный результат, но соотношение ресурса корончатых сверл из быстрорежущей стали к одинаковым с ними по диаметру и длине твердосплавным сверлам колеблется в диапазоне 1:1,3 и 1:2. То есть, твердосплавным корончатым сверлом можно просверлить до 2 раз больше отверстий, чем сверлом из быстрорежущей стали.
Поскольку корпус ТС сверла изготавливается из менее дорогой инструментальной стали, чем корпус HSS-сверла, а основная масса сверл большого диаметра приходится на корпус, то ТС сверла для отверстий большого диаметра существенно дешевле, чем из быстрорежущей стали.
Производительность твердосплавных сверл также отличается в лучшую сторону. Особенно заметно это на диаметрах более 35 мм. Для быстрорежущих сверл приходится устанавливать более медленную частоту вращения. Эти ограничения для корончатых сверл «быстрорезов» привели к тому, что производители почти не изготавливают HSS-сверла диаметром более 50 мм.
НЕДОСТАТКИ
Самым главным недостатком корончатых сверл с твердосплавными зубьями можно назвать хрупкость самих вставок. При поломке одного зуба, практически сразу же выходят из строя все следующие за ним. Не следует доводить сверла до предельного износа. При малейшем выкрашивании кромок, остановите сверление и отдайте сверло в заточку. Существуют простые правила, соблюдение которых позволяет избежать раскрашивания зубьев.
Вторым недостатком можно назвать относительно высокую цену корончатых сверл небольшого диаметра. Относительно корончатых сверл из быстрорежущей стали диаметрами от 12 до 30 мм, цена твердосплавных корончатых сверл несколько выше, а после прохождения рубежа в 33-35 мм она наоборот становится ниже, чем у сверл быстрорезов.
Победитовые сверла: классификация, особенности, области применения
Победитовые сверла применяются для обработки твердых материалов, обладающих повышенной прочностью. С их помощью могут обрабатываться бетон, камень, шлакоблоки или кирпич. Режущая часть подобных приспособлений оснащена твердосплавными вставками, что позволяет создавать в бетонных и кирпичных поверхностях ровные отверстия точных размеров. В данной статье мы попробуем разобраться в особенностях инструментов такого типа и рассмотрим их основные разновидности.

Конструкция инструмента
Победитовое сверло состоит из нескольких элементов:
- Рабочая часть — предназначена для отвода из каналов каменной крошки и пыли. Она оснащается спиралевидными канавками, что способствует более эффективному отведению производственных отходов. В отличие от другой подобной оснастки такие изделия не имеют режущих кромок.
- Победитовая головка — изготавливается из цельной пластины или оснащается несколькими твердосплавными напайками.
- Хвостовик — может иметь форму конуса, цилиндра или многогранника. Он служит для закрепления сверла в станочном оборудовании.
Победитовый бур для перфоратора отличается несколько иной конструкцией. Его отличительной особенностью является конфигурации хвостовика. Он не жестко фиксируется в патроне, а подразумевает свободное закрепление. Благодаря этому хвостовая часть может совершать поступательные колебательные движения.
Хвостовик бура оснащается двумя направляющими проточками. Функция одной из них заключается в обеспечении быстросъемной фиксации. Для более эффективной работы данный элемент рекомендуется периодически обрабатывать смазочным материалом.
Твердосплавный наконечник фиксируется на победитовом сверле с помощью медного припоя. Благодаря этой особенности устойчивость соединения к перегреву значительно повышается. Кроме того, такая конструкция практически исключает риск образования сколов по краям высверливаемого отверстия.

Преимущества победитовых сверл
Преимущества применения победитовых сверл обусловлены химическим составом победита. В него входят вольфрам и кобальт, процентное соотношение которых составляет 90/10. В процессе обработки поверхность не режется, а крошится, поэтому данный инструмент нельзя использовать при работе с пластиком или древесиной.
К числу достоинств победитовых сверл относятся:
- Способность выдерживать повышенную ударную нагрузку.
- Возможность сверления железобетона с армированным каркасом.
- Устойчивость к деформациям при обработке абразивных материалов.
- Инструмент не тупится на протяжении длительного времени.

Сфера применения
Победитовые сверла по большей части применяются для монтажных целей и создания отверстий в высокопрочных строительных конструкциях. Оснастка данного типа используется для выполнения следующих операций:
- Бурение каменных пород повышенной твердости.
- Сверление отверстий при прокладке водопровода, вентиляции и канализационных сетей.
- Монтаж крепежных деталей для мебельных изделий и фурнитуры.
- Демонтаж конструкций из бетона.
- Сверление фаянса, стеклянных изделий и керамической плитки.
- Бурение каналов при прокладке коммуникаций.
Правила использования
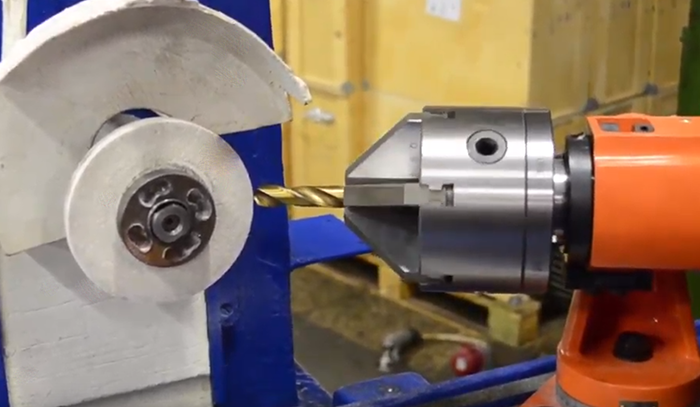
При заточке твердосплавного сверла необходимо учитывать, что победит подвержен перегреванию. Чтобы предотвратить вероятность растрескивания наконечника в процессе затачивания его рекомендуется охлаждать обычной водой. После завершения работы инструмент должен остыть, при этом не допускается его резкое охлаждение.

С помощью ударного победитового сверла могут обрабатываться не все марки бетона. Материалы, обладающие высокой плотностью, лучше всего обрабатывать с использованием перфоратора с буром.
Если в процессе работы с железобетоном вы наткнетесь на железную арматуру, рекомендуется сменить насадку на обычное сверло по металлу, после чего продолжить операцию в безударном режиме. В случае откалывания кусков штукатурки, что часто происходит при создании сквозных отверстий, уменьшите обороты, что позволит снизить уровень вибрации.
Насадка фиксируется в патроне сверлильного оборудования под прямым углом. Старайтесь следить, чтобы хвостовая часть сверла вошла до упора. Перед началом работы смачивайте инструмент водой, что будет способствовать продлению срока его эксплуатации.
Какие свёрла лучше: твёрдосплавные или быстрорежущие

Чтобы однозначно ответить на этот вопрос, нужно определить, какие задачи стоят перед мастером.
Выбор сверлильного инструмента в большей степени зависит от материала, который необходимо обработать. Связано это со свойствами быстрорежущей стали и твёрдых сплавов.
Начнем с быстрорезов.
Их обозначают HSS – High Speed Steel. Быстрорежущую сталь 120 лет назад изобрел американский инженер Фредерика Винслоу Тейлор, добавив в углеродистую сталь 18% вольфрама и 5% хрома. Новый материал получился значительно прочнее, а главное – возросла его устойчивость к высоким температурам, которым «грешит» металлообработка.
Во время сверления происходит интенсивный нагрев инструмента. Уже при 200-250°C легированные стали начинают буквально плавиться. С новыми примесями термостойкость стала доходить до 450-600°C, да и время работы на предельных температурных режимах значительно увеличилось, что позволило сверлить дольше и быстрее.
Свёрла из быстрорежущей стали идеально подходят для создания отверстия в деталях из стали с пределом прочности до 1200 Н/мм2, а также в мягких металлах, типа алюминия.
Для прочных металлов пригодится сверло из твёрдых сплавов.
Твёрдый сплав – это вовсе не слав. Он представляет собой композиционный материал, изготовленный по технологии порошковой металлургии (прессование и спекание порошков). Состоит твёрдый сплав из керамических частиц микронного размера (в основном из карбид вольфрама, к которому добавляю карбид титана или тантала), скрепленных связкой, в качестве которой выступает кобальт.
Для твёрдосплавных инструментов характерна более высокая устойчивость к температурам – они не теряют твёрдость и прочность даже при 900°C! Это позволяет увеличить скорость обработки и производительность. Соответственно такие свёрла понадобятся, если вы работаете с жаропрочными сталями, чугуном или сплавами титана.
Единственный недостаток твёрдосплавного инструмента: несмотря на свою твёрдость он подвержен разрушению при повышенных вибрациях.
Следите за качеством!
Довольно важно для работы выбирать только надёжных поставщиков инструмента. Дело в том, что крупнейшие производители пристально следят за качеством своей продукции, постоянно тестируя её и совершенствуя технологии изготовления. Этого нельзя сказать о непроверенных поставщиках, которые могут использовать при производстве материалы низкого качества, не выдерживать необходимой геометрии. В результате перезаточить подобные свёрла не представляется возможным, и они летят в мусорную корзину.
В каталоге компании ТИГРОТЕХ вы найдете проверенные годами свёрла из быстрорежущей стали от чешского лидера рынка ZPS , а также высококачественные южнокорейские свёрла из твёрдых сплавов от компании Widin .
Сверла, оснащенные твердым сплавом
• Обеспечивают повышение производительности до двух раз по сравнению с быстрорезом.
• Предъявляют повышенные требования к жесткости и виброустойчивости системы СПИД.
• Длина твердосплавных сверл меньше, чем у сверл из быстрорежущей стали, что способствует повышению жесткости, кроме того, число переточек твердосплавных сверл ограничено и соответствует длине твердосплавной пластинки.
Цельные
•  Применяются для обработки отверстий малого диаметра
Применяются для обработки отверстий малого диаметра
• Могут иметь отверстия для внутреннего подвода СОЖ.
• Глубина сверления (2…5)D.
• Для повышения прочности и жесткости диаметр сердцевины увеличивают до (0,22…0,3)D.
Составные
• С напайной пластинкой

Для обработки отверстий диаметром 17…30 мм.
Для повышения стойкости на длине твердосплавной пластинки делают обратную конусность 0,6…0,8 мм на 100 мм длины.
Недостаток –ослабление корпуса, напайка осуществляется в зоне резания.
• С коронкой
Сборные
Применяются на станках с ЧПУ, обладающих повышенной жесткостью.
• Со сменной твердосплавной головкой для обработки отверстий диаметром 7…30 мм

 Сокращает время на смену инструмента. Для установки головки используется специальный ключ. Для удаления использованной головки достаточно пол-оборота ключа. Само сверло остается неподвижным в станке.
Сокращает время на смену инструмента. Для установки головки используется специальный ключ. Для удаления использованной головки достаточно пол-оборота ключа. Само сверло остается неподвижным в станке.
Рис. Сменная твердосплавная коронка

• С пластинками

Применяются для обработки отверстий диаметром больше 12 мм.
Режущая кромка образована двумя или более пластинками, перекрывающими друг друга, поэтому она формирует практически плоское дно отверстия.
Центральная пластина располагается таким образом, чтобы ее режущая пластина находилась на оси сверла. Расположение центральной пластины с перекрытием оси сверла может привести при сверлении к поломке вершины пластинки, т.к. участок режущей кромки переходящий за ось будет работать с отрицательными задними углами (обратной стороной).
Конструкция пластины оптимизирована в зависимости от положения пластины на сверле (на периферии или в центре) и требований к обработке.
Сочетание центральной и периферийной пластин, уравновешивающее радиальные составляющие силы резания, позволяет обрабатывать точные отверстия.
 Пластины изготавливаются треугольного или прямоугольного типа, позитивные, крепятся, как правило, винтом через отверстие.
Пластины изготавливаются треугольного или прямоугольного типа, позитивные, крепятся, как правило, винтом через отверстие.
Форма режущей кромки треугольной пластинки позволяет производить ступенчатую обработку, обеспечивая разделение стружки по ширине, облегчающее ее отвод из зоны резания.
Последнее изменение этой страницы: 2016-12-30; Нарушение авторского права страницы
Свёрла для дрели и перфоратора
Все знают, что такое сверло. Но, придя в магазин, не каждый определит, какой тип оснастки необходим для его дрели. Как не запутаться в мире свёрл и работать с максимальной эффективностью, вы узнаете из этой статьи.
Строение сверла
Прежде чем погружаться в тему, рассмотрим, из каких частей состоит сверло.

Свёрла могут различаться конструкцией рабочей части и хвостовика, материалом, а также способом изготовления и назначением. Приведём основную классификацию, которая упростит вам поход по магазинам.
Конструкция рабочей части
Самыми распространёнными и узнаваемыми являются спиральные (винтовые) свёрла. Это именно те, которые вы представляете в первую очередь — ровный цилиндр со спиральной канавкой. Диаметр варьируется от 0,1 до 80 мм, а длина рабочей части — до 275 мм.
Плоские (перовые, пёрки) свёрла применяют для создания отверстий увеличенного диаметра и глубины. Оснастка так называется из-за режущей части: она представляет собой пластину (лопатку) с заострёнными гранями, которые удаляют слой материала. На конце расположен конус, который помогает при центровке сверла. Диаметр получаемых отверстий: от 8 до 60 мм. Существуют регулируемые пёрки, которые позволяют с помощью одного изделия создавать окружности разной величины.
Усовершенствованная версия предыдущей модели — сверло Форстнера. Оно помогает делать глухие отверстия большого диаметра. Такая оснастка повышает скорость работы в разы по сравнению с пустотелыми свёрлами. Отверстия получаются чистыми, без сколов и заусениц.
Изделия для глубокого сверления применяют там, где длина отверстия более чем в 5 раз превышает диаметр. Это продолговатые спиральные свёрла, которые оснащены каналами для внутреннего подвода охлаждающей жидкости. Благодаря этому уменьшается время отдыха и повышается производительность.
Как выбрать сверло для обработки металла
Сверлом для работы с металлом мастер может обработать материал из прочной стали, бронзы или просверлить отверстия в алюминиевом изделии. Ими пользуются и на промышленных предприятиях, и в бытовой сфере. Правильно подобрать тип режущего инструмента – половина успеха задуманной работы. Опытным мастерам легко удаётся выбирать сверла, ориентируясь на такие параметры, как вес, длина, цвет и маркировка. Новичкам перед тем, как сделать выбор, нужно изучить главные особенности.

Виды сверл
Идеальный результат сверления зависит не только от профессионализма и опыта мастера, но и от верного подбора сверла. Нужный инструмент значительно облегчит работу. Виды сверл для металлических поверхностей различаются по типу конфигурации и материалу, из которого они изготовлены.
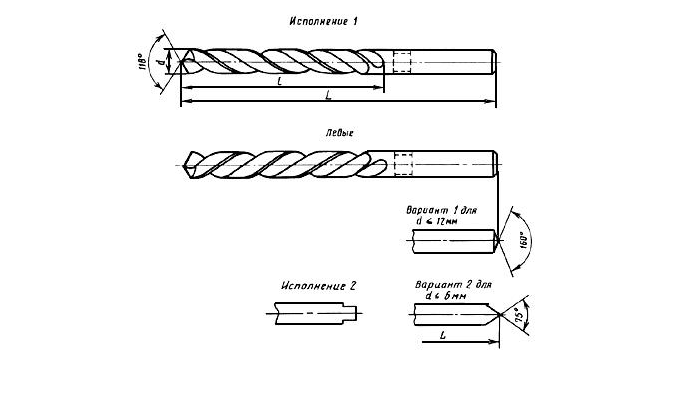
1. Спиральные сверла – стандартные изделия цилиндрической формы. Они достигают 80 мм в диаметре. Изготавливаются из качественной стали. Их конструкция такова, что рабочие поверхности заточены под углом 118 градусов. Они нужны практически для всех основных сверлильных работ с металлом. Это универсальный, прочный инструмент.

2. Конические (или ступенчатые) сверла – изготавливаются в виде конусов со ступенчатой поверхностью (спиралью). Ими легко можно пробуравить двухмиллиметровое отверстие. Также их используют для корректировки небольших дефектных отверстий, которые образовались в результате плохой работы другого инструмента.

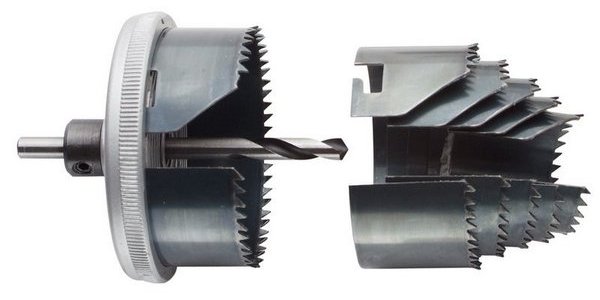
3. Корончатые сверла представляют собой зубчатые полые коронки. Их также называют кольцевыми фрезами. Они нужны мастеру для работы с тонким металлом, чтобы оформить аккуратные отверстия до 30 мм. Данным инструментом можно сверлить на большую глубину, благодаря тому, что стружка проходит в полость коронки.

4. Перовые (плоские) сверла состоят из сменных рабочих пластин. Они предназначены для высверливания идеальных глубоких отверстий в металле любой прочности. Особенность этого вида в том, что плоское сверло практически не делает перекосов во время сверления. Кроме того, они самые дешёвые, поэтому привлекают к себе внимание мастеров.

В зависимости от материала производства, сверла делятся на кобальтовые и твердосплавные. Первые выполнены из кобальта. Вторые – из высокопрочных сплавов.
— Кобальтовые сверла используют при высоких температурах, так как они не теряют своих качеств. С инструментами из быстрорежущей стали, легированной кобальтом, можно работать с очень прочными материалами и металлическими изделиями высокой вязкости. У кобальтовых свёрл средняя цена, но их качество и работоспособность вполне её оправдывают.
— Твердосплавные свёрла обладают высокой твёрдостью режущей кромки. Сама оснастка обычно выполнена из простой стали для слесарных инструментов. А пластины – из карбидного сплава. Такие модели нужны для сверления изделий из особо прочных материалов большой толщины. Особенность твердосплавного сверла в том, что оно умеет самозатачиваться в процессе работы.
Конструкция сверла
Сверла для работы с металлом состоят из режущей части, хвостовика и рабочей поверхности, которая нужна также, чтобы выводить насверленную стружку из отверстия. Все три части оснастки могут отличаться по размеру, материалу изготовления и конфигурации. Поэтому конструкция сверл – это их уникальная структура, которая отличает один вид от другого.

Особенности маркировки
Маркировка на сверлах зависит от их технических свойств и страны производства. Российский ГОСТ предполагает наличие маркировки на всех сверлах, чей диаметр от двух сантиметров и выше. В ней обычно содержится основная информация об изделии: о марке стали и диаметре сверла. Маркировка располагается на хвостовике режущего инструмента.
На инструменте отечественного производства можно увидеть маркировку вот такого типа: «Р6М5К». Это формула, в которой каждый символ – подробная информация о сверле. Данная маркировка, к примеру, означает, что изделие изготовлено из быстрорежущей стали (Р), содержание вольфрама в нём составляет шесть процентов (6), молибдена – пять процентов (М5) и пять процентов кобальта (К5). На свёрлах иностранного производства стоит маркировка НSS и дополнительные обозначения, которые так же, как и у отечественных производителей, указывают на характеристики изделия. Например, «HSS-4241» означает, что данная модель пригодна для работы с алюминием.
Классификация по цвету
По цвету можно определить характеристики инструмента: прочность, долговечность, назначение. Различают сверла трёх цветов: серый, чёрный и золотистый.
Серые свёрла относятся к самым простым, дешёвым и недолговечным. У них отсутствует защитное покрытие, поэтому при работе быстро теряются рабочие характеристики. Они не подойдут для работы при высокой температуре или для сильной механической нагрузки. Но в качестве одноразового использования для несложной работы используются часто.

Сверла чёрного цвета при изготовлении обрабатывают паром высокой температуры. Благодаря этой обработке материал закаляется и становится прочным. Они изнашиваются меньше и служат дольше, чем серые.

Золотистые сверла могут быть более светлыми и насыщенными. Светло-жёлтые очень прочные. Их изготавливают из быстрорежущей стали, используя технологию термической обработки. Ярко-золотые режущие инструменты обладают ещё более высокой прочностью, чем светлые. У них имеется нитридно-титановое покрытие. Во время сверления отверстия золотое сверло почти не испытывает силы трения, что значительно продлевает срок службы.

Чертеж сверла
Классификация по размерам
В настоящее время выпускают сверла для работы с металлом разных размеров для работы с изделиями любой толщины. Современное производство классифицирует режущий инструмент трёх рабочих размеров:
сверла короткой серии — их минимальная длина – 20 мм, максимальная – 130 мм; диаметр колеблется от 0,3 до 20 мм.
удлиненные – выпускают длиной от 19 до 205 мм и диаметром от 0,3 до 20 мм.
сверла длинной серии — достигают длины 254 мм, минимальный диаметр – 1 мм (максимальный – 20 мм).
Длинной моделью удобно работать с изделиями, имеющими большую толщину и прочность. Короткие режущие инструменты используют для сверления аккуратных одинаковых отверстий в тонком изделии (например, металлическая пластина).

Типы хвостовиков
Хвостовая часть сверла имеет разную конфигурацию — цилиндрические, конические и шестигранные. Чаще всего в практике используют цилиндрические модели. У них есть небольшая особенность: диаметры сверла и хвостовика могут не совпадать. Специалисты утверждают, что если оснастить инструмент для сверления цилиндрическим хвостовиком чуть большего диаметра, этот маневр сделает фиксацию более крепкой. Есть и минус – повышение рекомендуемой мощности инструмента. Но дрель не повредиться, если такое сверло в процессе работы заклинит. Конические хвостовики подходят для свёрл в промышленных дрелях. Такими – обрабатывают заготовки на заводских станках. Инструмент с шестигранным хвостовиком служит хорошей фиксацией в специальных зажимах и кулачковых патронах.

Каким производителям можно доверять
Качество и срок службы сверл обработки металла зависит от производителя. Мастера, которые пользуются свёрлами каждый день, утверждают, что хороший инструмент можно найти как у отечественных компаний, так и у зарубежных.
Сверла российского производства устойчивы к износу, прочны и долговечны, но, к сожалению, на рынке их с каждым годом всё меньше. Сейчас спросом пользуются изделия фирм «Интерскол» и «Зубр». Под этими торговыми марками выпускаются не дорогие, но надёжные инструменты высокого качества. Также хорошо зарекомендовали себя сверла производителей «Практика» и «АТАКА».
Среди импортных профессионалы предпочитают режущие инструменты по металлу фирм «Ruko», «Bosch», «Haisser» и «Makita». Характеристики у них примерно одинаковые: могут выдерживать экстремальные нагрузки, работать «на износ», при этом изнашивание происходит медленно. Хорошее соотношение цены и качества. Есть еще две фирмы – «Extreme 2» и «Dewalt». Их изделия отличаются от прочих высокой скоростью сверления.
Цена инструмента зависит от страны производства, длины, диаметра, прочности и от того, для чего он предназначен.
| Рейтинг лучших сверл для обработки металла |
|---|
| Bosch 2607017154 |
| Атака Н802-6 |
| Wurth Zebra Spiralbohrersatz HSS |
| Энкор 25219 |
| Metabo Bestell-Nr. 27 094 HSS—G |
| AEG HSS-G 4932430416 |
| Зубр МЕТ-Ш H19 Р6М5 |
| DeWALT DT7926 Extreme2 HSS |
| Hawera HSS—C SpiralBohrer GQ-32692 |
| Irwin TurboMax 10503992 |
Какие материалы можно обрабатывать сверлами для металла
Сверлом данного типа можно обработать не только изделия из стали, бронзы, алюминия. Его можно использовать для других материалов, например, дерева, керамики, бетона, кирпича. Для работы с ними нужно учитывать толщину, длину и вид инструмента, а также мощность, с которой производится сверление.

По какому принципу стоит выбирать сверло
Выбирая сверло, ориентируйтесь на следующие показатели:
Вес — качественное сверло не должно быть лёгким; специалисты рекомендуют покупать режущие инструменты весом от 14 граммов. Если в магазине нет весов, ориентируйтесь на свои ощущения.
Прочность — чтобы сверлу поддалось изделия из металла, оно должно быть прочным; проверить прочность можно с помощью стеклянной бутылки. Нацарапайте что-то на стекле рабочей поверхностью инструмента – на бутылке должны остаться внушительные царапины и стеклянная крошка вокруг них.
Качество изготовления — мастера советуют брать свёрла, сделанные методом фрезеровки с последующим шлифованием.
Угол заточки — для металла лучше выбирать сверла, заточенные под углом 130-135 градусов.
Марка стали — приобретайте инструменты, которые подойдут к вашему оборудованию (дрели, сверлильному станку и т.д.).

Правила заточки
Угол заточки сверла – это то, насколько остро обточена рабочая поверхность и кромки. По технологии выполнения обтачивание может быть одноплоскостным и коническим. По одноплоскостной технологии затачивают небольшие свёрла до 3 мм в диаметре. Для заточки такого режущего инструмента нужен специальный наждачный круг. Сверло под углом 30 градусов подносят к кругу так, чтобы его режущая часть соприкасалась с наждачной поверхностью круга.
Более сложной считается коническая заточка. Этот способ применяют для свёрл диаметром более 3 мм. Инструмент нужно держать обеими руками одновременно за хвостовик и спиралевидную часть и проворачивать в процессе обтачивания, придавая форму конуса. Сверла затачивают под определённым углом. Угол заточки зависит от цели использования. К примеру, для работы с изделиями из бронзы или высокопрочной стали угол заточки должен быть не меньше 120 градусов, оптимальный вариант – 130-140. А для сверления мягких металлов достаточно будет оснастки с углом заточки 100.

Какие приспособления используют для заточки сверл
Подточить затупившийся режущий инструмент можно на специальном промышленном станке. Он может быть профессиональным и бытовым. Первый используют для массовой заточки свёрл на предприятиях или в профессиональных фирмах. Вторым удобно пользоваться дома или в гараже.
Сверло для металла можно заточить узкоспециализированным станком (только для одного вида оснастки) и универсальным, который используют для работы с другими видами буравчиков. По типу работы инструменты для заточки могут быть электрическими и механическими. Аппарат для заточки режущего инструмента можно сделать своими руками или приобрести в специальном магазине. Профессионалы предпочитают использовать станки таких производителей, как «HAMMER» и «REZER», а также приспособления отечественных фирм – «Вихрь», «Калибр», «Кратон».
Чем отличаются сверла для обработки металла и дерева
У режущего инструмента для металла и дерева есть несколько отличий:
— в сверлах для металла нет центровой пики (острый угол или штырь, необходимый, чтобы инструмент не соскакивал во время работы).
— сверла для металлических поверхностей изготавливают из прочных сплавов, чтобы ими легко можно было высверливать отверстия в металле.
— инструменты для металла имеют чёрный или золотой (жёлтый) окрас. Для сверления изделий из дерева и ДСП прочности серых достаточно.
— у сверла для металла угол заточки не менее 100 градусов. А для дерева хватит 90 градусов и меньше.

Практические методы заточки спирального сверла
Виды сверл: типы, назначение, особенности

Виды сверл в зависимости от формы рабочей поверхности
Винтовое или спиральное. Самое востребованное сверло, используется для сверления самых различных материалов. Длина спирального сверла может достигать 28 см, диаметр – 80 мм.

Плоское или перьевое. Используется для сверления преимущественно глубоких, больших по диаметру отверстий. Рабочая часть имеет форму лопатки, в центре которой расположено выступающее острие для центровки. Лопатка может быть выполнена заодно с хвостовиком или быть сменной и крепиться к стержню с помощью державки или борштанги.

Сверло для глубокого сверления. Предназначено для выполнения отверстий, глубина которых, по меньшей мере, в 5 раз больше, чем диаметр. Сверло глубокого сверления имеет два винтовых канала, по которым в зону реза подается охлаждающая эмульсия. Каналы могут располагаться внутри сверла либо в припаянных трубках.

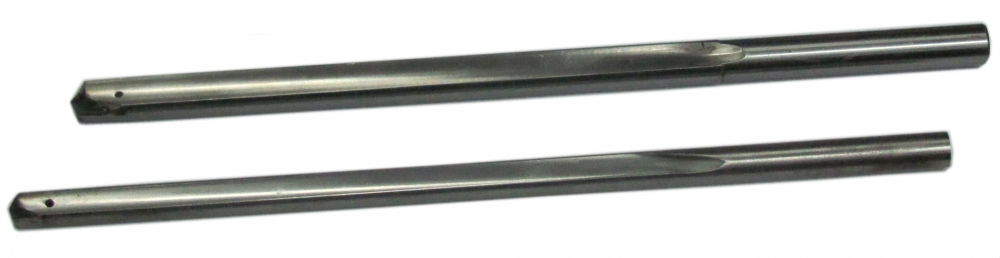
Сверло одностороннего реза. Применяется для сверления отверстий, к которым предъявляются повышенные требования в отношении точности. Сверла одностороннего резания имеют опорную плоскость и две режущие кромки, расположенные с одной стороны от центра.
Коронка или кольцевое сверло. По виду это полый цилиндр. Резание осуществляется стенкой цилиндра, на которой располагается режущая кромка. Сверление получается в виде кольца, внутри которого находится нетронутый материал (керн). После сверления он обычно остается в коронке, нужно только вытряхнуть его.
Центровочное сверло. С его помощью выполняется засверливание (наметка) центра.

Ступенчатое сверло. Относительно новый вид инструмента. Ими удобно сверлить листовой материал, особенно в тех случаях, когда нужно получить большое по диаметру отверстие – до 3,5 см и более.

По форме получающегося отверстия сверла подразделяются на конические, цилиндрические и ступенчатые.
Типы хвостовиков
В зависимости от формы и способа крепления в патроне или шпинделе хвостовики бывают:
- цилиндрические – наружная поверхность имеет форму цилиндра;
- конические – поверхность выполнена в виде конуса;
- граненые – на наружной поверхности имеются 3, 4 или 6 граней;
- типа SDS – хвостовик для крепления в патроне с особым фиксирующим механизмом.
Крепление самых распространенных в быту цилиндрических сверл производится в обычном патроне. Инструменты с коническим хвостовиком предназначены для использования на станках. Хвостовик типа SDS рассчитан на закрепление в перфораторе.
Технология изготовления сверл
Сверла относительно небольших диаметров (до 8-10 мм) обычно изготавливают из цельного прутка стали или сплава. Чаще всего используется быстрорежущая сталь марок Р9, Р9К15, Р18. Сверла больших диаметров изготавливают с помощью сварки; режущая часть выполняется из быстрорежущей стали, а хвостовик – из обычной углеродистой.
Для сверления твердых материалов – закаленной и легированной стали, камня, бетона – применяют сверла, которые на конце имеют припаянные твердосплавные пластины из победита или другого твердого сплава. Режущие кромки пластин могут иметь различную конфигурацию: винтовую, скошенную или прямую.
Виды покрытия
Сверла покрывают с разной целью: предохранения от коррозии, упрочнения поверхностного слоя, улучшения теплоотдачи, снижения трения. Самая распространенная и недорогая операция – оксидирование. Сверло покрывается оксидной пленкой черного цвета, которая защищает его от ржавчины и перегрева.
Покрытие нитридом титана (TiN) повышает срок службы сверла не менее чем в три раза. Однако такие сверла нельзя затачивать, поскольку при этом снимается упрочненный слой. Использующийся также для покрытия карбонитрид титана (TiCN) по своим свойствам близок к TiN.
Титано-алюминиевый нитрид (TiAlN) делает сверло еще более прочным. При его использовании инструмент может проработать в 5 раз дольше обычного.
Самым прочным покрытием считается алмазное напыление. Это и неудивительно. Алмаз занимает первое место по твердости среди прочих материалов. Сверла с алмазным напылением могут использоваться для сверления практически любых по твердости материалов, в том числе и каменных.
О чем говорит окраска сверла?
По цвету покрытия можно примерно определить характеристики сверла. Сверла обычного качества имеют характерную для стали серую краску.

Черный цвет говорит о том, что сверло подвергалось оксидированию. То есть, оно защищено от коррозии, и имеет улучшенные теплоотводящие свойства.

Легкий золотистый оттенок сообщает о том, что сверло прошла процедуру отпуска, во время которого снимаются внутренние напряжения.
Нитридное титановое покрытие проявляет себя ярким блеском позолоты. Сверла с ним имеют увеличенный срок службы и низкое трение при сверлении. Хотя они и стоят дороже, но с лихвой оправдывают свою цену длительной эксплуатацией.

Алмазное напыление можно узнать по желтому цвету и порошкообразной фактуре.
Сверла для металла
Для сверления металлов (стали, чугуна, цветных сплавов) обычно применяют спиральные сверла. Их продольные канавки хорошо справляются с отведением стружки, образующейся при сверлении.
Обрабатываемые материалы имеют различную твердость. Поэтому для их сверления должны использоваться сверла с разной твердостью рабочей части. Для обработки закаленных, легированных, жаропрочных сталей необходимо применять цельные твердосплавные сверла или те, которые имеют на кончике припаянные пластины из твердого сплава.

Сверла для древесины
Относительно небольшие отверстия до 12 мм в древесине или древесных композитах (ДСП, МДФ) можно сверлить обычным спиральным сверлом для металла. Но отверстия, к которым предъявляются повышенные требования по точности размеров и чистоте поверхности выполняют сверлами, специально предназначенными для древесины. Их изготавливают из инструментальной или углеродистой стали и для металла они не годятся.
Спиральные сверла. Предназначены для сверления малых и средних по диаметру отверстий. Как уже отмечалось, вместо них можно использовать спиральные сверла для металла, но отверстия после них получаются хуже качеством.
Винтовые сверла. Имеют острую режущую кромку и шнекоподобную форму. Благодаря последней из отверстия легко удаляется стружка. Это качественные сверла, которые применяют, если требуется получить глубокое отверстие с гладкой стенкой.

Перьевые сверла. Используются для получения отверстий относительно больших диаметров – от 10 до 25 мм и более. Это самые простые и недорогие сверла, их можно даже изготовить самому из подходящей пластины и круглого стержня. Но качество отверстий после них получается невысоким – шершавые стенки, не очень точные размеры.

Коронка. Термин «коронка» говорит о том, что этот инструмент выполнен в виде полого цилиндра, на кромках которого располагаются зубья. Сверление получается в виде кольца, из которого затем удаляется внутренняя часть. Коронка – незаменимый инструмент, если требуется получить большое отверстие – до 100 мм и более. В магазинах ее предлагают в виде набора, в котором имеется оправка, центровочное сверло с хвостовиком и несколько коронок разных диаметров.

Сверло Форснера. Это инструмент для выполнения точных отверстий в древесине (особенно мягкой), ДСП, ламинате и пр. У него имеется центровочное острие и подрезатель с острой кромкой. Благодаря последнему отверстие получается точным и гладким. Если нужно получить глухое отверстие с гладкими стенками и точными размерами, сверло Форснера справится с этой работой наилучшим образом.

Сверла для каменных материалов
Для сверления кирпича, бетона, натурального или искусственного камня обычные сверла по металлу не годятся. Они мгновенно тупятся. Сверло или бур для каменных материалов должны иметь наконечник из твердых сплавов.
Сама операция сверления бетона, кирпича или камня также имеет особенности. Кроме вращательного движения, сверло или бур, вставленные в перфоратор, осуществляют еще и ударно-поступательное. Т. е. камень, по сути, не режется, а дробится.
Бур или сверло для перфоратора может иметь обычный цилиндрический, или особый стандартизированный хвостовик типа SDS (SDS-top, SDS-max или SDS-plus). Его преимущество состоит в том, что вставка и извлечение бура из патрона осуществляется без ключа и очень быстро, одним движением.

Небольшие и средние по диаметру отверстия в кирпиче и бетоне сверлят буром или сверлом с твердосплавным наконечником. Инструмент имеет форму шнека.
Если требуется просверлить большое отверстие, то применяют коронку с твердосплавными зубьями или алмазным напылением. Бурение может быть влажным (с подачей воды для охлаждения) и сухим. По окончании сверления внутри коронки остается керн – цилиндрический кусок вырезанного материала.

Твердосплавные пластины, припаянные к сверлу или буру, имеют разную твердость. Для сверления гранита применяются буры с пластинами из победита высокой твердости. Для работы с бетоном или кирпичом годятся средние или мягкие по твердости марки победита.
Сверла для керамики и стекла
Керамическую плитку или стекло сверлят коронкой или специальным копьевидным инструментом. Его наконечник изготовлен либо из победита, либо из карбида вольфрама. Если специализированный инструмент для стекла или плитки отсутствует, можно использовать сверло для бетона. Только обязательно острое, и работать им нужно осторожно, поскольку его форма не совсем подходит для такой работы.

Копьевидное сверло для плитки из керамики и коронка с алмазным напылением.
Коронка для стекла и кафеля почти не отличается от коронки для камня. Только на ее режущей кромке вместо зубьев имеется алмазное напыление.

Для сверления в кафеле больших отверстий используют инструмент, называемый балериной. Он напоминает обычный циркуль. Сверление производится с изнаночной стороны плитки. Обороты дрели устанавливают на минимум.

Универсальные сверла
Кроме вышеперечисленных специализированных сверл, есть еще универсальные. Ими можно обрабатывать практически любые материалы – кирпич с бетоном, плитку, дерево, пластик, алюминий, сталь. Универсальные сверла имеют хитроумную заточку, которая способна резать любой материал. Это очень удобно в тех случаях, когда приходится работать одновременно с разными материалами. Например, при ремонте квартиры.
Твердосплавные или быстрорежущие: выбираем сверла
Выбор сверлильного инструмента чаще сводится к выбору материала, из которого он изготавливается. Для работы по металлу можно использовать один из двух типов инструментов: быстрорежущие или твердосплавные.
У каждого из них — своя область применения, поэтому и выбор стоит делать в зависимости от того, какой металл вы планируете обрабатывать.
Быстрорежущая сталь: эффективна в обработке мягких металлов
Быстрорежущую сталь производители маркируют отметкой HSS – High Speed Steel. В ее составе, помимо углеродистой стали, содержится 18% вольфрама и 5% хрома. В результате сплав становится прочнее, повышается его устойчивость к высоким температурам — и то, и другое очень важно при металлообработке.
При сверлении металла инструмент сильно нагревается — вплоть до потери прочности. Например, легированные стали начинают плавиться при температуре 200-250°C, и дальнейшая работа с ними невозможна.
Инструмент из быстрорежущей стали сохраняет свои свойства даже при нагреве до 450-600°C, и даже в этом случае способен продолжать работу. А значит, все металлообрабатывающие операции выполняются быстрее, не требуют остановок.
Сверла из быстрорежущей стали применяются для создания отверстий в металлах, предел прочности которых не превышает 1200 Н/мм2: это многие виды стали, алюминий (или его сплавы).
Твердосплавные инструменты: созданы для работы с прочными металлами
Технически материал, из которого изготавливают твердосплавные сверла, сплавом не является — это композиционный материал, произведенный путем прессования и спекания порошков.
Порошок содержит керамические частицы микронного размера: карбид вольфрама, карбид титана или тантала, а также кобальт в качестве связующего звена.
Такая технология относится к порошковой металлургии. За счет свойств включенных в сплав компонентов материал приобретает впечатляющие свойства: инструмент из твердосплавного материала не теряет своей прочности даже при 900°C!
Это делает возможным обработку титана, жаропрочных сталей, чугуна или других сложных в обработке металлов. При этом повышается производительность и скорость обработки, снижается процент брака, сокращается износ инструмента.
У твердосплавного инструмента, впрочем, есть один недостаток: он плохо переносит вибронагрузки и способен разрушаться при повышенной вибрации.
Как выбирать сверла для металлообработки?
Если вы определили, для чего будет использоваться инструмент, и в зависимости от этого параметра выбрали тип материала, самое время обратить внимание на качество, от которого также зависит ваша производительность.
Высокое качество инструментов обычно подтверждается сертификатами — в том числе на соответствие требованиям ГОСТ. Такие сверла долговечны и удобны в работе:
- выбор материалов и строгое соблюдение технологии производства — гарантия того, что инструмент будет соответствовать заданным характеристикам не номинально;
- правильная геометрия сверла позволит повторно заточить его, когда это будет необходимо — при этом острота сохраняется дольше;
- постоянное тестирование продукции исключает появление брака.
В каталоге компании FRIZAR вы найдете большой выбор инструментов для металлообработки!
Фреза твердосплавная. Преимущества выбора.
Фреза твердосплавная монолитная изготавливается полностью из твердого сплава.
Для изготовления таких фрез используются калиброванные твердосплавные прутки, из которых получают фрезы, развертки и другие типы инструментов методом создания необходимой геометрии на многоосевых шлифовальных станках. В зависимости от того, для обработки какого материала предназначена концевая фреза, на нее наносится упрочняющее покрытие (TiN, TiAlN, DLC и др.) или поверхность полируется (например, для обработки алюминия)
Применение фрез из твердого сплава дает возможность существенно сократить время обработки за счет использования высокоскоростных режимов, а также сократить удельную себестоимость инструмента в общей себестоимости продукции за счет высокой стойкости твердосплавных фрез по сравнению с инструментом из быстрорежущей стали.
На сегодняшний день на нашем рынке много предложений и производителей твердосплавного инструмента, поэтому купить фрезу твердосплавную не составляет сложности. Очень важно грамотно выбрать металлорежущий инструмент, подходящий именно для Ваших задач.
Наши технологи помогут Вам правильно подобрать инструмент или оснастку, исходя из особенностей Вашего производства.
Немного о классификации концевых фрез.
Производители металлорежущего инструмента разделяют твердосплавные фрезы на несколько групп:
твердосплавные концевые шпоночные;
концевые твердосплавные с плоским торцем;
концевые твердосплавные со сферическим торцем;
концевые твердосплавные с плоским торцем с фаской;
концевые твердосплавные с плоским торцем с угловым радиусом;
фрезы концевые конические с плоским торцем;
фрезы концевые конические со сферическим торцем;
твердосплавные концевые фрезы с хвостовиком Weldon;
твердосплавные фрезы с шейкой (для глубокого фрезерования)
Концевая фреза твердосплавная для высокоскоростного фрезерования может быть использована для получистовой и чистовой обработки, раскроя, выборки, контурной обработки алюминия и сплавов. Благодаря высокотемпературной устойчивости она идеально подходит для высокоскоростного фрезерования металлов и пластика. Дает высокое качество обработанной поверхности.
Высокая жесткость и твердость материала, а так же форма твердосплавной фрезы позволяет получать поверхность с низкой степенью шероховатости, при этом исключается финишная обработка детали.
К фрезам для обработки сталей предъявляются повышенные требования по прочностным и качественным показателям, а также к углу заточки и форме зуба. Это объясняется повышенными нагрузками при фрезеровании.

