
Как использовать проволоку для аппаратной сварки алюминия
Как использовать проволоку для аппаратной сварки алюминия
Как правило, в быту проведение различных видов сварочных работ не происходит с такой частотой, как в производственных сферах, где сварка является важной частью всего процесса.

Процесс сварки алюминия
Однако, при потребности проведения сварочных работ, часто встает вопрос о выборе метода сварки и типа сварочного аппарата. Кроме того особое внимание уделяется процессу выбора расходных материалов.
1 Присадочная сварочная проволока и ее особенности
Сварочная, а именно, алюминиевая проволока, характеризующаяся сплошным сечением, напрямую влияет на весь процесс работы.
Читайте также: описание и преимущества технологии ванной сварки.
Как правило, такая присадочная сварочная проволока предназначена для проведения работ связанных с механизированной дуговой сваркой.
Это изделие также способствует формированию наплавок алюминия и сплавов с его достаточным содержанием в среде, заполненной защитными газами.
Представленная присадочная проволока, выполненная с применением алюминия, обеспечивает поддержку всех ведущих сварочно-технологических характеристик на высоком уровне.

Алюминиевая проволока для сварки
Кроме того, данная продукция проявляет стабильные механические свойства, характерные для такой разновидности металла, а шов отличается высокой надежностью всех сварных соединений.
к меню ↑
1.1 О видах продукции
Присадочная проволока, с помощью которой производится сварка алюминия, в зависимости от особенностей ее назначения, изготавливается с ориентировкой на два основных стандарта:
- ГОСТ 14838-78 — эта присадочная сварочная проволока предназначается для проведения холодной высадки из алюминия и сплавов с его повышенным содержанием.
- ГОСТ 7871-75 – присадочная, а именно, проволока для сварки алюминия и его сплавов.
Для того чтобы произвести сварку одного конкретно взятого сплава, в большинстве случаев применяются (с ориентировкой на требования), несколько марок проволоки.
Но, как показывает практика, наиболее рационально применение проволоки, которая имеет универсальное предназначение.
Такая присадочная проволока без ориентировки на высокую степень своей универсальности и способна обеспечить соединяемые фрагменты швами с высокими качественными показателями ведущих характеристик и значений. Среди них особенно стоит обратить внимание на такие важные параметры, как:

Проволока для сварки алюминия TELWIN
- высокая степень устойчивости к горячим трещинам;
- прочность;
- показатели пластичности;
- сопротивляемость вредоносным коррозийным процессам.
В настоящее время ассортимент сплавов, изготовленных с применением алюминия достаточно обширен.
Известно, что существует ряд обобщенных требований, которые связаны с процессом подготовки к сварке.
к меню ↑
2 Об особенностях материала
При использовании проволоки для сварки алюминия, кромки и участок расположенный вокруг шва, тщательным образом подвергается детальной зачистке.
Эти действия начинаются непосредственно перед началом сварочного процесса. Дело в том, что такой метал, как алюминий в кратчайшие сроки подвергается покрытием тонкого слоя оксида (Al2O3).
Для этого процесс сварки производится в искусственно созданной среде специальных защитных инертных газов, наиболее применяемый из которых – аргон.
При проведении сварки с помощью проволоки формируется одно обязательное требование, следовать которому нужно неукоснительно.

Схема процесса сварки аргоном с применением присадочной проволоки
Это своевременное использование. После того, как упаковка будет вскрыта, время хранения продукта должно будет быть сведено к минимуму.
Это связано с тем, что алюминиевая поверхность очень быстро подвергается окислительным процессам, что напрямую связанно с ухудшением качественных характеристик проволоки.
Особенно аккуратно с ней стоит обращаться при высоком уровне влажности воздуха. В пищевой промышленности и в смежных с ней отраслях алюминиевая сварка деталей, изготовленных из алюминия, распространена довольно-таки широко.
Сам процесс сварки, в котором соединяются изделия, выполненные с применением нержавеющей стали и сплавов, обладающих высокой степенью жаропрочности, проводится при непосредственном участии специального полуавтомата.
В нем содержится необходимое количество защитного газа. Все типы сварочной проволоки производятся по такой технологии, которая формирует в изделиях большое процентное соотношение высоколегированной стали, отличающейся высокими жаропрочными характеристиками.
Во всех случаях в состав этой стали входит кремний и углерод. Благодаря включению в состав сварочной проволоки кремния в разы возрастает показатель прочности полученного сварочного шва и другие его качественные характеристики.
Наличие соединений углерода купирует образование межкристаллической коррозии. Кроме перечисленных элементов алюминиевая присадочная проволока может содержать в своем составе никель и хром.
Этот вид изделий отличается высокой степенью устойчивости к коррозийным процессам. Ее применяют в таких сферах, как:
- машиностроение;
- пищевая промышленность;
- легкая промышленность;
- нефтяная промышленность;
- судостроение.
Стоит также отметить, что представленная алюминиевая высококачественная присадочная проволока активно применяется в механизированном процессе дуговой сварки.

Сварочный аппарат для сварки алюминиевых деталей
В эту категорию входит и произведение наплавки сплавов алюминиевого типа в окружении среды защитных газов.
Представленная разновидность сварочной проволоки способна проявлять высокие показатели каждой отдельно взятой сварочно-технической характеристики, общего уровня стабильности механических свойств швов, и общий уровень надежности полученного сварного соединения.
При этом, большинство профессиональных сварщиков отмечают, что алюминий является наиболее прихотливым металлом в сварочном деле.
Этот материал выделяется целым рядом особенных свойств, которые нужно знать и учитывать для эффективного проведения работ.
При нагревании этот материал не изменяет свой исходный цвет и отличается, в отличие от большинства металлов, широким диапазоном температур плавления.
Этот материал известен своими немагнитными свойствами. Сейчас в продаже наиболее часто встречается сварочная проволока из алюминия для полуавтоматов. Она наиболее часто применяется в связке с этими агрегатами.
к меню ↑
2.1 Нюансы применения
Уже упоминалось, что во всех вопросах, связанных с проведением сварочных работ, алюминий по праву считается одним из самых капризных материалов.
Исходя из ряда таких особенностей, сваривание его элементов проводится с применением электродов особого вида.
В этом случае, в качестве такого особенного электрода, выступает алюминиевая сварочная проволока. Она изготавливается из таких сочетаний элементов как алюминий и марганец, алюминий и кремний, алюминий и магний.
Сфера применения представленного расходного материала напрямую зависит от того, какой из дополнительных элементов содержится в его составе.
К примеру, та проволока, которая содержит в себе сплав кремния и алюминия производится с ориентировкой на маркировку СВ-АК5.
Зачастую представленная разновидность расходного материала применяется при осуществлении монтажа авиалей, плит опорного назначения и блоков ДВС.

Схема подачи сварочной проволоки в аппарате
В том случае, когда марганец вступает в связь с алюминием, производится проволока под маркировкой СВ-АМ5.Представленный тип изделий характеризуется наличием высоких прочностных характеристик и сильной устойчивостью к вредоносному воздействию влаги.
Исходя из таких специфических свойств, такая проволока для сварки активно используется в таких отраслях как судостроение и пивоваренная промышленность.
В том случае, когда изготовление представленной сварочной проволоки характеризуется присутствием в ее химическом составе магния, на выходе формируется продукция с маркировкой СВ-АМР.
Как и вышеописанные две разновидности, эта также характеризуется достаточно широким спектром отраслей применения.
Исключение составляют те случаи, при которых значение уровня теплового воздействия на полученный шов будет равно 800 ºC . Если возникает необходимость в сварке или наплавке изделий выполненных с применением алюминия, то применяется специальная разновидность электрода.
Она представлена в виде алюминиевой сварочной проволоки со сплошным сечением. Представленная разновидность проволоки повсеместно применяется как при проведении механической, таки при осуществлении дуговой сварки в среде, наполненной защитными газами.
Тоже самое относится и к характеристикам механических показателей созданного сварочного шва. Сейчас, наибольшее распространение получили такие марки изделий, как ER–4043 и ER–5356.

Процесс сварки алюминиевых деталей
В большинстве случаев, применение первого типа актуально при сварке тех деталей, в состав которых входит кремний.
Аналоговые варианты представлены маркировками СВ-АК5 и СВ–АК6. Вторая разновидность в большинстве случаев задействуется при сварке и наплавке тех деталей, в состав которых входит магний.
Есть альтернативные изделия, которые выпускаются под маркировкой СВ-Amr5. Сварной шов, полученный при содействии такого расходного материала, обладает достаточно высокими показателями прочностных характеристик.
Они превосходят значения изделий марки ER-4043. Представленная сварочная, присадочная алюминиевая проволока может быть использована не только как основной электрод, но и как материал, с помощью которого моет производиться присадка.
Такой сварной шов всегда отличается достаточно высоким уровнем механической прочности, герметичностью и максимальной устойчивостью к вредоносному воздействию коррозийных процессов.
А наличествующие слабовыраженные магнитные свойства представленного расходного материала и полученного впоследствии шва будут способствовать сохранению эстетически приятного внешнего вида всей конструкции.
к меню ↑
2.2 Процесс сварки алюминия полуавтоматом (видео)
Сварка алюминия
Свариваемость
- На поверхности деталей из алюминия и его сплавов всегда присутствует окисная пленка Al2O3, имеющая температуру плавления 2044°C, в то время как температура плавления самого алюминия составляет около 660°C.
- Легкая окисляемость алюминия приводит к образованию тугоплавкой пленки на каплях расплавленного металла, препятствующей их сплавлению в монолитный шов. Чтобы не допустить образования этой пленки, требуется надежная защита зоны сварки от воздуха, обеспечить которую в полной мере позволяет сварка алюминия с аргоном.
- Большая жидкотекучесть металла затрудняет управление сварочной ванной и диктует необходимость применения теплоотводящих подкладок при сварке.
- Склонность к образованию кристаллизационных трещин и пор в шве приводит к ослаблению последнего. За поры ответственен растворенный в алюминии водород, стремящийся выйти из металла наружу. Трещины больше характерны для сплавов алюминия, они возникают при охлаждении металла из-за повышенного содержания кремния.
- Большая усадка металла, обусловленная высоким коэффициентом линейного расширения, приводит при затвердевании сварного шва к значительным деформациям.
- Высокая теплопроводность алюминия вызывает необходимость применения сварочного тока, превосходящего в 1,2-1,5 раза ток для сталей, — несмотря на то, что температура плавления последних значительно выше, чем у алюминия.
- К дополнительным трудностям сваривания алюминия следует отнести и то, что на практике — особенно при сварке алюминия в домашних условиях — приходится иметь дело с различными сплавами неизвестной марки, которые для качественного сваривания могут требовать особых материалов и режимов сварки.
Способы сварки алюминия
- сварка вольфрамовым электродом в среде инертных газов (режим AC TIG);
- сварка полуавтоматами в среде инертных газов с автоматизированной подачей проволоки (режим DC MIG);
- сварка покрытыми плавящимися электродами без использования защитного газа (режим MMA).
Важным условием сваривания алюминия и его сплавов является необходимость разрушения оксидной пленки на поверхности металла. Для выполнения этого условия необходим переменный или постоянный ток обратной полярности. Только в этом случае происходит т.н. катодное распыление, разрушающее оксидную пленку. Алюминий нельзя сваривать постоянным током прямой полярности, поскольку в этом случае пленка не подвергается катодному распылению и остается неразрушенной.
Подготовка металла к сварке
- Очистка и обезжиривание. Свариваемые детали и присадочный материал перед сваркой тщательно очищаются от грязи, масла и жира. Обезжиривание производят ацетоном, авиационным бензином, уайт-спиритом или иным подходящим растворителем.
- Разделка кромок (при необходимости). Сварку деталей толщиной до 4 мм выполняют без разделки кромок, при большей толщине требуется разделка. Исключением из этого правила является сварка алюминия покрытыми электродами, при которой разделку кромок выполняют при толщине металла выше 20 мм. Для деталей из тонкого листа (до 1,5 мм толщиной) целесообразно применение отбортовки
- Удаление оксидной пленки. Кромки деталей на ширине 25-30 мм зачищают наждачной бумагой, напильником или металлической щеткой из нержавеющей стали с диаметром проволоки не более 0,15 мм.
Сварка алюминия штучными покрытыми электродами (режим MMA)
Покрытыми электродами можно сваривать как технически чистый алюминий, так и его сплавы. Взамен старых, имеющих значительные недостатки, марок ОЗА-1 и ОЗА-2, сегодня выпускаются более совершенные электроды для сварки алюминия УАНА и ОЗАНА, позволяющие сваривать все основные виды алюминиевых сплавов. В частности, для сварки деталей из алюминия технической чистоты используются электроды ОЗАНА-1, деталей из алюминиево-кремнистых сплавов (АЛ-4, АЛ-9, АЛ-11) — ОЗАНА-2.
Сварка производится постоянным током обратной полярности. Сварочный ток принимается из расчета 25-30А на 1 мм диаметра электрода.
Для получения удовлетворительного качества шва необходим подогрев — до 250-300°С для металла средних толщин, и до 400°С — для массивных деталей. Подогрев и медленное охлаждение позволяют получить достаточное проплавление металла при умеренных сварочных токах, избежать возникновения кристаллизационных трещин и уменьшить коробление. При сварке крупных деталей целесообразен локальный подогрев.
Сварка алюминиевыми электродами имеет свои особенности, вызываемые тем, что они плавятся в 2-3 раза быстрее, чем стальные. Скорость сварки, следовательно, должна быть существенно выше. При обрывах дуги кратер и конец электрода покрываются коркой шлака, препятствующей повторному зажиганию дуги. В связи с этим сварку рекомендуется выполнять непрерывно в пределах одного электрода. Поперечных колебаний электродом (как при сварке стали) делать не следует.
Сразу же после сварки необходимо удалить шлак со шва, промыть его горячей водой и обработать стальной щеткой. Наличие шлака в зазорах и углах может вызвать коррозию металла.
В силу своих недостатков, сварка алюминия покрытыми электродами не пользуется особым почитанием среди мастеров сварки. Предпочтение отдается аргонной сварке алюминия.
Сварка вольфрамовым электродом в инертном газе (режим AC TIG)
При сварке используют вольфрамовые электроды диаметром 1,6-5 мм и присадочные прутки диаметром 1,6-4 мм.
В качестве защитного газа применяется аргон или гелий высокой степени чистоты. Питание дуги осуществляют от источника переменного тока, обеспечивающего качественное разрушение оксидной пленки. Все необходимые параметры — диаметры электрода и присадочного прутка, значение сварочного тока, скорость подача газа — зависят от характеристики используемого оборудования. В качестве ориентировочных можно принять значения из нижеприведенной таблицы, которые верны при условии использования аргона в качестве защитного газа.
| Тип соединения | Тол- щина метал- ла, мм | Диаметр элек- трода, мм | Диаметр приса- дочной прово- локи, мм | Сва- рочный ток, А | Расход аргона, л/мин |
| С отбортовкой кромок | 1,0 1,5 2,0 | 1,0 1,6-2,0 1,6-2,0 | — | 45-50 70-75 80-85 | 4-5 5-6 7-8 |
| Встык без разделки кромок, одностороннее | 2,0 3,0 4,0 | 1,5-2,0 3,0-4,0 3,0-4,0 | 1,0-2,0 2,0-3,0 2,0-3,0 | 55-75 100-120 120-150 | 5-6 7-8 8-10 |
| Встык без разделки кромок, двустороннее | 4,0 5,0 6,0 | 3,0-4,0 4,0-5,0 4,0-5,0 | 3,0-4,0 3,0-4,0 3,0-4,0 | 120-180 200-250 240-270 | 7-8 8-10 8-10 |
Угол между электродом и горизонтальной плоскостью должен составлять 70-80°, между присадочной проволокой и электродом — около 90°. Длина дуги не должна превышать 1,5-2,5 мм.
Горелка движется вслед за присадочным прутком, а не идет впереди него. Этим обеспечивается лучшая защита шва. Важность этого требования подтверждает фото ниже, на котором шов слева выполнен рекомендуемым способом, а шов справа — иным, при котором горелка двигалась впереди прутка.
Присадочный пруток подается короткими возвратно-поступательными движениями, напоминающими движения кисти художника — приближается, касаясь кончиком края ванны, и отводится назад и вверх. Поперечные движения электрода и присадочного прутка недопустимы.
Алюминиевый лист необходимо класть на стальную или медную прокладку, которая осуществляет отвод тепла, играя роль радиатора. Особенно это необходимо при сварке тонких листов во избежание прожогов.
Размеры сварочной ванны должны быть минимальными. Скорость сварки должна соответствовать сварочному току и расходу инертного газа. Чрезмерный расход последнего приводит к засасыванию в зону дуги воздуха, при малом течении газа или чрезмерно высокой скорости сварки качественная защита также не будет обеспечена.
Подача аргона включается за 3-5 секунд до поджога дуги, выключается через 5-7 после ее обрыва.
Сварка алюминия полуавтоматами (режим DC MIG)
Процесс MIG-сварки происходит в три раза быстрее процесса TIG-сварки, однако качество последнего выше.
По своему принципу технология сварки алюминия полуавтоматом не отличается от технологии сварки стали. Однако имеются некоторые технические особенности:
- Алюминий и его сплавы нельзя сваривать постоянным током прямой полярности — только обратной (по причине, о которой говорилось выше).
- Алюминиевая проволока значительно мягче стальной, поэтому имеет склонность образовывать петли при незначительном сопротивлении в рукаве. Чтобы этого не происходило, желательно иметь 4-х роликовый механизм подачи, короткий рукав и тефлоновый вкладыш в него, снижающий сопротивление трения.
- Так как алюминий при нагреве расширяется сильнее чем сталь, алюминиевая проволока может застрять в токосъемнике (токопроводящем наконечнике). Чтобы этого не произошло, можно использовать наконечник с чуть большим диаметром отверстия (например для алюминиевой проволоки диаметром 0,8 мм использовать наконечник для стальной проволоки диаметром 1,0 мм). Также для алюминиевой проволоки продаются специальные токосъемники, маркирующиеся обычно «Al».
- Проволока из алюминия плавится быстрее стальной, поэтому при сварке необходимо обеспечить нужную скорость ее подачи — более высокую, чем стальной. Иначе придется часто менять расплавившийся наконечник.
Марка сварочной проволоки должна соответствовать материалу. Перед ее покупкой нужно изучить информацию о видах алюминиевых сплавов, для сварки которых она используется. Нехватку информации поможет компенсировать эксперимент, без которого в любом случае не обойтись, если вы пробуете варить алюминий впервые.
Проволока для сварки алюминия полуавтоматом
Автор: Игорь
Дата: 29.07.2016
- Статья
- Фото
- Видео
Сварка алюминия является достаточно сложным технологическим процессом, который требует масштабной предварительной подготовки, а также наличия специализированных средств. Дело в том, что данный металл очень сложен в сваривании, так как у него быстро образуется оксидная пленка, а также наблюдается повышенная текучесть, что в особенности сказывается на присадочном материале. Проволока сварочная легированная может быстро стекать вниз при расплавлении в вертикальном или потолочном положении, так и не заполняя шов. Во время работы с полуавтоматом это очень важный момент, поэтому, нужно обращать внимание, какие виды сварочной проволоки здесь используются.

Проволока для сварки алюминия
Проволока сварочная высоколегированная требует дополнительной защиты, так что здесь лучше всего подходит аргонодуговая сварка, которая минимизирует негативные эффекты от воздействия негативной среды за счет отличной изоляции, которую обеспечивает данный газ. Здесь требуется специальная алюминиевая проволока, которая будет подаваться полуавтоматом на место, где находится сварочная ванна, с заданной скоростью. Скорость подачи должна соответствовать скорости плавления металла. Если сравнивать со сталью или медью, то скорость подачи здесь будет выше, так как сам алюминий является мягким металлом с низкой температурой плавления. Проволока сварочная легированная диаметром 4 мм.

Проволока сварочная легированная диаметром 4 мм
Естественно, что работа ведется не всегда с чистым металлом. В промышленности зачастую применяются разнообразные сплавы, которые при сохранении низкого веса добавляют крепости металлу. Таким образом, требуется подбирать специальную проволоку, которая бы соответствовала нюансам сплава. В данном случае соблюдается основной принцип, по которому присадочный материал, к примеру, сварочная проволока СВ 08ГНМ, должна максимально соответствовать составу сплава. Выбор защитного газа также является важным моментом, но здесь зачастую все сводится к использованию аргона, так как сложности с работой алюминия он замечательно убирает все негативные моменты. В качестве замены можно использовать ацетилен, но он с данной функцией будет справляться хуже, так что проволока сварочная легированная диаметром 2 мм не сможет полностью проявить все свои преимущества. В связи с большой ответственностью применения, к стандартам изготовления выдвигаются большие требования. Производится проволока сварочная легированная по ГОСТ 7871-75.
Преимущества 

- Дает высокие результаты качества соединения при работе с алюминием;
- Существует широкое разнообразие выбора, благодаря которому можно подобрать подходящий вариант практически под любой сплав;
- Обладает высокой коррозионной стойкостью даже при температурной обработке;
- Легко можно определиться с толщиной требуемой проволоки, согласно толщине заготовке;
- Одинаково хорошо подходит как для ручной, так и для полуавтоматической сварки;
- Дополнительные легирующие элементы помогают лучше бороться с негативными моментами сварки алюминия.
Недостатки
- Как сам основной материал, так и проволока к нему покрывается оксидной пленкой, что требует обработки перед процессом соединения, иначе будет падать уровень качества;
- Из-за большого ассортимента порой сложно выбрать наиболее подходящую модель проволоки, тем более, что не всего известно с каким сплавом приходится работать;
- Обязательно нужно использовать инертный защитный газ, что делает себестоимость сварки достаточно высокой и сложно осуществимой для домашних условий;
- Требуется точная регулировка параметров подачи из-за высокой скорости плавления материала проволоки.
Физико-химические свойства
Химические свойства проволоки во многом определяются ее составом. С учетом того, что алюминий является одним из основополагающих металлов, которые содержит сварочная проволока СВ06Х14, а также другие марки, то и большинство свойств она получает от него. Материал плохо взаимодействует с другими металлами, так что вкрапления легирующих элементов здесь минимальные. Сохраняется высокая подверженность влиянию оксидов, что требует предварительную обработку растворителями. При всем этом шов сохраняет высокую коррозионную стойкость даже после термической обработки.

Сварочная проволока 18ХМА
Помимо этого проволока сварочная 18ХМА обладает высокой пластичностью и низкой температурой плавления. Это помогает работать с металлом, не подвергая его сильному температурному воздействию. При нагревании расходный материал не меняет цвет, что слегка затрудняет визуальный контроль, но при работе с полуавтоматом все будет зависеть только от правильного режима. Стоит также отметить, что проволока не портит электропроводность алюминия, которая оказывается выше, чем у меди, поэтому, ее применяют и при ремонте электроприборов.
Советы по сварке алюминия полуавтоматом
Уважаемые покупатели, в этой статье мы расскажем вам про сварку алюминия с помощью аппаратов полуавтоматической сварки. Этот вид сварки набирает невероятную популярность в России, в связи с тем, что на сварочном рынке стали появляться очень качественные инверторные аппараты полуавтоматической сварки. Если раньше люди прибегали к аргонодуговой сварке, то сейчас, для больших объемов все чаще используют полуавтоматы. Сварка TIG – это сварка профессионалов, нужен опыт, мастерство, постоянная практика. А вот полуавтоматом варить гораздо проще. Люди, приходящие к нам в офис, и пробующие варить алюминий, удивляются, как легко и быстро у них получается делать прочные швы.
В этом обзоре мы дадим некоторые советы начинающим сварщикам, которые сделают сварку алюминия еще проще.
Алюминий — пожалуй самый капризный металл
Алюминий это не сталь, если вы умеете варить сталь, то сразу должны понять, что алюминий – это легкосплавный металл. Он требует прогрева вначале сварки, задержитесь на несколько секунд в начале сварки на одном месте, создайте ванну, позвольте металлу прогреться. Продолжайте вести горелку, алюминий очень быстро нагревается, если вы будете долго стоять на одном месте, то скорей всего произойдет проплавление металла. Все нужно делать оперативно. Вы быстро поймете это и подберете нужную скорость.
Какой ролик выбрать для подачи проволоки?
В подающем механизме вашего аппарата есть ролик, по которому идет проволока. Так вот, для алюминия нужно использовать специальный ролик. Он так и называется – ролик для алюминия. В отличии от ролика для стальной проволоки, имеющего V образную канавку, ролик для алюминиевой проволоки имеет U образную канавку. Это нужно для того, чтобы проволока во время движения не царапалась, а скользила по ролику. Если проволока будет царапаться, у вас могут возникнуть некоторые трудности при сварке.
Направляющий канал
В рукаве вашей горелки есть направляющий канал, по которому идет проволока. Канал лучше установить специальный, тефлоновый. Он внутри очень гладкий, проволока идет по нему и не царапается.
Какой токопроводящий наконечник выбрать для сварки алюминия?
В принципе подойдет любой медный наконечник, но желательно если он будет сделан по технологии протяжки, а не сверления. Все это для того, чтобы проволока не царапалась. В нашем интернет-магазине мы продаем наконечники фирмы Innotec, произведенные по заказу группы компаний Сварог. Они отличные и никаких нареканий мы никогда не получали от наших клиентов.
Также хотим обратить особое внимание на диаметр наконечника. Алюминиевая проволока очень быстро нагревается и расширяется. Если вы установили проволоку диаметром 0.8 мм, установите в горелку наконечник 1.0 мм. На 1 размер больше чем проволока. Тогда проволока не будет залипать в наконечники, скручиваться, тормозить, а будет легко выходить из него и подаваться на свариваемый металл.
Некоторые особенности настройки подающего механизма
Не затягивайте ручку подающего механизма слишком туго, как вы делаете со стальной проволокой. Прижмите ручку плотно, но не дотягивайте ее до упора. Алюминиевая проволока не любит избыточного давления, так как она очень мягкая и может деформироваться.
Итоги
Вот пожалуй основные моменты при работе с алюминием. Если вы еще не определились с выбором аппарата, мы можем основываясь на нашем многолетнем опыте порекомендовать вам две модели. Наш интернет-магазин продал сотни таких аппаратов и считает, что на данный момент это лучшее соотношение цены и качества. Triton и Сварог – это лидеры на рынке сварочного оборудования. Разработки созданные этими заводами (TOP WELD и JASIC) позволяют сварщикам без особых трудностей добиваться желаемого результата.
Если вы хотите протестировать оборудование, звоните к нам офис и мы устроим вам демонстрацию на сварочном стенде.
Сварка алюминия — способы и технологии
Алюминий обладает большим списком достоинств, не зря его массово используют в самолетостроении. Но есть у него один недостаток – он трудно сваривается. Поэтому сварка алюминия и его сплавов – это удел высококвалифицированных сварщиков.

Низкая свариваемость алюминия – в чем дело?
Низкий показатель свариваемости алюминиевых сплавов обуславливается целым рядом их качеств.
- Окисная пленка, которая покрывает алюминий и его сплавы. Температура ее плавления – 2044С, а температура плавления самого металла – 660С.
- Высокая текучесть расплавленного металла затрудняет контролировать сварочную ванну, для чего приходится устанавливать специальные подкладки теплоотводящего типа.
- При нагревании из алюминия начинает выходить водород, который после застывания металла оставляет в его теле поры и трещины.
- Большой показатель усадки. А это приводит к деформации сварочного шва в процессе его остывания.
- Теплопроводность алюминиевых сплавов выше, чем у стали, поэтому для их сварки применяется ток, который по силе выше, чем ток для сварки стальных конструкций. Разница где-то в два раза.
- Если говорить о сварке алюминия своими руками в домашней мастерской, то вероятнее всего чистый алюминий вам не попадется. Скорее всего, это будет сплав неизвестной марки (дюраль и другие), к которому при сваривании придется настроить сварочный режим и подобрать дополнительные материалы.
Способы сварки алюминия
Существует много способов сварки алюминиевых сплавов, где используются различные виды аппаратов и сварочных материалов. Основных же три:
- При помощи вольфрамового электрода с инертными газами.
- При помощи полуавтоматов в среде инертных газов.
- С помощью плавящихся электродов без газов.
Последний вариант можно назвать, как технология сварки алюминия без аргона.
Внимание! В процессе сварки алюминия или его сплавов важно разрушить оксидный слой, который расположен на поверхности металла. Поэтому в данном процессе используют или переменный, или постоянный ток обратной полярности.
Как правильно варить алюминий
Все начинается с подготовки деталей, а точнее, соединяемых кромок. Основная цель – очистить их от загрязнений. Поэтому кромки алюминиевых заготовок сначала очищаются химическими составами, после высыхания производится обезжиривание, для этого можно использовать любой растворитель: ацетон, уайт-спирит, авиационный бензин и прочие жидкости.
Если планируется сваривать толстые алюминиевые заготовки (больше 4 мм), то их кромки необходимо разделать. Вариантов разделки несколько, к примеру, создания конусных кромок. И последняя операция в процессе подготовки – это очищение кромок от оксидной пленки. Для этого можно использовать напильник или крупнозернистую наждачную бумагу. Как видите, подготовка алюминия к сварке – процесс совсем простой.
Технология сварки алюминия штучными покрытыми электродами
Сварка алюминия электродом (покрытым) имеет свой код обозначения по режиму сварки – MMA. Ее используют для соединения металлов толщиною не менее 4 мм, и когда производится сборка неответственных конструкций. Данная технология является низкокачественной, потому что в процессе сварки алюминия и его сплавов внутри шва остаются поры, что снижает его прочность. Во время самого процесса происходит разбрызгивание металла, плохо отделяются шарики застывшего шлака, которые увеличивают коррозию.
Особенности сварки алюминия покрытыми электродами:
- Варить можно только постоянным током с обратной полярностью.
- Сила тока рассчитывается из соотношения: на 1 мм толщины заготовок используется ток силой 25-30 ампер.
- Для образования качественного шва необходимо кромки двух свариваемых деталей нагревать до 300С, если толщина заготовок имеет среднюю величину. И до 400С при толстых заготовках.
- Подогрев и медленное остывание – обязательное правило, которое необходимо соблюдать, чтобы получить шов высокого качества.
- Сварку алюминия нужно выполнять непрерывно в плане использования одного электрода. Все дело в том, что при обрыве электрической дуги на ванне и на электроде образуется шлаковая пленка, которая перекрывает прохождение электрического тока, то есть, это препятствие повторному розжигу дуги.
- После окончания процесса шов нужно очистить от шлака, который станет причиной образования зон коррозии.
- Чистить можно горячей водой с последующей обработкой металлической щеткой.
Как сварить алюминий вольфрамовыми электродами в инертном газе
Это самый распространенный вариант, и его используют тогда, когда к прочности алюминиевых конструкций предъявляется жесткое требование. Для этого используется присадочная проволока диаметром 1,6-4 мм и сам вольфрамовый электрод диаметром 1,6-5 мм. А также защитный газ: аргон или гелий.
Электропитание сварочного процесса производится от источника переменного тока. Все параметры технологической операции зависят именно от выбранного оборудования. То есть, сначала определяются режимы сварки, после чего подбираются диаметры электрода и проволоки, скорость подачи аргона, сила тока и так далее.
Есть и свои особенности сварки алюминия по этой технологии:
- Длина дуги не должна быть больше 2,5 мм.
- Угол между плоскостью сварки и вольфрамовым электродом должна быть в пределах 80°.
- Между проволокой и электродом угол должен быть прямым.
- Сначала по шву движется присадочная проволока, а вслед за ней горелка с электродом.
- Никаких поперечных движений, только продольные, что обеспечит ровность сварного шва.
- Проволока подается в зону сварки возвратно-поступательными движениями. Это позволит равномерно заполнить ванну.
- Алюминиевые заготовки нужно обязательно укладывать поверх листа железа, который в этом случае будет отводить тепло от зоны сварки.
- Аргоновый газовый поток начинает подаваться до начала сварочного процесса за 4-5 секунд, а при окончании сварки выключается после через 6-7 секунд.
Как варить алюминий полуавтоматами
Это идеальный вариант, где используется аппарат для сварки алюминия. Он импульсного действия. То есть, в зону сварки подается импульс высокого напряжения, который быстро разбивает оксидный слой. После чего напряжение падает до базового уровня. Но на сегодняшний день эти аппараты очень дороги. Поэтому сварщики стали приспосабливать под данную технологию полуавтоматы, в которых даже отсутствует режим сваривания алюминия и его сплавов.
По сути, технология сварки алюминия точно такая же, как и стали. Только вместо стальной проволоки используется алюминиевая. Есть и другие особенности.
- Алюминиевая проволока плавится в несколько раз быстрее стальной, поэтому необходимо увеличить скорость ее подачи в зону сваривания.
- При нагревании алюминиевая проволока расширяется больше, чем стальная, поэтому рекомендуется приобретать специальный наконечник, обозначаемый буквами «Al».
- Так как алюминиевая проволока мягче стальной, то в процессе подачи ее в зону сваривания могут образовываться петли и скрутки, поэтому рекомендуется использовать для ее подачи механизм с четырьмя роликами.
Сварка алюминия в домашних условиях инвертором
Сварка дюралюминия (алюминиевый сплав) или самого алюминия может проводиться инвертором. Для процесса необходимо правильно подобрать электрод и ток. Что касается электродов, то лучше использовать марки ОЗАНА, ОЗА или ОЗР. Установка (настройка) тока должна учитывать высокие плавящиеся свойства металла. Для чего нет необходимости выставлять ток большой величины.
Внимание! Перед началом сварочного процесса рекомендуется электроды прокалить, для чего используется специальная печь. Она так и называется – печь для прокалки электродов.
Сам процесс сварки ничем не отличается от сваривания стальных конструкций. И если перед вами стоит вопрос, можно ли варить алюминий в домашних условиях, то смело отвечайте, что можно.
Сваривание алюминия при помощи флюсов
Флюсы для сварки алюминия используются давно. Они представлены широким модельным рядом, где есть материалы для разных алюминиевых сплавов. Основное их назначение – разрушение оксидной пленки. При нагреве нанесенный флюс растворяется и разрушает окисел, и тут же производится соединение двух элементов.
Производители предлагают флюсы, которые используются только в газовой сварке алюминия, или только в дуговой. В последнем случае используются графитовые электроды или угольные.
Заключение по теме
Как видите, заварить алюминиевые заготовки можно разными способами, в которых используется разное оборудование для сварки. Но во всех случаях нужно свариваемый металл тщательно подготовить, и обязательно проводится настройка аппарата для сварки. Посмотрите видеоурок – как сваривать алюминий. Кстати, видео уроки дают возможность воочию увидеть, что собой представляет сваренный металл в конечном виде.
Как и чем варить алюминий

Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
- Почему свариваемость алюминия низкая
- Способы сварки алюминия
- Что нужно для сварки алюминия
- Чем варить алюминий в домашних условиях
- Сварка вольфрамовыми электродами в инертной среде
- Задействуем полуавтомат
- Выполняем работы инвертором
- Технология сварки алюминия при помощи флюсов
- Заключение
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
- На поверхности алюминия образуется окислительная пленка. И если температура плавления металла составляет всего лишь 660 градусов Цельсия, то защитной пленки – 2044 °C.
- В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
- Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
- Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
- Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.

Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
- с использованием вольфрамовых электродов и инертного газа;
- в инертной среде полуавтоматической сваркой;
- без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.

Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.

Особенности сварочных работ по алюминию электродами со специальным покрытием:
- используется только обратно полярный постоянный ток;
- величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
- качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
- в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
- электрод нужно сжигать «за один присест». В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
- Важно, чтобы длина дуги не превышала 2,5 мм.
- Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
- Между присадочной проволокой и электродом выдерживается прямой угол.
- Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
- Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
- Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
- Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
- Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.
Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.

Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.

Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Алюминиевая проволока для сварки и особенности ее использования
Для сварки деталей, выполненных из алюминия и сплавов на его основе, используется алюминиевая проволока, с помощью которой также выполняется наплавка заготовок из данного металла. Все работы с использованием такой проволоки осуществляются в среде защитного газа, в качестве которого чаще всего применяется аргон. Алюминиевая сварочная проволока, если она подобрана правильно, способна обеспечить высокое качество и надежность формируемого сварного шва, стабильность его механических характеристик.

Катушка алюминиевой сварочной проволоки
Алюминий, как известно, является одним из самых сложных металлов в плане выполнения сварочных работ. Этот факт, который может подтвердить любой опытный сварщик, объясняется свойствами данного металла: на его поверхности всегда присутствует тугоплавкая окисная пленка. Сам же алюминий, если не брать во внимание упомянутую пленку, имеет невысокую температуру плавления, что также вносит сложности в процесс выполнения сварки.
Оптимальным способом получения надежных соединений деталей, выполненных из алюминия и его сплавов, является механизированная дуговая сварка. Для ее осуществления используется алюминиевая проволока.
Виды алюминиевой проволоки и правила ее применения
Присадочная проволока, которая используется для соединения деталей, изготовленных из алюминия и его сплавов, может относиться к одной из двух категорий:
- Алюминиевая проволока, применяемая для выполнения технологической операции холодной высадки (требования к качественным характеристикам такой присадочной проволоки оговариваются в ГОСТ 14838-78).
- Проволока для сварки алюминия, а также сплавов на основе данного металла.
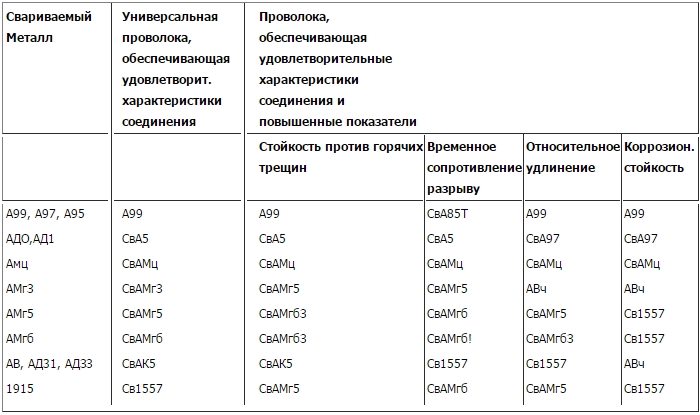
Рекомендуемые марки проволок для сварки алюминиевых сплавов
Выбирая сварочную проволоку для сварки алюминиевых сплавов с различным химическим составом, лучше остановить свой выбор на универсальных типах такого расходного материала. Кроме высокой надежности получаемого соединения, такая проволока позволяет обеспечить:
- устойчивость сварного шва к образованию горячих трещин;
- высокую прочность формируемого шва;
- пластичность полученного соединения;
- способность сварного шва успешно противостоять коррозионным процессам.
Специальная порошковая проволока позволяет сваривать заготовки без газа. Предлагаемый видеоролик поможет разобраться в целесообразности использования этой технологии.
Правильно подобранная алюминиевая проволока – не единственное условие, позволяющее получить качественное и надежное сварное соединение. Очень большое значение также имеет правильная подготовка соединяемых деталей, которая заключается в тщательной очистке их поверхностей и удалении с них тугоплавкой оксидной пленки. Важно выполнить такую процедуру непосредственно перед началом сварки, так как алюминиевая поверхность под воздействием окружающей среды быстро покрывается оксидной пленкой.
По этой же причине проволока, предназначенная для сварки алюминия, после вскрытия упаковки, в которой она поставляется с завода, должна быть использована достаточно быстро. Иначе ее поверхность будет подвергнута активному окислению. В этом случае качественные характеристики проволоки будут значительно ухудшены, что скажется и на характеристиках формируемого с ее помощью сварного соединения.

Временное хранение вскрытой катушки с алюминиевой проволокой
Проволока, которая применяется для сварки алюминиевых деталей полуавтоматом, может иметь различный химический состав. Для такой сварки используются в основном проволоки, изготовленные на основе алюминия в сочетании с марганцем, кремнием и магнием. Выбор конкретного типа зависит от того, какие элементы входят в химический состав свариваемых деталей.
Особенности подающих механизмов для алюминиевой сварочной проволоки
Стандартный подающий механизм полуавтомата не слишком подходит для работы с алюминиевой проволокой. Объясняется это такими характеристиками данного металла, как высокая пластичность и теплопроводность.
Подающий механизм стандартного полуавтомата для сварки, в котором применяются два ролика, может смять мягкую алюминиевую проволоку, что приведет к ее застреванию в механизме. Именно поэтому при использовании в полуавтомате алюминиевой проволоки необходимо оснащать его подающим механизмом, состоящим из 4 роликов, каждый из которых имеет U-образный профиль рабочей канавки.

Механизм подачи проволоки с четырьмя роликами
Для работы с полуавтоматом, в котором будет использоваться проволока из алюминия, необходимо оснащать его подающим шлангом минимальной длины (до 3 метров). В противном случае мягкая проволока будет просто застревать в длинном подающем шланге. Данную проблему помогает решить использование подающего канала из тефлона, что даст возможность значительно уменьшить трение проволоки о стенки такого канала.
Чтобы избежать застревания алюминиевой проволоки, которая отличается высоким коэффициентом теплового расширения, в наконечнике полуавтомата для сварки, следует подбирать наконечник таким образом, чтобы отверстие в нем было несколько больше (на 1–2 мм), чем диаметр самой проволоки.

Комплект различных наконечников облегчает подбор нужного отверстия для проволоки
Подающий механизм полуавтомата, на котором планируется использовать проволоку из алюминия, должен работать без перебоев, которые являются частой причиной застревания проволоки в канале подачи. Перебои в работе такого механизма чаще всего возникают по причине нестабильной работы тормозного устройства катушки. Чтобы в процессе выполнения сварки таких проблем не возникало, необходимо отрегулировать усилие, создаваемое катушкой: оно должно иметь возможность уменьшения до минимума. В то же время такого усилия должно быть достаточно для того, чтобы предотвращать поворот катушки.
Правильный выбор проволоки для выполнения полуавтоматической сварки алюминиевых деталей в среде аргона, а также параметров выполнения такого технологического процесса позволяет не только получать качественные, надежные и красивые сварные швы, но и минимизировать риск возникновения брака при их выполнении. К таким параметрам относятся не только диаметр используемой проволоки и ее химический состав, но и скорость ее подачи, а также значения сварочного тока и полярность его подключения.
Объем сварочных работ в домашней мастерской обычно не требует большого расхода алюминиевой проволоки, но маленькие катушки подходят не ко всем аппаратам. Установить бобину небольшого размера поможет смекалка, как показано на видео.
Как варить алюминий полуавтоматом
Сварка алюминия полуавтоматом должна выполняться под защитой инертного газа. В основном для этого используют аргон. Иногда к нему добавляется гелий.

Сегодня для сварки металлов применяют различные сварочные аппараты. При их выборе учитывают свойства и поведение металлов во время выполнения сварочных работ. Особый подход требует алюминий и его сплавы. Как и стальные сплавы, этот металл широко используется во многих сферах, поэтому вопрос соединения алюминиевых конструкций и отдельных изделий из него совсем не праздный. Чаще других для этих целей применяется сварка алюминия полуавтоматом.
Особые свойства алюминия
Широкое использование алюминия объясняется его небольшим удельным весом, достаточно стабильной прочностью и коррозионной устойчивостью. Но его поведение при тепловой обработке создает сложности при соединении алюминиевых конструкций и деталей с помощью сварки. Это объясняется спецификой физико-химических свойств алюминия:
- он не изменяет свой цвет при сильном нагревании, поэтому трудно понять по цвету о степени прогрева металла;
- имеет широкий температурный диапазон плавления в отличие от стальных сплавов и начинает плавиться при низком температурном пороге, теряя при этом свою прочность;
- не проявляет склонности к намагничиванию;
- обладает высокой теплопроводностью (в среднем в 5 раз больше, чем стальные сплавы), поэтому при нагреве зоны соединения тепло интенсивно распространяется по всей свариваемой детали. Чтобы его не терять, перед проведением сварочных работ, особенно больших алюминиевых изделий, предварительно проводят их нагрев;
Из-за активного взаимодействия алюминия с кислородом воздуха на его поверхности образуется окисная пленка. При достижении определенной толщины она затем начинает служить защитой алюминия от дальнейшего окисления. В то же время, окисная пленка создает сложности при сварке, т. к. плавится при температуре 2050-2200 о С, в отличие от самого металла, имеющего точку плавления в районе 660 о С.
Задачи сварщика при работе с алюминием
- избавиться от окисной пленки в месте шва: пробить ее электрическим импульсом или провести механическую очистку поверхности с помощью металлической щетки или путем химического травления. Для пробивания пленки используют специальный импульсный режим работы оборудования;
- при выборе режима сварки не допустить прожогов металла из-за повышенной теплопроводности и низкого порога плавления алюминия, приводящего к быстрой потере прочности при нагревании. Для этого он должен обеспечить нужную температуру процесса и дугу от 12 до 15 мм длиной, выбрать правильные электроды и размер присадочной проволоки, подходящий для толщины соединяемых алюминиевых деталей и сопла горелки;
- учитывать склонность алюминия к значительной линейной усадке (почти вдвое больше, чем у сталей) при быстром остывании после нагрева, т. к. это ведет к созданию внутреннего напряжения с образованием деформационных трещин или кратеров в области шва. Для предотвращения этого начинать сварочный процесс нужно при большом сварочном токе, чтобы пробить оксидную пленку, а заканчивать — постепенно снижая его к концу процесса, это смягчит резкую смену температуры и не даст образоваться кратеру.
Технологические особенности сварки
Разбавление аргона углекислым газом при сварке алюминия, как это делают при соединении стальных конструкций аргонодуговым способом, недопустимо.
Допускается выполнение сварного шва полуавтоматом без применения нейтрального газа при условии использования порошковой расходной проволоки. При нагреве она начинает распылять железосодержащий порошок, который образует облако и служит диэлектриком, выполняющим защитную роль также, как инертный газ.
Использование порошковой проволоки в качестве защитного флюса при сварке алюминия стоит применять только в исключительных случаях, т. к. при таком методе сварной шов не будет отличаться высоким качеством.
Задачи, которые стоят перед сварщиком при работе с алюминием, успешно можно решить с помощью сварочного полуавтомата с использованием TIG и MIG технологий.
При TIG технологии используются неплавящиеся электроды на основе вольфрама и присадочная проволока, автоматически заполняющая стык между деталями. При использовании этой технологии необходимо наличие в полуавтоматическом устройстве режима переменного тока, а также высокочастотного розжига дуги.
В этом случае окисная пленка пробивается путем «катодного» распыления ее поверхности в моменты тока с обратной полярностью.
При MIG методе в качестве присадки используют сами электроды, т. к. они являются плавящимися. Такой электрод равномерно подается в сварную зону с помощью устройства автоматической подачи проволоки.
Сварка алюминиевых сплавов полуавтоматическим аппаратом MIG способом проводится с использованием постоянного тока, имеющего обратный характер полярности. Рассмотрим его подробно.
Сварка постоянным током обратной полярности

При ее проведении сварочная дуга окружена парами металлического расплава электродной проволоки. Капли жидкого алюминия при постоянной подаче проволоки в виде ионов притягиваются «катодной» поверхностью сварной ванны. При этом происходит их нейтрализация с образованием дополнительного тепла.
В результате такого процесса поверхностная оксидная пленка разрушается. Если окисный слой значительный, то перед проведением сварки его нужно удалить с помощью механической чистки или травлением.
Плавящийся электродный металл заполняет каплями область между стыками деталей, образуя при застывании прочный шов.
Как использовать полуавтомат при сварке алюминия
- Подача мягкой алюминиевой проволоки осуществляется специальным прижимным механизмом, который вращается с помощью четырех роликов, имеющих U–форму поверхностной канавки. Для обеспечения стабильной подачи проволоки необходимо отрегулировать давление на прижимной вращающийся механизм. Это поможет избежать зажимания проволочного алюминия во время проведения сварки.
- Расплавление присадочной проволоки происходит способом струйного переноса. Такой режим может быть обеспечен применением переменного тока в 270 ампер или импульсного тока в 100 ампер. Поэтому сварочный аппарат должен иметь возможность настроек таких режимов с помощью блока генерации, т. е. представлять инверторный тип аппарата.
- Аппарат при сварке алюминия должен работать в режиме обратной полярности сварного тока, когда «–» подается на клемму, закрепленную на детали, а электрод подсоединяется к «+». Это обеспечивает создание наивысшей температуры в сварной области.
- Т. к. алюминиевые сплавы при нагревании расширяются больше, чем стальные, то при их сварке для полуавтоматической подачи проволоки в горелках должны использоваться контактные наконечники с диаметром отверстия заведомо с припуском на величину расширения, при этом должен соблюдаться хороший контакт для поддержания электрической искры.
- Для меньшего контактного трения при прохождении проволоки внутри горелки нужно использовать специальный кабельный канал, рассчитанный на алюминий. Обычно он изготавливается из тефлонового материала или на основе графита.
- Важным для успешного выполнения сварного шва является подбор подходящего диаметра сварной проволоки из алюминия. Т. к. этот металл является мягким, то использование тонкой проволоки до 8 мм в диаметре затруднительно ввиду сложности ее прохождения через горелку (она может запутываться с образованием петель и изгибов). Выходом является использование горелок с небольшим размером длины или применения дополнительного приспособления подачи проволоки внутри корпуса горелки.
При использовании толстой проволоки (от 1,2 до 1,6 мм в диаметре) нужно применять высокий сварной ток.
Плюсы и минусы сварки алюминия полуавтоматом
Плюсы полуавтомата:
- Такое устройство аппарата позволяет использовать его в широком диапазоне с разными настройками, помогающими выбрать нужный режим проведения сварочного процесса.
- Контроль дуги можно проводить при любом положении горелки.
- Можно проводить сварку деталей любого размера. При необходимости соединения конструкций больших размеров проводить работу можно без использования защитного аргона.
- Аппарат обеспечивает высокую точность сварного шва.
- Обеспечивается экономный расход расходных материалов и электроэнергии с большой эффективностью.
- Аппараты полуавтоматического типа могут иметь небольшой вес и размеры, а также мобильность, позволяющую устанавливать их в нужном месте.
- Имеют высокий КПД, достигающий 95%.
- Основным недостатком полуавтомата инверторного типа является его высокая стоимость по сравнению с трансформаторными устройствами.
- Такие аппараты боятся пыли, которой в производственных условиях или на стройке достаточно. Поэтому, в отличие от других устройств, они нуждаются в регулярной чистке с продувкой инвертора.
- Электронные схемы управления регулировкой плохо реагируют на минусовые температуры, а перепады температур могут вызвать конденсат и вывести из строя систему.
Ознакомившись с процессом сварки алюминия с помощью полуавтоматического аппарата и его тонкостями, вы можете самостоятельно приступать к работе. Соблюдение всех рекомендаций статьи и правильного проведения технологического процесса позволит добиться качественного надежного соединения изделия из алюминия.
Алюминиевая сварочная проволока
Время чтения: 4 минуты
Алюминий — один из самых часто применяемых в промышленности металлов. Из него изготавливают все: от деталей самолетов до кухонной утвари. Для работы с алюминием применяется алюминиевая проволока для сварки.

Но не все сварщики готовы взяться за сварку алюминия. Особенно, новички. Ведь этот процесс всегда связан с рядом трудностей и особенностей, которые мешают формированию качественного шва. В этой статье мы расскажем, какие нюансы нужно учесть и что собой представляет сварочная проволока.
Общая информация
Алюминиевая проволока (сварочный пруток, присадочная проволока, присадка) — это изделие, изготовленное из алюминия или его сплавов. Поставляется либо в виде коротких прутков, либо в катушке, вес которой измеряется в кг. С помощью проволоки осуществляется не только сварка, но и наплавка металла.
Алюминиевая сварочная проволока применяется при автоматической и полуавтоматической сварке в среде защитного газа. Для ее использования необходимо иметь подающий механизм. Он будет быть частью сварочного аппарата или являться самостоятельным приспособлением. Подающий механизм с заданным интервалом подает проволоку в сварочную зону. Вы также можете подавать ее вручную (буквально держа в одной руке и направляя в сварочную ванну). Но этот способ считается непрофессиональным.

При выборе алюминиевой сварочной проволоки необходимо учесть ее диаметр и марку. Диаметр подбирается исходя из толщины детали. Чем толще деталь, тем больше диаметр. Простой пример: у нас есть лист алюминия толщиной 2 мм. Для его сварки нам необходимо взять пруток диаметром 2-3 мм. Что касается марки, то этот параметр так же очень важен. Марка проволоки должна совпадать с маркой металла. В противном случае качество швов будет неудовлетворительным.
Особенности
Алюминиевый присадочный материал, безусловно, необходимо правильно выбрать. Но это не единственное правило, которое следует соблюдать, чтобы получить швы достойного качества. Важно помнить, что алюминий покрыт окисной пленкой. Пленка окисляется под действием кислорода, поэтому храните прутки в герметичной упаковке. После вскрытия воспользуйтесь проволокой как можно скорее, чтобы не начался процесс окисления.
Если проигнорировать эту особенность алюминия, проволока может стать непригодна к применению. Ее качественные характеристики будут нарушены, и вы не сможете использовать вскрытый пруток для сварки.
Логично, что если алюминиевая проволока склонна к окислению, значит и самому металлу присущи эти свойства. Поэтому металл необходимо тщательно подготовить. Впрочем, об этом мы расскажем далее.
Подготовительный этап и сварка
Итак, теперь вы знаете, что алюминию присущ один существенный недостаток — образование окисной пленки на поверхности. Температура ее плавления 2500 градусов, когда температура плавления самого алюминия не превышает 660 градусов. Если варить металл, игнорируя окисную пленку, то швы получатся низкокачественными и недолговечными. Учитывайте, что у алюминия в целом крайне высокая теплопроводность. Именно по этой причине у многих новичков образовываются прожоги при формировании шва, и металл деформируется.
Как решить эту проблему? Зачистить поверхность. Так вы сможете решить сразу несколько проблем. Вы удалите тугоплавкую окисную пленку и исключите образование дефектов или деформаций металла.
Для зачистки металла используйте шлифовальную машинку, болгарку, наждачную бумагу, напильник или металлическую щетку. Можно использовать несколько инструментов одновременно. Также существуют специальные флюсы, которые можно нанести на место будущего шва. А чтобы избежать деформации металла, прогрейте деталь в печи или с помощью горелки.

Теперь о технологии сварки. Вам понадобится полуавтомат, защитный газ и прутки для сварки алюминия. Лучше, если полуавтомат будет профессионального или полупрофессионального класса. В качестве защитного газа используйте аргон или смесь аргон+гелий.
Вы также можете варить алюминий без газа. Для этого замените сварочные прутки на так называемую порошковую проволоку. Она представляет собой полую металлическую трубку небольшого сечения, внутри которой флюс. При плавлении проволоки пары флюса образуют «облако» вокруг сварочной зоны и защищают металл от окисления. Но учтите, что качество швов при использовании порошковой проволоки хуже, чем при применении классической связки газ+сварочный пруток.
Если вы решили воспользоваться классической технологией, то заправьте проволоку для алюминия в подающий механизм. Он будет на заданной скорости подавать проволоку в сварочную зону. Там она будет плавиться под пламенем горелки, и смешиваться вместе с основным металлом, образуя сварной шов. Газ в данном случае играет защитную роль: он препятствует образованию окисной пленки, улучшает качество шва и ускоряет работу.
Вместо заключения
Как видите, присадочный пруток — это один из важнейших участников сварочного процесса при работе с алюминием или любым другим металлом. Подбирая сварочную проволоку убедитесь, что она изготовлена из того же металла, что и деталь. При этом важно, чтобы совпадал не только тип металла, но и его марка. Существует с десяток марок алюминия, поэтому узнайте характеристики детали перед покупкой прутка.

