Как определить размер «под ключ» болта и гайки?
Как определить размер «под ключ» болта и гайки?
Таблицы помогут Вам, выбрать нужны размер ключа или торцевой головки, если известен только размер диаметра резьбы болта или шпильки.
| Диаметр резьбы М | Размер под ключ мм |
| М2 | 4 |
| М2,3 | 4,5 |
| М2,6 | 5 |
| М3 | 5,5 |
| М3,5 | 6 |
| М4 | 7 |
| М5 | 8 |
| М(5-6) | 9 |
| М6 | 10 |
| М7 | 11 |
| М8 | 13 |
| М(8) | 14 |
| М10 | 16 |
| М(10) | 17 |
| М12 | 18 |
| М(12) | 19 |
| М14 | 21 |
| М(14) | 22 |
| М16 | 24 |
| М18 | 27 |
| М20 | 30 |
| М(22) | 32 |
| М22 | 34 |
| М24 | 36 |
| М27 | 41 |
| М30 | 46 |
| М33 | 50 |
| М36 | 55 |
| М39 | 60 |
| М42 | 65 |
| М45 | 70 |
| М48 | 75 |
| М52 | 80 |
| М56 | 85 |
| М60 | 90 |
| М64 | 95 |
| М68 | 100 |
| М72 | 105 |
| М76 | 110 |
| М80 | 115 |
| М85 | 120 |
| М90 | 130 |
| М95 | 135 |
| М100 | 145 |
| М105 | 150 |
| М110 | 155 |
| М115 | 165 |
| М120 | 170 |
Резьба UNC и дюймовый размер гайки под ключ
| Диаметр резьбы UNC | Размер гайки под ключ дюймы |
| 1/4″ | 7/16″ |
| 5/16″ | 1/2″ |
| 3/8″ | 9/16″ |
| 7/16″ | 11/16″ |
| 1/2″ | 3/4″ |
| 9/16″ | 7/8″ |
| 5/8″ | 15/16″ |
| 3/4″ | 1-1/8″ |
| 7/8″ | 1-5/16″ |
| 1″ | 1-1/2″ |
| 1-1/8″ | 1-11/16″ |
| 1-1/4″ | 1-7/8″ |
| 1-3/8″ | 2-1/16″ |
| 1-1/2″ | 2-1/4″ |
| 1-3/4″ | 2-5/8″ |
| 2″ | 3″ |
| 2-1/4″ | 3-3/8″ |
| 2-1/2″ | 3-3/4″ |
Резьба SAE и дюймовый размер гайки под ключ
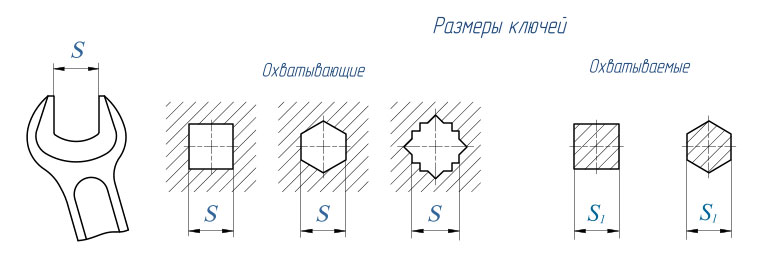
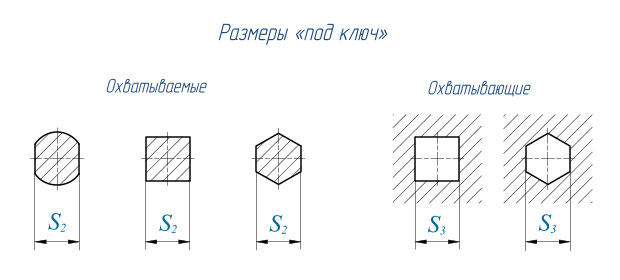
Отверстия ключей и размер под ключ
В технике гаечным ключём называется специализированный инструмент, который предназначен для того, чтобы собирать или разбирать резьбовые соединения. Для этого ими откручиваются от других деталей болты или гайки, или же прикручиваются к ним.
Все гаечные ключи в технике подразделяются на две основные разновидности: охватываемые и охватывающие. Отверстия, в которые вставляются гайки или головки болтов называются зевами, причем их размеры стандартизованы. В метрической системе они измеряются в миллиметрах, а в дюймовой – в долях дюйма.
Несмотря на то, что конструкция гаечного ключа очень проста и незатейлива, он находит чрезвычайно широкое применение: без этого инструмента не обходится практически ни одно сборочное производство, он необходим при ремонте самой различной техники. Есть гаечные ключи и в космосе, например, на Международной космической станции.
Если говорить о том, какая именно из многочисленных разновидностей гаечных ключей распространена более остальных, то таковыми являются, безусловно, рожковые. Что касается материала, используемого для их изготовления, то самым распространенный – это высококачественная инструментальная сталь, в которой в качестве основных легирующих добавок наличествуют хром и ванадий.
Изготовление отверстий под ключ
В большинстве случаев ответные элементы под ключ имеют отверстия шестигранного или квадратного сечения размеры которых оговорены стандартом. В отличие от отверстий круглых, технологический процесс их изготовления намного более сложен и отличается высокой трудоемкостью. Эти отверстия являются чаще всего результатами таких процессов, как фрезерование и протягивание. Кроме того, для их получения применяется такое оборудование, как долбежные станки, используются специализированные прошивки. В последнее время применяются по мимо всего прочего и такие передовые методы, как электроэрозионная обработка и лазерная резка.
Чтобы получить квадратное отверстие, можно использовать и такой нестандартный метод, как сверление с применением специализированного инструмента. В основу этого способа положена траектория движения режущего инструмента, называющаяся «треугольник Рело». Так она именуется в честь своего изобретателя, французского инженера-механика Франца Рело, который на рубеже XIX и XX столетий преподавал в Берлинской Королевской Технический академии, и в итоге стал ее президентом. Суть «треугольника Рело» состоит в том, что режущий инструмент перемещается не по прямым, а по дугам, которые имеют одинаковый радиус и размер. Если в процессе сверления использовать именно такое движение сверла, то можно получить квадратное отверстие, у которого совсем немного скруглены углы.
Сверление
В технике под сверлением подразумевается технологический процесс, для осуществления которого используются или спиральные, или другие виды сверл. Результатом применения этого режущего инструмента является образование в деталях, заготовках или полуфабрикатах отверстий, которые имеют заданный диаметр и строго определенную глубину.
В тех случаях, когда изготавливаются отверстия под ключ, сверление применяется в качестве вспомогательной технологической операции. Оно необходимо для того, чтобы произвести предварительную обработку отверстия.
Эрозионная обработка
Электроэрозионная обработка представляет собой направленное воздействие на материал импульсных разрядов, в результате чего происходит разрушение определенного слоя обрабатываемого материала. Он размещается под специальным электродом.
С помощью электроэрозионной технологии можно обрабатывать материалы практически любой степени твердости, причем проделывать в них отверстия любой конфигурации, в том числе и отверстия под ключ.
Протягивание
Этот технологический процесс представляет собой одну из разновидностей обработки металлов резанием. Он используется для осуществления операций как на наружных, так и на внутренних поверхностях, применяется в отношении как металлических, так и неметаллических материалов. С помощью протягивания можно изготавливать отверстия под ключ самого высокого качества.
Лазерная резка
Этот метод на сегодняшний день считается наиболее передовым и самым эффективным во всех отношениях. В процессе обработки металла лазерным лучом происходит испарение его части, и в итоге получаются или заготовки, или уже готовые детали.
Как определить размер «под ключ» болта и гайки?
Таблица 1                Таблица 2                Таблица 3
На следующей странице показан     Пример выполнения задания №3
Примеры расчетов резьбовых соединений
Данные для выполнения соединения болтом (табл. 1)
        Номинальный диаметр резьбы болта — 16 мм.
        Шаг резьбы — мелкий.
        Класс точности ГОСТ 16093-81 — средний.
        Марка стали болта, гайки и шайбы — Сталь 10.
        Вид покрытия деталей болтового соединения — окисное, пропитанное маслом.
        Толщина покрытия — 3 мкм.
      Определяем величину шага резьбы. Номинальному диаметру резьбы 16 мм соответствует мелкий шаг — 1,5 мм (табл. 8).
      Определяем поля допусков болта и гайки, соответствующие среднему классу точности. Для наружной резьбы болта поле допуска -6g, для внутренней резьбы гайки — 6H (табл. 5).
 |
      Для болта, изготовленного из стали 10, класс прочности — 4.8 (табл. 20). . Класс прочности гайки — 5 (табл. 22). .
      По табл. 23 определяем, что окисное, пропитанное маслом покрытие деталей бол-тового соединения: болта, шайбы и гайки, имеет цифровое обозначение 05 (ГОСТ 1759.0-87).
      Длину болта Lб определим по формуле [I, с. 49]:
      Полученную длину округляем до ближайшего большего стандартного значения (ГОСТ 7798-70) (табл. 8). Окончательно принимаем Lб = 65 мм. Вычерчиваем болт длиной 65 мм. Вычерчиваем шайбу и гайку. Увеличиваем размер «а» с 3 мм до 5,4 мм. По табл. 5 определим высоту головки болта К = 10 мм, размер под ключ S = 24 мм, диаметр описанной окружности е = 26,5 мм. Изображение головок болтов и гаек на учебных сборочных чертежах приведено на (рис. 95-б). Диаметр гладких отверстий в соединяемых болтом деталях 18 мм согласно (табл. 27). .
2. Cоединение шпилькой
      Длину шпильки (без ввинчиваемого конца) определим по формуле:
где q1 = 20 мм — толщина присоединяемой детали;
 |
Рис. 92
      Полученную длину округляем до ближайшего большего стандартного значения (табл. 9). . Окончательно принимаем Lш = 45 мм. По этой же таблице определим длину нарезанной части шпильки l0. При длине шпильки 45 мм и диаметре 16 мм l0 = 38 мм. Вычерчиваем шпильку длиной 45 мм. Вычерчиваем шайбу и гайку, увеличиваем раз-мер «а» с 4 мм до 7 мм.
      Длина ввинчиваемого (посадочного) конца шпильки l1 (рис. 92 б) зависит от материала детали, в которую ввинчивается шпилька (табл. 10). . Так как шпилька ввинчивается в стальную деталь, то l1 = d = 16 мм. Шпилька будет выполнена по ГОСТ 22032-76. Определим запас резьбы l5 и недорез l4, которые зависят от шага резьбы (табл. 25) . При шаге резьбы 2 мм l5 = 5,5 мм, l4 = 11 мм. Глубина сверленного под резьбу отверстия:
L0 = l1+l5+l4 = 16+5,5+11 = 32,5 мм.
      Диаметр отверстия под нарезание метрической резьбы определим по (табл.25). . При номинальном диаметре резьбы 16 мм и шаге резьбы 2 мм номинальный диаметр отверстия под резьбу с полем допуска 6H — d=13,9 мм. Длина резьбы глухого отверстия под шпильку: L1 = l1+l5 = 16+5,5 = 21,5 мм.
 |
      Диаметр гладкого отверстия в присоединяемой детали определим по (табл. 27). При диаметре стержня шпильки 16 мм диаметр отверстия 18 мм.
3. Соединение винтами
      Для винтов с потайной головкой потайная часть включается в длину винта. Длина винта в нашем случае складывается из толщины присоединяемой детали q2 и глу-бины ввинчивания l1 (рис. 92, в).
Lв = q2+l1 = 10+15 = 25 мм.
      Полученный размер согласуем со стандартным значением (табл. 17). Окончательно принимаем длину винта Lв = 25 мм. По той же таблице определяем дли-ну нарезанной части винта. Винт будет иметь резьбу по всей длине стержня. Конструктивные размеры головки винта определим по (табл. 15) , размеры зенковки (углубления под головку) — по (табл. 28). . Следует помнить, что шлицы головок винтов на сборочных чертежах, на виде слева, изображаются под углом 45° к рамке чертежа (см. пример).
      По (табл. 25). определим запас резьбы l5, недорез l4 и фаску z, которые зависят от шага резьбы. При шаге резьбы 1,75 мм — l5 = 5,0 мм, l4 = 11 мм, z = 1,6 мм. Глубина сверленного под резьбу винта отверстия: :
L0 = l1+l5+l4 = 12+5,0+11 = 28 мм.
      Диаметр отверстия под нарезание метрической резьбы определим по ( табл. 26). При номинальном диаметре резьбы 12 мм и шаге резьбы 1,75 мм номинальный диаметр отверстия под резьбу с полем допуска 7H — d = 10,2 мм. Длина резьбы глухого от-верстия под винт: :
L1 = l1+l5 = 12+5,0 = 17 мм.
      Диаметр гладкого отверстия в присоединяемой детали определим по (табл. 27). При диаметре стержня винта 12 мм диаметр отверстия 14 мм.
4. Соединение трубной резьбой
      Данные для выполнения соединения трубной резьбой (табл.3) :
Для всех вариантов: :
      резьба трубная цилиндрическая, класс точности А, ГОСТ 6357-81. Трубы стальные водо- и газопроводные ГОСТ 3262-75. :
Данные конкретного варианта: :
      условный проход (внутренний диаметр) трубы Dу = 20 мм; толщина стенки S = 2,8 мм; длина патрубка — 50 мм. :
      Определим наружный диаметр резьбы d, длину резьбы ввинчиваемого конца патрубка L1, длину резьбы свободного конца патрубка L2, и фаски z (табл. 19) . При Dу = 20 мм — d = 26,442 мм, L1=10,5 мм. L2.=16 мм, z = 2 мм. Внутренний диаметр патрубка практически равен условному проходу. Внутренний диаметр резьбы d1 определим по формуле: d1 » d — 2,7 мм. :
      При Dу = 20 мм — d1= 26, 42 — 2,7 = 23,7 мм. Диаметр отверстия в корпусе и фланце (детали 1 и 2) на сборочном чертеже выполним равным внутреннему диаметру трубной резьбы (
24 мм). :
      Длина резьбы отверстия под патрубок должна быть больше длинны резьбы ввинчиваемого конца патрубка L1 на 2…3 шага резьбы. Шаг резьбы определяет величину фаски, поэтому при расчетах будем использовать значение фаски z. Тогда длина резьбы отверстия под патрубок: :
10,5+2x(2…3) = (14,5…16,5) мм
      Окончательно принимаем длину резьбы отверстия под патрубок — 16 мм. :
      На чертеже приведен пример выполнения сборочного чертежа по данным контрольного задания
Порядок выполнения задания       Начинать сборочный чертеж следует с вычерчивания в тонких линиях корпуса, фланца и крышки (детали 1, 2 и 3). Размеры корпуса и фланца приведены на рис. 1 и не зависят от заданного варианта. Толщина крышки равна толщине скрепляемой детали в соединении винтами (зависит от конкретного варианта). При размещении изображений на формате следует предусмотреть место для габаритных и присоединительных размеров и линий-выносок для номеров позиций деталей, входящих в состав изделия. Следует предусмотреть место для выполнения глухого отверстия с резьбой под шпильку :
      На сборочном чертеже все составные части изделия нумеруют в со-ответствии с номерами позиций, указанными в спецификации. Номера позиций наносят на пол-ках линий-выносок, проводимых от составных частей согласно ГОСТ 2.109-68 и 2.316—68. Один конец, пересекающий линию контура, заканчивается яркой точкой, другой — полкой. Линии-выноски не должны пересекаться между собой и не должны быть параллельными линиям штриховки. Их выполняют сплошной тонкой линией. Полки линий-выносок располагают параллельно основной надписи чертежа вне контура изображения и группируют в колонку или в строчку. Размер шрифта номеров позиций должен быть больше на один-два размера, чем раз-мер шрифта, принятого для размерных чисел этого чертежа :
      Для определения состава сборочной единицы на отдельном листе формата А4 выполняем спецификацию. Форма и порядок заполнения спецификации определяет ГОСТ 2.108-68. На рис. 2 приведен пример спецификации для сборочного чертежа рис.1. Спецификация состоит из разделов: документация, детали, стандартные изделия. Наименование каждого раздела указывается в виде заголовка в графе «Наименование» и подчеркивается тон-кой линией. Выше и ниже каждого заголовка оставляем одну свободную строку. В раздел «До-кументация» вписываем «Сборочный чертеж». В раздел «Детали» вносим корпус, фланец, крышку и патрубок. В раздел «Стандартные изделия » заносим обозначение болта, винта, гаек, шайб и шпильки. Условные обозначения, болтов, винтов, гаек приведены всоответствующих таблицах. Пример обозначения болта с шестигранной головкой нормальной точности с номинальным диаметром метрической резьбы d = 16 мм, с мелким шагом резьбы 1,5 мм, с полем допуска среднего класса точности 6g, длиной Lб = 65 мм, , класса прочности 48, с покрытием 05 толщиной 3 мкм: :
Болт М16x1,5-6gx65.48.053 ГОСТ 7798-70
      Пример обозначения винта с потайной головкой класса точности В с номинальным диаметром метрической резьбы d = 12 мм, с полем допуска грубого класса точности 8g, длиной Lв = 25 мм, с крупным шагом резьбы, класса прочности 46, без покрытия: Винт В М12-8gx25.46 ГОСТ 17475-80
      Пример обозначения шестигранной гайки нормальной точности первого исполнения с номинальным диаметром метрической резьбы d = 16 мм, с мелким шагом резьбы 1,5 мм, с полем допуска среднего класса точности 6H, , класса прочности 5, с покрытием 05 толщиной 3 мкм: Гайка М16x1,5-6H.5.053 ГОСТ 5915-70
      Пример обозначения шестигранной гайки нормальной точности второго исполнения с номинальным диаметром метрической резьбы d = 16 мм, с полем допуска грубого класса точности 7H, с крупным шагом резьбы, класса прочности 5, без покрытия: Гайка 2 М16-6H.5 ГОСТ 5915-70
      Пример обозначения шайбы исполнения 1 для крепежной детали с номинальным диаметром резьбы d = 16 мм, из стали 10 — материала группы 01, с покрытием 05 толщиной 3 мкм: Шайба 16.01.Сталь 10.053 ГОСТ 11371-78
      Пример обозначения шайбы исполнения 2 для крепежной детали с номинальным диаметром резьбы d = 16 мм, из стали 20 — материала группы 04, без покрытия: Шайба 2.16.04 ГОСТ 11371-78
      Пример обозначения шпильки исполнения 1 для резьбовых отверстий в стальных, бронзовых, латунных и титановых сплавов, с номинальным диаметром метрической резьбы d = 16 мм, с крупным шагом резьбы, с полем допуска грубого класса точности 8g, длиной Lш = 45 мм, , класса прочности 46, без покрытия: Шпилька М16-8gx45.46 ГОСТ 22032-76
      В графе «Обозначение» указываем обозначение сборочного чертежа и деталей. Например, обозначение сборочного чертежа: АТ 162.3М.12.01.000.СБ. Здесь АТ 162 — № группы, в которой обучается студент, 3М — № задания, 12 — № варианта выполняемого студентом, 01 — № сборочного чертежа, 000 — № деталей, входящих в сборочную единицу, СБ — обозначение чертежа (сборочный). Деталь № 1 — корпус имеет обозначение: АТ 162.3М.12.01.001, деталь № 2 — фланец имеет обозначение: АТ 162.3М.12.01.002. Для стандартных изделий графу «Обозначение» не заполняем.
На следующей странице показан     Пример выполнения задания №4
Размеры болтов и гаек под ключ

Самым распространенным инструментом для работы с болтовыми соединениями считается гаечный ключ. Так называется устройство, с помощью которого увеличивается величина крутящего момента. Данный показатель способствует лучшему закручиванию либо вывинчиванию болта с шестигранной головкой (или гайки). За время существования было создано много моделей и модификаций откручивающего приспособления. Первое место в этом многообразии занято рожковыми ключами со своими плюсами и минусами.
Главные требования к техническим характеристикам двусторонних ключей с открытым зевом изложены в ГОСТ 2839-80. Основным параметром является размер полости между губками, которые по внешнему виду напоминают рожки. Отсюда и общепринятое название инструмента. С каждой стороны корпуса ключа выдавлен размер зева, по которому и ориентируется пользователь при выборе приспособления. Например, для работы с болтами М12 и М10 нужно взять ключ с маркировкой 10 с одной стороны и 12 – с другой.
Производители практикуют две системы обозначения типоразмеров ключей: метрическую по ГОСТ в миллиметрах и дюймовую по стандартам США и Европы (для справки — 1″ равен 25,4 мм). В первом случае размер зева может варьироваться от 2,5 мм до 230 мм. Габариты в дюймовом измерении варьируются в пределах от 1/8″ до 91/8″. Данный параметр важен, так как для результативного выполнения работ по скреплению конструкций нужно точно подбирать размеры болтов и гаек под ключ с соответствующими габаритами.
Другие разновидности гаечных ключей
Помимо двустороннего приспособления с открытым зевом существует такой же инструмент, но открытая полость расположена у него только с одной стороны. Инструмент редко используется в домашнем хозяйстве, поскольку предназначен для промышленности. Отсюда и габариты: 36 мм и выше. Этот ключ хорош тем, что его можно надевать на любую рукоятку, трубу или стержень, значительно повышая силу затяжки за счет увеличения длины рычага. Еще на практике используются такие типы ключей под болты и гайки:
- Накидной двусторонний от рожкового отличает замкнутый рабочий конец, выполненный в виде кольца с шестигранником внутри. Им можно работать без перестановки, процесс закручивания/откручивания происходит быстрее, без срывов инструмента. Размеры шестигранника парные, к примеру под болт М17 и М19 или М22 и М24.
- Накидной односторонний инструмент, по аналогии с рожковым, используется на производствах, обладает возможностью удлинения рычага. Имеет разновидность, оснащенную специальным приспособлением для удара молотком или кувалдой. Такой ключ называется накидным ударным и применяется там, где нужна мощная затяжка.
- Комбинированный инструмент представляет собой симбиоз рожкового и накидного ключа. С обеих сторон имеет одинаковый размер, но разную конструкцию.
- Торцевой или трубчатый – прерогатива автомобилистов. Именно таким инструментом пользуются при замене или ремонте колеса. Может быть выполнен в виде трубки с внутренним шестигранником, для работы с которой пользуются любым рычагом. Но в продаже всегда есть готовые Г-образные изделия под болты и гайки разных размеров.
- Разводной – наиболее распространенный инструмент в арсенале домашних мастеров. Выполнен в виде рукоятки с подвижными губками с одного конца. Оснащен специальным приспособлением для раздвижения/сдвижения и фиксации губок в требуемом положении. Отдельные модели имеют цифровую разметку для более точного выставления параметра. Выпускаются в трех габаритах под максимальные размеры болта М20, М30 и М46.
- Трубный или газовый считается универсальным, поскольку им можно откручивать/закручивать на только болты и гайки, но также любые резьбовые соединения.

Существует еще специальная группа откручивающих инструментов, которые при работе с металлом либо при падении не искрят. Такой инструментарий предназначен для пользования на взрывоопасных объектах. Внешне их отличают по цвету – красному (медному) или желтому.
Выбираем правильный размер ключа под болт
Идеальным материалом для изготовления ключей служит инструментальная сталь, в основе которой лежат высокоуглеродистые сплавы. Изделия получают из заготовок путем обработки на фрезерных станках с последующим воронением. Но такой инструмент считается редким и стоит недешево. Чаще в продаже можно встретить ключи попроще, изготовленные на поточных производствах путем литья либо штамповки.
В зависимости от размера просвета между губками гаечные ключи условно делят на три группы:
- Малые предназначаются для откручивания и завинчивания крепежных устройств с размерами до 10-12 мм.
- К средней группе принадлежит инструмент с размерами в диапазоне от 12 мм до 22 мм.
- Большими считаются приспособления под болты и гайки диаметром от 22 мм и выше.
Для того, чтобы не ошибиться с выбором инструмента, можно пользоваться готовыми данными из стандартных таблиц. Например, из этой:
| ТАБЛИЦА ПОДБОРА ГАЕЧНЫХ КЛЮЧЕЙ | ||||||||||||
| МЕТРИЧЕСКИЙ ПРОФИЛЬ | UNF/UNC ПРОФИЛЬ | |||||||||||
| Размер резьбы | Размер ключа А/F | Ключ открывающий | Размер резьбы | Размер ключа А/F | Ключ открывающий | |||||||
| (мм) | мин (мм) | макс (мм) | (дюйм) | мин (дюйм) | макс (дюйм) | |||||||
| M 1.6 | 3.2 | 3.22 | 3.28 | 1/4 | 7/16 | 11.18 | 11.33 | |||||
| М 2.0 | 4.0 | 4.02 | 4.12 | 5/16 | 1/2 | 12.80 | 12.95 | |||||
| М 2.5 | 5.0 | 5.02 | 5.12 | 3/8 | 9/16 | 14.38 | 14.55 | |||||
| М 3.0 | 5.5 | 5.52 | 5.62 | 7/16 | 5/8 | 15.98 | 16.15 | |||||
| М 4.0 | 7.0 | 7.03 | 7.15 | 1/2 | 3/4 | 19.18 | 19.38 | |||||
| М 5.0 | 8.0 | 8.03 | 8.15 | 9/16 | 13/18 | 20.78 | 20.98 | |||||
| М 6.0 | 10.0 | 10.04 | 10.19 | 5/8 | 15/16 | 23.98 | 24.21 | |||||
| М 7.0 | 11.0 | 11.04 | 11.19 | 3/4 | 1 1/8 | 28 75 | 29 01 | |||||
| М 8.0 | 13.0 | 13.04 | 13.24 | 7/8 | 1 5/16 | 33.53 | 33.81 | |||||
| М10.0 | 17.0 | 17.05 | 17.30 | 1 | 1 1/2 | 38.30 | 38.61 | |||||
| М 12.0 | 19.0 | 19.06 | 19.36 | 1 1/8 | 1 11/16 | 43.08 | 43.38 | |||||
| М 14.0 | 22.0 | 22.06 | 22.36 | 1 1/4 | 1 7/8 | 47.88 | 48.21 | |||||
| М 16.0 | 24.0 | 24.06 | 24.36 | 1 3/8 | 2 1/16 | 52.68 | 53.04 | |||||
| М 18.0 | 27.0 | 27.08 | 27.48 | 1 1/2 | 2 1/4 | 57.45 | 57.84 | |||||
| М 20.0 | 30.0 | 30.08 | 30.48 | 1 3/4 | 2 5/8 | 67.03 | 67.46 | |||||
| М 22.0 | 32.0 | 32.08 | 32.48 | 2 | 3 | 76.61 | 77.09 | |||||
| М 24.0 | 36.0 | 36.10 | 36.60 | 2 1/4 | 3 3/8 | 86.18 | 86.72 | |||||
| М 27.0 | 41.0 | 41.10 | 41.60 | 2 1/2 | 3 3/4 | 95 76 | 96 34 | |||||
| М 30.0 | 46 0 | 46 10 | 46 60 | 2 3/4 | 4 1/8 | 105.33 | 105.97 | |||||
| М 33.0 | 50.0 | 50.10 | 50.60 | 3 | 4 1/2 | 114.91 | 115.57 | |||||
| М 36.0 | 55.0 | 55.12 | 55.72 | BS (Whitworth стандарт) | ||||||||
| М 39.0 | 60.0 | 60.12 | 60.72 | Размер резьбы BS | Размер ключа А/F | Ближайший верный размер ключа А/F | ||||||
| М 42.0 | 65.0 | 65.12 | 65.72 | |||||||||
| М 45.0 | 70.0 | 70.12 | 70.72 | C | (дюйм) | (мм) | (дюйм) | (мм) | ||||
| М 48.0 | 75.0 | 75.15 | 75.85 | 1/4 | 3/16 W | .445 | 11.30 | 7/16 | 12 | |||
| М 52.0 | 80.0 | 80.15 | 80.85 | 5/16 | 1/4 W | .525 | 13.33 | 17/32 | 14 | |||
| М 56.0 | 85.0 | 85.15 | 85.85 | 3/8 | 5/16 W | .600 | 15.24 | 19/32 | 16 | |||
| М 60.0 | 90.0 | 90.15 | 90.85 | 7/16 | 3/8 W | .710 | 18.03 | 23/32 | 18 | |||
| М 64.0 | 95.0 | 95.15 | 95.85 | 1/2 | 7/16 W | .820 | 20.83 | 13/16 | 21 | |||
| М 68.0 | 100.0 | 100.15 | 100.85 | 9/16 | 1/2 W | .920 | 23.37 | 15/16 | 24 | |||
| М 72.0 | 105.0 | 105.20 | 106.00 | 5/8 | 9/16 W | 1.010 | 25.65 | 1 | 26 | |||
| М 76.0 | 110.0 | 110.20 | 111.00 | 3/4 | 11/16W | 1.200 | 30.48 | 1 1/4 | 31 | |||
| М 80.0 | 115.0 | 115.20 | 116.00 | 7/8 | 3/4 W | 1.300 | 33.02 | 1 5/16 | 33 | |||
| М 85.0 | 120.0 | 120.20 | 121.00 | 1 | 7/8 W | 1.480 | 33.02 | 1 1/4 | 38 | |||
| М 90.0 | 130.0 | 130.20 | 131.00 | 1 1/8 | 1 W | 1.670 | 42.42 | 1 11/16 | 43 | |||
| М 95.0 | 135.0 | 135.20 | 136.00 | 1 1/4 | 1 1/8 W | 1.860 | 47.24 | 1 7/8 | 48 | |||
| М 100.0 | 145.0 | 145.20 | 146.00 | 1 3/8 | 1 1/4 W | 2.050 | 52.07 | 2 1/16 | 52 | |||
| М 105.0 | 150.0 | 150.25 | 151.25 | 1 1/2 | 1 3/8 W | 2 220 | 56 39 | 2 1/4 | 57 | |||
| М 110.0 | 155.0 | 155.25 | 156.25 | 1 3/4 | 1 5/8 W | 2.580 | 65.53 | 2 9/16 | 66 | |||
| 2 | 1 3/4 W | 2.760 | 70.10 | 2 3/4 | 70 | |||||||
| Примечание: Whitworth (W) = Cтарый стандарт ; BS = Новый стандарт | ||||||||||||
Соответствие размеров дюймовых инструментов параметрам крепежа
При подборе дюймового инструмента следует помнить о том, что его размер в дюймах означает не параметры зева ключа, а резьбовой диаметр крепежа, с которым ему предстоит работать. Параметры шестигранного профиля болтов и гаек в дюймах на части миллиметра разнится с аналогичными размерами по метрическим стандартам.
Если дюймовым ключом пытаться завинтить или открутить метрический болт (либо наоборот), то инструмент не налезет на крепеж или будет проворачиваться по головке. Если при этом прилагать высокое усилие, то болт деформируется, а шляпка разрушится. Поэтому гаечные ключи следует выбирать в соответствии со стандартами, по которым изготовлен крепежный элемент.
Размеры болтов и гаек под ключ таблица
Универсальный ключ для болтов и гаек предназначен для откручивания и закручивания крепежных деталей различного диаметра и конструкции. С его помощью монтажные и демонтажные работы выполня ть намного удобнее, быстрее и легче. Существует несколько разновидностей универсального ключа. Следует выяснить , для чего он нужен, какие действия мож но выполнять с его помощью и как правильно выбирать .
Разновидности и назначение
Наиболее распространенными видами универсального ключа для болтов и гаек являются торцевой с головкой и самофиксирующийся.
Самофиксирующийся инструмент отличается принципом работы. Его главной деталью является храпово й механизм с быстрой регулировкой. Человек, работающий с этим ключом, может незамедлительно подогнать размер инструмента под головку болта или гайки. Самонастраивающаяся конструкция избавляет мастера от необходимости постоянного с ъема ключа с крепежей во время закручивания или откручивания.

Уникальный выпуклый рельеф губок обеспечивает сохранение целостности гайки. Широкий диапазон регулировки размеров исключает необходимость в применении других ключей, поскольку с помощью универсальн ого самонастраивающ егос я инструмент а можно выполнить большую часть монтажа и демонтажа металлических конструкций, скрепленных болтами или гайками.
Благодаря храповому механизму снижается нагрузка на руку мастера, сокращается время работы, а рукоятка возвращается в исходное положение в считанные секунды.

Торцевой универсальный специнструмент значительно отличается от предыдущего. Конструкция дополнена головкой с универсальным гнездом, которое при контакте с крепежной деталью сразу же принимает ее форму. Он подходит для работы с болтами с шестигранными головками, гайками, винтами, крючками и другими видами крепежей.
Главным преимуществом торцевого ключа считается большой диапазон регулировки. Головка с гнездом легко справляется с деталями, чей размер варьируется от 7 до 19 мм. То есть лишь одним таким инструментом можно собрать и разобрать самые разные конструкции.
Много функциональность торцевика достигается за счет его головк и . Она состоит из 54 элементов, сделанных из сверхпрочной стали и закрепленных на пружинах. Именно благодаря пружинам головка способна подстроиться под размер и форму гайки, надежно зажимает ее и вращает в нужную сторону.
Торц е вые и самофиксирующиеся инструменты позволяют мастер у быстро выполнить необходимый объем работы. Они являются хорошей альтернативой обычным рожковым двусторонним ключам.
Методы определения диаметра ключа
Универсальные инструменты сконструированы таким образом, что исчезает необходимость в подбор е нужного размера ключа . Их рабочие узлы самостоятельно подстраиваются под диаметр гайки. Но в продаже есть экземпляры, диапазон настроек которых не подходит для работы с диаметром имеющегося крепежа. В таком случае стоит знать, как определить и подобрать размер. Существует два действенных метода.

По диаметру резьбы детали
Для шестигранной гайки инструмент следует брать с диаметром, который соответствует расстоянию между параллельными гранями самой гайки. Чтобы не задействовать в замерах штангенциркуль или линейку, эту величину можно вычислить по диаметру резьбы крепежа. Такие данные содержатся в технической документации , которая прилагается к болтам и гайкам заводом-изготовителем.

Для стандартного диаметра резьбы даны два размера головки – уменьшенный и нормальный. Первый вариант встречается редко. Размерная сетка гаечных инструментов представлена ниже:
- ключ на 7 – болт 4 мм;
- на 8 – 5 мм;
- болт под ключ 10 имеет диаметр резьбы – 6 мм;
- 8 мм – инструмент №13 ;
- 10 мм – на 17;
- 12 мм – на 19;
- 14 мм – на 22.

Определение размера «под ключ» по диаметру головки болта
Второй метод не менее информативен, но нужно использовать дополнительные инструменты. Как уже говорилось, размер ключа соответствует расстоянию между двумя параллельными гранями гайки. Если информации об этой величине нет, то стоит взять миллиметровую линейку, а лучше штангенциркуль, и измерить это расстояние. При использовании линейки следует помнить, что ее нужно пр и кладывать точно через центральную точку головки болта. Это не всегда удается сделать правильно, поэтому самый достоверный результат выдаст именно штангенциркуль. Размер болта «под ключ» будет соответствовать номеру инструмента.
Ключи для крепежей с внутренним шестигранником
Такие болты часто используют в прибор ах и машиностроении. Они имеют цилиндрическую головку, и для их ввинчивания или извлечения потребуется другой спецключ – угловой шестигранник.

Р азмер шестигранного инструмента определяется аналогичным методом, только расстояние измеряют между противоположными сторонами внутреннего шестигранника. Подобные крепежи производятся по государственным стандартам, которые регламентируют соответствие диаметра резьбы конкретному размеру «под ключ» . Для легкого подбора также можно использовать таблицу.
| Резьба, М | М 4 | М5 | М 6 | М8 | М10 | М12 | М14 | М16 | М18 | М20 | М22 | М24 | М27 | М30 | М33 | М36 |
| Размер под ключ, мм | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 14 | 17 | 17 | 19 | 19 | 22 | 24 | 27 |
Пользоваться подобными таблицами удобно особенно неопытным м астер ам , которые еще не могут на глаз определить размер ключа под внутренний шестигранник. Подбирая инструмент с правильными параметрами, можно сохранить целостность гайки или головки болта, не «слизывая» их грани неподходящим инструментом.
Степень затяжки болтов динамометрическим ключом, таблица
Усилие, которое необходимо приложить для откручивания или ввинчивания крепежа, называется моментом затяжки. Закручивая резьбовое соединение, важно знать, с каким оптимальным усилием необходимо на него воздействовать. Если болт закрутить слабее, то со временем из-за вибраций он раскрутится. В итоге между деталями образуется люфт, который может привести к серьезным негативным последствиям.
Если же метиз завинтить чересчур сильно, то повре ждается резьбовое соединение или поверхности, которые скреплены крепежом. При чрезмерном воздействии срывается резьба, а детали трескаются. Во избежание разрушения специалисты советуют пользоваться динамометрическим ключом.
Каждый вид болтов, гаек, винтов в зависимости от класса и размера име е т свой оптимальный момент протяжки . Класс прочности болта можно увидеть на его головке, а все необходимые значения затяжки внесены в удобную таблицу . Единица измерения усилия – Ньютоны-метры.


Для выкручивания болтов высокого класса прочности и призонных крепежей требуется увеличенная нагрузка на деталь. В таких ситуациях используют ключи Торкс, которые обеспечивают больший момент затяжки. Уникальность инструмента в том, что его рабочая поверхность имеет форму звездочки . Винты с соответствующим шлицем сделаны из прочного металла, благодаря чему можно прилагать больш ую сил у для их извлечения. Благодаря о соб ой форм е бит головк и и резьба крепеж а сохраняются в целостности.

Универсальный ключ для болтов и гаек – это особый вид инструментов . Они созданы для облегчения монтажных и демонтажных работ. При правильном их использовании они предупредят разрушение резьбы и соединяемых плоскостей, обламывани е головок и « слизывани е » их граней. Для удобства специалистами были созданы таблицы, по которым можно без затруднений определить необходимы й размер ключа. Инструменты производят из прочных сплавов, обычно из хромванадиевого, поэтому даже при активной эксплуатации они могут прослужить не один десяток лет.
Как маркируются болты и гайки – расшифровка

Размеры болтов и гаек
В последнее время производители автомобилей все шире и шире применяют метрический крепеж и все дальше уходят от дюймового крепежа. Но, важно знать разницу между используемым иногда дюймовым (называемым также американским, или стандарта SAE) и более универсальным в системе мер метрическим крепежом, так как, несмотря на внешнюю схожесть, они не являются взаимозаменяемыми.
Все болты , гайки , шпильки и другой крепеж , как дюймовые, так и метрические, классифицируются по диаметру, шагу резьбы и длине. Например, стандартный болт 1/2 х 13 х 1 имеет пол дюйма в диаметре, 13 витков резьбы на один дюйм и длину 1 дюйм. Метрический болт М12 х 1.75 х 25 имеет толщину в диаметре 12 мм, шаг резьбы 1.75 мм (расстояние между витками резьбы) и длину 25 мм. Оба болта внешне очень похожи, однако не являются взаимозаменяемыми.
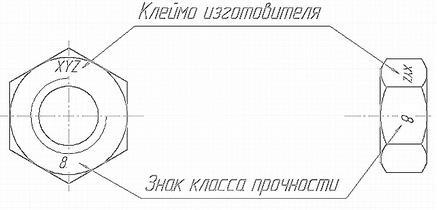
Маркировка на головке болтов и гаек
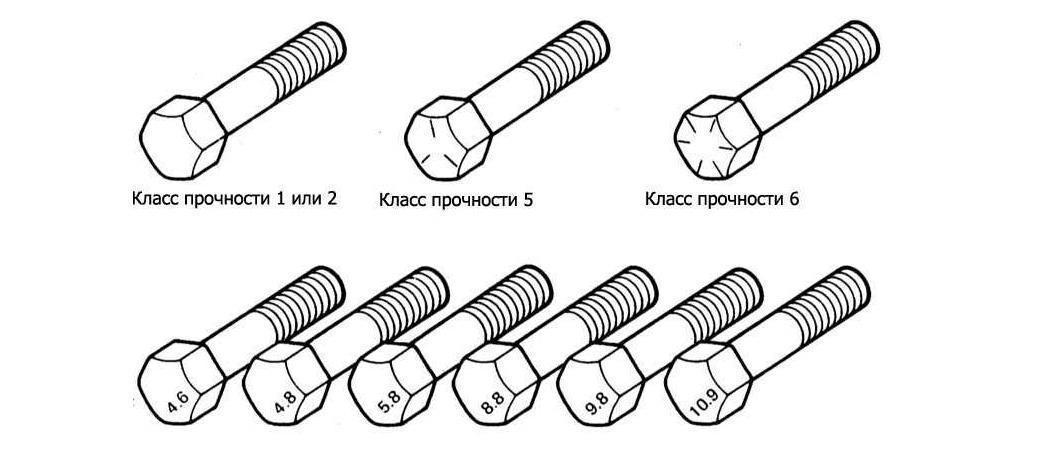
В дополнение к перечисленным признакам как метрические, так и дюймовые болты могут быть идентифицированы путем осмотра головки. Для начала, расстояние между лысками головки метрического болта измеряется в мм, тогда как у дюймового — в дюймах (тоже самое применимо и для определения гаек). Соответственно, стандартный дюймовый ключ не подойдет для использования с метрическим крепежом, и наоборот также. Кроме того, на головках большей части дюймовых болтов обычно имеются радиальные зарубки (на метрических тоже применяется такая маркировка, но реже), которые определяют максимальное допустимое усилие затягивания болта (класс прочности). Чем больше количество зарубок, тем выше класс прочности (на автомобилях обычно применяются болты со степенью прочности от 0 до 5 зарубок). Класс прочности метрических болтов определяется цифровым кодом (подробнее об этом мы писали в этой статье ) . Цифры кода обычно отливаются, как и для дюймовых, на головке болта (на автомобилях обычно применяются болты классов прочности 8.8, 10.9, и 12.9).
Маркировка класса прочности болтов (вверху — дюймовые /SAE/USS, внизу — метрические)
Размеры/маркировка класса прочности дюймовых (SAE и USS) болтов
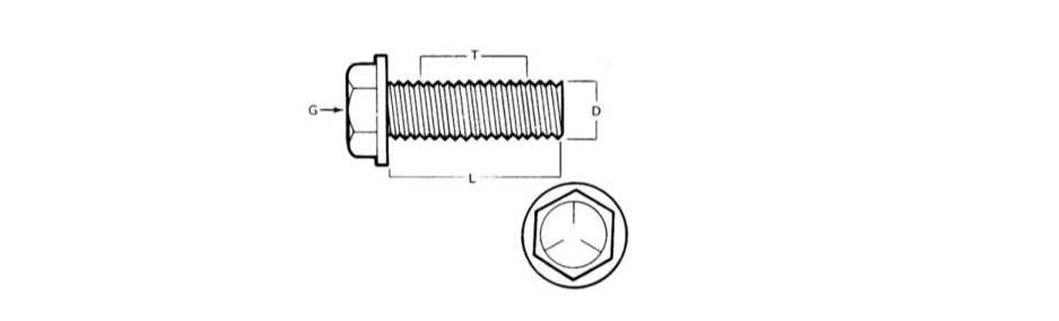
- G — маркировка класса прочности
- L — длина (в дюймах)
- T — шаг резьбы (количество витков на дюйм)
- D — номинальный диаметр (в дюймах)
Размеры и маркировка класса прочности метрических болтов
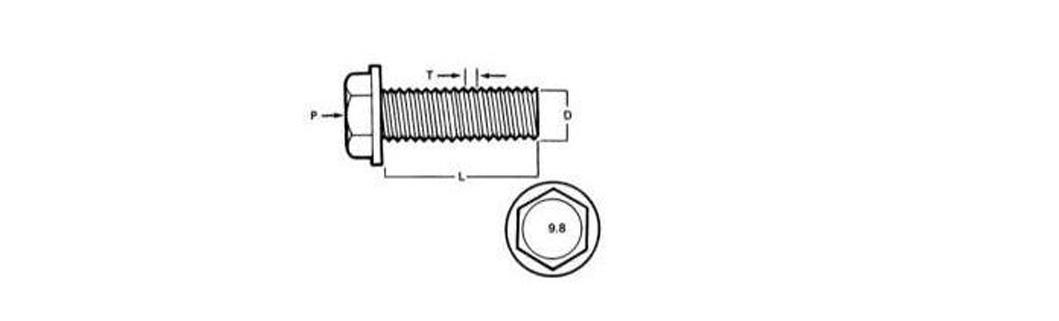
- P — класс прочности
- L — длина (в мм)
- T — шаг резьбы (расстояние между соседними витками в мм)
- D — номинальный диаметр (в мм)
Также по меткам класса прочности стандартные гайки могут быть отличены от метрических. Для идентификации прочности стандартных гаек применяются точечные метки, проштамповываемые на одной из торцевых поверхностей гайки, в то время как маркировка метрических гаек производится с помощью цифр. Чем больше количество точек, или чем выше значение цифрового кода, тем выше допустимое усилие затягивания гайки (класс прочности).
Маркировка класса прочности дюймовых шестигранных гаек

Шестигранная гайка.
Класс прочности 5
Идентификация класса: Три точки
Шестигранная гайка.
Класс прочности 8
Идентификация класса: Шесть точек
Маркировка класса прочности метрических шестигранных гаек
Маркировка класса прочности метрических шпилек

Торцы метрических шпилек также маркируются в соответствии с классом их прочности. Крупные шпильки маркируются цифровым кодом, тогда как на более мелкие наносится маркировка в виде геометрической фигуры.

- Знак РОМБ — Класс прочности 10.9
- Знак ПЛЮС — Класс прочности 9.8
- Знак КРУГ — Класс прочности 8.8
- Знак ТРЕУГОЛЬНИК – — Класс прочности 12.9
Следует заметить, что значительная часть крепежа, в особенности класса прочности от 0 до 2, вообще не маркируется. В этом случае единственным способом отличия стандартного крепежа от метрического является измерение шага резьбы, или сравнивание резьбы с однозначно идентифицированной.
Дюймовый крепеж часто называют также, в противоположность метрическому, крепежом стандарта SAE, однако, следует помнить, что под классификацию SAE попадает лишь мелкий крепеж. Крупный крепеж с неметрической резьбой является крепежом американского стандарта (USS).
Так как крепеж одного и того же геометрического размера (как дюймовый, так и метрический) может иметь различные классы прочности, при замене на автомобиле болтов, гаек и шпилек следует уделять внимание соответствию класса прочности устанавливаемого нового крепежа классу прочности старого.
Как определить размер «под ключ» болта и гайки?
Любому человеку, даже не связанному с механикой, приходится в обычной жизни откручивать и закручивать болты и гайки. Для этого чаще всего мы используем гаечный ключ, разновидностей которого сегодня насчитывается около пятнадцати. Классический и самый распространенный инструмент – это двусторонний рожковый ключ, который найдется в инструментальном ящичке каждого мужчины. Размеры его рабочих профилей нанесены на его рукоятку, например: 7х8 или 17х19 и т.д. Эти цифры обозначают расстояние от одной губки до другой в миллиметрах.

Размер ключа на 24
В технических справочниках крепежа размер «под ключ» обозначается буквой «S». Но на самих крепежных деталях мы его не увидим. Механики со стажем могут по величине головки крепежа визуально определить «ключ на сколько» нужно взять для болта М10, М12 или М16? А малоопытные мастера могут легко ошибиться в выборе. А когда соединение находится в труднодоступном месте, придется подбирать инструмент методом проб. Если маленький ключ просто не налезет, то большой при неплотном прилегании может «слизать» грани детали и тогда дальнейшее отвинчивание может быть проблематично.

Маркировка шестигранного ключа
Определение номера ключа по диаметру резьбы крепежа
Размер «под ключ» у шестигранного болта или гайки – это расстояние между двумя параллельно лежащими гранями. Быстро и точно узнать его, не прибегая к линейке или штангенциркулю, можно по диаметру резьбовой части, которая указана в технической информации к крепежной детали. Дело в том, что каждому стандартному диаметру резьбы соответствует определенный размер рабочего профиля крепежа – основной (нормальный), уменьшенный и увеличенный. Болты с уменьшенным и увеличенным размером головки встречаются гораздо реже.
По таблице можно легко определить, какой размер гаечного ключа подойдет для того или иного болта от М1 до М110.
Таблица 1. Размеры под ключ для метрических болтов и гаек.
| Диаметр резьбы, М | Размер под ключ | ||
| основной S, мм | уменьшенный S, мм | увеличенный S, мм | |
| М1 | 3.2 | — | — |
| М1.2 | 3.2 | — | — |
| М1.4 | 3.2 | — | — |
| М1.6 | 3.2 | — | — |
| М2 | 4 | — | — |
| М2.5 | 5 | — | — |
| М3 | 5.5 | — | — |
| М4 | 7 | — | — |
| М5 | 8 | — | — |
| М6 | 10 | — | — |
| М7 | 11 | — | — |
| М8 | 13 | 12 | — |
| М10 | 17 (16) | 14 | — |
| М12 | 19 (18) | 17 | 21 (22) |
| М14 | 22 (21) | 19 | 24 |
| М16 | 24 | 22 | 27 |
| М18 | 27 | 24 | 30 |
| М20 | 30 | 27 | 32 (34) |
| М22 | 32 (34) | 30 | 36 |
| М24 | 36 | 32 | 41 |
| М27 | 41 | 36 | 46 |
| М30 | 46 | 41 | 50 |
| М33 | 50 | — | 55 |
| М36 | 55 | 50 | 60 |
| М39 | 60 | 55 | 65 |
| М42 | 65 | 60 | 70 |
| М48 | 75 | — | 75 |
| М52 | 80 | — | 80 |
| М56 | 85 | — | — |
| М60 | 90 | — | — |
| М64 | 95 | — | — |
| М68 | 100 | — | — |
| М72 | 105 | — | — |
| М76 | 110 | — | — |
| М80 | 115 | — | — |
| М85 | 120 | — | — |
| М90 | 130 | — | — |
| М95 | 135 | — | — |
| М100 | 145 | — | — |
| М105 | 150 | — | — |
| М110 | 155 | — | — |
Некоторые современные стандарты ISO устанавливают другие размеры шестигранных головок, в таблице они прописаны в скобках.
Размеры зева гаечных ключей определены в стандарте ГОСТ 6424-73. При правильном подборе зазор между рабочими губками инструмента и гранями крепежа не превышает 0.1 – 0.3 мм.
Подбор дюймовых гаечных ключей
Размер дюймового гаечного ключа выражен в дюймах и обозначает не ширину зева ключа, а диаметр резьбы дюймового крепежа, для работы с которым он предназначен. Шестигранный рабочий профиль дюймовых болтов и гаек отличается по размеру от профиля метрического стандарта на доли миллиметров. Поэтому метрические гаечные ключи либо будут неплотно прилегать к граням дюймового крепежа, либо вообще не налезут. Для работы с ним нужны дюймовые ключи и торцевые головки.
Таблица 2. Резьба UNC/UNF и размер гайки под ключ.
| Диаметр резьбы (размер ключа), дюйм | Размер гайки под ключ, дюйм | Размер гайки под ключ, мм |
| 1/4 | 7/16 | 11.11 |
| 5/16 | 1/2 | 12.7 |
| 3/8 | 9/16 | 14.29 |
| 7/16 | 5/8 | 15.88 |
| 1/2 | 3/4 | 19.05 |
| 9/16 | 13/16 | 20.63 |
| 5/8 | 15/16 | 23.81 |
| 3/4 | 1 1/8 | 28.58 |
| 7/8 | 1 5/16 | 33.34 |
| 1 | 1 1/2 | 38.10 |
| 1 1/8 | 1 11/16 | 42.86 |
| 1 1/4 | 1 7/8 | 47.63 |
| 1 3/8 | 2 1/16 | 52.39 |
| 1 1/2 | 2 1/4 | 53.15 |
| 1 3/4 | 2 5/8 | 66.68 |
| 2 | 3 | 76.20 |
| 2 1/4 | 3 3/8 | 85.73 |
| 2 1/2 | 3 3/4 | 95.25 |
| 2 3/4 | 4 1/8 | 104.76 |
| 3 | 4 1/2 | 114.30 |
Размеры ключей для болтов с внутренним шестигранником
В машиностроении и приборостроении наряду с шестигранным крепежом широко применяются болты с цилиндрической головкой, для завинчивания которых используют угловой ключ-шестигранник. Они изготавливаются по стандартам DIN 912 или ГОСТ 11738-84, согласно которым каждому диаметру резьбы должен соответствовать определенный размер «под ключ» (расстояние между противоположными гранями внутреннего шестигранника).

Имбусовый ключ с шариком для винтов под внутренний шестигранник
Таблица соответствия:
| Резьба, М | М4 | М5 | М6 | М8 | М10 | М12 | М14 | М16 | М18 | М20 | М22 | М24 | М27 | М30 | М33 | М36 |
| Размер под ключ, мм | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 14 | 17 | 17 | 19 | 19 | 22 | 24 | 27 |
Прежде чем приступить к разборке какого-то узла автомобиля, обслуживанию велосипеда или к ремонту садовой техники не лишним будет убедиться в наличии всех необходимых инструментов. При этом хорошо иметь под рукой таблицы размеров «под ключ» для болтов и гаек. При ремонте старой техники часто встает проблема выкручивания поврежденных деталей. Для работы с крепежом со стертыми гранями в магазине «Крепком» можно приобрести специальные торцевые головки со спиральным профилем AN0400120, а для извлечения болтов с сорванными головками предлагаем набор резьбовых экстракторов AG010048.
Как определить размер «под ключ» болта и гайки?
1. Для гаек от М3 высотой допуски внутреннего диаметра должны быть выдержаны на участке
2. Для гаек высотой допуски внутреннего диаметра должны быть выдержаны на участке
До 1 января 1990 г. для изделий классов точности А и В первой категории качества допускались поля допусков резьбы, соответствующие классу точности С.
1.2. Под нанесение металлических покрытий повышенной толщины допускается применять поля допусков резьб, не приведенные в табл.1.
2. ДОПУСКИ РАЗМЕРОВ, ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
2.1. Допуски размеров, допуски расположения и суммарные допуски формы и расположения поверхностей должны соответствовать указанным в табл.2.
Крепежные изделия или
их элементы
Наименование размера
или допуска
Обозначение
размера, служащего
для определения
числового значения допуска
расположения
Поля допусков
и допуски для изделий класса точности
1. Шестигранные головки
Размер под ключ
Диаметр описанной окружности
Допуск симметричности головки относительно оси стержня в диаметральном выражении
Допуск параллельности граней относительно оси стержня
Допуск перпендикулярности опорной поверхности
головки относительно оси стержня
2. Цилиндрические головки
Допуск соосности головки относительно оси стержня в диаметральном выражении
Допуск перпендикулярности опорной поверхности головки относительно оси стержня
0,0349 0,8 (соответствует 2°)
3. Квадратные головки
Размер под ключ
Диаметр описанной окружности
Допуск симметричности головки относительно оси стержня в диаметральном выражении
Допуск перпендикулярности опорной поверхности буртика относительно оси стержня
4. Потайные головки
Допуск биения в заданном направлении
Допуск перпендикулярности торца головки относительно оси стержня
5. Полупотайные готовки
Допуск биения в заданном направлении
6. Полукруглые головки
Допуск соосности головки относительно стержня в диаметральном выражении
Допуск перпендикулярности опорной поверхности головки относительно оси стержня
7 . Накатанные головки
Высота головки с подголовком
Высота головки без подголовка
Допуск соосности головки относительно стержня в диаметральном выражении
8. Специальные элементы головок
Размер стороны квадратного подголовка
9. Прямой и крестообразный шлицы для всех видов головок и для установочных винтов
Допуск симметричности шлица относительно оси стержня в диаметральном выражении
10. Внутренний шестигранник для всех видов головок и для установочных винтов
Размер под ключ внутреннего шестигранника
Диаметр описанной окружности
Допуск симметричности внутреннего шестигранника относительно оси стержня в диаметральном выражении
11. Концы установочных винтов
Допуск соосности цилиндрической цапфы относительно резьбы в диаметральном выражении
Допуск биения в заданном направлении наружного или внутреннего конуса относительно оси резьбы
Допуск перпендикулярности торца цилиндрической цапфы относительно оси резьбы
12. Стержни болтов и винтов
Диаметр гладкой части стержня, равный номинальному диаметру резьбы
17 для 150
2 17 для >150
Расстояние от опорной поверхности головки до оси отверстия в стержне
Диаметр отверстия в стержне
Допуск симметричности отверстия в стержне относительно оси резьбы в диаметральном выражении или допуск пересечения осей резьбы и отверстия в стержне в диаметральном выражении
Допуск соосности резьбы и стержня в диаметральном выражении
Допуск перпендикулярности оси отверстия в стержне относительно оси резьбы
Диаметр гладкой части шпильки
Длина гаечного конца
Длина ввинчиваемого резьбового конца
Допуск соосности гаечного и ввинчиваемого концов в диаметрально
м выражении
14. Шестигранные гайки
Размер под ключ
Расстояние от опорной поверхности до основания коронки
Расстояние от опорной поверхности до основания прорези
Диаметр описанной окружности
Допуск симметричности шестигранника (размера под ключ) относительно оси отверстия в диаметральном выражении
Допуск симметричности прорези относительно оси резьбы в диаметральном выражении
Допуск перпендикулярности граней относительно опорной поверхности гайки
Допуск перпендикулярности
опорных поверхностей гайки относительно оси резьбы
15. Круглые гайки
Допуск перпендикулярности опорных поверхностей гайки относительно оси резьбы
Допуск соосности наружного цилиндра относительно отверстия в диаметральном выражении
16. Квадратные гайки
Размер под ключ
Диаметр описанной окружности
Допуск симметричности квадрата (размера под ключ) относительно оси отверстия в диаметральном выражении
Допуск перпендикулярности граней относительно опорной поверхности
Допуск перпендикулярности
опорных поверхностей гайки относительно оси резьбы
1. База — только гладкая или только резьбовая поверхность стержня. Длина базы равна . Допускается длину базы на гладкой части стержня уменьшать до трех шагов резьбы (3 ), если длина гладкой части меньше .
3. При выполнении резьбы накатыванием без редуцирования предельные отклонения диаметра гладкой части стержня — по ГОСТ 19256.
4. Допуски на размеры концов установочных винтов указаны в ГОСТ 12414.
(Измененная редакция, Изм. N 1).
При определении допусков перпендикулярности и параллельности поверхностей в формулы табл.2 подставляют номинальные значения соответствующих размеров и полученные величины допусков округляют до второго знака после запятой.
Примечание. Числовые значения допусков и предельных отклонений, соответствующие обозначениям допусков и полей допусков в тексте и в табл.2 стандарта, приведены в справочном приложении.
2.2. Неуказанные предельные отклонения размеров — по ГОСТ 25670*: класс точности «средний» — для изделий класса точности А и В; класс точности «очень грубый» — для изделий класса точности С.
________________
* С 1 января 2004 г. введен в действие ГОСТ 30893.1-2002.
(Измененная редакция, Изм. N 1).
2.3. Неуказанные допуски и формы расположения поверхности — по ГОСТ 25069*.
_______________
* С 1 января 2004 г. введен в действие ГОСТ 30893.2-2002.
(Введен дополнительно, Изм. N 1).
3. МЕТОДЫ КОНТРОЛЯ
3.1. Размеры и расположение поверхностей изделий должны контролироваться универсальными измерительными инструментами, предельными калибрами, шаблонами, контрольными матрицами и другими средствами, аттестованными совместно с методиками измерения в порядке, установленном ГОСТ 8.010*.
________________
* На территории Российской Федерации действует ГОСТ Р 8.563-96.
При контроле размеров изделий допуски и предельные отклонения, заданные с точностью до 0,001 мм, должны округляться до 0,01 мм.
Размеры, не ограниченные предельными отклонениями, не контролируются. Выполнение их должно гарантироваться технологическим процессом изготовления.
3.2. Размеры резьбы должны проверяться предельными калибрами по ГОСТ 24997.
Допускается навинчивание (ввинчивание) калибра НЕ до прохождения;
отверстия под шплинт на стержневых изделиях;
концевых витков неполного профиля;
прорезей в прорезных и корончатых гайках.
3.3. Размер под ключ и диаметр описанной окружности шестигранника и квадрата, а также диаметр цилиндрической головки винта контролируют в средней (по высоте) части гайки или головки изделия на участке, равном половине их высоты.
3.2; 3.3. (Измененная редакция, Изм. N 1).
3.4. Высота потайной головки измеряется при помощи приспособления, показанного на черт.1.
1 — втулка калибра; 2 — скоба калибра или индикатор
При этом размеры скобы и втулки должны соответствовать крепежному изделию с номинальным размером , углом и максимальным размером .
Диаметр отверстия контрольной втулки должен приниматься по 2-му ряду ГОСТ 11284.
Допускаются другие методы контроля.
(Измененная редакция, Изм. N 1).
3.5. Глубина и ширина прямого шлица в изделиях должны измеряться по оси стержня, при этом ширина шлица определяется у его основания.
3.6. Проверка крестообразных шлицев — по ГОСТ 10753.
3.7. Длина болта, винта, шпильки при косом срезе торца стержня должна проверяться по длинной стороне стержня.
3.8. Отклонение от симметричности шестигранных и квадратных головок относительно оси стержня, отклонение от соосности круглых головок относительно стержня, отклонение от симметричности шестигранника и квадрата относительно оси отверстия в гайке и отклонение от соосности наружного цилиндра относительно отверстия в круглой гайке в соответствии с черт.2 должны определяться по формуле
3.9. Отклонение от перпендикулярности опорной поверхности головки болта или винта относительно оси стержня проверяют щупом, измеряя просвет между опорной поверхностью головки и торцовой поверхностью контрольной матрицы. При этом диаметр отверстия в контрольной матрице должен быть выполнен с полем допуска 11, а высота матрицы должна быть не менее двух диаметров стержня изделия.
Отклонение от перпендикулярности опорных поверхностей гайки относительно оси резьбы проверяют щупом, измеряя просвет между каждой опорной поверхностью гайки и торцом контрольного кольца, навинченных на резьбовую оправку до соприкосновения между собой. Точность резьбы контрольного кольца и оправки должна соответствовать точности резьбы проверяемого изделия.
Допускается проверка отклонения перпендикулярности опорных поверхностей изделий по величине торцового биения с измерением индикаторными приборами.
(Измененная редакция, Изм. N 1).
3.9а. Отклонение от перпендикулярности граней шестигранника и квадрата гайки относительно опорной поверхности проверяют угловым шаблоном.
Допускается проверка перпендикулярности граней контролем индикаторными приборами радиального биения.
(Введен дополнительно, Изм. N 1).
3.10. Отклонение от симметричности шлица или шестигранного углубления (внутреннего шестигранника) относительно оси стержня в соответствии с черт.3 должно определяться по формуле
3.11. Отклонение симметричности прорезей в корончатых и прорезных гайках относительно оси резьбы проверяют калибром (черт.4), резьба которого должна быть выполнена по размерам калибра ПР проверяемой гайки, а диаметр штифта равен условному диаметру шплинта.
Форма основания прорезей не контролируется.
Ширина прорези калибра должна быть равна диаметру штифта плюс допуск симметричности прорези гайки относительно оси в диаметральном выражении.
(Измененная редакция, Изм. N 1).
Отклонение прямолинейности шпилек и стержней болтов и винтов проверяют косвенно, по свободному вхождению стержня в контрольную матрицу и повороту в ней изделия вокруг оси на один оборот. Отверстие в матрице должно быть выполнено по первому ряду ГОСТ 11284 для болтов, винтов и шпилек классов точности А и В и по второму ряду для болтов класса точности С; глубина (длина) отверстия в матрице должна быть не менее длины стержня проверяемого изделия.
Допускается проверять отклонение прямолинейности стержня прокаткой его через щель, длина которой не менее длины стержня, а ширина (высота) равна диаметру отверстия в контрольной матрице.
Гайки и головки болтов. Размеры «под ключ»

Гайки и головки болтов. Размеры «под ключ».
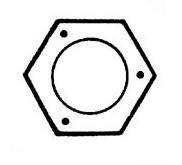
Наибольшее распространение получили шестигранные гайки и болты с шестигранной головкой. Реже применяют квадратные гайки и головки болтов и сайки с двумя лысками. В отдельных случаях (для крупных диаметров резьбы) применяют восьмигранные гайки.
Размеры «под ключ». Определяющий размер для шестигранных, квадратных гаек и головок болтов (а также для гаек и головок болтов с лысками) — это размер между параллельными гранями или размер «под ключ» S. На рис. 67, I изображена цилиндрическая гайка (головка болта) с двумя лысками; минимальный диаметр цилиндра, при котором получается достаточно уверенный захват гайки (головки) ключом. Dmin = (1,1—1,2)·S. Верхний предел, ограниченный условием применения накидных ключей, Dmax = 1,4·S.
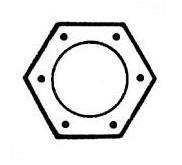
Для квадратной гайки (головки) наружный размер квадрата (рис. 67, II) D = 1,414·S.

Для скругленной квадратной гайки (головки) минимальный, определяемый условием уверенного захвата диаметр цилиндра (рис. 67, III) Dmin = (1,1—1,2)·S или Dmin = (0,8—0,85)·D.
Для шестигранной гайки (головки) наружный размер шестигранника (рис. 67, IV) D’ = 1,155·S. Для скругленной шестигранной гайки (головки) минимальный, определяемый условием уверенного захвата диаметр цилиндра (рис. 67, V) D’min = 1,1·S или D’min = 0,95·D.
Размеры S под ключ (в мм) следующие; 3; 32; 3,5; 4; 4,5; 5; 5,6; 6; 7; 8; 9; 10; 11; 13; 14; 17; 19; 22; 24; 27; 30; 32; 36; 41, 46; 50; 55; 60; 65; 70; 75; 80; 85; 90; 95; 100; 110; 119; 120; 125; 130; 135; 140; 145; 150; 155, 160; 165; 170; 175; 180; 185; 190; 200; 210; 220; 230; 240: 250.
Предельные отклонения размеров под ключ на крепежных деталях обычного назначения выполняются по h12, h1З: на крепежных деталях повышенной точности — по h9, h10. Размеры S у ключей выполняются (в зависимости от точности изготовления ключа) по D10 или В12.