Какое оборудование используется для производства профнастила
Обзор станков для изготовления профлиста
Станок придает металлу стабильную рельефную форму. Основные функции – резка и прокат. В результате обработки получается профилированное полотно. Его используют для устройства кровли, облицовки стен, сооружения заборов, бытовок, гаражей. Большая популярность и высокий спрос на профлист объясняются универсальностью применения, простотой монтажа и демократичной ценой. Такие факторы служат серьезным основанием для старта выгодного бизнеса. Нужно найти небольшую рабочую площадку и приобрести специализированную технику.

- сталь с алюминиевым или цинковым покрытием;
- алюминий с алюмокремниевым напылением или без него.
Использование материалов разного свойства обусловливает применение универсального оборудования. Главное требование, которое предъявляется к станкам для производства профнастила – бережное отношение к покрытию. Назначение составов, которыми окрашивают поверхность – защита от коррозии и увеличение срока эксплуатации.
Качество во многом зависит от условий изготовления. Приборы для проката и резки металла должны располагаться в сухих отапливаемых цехах со стабильным температурным режимом. Такие же требования предъявляются и к помещению для хранения сырья – рулонов листового металла.
Основы производства
Чтобы придать заготовке определенную форму, используется принцип вальцевания, по которому работает большинство металлургических предприятий. Так называется прокат через систему валов. Формирование проводится методом холодной деформации во время прохождения металлической заготовки между роликами. В результате механического воздействия гладкий стальной лист становится гофрированным.
На контур полученного рельефа влияет форма вальцов. В производственных линиях имеется возможность настройки профильной конфигурации, что обеспечивает вариативность сортамента. Сила давления пресса зависит от толщины металлической заготовки. Выбирают оцинкованный профнастил толщиной 0,4-0,8 мм.
Существует горячий и холодный способы обработки металла давлением. Изготовление листа с предварительным нагревом стали возможно только на крупных металлургических предприятий.

Виды производственного оборудования
Прокатный стан – это основа технологической линии. К числу критериев, по которым классифицируется вальцовочная аппаратура, относятся форма профиля и способ изготовления. Поставка сырьевого материала с металлургических заводов осуществляется в рулонах. Вручную развернуть тонкий лист не составляет труда. Если используется металл значительной толщины, тогда в комплект должен входить станок-разматыватель.
Следующий шаг цикла – резка, для этих целей служат ножницы-гильотины. С их помощью гофрированное полотно разрезают на элементы необходимой длины. Заключительный этап – упаковка и складирование. Для этих целей применяют специальные приемные устройства.
Типы станков
По объему ручного труда оборудование для производства профнастила условно разделяют на 3 группы:
- ручные;
- передвижные с электрическим приводом;
- автоматизированные линии.

1. Ручной станок.
Без применения электроэнергии, но требует приложения физических усилий. Благодаря механизмам пружинного типа и системе эксцентриков для обслуживания достаточно 1-2 операторов. Качество невысокое, поэтому обработка металлических заготовок с защитным покрытием не рекомендуется. Прокатать можно только самый тонкий профлист, из которого делают заборы и ограждения.
Использование целесообразно при небольших объемах производства. Цена невысокая, его могут купить строительные организации и металлообрабатывающие мастерские.
Чаще всего создают арочный лист, который используется в ангарах, хранилищах, складах и прочих сооружениях с изогнутыми элементами. Портативные станки устанавливают непосредственно на рабочих площадках, когда строительство движется ускоренными темпами. Купить выгодно в том случае, когда в запасе много оцинковки или есть надежные поставщики дешевого сырья. Качество не уступает продукции, произведенной на автоматической линии.

3. Автоматизированные и полуавтоматизированные.
Представляют собой группу механизмов, смонтированных в определенном порядке. Чтобы технологический процесс проходил быстро и без нарушений, разработана стандартная комплектация:
- Размотчик рулонного металла. Скрученные стальные листы, которые поставляют заводы-изготовители, обладают большой массой. Грузоподъемность механизмов для разматывания достигает 10 тонн. В них также предусматривается автоматический контроль уровня провисания металлического полотна в процессе работы. Скорость вальцевания достаточно высокая, поэтому вручную справиться с разматыванием практически невозможно.
- Профилегибочный стан. Это основа технологической линии. Оснащается системой электропривода, может иметь несколько пар вальцов. Качество конечного продукта напрямую зависит от настроек и степени изношенности механизмов. При выборе станка б/у нужно уточнить у продавца срок эксплуатации и уровень загрузки.
- Гильотинные ножницы. Резочное оборудование имеет форму, аналогичную профилю. К состоянию гильотины предъявляются повышенные требования. Край должен получиться ровным без заусениц и нарушенного покрытия. Для этого требуется острое лезвие и баланс скорости реза и усилий, прикладываемых к профлисту.
- Приемная клеть. Это участок, в котором складывают готовую продукцию.
- САУ. Система автоматического управления задает программу и обеспечивает контроль рабочего цикла. Чем больше автоматизированных процессов, тем выше производительность предприятия.
Большая стоимость технологической линии делает ее недоступной для начинающих предпринимателей. В начальной стадии бизнеса имеет смысл приобрести станки и механизмы б/у.

Обзор оборудования
1. Напольный разматыватель НР-1250.
Легкий ручной станок для размотки стального полотна шириной до 1,25 м и массой до 300 кг. Рулон укладывается на вращающиеся валики и разматывается путем протяжки. Простое устройство в сочетании с низкой ценой делают оптимальным применение в небольших цехах.
2. Размотчик рулонного металла РМ-620.
Неприводный двухопорный агрегат для размотки рулонов массой до 4 тонн, шириной до 70 см и внутренним диаметром 48-62 см, масса конструкции – 150 кг. Перед началом работы вал с крестовинами помещают внутрь рулона и устанавливают на раму. Рулон разматывают путем протяжки металлической полосы или вращения штурвала.

3. Листогиб РСХ-2000/0,8.
Мобильный станок для изготовления профнастила, деталей прямоугольных воздуховодов, а также доборных элементов кровли и фасадов. Большая мощность агрегата позволяет гнуть металл толщиной до 0,8 мм с сохранением геометрии профиля по всей длине. Тонкая система настройки обеспечивает стабильность заданных параметров сгиба (угол и радиус) независимо от вида и толщины основного материала. Масса – 160 кг, разборная конструкция обеспечивает удобство при перевозке и подъеме.
4. Электромеханический листогиб ПТН2050-30ЕЕ.
Предназначен для изготовления любого вида профнастила, различных элементов кровли, фасадов и вентиляции из стального листа толщиной до 3 мм и длиной до 2 м. Комплект сменных планок позволяет создавать изделия сложной конфигурации.
Оснащается педальным блоком управления траверсами. С помощью САУ можно задавать параметры и подсчитывать количество готовых изделий. Автоматика корректирует угол гиба в соответствии с толщиной и разновидностью металла.
5. Ножницы гильотинные НКЧ 3214.
Устройство для резки профлиста толщиной до 2 мм и шириной до 2,5 метров. Конструкция весит 1,8 тонн и приводится в действие электрическим мотором. Рекомендуется купить для предприятий небольшой мощности.
| Оборудование | Тип | Цена, рубли |
| Размотчик рулонов | напольный | 13 000 — 17 000 |
| мобильный | 60 000 — 80 000 | |
| двухопорный | 53 000 — 190 000 | |
| самоподъемный | 130 000 — 160 000 | |
| консольный | 105 000 — 300 000 | |
| Листогибочный станок | ручной | 130 000 — 450 000 |
| сегментный | 250 000 — 550 000 | |
| электромеханический | 2 600 000 — 3 900 000 | |
| гидравлический | 70 00 000 — 20 000 000 |
Какое оборудование используется для производства профнастила
Современное предприятие по производству профнастила должно быть оснащено специальным оборудованием, которое обеспечивает высокую скорость выполнения работы и качество готового материала.
Ручной станок для гибки профнастила
Ручной станок — это устройство, которое не требует внешних источников энергии, а только небольшого помещения или навеса на стройплощадке и двух рабочих. Это хороший вариант для небольшой строительной компании, если для сооружения объекта нужно не очень много изделий из профлиста. Иногда их слишком дорого доставлять на объект, и тогда можно организовать изготовление профнастила прямо на месте — например, делать доборные элементы для кровли.

- Стоящий на станине гибочный механизм, в состав которого входят шарниры и шестерни, приводящиеся в движение ручными рычагами, а также гибочная матрица и прижимная балка.
- Подающий стол, на который укладывается заготовка. Её продвигают к гибочному механизму, в котором она и обрабатывается. Также в комплект входит роликовый нож, разрезающий сталь.
- Принимающий стол и пластина, при помощи которой задаётся нужный угол изгиба и фиксируется остальной лист.
За одну рабочую смену производится около 120 листов профнастила (1 ×2,5м). Станок окупается довольно быстро, особенно если он стоит на строительном объекте и не приходится тратится на доставку профнастила — только на доставку заготовки. В качестве последней служит углеродистая или нержавеющая сталь или же медь/алюминий, потому что материал с полимерным покрытием может потерять эстетичный вид в процессе гибки — для такого нужны специальные, более дорогие станки.
Вот так выглядит работа с ручным станком:
Получаемые листы обычно не больше 2-2,5 метров в длину, потому что иначе может быть неравномерный изгиб профиля. Причина в различной силе сжатия на разных участках прижимной губы.
Процесс производства можно описать как череду таких шагов:
- Лист фиксируют на столе зажимом.
- Стальная балка формирует трапецию либо волну профиля.
- Датчики контроля останавливают процесс изгибания в нужный момент.
- Угол изгиба контролируется при помощи шкалы, как и ход траверсы. Максимально он составляет 150°.
- После изгибания рулон разматывается.
- Процесс повторяется, пока не достигается требуемая длина, после чего лист разрезается.
Автоматическая линия для производства профнастила
Это автоматизированное оборудование с высокой производительностью обрабатывает холоднокатаную сталь и сталь с полимерным покрытием. Если доставка готового профлиста обходится очень дорого, то иногда можно установить на стройплощадке мобильную автоматическую линию. Но для серьёзных масштабов необходима полноценная линия с разными станами. Схема работы линии следующая:
1) подаётся заготовка;
2) происходит подгибка и полоса проката формируется в соответствии с нужными конфигурациями;
3) гильотинные ножницы нарезают лист;
4) продукт готовится к упаковке.
Вот так происходит изготовление профнастила на нашем предприятии:
Состав линии:
1) программный блок, с помощью которого линия включается и выключается, а также задаются рабочие программы, определяющие высоту гофры;
2) разматыватель — это вал, на который лист надевается и удерживается для фиксации к месту профилирования;
3) прокатный станок — главный элемент, на котором и происходит изгиб металла в профлист согласно программе;
4) гильотинные ножницы или проще говоря обрезной пресс, режущий профиль по заданным параметрам;
5) стол приемный — ровная поверхность, размеры которой соответствуют размерам продукции; это место, на котором готовые листы штабелируются и продукция упаковывается для отправки на склад.

Типы прокатки
Существует два типа прокатки:
1) клином или последовательная — вначале прокатывается середина листа, а затем уже катаются крайние гофры;
2) одновременная схема, при которой все гофры профилируемого листа прокатываются в одночасье.
Предпочтительно использовать именно последнюю схему, поскольку в таком случае утяжка будет одинаковая. При последовательной прокатке из-за того, что края и середина прокатываются отдельно, по краям могут появиться ёлочки и перекаты, а при одновременной это исключено.
Преимущества автоматизированных линий
Производство профнастила с автоматизированной линией обеспечивает не только удобство, но и другие преимущества:
- производительность достигает 1000 м² за одну смену, что в разы больше, чем у ручного станка;
- лёгкую эксплуатацию, для которой достаточно одного человека;
- широкий арсенал программ, благодаря которым по спецзаказам можно выпускать любые листы;
- абсолютную геометрию листов;
- гофры, соответствующие требованиям ГОСТ.
Конечно, к помещению, где располагается такая техника, предъявляются довольно строгие требования. Линия стоит дорого, а для каждой марки профнастила нужен отдельный стан, что по силам только серьёзным производителям. Кроме того, можно комплектовать её дополнительным оборудованием, которое упрощает процесс производства.

Валики прокатного стана
С разматывателя металлические листы попадает на валики, где они формуются согласно поставленной программе. Форма валиков определяет особенности профиля листа. Они могут быть цельными или же наборными — состоять из нескольких шайб, колец и втулок. Последний вариант даёт возможность быстро менять размеры и форму рельефа или же подбирать необходимый орнамент.

Двухъярусные линии
Двухъярусные линии дают возможность попеременного производства профнастила двух видов (из тонколистовой рулонной стали с оцинкованным или с полимерным покрытием). Возможен вариант производства стенового и кровельного профнастила, а на втором ярусе — металлочерепицы из оцинкованной стали и металла с полимерным/лакокрасочным декоративно-защитным покрытием. Такие линии позволяют сэкономить:
- деньги, потому что нет надобности покупать дополнительный разматыватель и систему автоматики;
- производственную площадь, ведь линии располагаются друг над другом.
Полный комплект оборудования позволяет производить широкий ассортимент продукции с лучшими характеристиками. Если вы выбираете профнастил, сделанный на заводском оборудовании, то можете быть уверенны в его качестве.
Автоматизированная линия двухъярусной конструкции для производства профнастила в действии:
Как выбрать оборудование для производства профлиста
Для изготовления профилей из металла самых разных форм необходимо использовать специальное профилегибочное оборудование. Если оно имеется в наличии, предприятия смогут заниматься выпуском колец, труб, спиралей, куполов. Следует понимать, что профилегибочное оборудование очень сильно увеличивает диапазон производимой продукции. И одним из направлений, которым можно занятья, имея в наличии аппаратуру такого типа, является производство профлиста.
Материал стал использоваться все чаще

В связи с тем что прогресс не стоит на месте, а также из-за экономии времени в строительной сфере стало популяризироваться быстрое возведение зданий. И во многих ситуациях незаменимым элементом считается профнастил. С помощью него можно значительно упростить строительную технологию.
После того как будет возведен металлический каркас, соответствующие листы можно использовать как снаружи, так и внутри зданий. Между ними может быть уложен утеплитель. Подобная технология используется при возведении многочисленных складов, гипермаркетов и многих других зданий.
Достоинства строительного материала
За счет возможности создания профлистов самой разной формы все чаще их стали использовать для проектирования кровли. К тому же растет и количество устройств, с помощью которых можно выпустить материал подобного типа. Предприниматель имеет возможность заказать оборудование для производства профлиста из Китая, Кореи, Франции, Америки и т. д.
Этот строительный материал стал также использоваться при возведении коттеджей. Не менее важным преимуществом можно считать и то, что старый профнастил достаточно быстро можно заменить новым. Данный материал обладает стойкостью к ржавчине, высокой надежностью, приятным внешним видом.
Также для профнастила характерна классификация по ширине готового профиля, по форме и по высоте гофры, по использованию исходного материала и лакокрасочного покрытия, а также в зависимости от тех условий, в которых он может быть использован. В качестве исходного материала обычно используются оцинкованный рулон, листы со специальным покрытием.
Есть необходимость в оборудовании

Для повышения конкуренции своего собственного предприятия необходимо создавать качественный и надежный материал. Только в такой ситуации можно планировать расширение числа заказчиков. Чтобы открыть свою собственную компанию, потребуется приобрести специальное оборудование для производства профлиста, которое будет отвечать всем требованиям.
Изготовление строительного материала происходит в несколько этапов. В результате будет получен профилированный лист, обладающий определенной формой. Оборудование для производства профлиста по своим техническим параметрам — это некоторое количество разнообразных узлов и агрегатов.
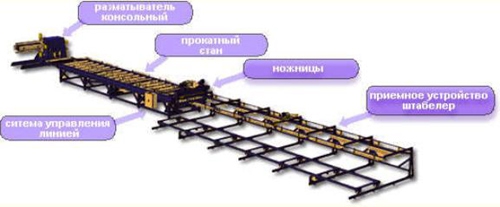
Они выстраиваются в одну линию и при определенной настройке способны работать в качестве слаженного механизма. Линия для производства профлиста включает в себя автоматическую систему управления, пункт приема, гильотины, прокатный стан, а также разматыватель рулона.
Следует тщательно подойти к выбору помещения
Помимо всех требований, предъявляемых непосредственно к оборудованию, надо учитывать и нюансы, связанные с выбором помещения, в котором будет происходить производство строительного материала. Необходимо, чтобы пол был ровным. К нему будет крепиться разматыватель посредством использования анкерных болтов.
Температура в помещении не должна превышать четырех градусов тепла. Если данный параметр не будет соблюден, то в лакокрасочном покрытии начнут появляться трещины. Соответственно, и качество листа будет плохим.
Также необходимо учитывать, что в помещении должно быть установлено специальное устройство для подъема груза. Надо выделить площадь, на которой будет находиться сырье для будущего строительного материала. Соответственно, должно быть выделено и место, где будет храниться уже готовая продукция.
Основные параметры
Какими характеристиками должно обладать оборудование для производства профлиста? Следует более подробно рассмотреть данный вопрос. Гибочная аппаратура содержит в себе размотчики – консольные и двухопорные. С помощью кран-балки рулон надевается на размотчик консольного типа.
В связи с использованием в аппаратуре автоматизированной системы разматывание происходит при полной регулировке скорости, а также с контролем над провисом петли. Максимальная ширина рулона в такой ситуации может достигать 1250 миллиметров.
Финальные стадии производства
Станок для производства профлиста имеет основной элемент — прокатный стан. Под ним подразумевается рама, обладающая рабочими клетями. Они последовательно изгибают заготовку, формируя из нее профилированный настил. По своим характеристикам прокатный стан может различаться.
Поэтому к выбору оборудования потребуется подойти основательно. Стоит понимать, что такие элементы, как схема прокатки, число рабочих клетей и многие другие, являются достаточно важными. После того как процесс изготовления профлиста будет закончен, необходима резка продукта.
Для этого в самом конце прокатного стана имеются ножницы. По своей форме подобное устройство напоминает форму профилированного листа. В связи с этим удается выполнить разрез без образования заусенцев. Если для прокатного листа будет характерно наличие 19 рабочих клетей, и он будет использоваться для обработки толстого листа, необходимо использование просечных ножниц.
Использование при производстве автоматики
Для того чтобы принять уже готовую продукцию и сформировать пачки, а также в целях упаковывания полученных изделий, необходимо использовать специальное приемное устройство. В данной ситуации речь идет об откатной тележке. Вместо нее также можно воспользоваться автоматическим штабелером, который обладает автоматизированной системой управления.
Длина, характерная для приемного устройства, будет полностью зависеть от параметров изготавливаемого профилированного листа. За счет использования системы автоматического управления можно регулировать всю процедуру прокатки, а также ту скорость, с которой она производится. С помощью автоматики можно производить запуск всего производства без пробуксовки.
Кроме того, будут отсутствовать и резкие натяжения, которые негативно сказываются на агрегате. Все это делает возможным предотвращение возникновения самых разнообразных аварийных ситуаций за счет применения профилактического мониторинга.

С помощью автоматизированной системы управления можно полностью избежать появления человеческого фактора в процессе производства. Таким образом, будет обеспечена максимальная безопасность оператора, который находится в непосредственной близи с производственной линией.
Безопасность всего производства значительно возрастает в связи с использованием специальных датчиков, которые способны зафиксировать появление ненужных предметов или рук и остановить деятельность до того момента, пока все лишнее не будет убрано.
Расходы, с которыми придется столкнуться
Если вы решились наладить производство профнастила и начать свою собственную предпринимательскую деятельность, то требуется подсчитать ожидаемые расходы.

1. На то, чтобы приобрести станок для производства профлиста, потребуется потратить порядка 650 тысяч рублей. Если вы планируете дальнейшее расширение, оборудование следует совершенствовать, поэтому и расходы впоследствии также будут немаленькими.
2. На аренду помещения будет уходить около 240 тысяч в год.
3. Для того чтобы выплачивать заработную плату сотрудникам, потребуется тратить порядка 360 тысяч рублей в год.
4. На рекламную деятельность потребуется выделять порядка 100 тысяч рублей.
Окупаемость
В результате несложных подсчетов получается, что на то, чтобы организовать свое собственное предприятие по производству строительного материала, потребуется порядка 1 миллиона 350 тысяч рублей. Затраты окупаются примерно за полгода.
Все будет зависеть от того оборудования, которое закуплено, а также от конкуренции и от объемов спроса в определенном регионе. Можно и сократить расходы. Для этого потребуется приобрести ручной станок для производства профлиста. Однако производительность будет не слишком высокой.
Бизнес с большими перспективами

Итак, данная предпринимательская деятельность характеризуется довольно быстрой окупаемостью вложений. Также нельзя не отметить очень хорошие перспективы, которыми обладает производство профнастила. По мнению многих экспертов, в самое ближайшее время планируется рост спроса на этот вид строительного материала. Поэтому почему бы не попробовать открыть свое собственное дело? К тому же цена оборудования для производства профлиста тоже не слишком высока.
Оборудование для производства профнастила
Профнастил – современное и универсальное покрытие. Его используют в частном строительстве, в промышленном секторе, для сооружения небольших построек. Чтобы получить материал для кровли и фасада необходимо иметь современное оборудование и правильно осуществлять производственный процесс.
Наша статья расскажет об условиях, связанных с технологией изготовления материала. При этом мы не будем описывать сам процесс монтажных работ.

Этапы производства
- материала для возведения стен промышленных зданий и павильонов;
- материала для обшивки здания внутри и снаружи;
- листов для изготовления опалубки;
- материала для кровли производственных и жилых зданий;
- профиля для возведения перегородок и различных.

- создание проекта, который включает все характеристики материала: тип, цвет, длину и количество профилированных листов;
- использование прокатного оборудования для изготовления профиля;
- транспортировка продукции потребителям.
Изготавливаем профиль

Производственные требования
- в помещении для оборудования должен быть ровный бетонный пол;
- обязательное наличие специальной техники, которая должна иметь грузоподъемность выше 5 тонн;
- температура в помещении не должна быть ниже 4 градусов. Работая с пневматическими механизмами, следите, чтобы температура не опускалась до 10 градусов;
- наличие ворот для быстрой разгрузки сырья и погрузки выполненных заказов;
- наличие мест хранения рулонной стали.
- Размещайте станки таким образом, чтобы без помех иметь доступ к их узлам для настройки оборудования или проведения ремонтных работ.
- Разматывающее устройство должно располагаться рядом с местами хранения сырья.
- Если вы обнаружили нехватку места в помещении под склады – то организуйте их в отдельном здании.

Процесс изготовления
- установка рулонной стали в разматывающее устройство прокатного станка;
- стан для производства профнастила переправляет ленточный металл до ножниц, где осуществляется отделение излишек;
- установка параметров длины листов и их количества на пульте управления;
- автоматическая прокатка листов;
- разрезание листов в автоматическом режиме и направление профнастила до принимающего его штабелера;
- маркировка и упаковка готовых листов в полиэтиленовую пленку.
Оборудование для производства
- автоматизированное;
- ручное;
- передвижное.

Автоматизированные станки включают автоматическую или полуавтоматическую линию оборудования. Это целый комплекс механизмов, которые расположены в последовательном порядке.
Обзор оборудования для производства профнастила
Чтобы металлическая заготовка приобрела определенную профильную форму, применяется станок для производства профнастила, основные функции которого – прокат и резка.

Оборудование для производства профнастила в зависимости от уровня механизации бывает:
- автоматизированное;
- полуавтоматическое;
- ручное.
Все три вида разнятся по стоимости, производительности и цене. Чтобы подобрать оптимальный вариант для будущего производства, рассмотрим все три варианта.
Автоматизированное оборудование для производства профнастила

В типовую линию входят 5 основных станков:
- Программный блок управления – пульт, с помощью которого осуществляется включение/выключение линии и задаются производственные программы.
- Разматыватель – вал, на который надевается рулон тонколистовой стали и удерживается для закрепления к месту профилирования.
- Формировочный (прокатный) станок – основной элемент производственной линии, на котором происходит изгиб металлической линии в профлист с гофрой, запрограммированной высоты.
- Ножницы гильотины – обрезной пресс, с помощью которого готовый профиль режется на листы заданных параметров.
- Приемный стол – ровная поверхность, соответствующая габаритам выпускаемой на данном этапе продукции, чтобы избежать прогибов и преломлений. Место, где штабелируются готовые листы и упаковывается продукции для отправки на склад.
Преимущества: высокая производительность (около 1000 м 2 /смену), абсолютная геометрия листов и гофры в соответствии с требованиями ГОСТ, легкость в эксплуатации, возможность программирования, позволяющая выпускать листы любых параметров по спецзаказам, для обслуживания линии достаточно одного человека – все процессы автоматизированы.
Недостатки: высокая стоимость оборудования и ремонта, определенные требования к производственному помещению.
Изготовители, предлагающие оборудование для производства профнастила: Китай, Россия, Германия.
Стоимость автоматической линии – от 900 000 руб. Линии можно укомплектовать и дополнительным оборудованием, упрощающим процесс производства, но и соответственно, увеличивающим стоимость линии. Например, отрезные ножницы, запяточный стол, устройство для удаления обрезков и др.
Ручное оборудование для производства профнастила

Ручные станки используются на небольших производствах (выпускается около 400 листов за смену). Все операции выполняются вручную и требуют применения физической силы. Вся производственная линии состоит из одного стана, который представляет собой симметричные пары валов, установленные на станине. Путем механического нажатия валы опускаются и формируют на заготовке гофру, прокатывая лист.
Ручной стан для производства профнастила позволяет использовать только готовые оцинкованные листы. Подходит для штучного производства крыш: сначала гнут сборные элементы (коньки, фартуки), затем – затем листы, после все собирается с помощью крепежей.
Преимущества: экономия энергии, мобильность, неприхотливость в установке, быстрая окупаемость, возможность менять форму гофры, при неизменной высоте.
Недостатки: малая производительность, большое количество брака и некондиции (перекаты, двойное нанесение гофры) на каждый станок нужно минимум два оператора, окрашенный металл на ручном стане профилировать не рекомендуют, максимальная длина листа – 2 м, высота волны – до 15 мм, толщина стали – 1 мм.
Ручное оборудование для профнастила преимущественно отечественного производства. Покупают такие станы строительные компании для собственных нужд либо мелкие производители. Цена листогиба – от 70 000 руб.
Полуавтоматическое оборудование

«Золотая середина», которую предлагают преимущественно отечественные изготовители для удешевления производства больших объемов за счет использования ручного труда.
Комплектация:
- размоточный стан;
- гильотина;
- нарезной стол;
- прокатный стан.
Линия-полуавтомат работает по тому же принципу, что и автоматическая, только с обмотки резка осуществляется вручную. Производительность напрямую зависит от количества листов, нарезанных к прокату, может достигать 700 м 2 /смену. Цена – от 650 000 руб.
Преимущества: длина листа до 10 м, более низкая стоимость, чем у автоматической линии, включая ремонт и обслуживание.
Недостатки: для беспрерывного функционирования одной линии потребуется 3-4 специально обученных рабочих, ручная резка предполагает определенное количество некондиции и другие особенности «человеческого» фактора.
Оборудование для производства профнастила: как производится материал?

Оборудование для производства
Одним из основных изделий, изготовляемых из холоднокатаного оцинкованного стального листа, является профнастил. Это универсальный материал для кровли, облицовки стен и сооружения небольших цельнометаллических помещений – бытовок, гаражей. Популярность профилированных листов дает хорошую базу для начала бизнеса, которому требуется оборудование для производства профнастила и небольшая промышленная площадка. На рынке профилегибочных станков имеется большой ассортимент как новой, так и бывшей в употреблении техники, которая имеет свои особенности. Вот с этими особенностями и стоит познакомиться перед покупкой оборудования.
Для придания заданной формы оцинкованному листу применяется тот же принцип, что и на больших металлургических заводах – прокат листа через валы специальной формы. Фактически это прессовое оборудование. Технология проката металла имеет два вида – горячую и холодную прокатку. На практике горячая прокатка возможна только на больших металлургических предприятиях, а изготовление профнастила из уже готового листа ведется методом холодного проката, это безопаснее и проще.
Производство профнастила включает в себя две операции – собственно прокатку листа по вальцам и резку готового профильного листа. Форма листа на выходе из прокатных вальцов зависит от формы этих вальцов. Большинство производственных линий предусматривает возможность настройки формы вальцов и изменения сортимента выпускаемой продукции. Величина прессовой нагрузки для проката профлиста зависит от толщины исходной заготовки – оцинкованного листа. На изготовление профильного настила идет лист от 0.4 до 0.8 миллиметра. И, если оборудование недостаточно мощное, то изготовление профильных листов марки «Н» становится невозможным.
Какие виды прокатных станков бывают?
Оборудование для производства профнастила можно разделить по количеству ручного труда, применяемого для получения листа необходимого профиля. Например:
- Полностью ручное производство;
- Частично автоматизированное, передвижное оборудование;
- Автоматические линии по производству профнастила.
На станках, не имеющих электрического привода, можно прокатать только самые тонкие листы профнастила, которые пойдут на изготовление заборов и ограждений. Качество прокатки на таких станках невысокое, для работы требуется большая физическая сила. В основном это самодельные разработки домашних «Кулибиных», которые часто выкладывают в Интернет свои чертежи для поклонников грубой физической силы. Как-то особенно серьезно относиться к подобным изобретениям не стоит. Профильный лист из таких станков годится только для заборов строек и загонов для скота, где-нибудь подальше от глаз. Применять для производства на таких станках окрашенный или покрытый полимерным составом лист нельзя, поскольку все покрытие будет уничтожено, хорошо, если останется слой цинка.
Портативное оборудование с электрическим приводом можно использовать на строительных площадках при наличии большого количества оцинкованного листа, тогда процесс сооружения заборов, ангаров и зернохранилищ идет очень быстро. Применять такие станки имеет смысл в том случае, если есть собственные запасы оцинкованного листа по невысокой цене. Качество проката на таких станках почти равно качеству профнастила, произведенного на автоматических линиях.
Полностью автоматизированная линия для производства профлиста может включать в себя не только прокатные станки, но и резочное оборудование, оборудование для покрытия оцинкованного листа полимерным покрытием, а также погрузочное оборудование, что делает эти линии достаточно дорогими. Поэтому такое оборудование для производства профнастила б/у единственный выход для желающих начать собственный бизнес в этой сфере.
От чего зависит качество производимого профлиста?

При производстве профильного листа исходная заготовка проходит через несколько пар прокатных вальцов. Пара представляет собой два металлических профилированных вала, расположенных друг над другом, расстояние между ними равно или чуть больше толщины исходного листа. Загнуть лист в профиль с одного захода практически нереально, поэтому лист проходит несколько этапов, которые отличаются величиной деформации листа. Чем больше таких этапов, тем лучше, поскольку к листу не прикладывается излишне больших усилий.
Однако слишком большое количество пар замедляет процесс производства и плохо влияет на оцинкованное покрытие материала. При длительном прохождении через вальцы оно может попросту истереться до основы. Так же немаловажное значение имеет чистота обработки самих вальцов, и качество стали, из которых они изготовлены.
Что входит в стандартную комплектацию линии?
Чтобы технологический процесс производства шел быстро и без брака, существует стандартная комплектация производственной линии. Она включает в себя:

Материал для производства
- Устройство для закрепления и разматывания рулона оцинкованной стали. Стальной лист чаще всего поставляют с металлургических предприятий в рулонах, вес которых достигает нескольких тонн. Поэтому подобный «разматыватель» должен иметь грузоподъемность до 10 тонн. Кроме того, он должен быть оборудован системой автоматического контроля над величиной провисания листа между «разматывателем» и прокатным станом. Скорость прокатки достаточно большая, человеку с этим справится почти невозможно.
- Прокатный станок. Сердце всей линии. Он может содержать несколько пар прокатных валов. В обязательном порядке оснащается системой электропривода. Содержит несколько клетей (отсеков) – заправочная, рабочая, разгрузочная. От качества работы этого станка зависит все. Чем он лучше настроен и менее изношен, тем выше качество исходной продукции.
- Резочное оборудование. Чаще всего это гильотинные ножницы, которые имеют форму, повторяющую профиль листа. Обрезка листа очень сложный процесс, который требует согласования скорости реза, усилия прикладываемого к листу и остроты лезвий гильотины, что позволяет обрезать профильный лист без заусенцев и нарушения формы профильного листа.
- Приемная клеть. Это место, где складываются уже готовые листы продукции.
- Система управления производственной линией. Это мозг всего производства, чем выше степень автоматизации, тем производительнее работа, однако очень сложные системы управления требуют больших технических знаний для обслуживания.
Успешность бизнеса

Популярность профильного листа изначально делает бизнес по его производству весьма перспективным вложением средств. Однако стоит подойти очень внимательно к тому, что и как покупать для организации этого производства. Если есть средства для покупки новой линии, то это очень хорошо, но чаще всего приходится покупать оборудование для производства профлиста б.у. Тут все зависит от внимательности покупателя и часто элементарного везения.
Очень популярно сегодня финское оборудование для производства профнастила. Это вполне объяснимо тем, что культура производства в Европейских странах и надзор за соблюдением стандартов там очень строг. Но купить оборудование, бывшее в употреблении, можно абсолютно изношенным, особенно если оно поступило не из Финляндии, а уже поработало на нашем отечественном производстве. Если из Финляндии везут оборудование, износ которого уже не соответствует финским стандартам, но еще подходит для наших условий, то отечественные производители эксплуатируют его до полной непригодности.
Китайское оборудование это самый спорный и рискованный вариант. Тут надо глядеть во все глаза. Бывают чудесные случаи, когда оборудование выполнено по самым высоким стандартам, но чаще всего оно не годится для работы абсолютно. Особенно это касается систем управления и электропитания, на чем китайцы экономят особенно усердно. Практически ни одно сечение провода не соответствует нормам электротехнической безопасности. А все электромагнитные пускатели выполнены из обычной пластмассы, не обладающей необходимым диэлектрическим сопротивлением, они очень пожароопасны.
Одним из ведущих производителей в России является Липецкий завод профилегибочного оборудования. Ассортимент завода включает автоматизированные линии для металлопрофиля (профнастила, металлочерепицы, профиля КНАУФ, сайдинга и.т.д.) гибочные станки и линии для резки металла.
Характеристика производства и изготовления профнастила
 Обработка металлов давлением — это технология, при помощи которой ведется изготовление профлиста. Для формирования профиля используется горячекатаный или холоднокатаный способ. Сталь пропускается через специальные вальцы. Регулируя между ними расстояние, можно получать нужный размер трапеции. Полученный материал активно используется в строительстве.
Обработка металлов давлением — это технология, при помощи которой ведется изготовление профлиста. Для формирования профиля используется горячекатаный или холоднокатаный способ. Сталь пропускается через специальные вальцы. Регулируя между ними расстояние, можно получать нужный размер трапеции. Полученный материал активно используется в строительстве.
- Свойства изготавливаемого профнастила
- Оборудование для формирования покрытия
- Ручной самодельный и полуавтоматический станок
- Полностью автоматические линии
- Описание установки и узлов
Свойства изготавливаемого профнастила
Основным металлом для изготовления профнастила служит холоднокатаная сталь. На ее поверхность наносится оцинкованное покрытие в размере 20−26 мкм. В случае уменьшения этой величины сокращается срок эксплуатации изделия.
При формировании листа горячекатаным способом, его подвергают нагреву. Такой процесс возможен только на крупных металлургических предприятиях. В домашних условиях его провести невозможно.
Толщина листа заготовки может меняться. От величины этого параметра профнастил выдерживает разные нагрузки. В зависимости от способа применения, цинковое покрытие заменяется краской или другим материалом. Важно, чтобы была обеспечена защита поверхности от влияния внешней среды. В противном случае металл начнет корродировать и долговечность профнастила уменьшится.
Производство профлиста ведется в условиях сухого помещения. Должно быть обеспечено отопление территории. Материал не любит резкого перепада температур. Такие же условия должны быть и на складе для хранения рулонов листовой стали в качестве заготовок.
Оборудование для формирования покрытия
Для производства профнастила может использоваться профессиональное оборудование или станки, изготовленные своими руками. Согласно технологии, на первом этапе металл пропускается через вальцы, формируя профиль. Затем на гильотинных ножницах отрезаются нужные параметры изделия.
 Для изготовления используются 3 вида станков:
Для изготовления используются 3 вида станков:
- ручные;
- с частичной автоматизацией;
- автоматические линии.
Ручной самодельный и полуавтоматический станок
Ручное оборудование позволяет изготавливать изделие только профилем 1 типоразмера. Связано это с тем, что на станке, работающим в домашних условиях, нет возможности настраивать вальцы. Прокатывается здесь металл небольшой толщины. Изделия получаются невысокого качества и используются только в качестве заборов или ограждений.
Такой станок можно сделать своими руками. Порядок работы следующий:
- Изготавливается металлический каркас, который при помощи анкерных болтов крепится к бетонному основанию.
- Сверху устанавливается рабочий стол. Размеры его должны превышать длину заготовки. По нему идет подача металла в рабочую зону и извлечение готового изделия.
- Болтовыми соединениями крепится планка, которая необходима для фиксации рулона металла.
- С помощью подшипников, уголков и трубы изготавливается инструмент оборудования — вальцы.
- Устанавливаются они на каркасе. Прижим осуществляется при помощи рычага. Затем ведется подача заготовки в рабочую зону.
Вальцы изготавливаются из инструментальной стали со степенью закалки 54−58 HRC .
При использовании частично автоматизированного оборудования, станок дополнительно оснащается электродвигателем. Выпускаемая продукция получается более профессиональная. При этом станок является мобильным благодаря своему малому весу. Его легко переносить. Устанавливается рядом с объектом, для которого изготавливается профнастил. Это может быть малоэтажное строительство, покрытие для сельскохозяйственных складов или ограждений.
Полностью автоматические линии
Автоматическая линия — это комплекс агрегатов. Включает в себя следующие установки:
- прокатный стан с вальцами;
- гильотинные ножницы;
- оборудование для нанесения покрытия.
Для перевозки профлистов используется электрокар. Производительность таких линий в несколько раз превышает любое оборудование и применяется на крупных производствах.
Описание установки и узлов
Для выпуска качественной продукции подбирается оборудование и узлы.
К таким приспособлениям относятся:
- Механизм для фиксации рулонов. На крупные предприятия поставляются оцинкованные листы в виде рулонов, вес которых составляет до 10 тонн. В процессе работы их требуется раскрутить. Именно для этого применяется механизм.
- Автоматическое приспособление, которое регулирует провисание заготовки между механизмом подачи и прокатным станом. Скорость процесса работы большая и оператор не в состоянии проконтролировать и успеть сделать корректировку.
- Сменный инструмент стана для прокатки должен иметь 2−3 комплекта. В случае изменения типоразмеров профнастила они меняются.
- Мощность электрического привода определяет скорость работы линии.
- Рабочий инструмент гильотинных ножниц должен быть заточен в соответствии с технологией. От этого зависит наличие заусенцев в момент обрезки.
 Заготовка прокатывается между вальцами, которые располагаются вверху и внизу. Зазор между ними должен соответствовать толщине прокатываемого металла. Процедура прокатки проводится несколько раз. Это необходимо по причине отпружинивания металла, который невозможно деформировать на нужную величину за 1 раз.
Заготовка прокатывается между вальцами, которые располагаются вверху и внизу. Зазор между ними должен соответствовать толщине прокатываемого металла. Процедура прокатки проводится несколько раз. Это необходимо по причине отпружинивания металла, который невозможно деформировать на нужную величину за 1 раз.
Процесс изготовления профнастила можно проводить на самодельном оборудовании. Однако производительность такого станка будет невысокой. В случае необходимости изготовления больших партий в течение длительного времени, работы следует выполнять на автоматических линиях.
Производство профнастила: этапы и особенности
Профнастил уже давно приобрел статус универсального и надежного покрытия. Область его использования этого современного кровельного материала включает производственные объекты, складские помещения, частные застройки, разного рода ангары и сооружения быстрой сборки. Современные технологии производства позволяют получать высококачественный профнастил, используемый для изготовления кровли и в качестве материала для устройства фасадов.
В этой статье мы ставим задачу ознакомить читателя с основными особенностями производства профнастила. Что касается приемов монтажа этого популярного материала – это тема для отдельного обзора.
Этапы производства

Профнастил изготавливают из тонких стальных листов, которые имеют специальное декоративное или цинковое покрытие. Эти листы подвергаются обработке, которая называется профилированием. В результате получают гофрированные металлические листы, которые мы и привыкли называть профнастилом.
Профилированные листы наиболее часто используют:
- в качестве материала для возведения перегородок и стен в производственных цехах и сооружениях, павильонах, быстровозводимых зданиях;
- для внутренней и наружной обшивки зданий;
- в виде материала для получения опалубок;
- как надежный материал для изготовления кровли в промышленности и гражданском строительстве;
- для возведения разного рода ограждений (постоянного или временного типа).
Профнастил может изготавливаться с покрытием из полимерного материала, а также с разной высотой гофры.
В укрупненном виде производственный цикл изготовления этого материала выглядит следующим образом:
- проектирование профнастила с учетом габаритных размеров листа, цвета и объема поставок;
- получение необходимого профиля на специальном прокатном оборудовании;
- отгрузка готовых изделий в адрес заказчика.
Чтобы изготовить качественные профилированные листы необходимо наличие узконаправленного технологического оборудования, которое предназначено для производства такого вида продукции.
Важное замечание! Качественный профнастил, соответствующий по своим техническим параметрам требованиям нормативной документации можно изготовить только на оборудовании с соответствующими техническими характеристиками.
Применение кустарного и некачественного оборудования влечет за собой массу различных отклонений от установленных требований по качеству, включая несоответствие размеров и формы листов.
Изготовление профиля
Профнастил – это гнутый профиль, изготавливаемый из металлических листов, имеющий гофры в форме трапеции. Для придания листам такой формы необходимо использовать специальное технологическое оборудование.
Металлические профили для кровли производят методом холодного профилирования. В качестве исходного материала используется прочная сталь.
По требованию потребителя профилированные листы выпускаются с нанесением покрытия или без него.
Профиль, на котором отсутствует покрытие, применяют для оборудования опалубок в строительстве. Для наружного применения необходим материал с покрытием.
Профнастил выпускается различной толщины. Листы из высококачественной стали имеют цинковое покрытие толщиной 20 – 26 микрон.
Если толщина покрытия занижена до 10 – 12 мкм, то такой профиль может быть подвержен преждевременному износу.
Важная информация. Для организации выпуска профнастила собственными силами необходимо обладать специальным оборудованием, изготовленным промышленным способом. Изготовление должно вестись из качественного сырья с покрытием 1 сорта.
Требования к производству
При проектировании производства профилей для профнастила и самого профнастила необходимо соблюдение следующих требований:
- в производственном помещении должен быть оборудован ровный бетонный пол;
- необходимо наличие грузоподъемных механизмов свыше 5 т;
- помещение должно иметь въездные ворота для проведения погрузочно-разгрузочных работ;
- необходимо оборудовать складские места для хранения металла в рулонах;
- температура воздуха внутри производственных цехов должна быть на уровне не менее 4?С, а в случае использования пневматических приспособлений – не ниже 10?С.
Организуя производство профилированного листа собственными силами необходимо соблюдать требования к размещению оборудования.
- Планировка размещения станков должна быть такой, чтобы обеспечивался нормальный доступ к их узлам и приводам для обслуживания, осмотра и ремонта.
- Разматывающее устройство лучше всего размещать непосредственно у складского места для хранения сырья.
- Если имеющихся площадей недостаточно, то склады готовой продукции можно устроить в отдельных помещениях.
Важно! При выполнении всех указанных требований и наличии профессионального оборудования имеется возможность производить профнастил в листах длина которых составляет от 1 до 12 м.
Также выпускается оборудование для производства профнастила с длиной листов до 25 м.
Процесс изготовления
Изготовление профнастила начинается с разработки чертежа или эскиза конструкции и выполнения необходимых расчетов, выбирается толщина листа и цвет защитного покрытия.
Затем можно приступать непосредственно к изготовлению напольных, кровельных или настенных профилированных листов.
Основные этапы технологического процесса изготовления профилированного листа:
- установка стального рулона в устройство для разматывания;
- задание необходимых параметров листов и их количества на пульте управления;
- прокатка рулонного материала на прокатном стане в автоматическом режиме;
- автоматическая обрезка в требуемый размер с помощью ножниц;
- перемещение готового листа в штабелер;
- маркирование готовых листов и упаковка в полиэтилен.
Оборудование для производства
Производство профнастила может вестись горячим или холодным способом. Более популярными являются станки для холодной прокатки без использования нагрева исходного металла.

Такой процесс называется профилированием, так как в его результате плоский лист приобретает форму определенного профиля. На производственных линиях осуществляется прокатка и порезка готовых профилей.
Чтобы производить профнастил разных модификаций в зависимости от области применения необходимо оборудование различных типов. Для получения различной высоты гофры оборудование для профилирования должно развивать соответствующее усилие.
В зависимости от уровня механизации оборудование для производства профнастила бывает:
- мобильное (передвижное);
- ручное;
- автоматическое.
Передвижное оборудование удобно в случае необходимости организовать производство арочного профнастила в полевых условиях или прямо на стройплощадке. Такой профнастил используют при строительстве сооружений с арками: зернохранилищ, ангаров и т. д.
Ручное оборудование может обеспечить производство гофрированного профиля малых размеров и в незначительных количествах. Все технологические операции в этом случае выполняют вручную. Ручные механизмы используются строительными фирмами в условиях небольших мастерских, занимающихся металлообработкой при изготовлении доборных элементов.
Когда речь идет об автоматизированном оборудовании, то имеют в виду автоматические или полуавтоматические линии. Они включают в себя полный комплект оборудования и механизмов, расположенных в потоке, то есть порядке выполнения технологических операций. Автоматизированное оборудование позволяет получать качественные профили при высоком уровне производительности.
Важное замечание! Не рекомендуется применять ручной способ изготовления при прокатке металла с полимерным или лакокрасочным типами покрытий.

Состав производственной линии
В общем случае линия по производству профнастила состоит из следующего оборудования:
- устройство консольного типа для разматывания рулонов;
- прокатный стан, на котором формируют профиль;
- гильотинные ножницы для обрезки в требуемый размер;
- устройство для приема и штабелирования;
- система управления.
Технология изготовления выглядит следующим образом:
- Оцинкованный стальной лист в рулоне устанавливается на разматыватель.
- Лента исходного металла попадает в прокатный стан. Стан включает в себя
- необходимое количество клетей. Причем чем больше их количество, тем выше качество готового продукта. Клеть – это пара профилировочных роликов с определенной геометрией, один из которых располагается под обрабатываемым листом, а другой сверху.
- Проходя сквозь клети, гладкий стальной лист изменяет свою форму, превращаясь в профилированный.
В зависимости от комплектации в состав производственного оборудования могут входить зажимные приспособления для формирования кромок, рольганги, электромеханические ножницы, сенсорный пульт, специальная тара для сбора отходов.
Основой всего комплекса является прокатный стан, так как именно он отвечает за изготовление профиля, соответствующего требованиям, предъявляемым потребителями.
С учетом постоянно растущего спроса на профнастил, можно с уверенностью считать, что с экономической точки зрения инвестирование средств в производство этого строительного материала будет иметь неплохие перспективы.
Чтобы производить материалы высокого качества, отвечающие современным требованиям и в достаточных количествах, потребуется устройство производственной линии, включающей в себя современное высокотехнологичное оборудование.
Производство профлиста – какое оборудование используется?
Изготовление надежного, небольшого по массе и недорогого профлиста, используемого в строительной сфере наших дней, осуществляется на специальном ручном и автоматическом оборудовании.
1 Что нужно знать о производстве профилированных листов?
Профнастил – универсальный современный материал для постройки малоэтажных зданий, облицовки стен, покрытия кровли и выполнения других строительных задач, производится из стального оцинкованного холоднокатаного листа. Чтобы придать такому прокату требуемую форму используется всего два способа – горяче- и холоднокатаный. Обе эти операции предполагают прохождение плоских листов из стали через специальные валы.
Горячекатаная технология из-за своих особенностей доступна исключительно на крупных металлургических комбинатах.

А вот холодная прокатка стальных заготовок с целью получения из них профилированных листов может выполняться в полупрофессиональных и даже любительских условиях. Здесь главное правильно выбрать требуемое оборудование и научиться грамотно пользоваться им.
Технология производства стенового и кровельного профлиста методом холодного проката состоит из двух процедур, следующих друг за другом. Сначала заготовку пропускают через вальцы, а затем выполняют раскрой полученного профнастила по заданным геометрическим разделам. Форма вальцов определяет, как вы сами понимаете, форму готового изделия.

Простейший ручной станок для изготовления профилированного листа способен «выдать» нам изделия только одной формы. В тех же случаях, когда применяется автоматизированная линия по производству профлиста, она, как правило, позволяет получать продукцию разного сортамента и форм. Достигается подобное разнообразие за счет того, что автоматизированное оборудование дает возможность изменять настройки вальцов.
2 Какие агрегаты используются для производства профилированных листов?
Изготовление возможно на установках трех основных типов:
- ручной станок;
- оборудование мобильного (передвижного) вида с частичной автоматизацией выполнения рабочих операций;
- полностью автоматические линии.
Элементарный станок для производства профлистов может использовать любой человек, но при условии, что он готов прилагать достаточно-таки серьезные физические усилия для обработки стальных листов. На ручных установках обычно прокатываются заготовки малой толщины. Качество получаемых изделий при этом находится на низком уровне. В большинстве случаев такой станок применяется для выпуска профлистов для ограждений и заборов.
Ручное оборудование не обязательно приобретать в готовом виде. В интернете есть огромное количество подробных чертежей и схем, руководствуясь которыми можно самостоятельно изготовить простейший гибочный станок. Отметим еще раз – использовать его для выпуска действительно качественных профлистов нет смысла. У вас просто-напросто ничего не получится.

Частично автоматизированное оборудование для производства профнастила позволяет выпускать в разы более профессиональную продукцию. Подобные агрегаты оснащаются электроприводом, они имеют сравнительно небольшой вес, что позволяет переносить их и использовать непосредственно на тех объектах, где осуществляется малоэтажное строительство, возведение хранилищ для сельскохозяйственной продукции и складов, ангаров, ограждений и так далее.
Полуавтоматическое оборудование по эффективности своей работы и качеству производимой профилированной продукции ничем не уступает полностью автоматизированным линиям. При этом оно является мобильным, что в ряде случаев имеет огромное значение.
Стационарная автоматическая линия представляет собой целый комплекс агрегатов. В зависимости от конкретной комплектации она может включать в себя следующие установки:
- непосредственно прокатный стан с вальцами нескольких размеров;
- приспособление для резки профлистов;
- оборудование для нанесения на готовую продукцию полимерного покрытия.

Также в составе автоматизированных линий иногда имеется агрегат для выполнения погрузочных работ. Понятно, что такие комплексы имеют высокую стоимость. Но и производительность их в разы превосходит возможности ручных и полуавтоматических станков. Вкладывать финансовые средства в автоматическое оборудование имеет смысл тогда, когда вы планируете долго и плодотворно работать на поприще изготовления и продажи профилированных листов со всевозможными геометрическими параметрами.
3 Стандартная линия для производства профнастила – что в нее входит?
Специалисты говорят, что в минимальной комплектации автоматизированного оборудования для выпуска качественного профилированного листа должны присутствовать следующие механизмы и приспособления:
- Механизм для фиксации рулонов с исходным сырьем (оцинкованные листы стали) и их разматывания. При промышленном производстве профнастила требуется закупать на металлургических заводах стальные листы, которые, как правило, поставляются в достаточно массивных (до десяти тонн) рулонах. Без специального устройства раскрутить их и начать работу нереально.


- Автоматическое приспособление, позволяющее без участия оператора линии корректировать уровень провисания заготовки между прокатным станом и механизмом разматывания. Автоматизированные агрегаты функционируют на больших скоростях, а значит, человек не в состоянии выполнить без помощи указанного приспособления требуемую корректировку.
- Стан для прокатки листов из рулона. Желательно, чтобы он имел не одну, а две-три пары вальцов, а также был максимально современным и хорошо укомплектованным. Хорошая автоматическая линия обычно оснащается тремя отдельными рабочими клетями – загрузочной, рабочей и отсеком для выгрузки произведенного профлиста. Большое значение имеет и мощность электрического привода, который монтируется на прокатный стан. Чем она выше, тем быстрее будет функционировать оборудование, тем больше продукции за единицу времени оно будет выдавать.
- Гильотинные ножницы либо другой агрегат для резки профилированных изделий. Данное оборудование также обязано быть максимально качественным, так как профлист необходимо обрезать без нарушения его формы, без образования заусенцев и иных дефектов, которые снижают стоимость продукции.

- Отсек для складирования изготовленных профилированных листов.
Линия по производству профнастила управляется специальной системой. Она может быть и относительно простой, и по-настоящему сложной. Простая управляющая система не обеспечивает высокого уровня автоматизации производственного процесса, но зато работать с ней могут люди с низкой квалификацией. А вот сложный комплекс управления оборудованием увеличивает эффективность применения линии. Правда, разобраться с такой системой сможет не каждый, для ее использования необходимо привлекать специалистов с большим багажом технических знаний.
4 Какие факторы оказывают влияние на качество профлиста?
Заготовка при производстве профилированных листовых изделий на автоматических линиях напрямую зависит от числа вальцов для прокатки. Они располагаются парами друг над другом. Между отдельными парами вальцов имеется небольшой зазор. Стальной лист, из которого делают профнастил, по своей толщине чуть меньше величины указанного зазора (а иногда эти показатели одинаковы).

Исходная заготовка пропускается через прокатные валы, причем подобная процедура осуществляется несколько раз подряд, так как за один проход добиться требуемой формы листа обычно не получается. За один заход заготовка сгибается между валками на определенную величину. При этом на нее оказывается минимальное давление, что обеспечивает идеальный результат конечной деформации.
Важно «не переусердствовать» с количеством пар прокатных валов. Если пропускать заготовку через слишком большое их число, есть вероятность того, что цинковое покрытие стального листа разрушится. Кроме того, на качество профлистов оказывает влияние качество стальных сплавов, из которых производятся прокатные валы и уровень чистоты их обработки.

Специалисты советуют приобретать оборудование зарубежных производителей (например, финских) либо линии отечественного изготовления, и никогда не обращать внимания на агрегаты для производства профилированных листов китайских компаний. И последнее. Если есть возможность, лучше покупать новые, а не бывшие в употреблении линии по выпуску профлиста, так как техические возможности последних обычно находятся на очень низком уровне ввиду их износа.
Какое оборудование используется для производства профнастила

- О компании
- Сервис
- Кредит/Лизинг
- Доставка и оплата
- Информация
- Контакты
Оборудование для производства:
- Окон ПВХ и АL
- Ozcelik Makinе
- «Yilmaz»
- DAIZER
- Jin Chen
- Готовые линии
- Ozgenc
- Kaban
- Комплектующие для окон
- Стеклопакетов
- Jin Chen Теплый край
- Daizer
- CMS
- Cata
- Intermac
- SZILANK
- Bottero
- Bassra
- MetalSnab
- Готовые линии
- Комплектующие для стеклопакетов
- Профнастила
- Profilf
- Jin Chen
- Металлочерепицы
- Profilf
- Jin Chen

- Оборудование для производства профнастила
Оборудование для производства профнастила
Profilf

Jin Chen
Компания предлагает купить современное оборудование полного цикла по производству профнастила. Такие линии являются многоузловым устройством, которое позволяет выпускать широкий ассортимент востребованной продукции. Линия по изготовлению полностью автоматизирована и работает на программном обеспечении. Это позволяет ей самой осуществлять функции контроля при выпуске изделий. Для расширения ассортимента и повышения качества оборудование может быть оснащено дополнительными узлами по желанию заказчика.
Вложение деньги в такое оборудование — это верный шаг начать или расширить свой бизнес, получать в последующем гарантированную прибыль от пользующейся спросом металлопродукции. Станок для изготовления профнастила обладает вполне приемлемой ценой. Он безопасен при эксплуатации. Имеет продолжительный срок службы. Перед поставкой все оборудование для производства профнастила проходит полноценный контроль на работоспособность. Компания также может осуществлять доставку, монтаж и запуск станков.