
Виды заточных кругов и их популярные производители
Абразивные шлифовальные круги
Абразивное шлифование – один из основных видов черновой шлифовальной обработки, которая выполняется с целью снижения шероховатости поверхности, правки, ликвидации периодического рельефа, возникающего на детали после механической обработки на станках. От правильного выбора шлифовального круга зависит трудоёмкость окончательной готовности изделия, и его способность лучше противостоять возникающим фрикционным нагрузкам.

Виды и технологическое применение шлифовальных кругов
Абразивное шлифование вращением ведут при помощи:
- кругов;
- головок;
- фрез (шарошек);
- сегментов.
Качество после шлифования зависит от класса шлифовального круга. Их известно три: А, Б и АА. Наименьшей точностью обладают шлифовальные круги класса Б, а наивысшей – круги АА (ими обычно оснащаются прецизионные шлифовальные станки). Точность действия шлифовального круга определяется его геометрией, составом абразивного материала на круге, а также зернистостью.
В практике шлифования или правки на станках и ручных машинках часто применяют разовое крепление состава к основе. Фактически это – шлифовальная бумага с велькро-подложкой. Такие «круги» на липучке используются преимущественно в быту, для ручных машин, притом с незначительным съёмом металла, в частности, при правке.

Шлифовальные тканевые круги для профильного шлифования
Наоборот, при съёме значительного количества металла домашние мастера часто пользуются шарошками – насадками на обычную электродрель, внешне напоминающими фрезу. Шарошка, вращаясь с большой скоростью, выполняет обдирочное шлифование поверхностей после сверлильных или фрезерных работ. Шарошки компактны и имеют небольшой диаметр рабочей поверхности. Шарошки, однако, не могут обеспечивать большой крутящий момент.
Стандартные обозначения
Маркировка определяется ГОСТ 2424, и включает в себя следующие разновидности:
- для операций чернового (обдирочного) шлифования металла, внутреннего или наружного, правки преимущественно периферией – круги с прямым профилем (пп);
- для обработки резьб, и других периодических профилей на металле – конические двухсторонние (2п), либо тарельчатые (т);
- для заточки и правки отрезных пил трения – конические односторонние (3п);
- для бесцентрового шлифования металла – круги с одно- или двухсторонними выточками (пв);
- для торцевого шлифования плоской поверхностью – кольцевые (к).

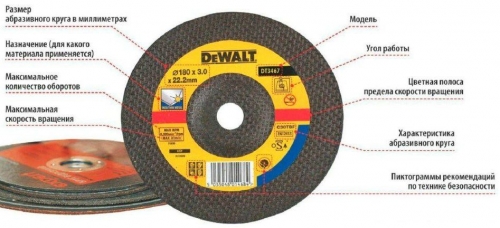
Расшифровка абразивного шлифовального круга
Отдельную категорию представляет заточка, правка, а также шлифовка поверхностей трения металлообрабатывающих станков. Такие круги называются чашечными, и маркируются ЧЦ или ЧК.

Расшифровка этикетки шлифовального круга
Вышеперечисленная номенклатура относится к сплошным кругам, производящим операцию всем своим рабочим периметром (правка, обдирочное шлифование). При использовании наборных шлифовальных кругов используют специальные сегменты, которые устанавливаются в соответствующие посадочные места корпуса круга на станке или машинке. Выпускаются они согласно техническим требованиям ГОСТ 2464. Наборными сегментами возможна обработка труднодоступных поверхностей (например, рельсовых впадин, узких пазов в металле или камне). Шлифовальные сегменты более экономичны при правке, и позволяют облегчать текущее обслуживание станка.

Схема маркировки шлифовального круга
Применяемые абразивные композиции
Исходными требованиями согласно ГОСТ являются стойкость против фрикционного износа (причём при совместном действии высоких давлений и скоростей скольжения), малая теплопроводность и повышенная поверхностная твёрдость.
В зависимости от интенсивности применения ГОСТ 28818 допускает использование следующих материалов:
- Электрокорунда на бокситовой составляющей, основу которой составляет высокопроцентный оксид алюминия Al2O3 с добавлением окиси кальция. Данное химическое соединение отличается повышенной твёрдостью, которая сохраняется также при высоких температурах, возникающих в зоне шлифования или правки. Маркировка кругов из электрокорунда – от 12А…15А для нормального, до 22А…25А – для белого. С возрастанием индекса прочность круга возрастает вследствие увеличения твёрдости основного вещества.
- Электрокорунда на карбидной основе. Чаще там содержатся карбиды хрома, титана, циркония и кремния. Маркировка начинается от 38А (для циркония) и заканчивается 95А (для хрома и титана). Карбиды данных металлов имеют повышенную стойкость против касательных напряжений среза, а потому пригодны для съёма поверхностных слоёв деталей, подвергшихся термической обработке, либо их правки. Наличие карбида кремния (маркировка 52С…65С) увеличивает стойкость против температурных перепадов.
- Сферокорунда – материала, который получается при раздувке расплавленного оксида алюминия, следствием чего является конечная сферическая форма зёрен (в электрокорунде зёрна – преимущественно плоские). Маркировка данного состава ЭС, и он отличается чрезвычайно высокой твёрдостью. Это обстоятельство позволяет применять сферокорунд для шлифовальной обработки материалов повышенной твёрдости, включая даже твёрдые сплавы.
- Монокорунда (маркировка – 43А…45А), где шлифовальное зерно, в отличие от других видов, имеет монокристаллическую структуру. Это повышает долговечность абразивной композиции, но одновременно увеличивает её стоимость, поскольку технология выращивания монокристаллов — весьма сложная. Более доступной разновидностью является агрегатированный монокорунд, в котором определённым образом сочетаются поли – и монокристаллические участки.
Степень зернистости устанавливается согласно ГОСТ 3647, и также отмечается в маркировке.
Скрепление абразивного компонента с основой выполняется при помощи колец, фланцев, стеклосетчатых дисков и др.
Роль связок
Помимо самого режущего вещества имеет значение также способ, при помощи которого оно образует абразивную массу. ГОСТ допускает применять в качестве связок бакелит или керамику. Бакелитовый вариант хорош своей более высокой плотностью, поэтому круг отличается повышенной массой, пригоден для работ по металлу, но с ограниченной окружной скоростью вращения (особенно, если используется ручная шлифовальная машина). Применение керамики делает шлифовальный круг более лёгким, соответственно возрастает допустимая скорость его вращения на станке. Однако абразивная стойкость, а также твёрдость круга с керамикой снижаются.
Связкой определяется также способ крепления с основой корпуса. Например, плёночное крепление пригодно для керамических связок, но не годится для бакелитовых.
Особый вид связки представляет фибра. Такая основа используется при так называемом «холодном» шлифовании металла на станке или машинке, когда производится зачистка поверхности из нержавеющей стали или зоны сварного шва. При этом обрабатываемый материал практически не нагревается, поскольку глубина шлифовальной зоны – незначительная (процесс фактически ближе к полированию). Маркировка производится в соответствии с нормами ГОСТ Р 51967.
Ограниченно используются и остальные виды связок – из различных эпоксидных композиций, магнезита, фарфора.
Как правильно выбрать типоразмер и вид инструмента
Выбор зависит от условий обработки, применяемого основного оборудования (станка либо ручной машины), а также от шлифуемого материала.
Имеет значение также и производитель. Среди потребителей бытует жаргонное обозначение инструмента – «лужский» и «волжский» круги. В первом случае производителем является ОАО «Лужский абразивный завод», а во втором – ОАО «Волжский абразивный завод».
Лужский завод выпускает продукцию по ГОСТ на основе карбида кремния, причём в качестве исходного сырья применяются импортные составляющие. Популярны также товары лужского завода на керамической и бакелитовой связках из белого электрокорунда. Круги лужского завода со стальным дном – новинка производителя – позволяет заметно увеличить стойкость при бесцентровом шлифовании.
Продукция Лужского завода применяется как при круглом, так и при плоском шлифовании. Лужский круг пригоден и для станка, и для ручной машинки.
Волжский завод изготавливает круги по ГОСТ из карбида кремния (используются отходы металлургического и огнеупорного производства). В продукции Волжского завода используются полуфабрикаты со строгим соответствием классификации европейских производителей абразивов FERA. Товары Волжского завода вошли в число сотни лучших отечественных товаров.

Устройство отрезного абразивного круга
При выборе отечественного производителя – волжского или лужского — руководствуются следующими практическими рекомендациями:
- товары Лужского завода показывают лучшую стойкость при шлифовке на машинках или станках изделий из чугуна, алюминия, медных сплавов, большинства неметаллов;
- товары Волжского завода более популярны в ситуациях, где, кроме собственно шлифовки, необходима ещё и правка. Продукция Волжского завода применяется и для работ по стали.
Купить оптимальный круг по ГОСТ одного типоразмера (волжский или лужский) – задача в большинстве ситуаций нереальная. Используя ручную машинку, необходим круг, выдерживающий максимальное число оборотов, а при работе на стационарной машине потребуется инструмент, который в состоянии выдерживать более высокие давления.
Характеристики заточных кругов для наждак, как подобрать нужный: зерно, размер

Шлифовальные круги для наждака
Есть два основных вида заточных кругов:
-белый (электрокорунд), имеет маркировку 25А.
-зеленый (карбид кремния), имеет маркировку 64С.
Белый круг предназначен для заточки обычной стали, такой как топоры, кухонные ножи, лопаты и др. В быту это наиболее распространенные виды работ.
Зеленый круг предназначен для заточки твердосплавной стали, инструментальной. Они нужны для точки напаек на дисковых пилах, заточки сверл по металлу, ножей для деревообработки. При заточке обычной стали таким кругом, край может подгорать от чрезмерной температуры, на нем появится черная окалина, ввиду чего край станет хрупким, будет крошиться.
При покупке наждачного круга обращайте внимание на его внешний диаметр, внутренний и толщину круга, чтобы он подошел к наждаку.
Для бытовых наждаков чаще всего используется диаметр не более 200мм и толщиной до 20мм.
Зернистость. Заточные круги имеют разное зерно, 8Н, 12Н, 16Н, 25Н, 40Н. Чем больше цифра, тем крупнее зерно и соответственно грубее обработка.
К примеру, вам нужно заточить кухонный нож: для этого можно взять круг средней зернистости – 16Н, или даже мелкой – 8Н.
Если нужно грубо и быстро обработать заготовку, подойдет зерно 40Н.
Для заточки лопаты, оптимально 25Н зерно.
Чем крупнее зерно, тем быстрее стачивается слой металла, чем мельче, тем медленнее, но край будет более гладким и острым.
Есть специальные заточные круги для пил, край у них сделан под углом, что обеспечивает удобство заточки между зубьями.
Форма кругов. Может быть в виде чашки, тарелки, и обычный – прямой профиль. Подбирать нужно по характеру выполняемых работ, в зависимости от формы заготовки. Чаще всего используется обычный прямой профиль, для большинства заточных работ.
Основные характеристики заточных кругов для ленточных пил
Особенности Заточных кругов для ленточных пил
Абразивно-шлифовальный инструмент для заточки ленточных пил представлен на рынке в избытке. Поэтому для того чтобы подобрать нужный заточной круг необходимо обращать внимание на основные технические параметры. К ним относятся: профиль круга, его размер, использованный шлифматериал, зернистость, твердость, структура, связка, рабочая скорость, классы точности и неуравновешенности. Все эти данные учитываются при маркировке заточных кругов.

На отечественном рынке можно встретить инструмент со следующими обозначениями:
Профиль заточного круга
В таблице маркировки указана единица, это означает, что круг прямой и плоский. Только такие подойдут для заточки ленточных пил.
Размеры заточного круга
На заточном круге должны быть указаны три основных размера: D – наружный диаметр, Т – толщина круга, Н – диаметр посадочного отверстия.
Шлифматериал заточного круга
При обозначении типа используемого щлифматериала для изготовления абразивно-шлифовального инструмента используют следующие данные:
Качество материала можно определить по используемому в маркировке по ГОСТу числу, чем оно выше, тем материал тверже и выше его режущая способность. Однако, твердые материалы в заточных кругах обычно обладают и большей хрупкостью. Таким образом, если связка одинакова, то круги с маркировкой шлифматериала 14А могут снять в единицу времени меньше металла, чем аналогичные с показателем в 25А. Это значит, что при использовании их в заточке ленточных пил нужно снизить врезание и скорость подачи.
Зернистость заточного круга
Для обозначения зернистости заточного круга также используют определенные численные значения, они представлены следующей таблице:
С увеличением числа по ГОСТу растет и размер использованных в изготовлении круга зерен, а также увеличивается степень врезания и подача при заточке ленточной пилы. Однако, качество обработанной поверхности будет лучше при использовании мелкозернистых абразивных кругов.
Твердость заточного круга
Этот показатель влияет на способность абразивного круга к самозатачиванию. Во время заточки ленточной пилы скалываются грани затупившихся зерен, они выносятся, тем самым открывая новые рабочие слои круга.
В процессе точения более твердый круг будет лучше держать свою форму, но его серна уже затупятся. Чтобы поддерживать высокое качество работы придется использовать большую мощность и меньшую подачу. Однако это может грозить образованием прижогов и рисков. К тому же относительно мягкий материал пилы станет забивать поры круга, что скажется на качестве заточки.
При использовании слишком мягкого заточного круга, связка может очень слабо удерживать зерна, поэтому они станут выкрашиваться из тела круга. Мягкие круги быстро потеряют форму и износятся.
При работе главное правильно подобрать уровень твердости заточного круга, а для этого следует воспользоваться данными в таблице:
Структура заточного круга
Показатель структуры можно выразить в виде отношения объема абразивного зерна в теле круга к объему материала связки и свободных пор. Структура заточного круга может иметь значение от 1 до 12. Для заточки ленточных пил обычно применяют открытую структуру с показателями в пределах 8-9 единиц.
Связка заточного круга
При изготовлении заточных кругов используют связку трех типов: К(V) – керамическую, Б(В) – бакелитовую, БУ(BF) – армированную (т.е. бакелитовую упрочненную).
Керамическая связка из представленных является наиболее хрупкой, обладает не высокой прочностью при изгибе. При боковой нагрузке на заточной диск на основе керамической связки может произойти его разрушение. Для усиления таких абразивных кругов приятая к изготовлению толщина должна превышать 5 мм.
Рабочая скорость заточного круга
Этот показатель зависит от оборотов вала двигателя используемого оборудования. При заточки ленточных пил обычно использую круги с рабочей скоростью 30, 40 или 50 м/с.
Класс точности заточного круга
Заточные круги выпускают трех классов точности: АА, А и Б. Наиболее точными из представленных являются абразивно-шлифовальные инструменты с маркировкой АА. Для качественного точения пил, этот показатель является одним из самых важных. Его указывают в сопроводительных документах.
Класс неуравновешенности заточного круга
На отечественном рынке представлены заточные круги с классом неуравновешенности от 1 до 3. При этом 1-ый класс определен как наиболее уравновешенный. Для качественного точения желательно использовать круги следующих классов точности и уравновешенности: А1 и АА1.
Разобраться во многообразии абразивно-шлифовального инструмента довольно сложно самостоятельно, поэтому SAWS UNITED предлагает Вам в этом помощь наших специалистов. Высококвалифицированные сотрудники компании смогут подобрать заточные круги под действующие производственные мощности, а также дадут рекомендации по оптимизации на производстве. Связаться с нами Вы можете по бесплатной горячей линии для регионов: 8 (800) 50-51-52-4.
Виды шлифовальных кругов и расшифровка их маркировки
Каждому человеку, собравшемуся делать ремонт или выполнить определенные задачи по шлифовке, необходимо знать, что означает маркировка шлифовальных кругов. Они отличаются своими характеристиками и применяются в различных случаях. Дабы эффективно выполнить работы инструментом, необходимо знать все нюансы обозначений шлифовальных кругов.
Классификация абразивных кругов
Классифицируются диски на такие типы:
- с выточкой (ПВ – для круглой шлифовки);
- двухсторонние конические (ПВДК);
- прямого профиля (ПП – универсальный круг);
- с конической односторонней либо двухсторонней выточкой;
- кольцевые (К – подходят для плоского шлифования);
- тарельчатые (Т);
- чашечные конические или цилиндрические;
- с двусторонним коническим профилем (2П: область применения – резьбошлифование, шлицешлифование, зубошлифование).
Маркировка шлифовальных кругов
Шлифовальные круги могут различаться по геометрической форме, виду абразивного материала, а также типу связки, зернистости круга, твердости и т.д. При выборе шлифкруга твердость и структура могут иметь большой вес, нежели вид абразива.
Согласно различными редакциями ГОСТов, маркировка кругов имеет различные параметры обозначений. Практически каждый производитель по-разному маркирует свои круги.
Так, полная маркировка разновидностей шлифовальных кругов содержит:
- тип круга;
- шлифовальный материал;
- размеры диска;
- степень твердости;
- размер зерна;
- структуру;
- связующее вещество;
- максимальную скорость вращения;
- класс точности;
- класс неуравновешенности.
Тип абразивного материала
К наиболее популярным и распространенным материалам, используемых при изготовлении шлифкругов, относят:
- Электрокорунд. При покупке такого круга можно увидеть белые, титановые, хромистые и циркониевые варианты. Основным используемым диском служит белый электрокорунд, который обладает высокой самозатачиваемостью. В работе с ним можно добиться более ровной и гладкой поверхности.
- Карбид кремния. Различают черного и зеленого тона, отличается данный круг структурой и степенью хрупкости – он тверже и прочнее, нежели первый вышеописанный вид. Область применения – работа с твердыми сплавами, фарфором и мрамором.
- Эльбор. Этот вид шлифовального круга имеет наиболее твердый абразивный материал и высокую теплостойкость. Эльбор могут использовать для заточки режущих инструментов и других деталей, способных деформироваться от тепла, а также для работ с твердыми металлами.
- Алмаз. Еще один твердый вид абразивных кругов. Его применяют в работе с твердыми материалами, стеклом и керамическими поверхностями. Самозатачивается, но кубонит и эльбор имеют большую теплостойкость, не уступая при этом в прочности.
Независимо от типа абразивного материала, все круги характеризуются по параметрам прочности, износостойкости и термостойкости, однако при выборе следует учитывать главный параметр – твердость. Характеристика твердости прописана в нормах ГОСТа 2424 и вычисляется по специальным таблицам.
К примеру, тип шлифовального материала круга 25A F180 K 7 V – белый корунд. Существуют и другие типы известных абразивов:
- нормальные электрокорунды (13-16А);
- белые (23-25А);
- хромистые (33 и 34А);
- титанистый только один (37А);
- циркониевый тоже один (38А);
- монокорунды (43-45А);
- черный карбид кремния (53 и 54С);
- зеленый карбид кремния (62-64С).
Маркировка зернистости шлифовальных кругов
При маркировке шлифовальных кругов производители указывают только его ширину (МКМ или F с числовым показателем величины зерна). Размер зерна не только показывает износостойкость абразива, но также играет важную роль при шлифовке той или иной поверхности.
Размер зернистости круга влияет на качество и чистоту обработки поверхности. Учитывайте материал, с которым работаете. Чтобы получить максимально чистую поверхность, следует купить круг с самым маленьким показателем зернистости. Однако человек, работающий с таким кругом, должен понимать, что он быстро засаливается, часто происходит прижог обрабатываемого материала.
Согласно ГОСТу от 1980 г., для измерения зернистости кругов используют единицы, равные 10 мкм. В современном варианте ГОСТа Р 52381-2005 круги маркируются буквой F с определенной цифрой (при увеличении числа степень зернистости понижается).
Например, номер зернистости по старому ГОСТу (М40-М5) и по новому (F280, F320, F360, F400-F600, F800). Для расшифровки: такой диск применяют при окончательной доводке и хонинговании деталей с точностью 3-5 мкм и менее, а также суперфинишировании. Или размер 40, 32 по старому ГОСТу и F40, F46 по новому: круги с такой зернистостью применяются для предварительной и окончательной шлифовки деталей с шероховатостью поверхностей 7-9 классов чистоты, а также для заточки режущих инструментов.
Размер абразивных дисков
Маркировка абразивных кругов по размеру пишется так: DхТхН (где D – наружный диаметр, Т – высота, Н является диаметром отверстия). Параметр D может достигать максимального размера в 1100 мм, значение Н может быть до 305 мм, а параметр Т варьируется от 0,18 мм до 250 мм.
Типы эльборовых и алмазных дисков подробнее описаны в ГОСТе 24747-90. Маркировка формы подобных шлифкругов состоит из трех или четырех символов, обозначающих форму сечения корпуса и слоя, его расположения на круге, а также предоставляют информацию о конструктивных особенностях корпуса.
Например, 150x16x32 – размер абразивного круга 25А электрокорунда белого.
Памятка при выборе абразивных кругов:
- При выборе диаметра круга следует учесть число оборотов шпинделя и возможность обеспечить оптимальную скорость.
- Чем больше диаметр, тем меньше удельный износ круга. На рабочей поверхности небольших кругов расположено меньшее количество зерен. Так, в работе они изнашиваются неравномерно.
- При выборе алмазного круга следует учитывать ширину алмазоносного слоя. При неправильном использовании на поверхности круга могут появиться уступы.
Структура и показатель твердости
Плотность структуры кругов для шлифовки обозначается процентным соотношением объема зерен абразива в единице объема круга. Чем больше абразива, тем плотнее будет структура шлифовального круга.
Если осуществлять заточку инструмента, круг с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации и быстрее охлаждается.
Зачастую специалисты используют диски средней твердости, однако все зависит от вида выполняемых работ, обрабатываемого покрытия и самого инструмента.
Какие бывают номера структур и объемы абразива в шлифовальном круге:
- к плотным структурам относят единицы измерения от 1 до 4;
- к средней плотности относятся цифры 5-8;
- к открытым – от 9 до 12;
- высокопористая структура наблюдается у кругов с показателями 13, 14>.
Однако не путайте показатели твердости круга с показателями твердости абразива. Согласно ГОСТ 2424, твердость шлифовального круга различают по заглавной букве.
По ГОСТу Р 52587-2006 существуют такие обозначения:
- очень мягкие – буквы F и G;
- к мягким кругам – H, I, J;
- к средней мягкости относят маркировку K, L;
- средние – это M, N;
- круги средней твердости имеют в обозначении буквы O, P, Q;
- твердые обозначаются как R и S;
- очень твердые – T, U;
- к чрезвычайно твердым относят V, W, X, Y, Z.
Какую твердость шлифкруга выбрать? Это зависит от многих параметров – особенностей обрабатываемого материала или поверхности, физических свойств, конечно, мощности шлифовальной машинки. Если необходимо выдержать точную форму обрабатываемого материала, следует приобрести круг с высокой степенью твердости. Мягкие же применяются для предотвращения трещин и прижогов, также при шлифовке без дополнительного жидкостно-смазочного охлаждения поверхности.
К примеру, возьмем тот же шлифовальный круг 25A, у которого класс твердости K, а структура 7. Это означает, что этот диск относится к среднемягким и имеет среднюю структуру абразива.
Тип связки
Связка является показателем скрепления между собой абразивных зерен. Современные круги для шлифовки имеют три вида связок:
- V (керамическая, ранее маркировалась буквой К);
- B (бакелитовая, ранее известная как Б4 и БУ);
- R (вулканитовая, раньше обозначалась буквой В).
Круги с керамической маркировкой имеют смешанные и измельченные в различных пропорциях материалы, такие как кварц, песок, глину и т.п. Такие круги достаточно высокопрочные. Однако применять их при силовом шлифовании металла не следует.
Бакелитовые или круги из искусственной смолы высокоэластичны и термостойки. Часто бакелит смешивают с упрочняющими элементами, например, с графитом.
Вулканическая связка состоит в основном из каучука, применяют такие круги в отдельных отраслях обработки.
На примере шлифовального круга 25A F180 K 7 V рассмотрим тип связки, где обозначение V относит данный диск к керамической связке.
Класс неустойчивости
Класс точности имеет три значения: АА, А и Б. Первый тип применяют для работ на станках, автоматических линиях. Класс А довольно точный, а круги класса Б применяются для менее ответственных операций при обработке поверхностей.
Неустойчивость имеет четыре класса (от 1 – самый точный – до 4 – самый грубый). Это обозначение показывает специалисту отношение массы абразивного диска к точности его геометрической формы. Зачастую маркировка классов точности и неустойчивости указаны рядом.
Например, рассматриваемый нами шлифовальный круг 25А F46 L 6 V 35 Б 3 имеет показатели точности Б и неустойчивости 3.
Так, круги с маркировкой АА имеют наименьшую неуравновешенность, с точностью А – 1 и 2, с буквенным обозначением Б – от 1 до 4 классов.
Какие бывают круги для наждака — очередной ликбез

У многих есть дома наждак — электрический станок, оборудованный шлифовальными кругами. Чаще всего на наждаке что-либо затачивают или шлифуют. Шлифовальных абразивных кругов в продаже очень много, помимо них в быту удобно использовать алмазные заточные круги. Однако для первоначальной обработки, для грубой обработки металла лучше все-таки использовать абразивные круги. Разберем классификация кругов для наждака, какие они бывают и где применяются.

Белые круги — они из электрокорунда 25А
Самые популярные круги, поскольку предназначены для обработки нетвердых металлов, для дома самое то. Поточить ножи, топоры, ножницы, обработать обыкновенную сталь(уголки и прочее) — такой круг подойдет просто отлично. Огромный выбор размеров и посадочных отверстий:

Маркировка электрокорунда 25А, чаще всего имеет белый цвет. Иногда производители добавляют красящий элемент, в результате чего круг может быть синего или оранжевого цвета. При точении обычного металла на таком круге получается очень качественная заточка, поскольку состав круга сам по себе мягкий, температура при трении небольшая, поэтому на металле не появляется синей окалины, а раз ее нет — то металл отлично сохраняет свои свойства.
Это прежде всего относится к ножам и других режущих предметам, поскольку это очень важно, чтобы при заточке не перекалить металл. Так что шлифовальный круг из электрокорунда — отличный выбор для дома.
Размеры кругов бывают разные, для различных станков. Посадка чаще всего 32 мм — если покупаете круг для домашнего наждака. Самые обычные размеры круга 125, 150, 175 и 200 мм в диаметре, посадка 32 мм и толщина 10, 16, 20, 25 мм. Как вы знаете, наждаки для дома бывают разных размеров, поэтому и круги выпускают нескольких размеров.
Зеленые круги — из карбида кремния 64С
Круги зеленого цвета, предназначены для обработки инструментальной стали и твердых сплавов(например напайки на бурах для перфоратора). 
Материал более стойкий к истиранию, высокая температура при точении, поэтому если вы решите поточить таким кругом кухонный нож, то наверняка испортите нож, поскольку окалина на лезвии появится мгновенно.
Поэтому такой круг применяется только для точении инструмента из инструментальной стали(Р6М6, Р18, сталь с добавлением кобальта, также твердые сплавы ВК8, Т5К10, Т15К6). Конечно, точить твердый сплав также не очень удобно, нужно использовать самое мелкое зерно круга, но лучше всего конечно же точить твердый сплав алмазными заточными кругами.
Маркировка круга 64С, размеры такие же, как у электрокорунда.
Стоит заметить, что помимо небольших кругов для использования в быту выпускают шлифовальные круги большого диаметра, их ставят на большие станки. Посадка у таких кругов 76 мм, 127 мм и 203 мм.
Диаметры 250, 300, 350 и 400 мм. Электрокорунд и карбид кремния.
Это большие, тяжелые и дорогие круги для производства. Например, вот тут я держу круг 64с 400*40*127 25СМ — фото:

Какая бывает «зернистость»?
Многие, кто покупают шлифовальные круги на наждак, даже не знают, как маркируется зернистость. Думаю, этот момент также нужно осветить подробнее.
Итак, зерно шлифовального круга бывает 8, 12, 16, 25, 40-Н.
8 — самое мелкое, 40 — самое крупное.
Помимо цифр также можно увидеть буквы СМ — означает средне-мягкий круг, самый распространенный, поскольку не очень дорогой и терпит довольно неплохо. Чуть реже в продаже можно найти зерно СТ — средне-твердый, его стоимость заметно выше, однако и стойкость к истиранию гораздо выше.
Для точной заточки конечно лучше брать мелкое зерно, 12 или 16. Часто у нас покупают круги для заточки коньков, это 150*8*32 12 СМ — круг диаметром 150 мм, толщина всего 8 мм, посадка 32 мм, зерно мелкое, позволяет заточить просто идеально.
Например, для установки наждачного круга на станок 150 мм лучше всего покупать такой 150*20*32 25 СМ — стандартный круг для наждака диаметром 150 мм, посадка 32 мм, ширина круга 20 мм. Зерно 25 — среднее, подойдет для заточки как мелкого инструмента(ножи, ножницы), так и крупного — топоры. СМ — стандартный средне-мягкий круг для использования в быту также подойдет. Стоит такой круг примерно 120 рублей.
Из производителей порекомендую шлифовальные круги производства города Волжск — отличное качество(круги не разваливаются и довольно долго терпят), невысокая цена, доставка транспортными компаниями по всей России.
Выбор заточных абразивов

При покупке заточного устройства встаёт вопрос об абразивах. Приобретение точилки связано с финансовыми затратами, и не все могут сразу приобрести комплект необходимых камней, многие первое время обходятся наждачной бумагой ,наклеенной на бланки, или покупают китайские абразивы. Эти варианты имеют право на существование, но их лучше рассматривать как временные, а лучше вообще обойтись без них и начинать сразу с качественных заточных камней, что бы уже на начальных этапах получать хорошие результаты и удовольствие от работы.
Рассмотрим распространенные виды абразивов, а также область их применения для различных задач, которые покроют почти все потребности как начинающего заточника, так и любителя. Описанные ниже абразивы могут быть как полными комплектами из линейки (сэтами), так же их можно, а часто даже нужно комбинировать между собой.
Например если режущая кромка требует ремонта или нужно изменить угол заточки, я предпочитаю снимать много металла F120 карбидом кремния, а закончить могу 12000 Shepton pro из оксида алюминия. Рекомендовать конкретные абразивы для определенных сталей, тоже трудно ,например s30v от Spyderco и s30v от Buck точаться совершенно по разному, из-за разницы в термообработке. В правиле «Твердое точим на мягком, а мягкое на твердом» тоже бывают исключения, поэтому самый лучший учитель- это практика.
Самыми доступными являются абразивы из карбида кремния (далее к.к.). Камни из к.к , изготовленные в России, имеют приличное качество и почти не уступают гораздо более дорогим аналогам, например Boride .Камни легко выравниваются, работают как с водой, так и спец . жидкостями. Лучший результат они показывают на сталях 60 hrc и выше, отлично работают по порошкам, отличаются высокой производительностью на всех зернистостях. К недостаткам можно отнести следующее: плохо работают на нержавейках твердостью 58 hrc- в этом случае наблюдается повышенный износ абразива, когда вязкий метал вырывает зерна из связки, ухудшается контроль процесса заточки ввиду обильного выделения суспензии.
Так же максимально тонкий абразив из карбида кремния F1200(3мкм) производства Boride, и F1000(4мкм)Российского производства. На самом деле для рабочей заточки этого более чем достаточно, но если хотите получить на подводах »зеркало»,то нужно смотреть в сторону финишных абразивов из оксида алюминия. Но нужно понимать, что «Зеркало» на режущей кромке, часто бывает лишним и служит в основном для эстетики.
Заточка камнями из к.к подходит для большинства задач: это охота и разделка туш, ножи повседневного ношения, часть кухонных ножей в зависимости от марки стали с успехом точатся на кк. Характер рисок после к.к напоминает риски от алмазов, поэтому, как правило, рез ножа агрессивный. Но если подразумевается работа по дереву или заточка японских и других качественных кухонных ножей, тут все же лучше использовать оксид алюминия. При покупке абразива, нужно учитывать, что обдирочные камни снимают большое количество металла и изнашиваются гораздо быстрее.
Чтобы их потом не заказывать отдельно, нужно брать с запасом. Я бы рекомендовал взять F120 3-4 шт. Так же при покупке порошков из к.к для выравнивания камней следует учесть, что грубый порошок расходуется быстрее, потому, что им удаляется основной слой неровностей абразивов.
Оксид алюминия ( далее о.а) лучше чем к.к работает по сталям ниже 58hrc и вообще по мягкой нержавейке. Хорошо и мягко работает и по сталям 60-61 hrc,но не так быстро как к.к. На сталях твердостью выше 61 hrc и высоким содержанием ванадия могут возникнуть проблемы ввиду низкой производительности. О.а российского производства уступает по качеству абразивам Boride,поэтому по возможности приобрести лучше их, во всяком случае, у f400,f1200 от Boride бюджетная, качественная альтернатива вряд ли есть.
У о.а, в отличии от к.к , минимальный размер зерна может быть менее 1 мкм, что позволяет производить сверхтонкую доводку р.к. и получать так многим полюбившееся зеркало. Прилично зеркалить подводы начинают уже после 8000 Shepton pro, а самый тонкий в их линейке 30000( 0,5 мкм). Однако, на 12000 мною были замечены паразитные риски, предположительно из-за распространенной проблемы невозможности равномерного распределения мелкого зерна в связке, комкования мелкого зерна размером около 1 мкм, что так же наблюдается и на Веневских алмазах такой зернистости, поэтому покупать абразивы гритностью более 8000( все, что приближается к 1-2 мкм)стоит с осторожностью от любого производителя, изучив отзывы пользователей. Заточка на абразивах из а.о хорошо подходит для большинства кухонных ножей, столярного инструмента, охотничьих ножей, ножей edc, конечно же с учётом марки стали.
Алмазные абразивы вариант не совсем бюджетный, если говорить о качественных изделиях. В нашей стране популярны алмазы от Веневского завода на органической связке. Это значит, что на бланке слой алмазного абразива, а не напыление, как в случае с гальванической связкой, т.е. они, как и синтетические камни, ровняются в процессе износа на порошке к.к . Сразу заметить, что алмазы на подобных связках уступают по скорости на этапах обдирки тому же к.к в большинстве случаев. Характер работы алмазов на органической и гальванической связке может значительно отличаться даже при одном размере алмазного зерна.
Рекордсменом снятия металла среди заточников считаются алмазные напильники фирмы »Зубр» на гальванической связке. Алмазы хорошо держат форму, могут работать, как на сухую, так и с водой и спец. жидкостями. Оставляют после себя довольно глубокие борозды, что требует внимания, что бы последующим абразивом их убрать. У алмазов с маркировкой 1/0,могут наблюдаться паразитные риски,т.е визуально более грубый алмаз 2/3 может оставлять более чистую поверхность, но это не мешает достигать отличный рабочих качеств заточки. В целом отличные абразивы и подходят для множества задач.
Лучше всего подходят для порошковых сталей, а так же для моносталей закалённых на высокую твердость. Конечно, можно работать и по мягкой нержавейке, но при этом получите повышенный износ камня и не всегда удовлетворительное качество поверхности подводов. Ножи, заточенные алмазами, как правило имеют агрессивный рез, приемлемую стойкость, поэтому заточка алмазами полюбилась охотникам, да и любителям ножей повседневного ношения. А в канатных тестах из-за специфики тестируемого материала , ножам, заточенным алмазными абразивами, нет равных.
Вообще, в заточке нужно стремиться к разумному минимализму. На данный момент я пользуюсь в основном следующими заточным камнями это к.к f120,220,400,1000.о.а от Boride 400,1000.Веневские алмазы,все,что тоньше 50/40.Данная статья рассчитана на начинающих, поэтому такие абразивы, как Эльборы и натуральные камни, мы рассматривать не будем, в виду высокой стоимости. Помимо стоимости есть ещё причина, касаемая натуральных камней,- с ними лучше начинать работать , хорошо освоив описанные выше абразивы, и когда придет понимание в потребности чего- то ещё.
12 лучших шлифовальных кругов
Бюджетные диски для одноразового использования в быту и по-настоящему долговечные шлифкруги для профессиональной работы.

Лучшие шлифовальные круги на липучках
Такие модели отличаются наличием специальных креплений, обеспечивающих быструю установку и снятие. Как правило, они поставляются комплектом из нескольких кругов и имеют невысокую стоимость.
Makita P-43533
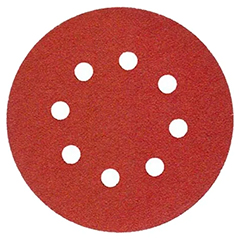
Качественная липучка обеспечивает надежное крепление входящих в набор дисков. Их здесь 10 штук, диаметр — 125 миллиметров. Прочное основание и плотная посадка абразива гарантируют длительное сохранение свойств дисков при интенсивной эксплуатации. А многочисленные отверстия быстро удаляют шлифовальную пыль из рабочей зоны, что обусловливает комфорт при использовании.
Достоинства:
- надежная фиксация;
- быстрое отведение пыли;
- прочное основание и большой ресурс.
Недостатки:
- крупные зерна.
Диски Makita можно использовать при обработке окрашенных поверхностей, древесины, металла. Надежный выбор для профессионального использования.
Hammer 214-012

Включенные в набор модели имеют прочную тканевую основу. Она отличается гибкостью, износостойкостью, не подвержена растяжению и к тому же обработана водоотталкивающей пропиткой.
Зернистость дисков — P400, диаметр 125 миллиметров. В качестве связующего состава используется искусственная смола, обеспечивающая эффективное отведение тепла. Абразив выполнен из оксида алюминия, гранулы которого самозатачиваются в процессе шлифования и не боятся быстрого разрушения.
Достоинства:
- водостойкая основа;
- быстрое охлаждение зерен;
- высокая прочность;
- износостойкость;
- длительный ресурс.
Недостатки:
- грубая обработка.
Диски Hammer 214-012 будут полезны владельцам эксцентриковых шлифмашин. Профессиональная оснастка предназначена для обработки дерева, металла и пластика.
Vira 558017

Оптимальные размеры кругов Vira (125 мм) позволяют с одинаковой эффективностью обрабатывать как узкие участки, так и поверхности большой площади.
Благодаря использованию электрокорунда, диски могут применяться при шлифовании металлов и сплавов. Абразив закрепляется на ворсовой основе. Крупные гранулы препятствуют быстрому забиванию кругов, что продлевает их эксплуатационный ресурс. Количество дисков в наборе — 5.
Достоинства:
- легкая установка;
- длительный ресурс;
- оптимальные размеры;
- универсальность;
- низкая цена.
Недостатки:
- небольшая плотность.
Vira 558017 рекомендованы для использования с угловыми шлифовальными машинами. Могут работать с металлом, деревом, пластмассой и прочими материалами.
Росомаха 435150

Полуоткрытая насыпка и качественные составляющие обеспечивают высокую производительность при использовании кругов Росомаха, а также легкость обработки поверхностей. Детали и заготовки могут быть изготовлены из различных материалов, в том числе металла и древесины.
Диаметр дисков 125 миллиметров, зернистость — P150. В комплектацию входят пять кругов с прочными накладками из специальной ткани. Для быстрой фиксации используются липучки типа Velcro.
Достоинства:
- простая установка;
- увеличенный ресурс;
- универсальность;
- невысокая стоимость.
Недостатки:
- быстро нагреваются.
Круги Росомаха подходят для эксцентриковых шлифовальных машин, используемых в быту.
Лучшие шлифовальные круги на болтах
Подобные модели отличаются надежной фиксацией и усиленной конструкцией. Они обладают высокой прочностью, могут использоваться в условиях интенсивных нагрузок и не истираются в течение длительного времени.
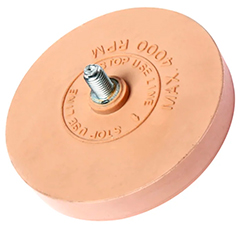
3M 57018

У этих дисков увеличенные показатели гибкости и эластичности. Уникальная трехмерная конструкция абразива исключает вероятность засаливания и деформации поверхности даже при интенсивном вращении круга.
Диаметр оснастки 100 миллиметров, толщина — 13. Диск не подвержен быстрому нагреванию, что особенно хорошо при продолжительной работе. Крепление Roloc облегчает установку кругов и снятие для замены.
Достоинства:
- простое крепление;
- износостойкость;
- быстрое остывание;
- эластичный материал;
- долгий срок службы.
Недостатки:
Круги 3M 57018 предназначены для очистки деталей от ржавчины, старой краски, герметиков и пр. Удобны для использования в труднодоступных местах или обработки рельефных поверхностей.
Stayer 36228-150-6.0

Круги Stayer изготавливаются по технологии многослойного армирования с применением стекловолоконных сеток. Это обеспечивает высокую прочность, стойкость к деформации и излому, а также длительный рабочий ресурс дисков.
Внешний диаметр составляет 150 миллиметров, толщина — 1,6 мм. Основным материалом изготовления абразива выступает оксид алюминия. Круги могут использоваться при максимальной частоте вращения до 10200 оборотов в минуту.
Достоинства:
- прочные, благодаря усиленной конструкции;
- большая толщина;
- качественная обработка поверхностей.
Недостатки:
- сложная установка.
Диски Stayer подойдут для зачистки сварных швов, снятия фасок и заусенцев со стальных деталей.
ЗУБР 36204-150-6.0 z02

В этих моделях сделано многослойное армирование бакелитовой связки при помощи полиамидных сеток. Оно гарантирует высокую прочность кругов, устойчивость к интенсивной эксплуатации и долгий срок службы.
Диаметр дисков — 150 мм. Толщина 6 миллиметров обеспечивает необходимую для сложных условий использования жесткость. Основным абразивным материалом выступает оксид алюминия.
Достоинства:
- высокая прочность и долговечность;
- усиленная конструкция;
- надежная фиксация;
- большой диаметр.
Недостатки:
- только грубая обработка.
Профессиональные диски ЗУБР рекомендованы для первичного шлифования металла при максимальной частоте вращения инструмента 10200 оборотов в минуту.
JTC Auto Tools 3731
Каждый круг JTC отличается цельной, высокопрочной конструкцией, что обеспечивает длительный рабочий ресурс и стабильное вращение при интенсивной эксплуатации шлифовальной машины.
Габариты круга — 85х15 миллиметров, масса 157 граммов. Небольшие размеры упрощают обработку узких деталей и рельефных поверхностей. Крепление осуществляется при помощи одного винта.
Достоинства:
- высокая прочность;
- простое крепление;
- малый вес и компактность.
Недостатки:
- шлифовать придется долго.
Круги JTC Auto Tools предназначены для аккуратной шлифовки и обработки мелких деталей из различных материалов.
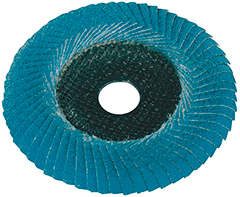
Лучшие лепестковые шлифовальные круги
Обрабатывающие сегменты таких моделей имеют веерное расположение и не подвержены быстрому истиранию. Лепестковые диски обеспечивают постоянную скорость вращения, минимальный уровень вибрации и комфортное шлифование деталей сложной формы.
Bosch X-Lock X571 Best for Metal 2608619211

Абразив модели выполнен с применением качественного циркониевого корунда и оксида алюминия. Он отличается прочностью, не боится быстрого износа при интенсивной работе с металлом.
Посадочный диаметр отверстия 22,23 миллиметра, зернистость круга — P80. Фиксация диска осуществляется при помощи системы крепления X-Lock, что обеспечивает легкость снятия оснастки при замене.
Достоинства:
- износостойкий абразив;
- прочное основание;
- долгий срок службы;
- быстрая установка;
- усиленные лепестки.
Недостатки:
- грубая обработка.
Bosch X-Lock Best for Metal предназначен для шлифования различных металлов и может работать под большой нагрузкой.
Русский Мастер РМ90337

Основание круга РМ изготовлено из прочного стекловолокна и отличается устойчивостью к износу. Продуманное расположение лепестков обеспечивает необходимую для аккуратной работы гибкость. Диаметр диска — 125 миллиметров.
В качестве абразивного материала выступает зерно оксида циркония. Оно быстро охлаждается в процессе эксплуатации и не боится истирания. Максимальное число оборотов в минуту составляет 13300.
Достоинства:
- быстрое охлаждение;
- износостойкость и долгий срок службы;
- прочное основание;
- низкая цена.
Недостатки:
- сложная установка.
Круги РМ90337 могут использоваться для обработки алюминия, латуни, бронзы, дерева, пластмассы и других подобных материалов. Универсальный выбор как для бытового, так и для профессионального использования.
Dronco 5211384

Круг Dronco изготавливается из хлопка и полиэфира. Это обеспечивает ему гибкость, износостойкость и долговечность. Основание диска из стеклосетки не боится большой нагрузки и гарантирует равномерное стачивание.
Круг не оставляет царапин на заготовке, что дает возможность использовать его для декоративной обработки деталей. Размеры — 115х22,23 мм. Максимальная частота вращения — 13280 оборотов в минуту.
Достоинства:
- износостойкость;
- прочное основание;
- аккуратная обработка;
- надежная фиксация.
Недостатки:
- быстро нагревается.
Dronco 5211384 рекомендован для финального шлифования деталей из малоуглеродистой и нержавеющей стали.
Metabo 626462000
Среди особенностей модели следует выделить закругленную форму пластин. Благодаря этому круг отличается высокой скоростью обработки поверхностей, может использоваться для плоского шлифования или аккуратной зачистки швов угловых соединений.
Диаметр диска 125 миллиметров, зернистость — P40. Применение циркониевого корунда гарантирует сохранение эффективности зачистки на протяжении длительного времени. Минимальный уровень вибрации повышает комфорт при работе с инструментом.
Достоинства:
- аккуратная обработка поверхностей;
- износостойкий абразив;
- не провоцирует вибраций;
- надежная фиксация.
Недостатки:
- непрочное основание.
Диск Metabo 626462000 подойдет для обработки стали различных сортов. Отличный выбор для быстрого и равномерного шлифования.
Какой шлифовальный круг лучше купить
Важным параметром абразивного диска является его зернистость. Эта характеристика оказывает влияние на количество снимаемого материала и аккуратность работ. При финишном шлифовании обычно применяют круги с зернами 0,32-0,08 мкм. Для выполнения обдирочных и предварительных операций будет достаточно крупнозернистого диска.
Плотность структуры круга определяется соотношением количества абразивного материала к единице объема диска.
Высокопористая структура обеспечит качественное шлифование вязких металлов и сплавов. Профильную многопроходную обработку лучше осуществлять с плотным абразивом.
Перед покупкой диска следует определить тип используемой связки:
- Бакелитовая подойдет для черновой обработки металла и заточки режущих инструментов;
- Вулканитовая — для бесцентрового шлифования и полирования;
- Круги с керамической связкой хорошо сохраняют профиль кромки, не боятся эксплуатации в условиях постоянного химического и термического воздействия.
Стоит обратить внимание на абразивный материал. Стандартный электрокорунд применяется при обработке углеродистой стали, ковкого чугуна и железа; белый — при зачистке тонкостенных деталей. Для аккуратного шлифования стекла, пластмассы или цветных металлов можно использовать круг с абразивом из черного карбида кремния.
На оптимальные геометрические параметры шлифовального круга влияет ряд факторов: конструктивные особенности станка или машинки, форма и размеры заготовок, характер движения инструмента. В продаже можно найти диски прямого и конического профиля; тарельчатые или плоские модели с выточкой; круги-чашки и пр.
Если вы заметили ошибку в тексте, пожалуйста, выделите её и нажмите Ctrl+Enter
Электрооборудование, свет, освещение

У многих из нас имеются сады, огороды, мы все пользуемся ножами, ножницами, стамесками, сверлами, зачастую приходится заниматься заточкой садового инвентаря, будь то топор или лопата. Для того чтобы не возится долго с заточкой вручную, вам необходимо прикупить специальный станок, который носит название бытовой наждак. Как правильно выбрать такой аппарат, и на что рекомендуется обратить внимание? Будем сейчас разбираться в этом вопросе.
Содержание:
Что такое бытовой наждак
Наждак — это горная порода черно-зеленого или зеленого цвета, которая используется в качестве абразивного материала, смесь магнетита и корунда. Наждак самого высокого качества добывают на Наксосе, Галейке, Турции и Греции. Особенность наждака как абразивного материала кроется в наличии легкоплавких примесей, поэтому он можно применяться лишь в изделиях, которые не требуют для производства высоких температур, то есть на холодной связке.
Важным показателем наждака является абразивная способность, которая зависит от содержания в породе корунда. Самое высокое содержание корунда наблюдается у хлоритоидных руд, но ниже в 2-3 раза, чем у очень качественных корундовых руд. Как нескользкий элемент наждак наиболее широко применяется для отделки полов, тротуаров и лестничных ступеней.
Станок заточный (наждак) — это электроинструмент, предназначенный для заточки металла: сверл, ножей, топоров, стамесок и ножниц, а также пильных дисков. Основную часть корпуса точила занимает электрический двигатель с опорой, который прикрепляется к верстаку при помощи крепежных элементов. Электропитание аппарата включается и выключается с помощью специальной кнопки.

По обе стороны от движка параллельно друг к другу размещаются 2 абразивных круга: один круг с крупными размерами зерна предназначен для грубой обработки материала, другой мелкозернистый понадобится для тонкой обработки.
Абразивные круги чаще всего имеют диаметр 150—250 миллиметров и толщину — 16—32 миллиметров. Частично они располагаются в защитном кожухе. Открытая часть круга вращается по направлению сверху вниз. Затачиваемый предмет опирается на специальную подставку, расстояние от неё может регулироваться до заточного круга, также она поворачивается к кругу под определённым углом.
Существуют модели электрических точил, в которых имеется вместо одного круга металлическая дисковая щётка для предварительной грубой обработки предмета. Также у некоторых моделей присутствуют дополнительно специальные пазы для сверл. Для защиты от искр на электрическом точиле устанавливается специальная прозрачная пластина под названием кран. Также некоторые точила дополнительно оборудуются лампой с целью подсветки рабочей зоны точила.
Само действие электро наждака сводится к тому, что с обрабатываемой поверхности удаляется часть материала. Материал имеет обычно кристаллическую структуру, которая изнашивается в процессе работы таким образом, что мельчайшие частицы откалываются от него, а на месте их появляются совершенно новые острые кромки, и все благодаря хрупкости.
Какие бывают точила
Представленные в продаже точила разделяются условно на три класса: профессиональные, полупрофессиональные и бытовые. Основное их отличие между собой заключается в надежности, которая обеспечивается применением тех или других материалов. Бытовой инструмент рассчитан на двухчасовую ежедневную работу. Профессиональные же точила предназначены для постоянной каждодневной работы в течение 8 часов с обязательными 2 перерывами, каждый по 15 минут. Полупрофессиональные станки, конечно же, занимают между двумя данными классами промежуточное положение.
Также каждый класс имеет богатый выбор различных конструкций и модификаций заточного инструмента. Безусловно, это не только обычные станки с двумя кругами всевозможного диаметра, но также с нестандартным расположением кругов, к примеру, перпендикулярно размещенные друг к другу. Самым универсальным станком является аппарат, который оборудован шлифовальной лентой и обычным диском.

Для домашних нужд достаточно вполне недорогого точила с малыми оборотами — около 120-150 оборотов в минуту и кругом, что погружен в ванну с водой, то есть «мокрым», на котором не торопясь можно придать достаточно безопасно нужную остроту находившимся в доме режущим и колющим предметам. Такой маленький наждак работает от электросети переменного тока, в качестве абразивного инструмента применяют в нем шлифовальные круги с наружным диаметром в пределах 150 — 200 миллиметров и толщиной в среднем 20 — 40 миллиметров.
Также есть модели, у которых располагается на одной стороне, чаще всего справа, дополнительный диск-щетка. Он предназначен для заготовок, которые не использовались ни разу в качестве режущего предмета. Вначале такое изделие зачищают с помощью диска-щетки, то есть грубо затачивают, а далее до нужной кондиции доводят на шлифовальном кругу с мелким зерном. Применяют также диск-щетку для снятия ржавчины или уборки маленьких зазубрин, которые остаются после заточки на металле.
Различный металлический инструмент затачивают на бытовых станках с 2 кругами. Но далеко не на всех моделях имеются специальные пазы, предназначенные для сверл. Некоторые компании для удешевления своей продукции отказываются от них. Также не предусмотрены такие пазы на точилах с большими дисками, которые рассчитаны на заточку толстого и крупного инструмента, то есть топоров и других подобных инструментов.

Применяемые в современных точилах индукционные двигатели не нуждаются в особом техническом обслуживании и работают тихо. Практически на всех изделиях ось ротора установлена на шарикоподшипниках. Надежность крепления точильных кругов, как правило, обеспечивает обычная стандартная гайка.
В продаже также есть точила, оборудованные вместо второго абразивного круга шлифлентой, что намного расширяет возможности применения станка. Во время работы лента двигается вместе с кругом. Значит, на таком ленточном наждаке не только можно затачивать всевозможные металлические заготовки, но также их шлифовать. Если в основном задействован только точильный станок, то впустую изнашивается лента. Поэтому когда нет необходимости в ней, то нужно подумать о целесообразности покупки подобного станка для дома, или с точила снимать ленту, когда не нужна она.
Классификация шлифовальных кругов
Если вы решились на покупку электрического точила, вам нужно ознакомиться с классификацией абразивных кругов для наждаков. Давайте рассмотрим, какие из них пользуются самой большой популярностью.
Шлифовальные круги 25А
Шлифовальные круги из электрокорунда — самые популярные, потому что предназначены в основном для обработки более мягких металлов, то есть для дома подходят идеально. Отлично подойдет такой круг для заточки топоров, ножниц, а также для обработки обычной стали (уголки и другие изделия). Чаще всего круги из электрокорунда белого цвета и имеют маркировку 25 А. Бывает, что производители добавляют красящие элементы, поэтому круги могут быть оранжевого или синего цвета.

На таком круге при точении обыкновенного металла получается довольно качественная заточка, потому что состав круга достаточно мягкий, при трении температура небольшая, из-за этого не появляется синяя окалина на металле, а если ее нет, то соответственно металл сохраняет отлично свои свойства. И это касается, прежде всего, режущих предметов, например, ножей, потому что довольно важно металл не перекалить при заточке. Поэтому шлифовальный круг из электрокорунда является для дома отличным выбором.
Перед тем, как выбрать наждак, нужно помнить, что круги бывают разных размеров и предназначены для различных точил. Если вы покупаете для домашнего наждака круг, то посадка чаще всего составляет 32 миллиметра. Самые обычные размеры круга в диаметре составляют 200, 175, 150, 125 миллиметров, толщина — 25, 20, 16, 10 миллиметров, а посадка — 32 миллиметра.
Шлифовальные круги 64С
Шлифовальные круги зеленого окраса из карбида кремния предназначены для обработки твердых сплавов (напайки на бурах перфораторов) и инструментальной стали. У этого материала наблюдается повышенная стойкость к стиранию, при точении — довольна высокая температура, так что если вы попробуете поточить таким кругом домашний кухонный нож, то, конечно, испортите его, из-за появления мгновенно окалины на лезвии ножа.

Такой круг принято применять только для заточки инструмента из специальной инструментальной стали (P18, P6M6, с добавлением кобальта в сталь и твердых сплавов T15K10, T15K6, BK8). Твердый сплав точить не очень удобно, поэтому необходимо применять самое мелкое зерно абразивного круга, но все таки лучший вариант — это заточка твердых сплавов алмазными наждаками. Маркировка такого круга 64С, а размеры такие же точно, как у электрокорунда.
Круги на вулканитовой основе
В состав подобных кругов входит вулканизированный каучук с абразивными добавками. Чаще всего в качестве абразива используется электрокорунд A4. Много материала на таких кругах не снять, они предназначены для финальной обработки, очистки от ржавчины, минимизации прижигов, а также удаления возможных заусенец и придания блеска.

Круги для наждака на вулканической связке производятся для шлифования минеральных металлов и металлов с максимальной рабочей скоростью 60 м/с. Диаметры кругов следующие: 125 миллиметров, 150 миллиметров, 175 миллиметров, они относятся к довольно быстро изнашиваемым абразивным инструментам.
Характеристики электрического наждака
Форма абразивных кругов бывает в виде тарелки, чашки и обычной прямой. Её рекомендуется выбирать по характеру выполнения работ, а также в зависимости от самой формы заготовки, которую вы будете затачивать на точиле. Обычный прямой профиль чаще всего используется для многих заточных работ. Также для пил имеются в продаже специальные заточные круги, у которых края сделаны под углом для удобства заточки пилы между зубьями.
Диаметр круга
Каждый наждак имеет такие характеристики, как диаметр и мощность заточного круга. Данные параметры взаимосвязаны между собой, то есть чем больше диаметр абразивного круга, тем двигатель нужен мощнее. Подробней рассмотрим их.

Диаметр круга бывает большим — 200 миллиметров, средним — 150-175 миллиметров и маленьким — 125 миллиметров. Конечно, зависит все от характера самих выполняемых работ. Например, для заточки лопаты или топора нужно иметь наждак мощней, чтобы диаметр был хотя бы 175-200 миллиметров, а для заточки кухонных ножей подойдет наждак с диаметром самого круга 125 миллиметров.
Нужно заметить, что для использования в быту помимо небольших кругов выпускают также круги, что отличаются большим диаметром, и которые ставят на большие станки. У таких кругов посадка 76 миллиметров, 127 миллиметров и 203 миллиметра, а диаметры достигают 250 миллиметров, 300 миллиметров, 350 миллиметров и 400 миллиметров. Это дорогие, большие и тяжелые круги, предназначенные для производства.
Мощность
Чем электрическое точило имеет больше мощность, тем использовать на нем можно более жесткие и грубые материалы. В предоставленных в продаже бытовых моделях — самая разная потребляемая мощность, но в среднем равна 150-250 Вт. Также бывают модели, мощность которых 120 Вт, а наибольшая мощность подвесного наждака может составлять 400 Вт.

При заточке лопаты или топора нужно давить на круг сильнее, чем при заточке ножа, так как с такой задачей не справиться маломощному двигателю: при сильном нажатии круг будет останавливаться, и это плохо скажется на сроке эксплуатации. Из этого понятно, чем крупнее и тяжелея деталь, тем нужен мощнее заточный станок.
Посадка наждака
Посадкой наждака является внутреннее отверстие его заточного круга. На сегодняшний момент известно несколько определенных стандартов посадки. Наиболее распространенная посадка равна 32 миллиметрам, очень легко найти абразивный круг с таким внутренним диаметром. Также бывают заточные круги с посадкой на 20 миллиметров, 12,7 миллиметров и 16 миллиметров, которые встречаются в продаже реже.

Наждак нужно закрепить перед началом работы на стол, крепежные болты имеются в комплекте, для того чтобы наждак не «ездил» по столу во время работы. Не лишним также будет установка защиты, которая находится в комплекте. Во избежание травм глаз работать нужно в специальных защитных очках. К вращающемуся заточному кругу подводить заготовку следует обязательно только под острым углом, иначе может заготовку вырвать из рук.
Зернистость кругов
Много людей при покупке кругов на наждак не знают, как маркируют зернистость. Зерно шлифовальных кругов может быть маркировки 40, 25, 16, 12, 8. Самое крупное — это 40, а наиболее мелкое — 8. Также помимо цифр могут быть буквы СМ, что означают средне-мягкий круг, который не является слишком дорогим и пользуется большой популярность среди покупателей. Чуть реже можно увидеть в продаже зерно СТ (круг средне-твердый), его стоимость заметно больше, однако и намного выше стойкость к истиранию.
Мелкое зерно (12, 16) лучше, конечно, брать для точной заточки. Довольно часто приобретают круги для заточки коньков 150 8 32 12 СМ — это круги с диаметром 150 миллиметров, посадкой 32 миллиметра, толщиной всего 8 миллиметров, зерно мелкое, что дает возможность просто идеально заточить инструмент.
К примеру, для установки наждачного круга (150 миллиметров) покупать лучше всего стандартный круг для наждака 150 20 32 25 СМ, то есть с диаметром 150 миллиметров, посадкой 32 миллиметра, шириной круга 20 миллиметров. Круги с зернистостью 25 подойдут как для заточки крупного инструмента – топоров, так для и более мелкого – ножниц, ножей. В быту также подойдет для использования стандартный средне-мягкий круг (СМ).
Производители
На сегодняшний день рынок довольно насыщен электрическими точилами различных производителей. Прекрасно себя зарекомендовали «Кратон» и «Зубр». Судя по отзывам данных фирм, они выпускают довольно качественные наждаки. Такие наждаки можно смело приобрести в свое хозяйство.
Теперь вы знаете, какой выбрать наждак для домашнего использования. Для начала определитесь, какие изделие преимущественно вы будете затачивать, затем обратите внимание на мощность аппарата. Не забудьте присмотреться к абразивным кругам, ведь они имеют разный диаметр, толщину, посадку и зернистость, а поэтому каждый из них используют в отдельных ситуациях.
Абразивные круги их типы и характеристики
Заготовки из металла и других материалов перед тем, как выпустить в продажу обрабатывают. Чтобы поверхность изделия была очень ровной и гладкой используют абразивные шлифовальные круги. С их помощью материал шлифуется и приобретает идеальный блеск и гладкость.
Где применяются абразивные шлифовальные круги

Используются абразивные шлифовальные круги в разных сферах. Изделия полируются для того чтобы у них был красивый внешний вид, не загрязнялась поверхность и элементы декора гармонировали. Такие изделия стоят дороже, более востребованы на рынке и применяются в быту, на промышленном производстве и для различной отделки.
Сферы применения
- ювелирное производство;
- сантехника;
- аксессуары и часы (+механизм);
- обработка камней (полировка);
- строительные изделия;
- декор и производство мебели;
- ремонтные и строительные работы;
- изготовление дверей, остекления, перегородок и т.д.
Еще эти изделия отличаются формой, размером, цветом и поверхностью. Потому что они могут предназначаться для разной шлифовки и изделий.
Кроме того, с помощью шлифовальных абразивных кругов легко и удобно очищать изделия от ржавчины. Но только в том случае, если деталь не прогнила и имеет крепкое основание.
Какие материалы можно шлифовать, а кроме того и полировать с помощью абразивных кругов и насадок:
- бетонные стены;
- дерево;
- различные сплавы, имеющие более мягкую структуру;
- пластик;
- полудрагоценные и недрагоценные камни;
- цветные металлы.
Как пользоваться шлифовальными кругами
Они могут быть большими и маленькими, жесткими и мягкими. Круг надевается на шлифовальную машину, закрепляется и начинается механический процесс обработки. Иногда круги применяют вручную и шлифуют ими очень мелкие детали или слишком тонкие, хрупкие. Для различной сложности работ имеются разные насадки.
- Больше всего шлифовальные абразивные круги пользуются популярностью среди ювелиров и в строительстве. Где необходимо очищать и полировать поверхности.
Шлифовальные насадки можно устанавливать не только на специальную машину, а так же еще и на дрель. Таким способом пользуются мастера при отделочных работах. Например, перед укладкой плитки или для выравнивания стен пред покраской и т.д.
- Таким же образом, можно очищать нормальные и пригодные поверхности от загрязнений: капель краски, коррозии, ржавчины и прочего.
Отсюда следует, что шлифовальные абразивные круги имеют широкий спектр применения.
Типы и характеристики

Если вам необходимо отшлифовать изделие, то нужно правильно подобрать насадку – абразивный круг. Чтобы работа происходила быстро и с удобством нужно определить вид работы и тип предназначения насадки. Для этого, конечно, потребуется немного, всего лишь знать, какой материал у детали и состав поверхности.
- Кольцевой или прямой профиль шлифовальных кругов используется:
- для внутренних работ (по дому);
- заточных операций;
- при работе с камнем;
- на малых станках для металлов;
- при работе со стеклом;
- с фарфором.
Плюс, подобрать можно насадки с 1 или 2-х сторонней выточкой. Они применяются при необходимости шлифовки, когда происходят обдирочные работы. Так же прямые или кольцевые профили могут использоваться торцевой поверхностью при необходимости действий заточных операций.
- Конические круги применяются для любых работ и материалов, но при условии, что это детали с плоской поверхностью. Эти шлифовальные круги более востребованы среди остальных, так как они бывают 2-х сторонними и простыми. Они отлично подходят для работ, где необходимо сделать выемку на любом материале.
- Круг с тарельчатыми насадками или его еще называют шлифовальный чашечный круг, идет с насадками, напоминающими тарелки. С их помощью можно проделывать на изделии ямки, или проникать для шлифовки во впадинки на изделиях и деталях. Изготовлены чашечные круги из металла и имеют алмазное покрытие. Ими можно шлифовать боковые места и изменять углы наклона.
- Абразивные круги из карбида кремния делятся на два типа:
- зеленые – не предназначены для работ, где требуется шлифовать сложные поверхности, эти насадки больше полируют и подходят для мелких деталей;
- черные более крепкие, они применяются для средних деталей и отлично шлифуют.
Карбид кремния, сам по себе довольно хрупкий в отношении шлифовки бетона или твердого металла.
Изготавливаются абразивные круги из разного материала, который может быть более плотным или менее крепким. Так же, стоит обратить внимание и на поверхность кругов, одни имеют более шероховатую, а другие более гладкую.
Круги могут быть:
- цельными;
- с насадками цельными;
- с насадками с покрытием;
- с насадками имеющими запрессованный сердечник.
Самыми прочными можно назвать круги эльбор и при этом в отличие от алмазной поверхности, они не настолько жестко и грубо шлифуют изделия. А наоборот мягко, гладко и аккуратно происходит обработка и заточка. Такие круги подходят для твердых и жестких поверхностей, где требуется идеальная шлифовка.
Бакелитовые шлифовальные круги

Бакелитовые шлифовальные круги – это те, которые имеют алмазное напыление. Они более дорогие, но при этом ими пользуется большинство профессиональных мастеров, и они зачастую применяются на производстве. Напыление наносится на бакелитовый круг тоненьким слоем, который сильно шершавый, что позволяет работать с разными материалами средней прочности. При этом бакелитовые круги быстро устраняют неровности на поверхностях и шлифуют их, при необходимости можно сменить насадку на менее шершавую и отполировать деталь до идеального блеска и гладкости.
Сами насадки с алмазным покрытием очень востребованы и приобретаются многими. Бакелит – искусственная смола. Отсюда и название кругов, которые более легкие, чем металлические. Поэтом, если работа предстоит руками и объем большой, то использовать бакелитовые круги гораздо удобнее.
На производстве, где есть необходимость частой смены насадок, то же предпочтение отдается бакелитовым кругам.
Безусловным плюсом становится и то, что эти круги не нагреваются сильно при затачивании металлических изделий или деталей. Поэтому здесь меньше риск нагрева и пережога детали, а так же эти круги обладают свойством самозатачивания во время обработки. Это отличный вариант шлифовки по металлу.
Вулканитовые шлифовальные круги
Круги на вулканитовой связке, будут мягче, чем бакелитовые. Потом что они делаются с применением вулканизации. Основа же круга – это синтетический термообработанный каучук. Отсюда и название такое. По сравнению с керамическими кругами, вулканитовые стоят дороже. Они более выносливы и упруги, дольше используются и износостойки.
Обработка с их помощью происходит мягко и быстро, применяют их для работы с материалами, где необходимо минимизировать возможность перегрева или нагрева, потому что они обладают свойством охлаждения.
Как выбрать шлифовальный круг

Выбирая шлифовальный круг, стоит обратить внимание на то, какой он по твердости в соотношении к обрабатываемой детали или поверхности. Он должен быть тверже, чем само изделие, при этом не слишком сильно. Если насадка будет намного тверже или мягче, то поверхность или сам круг просто перегреются и не исключено, что произойдет обжиг детали.
Размер тоже имеет значение, естественно, большой шлифовальный круг не подходит для мелких деталей, а мелким крупные изделия придется долго и утомительно сглаживать.
Обычно очень мелкие круги применяют для полировки деталей, их так и называют – полировочные насадки. Чтобы получить глянец на мелких деталях, используют фибровый круг. И еще чашечные насадки мелких размеров применяют для выравнивания поверхностей.


Для работы с крупными предметами и их поверхностями используют от средних и до самых больших размеров абразивные круги из разного материала и способов изготовления. Мелкие круги будут очень быстро изнашиваться при работе с большими плитами, стенами, трубами и т.д. Для таких больших изделий необходимо брать абразивные круги соответствующего размера. Тогда работа будет происходить быстро и гораздо легче, буквально в несколько оборотов изделие можно будет очистить или выровнять и отшлифовать. При необходимости полировка делается так же, с использованием крупных полировочных насадок!

