
Заточка инструмента: способы, как проверить ее качество
Заточка инструмента
1. Основные сведения о заточке
В процессе выполнения работы появляется необходимость заточить затупившийся инструмент — разметочный инструмент, шаберы, зубила, токарные резцы, сверла, развертки, фрезы и т.д. Сложный инструмент (фрезы, метчики, развертки, зенкеры и т.п.) для заточки нуждается в специальной оснастке, которая устанавливается на специальном заточном станке, на котором работает соответствующей квалификации рабочий. Менее сложный инструмент (чертилки, зубила, шаберы, токарные резцы, сверла и т.п.) каждый специалист может заточить самостоятельно на универсальном заточном станке.
На рис. 1. показан точильно-шлифовальный станок, модель ЗБ633, предназначенный для заточки инструмента вручную. Станок состоит из станины и шлифовальной головки со встроенным двухскоростным электродвигателем.
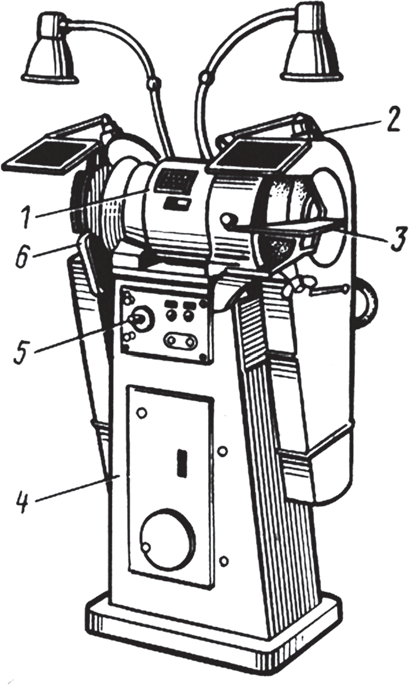
Рис. 1. Точильно-шлифовальный станок: 1 — шлифовальная головка; 2 — защитный экран; 3 — поворотный столик; 4 — станина; 5- пульт управления; 6- подручник
На выходящих концах вала ротора электродвигателя крепятся шлифовальные круги, которые закрываются кожухами с защитными экранами. Станок оснащен поворотным столиком или подручником для ycтановки резца. В станине станка размещаются электрошкаф и панель управления.
Точильно-шлифовальные станки в зависимости он назначения и по размерам шлифовальных кругов можно разделить на три группы: малые станки с кругами диаметром 100–175 мм для заточки мелкого инструмента; средние станки с кругами диаметром 200–350 мм для заточки основных типов резцов и другого инструмента; крупные с кругами диаметром 400 мм и более.
Обычно на точильно-шлифовальном станке устанавливают шлифовальные круги разных характеристик. Это позволяет производить предварительную и окончательную заточку инструмента. Скорость шлифовального круга 30–35 м/с. Перед заточкой рабочая поверхность круга должна быть заправлена так, чтобы образующая круга была расположена параллельно оси вращения и была ровной без выступов и углублений.
Универсально-заточные станки широко применяют для заточки слесарного инструмента, токарных резцов и сверл и др. Перед заточкой инструмента проверяют исправность точильно-шлифовального станка, состояние ограждений, местного освещения, прочность, точность установки абразивного круга (зазор между кругом и подручником должен составлять 2…3 мм), надежность крепления подручника, наличие экрана и т.п. и емкости с водой для охлаждения затачиваемого инструмента.
Перед включением станка опускают и закрепляют экран в нужном положении или надевают защитные очки.
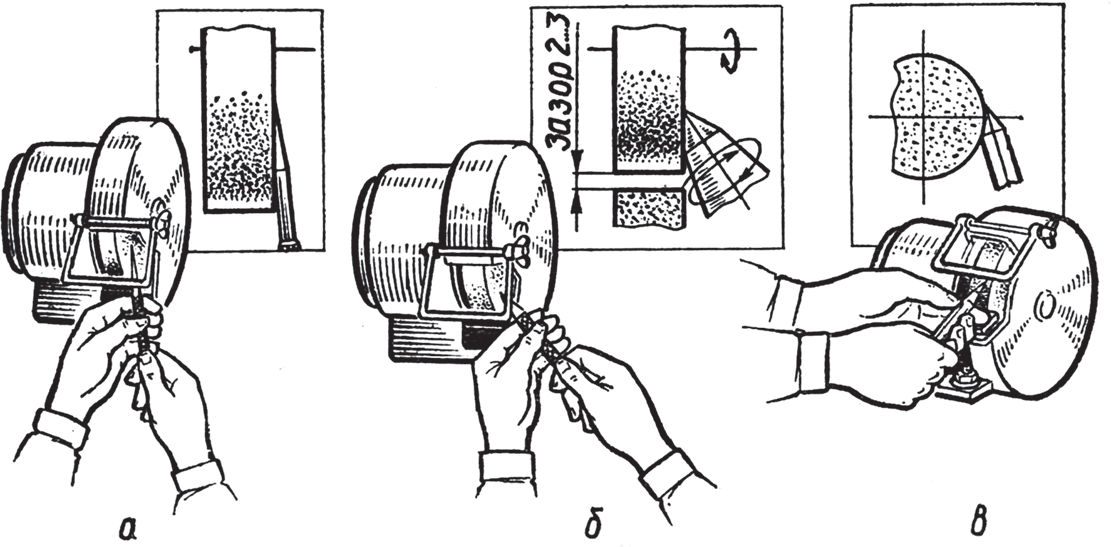
Рис. 2. Приемы заточки разметочных инструментов: а — заточка чертилки; б — заточка кернера; в — заточка ножек циркуля
При заточке чертилки (рис. 2, а) берут ее левой рукой за середину, а правой рукой за конец, противоположный затачиваемому. Затачиваемый конец чертилки располагают под углом 15–20o к периферии абразивного круга и с легким нажимом равномерно вращают ее пальцами правой руки. Для предохранения от перегрева острия чертилки его периодически охлаждают окунанием в воду.
Длина заточенного острия чертилки должна составлять примерно 20 мм.
Заточку кернера (рис. 2, б) выполняют аналогично заточке чертилки, но затачиваемый конец кернера располагают под углом 30o к периферии абразивного круга. Угол заточки кернера проверяют шаблоном. При этом обращают внимание на то, чтобы не было смещения заточенной части относительно оси корпуса кернера.
Для заточки ножки циркуля (рис. 2, в) сводят так, чтобы они находились в плотном соприкосновении. Затем циркуль берут левой рукой за середину, ниже дуги со стопорным винтом, а правой — за шарнирное соединение ножек; располагают ножки циркуля под необходимым углом (примерно 25–30o) по отношению к абразивному кругу; затачивают конец одной ножки, а затем, изменив положение ножек, — затачивают конец второй ножки; углы ножек должны быть симметричными при одинаковой длине ножек и плотном соприкосновении их плоскостей; острые концы ножек доводят на абразивном бруске и снимают заусенцы на боковых гранях и внутренних плоскостях. При заточке зубила или крейцмейселя (рис. 3) по поверхностям на заданный угол заострения столик или подручник поворачивают на половину заданного угла и закрепляют в непосредственной близости к кругу с зазором 2–3 мм не более. Зубило или крейцмейсель устанавливают на поворотный столик или подручник и, не отрывая от поверхности столика, аккуратно вручную прижимают обрабатываемой поверхностью к шлифовальному кругу и, сохраняя его ориентацию, перемещают по столику параллельно образующей круга (аналогично перемещению токарного резца при его заточке по задней поверхности). Инструмент периодически необходимо поворачивать на 180o, следя за симметричностью режущей кромки лезвия относительно средней части зубила.
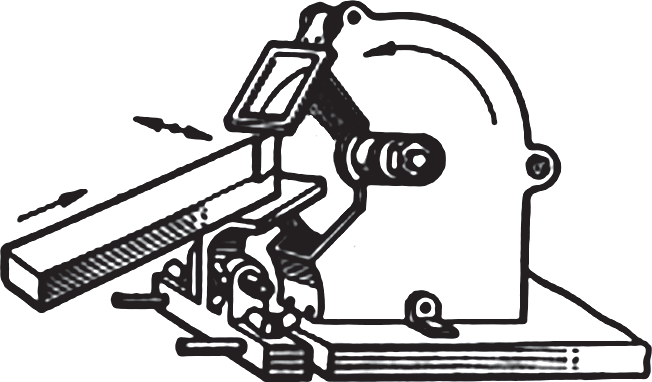
Рис. 3. Перемещение резца на точильно-шлифовальном станке при заточке по задней поверхности
С увеличением усилия прижима инструмента к шлифовальному кругу возрастает производительность труда, но одновременно появляется опасность возникновения прижогов и трещин. Обычно усилие прижима не превышает 20–30, с охлаждением водой, в которую добавлено 5% соды.
Правильность заточки зубила или крейцмейселя проверяют шаблонами (рис. 4) и приборами для измерения углов.
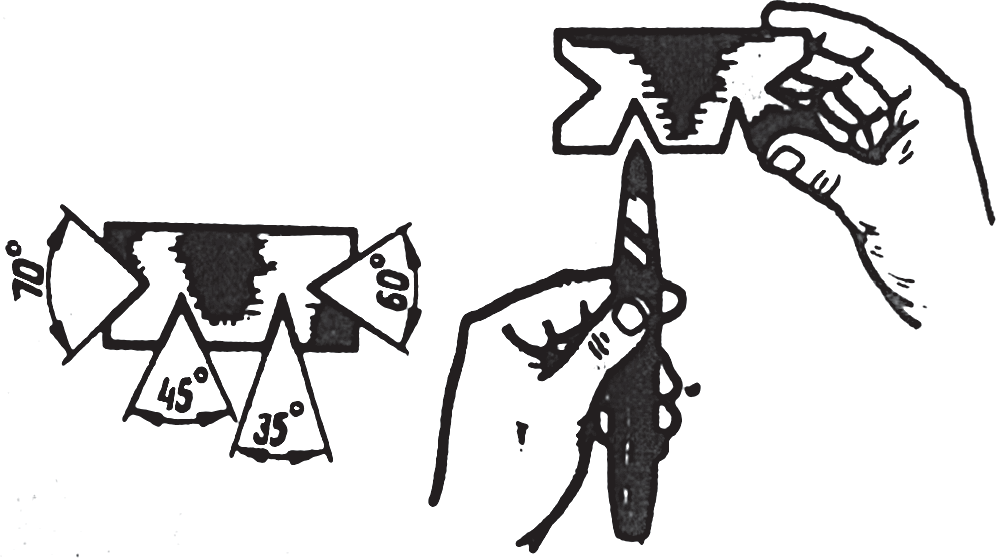
Рис. 4. Измерение шаблонами углов заточки зубил
2. Заточка сверл
Сверло затачивают по задней поверхности, для чего прижимают его к шлифовальному кругу и одновременно поворачивают, как показано на рис. 5.
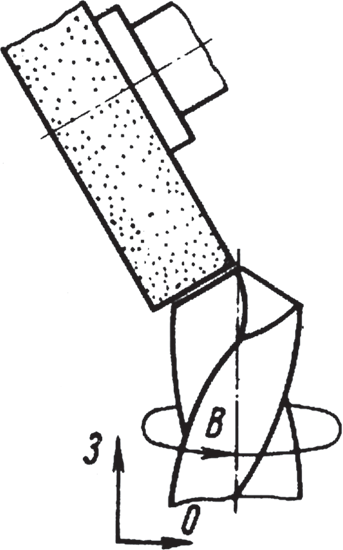
Рис. 5. Заточка сверла по задней поверхности: в — вращение сверла; о — осциллирование; з — затылование
Целесообразно сначала затачивать поверхность около режущей кромки, а затем — поверхность, расположенную под большим задним углом. У твердосплавных сверл сначала затачивают пластину, а затем корпус сверла.
Затачивание вручную (при определенном навыке) обеспечивает равенство двух режущих кромок сверла по длине, равенство углов φ, а также постоянство заднего угла по всей длине режущего зуба.
У поперечной кромки сверла отрицательные передние углы, поэтому она не режет, а скоблит металл.
Для уменьшения вредного влияния поперечной кромки, проявляющегося в большом сопротивлении подаче, у сверл диаметром более 15 мм поперечную кромку подтачивают на круге малого диаметра. Углы сверла измеряют с помощью универсального угломера (рис. 6).
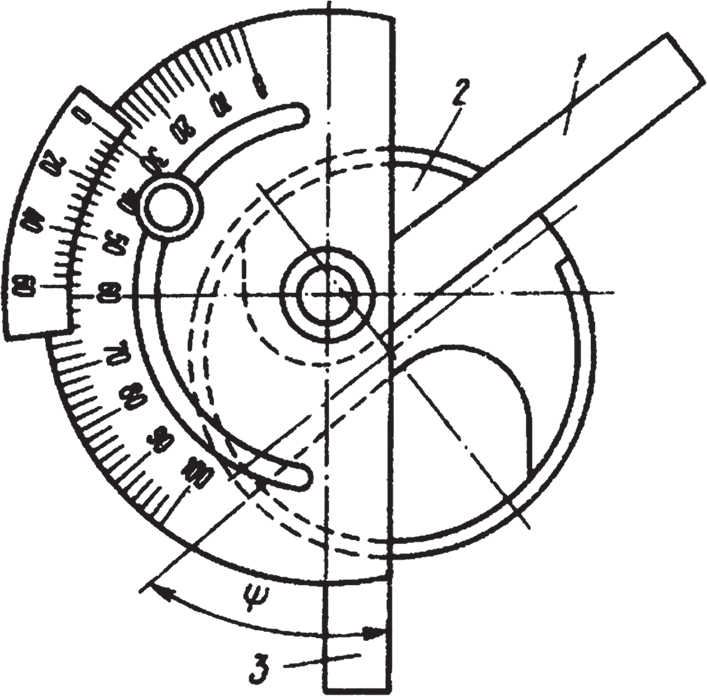
Рис. 6. Измерение угла Ψ при вершине сверла угломером: 1 и 3 — планки угломера; 2 — сверло
Симметричность заточки задних поверхностей означает, что задняя поверхность одного зуба (пера) после поворота вокруг оси сверла на 180o полностью совпадает с задней поверхностью другого зуба.
При точном изготовлении канавок симметричность заточки оценивается по параметрам расположения главных кромок в одном из следующих сочетаний (рис. 7): разность углов φ1 и φ2 и отклонение от центра поперечной кромки ек; осевое биение периферийных точек главных кромок бн и отклонение от центра поперечной кромки ек; осевое биение в средних точках главных кромок бс.
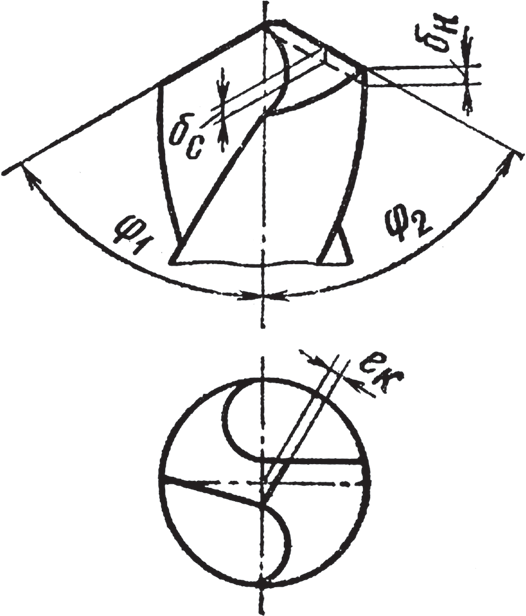
Рис. 7. Параметры, характеризующие несимметричность заточки сверл
Спиральные сверла затачивают преимущественно по задней поверхности. Сверла диаметром более 6 мм часто затачивают с двойной заточкой и подточкой поперечной кромки. Иногда подтачивают переднюю поверхность канавок и заднюю поверхность ленточек.
При конической заточке (рис. 8, а) задняя поверхность каждого зуба оформляется как часть конуса. При заточке сверло покачивается вокруг оси, скрещивающейся с осью сверла.
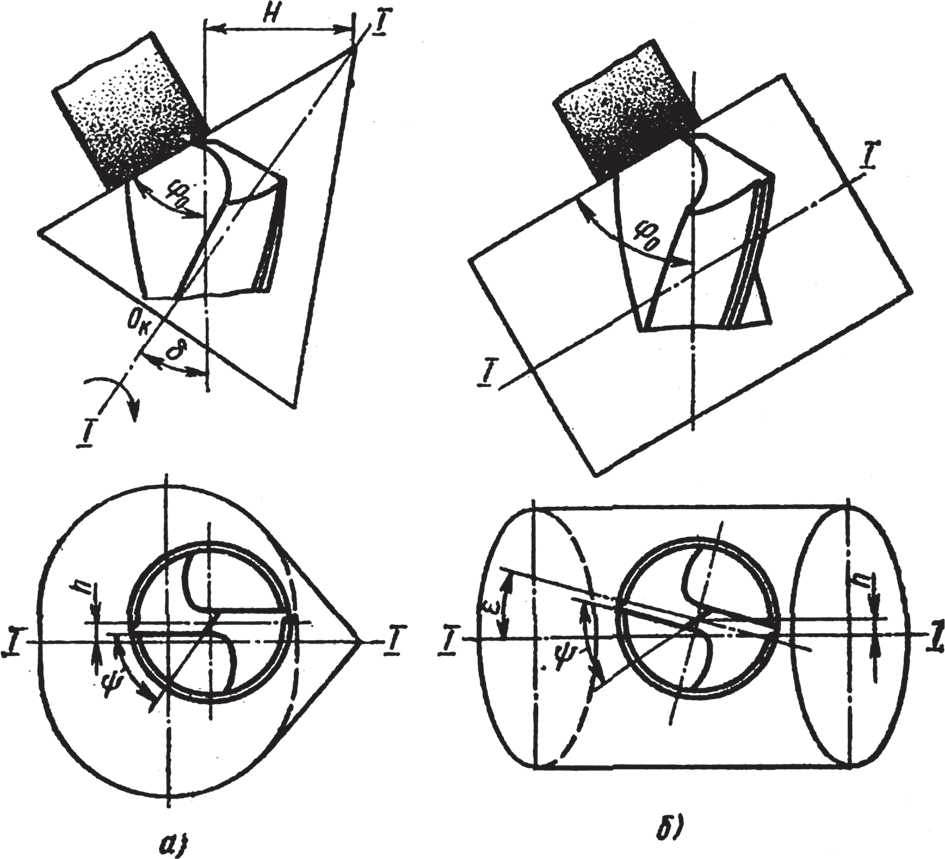
Рис. 8. Коническая (а) и цилиндрическая (б) заточка сверла
Параметры конической заточки:
h – расстояние между осью сверла и осью качания (с увеличением h возрастает задний угол α); Н – расстояние между вершиной конуса заточки и осью сверла; ε – угол разворота сверла; φо – угол установки сверла, измеряемый между осью сверла и плоскостью шлифовального круга. Угол установки всегда несколько меньше, чем φ — половина угла сверла при вершине.
Цилиндрическая заточка (рис. 8, б) является частным случаем конической, когда угол при вершине конуса равен нулю.
При винтовой заточке (рис. 9) сверло вращается вокруг своей оси и перемещается под некоторым углом β к ней при неизменном угле φо. Поступательное перемещение под углом к оси сверла обычно получают сложением двух движений – затылования и осцилляции.
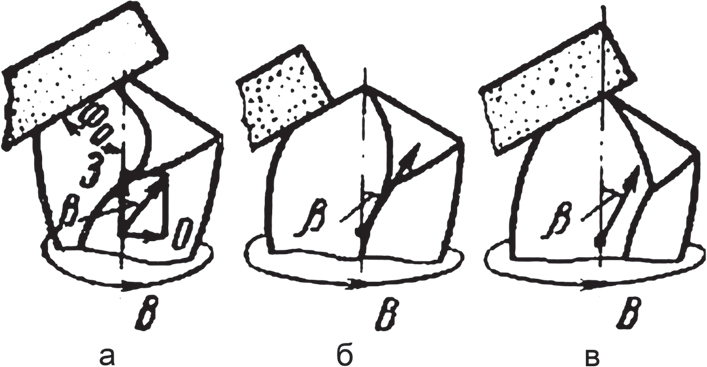
Рис. 9. Винтовая заточка сверла: а — начальное положение; б — конечное положение при заточке с заострением; в — конечное положение при заточке без заострения; З — затылование; О — осцилляция; В — вращение сверла
При винтовой заточке с заострением в начальный момент заточки ось сверла не выходит из контакта со шлифовальным кругом, а в конечный – находится за пределами угловой кромки круга, которая производит заострение поперечной кромки сверла.
При винтовой заточке без заострения ось сверла никогда не выходит за пределы угловой кромки круга. Деление осуществляется кинематически за счет того, что на каждый оборот сверла приходится два цикла возвратно-поступательных движений.
При сложно-винтовой заточке (рис. 10) сверло вращается вокруг своей оси, перемещается вдоль нее и покачивается вокруг оси, перпендикулярной оси сверла. Угол φо между осью сверла и плоскостью шлифовального круга в ходе заточки постепенно уменьшается на 4–6°.
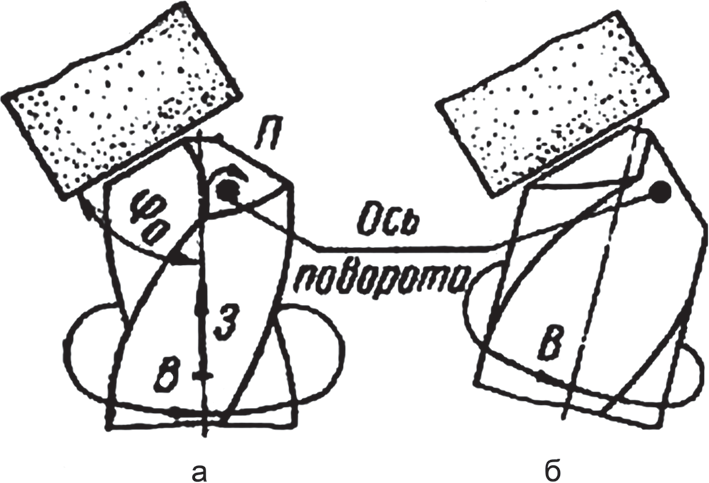
Рис. 10. Сложно-винтовая заточка сверла: а — начальное положение; б — кoнечное положение; 3- затылование; П — поворот; В — вращение
Это облегчает формирование поперечной кромки, улучшает спад задней поверхности. На каждый оборот сверла приходится два цикла движений затылования и поворота, т.е. обеспечивается кинематическое деление. При винтовой и сложной винтовой заточке большему ходу затылования соответствует больший задний угол.
Сверла затачивают, не доводя режущие кромки до полного затупления, о котором судят по звуку, напоминающему свист. Затачивают их на заточных станках, обычных станках с приспособлением или вручную.
При заточке вручную сверло держат левой рукой за рабочую часть возможно ближе к режущим кромкам, а правой – за хвостовик. Прижимая режущую кромку сверла к боковой поверхности круга, плавным движением правой руки покачивают сверло, добиваясь, чтобы его задняя поверхность получила правильный наклон и приняла надлежащую форму.
После заточки задней поверхности режущие кромки сверла должны быть прямолинейными. Заточку сверла проверяют шаблоном (рис. 11). Правильно заточенное сверло должно иметь равную длину режущих кромок и равные углы заточки. В противном случае отверстие получается увеличенного диаметра и с искривленной осью, а режущие кромки быстро затупляются.
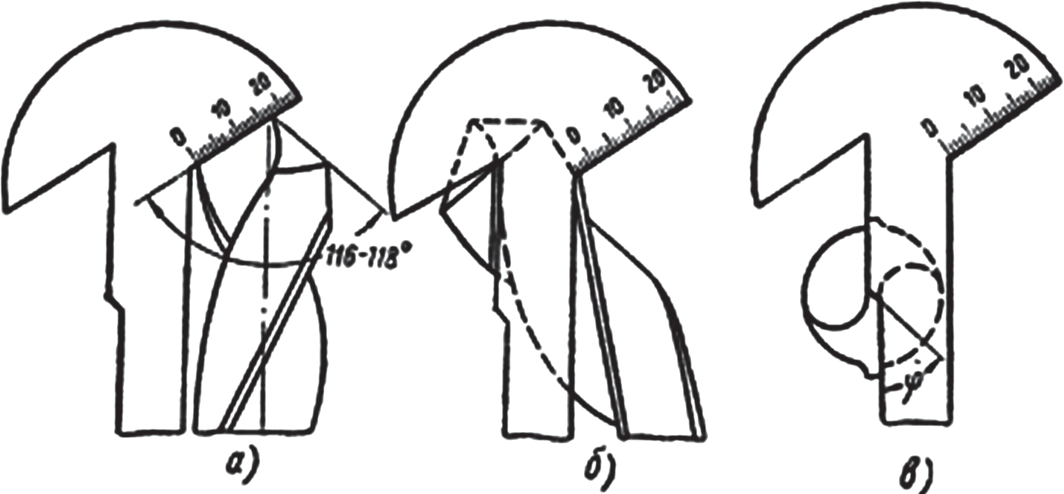
Рис. 11. Проверка правильности заточки сверл: а — длины и угла наклона режущей кромки; б -задней поверхности; в — угла наклона поперечной кромки
Существуют различные формы заточки сверл (рис. 12). В некоторых из них улучшают (подтачивают) поперечную кромку и ленточку. При нормальной (одинарной) заточке на режущей части сверла получают одну поперечную и две режущие кромки (рис. 12, а), при двойной – одну поперечную и четыре режущие кромки в виде ломаных линий (рис. 12, б). Подточкой уменьшают длину поперечной кромки по мере стачивания режущей части сверла, без подточки эта длина постепенно возрастает. Подточкой уменьшают и ширину ленточки у режущей части сверла.
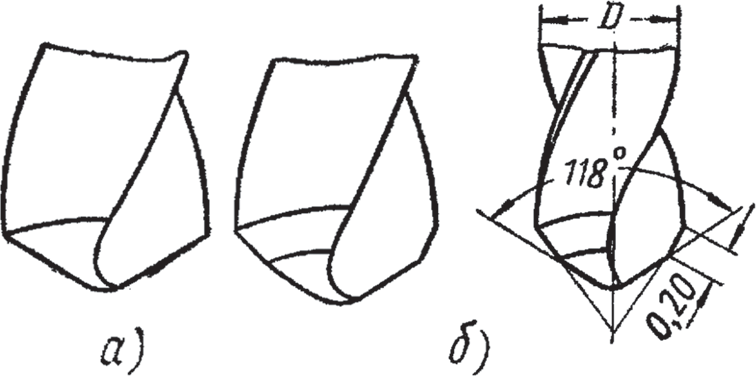
Рис. 12. Виды заточки сверл: а — одинарная (нормальная); б — двойная
Дефекты, которые могут получаться при ручной заточке сверл, и их влияние на качество сверления:
- Длина режущих кромок не одинакова, середина поперечной кромки не совпадает с осью сверла. Сверло отклоняется в сторону от оси вращения аа в положение bb, отверстие получается большего диаметра по сравнению с диаметром сверла. Сверло бьет и может сломаться.
- Режущие кромки заточены под различными углами к оси сверла, но середина поперечной кромки совпадает с осью сверла. Стружку снимает только одна кромка сверла. Под влиянием односторонней нагрузки режущей кромки сверло отклоняется в сторону, в результате чего диаметр отверстия увеличивается.
- Режущие кромки не равны по длине и имеют разный наклон к оси сверла.
Влияние на точность сверления, так как середина поперечной кромки смещается от оси сверла и сверло вращается около смещенной оси.
3. Правила безопасности при заточке инструмента
Перед тем как приступить к заточке инструмента, необходимо убедиться в полной исправности всех механизмов и устройств заточного станка, в том числе в исправности и закреплении кругов и их кожухов.
Особое внимание должно быть обращено на кожух круга. Угол раскрытия кожуха для точильно-шлифовальных станков не должен превышать 90°, причем угол раскрытия по отношению к горизонтальной линии не должен превышать 65° (рис. 13).
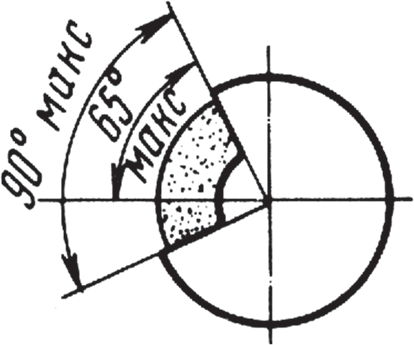
Рис. 13. Углы раскрытия кожуха шлифовального круга
Зазор между подручником и шлифовальным кругом не должен быть более 3 мм. Подручник по высоте устанавливают так, чтобы точка касания затачиваемой поверхности инструмента о поверхность круга находилась на уровне оси шпинделя станка или несколько выше, но не более 10 мм.
Направление вращения круга должно быть таким, чтобы инструмент прижимался к подручнику и искры летели вниз. Это правило должно соблюдаться при заточке и доводке всех видов инструмента.
Заточку инструмента необходимо выполнять в защитных очках или при опущенном защитном экране станка.
Статьи
Заточка инструмента. Основы.

Заточка инструмента состоит из двух основных операций операций.
Задача первой операции по заточке инструмента — добиться ровной плоскости стачивания (она называется фаской) без заваливания её на самой кромке и без пережога стали. При этой операции стачивают металл с одной стороны режущей части инструмента (как у стамесок) или с двух её сторон (как у ножа) с образованием требуемой для данного инструмента формы лезвия. Другая задача первой операции — поставить фаску под определенным углом по отношению ко второй плоскости (пласти или фаске) при жале лезвия, требуемым именно для данного инструмента.
Этот угол, называемый углом заточки, бывает различным: 7-8° у ножа, 15-25° у стамесок, 37-42° у рубанков и 50-53° у специального рубанка — шлифтика.
Угол заточки инструмента можно задавать и контролировать с помощью ручных угломеров или электронных, типа AngleCube.
Угол заточки инструмента находится в строгой зависимости от угла наклона режущей грани (плоскости) лезвия по отношению к поверхности древесины, что определяется сложной формулой. Если в таких инструментах, как нож, стамески, топоры, мы можем к углу наклона режущей грани приспособиться в процессе работы, а значит, и угол заточки при лезвии может варьироваться в зависимости от потребности (срезания древесины вручную или ударами молотком, киянкой), то в других инструментах, например рубанках, этот угол заточки должен быть выдержан строже.
Задача второй операции по заточке инструмента — правки — не испортить (не завалить) угол заточки и добиться острого жала лезвия (режущей кромки определенного радиуса), что связано со снятием с него неровностей, мелких зазубрин, заусенцев, с полировкой до блеска обеих поверхностей лезвия.
Первую операцию выполняют, как правило, на заточном станке — вращающемся абразивном круге. Заканчивают её вручную на большом заточном камне. Доводить заточку лезвия на точиле до остроты опасно, так как в этом случае трудно контролировать перегрев стали при больших оборотах круга, когда неожиданно на тонкой кромке лезвия при точении появляется цвет побежалости — признак того, что прочность стали нарушена и заточка испорчена. Такое место придется полностью срезать на том же точиле и сделать заточку заново.
Для того чтобы уменьшить последующую ручную работу на бруске, стараются на точиле максимально снять металл по всей фаске, кроме её кромки, что делать нетрудно на точиле цилиндрической формы: она позволяет выемкой на фаске убрать лишний металл со всей её середины. Чтобы сталь не перегрелась, инструмент периодически макают в воду и само точило также пропитывают водой. Исчезновение капелек воды на кончике лезвия или их закипание — признак того, что пора его опустить в воду. Начинающему заточнику целесообразно затачивать инструмент на точиле так, чтобы круг вращался не навстречу лезвию, а наоборот или под некоторым углом к нему (в разных направлениях). Так меньше опасности при неверном движении врезаться точилом в лезвие и испортить всю работу. Однако во всей литературе рекомендуется любой инструмент затачивать на точиле только при его вращении навстречу лезвию. Но это правило подходит только для специалиста или мастера, имеющего большой опыт заточки.
Несомненно, что при движении поверхности круга навстречу лезвию его заострение получается лучше: меньше происходит выкрашивание частиц металла на самой кромке лезвия — они как бы прижимаются при вращении, а не отрываются от него, когда движение точила происходит от лезвия. Также при этом не получаются столь большие заусенцы, как при затачивании «по лезвию», где больше возможностей для загиба кромки, что и дает заусенец. Кроме того, при строгом соблюдении правил заточки инструмента навстречу лезвию, если он точно зафиксирован (при помощи специального упора или тренированными руками), получается и четко поставленная грань лезвия. Таковы положительные стороны заточки методом навстречу лезвию. Но в нем есть и отрицательные стороны, весомость которых более существенна, особенно для начинающего точильщика. Главный недостаток — это то, что мы не можем доводить заточку до острого жала лезвия, так как при этом слишком велика опасность сжечь его. Доводить до нужной остроты лезвие инструмента можно только на водяном точиле (таком как Tormek), скорость вращения которого очень маленькая (при увеличении скорости вода заливает руки). На всех других механических точилах заточка ведется без воды. Но и после водяного точила лезвие получается острым только за счет хорошего угла заточки и четко поставленных граней. На самом же деле оно иссечено зазубринами от песчинок абразива и представляет собой как бы пилку с очень мелкими зубчиками. Такое лезвие будет резать древесину, но след среза будет неровным, не блестящим. Лезвию потребуется основательная правка — полное снятие жала и формирование нового.
Для того чтобы довести до конца заточку инструмента на жестком бруске, лучше зажать брусок в тисках или закрепить на верстаке. Тогда работу можно будет вести с прижимом, двумя руками. Брусок предварительно, а затем периодически надо промывать водой с мылом с помощью щетки, так как он засаливается и забивается мелкими металлическими опилками и абразивной пылью, хорошо его пропитывать водой. В процессе работы поверхность бруска удобнее протирать мокрой тряпкой. Именно при таких условиях поверхность бруска хорошо стачивает металл.
Затачивая инструмент, нужно особенно следить, чтобы фаска соприкасалась с поверхностью бруска всей плоскостью, чтобы не испортить угол заточки. Водить инструментом по бруску можно в любом направлении, но по мере заострения лезвия и появления на нем заусенца — тонкой блестящей полоски загибаемого металла на жале лезвия — с направлением движений при заточке следует поступать более осторожно. Во избежание риска врезаться в абразив лезвием инструмента лучше полностью прекратить его движение навстречу и вдоль лезвия. Предпочтительнее делать движения под углом 45° как в одну, так и в другую сторону по отношению к кромке лезвия, в направлении от него. Именно таким образом мы уменьшаем усилие, которое загибает жало лезвия в заусенец. Подобный метод заточки подтверждается практикой опытных мастеров. Известно, что парикмахеры подобным образом правят опасные бритвы.
Вторую операцию заточки — правку — выполняют сначала на мелкозернистом бруске или специальной заправочной доске, затем на оселке или на гладком, затертом при заточке месте заправочной доски, иногда на оселке или заправочной доске, обтянутой кожей, с применением специальной пасты.
Заправочная доска обклеена мелкой наждачной бумагой (лучше шкуркой на ткани). Края её приклеены встык на одной из узких сторон доски. Одну сторону заправочной доски стоит предварительно скруглить, причём с разной кривизной вдоль по кромке. На ней мы будем делать правку вогнутой пласти полукруглых стамесок. При правке на оселке можно делать сначала и круговые движения инструментом (например, стамеской), акцентируя усилия при движении от лезвия, но на заправочной доске надо сразу же остерегаться делать движения навстречу лезвию: мягкая ткань или бумага шкурки от нажима хоть незначительно, но прогибается и лезвие «атакует» наждачную поверхность под большим углом, что приведет к заваливанию фаски, т.е. к изменению угла заточки. Также по вышеописанным причинам лезвие может быть испорчено от задевания за неровности на поверхности затачивания. Например, при заточке на заправочной доске ножа навстречу лезвию случается даже, что он срезает часть наклеенной шкурки.
Во время правки надо периодически поворачивать инструмент с одной стороны на другую, пока обе грани лезвия не будут отполированы до блеска, а заусенец не исчезнет полностью. По мере окончания правки движения руки должны становиться все более частыми и легкими, также и затачиваемые грани менять нужно чаще чаще.
После правки надо сделать пробную резьбу, испытав инструмент в приемах резания вдоль и поперек древесины, особенно твёрдой. Вполне вероятно, что лезвие инструмента при этом «сядет» и не даст желаемого результата. Это не всегда является признаком плохой стали, а скорее всего это результат выгорания углерода из кромки лезвия при закалке, о чем мы говорили выше. Правда, такое случается и с инструментом, не подвергавшимся термической обработке. Во всяком случае, необходимо снова его подправить и проверить, пока режущая кромка не устоится.
Хорошо заточенный инструмент служит долго и не требует частой заправки. Его подправляют только после многочасовой работы. Для более скорого достижения результата, если инструмент уже давно используется, можно при заправке слегка усилить контакт кромки затачиваемого лезвия с бруском, учитывая, что при первоначальной заточке угол заострения его был достаточно острым. При этом угол заточки немного увеличивается и образуется вторичная фаска. Естественно, через некоторое время придется снова выправлять угол заточки лезвия на бруске, а то и на круге ручной дрели.
Практика показала, что применять полировочную пасту или масляную краску «Окись хрома» для окончательной правки инструмента необязательно. В процессе работы на заправочной доске появятся места более гладкие (сработанные) и более жесткие, что позволит использовать одну и ту же шкурку на доске для последовательной заточки: от грубой к чистой.
Как проверить инструмент на заточку
Немного о том, как проверить, насколько хорошо заточен маникюрный и парикмахерский инструмент!
1) Маникюрные кусачки (щипчики для обработки кутикул).
Насколько хорошо заточены маникюрные кусачки проверяют с помощью салфетки (специальной однослойной) или полиэтилена. Кусачки ни в коем случае не должны издавать щелчка, прорезать полиэтилен должны при небольшом усилии по всей длине не цепляя его. Так же можно посмотреть на схождение полотен на свет — кусачки должны смыкаться от кончика до пятки (не должно быть щели в полотне). Маникюрные кусачки должны плавно смыкаться, и расходится с помощью возвратной пружины и не должны быть тугими (такое обычно бывает не из-за того, что кусачки не смазаны, а из-за того, что мастер-заточник специально их сделал туже для идеально схождения полотен). Это обязательная процедура, нужна она для того, что бы продлить срок службы инструмента и дольше сохранить его острым.
2) Ногтевые кусачки (кусачки для отрезания ногтей).
Затачивать такие кусачки нужно на много реже, чем маникюрные кусачки (для кутикул). Проверить, можно, порезав довольно плотную картонку (у нас это просто визитка). Ногтевые кусачки должны не просто прорезать картонку как канцелярские ножницы, а со щелчком отрезать часть её.
3) Книпсер
Качество заточки проверяется точно так же как и у ногтевых кусачек.
4) Маникюрные ножницы (ножницы для обработки кутикул).
На сколько хорошо заточены маникюрные ножницы (так же их называют кутикульные ножницы) проверяют на полиэтилене. Нужно не резко сводить ножницы, а медленно (потому что если резко, то можно умудриться порезать полиэтилен и тупыми ножницами). Маникюрные ножницы должны без труда, не цепляя прорезать полиэтилен. По желанию можно попросить мастера-заточника утончить кончики у ножниц или кардинально изменить их форму.
5) Маникюрные ножницы (для отрезания ногтей).
Качество заточки проверяется на про резание тряпки. 6)Шабер (для обработки кутикулы). Тут всё зависит от Вашего желания. Есть определенный стандарт, но одним мастерам маникюра его нужно заточить поострее, а некоторым наоборот. Вы просто обговариваете это с мастером-заточником, и он сделает, как Вы захотите.
Как протестировать результат заточки на остроту и стойкость
Как протестировать результат заточки
и оценить как остроту,
так и стойкость получившейся режущей кромки
мерой остроты с точки зрения физики является условный радиус кромки и форма линии РК (огибающая РК, она может быть непрямой).
тесты на способность резать нитки, тонкую бумагу, фольгу с замером усилия на разрезание позволяют оценить по косвенным признакам этот радиус. Высокая степень остроты не гарантирует высокой стойкости.
Стойкость определяется способностью кромки и прилегающего к ней металла противостоять деформационному (когда металл сминается и загибается) и хрупкому разрушению (когда откалываются кусочки).
стойкость зависит от микротвердости металла в области кромки и прочего (ударной вязкости, жесткости, предела пропорциональности . )
Поскольку напрямую померить эти характеристики практически невозможно, приходится выдумывать способы оценить это хоть както по косвенным признакам.
Результаты остроты лично я проверяю сперва резкой газеты на весу, далее в зависимости от угла клинка, если нож для грубых работ с большим углом РК, то на газете успокаиваюсь, если нож с меньшим углом РК, то проверяю на туалетной бумаге и салфетках. Большего лично мне не надо.
Кто-то волосы строгает.
у меня тесты распределены по стадиям заточки.
Сразу после переточки-ремонта нож должен резать бумагу А4.(до 400Грит вкл)
После резать газету на весу. (600-1000Грит)(контроль равномерности заточки и выявление дефектов вроде заминов)
Потом свободно сбривать растительность с предплечия(2000-5000Грит). Контроль завала.
Застругивание волоса. (5000-8000Грит)
Рез волоса в 1,5 см. от пальцев. Рубка висящей нити. (8000-10000Грит)
Рез волоса вдоль. (10000-12500Грит)
Срубание волоса(как у бритв) в 5 см. от пальцев(12500(яшма)-. )
Гриты проставлены относительно- в основном пользуюсь природниками, а у них точно нельзя сопоставить эффект от работы с Гритами.
С ув. Олег.
А вот насчет стойкости хотел спросить — после очинки одного карандаша срубание волоса в 5см от пальцев ещё получается? Склолько раз можно очинить карандаш, пока останется способность резать бумагу плотностью 80г*м.кв.?
Склолько раз можно очинить карандаш, пока останется способность резать бумагу плотностью 80г*м.кв.?
на выходных тестировал ножи на жестяной консервной банке из довольно толстой жести путем попытки срезать (сострогать) с нее тонкую и как можно более длинную стружку.
все ножи с обычным углом заточки (30-40 градусов) даже справляясь с этой задачей получали заметные невооруженным глазом повреждения РК — мелкие сколы или деформации, в том числе и ножи из ZDP-189 и S30V.
Масштаб и характер разрушений позволяет неплохо оценить как сталь, так и качество заточки. Чем крупнее они и чем дальше от РК они проникли — тем хуже. При мелкомасштабной деформации легкая правка мусатом или керамикой позволяет полностью восстановить режущие свойства.
Некоторые кухонные ножи вообще не смогли даже зацепить жесть — кромка на них сминалась и начинала проскальзывать. (граница проходит где-то в районе 54-56 HRC. Все, что мягче уже не справлялись.)
Такой тест при одинаковой заточке очень хорошо характеризует твердость стали.
Что любопытно — тонкую стружку срезать сложнее, чем прорезать эту жесть. И нагрузка на РК при срезании стружки выше. (из-за боковой (латеральной) составляющей).
Можно проверять на обычной писчей бумаге, только смотреть, чтобы нож переразал все волокна (т.е. чтобы они не торчали из среза). С использованием волокон проверяют также наличие заусенца (например, ватной палочкой).
После резать газету на весу. (600-1000Грит)(контроль равномерности заточки и выявление дефектов вроде заминов)
Потом свободно сбривать растительность с предплечия(2000-5000Грит). Контроль завала.
Непонятно. Резать газету на весу — с движением «пила» или строго поперек?
Если второе, то заточка требуется чаще всего более высокой степени, чем для бритья по предплечью.
интересную вы тему затронули. дело в том, что по мере получения все более и более гладкой поверхности на подводах (они же фаски) кромка начинает хуже резать с потягом и лучше пуш-катом. Это начинает проявляться после 4000-5000 grit. На нержавейке чуть раньше.
Резать надо и так и сяк. Затем сравнивать и пытаться осмыслить наблюдаемое.
кромка начинает хуже резать с потягом и лучше пуш-катом.
Нужно плясать от печки, от какого то стандарта
Чем же он так мал? 16-20-24 (по данным Дмитрича).
Что то невнимательно читали Дмитрича Бритв на 24 градуса думаю вообще не бывает.
Стандартный угол для них в районе 14 градусов.
Почти на всех антикварных бритвах он так и есть — от 14 до 16 градусов.
А на стандартной современой бритве Дово 6/8 дюйма 15 градусов — по чертежам
Иван, это Вы меня невнимательно читали — я писал про безопаску.
Про опасные бритвы я в курсе. На них вообще один угол.
16 и 20 — это подводы на безопаске, если кто не понял. 24 — РК. Там три угла — сам видел в микроскоп.
ВОт и разобрались.
В безопасных бритвах есть один недостаток для тестирования — неизвестная так сказать. Сейчас РК безопасных бритв покрывается фторопластом чтобы уменьшить силы резания и улучшить скольжение. И непонятно кто чем покрывает и с какой сокростью слазиет.
Раньше поэтому всегда писалось на упаковках чтобы лезвие бритвы не вытирали а стряхивали. Хотя странно что отвытирания стирается второпласт а от резьбы километров волос нет. Т.е. этот вопрос требует дальнейшего обмазгования.
Раньше поэтому всегда писалось на упаковках чтобы лезвие бритвы не вытирали а стряхивали. Хотя странно что отвытирания стирается второпласт а от резьбы километров волос нет. Т.е. этот вопрос требует дальнейшего обмазгования.
не знал, хотя но надпись про «про мыть, не вытирать» многократно видел
думаю, что от бритья волос фторопласт тоже стирается, но это неизбежно,
а вытирать совсем не обязательно, так какой смысл без необходимости добровольно сокращать срок службы лезвия?
А еще защита от дурака, т.к. вытирать тоже можно поразному.
В безопасных бритвах есть один недостаток для тестирования — неизвестная так сказать. Сейчас РК безопасных бритв покрывается фторопластом чтобы уменьшить силы резания и улучшить скольжение. И непонятно кто чем покрывает и с какой сокростью слазиет.
Раньше поэтому всегда писалось на упаковках чтобы лезвие бритвы не вытирали а стряхивали. Хотя странно что отвытирания стирается второпласт а от резьбы километров волос нет. Т.е. этот вопрос требует дальнейшего обмазгования.
По поводу теста на бумаге-
ввиду того, что ресурс растительности на предплечье ограничен, да и окружающие меня и без того пугаются, я пользуюсь таким тестом крайне редко, в последний раз для сравнения неровности РК после алмаза 5040 и водника на 400. Опыт по нарезанию бумаги у меня есть(просто балдею от процесса*)), потому чаще всего использую только два типа тестов- газетка и волос.
Газетку режу с потягом(на пролёт плохо получается. Разумеется только потому, что толщина лезвия и угол не тот- бумага загибается под собственным весом и рвётся).
Первая стадия- зверский хруст и волокна рвутся, сильно лохматые края , гм, среза. 10080-Алмаз от Гусева, керамика до 220 Грит. Водники для меня тёмная тема.
Вторая стадия- хруст, разрывов нет, средне лохматые края. Всё тоже.
Третяя стадия- шуршание, незначительная лохмата. На сходе клинка с материала надрыв. 5040-Алмаз от Гусева, керамика 400Грит, водник 400 Грит.
4-я — шуршание, малость распушённые края(не все волокна перерезались).
-\Как и в 3-й\-
5- шелест, ровные края, легко сходит с клинка. РК легко входит в материал.
Водник 400, керамика 1000, если повозиться, то и 5040 алмазник.
Далее меняется характер реза- шуршание постепенно уходит. Следующая стадия- просто проверка на мыльность реза, завала кромки, заполировке РК(именно режущей части). Пока точите на твёрдой поверхности, не должно возникать «мыльности».
Вобщем, надеюсь ответил.
С ув. Олег.
Обнаружил на днях на даче запас папиросной бумаги — лет 30 ей, не меньше. И вспомнил что кто то уважаемый рекомендовал резать гильзу от папиросына предмет оценки остроты.
И вот попробовал — из того что оказалось под рукой ничто не смогло отрезать чисто и ровно. Даже канетцугу про-м из коробки (а их заточкой довольны почти все) не смог отрезать без проблем. Т.е. ни один из ножей бреющих с отскоком не справился с задачей. Бритвы опасной под рукоами не оказалось для проверки.
В планах проверка лезвий безопасной бритвы, заправленной опасной и еще кой чего.
Кстати на ютьюбе кто то из маньяков заточки (точно не помню но известный) проверял китайский топорик как раз на папиросной бумаге, тогда я и подумал что тоже бы отискать надо ее. А так было бы супер купить упаковочку готовых нарезанных бумажек для самокруток и носить с собой на выставке унижать продавцов плохой заточкой ?
Вот нашел ту видюшку http://www.youtube.com/watch?v=J8x-HP8IGLY&feature=channel и кстати в лбой палатке продаются такие бумажки в пачках для самокруток.
ЗЫ сам думаю что у меня просто бумага слишком пересохла за десятилетия лежания.
Бритвы опасной под рукоами не оказалось для проверки.
Мож все же не стоит бритвой бумагу? ?
Попытка не пытка, как говаривал Лаврентий Палыч — добрейшей души человек ?
Попробовал лезвием Нева новым — режет примерно также как на видео. Как только переходишь на пушкат сразу зацеп. А под углом нормально, но тоже не без огрехов — чувствуется каждое волокно бумаги.
Так что мастерам заточки рекомендую сие средство для проверки навыков — ну и новичков тыкать тоже можно ? И реально на стендах проверять ножи и сбивать цену тоже можно ?
Коллеги, остроту бритвы можно проверить разрезая пустую сигаретную гильзу поперек — равносильно волосу. И строгать можно.
С большим к Вам уважением,Дмитрич.
Может быть тестирование при помощи точных электронных весов и нитки закреплённой на них будет наиболее верным и объективным способом замера именно остроты? Только при этом важно разрезание без протяга и многократное тестирование в разных точках режущей кромки с последующим округлением результатов, также важно какая нитка будет использоваться при тестировании.
Или в этом методе есть какие-то подводные камни на которые я не обратил внимание? Подскажите!
Dr Lancet
Или в этом методе есть какие-то подводные камни на которые я не обратил внимание?
камней там много
очень много
да и возни с этими нитками.
мне хватает строгать деревяшку с торца (поперек волокон)
и рассматривать получившуюся стружку
и поверхность
таким образом я получаю сразу интегральную картину
по довольно протяженному участку кромки
нитки этого не дают
для кромок от которых требуется повешенная острота
можно делать тестирование путем сбривания ворса
со шкурок пушного зверя
например песца
на худой конец можно взять какую-нибудь старую уже выношенную
и пришедшую в негодность кроличью или каракулевую шапку
а еще можно сбривать ворс с кисточки
тут, кстати будет разнообразный выбор
— художественные кисти из колонка, белки, и прочей мелкой живности
малярные из свиной щетины
и т.д.
еще один хороший «интегральный» тест — шерфовка (шерфование, англ. skiving leather) кожи:
Как проверить остроту парикмахерских ножниц
Любые ножницы, независимо от их назначения, можно использовать даже в случае потери первоначальной остроты. Достаточно сделать повторное движение или надавить сильнее. Наконец, затупившиеся канцелярские ножницы можно выбросить и купить новые. Цена таких инструментов минимальна. Однако подобные действия совершенно неуместны в отношении к парикмахерским ножницам. Заточка инструментов в этой сфере услуг имеет особое значение.
Перед проверкой их остроты следует помнить: парикмахерские ножницы предназначены только для резки волос. Никакие предметы не должны касаться лезвий, даже бумага. Испортить режущий край инструмента очень просто – достаточно одного неаккуратного движения.
Однако для проведения тестов приходится частично нарушать существующие правила. Это значит, что материал для проверки заточки парикмахерских ножниц следует выбирать с особой осторожностью.
Тестирование остроты ножниц
Существует два эффективных способа проверки заточки ножниц: с помощью салфетки и ваты.
Салфетка – это самый мягкий тип бумаги. Однако даже ее нельзя резать в сухом виде. Вначале материал равномерно смачивают водой при помощи аэрозольного распылителя.
Подготовленную салфетку необходимо взять в руку и сделать тестируемыми ножницами несколько разрезов. Бумага должна иметь четкие края. Если видны разрывы, значит, степень заточки не соответствует требованиям.
Используя в качестве проверочного материала вату, также не стоит спешить. Первым делом необходимо убедиться в ее натуральности. Нельзя использовать слишком плотный комок ваты – он также может испортить режущий край инструмента. Правильная подготовка заключается в создании тонкого слоя, напоминающего паутину.
Предварительно подготовленный слой ваты следует прорезать с небольшой оттяжкой на себя. При правильной заточке инструмент будет легко проходить сквозь волокна, не разрывая и не цепляя их.
Если результаты тестов неудовлетворительные, следует отнести ножницы на заточку. При этом часто возникающая необходимость в обращении к мастеру может свидетельствовать о низком качестве используемого инструмента.
Профессиональная заточка инструментов в Москве
м. Преображенская площадь , Богородский Вал д.6 корп.1
МЫ ПЕРЕЕХАЛИ!
Корзина ( 0 руб.)
- Цены на заточку
- Пункты приема
- Магазин
- Статьи
- Отзывы
- Вопросы и ответы
- Памятка
- Фото наших работ
- Главная
- Статьи
- Заточка и проверка маникюрного инструмента
Заточка и проверка маникюрного инструмента
Ручная заточка маникюрных инструментов
Все эти инструменты рано или поздно затупливаются: пинцетами сложнее захватывать мелкие волоски, кусачки перестают резать, рвут тонкую кутикулу, ножнички с усилием режут ногти. Мастера-заточники недаром называют незаточенные маникюрные ножнички и щипцы болванками: они не режут и не состригают кожу, а рвут ее или срезают, но только кончиками.
Раньше многие просто меняли инструмент, а теперь его можно точить, и он прослужит вам долгие годы. Сколько раз можно затачивать щипчики и ножницы для ногтей или волос? Многое зависит от стали и качества производства товаров для маникюра.
В подавляющем большинстве случаев купленный заводской товар приходится затачивать и регулировать. Часто заводские заготовки не откалиброваны: лезвия имеют люфт и неплотно прихватывают волоски или кожу. Исключение составляет дорогостоящая продукция фирм «Сталекс», Mertz, Jaguar, Kedake и др. Обращаем ваше внимание на то, что мы проверяем продукцию перед продажей: если заводской заточки недостаточно, мы затачиваем его.
Почему важно доверять заточку маникюрных инструментов профессионалам
Часто при покупке наборов для маникюра на сайтах покупатели доверяют продавцам, тогда как в подавляющем большинстве случаев продается товар либо от поставщика с заводской заточкой, либо откровенно некачественный.
Заводской заточки может не хватить, даже если речь идет о товаре уважаемой компании. При конвейерной обработке продукции процесс идет быстро, о качестве говорить не приходится. Недостатки такого подхода видны сразу: головки кусачек и полотна ножничек могут быть оцарапаны, виден люфт, загибы, щечки кусачек и губки пинцетов различаются по длине и ширине.
При любом раскладе уважающий себя продавец розничных товаров проверит качество заточки. Контроль ручной обработки очень скрупулезный, поэтому стоимость процедуры выше стоимости оптовой обработки маникюрных инструментов в 3–5 раз. В Москве заточка может стоить до 500 рублей: это зависит от вида товара. Точные цены на услугу заточки вы можете посмотреть на нашем сайте.
Как производится профессиональная заточка маникюрных инструментов
Маникюрные ножнички
Сперва мастер проверяет плавность хода и четкость смыкания лезвий. Регулирует настройки хода. Удаляются заусенцы на металле, исправляется заклепка, затачиваются лезвия с двух сторон, делается окончательная доводка. Рабочая зона должна быть в итоге без зазубрин, пятен, нагара, ощутимой шероховатости. Кончики кутикульных ножничек должны иметь одинаковую длину и ширину, прилегать друг к другу плотно, но мягко, смыкаться без труда, между кромками не должно быть люфта. Это — хорошая заточка.
Проверить качество обработки можно, разрезая салфетку или ткань. Ножнички должны входить в материал, как нож в масло, оставлять ровную линию среза.
Лезвия должны закрываться очень мягко, без рывков. Если ножнички закрываются с усилием, то кромка будет стесываться при закрытии, завальцовывать режущий край и затупливать его.
На кромке кутикульных ножничек не должно быть изломов, шероховатости, но и избыточной полировки — тоже, поскольку это приведет к выскальзыванию кутикулы из-под лезвия. А вот для парикмахерских ножниц признаком качественной обработки является как раз идеальная полировка, когда лезвие буквально скользит по волосам. Ход парикмахерских ножниц должен быть мягким.
Кусачки
Сперва мастер устраняет люфт, который есть почти у 90% инструментов, даже тех, которые только вышли с завода. Лезвия затачивают с обеих сторон, проверяют контактную зону и подравнивают область смыкания.
Затем шлифуются края щипчиков, проверяется острота лезвий на полиэтиленовой пленке или салфетке: срез должен быть ровным, не рваным, щипчики должны легко прорезать материал, мягко открываться и закрываться. Помните: чем острее щипцы, тем они менее травмоопасны.
Проверьте ход суставов: щипчики должны легко смыкаться, ровно и без усилий открываться. Попробуйте сомкнуть и разомкнуть лезвия несколько раз подряд. Не должно быть никакого застревания, неравномерного хода, рыков, залипаний положения кромок. Если при закрытии щипчики издают щелчок, лезвия будут ударяться друг о друга и затупятся намного быстрее. Проверьте зазор между лезвиями. При неполном смыкании щечек пятки будут отстоять друг от друга на 1/3 мм. Это нормально, так и должно быть. При обработке кутикулы и кожных валиков кусачки должны защипывать кожу по направлению от кончика к пятке — так происходит равномерный срез кожи. Если речь идет о педикюрных кусачках, допустимо полное схождение кромки при неполном смыкании.
Ширина губок кусачек не должна быть более 0,5 мм. Если губки шире, они просто не срежут кутикулу и боковые валики бережно, а захватят более широкую площадь кожи или ими будет невозможно поддеть тонкую кутикулу.
Сустав щипчиков не должен болтаться: обе половинки сустава должны быть плотно прижаты друг к другу. Щелчок при смыкании — тоже признак разболтанности и плохой регулировки.
Обработки хватит на 1,5–2 месяца при активном ежедневном использовании приспособлений, и на 4–12 месяцев при домашнем уходе за руками.
Пинцеты и шаберы
Пинцеты, шаберы затачиваются по индивидуальным требованиям и в зависимости от изначальной формы. Качество проверяется на месте заказчиком. Качество обработки шабера можно увидеть невооруженным глазом.Также можно ощутить остроту, прикоснувшись к кромке пальцем.
Губки пинцета должны быть одинаковыми по длине и ширине, а ширина должна составлять не более 0,5 мм. Чтобы проверить травмоопасность пинцета, сожмите его и сведенными вместе губками проведите по тыльной стороне ладони. Если пинцет царапает кожу, это плохо. Он будет ранить нежную кожу вокруг глаз. Чтобы проверить качество захвата, сожмите губки пинцета не до конца и посмотрите, есть ли там просвет. Если есть щели и дырочки, пинцет будет плохо захватывать мельчайшие волоски.
Проверка заточки инструмента
Чтобы проверить заточку этого инструмента, возьмите кусочек тонкого полиэтилена и попробуйте разрезать его кусачками. Делать это нужно без усилия, мягко и плавно, как при работе с кутикулой. У вас должен получиться ровный, четкий разрез без рваных краев.
Кроме того, хорошо заточенные кусачки не издают щелчков при работе, а режущее полотно при сжатии рукояток должно смыкаться в верхней части полотен, а при большем сжатии и в нижней и не оставлять просветов. Обязательно следите и за тем, чтобы щипчики плавно сходились и расходились при работе, не были тугими.
Ногтевые кусачки и клиппер
Проверка для этих инструментов подобна предыдущей, но чтобы узнать степень заточки ногтевых кусачек или клиппера, возьмите изоленту и попробуйте разрезать. Проследите за тем, чтобы инструмент не просто разделил ее на 2 части, но и сделал это с характерным щелчком. Естественно, что края разреза должны быть ровными, а режущее полотно при схождении не должно иметь просветов.
Маникюрные ножницы для кутикулы и ногтей
Проверка этих инструментов похожа на предыдущую. Чтобы узнать, хорошо ли заточены ножницы для кутикулы, снова воспользуйтесь кусочком полиэтилена, а для проверки ножниц для ногтей возьмите изоленту. Разрезы должны быть четкими и получаться с минимальными усилиями с вашей стороны.
Шабер
Проверка шабера производится непосредственно на ногте. Проследите за тем, чтобы инструмент скользил по его поверхности гладко и мягко, не царапая и не снимая слой. Затачивайте шабер так, как вам удобно, но не допускайте излишней остроты – это может привести к травмам кутикулы.
Что делать, чтобы продлить срок службы инструментов
Не надо выбивать ножницы о край стола или о твердую поверхность, чтобы стряхнуть налипшие волоски, протирайте лезвия тканью.
Приобретите оборудование для стерилизации приспособлений для маникюра или сдавайте их на обработку за плату.
Храните инструменты в футлярах, не допускайте, чтобы они соприкасались друг с другом — это приведет к затупливанию кромок.
Не кладите кусачки кромками вниз по той же причине.
Стерилизуйте инструменты в камере, а не с помощью растворов: кромки затупятся быстрее, вам вскоре снова придется точить их.
После использования инструменты надо вымыть, высушить и смазать маслом, особое внимание следует уделить суставу: туда забиваются ороговевшие частички кожи, мелкие волоски и пыль, а это укорачивает срок службы кусачек и ножничек.
Следите за тем, чтобы натяг полотен был в норме: если есть люфт и хождение или чрезмерно плотное смыкание, произойдет завальцовка режущих кромок, отчего они быстро затупятся.
Заточка режущего инструмента: какой способ выбрать

Со временем режущие инструменты из любых стальных сплавов теряют свою остроту, тупятся, на рабочей поверхности появляются заусеницы и зазубрины.

Для восстановления нужной остроты режущей кромки применяется заточка. Это процесс по удалению неровностей и зазубрин, созданию угла заострения, по приданию режущей поверхности необходимой геометрической формы.
Виды и способы заточки
При применении охлаждающей жидкости заточка инструмента Pilka.by называется «мокрой», а без нее – «сухой». Абразивная заточка подразумевает использование абразивов естественного происхождения (корунд, кремень, виды мрамора, алмаз) и искусственного (электрокорунд, стекло, искусственные алмазы). Безабразивный способ заточки проводится на основе электрического или химико-механического методов.
Односторонняя или «стамесочная» заточка производится, когда нужна максимально острая и тонкая режущая кромка.
При этом она должна находится со стороны рабочей руки. Это означает, что для правшей и левшей инструмент затачивается по-разному. При двусторонней симметричной или асимметричной заточке обрабатываются обе плоскости режущего края.
Осуществить заточку инструмента можно с помощью шлифовальных кругов на станках или брусков с нанесенным абразивом.
Круги могут быть различного диаметра, бруски производятся круглого, полукруглого или прямоугольного сечения. При быстром движении абразивные кристаллы стачивают с металлической поверхности неровности и шероховатости, при этом сам абразив засоряется стальной стружкой. Чтобы этого избежать, точило периодически обрабатывается водой, смазывается маслом или керосином.
Самостоятельная заточка инструмента




В домашних условиях самому заточить режущий инструмент можно, но сложность работы зависит от его вида. Заточку различных ножей, ручных кос или коньков сделать проще, чем дисковых пил. В мастерской должны быть тиски или бруски для прочного удержания инструмента, а лучше всего иметь свой точильный станок.
При заточке на станке необходимо регулярно охлаждать деталь с помощью воды, равномерно обрабатывать все участки, шлифовальный круг смазывать керосином. Станок должен иметь направляющую каретку и экран, чтобы на человека не попадали искры. Использование перчаток, очков и фартука обязательно.
Заточку инструментов с простым режущим краем при наличии навыка можно осуществить самостоятельно. Но в сложных случаях и при отсутствии опыта лучше обратиться за помощью к специалистам.
Заточка маникюрных инструментов и уход за ними

Мастер маникюра, бровист
Выбор и приобретение маникюрного инструмента– лишь половина дела, так как он требует постоянного и качественного обслуживания и заточки. Новые ножницы или щипцы могут затупиться уже через несколько процедур, а некоторые необходимо приводить в хорошее рабочее состояние сразу же после покупки. Всё зависит от качества металла и исходных характеристик инструмента. Что нужно знать мастеру маникюра о заточке маникюрных инструментов? Можно ли и как наточить маникюрные ножницы, щипцы и накожницы дома? Как оценить и принять работу в сервисе? Разберем все вопросы по порядку.
Виды заточки

Разделяют два направления:
- Конвейерная или заводская обработка
- Ручная заточка
Заводская является менее качественной и часто острота теряется уже после первых 10-15 использований. Даже если изначально лезвия очень острые, они тупятся намного быстрее в сравнении с ручной обработкой. Также лезвия могут иметь разную остроту по длине, в связи с чем щипцы или ножницы рвут кутикулу и оставляют заусенцы.
Заточка вручную требует опыта, знаний и навыков. Лучше обратиться к профессионалу в мастерскую, чтобы получить нужный результат. Многие мастера пытаются точить ножницы и щипцы в домашних условиях с помощью подручных средств. Да, возможно остроты хватит еще на пару процедур, но после она всё равно теряется, и мастеру сервиса добавляется больше работы по устранению последствий домашней заточки.
Какое профессиональное оборудование используется для заточки маникюрных инструментов

Где наточить маникюрные ножницы, щипцы, накожницы, если ты всё же отказалась от домашних экспериментов, и решила доверить инструменты профессионалу? Существуют специальные мастерские, которые осуществляют техобслуживание маникюрного инвентаря.
В среднем стоимость такой процедуры стартует от 300 рублей, и варьируется в зависимости от города и страны проживания. Многие мастера в больших городах жалуются, что стоимость услуги почти соизмерима с покупкой новых инструментов, однако это только если сравнивать инвентарь низкой и средней ценовой категорий. Если ты работаешь с продукцией высокого качества, лучше не рисковать и обратиться к мастерскую.
Профессиональные станки для заточки бывают двух видов:
- Механические
- Лазерные
Первые оборудованы металлическим точильным кругом с алмазным напылением, который при вращении стачивает края инструментов, придавая им нужную остроту. Способ сохраняет инструмент прочным и не сокращает период эксплуатации.
Лазерный станок проще в обращении, но он быстрее стачивает металл, делая его более хрупким. Где точить маникюрные инструменты после этого? Конечно же там, где мастер делает это с высоким уровнем качества, независимо от того, какой станок используется.
Основные правила заточки инструментов

Существует несколько ключевых пунктов, которые составляют алгоритм обслуживания маникюрного инвентаря. Если все пункты выполнены, получаем нужный результат.
- При смыкании ножниц, щипцов или накожниц ничто не должно мешать ручкам сходиться вместе. Если при работе возникает такая проблема, их необходимо нести в мастерскую и стачивать все мешающие или выступающие части на станке. В домашних условиях можно сделать это точильным бруском или рашпилем, соблюдая аккуратность.
- Кусачки, накожницы и ножницы не должны болтаться, не должно быть зазора между режущими плоскостями и в точке соединения ручек.
- Режущие плоскости кусачек должны быть ровными, смыкаться без зазоров при мягком нажиме.
- Схождение режущих кромок в кусачках должно быть равномерным от одного края к другому, а не волнообразным: сначала кончик, а потом пяточка, или наоборот.
- На лезвиях не должно быть выступов и заусенец, которые цепляют, царапают и режут кожу.
- Внешний край пушера должен быть острее внутреннего, а внутренний иметь ровную линию без зазубрин. Основная задача инструмента – отодвигать кожу, а не срезать её.
При заточке все факторы должны быть соблюдены для получения нужного результата.
Заточка кусачек, накожных щипцов, твизеров. Если кусачки болтаются, их набивают в месте соединения лезвий. Они должны ходить мягко, смыкаться ровной линией. Внутренняя часть кусачек стачивается до ровной линии изнутри. При смыкании лезвия должны быть в одной плоскости, не выше и не ниже одно другого. Если на кончиках кусачек присутствуют заусенцы, их необходимо отшлифовать.
Заточка пушеров.  После обработки они должны быть острыми, но не резать кожу. Также они не должны царапать ноготь. Если пушер упал и загнулся, край выравнивается, а затем стачивается. Пушер всегда точится с внешней стороны, а с внутренней только шлифуется. Нужно следить, чтобы внешние края не были острыми, их также стачивать и шлифовать.
После обработки они должны быть острыми, но не резать кожу. Также они не должны царапать ноготь. Если пушер упал и загнулся, край выравнивается, а затем стачивается. Пушер всегда точится с внешней стороны, а с внутренней только шлифуется. Нужно следить, чтобы внешние края не были острыми, их также стачивать и шлифовать.
Заточка маникюрных ножниц.
При заточке ножниц снимается только передняя поверхность. Нельзя заходить на заднюю, она была обработана единственный раз на заводе, и этого достаточно для всего цикла эксплуатации. После каждого стачивания слоя с лезвий необходимо снимать металлическое зерно, чтобы при смыкании их не повредить.
Угол заточки ножниц должен соответствовать заводскому переднему углу, его менять нельзя. Обычно он составляет 60-75°.
На финальном этапе рекомендуется пройтись по лезвиям мелкозернистой наждачной бумагой, чтоб убрать заусенцы.
Заточка маникюрных ножей. Они используются в основном для педикюра, для счищения огрубевшей кожи, натоптышей. Маникюрный нож не должен быть очень острым, следует соблюдать заводской угол и не стачивать край в штык.
Они используются в основном для педикюра, для счищения огрубевшей кожи, натоптышей. Маникюрный нож не должен быть очень острым, следует соблюдать заводской угол и не стачивать край в штык.
Как и чем проверить уровень заточки

Тупым инструментом даже мастер профессионал не сможет сделать качественный маникюр. Именно поэтому необходимо регулярное обслуживание щипцов, ножниц, твизеров. При большом потоке клиентов в салоне обслуживание ножниц и накожниц может требоваться раз в две-три недели. При меньшем потоке – значительно реже.
Чтобы понять, когда пришло время точить маникюрные инструменты, существует ряд простых тестов. Для них потребуются следующие материалы на выбор:
- Тонкий полиэтиленовый пакет
- Стрейч пленка
- Подсушенная влажная салфетка из нетканого материала
- Эластичные виниловые, латексные или нитриловые перчатки
Эти же тесты позволят проверить качество работы, выполненной мастером. В мастерской эти тесты применяются для проверки каждого из этапов обработки лезвий и режущих краев.

Способы и инструкции как проверить качество и уровень заточки:
- Фиксируем тонкий полиэтиленовый пакет, чтобы край был ровным. Разжимаем ножницы, щипцы или кусачки, помещаем между ними край пакета, и смыкаем по всей длине. Лезвия не должны рвать, цеплять или тянуть полиэтилен.
- Стрейч-пленка самый требовательный материал для проверки уровня заточки. Принцип такой же – фиксируем пленку, и смыкаем на ней лезвия по всей длине. Срез должен быть ровным.
- Салфетка из нетканого материала хорошо демонстрирует наличие заусенцев на металле. При качественной обработке срез идет ровным, без зацепок за полотно.
- Виниловые или нитриловые перчатки необходимо зафиксировать между большим и указательным пальцем, полностью открыть и закрыть режущие края, поместив полотно перчатки между лезвиями, а затем немного потянуть вниз к себе. Часто ножницы или щипцы хорошо режут у основания, но сомкнутый краешек тянет перчатку, рвет её. Это означает, что лезвия пора точить снова.
Правильная заточка маникюрного инструмента в домашних условиях

Как наточить щипчики для маникюра, ножницы и кусачки в домашних условиях? Дома это можно сделать с помощью точильного круга или вручную. Если у тебя нет опыта в этом, лучше попросить того, кто пробовал или знает, как это сделать. В противном случае нужно отнести инструменты для маникюра в мастерскую.
Если всё же принято решение провести процедуру дома, то потребуется:
- Точильный брусок или рашпиль
- Наждачная бумага, жесткая и шлифовальная
- Любой из вышеперечисленных материалов для проверки уровня заточки
Брусок или рашпиль подойдет для обработки крупных участков. Работать им следует плавно, соблюдая заводские углы. Далее лезвия шлифуются наждачной бумагой. Её можно закрепить скотчем на ручку ложки или широкую пилочку для дополнительного упора.
Можно обойтись только наждачной бумагой, сначала с зернистостью 600 единиц, а затем 1500, чтобы сгладить заусенцы на металле.
Некоторые мастера используют фольгу, сложенную в 4-8 слоев, мелко нарезая её инструментом до нужной степени затачивания. Отзывы об этом способе неоднозначные, поэтому если у тебя дорогой, качественный инструмент, лучше не рисковать.

Каждый должен заниматься своим делом, и если есть возможность, лучше отдать инструменты на обслуживание профессионалу. Если принято решение сделать обработку в домашних условиях, соблюдай все рекомендации.
Уход за маникюрными инструментами

Чтобы посещать заточника приходилось реже, не пренебрегай простыми правилами ухода за инструментами.
- Обрабатывай инструменты после каждого применения. Если на поверхности не будет остатков кожных выделений и частиц дезинфицирующих средств, прибор будет медленнее ржаветь и терять режущие свойства;
- Используй защитные колпачки. Они обычно идут в комплекте с кусачками или ножничками и защищают режущую кромку;
- Используй приборы по назначению. Если ножнички предназначены для кутикулы – не укорачивай ими типсы;
- Периодически смазывай сложные инструменты – ножницы, кусачки, маслом. Своевременное смазывание зажимного механизма снижает риск появления коррозии и препятствует разрушению.
Почему инструменты ржавеют

Принято думать, что коррозия на маникюрных приборах – следствие обработки, однако не одно только дезсредство или сухожар могут навредить качеству поверхности.
- Начнем с очевидного – отсутствие в составе дезинфицирующего раствора антикоррозийных добавок. Именно они снижают риск появления ржавчины в процессе дезинфекции;
- pH раствора. Раствор для дезинфекции может быть нейтральным с показателем pH 7, кислотным – меньше 7, и щелочным – выше 7. Самые разрушительные – кислотные или сильнощелочные. Идеальным для инструмента является показатель pH 6-8;
- Водопроводная вода. В воде из крана содержатся примеси хлора и железосодержащие компоненты, которые могут вызывать ржавчину. Если в твоем салоне или кабинете очень плохая вода, используй для приготовления растворов бутилированную или купи фильтр-кувшин;
- Качество метала. Дешевые маникюрные инструменты изготавливаются из низкокачественной стали и больше подвержены образованию коррозии;
- Спешка. Если после дезинфекции и ПСО сразу класть инструменты в стерилизатор – риск появления ржавчины возрастает в разы;
- Неправильный рабочий раствор и время экспозиции. Не нужно делать раствор более концентрированным, чем указано в инструкции. То же касается и времени экспозиции – не стоит держать 30 минут вместо 15 – инструменты чище не станут, а вот поржаветь вполне могут;
- Совместная дезинфекция с ржавыми инструментами. Если какой-то из инструментов поржавел, не клади его на дезинфекцию вместе с остальными. Коррозия «перекочует» на чистые приборы.
А еще, если плохо промывать инструменты после дезинфекции, оставшиеся частички средства останутся на поверхности, и при стерилизации «прикипят». Так появится потемнение металла, которое не является коррозией, но портит внешний вид и качество инструмента.
Как удалить ржавчину
Для удаления ржавчины с поверхности используется два метода:
- Механический;
- Химический.
Механический способ подразумевает полировку поверхности, при которой частицы коррозии стачиваются, обнажая настоящий цвет металла. Недостаток механического способа в его ограниченности – не получится отполировать ножницы и кусачки в замковой части.
Для сложносоставных инструментов применяется химический метод. Для удаления ржавчины используют средства на основе соляной или серной кислоты, щелочи и антикоррозийных добавок, который растворяет ржавчину, например, Renovator.

При самостоятельном удалении коррозии, перед чисткой проведи дезинфекцию, ПСО и стерилизацию, чтобы в процессе не пораниться и не занести инфекцию.
Проверка качества заточки и доводки
Проверка заточенных ножей — необходимое условие своевременного устранения недостатков в заточке и доводке, дальнейшего повышения их качества, а также средство контроля за состоянием ножеточильного станка. Периодичность проверки зависит от конкретных условий производства и постановки заточного дела.
Проверке в производственных условиях доступны следующие показатели качества: угол заострения, равномерность ширины, прямолинейность режущей кромки, глубина выкрошин, отсутствие трещин на режущей кромке, острота ножей.
Угол заострения измеряют угломером любой конструкции с точностью до 1°. Ширину ножа измеряют штангенциркулем у концов, разность результатов измерения в миллиметрах делят на расстояние между участками измерения в дециметрах и сравнивают с соответствующим допуском по ГОСТ или ТУ.
Непрямолинейность режущей кромки проявляется в виде вогнутости, выпуклости и волнистости. При контроле прямолинейности нож прикладывают режущей кромкой к контрольной линейке и щупом замеряют наибольший зазор. Результат измерения сравнивают с допуском по ГОСТ или ТУ. Например, ГОСТ 6567—61 «Ножи с прямолинейной режущей кромкой для фрезерования древесины» устанавливает на непрямолинейность допуск 0,025:100. Следовательно, измеренная величина зазора, деленная на длину контролируемого участка в дециметрах, не должна превышать 0,025. При волнистости нужно измерить наибольшую глубину волны и разделить ее на длину волны в дециметрах. Для длинных ножей, особенно лущильных и фанерострогальных, ГОСТ и ТУ должны предусматривать допуск, отнесенный ко всей длине ножа.
Шероховатость поверхности передней и задней граней вблизи режущей кромки проверяют сравнением с эталонами шероховатости шлифованных поверхностей (ГОСТ 9378—60).
Для измерения глубины выкрошин и других мелких неровностей на режущей кромке удобно пользоваться широко распространенными инструментальными микроскопами БМИ (большая модель) и ИТ (малая модель). Нож кладут передней гранью на столик микроскопа. Режущая кромка ножа просматривается в проходящем свете при наибольшем увеличении. Наибольшие неровности измеряют согласно инструкции, прилагаемой к микроскопу.
На деревообрабатывающих производствах в качестве допуска на глубину выкрошин можно принять 0,025 мм, рассматривая мелкие неровности режущей кромки как частный случай непрямолинейности. Такая величина допуска согласуется с имеющимися сведениями о том, что неровности обработки на поверхности древесины, вызываемые выкрошинами глубиной до 0,025 мм, не видны вооруженным глазом.
Микротрещины на лезвии ножа, прошедшего ручную доводку, как правило, не видны под микроскопом, так как зашлифовываются оселком. Травление разбавленной азотной кислотой способствует их выявлению. Трещины на ноже, заточенном с прижогами, помогает выявить травление разбавленной серной кислотой. Причинами образования трещин при заточке могут быть неравномерное охлаждение и большой перегрев.

Рис. 42. Измерение остроты ножей при помощи инструментального микроскопа БМИ
Показателем остроты ножа может служить ширина режущей кромки. Ее можно измерить, пользуясь микроскопами БМИ и ИТ. Нож устанавливают продольной гранью на столик микроскопа, как показано на рис. 42. Стойку 1 микроскопа наклоняют на 1—2° в сторону, противоположную передней грани, включают проходящий свет микроскопа, тубус 3 фокусируют на край режущей кромки, прилежащей к передней грани. Исследуемый участок режущей кромки освещают со стороны задней грани параллельным пучком лучей от оптического осветителя 2 (например, ОИ-7 или ОИ-19). Направление лучей должно быть таким, чтобы граница видимой в поле зрения микроскопа темной полосы была отчетливой (при угле заострения ножа 40° направление лучей близко к горизонтальному). Ширину темной полосы измеряют и принимают за ширину режущей кромки. У нормально подготовленного ножа ширина темной полосы не превышает 0,01 мм (оптимальная острота для некоторых типов ножей указана в гл. I).

