
Каленые болты — характеристики и их применение
Каленые болты

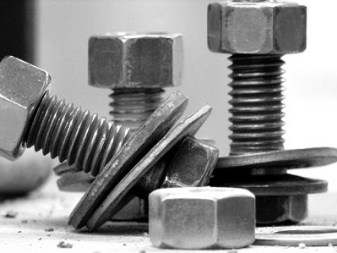
У каждого из нас в жизни есть такие ситуации, когда есть необходимость в проведении различных ремонтных работ, которые в обязательном порядке требуют для себя наличие строительных крепежей. Одним из наиболее популярных считается именно болт, который является основой крепежной системы, представляющий собой стержень с наличием резьбы. Болты считаются самым надежным соединением для большого количества деталей, а также предоставляет уникальную возможность легкого демонтажа.
Каленые болты – это своеобразный стержень (так называемая шпилька), которая изготавливается из стали определенного размера и длины с полностью или же частично нарезанной метрического вида резьбы. Как правило, на одном конце болта располагается крепежная головка, а на другом – имеется маленький срез конусообразной формы, что намного облегчает всю работу навинчивания гайки. При особых необходимостях такие виды болтов, могут быть укомплектованными дополнительными шайбами.
Разновидности каленных болтов:
- Откидного типа.
- С наличием внутреннего шестигранного углубления.
- С наличием шестигранной головки.
- С потайной головкой.
Для использования каленых болтов они должны быть изготовлены больших размеров, в отличие от стандартных размеров болтов. В самом процессе изготовления этого вида болтов используют два метода для высадки заготовки (горячий или холодный). После этого следует следующий этап, где с помощью специально предназначенных автоматов накатывается требуемая резьба и далее следует обязательная отправка в печь, с помощью которой получается особенная прочность и гарантированная защита от коррозий и временного старения. Именно это объясняет их долговечность и прочность в длительном процессе эксплуатации.
Сфера применения каленых болтов достаточно широка, так как именно эта разновидность пользуется огромной популярностью среди многих заказчиков. Как правило, они зачастую применяются в машиностроении, в процессе возведения мостов или железнодорожных участков, а также для соединения различных металлических и деревянных конструкций.
Достаточно огромным достоинством каленых болтов считается именно тот факт, что они могут быть использованы абсолютно в любом климате, так как совершенно не боятся различных химических реакций и резких перепадов температуры воздуха.
Постоянное и самое главное своевременное применение каленых болтов дает шанс существенно повысить качество изготавливаемой продукции, так как могут закрепить абсолютно любой предмет даже в бетонных конструкциях.
Приобрести необходимое количество такого определенного вида, как каленые болты, вовсе не составит труда, так как в решении этого вопроса станет отличным помощником компания «АвтоМашКомплект».
Данная организация на постоянной основе занимается постоянной деятельностью по оптовым продажам различных видов метизов и сотрудничает с известными зарубежными поставщиками, которые могут гарантировать качество своего товара на все сто процентов. Именно поэтому осуществить заказ достаточно легко. Для этого стоит всего лишь зайти на официальный сайт компании и оформить заказ, после чего следует скорейшей доставки требуемого товара. Широкий ассортимент крепежей гарантирует наличие необходимого вам товара, который Вы сможете получить спустя 1-2 дня после оформления заявки на покупку.
Также огромным плюсом магазина является и то, что при возникновении каких-либо вопросов или сложностей можно рассчитывать на помощь опытных профессионалов, которые при необходимости помогут Вам определиться с выбором и тем самым сделают вашу покупку приятной и полезной.
Каленые болты — характеристики и их применение
Зачастую при покупке болтов больше всего внимания уделяют количественной стороне вопроса, напрочь забыв про качественную. Этот немаловажный нюанс упускать не стоит – от прочности самой слабой части конструкции зависит ее прочность целиком. Помимо стандартных болтов существуют также метизы повышенной прочности.

В рамках статьи будут рассмотрены сфера применения, виды, маркировка высокопрочных болтов, приведены фото с примерами и этапами производства работ.

Общие сведения
Высокопрочные болты производят из легированной стали с низким содержанием углерода, не более 0.4%. Изготавливаются они по технологии горячей и холодной высадки заготовок. Резьба на них наносится при помощи станков.

В процессе производства проходят термическую обработку в высокотемпературных электропечах для придания высокопрочным болтам антикоррозийных свойств и закалки.

Закалка болтов в домашних условиях
Термическая обработка резьбовых метизов на дому позволяет упрочнить их структуру в 3–4 раза. Самое доступное оборудование, которое можно применить для этих целей, – это обычная дровяная или угольная печь, горелка газовой печи или набравший достаточную мощность уличный костер. Дальнейшие действия такие:
- Изделие помещают внутрь раскаленного очага и следят за состоянием поверхности стали.
- Как только достигнут красный цвет закалки, метиз вынимают клещами из топки и опускают в обычную воду до тех пор, пока не перестанет выходить пар и винт не охладится.
- Охлажденную деталь подвергают проверке на случай некачественно проведенного закаливания. Используют при этом все тот же напильник по металлу.
Хорошо подходит резьбовым соединениям и закалка в несколько этапов. Здесь имеется в виду двойное охлаждение в разных жидкостях. Традиционно это может быть вода и машинное масло. Особенно актуально поэтапное охлаждение для сталей с высоким содержанием углерода либо так называемых легированных сталей. Такой подход к процессу закалки не позволяет деформироваться метизу, образование трещин в структуре при этом отсутствует или минимально.
В первую очередь раскаленную деталь опускают в воду на несколько секунд, далее в масляную субстанцию до полного охлаждения. Такой порядок важен с точки зрения безопасности, ведь при высоких температурах масло может попросту вспыхнуть.
Вместо масла вторичной средой может выступать просто воздух. Закалку болтов можно делать частично, например только непосредственно для резьбы. В этом случае именно этот участок раскаливают докрасна и впоследствии охлаждают.
Уважаемые посетители сайта, все, кто имеет представление о закалке болтов в домашних условиях, поддержите обсуждение статьи в комментариях, Ваш опыт важен для всестороннего понимания темы!
Сфера применения ВПБ
По большей части используются ВПБ при изготовлении автомобилей, станков, в машиностроительной отрасли, при строительстве особо важных объектов – мостов, туннелей, железных дорог и служат для стыковки деталей конструкций.

ВПБ рассчитаны на эксплуатацию в условиях агрессивной окружающей среды – при резких перепадах температур, во влажных условиях, в местности рядом с морем. В повседневной жизни для бытовых нужд ВПБ применяют для анкерного крепления в бетоне, кирпиче, камне.

Каленые болты — характеристики и их применение

Болты, пожалуй, самое надежное соединение нескольких деталей, когда подразумевается возможность последующего демонтажа.
Они представляют собой стержень (шпилька) из стали определенной длины с полностью или частично нарезанной метрической резьбой. На одном конце расположена крепежная головка, другой имеет небольшой конусообразный срез, что облегчает процесс навинчивания гайки. При необходимости болты, помимо гаек, комплектуются шайбами. По форме головки и назначению болты можно разделить на следующие виды:
- с внутренним шестигранным углублением для соответствующего инструмента;
- с шестигранной головкой;
- с потайной (может иметь ус или квадратный подголовок);
- откидные.
При изготовлении высокопрочных болтов и гаек используют метод дополнительного закаливания стали, когда уже готовые изделия проходят термообработку с последующим резким снижением температуры.
В отличие от винтов, которые внешне могут быть очень схожи, болты выдерживают нагрузку как на разрыв, так и на срез. Поэтому они предпочтительней при соединении крупных деталей.
Смотрите также: Болт с шестигранной головкой призонный, Призонный болт, Болт к пазам станочным обработанным
Материалы подготовлены специалистами . При копировании текстов и других материалов сайта — указание ссылки на сайт www.traiv-komplekt.ru обязательно!
Нужна консультанция? Закажите звонок! Отправить заявку на крепеж
Соединения на ВПБ
Согласно СНиП, существуют следующие виды болтовых соединений для ВПБ:
- с несущими метизами – болт подвергается деформациям из-за смятия, трения и среза;
- фрикционное – воздействие на ВПБ происходит в результате трения;
- болты в комплексе со сваркой, заклепками или клеем;
- фланцевое – используется в тех случаях, когда усилие оказывается на изгиб или на растяжение.

Простой вариант
Первое, что нужно делать – не паниковать. Вообще. Сломанный болт почти всегда можно извлечь, главное действовать правильно.
Во-вторых – осмотреть «место происшествия». Если сломался при откручивании – заливаем WD40, зеленкой или тормозной жидкостью – требуется, чтобы обломившийся кусок откис по резьбе. Можно попробовать отжечь резьбу паяльной лампой – смотреть нужно по обстоятельствам. Смотрим, в каком месте он сломался. Когда обломившийся кусок торчит над деталью, крупно повезло – можно попробовать выкрутить его. При наличии такой возможности – накручиваем две гайки, верхней фиксируем нижнюю. Выкручиваем за нижнюю гайку – если сломанный болт оставил целой резьбу, должен выйти. Не хватает места для двух гаек – пробуем выкрутить за резьбу пассатижами. Еще один способ – сделать болгаркой прорезь посередине. Как результат получаем винт, который можно попробовать отвернуть отверткой. Если получилось – проблема решена. Но чаще болт ломается либо вровень с деталью, либо внутри нее.

Извлечение сломанного болта
Если сломан на уровне детали – попробуйте выкрутить пальцем. На самом деле, когда сломанный болт стоит внутри отверстия по резьбе, она чистая, а винт просто сломался из-за усталости металла или потому, что был потянут ранее – он может пойти просто от пальца. Или обращаем внимание на скол – при обламывании куска на плоскости излома всегда образуется бортик – подставляем зубило, отвертку – легкими ударами стараемся его открутить.
Такие случаи часто случаются, когда шпилькой или болтом притягивается деталь без резьбы – например, коллектор к блоку цилиндров.
Осуществление крепежа при помощи ВПБ
Крепление при помощи ВПБ происходит следующим образом:
Подготавливаются соприкасающиеся поверхности скрепляемых частей – с них при необходимости удаляются грязь и ржавчина при помощи стальных щеток, поверхность либо обрабатывают горелкой, либо кварцевым песком, увеличивая таким образом коэффициент трения. После обработки поверхностей необходимо выждать 72 часа.

Подготавливается крепеж – производится его расконсервация, прогоняют резьбу при помощи пневматического гайковерта, удаление с поверхностей ВПБ следов ржавчины и очистка от грязи.

Для удаления смазки с поверхности болтов их подвергают обработке в кипящей воде, после чего окунают в смесь автола и бензина 76 марки. Расконсервированные изделия необходимо использовать в течение 10 суток.










Производят затяжку ВПБ. Гайки закручиваются вручную, иные варианты неприемлемы. Полная затяжка ВПБ производится после визуального осмотра объекта и проверки правильности его геометрии.
Виды болтов, их классификация и обозначение
В повседневной жизни можно встретить множество изделий, при изготовлении которых применялись различные крепежные элементы. Наиболее распространенным типом крепежей является болт. На сегодняшний день существуют различные виды болтов, которые имеют разные параметры. Характеристики болтов различаются в зависимости от размеров, типа резьбы, форме головки, стержня и прочности используемого металла.

Материал
Прочность крепежного элемента один из важнейших параметров, характеризирующих метизы. Прочность крепления напрямую зависит от типа материала, из которого оно изготовлено. В зависимости от прочностных характеристик, подбирается металл для производства и режим его термической обработки.
Чаще всего стандартные болты изготавливаются из легированной и нелегированной стали. Но в некоторых случаях они могут изготавливаться из других металлов, таких как медь, алюминий, которые применяются в тех случаях, когда нет необходимости достижения высокой прочности крепежа. Для изготовления ювелирных изделий, крепежи могут изготавливаться из драгоценных металлов, таких как золото, серебро и других.
В зависимости от типа используемого материала зависит обозначение болтов, называемое сортаментом, изучая которые можно понять, из чего делают болты.
Очень часто для повышения технических характеристик метизов применяют специальное покрытие, которое защищает крепежный элемент от воздействия окружающей среды (влажность, вода, диапазон температур, химические вещества).
Среди наиболее распространенных покрытий можно выделить следующие разновидности:
- Цинковые. Толщина цинкового покрытия может варьироваться в зависимости от требований. Для болтов, используемых в бытовых приборах, толщина обычно небольшая. Но для крепежей промышленного назначения она обычно составляет до 25 мкм.
- Кадмированные. Не очень распространенный тип болтов, из-за токсических свойств кадмия. Поэтому применятся в редких случаях, когда покрытие из других материалов не позволяют достичь желаемых эксплуатационных характеристик.
- Никелевые. Обычно применяются для крепежей, используемых при производстве мебели. Никель повышает только декоративные характеристики, практически не изменяю эксплуатационные.
- Фосфатирование и оксидирование. Применяются для создания защитного слоя на поверхности болтов, за счет окисления основного металла.
- Цинк-ламельное. Приобретают широкое распространение, так как могут повысить срок службы крепежей в несколько раз.
Прочность
Прочность строго регламентируется ГОСТом, так как в некоторых случаях о этого зависит безопасность человека, сохранность оборудования или строений. Для достижения точности прочностных характеристик производят расчет высокопрочных болтов. Производство высокопрочных болтов регламентирует ГОСТ 7798-70.
Исходя из прочностных характеристик, болты делятся на 11 классов. Каждая категория имеет собственную маркировка, исходя из которой можно четко определить, к какому классу он относится и какую нагрузку выдерживает. Следует отметить, что каждый метиз имеет определенный запас прочности к показателям, указных в маркировке. Поэтому не стоит переживать, что запас прочности болта будет впрок.

Прочность болтов зависит не только от типа используемого материала, но и технологии изготовления. Исходя и прочностных характеристик крепежных элементов можно выделить классификацию болтов по прочности:
- 3,6 – крепежи из нелегированной стали, без дополнительной закалки;
- 4,6 – изделия из углеродистой стали (углерод менее 0,55%);
- 5,6 – из стали без отпуска (углерод более 0,15%);
- 6,6 и 6,8 – болты из углеродистой стали без дополнительных добавок;
- 8,8 – применяется сталь с дополнительными компонентами (хром, марганец, бор), которая после закалки отпускается при температуре более 400 градусов;
- 9,8 – практически не отличаются от класса 8,8, имея повышенный показатель прочности;
- 10,9 – используется сталь с добавками, которая отпускается в температурном диапазоне от 340 до 425 градусов.
- 12,9 – для изготовления крепежей используется легированная сталь с минимальным содержанием фосфора и серы.
По назначению
Исходя из назначения, можно выделить следующие типы болтов:
- Лемешный – предназначен для крепления тяжелых подвесных конструкций. Исходя из названия можно понять, что он широко используется в сельском хозяйстве, обычно для крепления лемехов на почвообрабатывающую технику.
- Мебельный – отличается от других видов тем, что резьба нарезается не по всей длине стержня. Обычной целостной остается третья часть. Головка такого крепежа обычно гладкая, что необходимо для того, чтобы болт не выступал над поверхностью мебели. Несмотря на названия, такие элементы применяются и в других сферах, особенно часто в строительстве.
- Дорожный – широко распространённый при монтаже ограждений. Отличается полукруглой головкой, под которой расположен квадратный подголовок. Такая конструкция позволяет прочно фиксировать элементы ограждения к столбам. Применяется во всех сферах, где есть необходимость фиксации тонких листов металла, дерева, пластика и других материалов.
- Машиностроительный – наиболее распространенный тип болтов, который применяется машиностроительстве. Он отличается повышенными прочностными свойствами и устойчивостью к агрессивной внешней среды.
- Путевой – применяется в железнодорожной сфере, чаще всего для соединения отдельных частей рельс. Отличаются тем, что резьба может составлять меньше половины длины стержня.

Понять к какому типу относиться метиз можно исходя из условного обозначения болтов.
По форме головок
Учитывая разнообразия болтов и их конструкций, существует дополнительная классификации. В зависимости от формы головки, выделяются следующие:
- Универсальный (с шестигранной головкой) – наиболее распространенный тип, для затягивания которого подходят обычные ключи. Применяется практически во всех сферах, чаще всего такой тип можно встретить в машиностроении и строительстве.
- Анкерный – особый тип, который используется для крепежа тяжелых элементов. Такие болты отличаются большим разнообразием форм и размеров. Обычно применяются в строительстве для монтажа оконных рам, дверных проемов, подвесных потолков и светильников.
- Рым-болт – крепеж повышенной прочности, который вместо головки имеет крепежное кольцо. Такая конструкция позволяет поднимать большие грузы. Некоторые модели предусматривают шарнирное крепление кольца, что позволяет ему свободно вращаться на основании.
- С полукруглой головкой – часто применяется при производстве мебели и монтаже ограждений.
- С потайной головкой – обычно применяется в радиостроении и электротехнике. После закручивания головка болта не выступает над поверхностью, головка болта полностью плоская и имеет внутренние шлицы для закручивания отверткой. Диаметр головки ненамного больше диаметра стержня.
- Болт без головки – этот тип не имеет части, называемой шляпкой, шлицы для закручивания вырезаны непосредственно в стрежне.

По форме стрежня
Различные части болта, в том числе стержень, имеет разные конструкцию, разновидности которых зависят от технических требований. Чаще всего стержни отличаются диной резьбы, она может располагаться по всей длине, или занимать только определенную часть, треть или половину. Часто на стержне располагается подголовок, который необходим для более надежной фиксации. Диаметр резьбовой и голой части обычно одинаковый, но в некоторых случаях, когда есть необходимость создания соединения повышенной нагрузки, применяются болты с разным диаметром отдельных частей. Такие стрежни называются ступенчатыми.
По типу и шагу резьбы
Для различных типов, используется несколько видов резьбы. Среди наиболее распространенных можно выделить следующие:
- Метрическая – относиться к группе винтовой резьбы, которая наноситься на внешнюю часть стержня. Форма пазов и выступов формирует равнобедренный треугольник. Параметры этой резьбы измеряются в миллиметрах, из-за чего она получила свое название. Этот тип резьбы наиболее распространенный, чаще всего ее можно встретить использую обычные и анкерные болты.
- Дюймовая – также имеет треугольный профиль, отличается лишь тем, что ее параметры измеряются в долях дюйма.
- Трубная.
- Трапецеидальная – отличается формой впадин и выступов, которые имеют не треугольную, а трапециевидную форму. Это позволяет создать большую силу трения, что не позволяет болту самостоятельно выкрутиться в процессе эксплуатации.
- Упорная – применяться при повышенных боковых нагрузках, в сечении имеет форму прямоугольного треугольника.
- Прямоугольная – применяется в тех случаях, когда крепеж должен выполнять свои функции под большими нагрузками.
По классу точности
По классу точности выделяют следующие виды болтов и гаек:
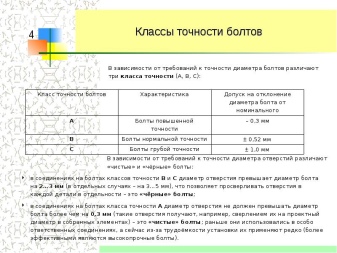
- Класс точности А – конструкция болтов данного класса предусматривают их установку в предусмотренное отверстие таким образом, чтобы между стрежнем и отверстием не осталось зазора. Изначально диаметр отверстия должен быть меньше диаметра стержня, затем оно постепенно растачивается до необходимых размеров, пока болт не встанет плотно. Разница между диаметрами не может превышать 0,3 мм. Из-за больших сложностей монтажа, такой тип практически не используется в повседневной жизни. Чаще всего они встречаются в точном машиностроении.
- Нормальной точности (класс В) – разница между диаметров болта и отверстия не должна превышать 3 мм, при этом диаметр стержня не должен отклоняться от нормы более чем на 0,52 мм.
- Класс С – диапазон допуска для диаметра стержня составляет не более 11 мм.

В строительстве и машиностроении чаще всего применяются крепежи нормальной точности.
Маркировка и обозначение болтов
Болт на чертеже указывается с помощью специальной маркировки, которая позволяет кратко описать все необходимые характеристики.
Чаще всего маркировка наноситься на головку, что позволяет оперативно подобрать необходимый тип.
Рядом с маркировкой может быть указано название производителя.


Для расшифровки болтов нужно обратить внимание на цифры на головке болта, которые означают:
- Первые цифры указывают на класс прочности, который является наиболее важным, так как указывает, какую нагрузку способен выдержать крепеж (первая обозначает прочность, вторая – текучесть материала.
- Обозначение резьбы – наноситься на головку только когда резьба левостороння, что указывается стрелкой.
- Буквы – обозначают тип металла, из которого произведен крепеж.
Обозначение гайки и болта проводится в соответствии с правилами маркировки по ГОСТу или же спецификации согласно международному стандарту DIN 933.
Высокопрочные болты: особенности и область применения
Высокопрочные болты – крепежные элементы класса прочности 8.8 и выше. Изготавливаются из низколегированной или легированной стали с содержанием углерода до 0,4%. Производятся методом холодной или горячей высадки с последующей накаткой резьбы и термообработкой. Могут быть без покрытия или с покрытием толщиной до 50 мкм.

Обычные и высокопрочные болты: в чем отличия?
Для всех крепежных элементов в соответствии с действующими стандартами ГОСТ указывается класс прочности. Всего различают 11 категорий с маркировкой от 3.6 до 12.9. Цифры в маркировке класса прочности обозначают:
- Первая цифра, умноженная на 100 – предел прочности на растяжение в Н/кв.мм.
- Вторая цифра, умноженная на 10 – соотношение предела текучести к пределу прочности в процентах.
К высокопрочным болтам относят изделия класса прочности 8.8, 9.8, 10.9 и 12.9. Основные отличия между обычными и высокопрочными болтами заключаются в физико-механических свойствах, определяющих способность крепежей выдерживать определенную нагрузку. Изделия разработаны для резьбового соединения с повышенной защитой от разрушения из-за среза резьбы в случае превышения допустимого усилия при затягивании гайки.
Болты высокопрочные могут применяться в следующих климатических условиях:
- Низкие температуры (до -60 C). Маркировка «ХЛ» (холодный климат).
- Умеренно низкие температуры (до -40 C). Маркировка «У» (умеренный климат).
По действующему ГОСТ Р 52644-2006 болты выпускаются с метрической резьбой M12-M36. При изготовлении крепежных элементов с увеличенной головкой под ключ указывается маркировка «S».
Область применения
Болты высокопрочные применяются в следующих областях:
- Строительство. Для соединения различных металлических конструкций, креплений деталей и элементов в ЖБИ изделиях, в мостовом строительстве и т.д.
- Машиностроение. В тяжелом машиностроении при соединении деталей узлов и агрегатов.
Также возможно применение болтов высоких классов прочности в автомобилестроении, в быту для крепления тяжелых конструкций к металлическим и железобетонным изделиям.
Особенности монтажа высокопрочных болтов
Монтаж высокопрочных болтов выполняется в несколько этапов:
- Подготовительные работы. Расконсервация, очистка поверхности болтов и гаек от грязи, коррозии в решетчатой таре, которая погружается в емкость с кипящей водой до 10 минут. После погружения в кипящую воду изделия промываются в специальной смеси, состоящей из бензина и машинного масла в соотношении 85 и 15% соответственно. Очищенные крепежные элементы хранятся в закрытых ящиках не более 10 суток. При превышении указанного срока процедуру очистки повторяют.
- Обработка контактных поверхностей. Возможна пескоструйная, газопламенная, механическая (с использованием металлических щеток) и клеефрикционная обработка для удаления пыли, грязи, остатков масла, окалины.
- Сборка и натяжение. Совмещают отверстия и фиксируют элементы посредством сборочных пробок. Осуществляют установку крепежных элементов в отверстия без пробок, стягивают пакет. Далее выполняют натяжение болтов до заданного усилия, указанного в проектной документации. На завершающем этапе сборочные пробки извлекаются, болты затягиваются до указанного по проекту усилия и производится огрунтовка.
Окончательное усилие натяжки определяется либо по проекту, либо на усмотрение монтажной бригады.
Все о прочности болтов

- Основные классы
- Основные виды болтов
- Маркировка
- Как узнать?
Большой ассортимент на рынке представляют крепежные составляющие. Они могут применяться как для обычного соединения различных частей конструкций, так и для того, чтобы система выдерживала увеличенные нагрузки, была более надежна.
Выбор категории прочности болтов напрямую зависит от того, с какими целями будет использована конструкция.

Основные классы
Болт представляет собой крепежный элемент цилиндрической формы с резьбой снаружи. Обычно имеет шестигранную головку, сделанную под гаечный ключ. Соединение происходит при помощи гайки либо другого отверстия с резьбой. До создания винтовых крепежей болтами называли любые изделия в форме стержня.
Конструктивное устройство болта выглядит следующим образом.

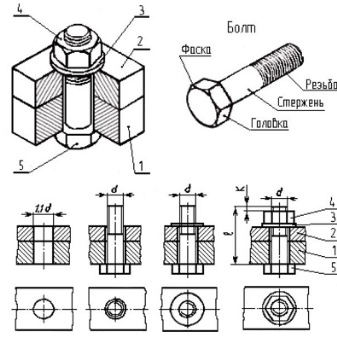
Головка
С ее помощью остальной части крепежа передается крутящий момент. Она может иметь шестигранную, полукруглую, полукруглую с винтом, цилиндрическую, цилиндрическую с шестигранным углублением, потайную и потайную с винтом формы.

Стержень цилиндрической формы
Делится на несколько видов:
- стандартный;
- для установки в отверстие, имеющее зазор;
- для монтажа в отверстие, обработанное разверткой;
- со стержнем уменьшенного диаметра без резьбы.

Гайка
Может быть следующих форм:
- круглая;
- гайка-барашек;
- шестигранная (с фасками низкими/высокими/нормальными, корончатая и прорезная).
Существует множество типов болтов, все зависит от того, какими качествами при эксплуатации должна обладать изготавливаемая конструкция. Класс прочности болтов описывает их механические свойства.
Опираясь на самые популярные таблицы, можно понять, что данный класс является основным.

Прочность — это свойство изделия, характеризующееся сопротивлением к разрушению со стороны внешних факторов. Любой производитель обязательно указывает прочность изделия для того, чтобы при монтаже или сборке было понятно, подходят ли крепежи для тех или иных случаев. Измеряется прочность двумя цифрами, разделенными точкой, либо двузначным и однозначным числом, также разделенными точкой:
- 3.6 — соединительные элементы, изготовленные из нелегированной стали, дополнительная закалка не применяется;
- 4.6 — для производства использована углеродистая сталь;
- 5.6 — изготавливаются из стали без заключительного отпуска;
- 6.6, 6.8 — метизы из углеродистой стали, без примесей;
- 8.8 — в сталь добавляются такие компоненты, как хром, марганец или бор, дополнительно происходит отпуск готового металла при температуре выше 400°С;
- 9.8 — имеет минимум отличий от предыдущего класса и более высокую прочность;
- 10.9 — для производства таких болтов берется сталь с дополнительными добавками и отпуском 340-425°С;
- 12.9 — применяется нержавеющая или легированная сталь.


Первое число означает предел прочности (1/100 Н/мм2 или 1/10 кг/мм2), то есть 1 миллиметр квадратный болта 3.6 выдержит на разрыв 30 килограмм. Второе число — это соотношение предела текучести к пределу прочности в процентах. То есть болт 3.6 не будет деформироваться до усилия 180 Н/мм2 или 18 кг/мм2 (60% от предела прочности).
Исходя из значений прочности, соединяющие болты делятся на следующие варианты.
- Функционирующие на растяжение-разрыв по внутреннему диаметру болта. Чем выше прочность крепежа, тем больше вероятность, что болт деформируется при нагрузке, то есть растянется.
- Функционирующие на срез болта по двум плоскостям. Чем меньше прочность, тем выше вероятность, что крепление разрушится.
- Функционирующие на растяжение и срез — происходит срез головки болта.
- Фрикционные — тут происходит смятие материала под крепежом, то есть функционирующие на срез, но с большим натяжением крепежей.

Предел текучести — это наибольшая нагрузка, при увеличении которой происходит деформация, в дальнейшем не подлежащая восстановлению, то есть винтовое соединение увеличится в длину после определенных действий. Чем большую тяжесть выдерживает конструкция, тем выше показатель текучести. Рассчитывая нагрузку, обычно берут 1/2 или 1/3 от предела текучести. В качестве примера можно рассмотреть кухонную ложку — если согнуть ее в одну сторону, получится другой предмет. Текучесть нарушилась — это привело к деформации, но сам материал не сломался. Можно сделать вывод, что упругость стали выше ее текучести.
Другой предмет — нож, при сгибании сломается. Следовательно, сила прочности и текучести одинакова. Изделия с такими характеристиками еще называют хрупкими. Предел на растяжение — изменение размера и формы материала под действием внешних факторов, изделие при этом не разрушается. Иными словами, это процент удлинения материала по сравнению с изначальным образцом. Данная характеристика показывает длину болта до поломки. Классификация по размерам – чем больше площадь, тем больше сопротивление скручиванию.
Длина болта выбирается в соответствии с толщиной соединяемых частей.


Крепежи делятся и по такому показателю, как точность. В производстве используются разные способы нарезки резьбы и обрабатывания поверхности. Она может быть повышенной, нормальной и грубой.
- С – грубая точность. Данные крепежи подходят для отверстий на 2-3 миллиметра больше самого стержня. При такой разности диаметров соединения могут сдвигаться.
- В – нормальная точность. Соединительные элементы устанавливаются в отверстия на 1-1.5 миллиметра шире стержня. Поддаются меньшей деформации по сравнению с предыдущим классом.
- А – высокая точность. Отверстия для данной группы болтов могут быть шире на 0.25-0.3 миллиметра. Крепежи имеют достаточно высокую стоимость, так как производят их методом точения.
Для крепежей, изготовленных из нержавеющей стали, указывают не класс, а предел прочности на разрыв, обозначение у них другое — А2 и А4, где:
- А — это аустенитная структура стали (высокотемпературное железо с кристаллической ГКЦ-решеткой);
- числа 2 и 4 — это обозначение химического состава материала.

Нержавеющие болты имеют 3 показателя прочности — 50, 70, 80. При производстве высокопрочных болтов используют сплавы с большей твердостью и прочностью. Такие материалы стоят дороже углеродистой стали. Класс прочности варьируется – 6.6, 8.8, 9.8, 10.9, 12.9. Также для повышения показателей проводится этап термической обработки, которая изменяет химический состав и строение материала. Возможная эксплуатация в условиях температур ниже 40°С — имеет обозначение У. 40-65°С маркируется как ХЛ.
Твердость болтов — это способность материала сопротивляться проникновению в его поверхность другого тела. Характеристика твердости болтов измеряется по Бринеллю, Роквеллу и Виккерсу. Испытания твердости по Бринеллю проводятся на твердомере, индетором (вдавливаемый предмет) служит закаленный шарик, диаметр которого равен 2.5, 5 или 10 миллиметров. Размер зависит от толщины проверяемого материала. Вдавливание происходит в течение 10-30 секунд, время также зависит от испытуемого материала. Затем полученный отпечаток при помощи лупы Бринелля измеряют в двух направлениях. Соотношение приложенной нагрузки к поверхности отпечатка и есть определение твердости.


Метод Роквелла также основан на вдавливании. В качестве индетора для твердых сплавов выступает алмазный конус, для более мягких — шарик из стали диаметром 1.6 миллиметров. В данном методе испытание проводится в две фазы. Сначала прикладывается предварительная нагрузка для плотного соприкосновения материала и наконечника. Затем в течение небольшого времени идет основная нагрузка. После того как рабочую нагрузку убирают, измеряется твердость. То есть расчеты будут происходить по глубине, на которой остался индетор, с приложенной предварительной нагрузкой. В данном методе выделяется 3 группы твердости:
- HRA — для особо твердых металлов;
- HRB — для относительно мягких металлов;
- HRC — для относительно твердых металлов.
Твердость Виккерса определяется по ширине отпечатка. Вдавливаемым наконечником служит алмазная пирамида с четырьмя гранями. Измеряется расчетом соотношения нагрузки к площади полученной отметки. Замеры производятся под микроскопом, установленным на оборудовании. Данный метод отличается повышенной точностью и сверхчувствительностью. Применяемые способы измерения по ГОСТ в советские времена не позволяли определять все максимально допустимые нагрузки на крепежи, поэтому изготавливаемые материалы были низкого качества.
3 простых шага для закалки болтов
Как закалить болт в домашних условиях, используя обычную угольную или дровяную печь, газовую горелку или костер с остуживанием в одной, или постепенным охлаждением в двух средах. Пошаговые инструкции и видео на сайте про металлообработку.

Потребность в закалке металла в условиях домашней обстановки – дело не редкое. Она может возникнуть по ряду причин, например если инструмент или метизы не отвечают требуемой прочности для решения определенных задач – имеют мягкую структуру. Также при нарушении технологического процесса на производстве детали могут перекалить, и они будут слишком хрупкими. Если возникает вопрос, как закалить болт в домашних условиях, ответ один – изучить элементарные понятия о закалке металла и попробовать сделать это на практике.
Для начала не стоит прибегать к закаливанию тех резьбовых элементов, прочность которых нужно повысить. Практичнее будет взять бракованную деталь из аналогичной марки металла и провести над ней термическую операцию, и только после этого, в случае положительного эффекта, повторить процедуру начисто. В статье ниже будет приведена основная информацию по теме закалки стали в домашних условиях.

Какие болты можно закалить
Если резьбовые метизы, имеющиеся в наличии, не обладают достаточной прочностью для решения тех или иных технических задач, их можно закалить самостоятельно в домашних условиях. Проверить металл на мягкость или хрупкость очень просто. Для этого нужно взять обычный напильник и, зажав болт в тисках, провести им по свободной поверхности. Если металл легко стесывается и напильник прилипает к нему, это говорит о его мягкости. Напротив, скольжение по болту без каких-либо признаков его податливости даже при значительном усилии свидетельствует о перекале. И то и другое чревато разрушением метиза при нагрузках – такой болт нужно закаливать заново.
Следует иметь в виду, что качественной закалке поддаются только углеродистые и инструментальные стали, поэтому желательно знать марку металла, чтобы точно подобрать режим его закаливания. Если марка показала, что сталь болта относится к малоуглеродистой, не стоит браться за закалку такого изделия.
С целью соблюдения техники безопасности не следует подвергать импровизированной термической обработке метизы, которые участвуют в работе ответственных механизмов, таких как мощные агрегаты и станки. Вызванное неправильной технологией закалки разрушение болтов под действием нагрузки может привести к серьезным травмам!
Основные моменты закалки металлических болтов
- Металл нужно закаливать равномерно. Имеется в виду то, что при закладке болта в печь или при другом способе нагрева каждая часть изделия должна быть нагрета до одной температуры. Если этого не придерживаться, то при остужении резьбовой метиз получит разные по прочности участки, из чего следует невозможность такого болта отвечать надежности при использовании его в ответственных механизмах.
- Визуально достаточная температура закалки разогретого металла придает последнему ярко-красный оттенок. Если же наблюдается ослепительно белая поверхность, это говорит о том, что болт перекален и будет иметь повышенную хрупкость при охлаждении. Также нельзя допускать синих или черных пятен на поверхности резьбы – это признак сгорания металла.
- Во избежание деформации во время охлаждения в специальной среде болт после закалки постепенно опускают в нее со стороны шляпки или торца резьбы. Если положить раскаленный предмет в масло или воду плашмя, его легко может повести от неравномерности охлаждения.
Наиболее удобно использовать для загрузки болтов в печь и опускания их в охлаждающий раствор кузнечные клещи. Они надежно фиксируют горячий предмет, не давая ему возможности выпасть и причинить разрушения или травмы. При отсутствии клещей для закалки можно использовать стальную проволоку с соответствующим массе болта диаметром, которую оборачивают вокруг метиза.
Закалка болтов в домашних условиях
- Изделие помещают внутрь раскаленного очага и следят за состоянием поверхности стали.
- Как только достигнут красный цвет закалки, метиз вынимают клещами из топки и опускают в обычную воду до тех пор, пока не перестанет выходить пар и винт не охладится.
- Охлажденную деталь подвергают проверке на случай некачественно проведенного закаливания. Используют при этом все тот же напильник по металлу.
В первую очередь раскаленную деталь опускают в воду на несколько секунд, далее в масляную субстанцию до полного охлаждения. Такой порядок важен с точки зрения безопасности, ведь при высоких температурах масло может попросту вспыхнуть.
Вместо масла вторичной средой может выступать просто воздух. Закалку болтов можно делать частично, например только непосредственно для резьбы. В этом случае именно этот участок раскаливают докрасна и впоследствии охлаждают.
Уважаемые посетители сайта, все, кто имеет представление о закалке болтов в домашних условиях, поддержите обсуждение статьи в комментариях, Ваш опыт важен для всестороннего понимания темы!
Чем отличаются обычные болты от высокопрочных. Обзор

Национальная энциклопедия строительства ProfiDom.com.ua рассказывает, в чем отличия высокопрочных болтов, а также, где и как они используются.
Основными источниками сведений, в которых подробно рассказано об этих крепежных элементах, является следующая литература: «Рекомендации по надзору и технической эксплуатации монтажных соединений на высокопрочных болтах стальных строительных конструкций зданий и сооружений Министерства металлургии СССР», а также, ДСТУ ГОСТ 22353:2008 «Болты высокопрочные класса точности В. Конструкция и размеры»
Что такое высокопрочные болты
К классу высокопрочных относятся болты, у которых сопротивление к временным нагрузкам равно 800 МПа. Класс прочности начинается с 8.8 для болтов и 8 для гаек.
Что обозначают эти цифры – к примеру, 8.8? Первое число, умноженное на 10 показывает величину минимального временного сопротивления в кгс/кв.мм, второе число, также, умноженное на 10 указывает отношение предела текучести к временному сопротивлению в процентах.
Например, первая цифра 8х10=80 кгс/мм2 это значение минимального временного сопротивление металла σв, отношение предела текучести σт к временному сопротивлению σв в процентах равно 8×10 = 80 %.
Предел текучести рассчитывается умножением первой цифры маркировки на вторую 8х8=64 кгс/кв.мм.
Если требуется возвести некую металлоконструкцию с болтовыми соединениями, и, по каким-то причинам, нет болтов с заданными в проекте характеристиками, разрешается их замена в большую сторону, например вместо 8.8 использовать болты 10.9.
Особенностью соединений высокопрочных болтов является то, что усилия воспринимаются не срезом болтов и смятием стенки, а силами трения между соединенными поверхностями. Исходя из этого, большое внимание необходимо уделять к поверхностям соединений и тщательно удалять ржавчину и грязь.
Недостаточное натяжение болтов приведет к «проскальзыванию» элементов и болты будут работать на срез, а элементы на смятие, что приведет к деформации конструкции и разрушению болтов.
Как подготовить высокопрочные болты, гайки и шайбы к эксплуатации
Из практического опыта, можно сказать, что на стройках никто никогда не готовит эти крепежные элементы к использованию. Болты на объект, обычно, привозят в заводской смазке и их сразу пускают в дело. Однако, это – неправильно и мастера старой школы знают несколько хитростей, как готовить высокопрочные крепежные элементы к работе.
Старые забытые секреты подготовки высокопрочных болтов к использованию
Эти крепежные элементы, перед применением нужно прокипятить в воде с бытовым стиральным порошком или моющим раствором. Это делается для того чтоб удалить заводское масло, окалину, грязь произвести визуальный осмотр болтов на наличие трещин, произвести прогонку отбракованных болтов и гаек. Перед установкой в конструкцию, нужно смазать резьбовую часть маслом. Иногда, рекомендуют после кипячения окунуть болты в смесь бензина с маслом.
Высокопрочный болт устанавливается с двумя шайбами одна со стороный болта, вторая со стороны гайки.
Как правильно затягивать высокопрочные болты
Для этого, применяют специальные динамометрические ключи. Эти ключи показывают силу натяжение. В видео расположенном ниже показано, как затягивают болты динаметрическим ключом.
Кроме этого, качество затяжки конструкции проверяют щупом толщиной 0,1 мм: в зоне 40 миллиметрового радиуса от оси болта, щуп не должен проходить.
После этого, стыки металлоконструкции по контуру грунтуются грунтовкой, при консистенции, исключающей ее затекание внутрь соединения, или зашпаклевываются стыки.
Класс прочности болты, гайки 8.8, 10.9 высокопрочные
| Каталог / класс прочности болты, гайки 8.8, 10.9 высокопрочные |

Класс прочности — характеризует предел прочности, предел текучести с обязательной маркировкой на головке болта.
Крепеж изготавливают грубой, нормальной и повышенной точности или классов точности С, В и А соответственно.
Класс прочности болтов
Изготавливаются из марок стали 10, 20.
Не высокая прочность на разрыв. Болты класса прочности 5.8 выдерживают нагрузки на 20% больше, чем 4.8.
Широко применяются во всех отраслях народного хозяйства для малонагруженных соединений.
Изготавливаются из стали 35, 20Г2Р с последующей закалкой.
Выдерживают в два раза большее разрушающее воздействие по сравнению с классом прочности 4.8
Рекомендуем применять в ответственных конструкциях и механизмах.
Изготавливаются только из стали 20Г2Р или 40Х с последующей закалкой.
Выдерживают разрушающее воздействие в 2.7 раза больше по сравнению с классом прочности 4.8.
Высокий класс прочности позволяет применять крепежные изделия меньшего размера при тех же нагрузках.
Незаменимы в механизмах, требующих частой сборки-разборки, грузоподъемных машинах и ответственных конструкциях.
Класс прочности гаек
Класс прочности гаек — маркируется начиная с 8,0
Изготавливаются из стали 10, 20, применяются для малонагруженных соединений
Изготавливаются из стали 35, 20Г2Р с закалкой, применяются для ответственных конструкций
Изготавливаются из стали 20Г2Р, 40Х с закалкой, применяются для специальных конструкций
Сопрягаемые болты и гайки
Болт свинченный с гайкой соответствующего класса прочности должны обеспечивать соединение, которое может быть затянуто до значения пробной нагрузки болта без появления срыва резьбы.
| Класс прочности гайки | Сопрягаемые болты | |
|---|---|---|
| Класс прочности | Диаметр резьбы | |
| 4 | 3.6; 4.6; 4.8 | М16 |
| 5 | 3.6; 4.6; 4,8 | M16 |
| 5.6; 5.8 | М48 | |
| 6 | 4,5; 5,8 | М48 |
| 8 | 8.8 | М48 |
| 9 | 8.8 | М16 М48 |
| 9.8 | M16 | |
| 10 | 10.9 | М48 |
| 12 | 12.9 | М48 |
Гайки высших классов прочности могут заменить гайки низших классов прочности.
Такая замена рекомендуется для соединений болт-гайка, напряжение в которых будет выше предела текучести, или напряжения от пробной нагрузки болта.
Если же соединение будет затянуто выше пробной нагрузки болта, то конструкция гайки должна быть рассчитана так, чтобы обеспечить по крайней мере 10 % разрушении (в результате перезатяжки) по стержню болта для предупреждения потребителя о неправильном монтаже крепежных соединений.
Разрушающие нагрузки для болтов
| Резьба | Рабочая площадь поперечного сечения, мм кв. | Класс прочности | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 3.6 | 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 | ||
| Минимальная разрушающая нагрузка, кН | |||||||||||
| М5 | 14,2 | 4,69 | 5,68 | 5,96 | 7,1 | 7,38 | 8,52 | 11,35 | 12,8 | 14,8 | 17,3 |
| М6 | 20,1 | 6,63 | 8,04 | 8,44 | 10,0 | 10,4 | 12,1 | 16,1 | 18,1 | 20,9 | 24,5 |
| М7 | 28,9 | 9,54 | 11,6 | 12,1 | 14,4 | 15 | 17,3 | 23,1 | 26 | 30,1 | 35,3 |
| М8 | 36,6 | 12,1 | 14,6 | 15,4 | 18,3 | 19 | 22 | 29,2 | 32,9 | 38,1 | 44,6 |
| М10 | 58 | 19,1 | 23,2 | 24,4 | 29 | 30,2 | 34,8 | 46,4 | 52,2 | 60,3 | 70,8 |
| М12 | 84,3 | 27,8 | 33,7 | 35,4 | 42,2 | 43,8 | 50,6 | 67,4 | 75,9 | 87,7 | 103 |
| М14 | 115 | 38 | 46 | 48,3 | 57,5 | 59,8 | 69 | 92 | 104 | 120 | 140 |
| М16 | 157 | 51,8 | 62,8 | 65,9 | 78,5 | 81,6 | 94 | 125 | 141 | 160 | 192 |
| М18 | 192 | 63,4 | 76,8 | 80,6 | 96 | 99,8 | 115 | 159 | — | 200 | 234 |
| М20 | 245 | 80,8 | 98 | 103 | 122 | 127 | 147 | 203 | — | 255 | 299 |
| М22 | 303 | 100 | 121 | 127 | 152 | 158 | 182 | 252 | — | 315 | 370 |
| М24 | 353 | 116 | 141 | 148 | 176 | 184 | 212 | 293 | — | 367 | 431 |
| М27 | 459 | 152 | 184 | 193 | 230 | 239 | 275 | 381 | — | 477 | 560 |
| М30 | 561 | 185 | 224 | 236 | 280 | 292 | 337 | 466 | — | 583 | 684 |
| М33 | 694 | 229 | 278 | 292 | 347 | 361 | 416 | 576 | — | 722 | 847 |
| М36 | 817 | 270 | 327 | 343 | 408 | 425 | 490 | 678 | — | 850 | 997 |
| М39 | 976 | 322 | 390 | 410 | 488 | 508 | 586 | 810 | — | 1020 | 1200 |
Высокопрочные болты и гайки, высокопрочный крепеж находят применение в различных отраслях народного хозяйства.
Условия продажи:
- Реализация металлоизделий оптом и в розницу;
- Безналичный расчет, путем перевода денежных средств с банковского счета;
- Возможность отсрочки платежей;
- Бесплатные консультации наших специалистов;
- Оказываем услуги упаковки товара по требованиям заказчика;
- Готовы произвести продукцию любой сложности на заказ по чертежам заказчика.
Условия доставки:
- Доставка продукции осуществляется со склада из наличия;
- При необходимости мы можем предоставить услугу ответхранения;
- Готовы предоставить скидку на доставку согласно условиям партнерских программ транспортных компаний;
- Возможность самовывоза товаров со складов.
Гарантии:
- Вся продукция сертифицирована, отпускается после технологического контроля;
- Метизы, крепеж, канаты, сетка, проволока, электроды и другая металлопродукция соответствуют ГОСТ и ТУ;
- Возможность возврата товара в соответствии с законодательством Российской Федерации;
Доставка по РФ:
Москва, Санкт-Петербург, Архангельск, Астрахань, Барнаул, Белгород, Брянск, Владимир, Волгоград, Вологда, Воронеж, Екатеринбург, Иваново, Ижевск, Йошкар-Ола, Казань, Калуга, Киров, Кострома, Краснодар, Курган, Курск, Липецк, Омск, Оренбург, Пенза, Пермь, Псков, Ростов-на-Дону, Рязань, Самара, Саранск, Саратов, Севастополь, Симферополь, Смоленск, Ставрополь, Тамбов, Тверь, Томск, Тула, Тюмень, Ульяновск, Уфа, Челябинск, Ярославль и др.

Представленная на данном сайте информация содержит каталог справочной информации о более 3000 наименованиях металлоизделий, носит информационный, ознакомительный характер, может быть применена в разных областях деятельности предприятий.
Классы прочности Болтов, Винтов, Шпилек, Гаек. Маркировка прочности крепежа
Стали и прочность крепежа
Машиностроительный крепёж может иметь различное назначение и выполнять самые разные задачи — от простого формирования целостности конструкции до восприятия основной несущей силовой нагрузки на конструкцию. Чем больше нагрузка на крепёж, тем более высокой прочностью он должен обладать.
В зависимости от назначения и области применения крепёж изготавливают различных классов прочности, соответственно из разных марок сталей. Нет никакой надобности использовать высокопрочные болты для крепления, скажем, козырька на киоске, и напротив — совсем недопустимо использовать болты обычного, низкого, класса прочности в ответственных конструкциях башенных или козловых кранов — здесь применяются исключительно высокопрочные болты по ГОСТ 7817-70 — отсюда и народное название таких болтов «крановые болты». Желание сэкономить и использовать обычные болты — подешевле, или «крановые болты», но изготовленные из низкопрочных сталей, приводит к зрелищным новостям по телевизору с падающим краном в центре внимания.
Для различных видов крепежа (болты, винты, гайки, шпильки) используются разные стали, разные классы прочности и различная их маркировка.
Болты, винты и шпильки
Болты, винты и шпильки производятся из различных углеродистых сталей — разным сталям соответствуют разные классы прочности. Хотя, иногда можно из одной и той же стали изготовить болты различных классов прочности, используя при этом разные способы обработки заготовки или дополнительную термическую обработку — закалку.
Например, из Стали 35 можно изготовить болты нескольких классов прочности: класса прочности 5.6 — если изготовить болты методом точения на токарном и фрезерном станке: классов 6.6 и 6.8 — получатся при изготовлении болтов методом объёмной штамповки на высадочном прессе; и класса 8.8 — если полученные перечисленными способами болты подвергнуть термической обработке — закалке.

Класс прочности для болтов, винтов и шпилек из углеродистых сталей обозначают двумя цифрами через точку. Утверждённый прочностной ряд для болтов, винтов и шпилек из углеродистых сталей содержит 11 классов прочности:
3.6; 4.6; 4.8; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9
Первая цифра маркировки класса прочности болта обозначает 0,01 часть номинального временного сопротивления — это предел прочности на растяжение — измеряется в МПа (мегапаскалях) или Н/мм² (ньютонах на миллиметр квадратный). Также первая цифра маркировки класса прочности обозначает ≈0,1 часть номинального временного сопротивления, если Вы измеряете предел прочности на растяжение в кгс/мм² (килограммах-силах на миллиметр квадратный).
Пример: Шпилька класса прочности 5.8: Определяем предел прочности на растяжение
5/0,01=500 МПа (или 500 Н/мм²; или ≈50 кгс/мм²)
Вторая цифра обозначает 0,1 часть отношения предела текучести (напряжения, при котором уже начинается пластическая деформация) к номинальному временному сопротивлению (пределу прочности на растяжение) — таким образом для шпильки класса прочности 10.9 второе число означает, что у шпильки, относящейся к этому классу, минимальный предел текучести будет равен 90% от значения предела прочности на растяжение, то есть будет равен: (10/0,01)×(9×0,1)=1000×0,9=900 МПа (или Н/мм²; или ≈90 кгс/мм²)
Пример: Шпилька класса прочности 5.8: Определяем предел текучести
500х0,8=400 МПа (или 400 Н/мм²; или ≈40 кгс/мм²)
Значение предела текучести — это максимально допустимая рабочая нагрузка болта, винта или шпильки, при превышении которой происходит невосстанавливаемая деформация. При расчётах нагрузки на болты, винты или шпильки используют 1/2 или 1/3 от предела текучести, то есть, с двукратным или трёхкратным запасом прочности соответственно.
Классы прочности и марки сталей для болтов, винтов и шпилек
| Класс прочности | Марка стали | Граница прочности, МПа | Граница текучести, МПа | Твердость по Бринеллю, HB |
|---|---|---|---|---|
| 3.6 | Ст3кп, Ст3сп, Ст5кп, Ст5сп | 300…330 | 180…190 | 90…238 |
| 4.6 | Ст5кп, Ст.10 | 400 | 240 | 114…238 |
| 4.8 | Ст.10, Ст.10кп | 400…420 | 320…340 | 124…238 |
| 5.6 | Ст.35 | 500 | 300 | 147…238 |
| 5.8 | Ст.10, Ст.10кп, Ст.20, Ст.20кп | 500…520 | 400…420 | 152…238 |
| 6.6 | Ст.35, Ст.45 | 600 | 360 | 181…238 |
| 6.8 | Ст.20, Ст.20кп, Ст.35 | 600 | 480 | 181…238 |
| 8.8 | Ст.35, Ст.45, Ст.35Х, Ст.38ХА, Ст.20Г2Р | 800* | 640* | 238…304* |
| 8.8 | Ст.35, Ст.35Х, Ст.38ХА, Ст.40Х, Ст.20Г2Р | 800…830** | 640…660** | 242…318** |
| 9.8* | Ст.35, Ст.35Х, Ст.45, Ст.38ХА, Ст.40Х, Ст.30ХГСА, Ст.35ХГСА, Ст.20Г2Р | 900 | 720 | 276…342 |
| 10.9 | Ст.35Х, Ст.38ХА, С.45, Ст.45Г, Ст.40Г2, Ст.40Х, Ст.40Х Селект, Ст.30ХГСА, Ст.35ХГСА, | 1000…1040 | 900…940 | 304…361 |
| 12.9 | Ст.30ХГСА, Ст.35ХГСА, Ст.40ХНМА | 1200…1220 | 1080…110 | 366…414 |
В таблице приведены самые распространённые в метизном производстве и рекомендованные марки сталей, но в различных особых случаях также применяются и другие стали, когда их применение продиктовано дополнительными требованиями к крепежу.
Значками помечено в таблице:
* применительно к номинальным диаметрам до 16 мм.
** применительно к номинальным диаметрам больше,чем 16 мм.
Существуют специальные стандарты на высокопрочные болты узкоотраслевого применения, имеющие свою градацию прочности. Например, стандарты на высокопрочные болты с увеличенным размером «под ключ», применяемые в мостостроении — так называемые «мостовые болты»: ГОСТ 22353-77 и российский стандарт ГОСТ Р 52644-2006.
Прочность болтов согласно этих стандартов обозначается значением временного сопротивления на разрыв (границы прочности) в кгс/см²: то есть, 110, 95, 75 и т.д.
Такие болты могут производиться в двух исполнениях:
В производстве высокопрочных болтов по данным стандартам используются также стали 30Х3МФ, 30Х2АФ и 30Х2НМФА. Применение таких сталей позволяет добиться ещё более высокой прочности.

Маркировка прочности болтов, винтов, шпилек
Система маркировки метрического крепежа разработана инженерами ISO (International Standard Organization — Международная Организация Стандартов). Советские, российские и украинские стандарты опираются именно на эту систему.
Маркировке подлежат болты и винты с диаметром резьбы свыше 6 мм. Болты и винты диаметром менее 6 мм маркировать необязательно — производитель может наносить маркировку по собственной инициативе.
Необходимо отметить, что среди винтов маркируются только винты, имеющие шлиц под шестигранный ключ, с различной формой головки: с цилиндрической, с полукруглой и с потайной головкой. Винты со всеми типами головки, имеющие крестовой или прямой шлиц, не маркируются обозначением класса прочности.
Необходимо также отметить, что не маркируются болты и винты изготовленные методом резания, точения (т.е. не штамповкой) — в этом случае маркировка класса прочности возможна по дополнительному требованию Заказчика.

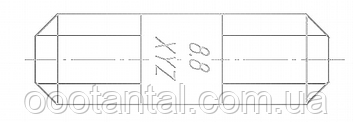
Знаки маркировки наносят на торцевой или боковой поверхности головки болта или винта. Если знаки наносятся на боковую поверхность головки, то они должны быть углубленными. Допускается маркировка выпуклыми знаками, при этом увеличение высоты головки болта или винта не должно превышать:
- 0,1 мм — для изделий с диаметром резьбы до 8 мм;
- 0,2 мм — для изделий с диаметром резьбы от 8 мм до 12 мм;
- 0,3 мм — для изделий с диаметром резьбы свыше 12 мм
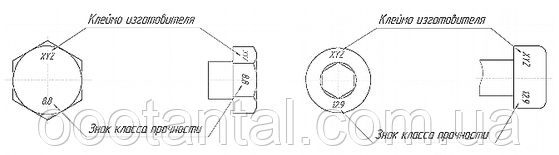
Болты и винты с шестигранной и звездообразной головкой (в том числе изделия с фланцем) маркируют товарным знаком изготовителя и обозначением класса прочности. Данная маркировка наносится на верхней части головки выпуклыми или углубленными знаками; может также наноситься на боковой части головки углубленными знаками. Для болтов и винтов с фланцем, если в процессе производства невозможно нанести маркировку на верхней части головки, маркировку наносят на фланце.

Болты с полукруглой головкой и квадратным подголовником по ГОСТ 7802-80 классов прочности 8.8 и выше маркируют знаком производителя и обозначением класса прочности.

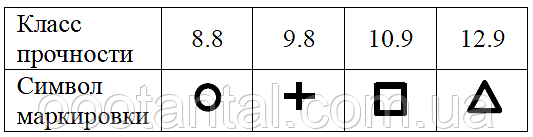
Символы маркировки классов прочности болтов и винтов под шестигранный ключ, приведены в следующей таблице:


Если данные символы невозможно нанести из-за формы головки или ее малых размеров, применяются символы маркировки по системе циферблата. Эти символы приведены в следующей таблице:
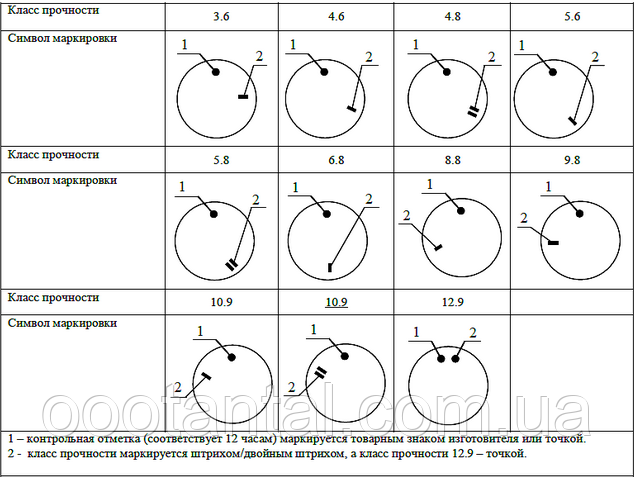
Также, в отдельных случаях, на головке болта может маркироваться сталь из которой изготовлен болт. Показан пример болта из Стали 40Х.

Шпильки маркируют цифрами класса прочности только с диаметром резьбы свыше 12 мм. Так как маленькие диаметры шпилек затруднительно маркировать с помощью цифровых клейм, то допускается маркировать такие шпильки, с диаметрами резьбы М8, М9, М10, М11, используя альтернативные знаки, приведенные на рисунке. Знаки наносят на торце гаечного конца шпильки.
Шпильки маркируют клеймением с углубленными знаками и нанесением обозначения класса прочности c товарным знаком производителя на безрезьбовом участке шпильки. Маркировке подлежат шпильки классов прочности 5.6, 8.8 и выше.
Гайки
Класс прочности для гаек из углеродистых сталей нормальной высоты (Н≈0,8d), гаек высоких (Н≈1,2d) и особо высоких (Н≈1,5d) обозначается одним числом. Утверждённый прочностной ряд содержит семь классов прочности:
Это число обозначает 1/100 часть предела прочности болта с которым в паре должна компоноваться гайка в резьбовом соединении. Такое сочетание болта и гайки называется рекомендуемым и позволяет равномерно распределить нагрузку в резьбовом соединении.

Например, гайка класса прочности 8 должна компоноваться с болтом, у которого предел прочности не менее, чем:
8 х 100 = 800 МПа (или 800 Н/мм²; или ≈80 кгс/мм²)
Следовательно, можно использовать болты классов прочности 8.8; 9.8; 10.9; 12.9 — оптимальной будет пара с болтом класса прочности 8.8.
Классы прочности и марки сталей для гаек нормальной высоты, гаек высоких и гаек особо высоких
| Класс прочности | Марка стали | Граница прочности, МПа | Твердость по Бринеллю, HB |
|---|---|---|---|
| 4 | Ст3кп, Ст3сп, Ст.5, Ст.5кп, Ст.20 | 510 | 112…288 |
| 5 | Ст.10, Ст.10кп, Ст.20, Ст.20кп | 520…630 | 124…288 |
| 6 | Ст.10, Ст.10кп, Ст.20, Ст.20кп, Ст.35, ст.45, ст.40Х | 600…720 | 138…288 |
| 8 | Ст.35, Ст.45, Ст.20Г2Р, Ст.40Х | 800…920 | 162…288 |
| 9 | Ст.35Х, Ст.38ХА, Ст.45, Ст.40Х | 1040…1060 | 180…288 |
| 10 | Ст.35Х, Ст.38ХА, Ст.45, Ст.40Х, Ст.30ХГСА, Ст.40ХНМА | 900…920 | 260…335 |
| 12 | Ст.30ХГСА, Ст.40ХНМА | 1150…1200 | 280…335 |
Правило подбора гаек к болтам заключается в сохранении целостности резьбы гайки, навинченной на болт, при приложении пробной испытательной нагрузки — попросту говоря, при испытаниях гайку не должно «сорвать» от испытательной нагрузки для выбранного болта.
При подборе классов прочности болтов и гаек, сопрягаемых в резьбовом соединении, можно пользоваться следующей таблицей согласно ГОСТ 1759.4-87:

