
Особенности отдельных видов резьбы по металлу
Основные виды резьбы по металлу. Обозначение и применение
Приветствую вас на моем блоге! Рассмотрим виды резьбы по металлу. В данном посте я хочу подробно рассмотреть что такое резьба виды, назначение и применение резьб различных конструкций и на разных поверхностях. Думаю будет интересно как матерым инженерам так и ученикам ВУЗов и СУЗов.
p, blockquote 1,0,0,0,0 —>

p, blockquote 2,0,0,0,0 —>
Резьба. История ее появления.
Резьба — что это и откуда она появилась. Об применении первых резьбовых деталях стало известно еще 4-5 веках до нашей эры. Поговаривают о наличии винтовых саморезов при строительстве храма Соломона 950—586 до н. э. Там винты могли применить при закреплении деревянных конструкций.
p, blockquote 3,0,0,0,0 —>
Стоит отметить низкое качество таких изделий. Винт изготавливался путем наматывания на него промасленной нитки, а гайка-втулка имела несколько (две) шпонки. Короче конструкция сомнительная. Виды резьбы по металлу в те далекие времена были ограничены несколькими типами.
p, blockquote 4,0,0,0,0 —>
Время шло и в начале 15 века началось обширное изготовление 3-х и 4-х первых метчиков для нарезки резьбы. Про них кстати можете почитать в моей статье Метчик что это такое. конструкция виды и как им пользоваться. Там я рассмотрел основные конструкции метчика и его основные виды.
p, blockquote 5,0,0,0,0 —>
В 18 веке научились хорошо изготавливать и наружную резьбу, так как изобрели токарный станок, но об этом в следующих постах а сейчас по делу.
p, blockquote 6,0,0,0,0 —>
Виды резьбы по металлу. Назначение и применение.
В данном разделе мы рассмотрим основные виды резьбы по металлу. Постараюсь максимально подробно и доступно вам донести эту информацию. Оставайтесь со мной будет интересно .
1. Метрическая резьба.

p, blockquote 8,0,1,0,0 —>
Самый пожалуй распространенный вид резьбы в постсоветском пространстве и в европейском союзе. Все наши изделия как и европейские соединяются резьбовыми изделиями с метрическим исполнением. Как ее часто называют на заводе «нормальная» резьба. Как видите угол между гранями витка тут равен 60 градусов. Шаг соответственно может менять свое значение при необходимости. Но не забывайте, что в основном используют стандартные значения в зависимости от наружного диаметра.
p, blockquote 9,0,0,0,0 —>
2. Дюймовая резьба. Коническое исполнение.

p, blockquote 10,0,0,0,0 —>
Дюймовое исполнение как мы видим на рисунке выше имеет угол между гранями резьбы 55 градусов. Это далеко не все различия. Например стандартная резьба метрическая будет иметь обозначение М12х1.5. Значит наружный диаметр равен 12, а шаг резьбы 1,5 мм. В дюймовой это будет 12,5 и шаг 1/4 дюйма. Такие резьбы используют в основном жители США.
p, blockquote 11,0,0,0,0 —>
Если резьбовое соединение коническое, то резьба нарезается под углом φ. Такие резьбы используют для изготовления штуцеров в сантехнике и других подобных сферах требующих надежной герметизации.
p, blockquote 12,0,0,0,0 —>
3. Трубная резьба. Дюймовая. Коническая.

p, blockquote 13,0,0,0,0 —>
Для соединения различных труб используют такие виды резьбы по металлу. Резьбовое соединение может соединить трубы диаметром до 6 дюймов. Если вы решили соединить трубы наружный диаметр которых превышает 6 дюймов, то сварка вам в помощь . Большей просто не существует. Ну во всяком случае я не встречал.
p, blockquote 14,0,0,0,0 —>
Еще можно встретить такой вид соединений в коническом исполнении. Витки нарезаны под углом φ. Вот как она выглядит
p, blockquote 15,0,0,0,0 —>

p, blockquote 16,0,0,0,0 —>
4. Резьба упорная.

p, blockquote 17,1,0,0,0 —>
Упорной ее называют по тому, что как вы видите все витки наклонены в одном направлении. Похожа такая резьба больше на винт мясорубки . Применяется в системах которые испытывают очень большие нагрузки направленные в одном направлении. Это могут быть винты прессов или например крепление крюка крана. Если такая резьба выполнена с уклоном 55 и 45 градусов, то она является особо усиленной. Если 30 градусов, то это обычный представитель своего вида.
p, blockquote 18,0,0,0,0 —>
5. Резьба трапецеидальная.

p, blockquote 19,0,0,0,0 —>
Очень популярный вид резьбы по металлу. Используют очень широко в машиностроении и станкостроении. Изготавливают винты станков, на которых перемещаются суппорты и другие передвижные конструкции станка. Можно применять такую конструкцию резьбового вала в домкратах и силовых узлах.
p, blockquote 20,0,0,0,0 —>
6. Круглая резьба.

p, blockquote 21,0,0,0,0 —>
Применяется в основном при проектировании и изготовлении санитарно-технических изделий таких как вентили и краны в ванной. Такое исполнение обеспечивает необходимую герметичность и плавность хода. Применение такого вида резьбы по металлу используется не только в сантехнике, а например еще для переключения вентилей в оборудовании с применением жидкостей (СОЖ) под давлением.
p, blockquote 22,0,0,0,0 —>
Еще больше информации про резьбы можете найти вот на этом сайте.
p, blockquote 23,0,0,0,0 —>
Виды резьбы по металлу. Заключительная часть.
Сегодня мы с вами разобрались, что такое резьба и какие основные виды резьбы по металлу существуют на сегодняшний день. Как обычно для моих читателей я сделал подборку из двух программ для расчета размеров резьбы. И так две программы:
p, blockquote 24,0,0,0,0 —>
Программа для расчета размеров резьбы валов и отверстий.
p, blockquote 25,0,0,0,0 —>

p, blockquote 26,0,0,1,0 —>
Выбираете параметры резьбы, внутренняя или наружная, точность нажимаете на кнопочку «Показать результаты» и опа! В зеленой рамочке видим интересующие нас размеры.
p, blockquote 27,0,0,0,0 —>
Программа для расчета резьбы крюка. Выполнена в файле xsl.
p, blockquote 28,0,0,0,0 —>

p, blockquote 29,0,0,0,0 —>
Вводим значения в красной рамке и автоматически настроенные формулы завершают наши расчеты. Остается только перенести полученные данные на чертеж.
p, blockquote 30,0,0,0,0 —>
И как вводится можете их скачать совершенно бесплатно лишь поделившись этой статьей со своими друзьями .
p, blockquote 31,0,0,0,0 —>
p, blockquote 32,0,0,0,0 —>
p, blockquote 33,0,0,0,0 —>
А я на этом заканчиваю. Пойду детей спать укладывать . А вам всего хорошего.
p, blockquote 34,0,0,0,0 —> p, blockquote 35,0,0,0,1 —>
Типы резьб и их характеристики
Резьба — это поверхность, образованная при винтовом движении произвольного плоского контура по боковой поверхности цилиндра или конуса.
Резьба, образованная на поверхности цилиндра, называется цилиндрической резьбой. Резьба, образованная на поверхности конуса, называется конической резьбой.
Резьбы, применяемые для неподвижных соединений, называют крепежными резьбами. К этим резьбам предъявляются требования по прочности, а в некоторых случаях и по герметичности.
Резьбы, применяемые в подвижных соединениях для передач заданного перемещения одной детали относительно другой, называют кинематическими или ходовыми резьбами. Эти резьбы также должны удовлетворять прочностным требованиям и, кроме того, обеспечивать необходимую точность перемещений, минимальные потери на трение и т. п.
В зависимости от расположения поверхности резьба может быть наружной или внутренней.
Наружная резьба — резьба, образованная на наружной поверхности цилиндра или конуса. В резьбовом соединении наружная резьба является охватываемой поверхностью и наносится на болте, винте и др.
Внутренняя резьба — резьба, образованная на внутренней поверхности цилиндра или конуса. В резьбовом соединении внутренняя резьба является охватывающей поверхностью, она наносится на поверхности отверстия в гайке, гнезде и др.
По направлению винтовой линии различают правую резьбу (нитка резьбы нарезается по часовой стрелке) и левую резьбу (нитка резьбы нарезается против часовой стрелки).
По числу заходов резьбы делятся на однозаходные (образованные одной винтовой ниткой) и многозаходные (образованные двумя и более винтовыми нитками).
По системе измерения параметров резьбы различают метрическую и дюймовую резьбу.
По величине шага различают резьбу крупную, мелкую и специальную.
По форме профиля различают резьбу треугольную, трапециевидную, круглую, прямоугольную и квадратную.
Наиболее распространены следующие типы резьб.
Метрическая резьба (ГОСТ 9150) является основной крепежной резьбой, применяется также в качестве ходовой резьбы.
Профиль резьбы — равносторонний треугольник с углом при вершине 60°. Вершины выступов резьбы срезаны. Эта резьба может быть однозаходной и многозаходной, преимущественно правой, с крупным и мелким шагами. Все размеры измеряют в миллиметрах.
Метрическая резьба обозначается так:
- с крупным шагом — буквой М и диаметром (М24, М64 и т. д.);
- с мелким шагом — буквой М, диаметром и шагом (М24Х2, М64Х2 и т. д.)
В обозначение левой резьбы входят буквы LH, например: М20Х1 LH.
Отклонения и допуски метрических резьб с крупными и мелкими шагами даны в ГОСТ 16093.
Трубная цилиндрическая резьба имеет профиль в виде равнобедренного треугольника с углом профиля 55°, вершины и впадины скруглены.
Трубная цилиндрическая резьба применяется в деталях трубных соединений: трубах, муфтах, тройниках, контргайках и других. Обеспечивает непроницаемость соединения.
В условное обозначение трубной цилиндрической резьбы входит буква G и обозначение размера резьбы. Например, G1 — трубная цилиндрическая резьба с номинальным диаметром 33,249 мм, т.е. наружный диаметр резьбы в ее обозначение не входит, его определяют по таблице ГОСТ 6357 в зависимости от обозначения размера резьбы.
В обозначении трубной цилиндрической резьбы за номинальный диаметр принят внутренний диаметр трубы, а не наружный диаметр резьбы.
Условное обозначение для левой резьбы дополняют буквами LH.
Трапецеидальная резьба применяется для передачи движения или больших усилий в двух направлениях. Профиль резьбы — равнобедренная трапеция. Угол при вершине 30°.
В обозначение входят буквы Tr, наружный диаметр и шаг резьбы, например: Tr20Х4 — для однозаходной правой резьбы; для многозаходной резьбы после наружного диаметра указывают числовое значение хода, а в скобках букву P и числовое значение шага, например Tr20Х8(P4). Для левой резьбы добавляют буквы LH.
Упорная резьба применяется в деталях, воспринимающих сильное давление, направленное постоянно в одну сторону. Профиль резьбы — прямоугольный треугольник со срезанными вершинами и закругленными впадинами. Угол при вершине 30°.
Обозначение начинают буквой S и далее — аналогично обозначению трапецеидальной резьбы.
Резьба круглая применяется на цоколях, патронах и светильниках, а также для шпинделей вентилей смесителей и водопроводных кранов. Круглая резьба имеет профиль, полученный сопряжением двух дуг одного радиуса. Круглая резьба обозначается буквами Кр.
Прямоугольная и квадратная резьбы не стандартизованы. Их применяют для передачи осевых сил в грузовых винтах и движения в ходовых винтах.
На чертежах прямоугольная и квадратная резьбы задаются всеми конструктивными размерами: наружным и внутренним диаметрами, шагом, шириной зуба и т.д.
Резьбы специальные имеют стандартный профиль, их диаметр и шаг отличен от стандартного. Обозначение таких резьб на чертеже начинают буквами Сп: Сп М40Х1,5 левая.
Виды резьб
В промышленности используют два основных типа стыков – разъемные и неразъемные. Первые виды получают при помощи крепежа, клепок и пр. одним и наиболее часто встречающихся соединений, можно без сомнения считать первые. Вторые типы выполняют при помощи сварки, пайки, склеивания. На практике все эти способы сочленения деталей стандартизированы.

Виды резьбы
Как уже отмечалось, все виды стыков этого класса стандартизированы. Например, ГОСТ 24705-2004 определяет размеры метрического профиля, в частности, угол в основании, шаг и пр. Всего к метрическому виду относят порядка 15 отечественных и иностранных стандартов.
Существует так же и классификация стыков этого типа. Ее выполняют на основании ее геометрических размеров, расположению на изделии и количеству заходов, или исходя ее практического использования.
Ниже приведен перечень, в котором указаны типы конструкций разъемных соединений и их обозначения:
- метрическая (M);
- метрическая коническая (MK);
- цилиндрическая (MJ);
- трубная цилиндрическая (G);
- трубная коническая (R);
- круглая для санитарно-технической арматуры (Кр);
- трапецеидальная (Tr);
- упорная (S);
- упорная усиленная (S45°);
- эдисона круглая (E);
- метрическая (EG-M);
- дюймовая цилиндрическая (UTS: UNC, UNF, UNEF, 8UN, UNS);
- дюймовая (BSW);
- дюймовая коническая (NPT);
- нефтяной сортамент.

Трубная дюймовая резьба
Все эти конструктивные элементы используются во всех отраслях промышленности, начиная от авиационной и закачивая пищевой.
Метрическая резьба
Метрическая выполняется на основании ГОСТ 8724-2002 – чаще всего применяется при изготовлении крепежных изделий. При соблюдении определенных условий этот вид допустимо использовать в качестве ходовой.
В основе этого вида лежит равносторонний треугольник (с углом в основании 60 градусов). Она может иметь один или несколько заходов. Многозаходную применяют в тех случаях, когда необходимо обеспечить повышенную прочность сочленения узлов.
Отечественные и зарубежные производители выпускают изделия имеющие диаметр от 0,25 до 600 мм и шаг от 0,25 до 6 мм. Изделия с малым шагом применяют тогда, когда необходимо обеспечить разъемную сборку изделий с тонкой стенкой. Кстати, в автомобильной промышленности этот вид применяют достаточно часто. Она может иметь левое и правое исполнение.

Ее обозначают следующим образом – на первом месте указывают букву, в этом случае — это М. Затем, показывается ее номинальный размер и шаг, в отношении этого вида применяют обозначение только в мм. Кроме этого в обозначение параметров входит количество заходов, исполнение (левое или правое). Разумеется, должен быть указан допуск на изготовление. Маркировка М12*1 говорит о том, что она имеет номинальный диаметр 12 мм и шаг 1.
Дюймовая резьба
Этот класса применяется по большей части при создании разъемных стыков трубопроводной арматуры (труб, кранов, клапанов и пр.). Ее наносят на изделия выполненные из металла, пластика. Ключевые параметры определены в ГОСТ 6111-52. В нем приведены таблицы, в которых определены размеры, шаги и допуски. Все размеры и условное обозначение приводят в дюймах.
В основании этого вида лежит треугольник с углом при вершине в 55 градусов. Как и у метрической вершины и впадины удалены.

Производители выпускают детали с трубным профилем от 3/16 (4,8 мм) до 4 (101 мм) дюймов.
Метрическая коническая резьба
Отличие конического изделия от обыкновенного метрического заключается в том, то ее наносят на конусную внутреннюю или внешнюю поверхность. При этом угол конуса составляет 1:16.
Ее применяют в тех случаях, когда необходимо обеспечить герметичность соединения. Например, в трубопроводных системах, предназначенных для транспортировки жидкостей.
Производителю выпускающие изделия с таким видом, руководствуются требованиями ГОСТ 25229-85.

Метрическая коническая резьба
Для обозначения метрического конического профиля применяют буквенное сокращение МК. Далее указывают все необходимые геометрические параметры. Например, МК 24*1,5 показывает то, что она имеет наружный диаметр в 24 мм и шаг 1,5.
Круглая резьба
Круглый профиль используется для создания соединений трубопроводной арматуры, в том числе и кранов. Параметры этого вида определены в ГОСТ 13536-68. Для обозначения в документах и на чертежах применяют буквенное обозначение Кр, далее следуют ее геометрические размеры.

Он образуется окружностями на его вершинах и впадинах. Угол при вершине составляет 30 градусов.
Трапецеидальная резьба
Трапецеидальный профиль относят к ходовым. Отличительное свойство этого вида профиля заключается в том, что она самотормозящая. Это вызвано тем, что при перемещении гайки по стержню развивается большая сила трения. Такое свойство позволяет избежать дополнительного фиксирования гайки на валу.
Трапецеидальный профиль используется для того, что бы преобразовать вращательное движение в трапецеидальное. Как пример, можно привести ходовой вал, устанавливаемый в токарных или шлифовальных станках. Кроме этого оборудования, он нашел свое применение в кузнечно-прессовом оборудовании, автомобильной и тракторной технике. Вообще узлы с трапецеидальным профилем используют для перемещения кареток на сборочных конвейерах, в литьевых машинах, робототехнике и пр.

На практике применяют изделия с размерами от 8 до 640 мм. Шаг составляет от 1,5 до 12 мм.
При внесении параметров на чертежах или документах применяют буквы Тр, затем указывают геометрические параметры.
Требования к параметрам изложены в ГОСТ 24738-81.
Упорная резьба
Требования к упорному профилю определены в ГОСТ 10177–82. Ее применяют тогда, когда в соединении имеются большие осевые нагрузки. В основе профиля лежит трапеция, одна (рабочая), сторона расположена под углом 3 градуса. Противоположная, имеет угол наклона 30 градусов.
Для обозначения применяют латинскую букву S, затем указывают геометрические параметры – диаметр, шаг.
Трубная цилиндрическая, трубная коническая и коническая дюймовая
Трубная цилиндрическая резьба нашла свое применение при сооружении трубопроводов. Производители выпускают изделия, на которых наносят резьбу от 1/16 до 6 дюймов. При этом, на один дюйм может быть нанесено до 28 до 11 ниток резьбы.
Трубная коническая резьба
Она этого вида применяется как крепежно-уплотняющая. Требования к ней определены в ГОСТ 6211-81. В этом документе говорится о том, что профиль должен соответствовать дюймовому профилю. Ее изготавливают на конусе с углом 1:16.
В основании лежит угол в 55⁰.
Она обеспечивает герметичность соединения без применения, каких либо дополнительных приспособлений (шайб, герметиков и пр.). Использование этого вида соединения резко снижает время на сборку/разборку соединения. Ее можно встретить в системах подачи масла, топлива, пара и пр.
Дюймовая коническая резьба
Ее чаще все применяют для соединения элементов, входящих в топливные, масляные и другие трубопроводы. Еще не так давно, она была стандартизирована на основании дюймовой системы мер.

Плашка дюймовая коническая
В основании лежит треугольник с углом в 60 ⁰. Но, в последние годы, на практике стали чаще использовать конический профиль изготовленный на основании метрической системы мер.
Достоинства и недостатки резьбовых соединений
Соединения, получаемые с ее помощью, пожалуй, самые распространенные среди разъемных. В отличие от прочих видов разъемных соединений они обладают следующими достоинствами:
- надежностью;
- простотой монтажа и демонтажа;
- низкой стоимостью, которая обусловлена унификацией и массовым изготовлением крепежных деталей. Для производства применяют как точение, так и накатку.
В тоже время, использование разъемного соединения сопряжено с некоторыми недостатками, в частности, наличие впадин, в конструкции резьбы, приводит появлению зон повышенного напряжения.
Это соответственно снижает прочностные параметры соединения. Довольно, часто, в узлах, где использована резьба, приходится применять дополнительные устройства для предотвращения самораскручивания. Разумеется, средства стопорения применяют исходя из назначения узла, например, колесо автомобиля.
Область применения резьбовых соединений
Резьбу применяют для соединения узлов и сборочных единиц в единую конструкцию. При этом роль гайки может исполнять корпус.
В качестве примеров использования резьбы можно рассмотреть следующие:
- устройство мостовых конструкций;
- стыковка между собой сборочных единиц, например, редуктора и силового агрегата;
- сборка отдельных изделий, к примеру, крышки подшипника и корпуса редуктора;
- дюймовый вид применяется для создания трубопроводных систем.
Какой бывает резьба: виды и параметры
 Любая конструкция просто не может обойтись без резьбового соединения. Резьбы, виды которых применяются в самых разных отраслях промышленности, являются сегодня одним из лучших крепёжных соединений. Своим внешним видом она напоминает витки спирали, нанесённые на ось цилиндрической или конической формы. Такое соединение используется в винтовых передачах, оно считается важнейшим элементом крепежа.
Любая конструкция просто не может обойтись без резьбового соединения. Резьбы, виды которых применяются в самых разных отраслях промышленности, являются сегодня одним из лучших крепёжных соединений. Своим внешним видом она напоминает витки спирали, нанесённые на ось цилиндрической или конической формы. Такое соединение используется в винтовых передачах, оно считается важнейшим элементом крепежа.
- Функциональное назначение резьбы
- Положительные и отрицательные свойства
- Классификация резьбовых соединений
Функциональное назначение резьбы
ГОСТ 2.331−68 даёт точное определение. Это поверхность, на которой выступы и впадины имеют определённый профиль. Спираль наносится на наружную поверхность вращающихся деталей. Основным назначением резьбовой поверхности считается:
- Крепление деталей и их последующее удержание на определённом расстоянии.
- Ограничение смещения деталей различных конструкций.
- Создание плотного соединения.
Инженеры, разрабатывающие машиностроительное оборудование, хорошо знают, какие резьбы бывают, вид спирали, который нужно использовать для создания мощного соединения. Многочисленные типы спирали дают возможность создавать очень прочные конструкции, состоящие из различных деталей. Сегодня известны следующие типы резьб:
- Цилиндрическая резьба. Нарезается на любой цилиндрической поверхности.
- Коническая. Поверхность заготовки должна иметь коническую форму.
- Правая. Виток направлен в сторону движения часовой стрелки.
- Левая. Направление витка в противоположную сторону относительно часовой стрелки.
Резьбовое соединение делится на несколько категорий:
- Создание крепежа с помощью соединительных деталей (шпилек, болтов, гаек).
- Образование соединения конструкций, без применения дополнительных крепёжных изделий. Например, соединение труб с помощью муфты.
Класс резьбы определяется по её шагу. Он может быть стандартным или мелким. Самым популярным считается мелкий шаг. Он используется на всех деталях, диаметр которых превышает 20 мм.
Благодаря минимальному зазору между канавками винтовой линии получается соединение, которое не имеет возможности самоотвинчиваться.
Положительные и отрицательные свойства
Резьбовые соединения получили большое распространение благодаря большому количеству эксплуатационных свойств. Важнейшими считаются:

 Долговечность.
Долговечность.- Надёжность.
- Контроль силы сжатия.
- Крепление детали в нужном положении.
- Эффект самоторможения.
- Возможность монтажа большим количеством различных инструментов.
- Простая конструкция.
- Большой сортамент.
- Невысокая стоимость.
При всех положительных качествах спираль имеет ряд характерных недостатков. Нагрузка распределяется неравномерно. Первый виток испытывает 50% общего давления.
В случае частого разбора поверхность спирали быстро изнашивается. Вибрационные нагрузки могут стать причиной самоотвинчивания.
Классификация резьбовых соединений
Профиль может иметь несколько видов. Он разбивает резьбу на определённые группы, которые применяются для создания различных соединений:
- Дюймовая.
- Метрическая.
- Трубная.
- Упорная.
- Трапецеидальная.
- Круглая.
Самой распространённой считается метрическая нарезка, выполненная согласно ГОСТ № 9150−81. Профиль похож на равносторонний треугольник. Угол наклона — 60 градусов. Шаг витка делается в диапазоне: 0.25 — 6 мм. Диаметр крепёжных деталей: 1 — 600 мм.
Коническая резьба отличается наличием конусности 1:16. Такая конструкция позволяет создать герметичные стыки без применения стопорных гаек.
 Для дюймовой резьбы не существует отечественного стандарта. Профиль такой резьбы имеет вид треугольника. Угол 55 градусов. Число витков на одном дюйме определяет шаг профиля. Стандартизация конструкции затрагивает наружные диаметры 3/16″ — 4″ с витками на 3—28″.
Для дюймовой резьбы не существует отечественного стандарта. Профиль такой резьбы имеет вид треугольника. Угол 55 градусов. Число витков на одном дюйме определяет шаг профиля. Стандартизация конструкции затрагивает наружные диаметры 3/16″ — 4″ с витками на 3—28″.
Резьба дюймовая коническая сделана с конусом 1:16. Угол профиля равен 60 градусам. Это изделие создаёт высокую герметичность, причём без установки специальных уплотнений. Применяется для гидравлических систем, а также трубопроводов небольшого диаметра.
Цилиндрическая трубная резьба ГОСТ 6357–81 используется как одновременный крепёж и уплотнение. Форма профиля сделана в виде равнобедренного треугольника, имеющего угол наклона 55 градусов. Чтобы достичь высокой герметичности, профиль имеет верхние грани закруглённого типа. Чтобы не повредить стенки конструкции, такая резьба отличается сокращённым шагом. Её используют в системах отопления, создании водопроводных коммуникаций.
Трапецеидальная резьба изготавливается по ГОСТ 9481 −81. Она применяется в крепёжных соединениях вида винт-гайка. Внешний вид профиля напоминает равностороннюю трапецию с углом наклона 30 градусов. В червячных передачах значение угла увеличивается до 40 градусов. Применяется для крепежа деталей диаметром 10−640 мм.
Упорная резьба стандартизируется ГОСТом 24737−81. Её используют в крепеже, который во время эксплуатации подвергается мощным осевым нагрузкам, направленным в определённую сторону. Профиль имеет форму разносторонней трапеции. Одна грань наклонена под углом 3 градуса, противоположная — 30 градусов. Такой резьбой соединяют детали диаметром 10—600 мм. Шаг профиля находится в диапазоне 2—25 мм.
Круглая резьба ГОСТ 6042–83 формируется соединением дуг. Угол наклона между ними составляет 30 градусов. Основным преимуществом этой конфигурации считается высокая устойчивость к повышенному износу. Поэтому её широко используют в создании трубопроводной системы.
Виды резьб.
Параметры, определяющие форму и размеры профиля резьбы (см. рис. 1):
- шаг резьбы Р;
- высота теоретического профиля Н — высота треугольного профиля с острыми углами, полученного при продолжении боковых сторон профиля до их пересечения;
- рабочая высота профиля h — высота, на которой нитки болта (винта) и гайки соприкасаются;
- угол профиля α — угол между прямолинейными боковыми сторонами профиля;
- угол наклона профиля — угол между боковой прямолинейной стороной и перпендикуляром к осевой линии резьбы.
Для резьб с симметричным профилем угол наклона профиля равен половине угла профиля.
Рис. 1 — Профиль резьбы
Метрическая резьба
Метрическая резьба (рис. 2) — основная треугольная крепежная резьба. Метрические резьбы бывают с крупными и мелкими шагами. Наиболее распространена метрическая резьба с крупным шагом, так как по сравнению с резьбами с мелкими шагами она оказывает меньшее влияние на износ и ошибки изготовления. Метрические резьбы с мелкими шагами по сравнению с резьбой с крупным шагом при одном и том же наружном диаметре обеспечивают детали большие прочность (глубина канавок резьбы меньше и внутренний диаметр резьбы больше) и надежность от самоотвинчивания (шаг резьбы, а следовательно, и угол подъема резьбы меньшие). Поэтому метрические резьбы с мелкими шагами применяют при изготовлении тонкостенных резьбовых деталей, служащих для регулирования и подверженных действию динамических нагрузок.
Рис. 2 — Метрическая резьба
Дюймовая резьба
Дюймовая резьба (рис. 3), так же как и метрическая, — треугольная, крепежная. Ее применяют для замены резьбовых деталей старых и импортных машин, ввозимых из стран, в которых применяется дюймовая система мер (США, Англия и др.), и в некоторых особых случаях.
Рис. 3 — Дюймовая резьба
Метрическая коническая резьба
Метрическая коническая резьба имеет треугольный профиль, аналогичный (по размерам элементов профиля) профилю метрической резьбы по ГОСТ 25229-82 (СТ СЭВ 307-76). Она применяется для конических резьбовых плотных (непроницаемых) соединении.
Круглая резьба
Круглая резьба (рис. 4) применяется для винтов, несущих большие динамические нагрузки, работающих в загрязненной среде с частым отвинчиванием и завинчиванием (вагонные сцепки, пожарная арматура), а также в тонкостенных изделиях, как, например, на цоколях и патронах электрических ламп, частей противогазов и т. п. Несколько видов круглой резьбы стандартизованы.
Рис. 4 — Круглая резьба
Трапецеидальная резьба
Трапецеидальная резьба (рис. 5) — основная резьба передач винт — гайка и червяков червячных передач. Она удобна для изготовления, по сравнению с треугольной резьбой имеет меньшие потери на трение, а по сравнению с прямоугольной более прочная.
Рис. 5 — Трапецеидальная резьба
Упорная резьба
Упорная резьба (рис. 6) имеет несимметричный трапецеидальный профиль витков. Применяется для винтов, воспринимающих большую одностороннюю осевую нагрузку в прессах, нажимных устройствах прокатных станов, грузовых крюках и т. п.
Рис. 6 — Упорная резьба
Трубная цилиндрическая, трубная коническая и коническая дюймовая
Трубная цилиндрическая (рис. 7), трубная коническая (рис. 8) и коническая дюймовая (рис. 9) резьбы представляют собой мелкие треугольные дюймовые крепежно-уплотняющие резьбы. Они приме няются в основном для соединения труб и арматуры трубопроводов. Конические резьбы обеспечивают герметичность соединения резьбовых деталей без специальных уплотнений.
Рис. 7 — Трубная цилиндрическая
Рис. 8 — Трубная коническая Рис. 9 — Коническая дюймовая
Прямоугольная (и квадратная) резьба изготовляется на токарно-винторезных станках. Такой способ не позволяет получить высокую точность, и поэтому данная резьба применяется сравнительно редко и соответственно не стандартизована.
Размеры стандартной резьбы принимают по соответствующему ГОСТу в зависимости от наружного диаметра d резьбы.
Исследования прочности резьбы показывают, что осевая нагрузка распределяется между витками резьбы неравномерно, что объясняется не только невозможностью изготовления абсолютно точной резьбы, но и неблагоприятным сочетанием деформаций болта и ганки (болт растягивается, а гайка сжимается). Для упрощения расчетов резьбы на прочность условно принимают, что осевая нагрузка распределяется между витками резьбы равномерно. Расчет резьбы на прочность производят обычно как проверочный.
Из рис. 1 видно, что если на сопрягаемые резьбой детали (болт и гайку и пр.) действует осевая сила F, то витки резьбы каждой детали работают на срез, смятие и изгиб.
Резьбу крепежной детали рассчитывают только на срез и смятие, так как расчет ее на изгиб по формулам сопротивления материалов весьма условен.
При одинаковых материалах сопрягаемых резьбовых деталей расчет резьбы на прочность производят по охватываемой детали по формулам:
на срез

на смятие

где τc — расчетное напряжение на срез резьбы;
σsm — расчетное напряжение на смятие между витками резьбы;
n — число витков резьбы, воспринимающих нагрузку;
k — коэффициент полноты резьбы (см. рис. 1), показывающий отношение высоты витка в опасном сечении к шагу резьбы;
[τc] — допускаемое напряжение на срез резьбы;
[σsm] — допускаемое напряжение на смятие резьбы.
Коэффициент полноты резьбы для метрической резьбы болтов, винтов и шпилек (см. рис. 1) k=0,75; гаек k=0,88; трапецеидальной резьбы k=0,65.
Если охватывающая резьбовая деталь изготовлена иэ менее прочного материала, чем материал охватываемой резьбой детали, то расчет резьбы на срез следует выполнять для каждой из этих деталей. Условие прочности охватывающей детали на срез 
Так как прочность резьбы стандартных крепежных деталей гарантирована ГОСТом, то расчет резьбы этих деталей на прочность не производят.
Виды резьбы по металлу

В промышленности широко используются разъемные соединения, выполненные с использованием резьбы. Такие соединения называют резьбовыми соединениями.
Резьбовые соединения могут выполняться:
- на резьбе (соединения типа «болт-гайка» или «труба-муфта»);
- крепежными изделиями (болтом, шпилькой, винтом).


Достоинства и недостатки резьбового соединения
- многократные сборка и разборка узла;
- надежность;
- простота конструкции;
- технологичность.
- повышенное напряжение во впадинах резьбы;
- низкая стойкость при вибрационных нагрузках (отвинчивание).
Основные параметры
К основным параметрам относятся:
- шаг (расстояние между 2-мя соседними витками резьбы);
- внешний диаметр (диаметр элемента крепежа с учетом выступающего витка резьбы);
- внутренний диаметр;
- величина угла на вершине витков резьбы.
Виды резьбы
Резьбы можно разделить по следующим признакам:
- назначению (крепежная, крепежно-уплотняющая, ходовая или специальная резьба);
- виду профиля (треугольная, трапецеидальная, упорная, прямоугольная или круглая резьба);
- величине шага ;
- направлению (правая и левая);
- системе измерения параметров резьбы (метрическая и дюймовая);
- месту расположения на детали (внутренняя и внешняя);
- виду поверхности;
- числу заходов (одноходовая и многоходовая).

Свойства различных видов резьб
Крепежная резьба используется для соединения деталей. Крепежно-уплотняющая резьба используется для таких соединений, в которых важны не только прочность, но и герметичность соединения. Ходовая резьба используется для обеспечения движения одной детали относительно другой. Резьба специального вида используется в часовых механизмах или в окулярах.
Назначение резьбы обычно влияет и на другие характеристики используемой резьбы. Так для крепежа чаще всего используется треугольная метрическая или дюймовая правая однозаходная резьба. При этом параметры метрической резьбы стандартизированы для различных применений. Профиль треугольной резьбы — равносторонний треугольник, вершина которого срезана. Впадины между нитками резьбы притуплены, что требуется для уменьшения напряжений.
Метрическая резьба может иметь крупный шаг или мелкие шаги. В соответствии со стандартом, например, метрическая резьба М20 может иметь крупный шаг размером 2,5 мм и 5 более мелких шагов размерами от 0,5 до 2 мм. Соединение с мелким шагом используется в тех случаях, когда необходимо соединение тонкостенных деталей, а также для обеспечения торможения.
В некоторых случаях для увеличения прочности соединения используется многозаходная резьба. Такой вариант соединения важен в случаях, когда диаметр винта относительно невелик. При использовании многозаходной резьбы ее шаг, высота и внутренний диаметр будет соответствовать однозаходной резьбе, а ход (то есть, перемещение гайки) будет значительно больше. Необходимо учитывать, что технология нарезания многозаходной резьбы сложна, а, следовательно, и стоимость выполнения такой операции довольно велика.
Профиль крепежной дюймовой резьбы — треугольник с углом в 55°. Все параметры дюймовой резьбы задаются в дюймах. Такая резьба используется в изделиях, разработанных в западных странах, а в России используется только при ремонте импортной техники. Однако крепежно-уплотнительные дюймовые резьбы с углами 55° и 60° стандартизированы и используются в трубопроводах.
Профиль трапецеидальной резьбы — трапеция с углами наклона в 30°, а упорной резьбы — трапеция с углами в 30° и 3°. Оба типа резьбы являются ходовыми и используются для передачи движения. Например, трапецеидальная резьба используется для реверсивной передачи в токарных станках, а упорная – для передачи односторонней нагрузки в домкратах и прессах.
Прямоугольная резьба ограниченно используется в передачах движения. Она имеет большой КПД, но малую прочность. Кроме того, при изготовлении такой резьбы возникают технологические трудности.
Круглая резьба используется для водопроводной арматуры, для механизмов, работающих в агрессивной среде. Профиль такой резьбы образуется дугами и прямыми линиями.
Нарезание резьбы
Такая операция производится следующими способами:
- резцами или резцовыми гребенками;
- накатыванием с помощью круглых нарезных плашек;
- фрезерованием;
- шлифованием;
- плашками и метчиками.
Нарезание резьбы резцами выполняется на станке. Такой метод выполнения резьбы используется при необходимости получения точных ходовых винтов или калибров. Производительность такого метода низка, поэтому он используется редко.
Основным методом получения резьбы в промышленности является метод накатывания. При этом деталь зажимается в суппорте станка и прокатывается между роликами, имеющими профиль резьбы. В результате на стержне выдавливается резьбовой профиль.
При фрезеровании резьбы на станках используется гребенчатая фреза. При этом фреза врезается в тело детали и формирует на ней резьбу. Периодически происходит перемещение фрезы на шаг резьбы.
Для получения точной резьбы на коротких деталях (калибрах, резьбовых роликах) используются шлифовальные круги.
Наиболее распространенным методом нарезания резьбы является использование плашек и метчиков. При этом существуют круглые и раздвижные плашки (клупповые).
При нарезании наружной резьбы на станке плашка устанавливается и крепится в специальном приспособлении. При нарезании внутренней резьбы используется комплект машинных метчиков.
Ручное нарезание резьбы
Часто резьбу необходимо нарезать в домашних условиях.
Для того чтобы произвести нарезание внешней резьбы необходимо проделать следующие операции:
- Зажать в тисках стержень для нарезания резьбы. Диаметр стержня должен быть равен внешнему диаметру выбранной резьбы.
- Подобрать плашку и установить ее в плашкодержатель.
- На конце стержня напильником снять фаску и смазать заготовку маслом.
- Аккуратно надеть плашку на конец заготовки.
- Осторожно без перекосов наворачивать плашку на стержень.
- Прогнать плашку до конца резьбы.
Для получения внутренней резьбы надо:
- По таблице выбрать необходимый для данной резьбы диаметр сверла. При отсутствии таблицы диаметр сверла приближенно можно оценить, если вычесть шаг резьбы из ее диаметра. Например, для метрической резьбы М10 шаг составляет 1,5 мм. В этом случае диаметр требуемого сверла равен 8,5 мм.
- Отметить на заготовке керном углубление, зажать деталь в тиски и с помощью дрели просверлить отверстие под резьбу. Дрель должна обязательно находиться под углом в 90° к поверхности детали. Для учета конусности метчика глухое отверстие должно иметь некоторый запас по глубине.
- Установить в патрон дрели зенковку и сделать фаску глубиной не менее 1 мм. Перекос фаски недопустим.
- Вставить хвостовик метчика под номером 1 (отмечен 1-й риской) в вороток и смазать рабочую часть метчика маслом.
- Вращать вороток с метчиком. Для уменьшения нагрузки на инструмент и сброса стружки на каждые 2 оборота вперед делать по одному обороту назад.
- После прогона резьбы метчиком № 1 повторить операцию метчиком № 2, который отмечен двумя рисками и чистовым метчиком № 3 (с тремя рисками).

1 — Метчики. 2 — Плашки. 3 — Воротки
Рекомендации по нарезанию резьбы
При нарезании резьбы желательно выполнять следующие рекомендации:
- При нарезании внешней резьбы на стержне необходимо обязательно снять фаску, установить плашку без перекосов, смазать заготовку маслом.
- В случае перекоса стержня отрезать испорченный кусок металла и начать нарезание резьбы сначала.
- При нарезании внутренней резьбы отверстие должно быть просверлено перпендикулярным плоскости детали, должна быть выбрана фаска, а черновой метчик смазан маслом.
- При выборе метчиков отдавать предпочтение метчикам из быстрорежущей стали, так как метчики из углеродистой стали могут сломаться.
- Не рекомендуется также при нарезании внутренней резьбы использовать механизацию, так как это также может привести к поломке метчика из-за трудностей при выборе усилия и угла нажима.
- В случае поломки метчика для его извлечения необходимо использовать специальный экстрактор или попытаться обточить торчащий обломок метчика и вывернуть его плоскогубцами. Возможный вариант извлечения – использование азотной кислоты для удаления режущих кромок метчика.
Резьба. Виды, геометрия и профили резьбы
1. Геометрия винтовой линии резьбы
Резьбовые соединения деталей являются наиболее распространенными в машиностроении.
В результате сочетания вращательного движения заготовки и поступательного перемещения резца (рис. 1, а) на поверхности заготовки наносится след в виде винтовой линии. При углублении резца на поверхности заготовки образуется винтовая поверхность (рис. 1, б), называемая резьбой.
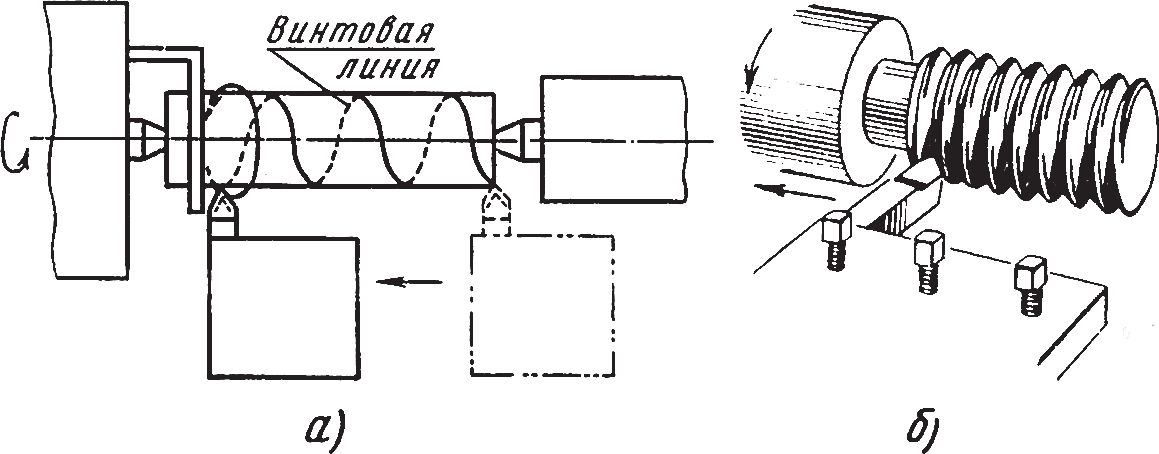
Рис. 1. Схема нарезания наружной резьбы: а – схема движения инструмента и заготовки; б – нарезание резьбы резцом
Метод получения винтовой поверхности используется для получения различных типов резьбы при заданных сочетаниях параметров движений заготовки и резца.
Среди резьбовых соединений наиболее распространены крепежные соединения – болт, винт, гайка и др. В резьбовом соединении (болта с гайкой) при вращении одной детали относительно другой, происходит взаимное перемещение деталей вдоль оси вращения. Если развернуть винтовую линию на плоскость, то наклон винтовой линии к плоскости, перпендикулярной к оси вращения детали, называют углом подъема винтовой линии – Ψ (рис. 2).
Расстояние между соседними винтовыми линиями, измеренное вдоль оси заготовки, называется шагом Р винтовой линии. Если часть поверхности детали, равную шагу винтовой линии, развернуть на плоскость, то из прямоугольного треугольника АБВ (рис. 2) можно определить tgΨ=Р/πd, где d – диаметр детали с винтовой линией.
При этом углубление или выступ на поверхности детали, расположенные по винтовой линии, образуют винтовую поверхность – резьбу.
Резьбу применяют для соединения, уплотнения или обеспечения заданных взаимных перемещений деталей машин и механизмов.
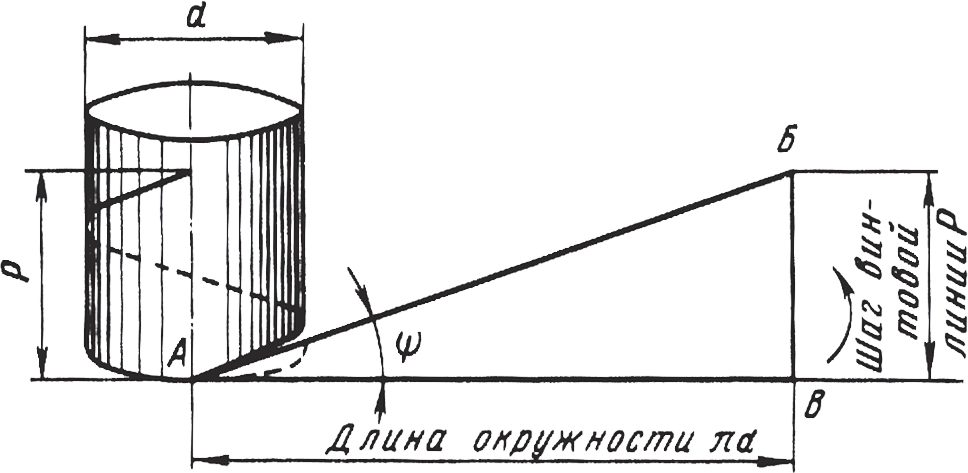
Рис. 2. Геометрия винтовой линии
2. Профили резьбы и определения основных элементов
В зависимости от назначения резьбового соединения применяют резьбы различного профиля. Профилем принято называть контур выступа и канавки резьбы в плоскости ее осевого сечения. Широко применяют резьбы с остроугольным, трапецеидальным и прямоугольным профилем.
К основным элементам резьбы относят (рис. 3, а-е):
- профиль резьбы – контур сечения витка в плоскости, проходящей через ось резьбы;
- угол профиля α – угол между смежными боковыми сторонами резьбы в плоскости осевого сечения;
- вершину профиля – часть винтовой поверхности, соединяющую смежные боковые стороны резьбы по вершине ее выступа;
- впадину профиля – часть винтовой поверхности, соединяющую смежные боковые стороны резьбы по дну ее канавки;
- шаг р резьбы – расстояние, измеренное по линии, параллельной оси резьбы, между точками одноименных боковых сторон профиля, лежащими в одной осевой плоскости по одну сторону от оси резьбы;
- наружный диаметр d резьбы – диаметр воображаемого цилиндра, описанного вокруг вершин наружной или впадин внутренней цилиндрической резьбы;
- внутренний диаметр d1 резьбы – диаметр воображаемого цилиндра, вписанного во впадины наружной или вершины внутренней цилиндрической резьбы;
- средний диаметр d2 резьбы – диаметр воображаемого цилиндра, соосного с резьбой, образующая которого делится боковыми сторонами профиля на отрезки, равные половине шага резьбы;
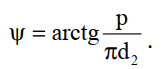
- угол Ψ подъема резьбы – угол наклона профиля, образованный касательной к винтовой линии, описываемой средней точкой боковой стороны резьбы и плоскостью, перпендикулярной оси резьбы:
Для многозаходной резьбы вместо р следует подставлять рn, где n – число заходов.
Элементы наружной резьбы (болта) обозначают d, d1 и d2, а внутренней резьбы (гайки) – D, D1 и D2:
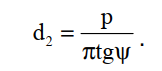
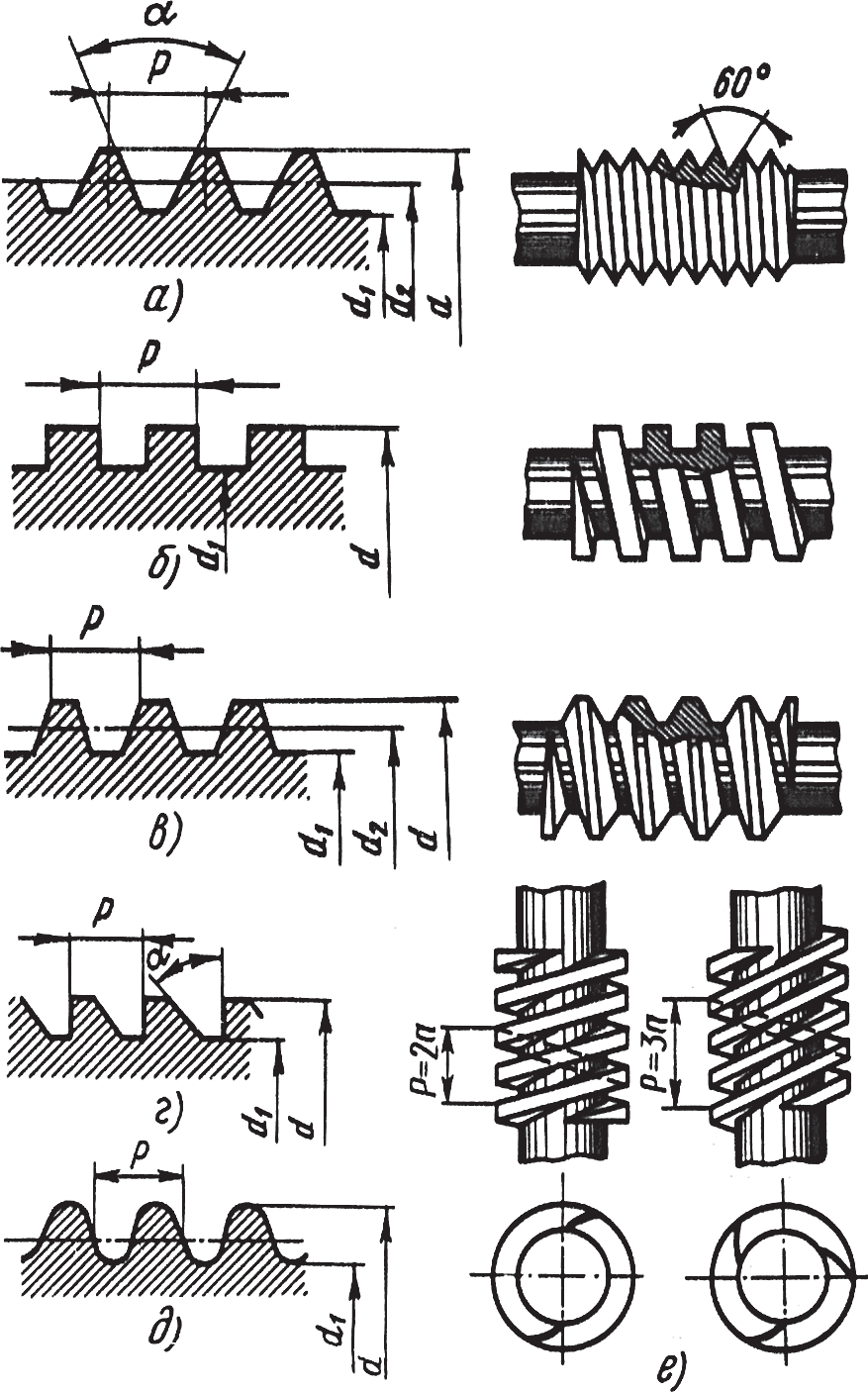
Рис. 3. Резьбы различного профиля: а – остроугольная; б – прямоугольная; в – трапецеидальная; г – упорная; д – круглая; е – двух- и трехзаходная
Резьбы бывают левые и правые. Винт с правой резьбой завертывается при вращении по часовой стрелке – слева направо, винт с левой резьбой при вращении против часовой стрелки – справа налево.
Различают резьбы однозаходные и многозаходные (рис. 3, е). Однозаходная резьба образована одной непрерывной ниткой резьбы и ее шаг р=d2πtgΨ, а многозаходная – несколькими нитками резьбы, эквидистантно расположенными на поверхности детали и ее шаг рn=p. Число заходов n, ниток резьбы, легко определить на торце детали, где начинается резьбовая поверхность (рис. 3, е).
В многозаходной резьбе различают ход и шаг. Ходом многозаходной резьбы называют расстояние между одноименными точками одного витка или нитки, измеренное параллельно оси детали. Ход многозаходной резьбы равен шагу резьбы, умноженному на число заходов – рn=pn, где n – число заходов.
Резьбы в зависимости от выполняемой работы бывают передающие движение и крепежные. Первые предназначены для преобразования вращательного движения в поступательное, которое часто применяют в механизмах перемещения, в зажимных устройствах и т. д. Обычно такие резьбы имеют прямоугольный или трапецеидальный профиль. Когда направление действия осевого усилия не зависит от направления вращения гайки или винта, применяют упорную резьбу. Резьбы треугольного профиля используют на крепежных деталях.
Применяют три системы резьбы: метрическую, дюймовую и трубную; кроме того, имеются также резьбы: прямоугольная, трапецеидальная, упорная, круглая и коническая резьба Бриггса по ГОСТ 6111-52.
Профиль метрической резьбы (рис. 3, а) имеет вид треугольника с углом при вершине α=60°. Существует шесть видов метрической резьбы с различными величинами шага — основная (М10, М20 и т. д.) и мелкие от 1-й до 5-й включительно (М24х1,5; М30х2 и т.д.). Метрические резьбы в основном применяют для крепежных деталей: шпилек, винтов, болтов, гаек и др.
Профиль прямоугольной и трапецеидальной резьбы (рис. 3; б, в) по ГОСТ 9484-81 применяют для передачи движения, например, в ходовых винтах и винтах суппортов металлорежущих станков, домкратах и т.п.
Профиль упорной резьбы (рис. 3, г) используют для механизмов, работающих под большим давлением, действующим в одном направлении, например, в гидравлических и механических прессах. Профиль упорной резьбы регламентирован стандартами: профиль резьбы упорной с углом профиля α=30° по ГОСТ 10177-82 и профиль резьбы упорной с углом профиля α=45° по ГОСТ 13535-87. Рабочий угол профиля, совпадающий с диаметром резьбы, принят равным 3° из технологических соображений для нарезания резьбы.
Профиль трубной цилиндрической резьбы имеет вид треугольника с углом α=55°, который при вершине имеет закругление. Каждому размеру резьбы в дюймах соответствует определенное число ниток резьбы на 1″ (не менее 11). За диаметр трубной резьбы условно принимают условный диаметр отверстия трубы. Трубная резьба, с зазором в пределах допуска под уплотнитель, предназначена для различных трубных соединений, арматуры трубопроводов и фитингов.
Профиль резьбы трубной конической с углом профиля 55° по ГОСТ 6211-81 соответствует закругленному профилю трубной цилиндрической резьбы.
Профиль резьбы трубной конической с углом профиля 60° по ГОСТ 6111-52 имеет остроконечный профиль.
Сбеги, недорезы, проточки и фаски. При нарезании резьбы на детали образуются участки с резьбой неполного профиля (с неполной глубиной резьбы), которые необходимо учитывать при определении рабочей длины резьбы (рис. 4).
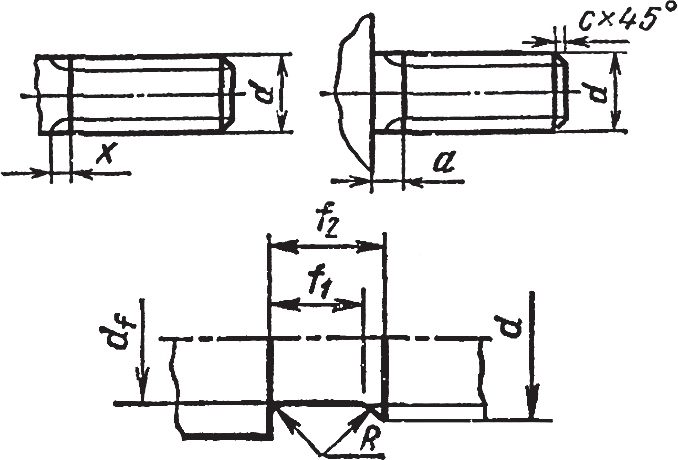
Рис. 4. Элементы резьбы: x – сбег; а – недорез; с – фаска; f1 – проточка
Если необходимо дать выход инструменту при нарезании резьбы, то предусматривают на нарезаемой поверхности канавку (проточку).
Сбег резьбы – длина поверхности вдоль оси стержня или отверстия с неполным профилем резьбы, образуемой заходной режущей кромкой инструмента.
Недорез резьбы – длина поверхности вдоль оси стержня или отверстия с учетом неполного профиля резьбы, образуемого заходной режущей кромкой инструмента, когда инструмент упирается в торцовую поверхность.
Проточка – углубление на поверхности стержня или отверстия, которое исключает сбег или недорез резьбы.
Фаска – переходная поверхность от торцовой поверхности к цилиндрической, которая служит для захода инструмента при нарезании резьбы и защитой заходных витков резьбы.
Длина свинчивания – сопрягаемая длина вдоль оси контакта резьбы болта и гайки. Для стандартной резьбы нормальной длиной свинчивания является высота стандартной гайки – 0,8d.
Величину сбегов, недорезов, проточек и фасок для соединений с наружной и внутренней метрической резьбой определяют по табл. 1 и 2.
Таблица 1. Сбеги, недорезы, проточки и фаски для наружной метрической резьбы, мм (зависимости эмпирические)
с внутренней резьбой
Таблица 2. Сбеги, проточки, недорезы и фаски для внутренней метрической резьбы (зависимости эмпирические)
Особенности отдельных видов резьбы по металлу
Наиболее распространенными сегодня подвидами резьбы являются:
1. Резьба с широким шагом.
2. Разреженная резьба.
3. Резьба с мелким шагом .
4. Метрическая резьба.
5. Двухзаходная (переменная) резьба — состоит из чередующихся высоких и низких витков. Фактически это 2 резьбы с одинаковым шагом, одна из которых нанесена посередине между витками другой. Разница в высоте между
высокой и низкой резьбой обычно составляет от 40 до 50% от высоты высокой резьбы.
6. Ударная (зонтичная) резьба — состоит из толстых покатых витков с тупым углом вершины.

Каждый вид резьбы имеет свое функциональное предназначение; в конечном результате, пригодность резьбового крепежного элемента к использованию в том или ином материале основания определяется в первую очередь видом резьбы. Чем плотнее материал основания, тем меньший шаг резьбы необходим для качественного закрепления. Так, шурупы по дереву имеют резьбу с широким шагом, а саморезы по металлу — резьбу с мелким шагом либо метрическую.
Там, где закрепляемый элемент монтируется в ПВХ и подвержен опасности выдергивания, используются крепежные элементы с двухзаходной резьбой. Двухзаходная резьба также используется тогда, когда необходимо достичь прочного закрепления в разнородных материалах закрепляемого элемента и основания.
Разреженная резьба предназначена для закрепления в мягкие или пористые материалы, такие, как мягкие породы дерева. Ударная резьба используется в резьбовых крепежных элементах, монтаж которых осуществляется более быстрым по сравнению со вкручиванием ударным способом. Демонтаж крепежных элементов с ударной резьбой осуществляется традиционным методом выкручивания.
Резьба является постоянным объектом усовершенствования. Так, результатом развития современной инженерной мысли являются:
· разнообразные проточки, позволяющие выводить мелкие частицы материала основания, разрушающегося в процессе нарезания в нем внутренней резьбы;
· углубления и зазубрины на резьбе, изменяющие ее форму на кончике крепежного элемента и обеспечивающие возможность вкручивания крепежного элемента в относительно мягкие материалы основания (дерево, ДСП, пластмассы) без предварительного сверления;
· ассиметричная резьба (угол между сторонами ее витков и перпендикуляром, проведенным из вершины витка к оси крепежного элемента, неодинаков, тогда как традиционные виды резьбы являются симметричными относительно такого перпендикуляра). Один из примеров ассиметричной резьбы — ударная;
· нанесение резьбы разных видов на отдельных участках одного крепежного элемента.
Здесь же следует отметить, что производство крепежных элементов с усовершенствованными видами резьбы требует новейшего оборудования и приобретения соответствующих патентов, потому конечный продукт имеет значительно более высокую стоимость по сравнению с традиционными крепежными элементами.
Классификация резьб по металлу
Для создания разъемного соединения деталей, выдерживающего внешние механические нагрузки, или позиционирования элементов в пространстве применяют болты, шпильки и гайки. Существуют различные виды резьбы, которые отличаются профилем нарезки, частотой витков и прочностными характеристиками. Например, некоторые соединения при приложении нагрузки автоматически затягиваются, предотвращая самопроизвольное разделение элементов конструкции.

Для создания разъемного соединения деталей применяют болты, шпильки и гайки.
Функциональное назначение резьбы
Винтовая нарезка, выполненная на стержне или внутри гайки, позволяет:
- удерживать детали на расстоянии, указанном в чертежной документации;
- фиксировать элементы конструкции от смещения относительно друг друга;
- обеспечивать плотную посадку деталей;
- защищать узел от разрушения (при чрезмерной нагрузке происходит срыв винта или шпильки);
- преобразовывать вращательное движение в поступательное (например, ходовой винт токарного станка обеспечивает перемещение суппорта).
Классификация и главные признаки
Резьбы подразделяются на категории по признакам:
- шкала измерения диаметра (метрические, питчевые, дюймовые или модульные);
- положение на поверхности (снаружи стержня или внутри просверленного в детали канала);
- направление витков (бывают нарезки с левым или правым расположением витков);
- количество заходов нарезки (стандартная однозаходная или специальные многозаходные);
- профиль (треугольный, трапециевидный, прямоугольный, сферический);
- взаимное положение кромок детали с нарезкой (цилиндрическая или коническая);
- назначение (крепежная, ходовая и ряд других).
Характеристика видов резьб
Резьба характеризуется несколькими параметрами:
- диаметр, измеренный между верхними точками выступов внешней нарезки или нижними точками впадин внутренней;
- шаг, указывающий на расстояние между одинаковыми боковыми плоскостями профиля;
- единицы измерения размеров;
- конфигурация профиля и положение боковой плоскости нарезки относительно осевой линии.
Резьба с треугольным профилем наносится на поверхности на автоматизированном оборудовании, рассчитанном на массовое производство. В некоторых мелкосерийных узлах встречаются крепления с прямоугольным или квадратным профилем, нарезанным на металлообрабатывающих станках.
Метрическая
Нарезка измеряется в мм, стандарты предусматривают поперечное сечение в пределах 1-600 мм при шаге в диапазоне от 0,25 до 6 мм. Профиль представляет собой равносторонний треугольник с вершинным углом 60°. Для маркировки используют литеру М (сокращение от слова metric) и числовой код, указывающий на диаметр (для мелкой нарезки указывают шаг, иногда вводится обозначение направления хода витка). В таблице приведены стандартные шаги метрической нарезки в соответствии с международными стандартами и нормативами ГОСТ.
| Номинал | Шаг, мм |
|---|---|
| М4 | 0,7 |
| М6 | 1,0 |
| М8 | 1,0 |
| М16 | 2,0 |
| М26 | 3,0 |
| М32 | 3,5 |

Болты и шпильки со стандартной метрической нарезкой встречаются в автомобилях, металлорежущих станках, бытовом оборудовании. Уменьшение шага при сохранении неизменного поперечного сечения позволяет повысить механическую прочность резьбы. Одновременно падает угол подъема нарезки, что обеспечивает дополнительную защиту от самопроизвольного отворачивания. Мелкую нарезку наносят на детали с небольшой толщиной стенки, работающие в условиях динамических нагрузок.
Метрическая коническая
Нарезка отличается положением боковых поверхностей с небольшим углом наклона к осевой линии (конусность 1 к 16). За счет изменения конфигурации обеспечивается герметичность стыка и фиксация соединения от самопроизвольного отворачивания. Для обозначения используют комбинацию букв МК, номинальное значение поперечного размера, шаг и направление хода витков (например, МК30х3,5LH или МК30х3,5RH для левого и правого типов соответственно).
Цилиндрическая
Специальная цилиндрическая нарезка базируется на метрической, но отличается повышенной механической прочностью и стойкостью к воздействию высоких температур. Для улучшения характеристик впадины резьбы имеют увеличенный радиус скругления. Для обозначения используют буквы MJ, в коде указывают диаметр, значение шага и поля допусков нарезки.
Резьба предназначена для техники с жесткими режимами эксплуатации (например, в аэрокосмической отрасли). По габаритам детали взаимозаменяемы с элементами, имеющими метрическую нарезку.
Дюймовая
Британский стандарт дюймовой треугольной нарезки отличается системой измерения габаритов и углом при вершине, равным 55°. Базовый вариант имеет обозначение BSW (сокращение от British Standard Whitworth). Разновидность с мелким шагом имеет название BSF (от английского термина British Standard Fine). Шаг определяется как количество витков на 1″ (25,4 мм) нарезки, которая используется для соединения трубопроводов. На территории США и Великобритании стандарт применяют при изготовлении крепежных деталей, несовместимых с метрическими метизами.
Дюймовая цилиндрическая
Стандарт, распространенный на территории Северной Америки, имеет треугольный профиль с углом при вершине 60°. Предусмотрено разделение на категории UNC (Unified Coarse), UNF (Unified Fine), UNEF (Unified Extra Fine), 8UN и UNS (Unified Special) в зависимости от шага витка. Нарезка используется для фотографического оборудования (например, в СССР был принят специальный стандарт ГОСТ 3362-75, регламентировавший цилиндрическую дюймовую резьбу).
Дюймовая коническая
Коническая нарезка NPT (сокращение от National Pipe Thread) имеет треугольный профиль с верхним углом 60°. Выступы расположены на конической поверхности 1:16. Размеры регламентированы стандартом ГОСТ 6111-52, а также нормативами Американского национального института стандартов ANSI и общества инженеров-механиков ASME. Предусмотрены габариты резьбы в диапазоне от 1/16″ до 24″, нарезка используется для соединения трубопроводов для подачи воды, газа или технологических жидкостей.
Упорная
Резьбы, применяемые в нагруженных узлах и механизмах (например, гидравлических или винтовых прессах, прокатных станах), имеют треугольный профиль с углами наклона боковых граней 30° и 3°. Полученный пилообразный рисунок обладает повышенной механической прочностью, габариты регламентированы стандартом ГОСТ 10177-82. В обозначение входит литера S и числовые значения, позволяющие определить поперечное сечение, шаг и направление хода витков. Для многозаходной резьбы в коде указывается количество заходов.
Упорная усиленная
Для обеспечения повышенной несущей способности угол наклона боковых образующих профиля составляет 45° и 3°. Cтандарт ГОСТ 13535-87 допускает изготовление деталей с резьбой диаметром до 2000 мм. В идентификаторе присутствуют литера S и угол наклона 45°, указаны поперечное сечение, числовой индекс шага, направление нарезки и дополнительный код Тт. Резьба встречается в механических передачах типа винт-гайка.
Трапециедальная
Для нарезки ходовых винтов металлорежущего оборудования и прочих механизмов (например, грузоподъемных) используется метрическая резьба с оригинальным треугольным профилем, имеющим угол при вершине 30°. На территории Российской Федерации параметры нарезки регламентированы стандартами ГОСТ 9484-81, 24737-81, 24738-81 и 24739-81 (нормативы описывают различные параметры).
Для обозначения применяется индекс Tr (от trapezoidal), к которому добавлены значения номинального диаметра, шага, направления витков и идентификатора поля допуска. Резьба характеризуется пониженными потерями на трение. Для изготовления не требуется сложное технологическое оборудование. Дополнительным преимуществом является возможность передачи реверсивного движения при повышенных нагрузках.

Трапецеидальная резьба характеризуется пониженными потерями на трение.
Круглая для санитарно-технической арматуры
Для подключения сантехнического оборудования используется резьба, состоящая из окружностей при вершине и впадине, соединенных прямыми отрезками. Полученный треугольник с закругленными вершинами имеет угол в верхней точке 30°. Параметры регламентированы нормативом ГОСТ 13536-68, идентификатор состоит из букв Кр и чисел, указывающих на значения поперечного размера и шага (может присутствовать обозначение стандарта).
Резьба используется в промышленном оборудовании, обладает повышенной динамической прочностью. Ограничено применяется для передачи усилий при тяжелых условиях эксплуатации.
Эдисона круглая
Нарезку легко узнать по сферическому профилю, используется только на цоколях ламп накаливания. Для идентификации применяется литера Е и номер (соответствующий диаметру). Если нарезка выполнена на неметаллических изделиях, то в код вводится наклонная черта и дополнительная литера N (например, Е27 или Е27/N). Для установки деталей инструмент не требуется, резьба затягивается рукой.
Трубная коническая
Нарезка имеет конические боковые кромки (коэффициент 1:16) и профиль с углом при вершине 55°. В идентификации используется литера R для внешнего типа и Rc для внутреннего. Индекс содержит номинальный поперечный размер и буквы LH для указания на левое направление витков. Параметры регламентированы стандартом ГОСТ 6211-81, а также международными нормативами ISO R7 и DIN 2999.
Трубная цилиндрическая
Резьба дюймового типа, базирующаяся на стандарте BSW (British Standard Whitworth). Предусмотрены несколько вариантов шага (от 11 до 28 ниток на дюйм). Профиль имеет очертания треугольника с вершинным углом 55°.

Трубная цилиндрическая резьба.
Нефтяной сортамент
Нарезка предназначена для соединения труб, используемых при бурении скважин. Имеет коническую форму для обеспечения герметичности, профиль треугольный с вершинным углом 60° либо трапециевидный с разными размерами боковых граней (на схемах обозначается как резьба Батресс). Габариты регламентированы ГОСТом, а также нормативами Американского института нефти API.
Определение типа резьбы
Опытный механик может определить тип резьбы визуально, но полноценно выяснить параметры можно только при помощи штангенциркуля и калькулятора или специального металлического шаблона. При использовании измерительного инструмента полученные данные пересчитывают и сравнивают с табличными значениями.
Российская промышленность выпускает шаблоны 2 типов (с маркировками М60° для метрических профилей с углом 60° и Д55°, предназначенные для идентификации дюймовой или трубной нарезки с вершинным углом 55°). Металлические шаблоны собраны в общую пачку на центральной оси. На каждом элементе нанесена краской или выдавлена прессом цифра, указывающая на шаг резьбы (в мм или дюймах, в зависимости от типа шаблонов).
Сфера применения резьбовых соединений
Резьбовые элементы используют для:
- стыковки различных агрегатов (например, коробки передач с двигателем);
- сборки узлов (например, винты соединяют крышки с корпусом генератора);
- соединения металлоконструкций (наряду с заклепками и дуговой сваркой);
- сборки трубопроводов для подачи газа и воды (такое сопряжение имеет дюймовую резьбу);
- крепления технологического оборудования к фундаментам (например, металлорежущие станки устанавливают на залитые в бетон анкеры).
Резьбы принято разделять на категории по назначению:
- крепежные (например, метрические);
- крепежные с одновременной герметизацией (конические);
- грузоподъемные (например, упорные).
Преимущества и недостатки
Преимущества резьбовых соединений:
- высокая прочность и надежность;
- возможность многократной сборки и разборки;
- унификация болтов и гаек в соответствии с международными стандартами;
- удобство сборки и разборки конструкции;
- повышенное усилие при сопряжении поверхностей при небольшой нагрузке, прилагаемой к инструменту.
Наибольшее распространение получило болтовое соединение, при котором в сопрягаемых деталях необходимо просверлить отверстия соответствующего размера. В случае поломки или повреждения достаточно отвернуть гайку и установить новый крепеж. Корпусные детали остаются нетронутыми, что снижает себестоимость ремонта. Если сквозное отверстие выполнить невозможно, то используют винты с головкой под отвертку или специальную биту. Шпильки применяют для узлов из легких сплавов или для агрегатов, требующих периодической разборки для обслуживания или ремонта.
Для установки шпилек или винтов в деталях выполняются отверстия, которые формируют зоны повышенного напряжения в металле. При приложении чрезмерной нагрузки возможно частичное или полное разрушение узла или срыв крепления. Для предотвращения самопроизвольного отворачивания необходимы установка пружинных шайб либо шплинтов или нанесение герметика на резьбу. В ряде узлов применяют болты с конической кромкой, предотвращающей самопроизвольное отворачивание (например, крепления колесных дисков автомобилей к ступице).
Большим недостатком резьбовых соединений является наличие точек концентрации напряжений по длине профиля. Кроме того, следует учесть неравномерное распределение нагрузки по виткам. Например, при использовании гайки с 10 витками на первый приходится 34% усилий, а на последний — менее 1%. По этой причине в стандартных конструкциях высота гайки составляет 0,5-0,8 от диаметра.
При приложении знакопеременных нагрузок в резьбовых соединениях появляются усталостные трещины, приводящие к разрушению конструкции. Несмотря на подобную особенность, болты широко используются в машиностроении, при сборке мостов и корпусов кораблей, для соединения железнодорожных путей, в самолетостроении или аэрокосмической индустрии.
Лекци на тему «Общие сведения о резьбе»
Лекция
На тему: « Общие сведения о резьбе»
Резьба применяется в технике для разъемного соединения деталей. Резьбы при-меняемые для неподвижных соединений, называют крепежными резьбами. В зави-симости от применения к ним предъявляют требования на прочность или герметич-ность. Крепежные резьбы имеют обычно треугольный профиль резьбы. Резьбы, при-меняемые в подвижных соединениях, называются кинематическими (ходовыми). В подвижных соединениях одна деталь перемещается относительно другой детали. К такой резьбе предъявляются требования на прочность, точность перемещения, сни-жение трения. Кинематические резьбы имеют преимущественно трапециидальный или прямоугольный профиль.
по характеру поверхности – цилиндрические или конические;
по расположению – наружные или внутренние;
по профилю – треугольные, упорные, прямоугольные, трапециидальные и круглые;
по направлению винтовой линии – правые и левые;
по числу заходов – однозаходные и многозаходные;
по назначению – крепежные, кинетические и специальные.
Резьба – это винтовая нарезка, имеющая определенный профиль, диаметр и шаг. Она нарезается на деталях, имеющих цилиндрическую или коническую поверх-ность. Поверхность резьбы образуется плоским контуром фигуры, лежащей в одной плоскости с осью резьбы, и перемещающимся по винтовой линии цилиндрической или конической поверхности. Осью резьбы называют ось цилиндрической кониче-ской поверхности, на которой образуется резьба.
Нарезание резьбы ручным и механическим способами
Образование резьбы производится тремя методами:
нарезание резьбы режущим инструментом, изготовленным из инструментальных, быстрорежущих сталей и твердых сплавов; к ним относятся резьбовые резцы и гре-бенки, метчики, резьбонарезные плашки, резьбонарезные самооткрывающиеся го-ловки, резьбовые фрезы и обкаточные резцы;
шлифование резьбы мелкозернистыми резьбошлифовальными
кругами – однониточными и многониточными;
накатывание резьбы ( метод пластических деформаций ) накатными роликами, плоскими накатными плашками, а так же головками с узкими накатными роликами (с продольным перемещением головки или заготовки).
Резьбу можно получить путем:
многопроходного нарезания однониточным инструментом (рисунок 1,а) – резец-стержневой, призматический или круглый, однониточный, шлифовальный круг;
однопроходного нарезания многониточным инструментом (рисунок 1,б) – гребен-
ка, круглая плашка, метчик, резьбонарезная головка, многониточный шлифоваль-ный круг;
однопроходного фрезерования вращающимся инструментом (рисунок 1,в) –резьбовая однониточная фреза, вихревая головка с твердосплавными резцами;
фрезирование вращающейся многониточной фрезой, ширина которой больше длины нарезаемой резьбы (рисунок 1,г);
накатывание резьбы широкими роликами или плашками (рисунок 1,д);
однопроходного накатывания резьбы узкими роликами с осевой подачей (рису-нок 1,е);
однопроходного обкатывания обкаточным резцом (рисунок 1,ж).

Рисунок 1 – Схемы получения различными инструментами
Процесс получения резьб часто разделяется на черновые и чистовые переходы или операции. При черновом нарезании с большими сечениями среза происходит ин-тенсивное нагревание заготовки. Поэтому целесообразно производить чистовое на-резание с меньшими сечениями среды для обеспечения точного шага, профиля резьбы. Особенно важно производить разделение нарезания на черновое и чистовое при обработке длинных резьб.
Инструмент для нарезания резьбы ручным методом
Резьбовые резцы и гребенки
Резьбовые резцы служат для нарезания наружной и внутренней резьбы. Они делятся на: стержневые однониточные и гребенчатые;
призматические однониточные и гребенчатые;
круглые (дисковые) также однониточные и гребенчатые.
Призматический резьбовой резец (рисунок 2) при использовании закрепляют в специальную державку, часто пружинную. Призматические резцы можно применять только при небольших углах подъема резьбы, так как у этих резцов нельзя давать разные задние углы на боковых сторонах профиля.

Рисунок 2 – Резьбовый призматический резец
Значительно чаще применяются круглые резьбовые резцы. Изготовление круг-лого резца проще призматического, профиль его может быть прошлифован на резь-бошлифовальном станке. Круглые резцы для наружной резьбы выполняются обычно насадными. Резец устанавливается на державке, для предохранения проворачивания он снабжается зубцами на одном или обоих торцах.
Многониточные резцы называют гребенками. Гребенки бывают:
плоские (стержневые) (рисунок 3, а);
призматические (рисунок 3, б) ;
круглые с кольцевой или винтовой нарезкой (рисунок 3, в).
Стержневые и призматические гребенки из-за трудности изготовления не полу-чили широкого распространения. Распространены круглые гребенки, которые имеют несколько кольцевых или винтовых витков.
При нарезании внутренней резьбы направление резьбы такой гребенки должно совпадать с направлением резьбы детали. При нарезании наружной резьбы направ-ление гребенки должно быть обратным направлению резьбы детали.
Нарезание резьбы метчиками
Метчиком нарезают внутреннюю резьбу. Он представляет собой винт, снаб-женный продольными прямыми или винтовыми канавками, образующими режущие кромки. Работает он при двух одновременных движениях: вращательном (метчики или заготовки) и поступательном (вдоль оси метчика).



а) б) в)
а – плоская ( стержневая ); б – призматическая;
в – круглая
Рисунок 3 – Резьбовые гребенки
Метчики можно подразделить на следующие основные типы: ручные, гаечные, машинные, плашечные, колибровачные, регулируемые и самооткрывающиеся.
На рисунке 4 показан метчик и обозначены его основные части и конструктив-ные элементы.

Рисунок 4 – Части и конструктивные элементы метчика
Рабочая часть, то есть вся нарезанная часть метчика, делится на заборную и ко-либрующую. Заборной, или режущей частью, называется передняя конусная часть метчика, на долю которой приходится черновое нарезание резьбы. Колибрующая часть метчика служит для зачистки резьбы.
Хвостовая часть метчика представляет собой стержень для закрепления метчика в патроне или воротке; квадрат служит для передачи крутящего момента.
К элементам, определяющим конструкцию метчика, относятся канавки для раз-мещения стружки, режущие перья, сердцевина (внутренняя часть тела метчика).
Метчики изготовляют в основном с прямыми, но иногда и с винтовыми канав-ками.
Материалом для изготовления метчиков служит быстрорежущая инструмен-тальная углеродистая сталь У1А.
Метчики по точности изготовления разделяются на:
машинно-ручные и гаечные с шлифованной резьбой (из стали Р18), С – повышен-
ной и Д — обычной точности;
ручные с нешлифованной резьбой (из стали У12) двух степеней точности:
Е – обычной и Н – пониженной.
Плашка во внутренней полости имеет нарезку и при навивании на деталь наре-зает наружную резьбу обычно за один проход.
Существует несколько видов плашек:
цельные и разрезные;
они могут быть круглые, квадратные и шестигранные (рисунок 5, а … в);
трубчатые резьбонарезные плашки (прогонки; рисунок 5, г),
плашки к слесарным клуппам.

а – круглая; б – квадратная; в – шестигранная; г — трубчатая
Рисунок 5 – Типы резьбонарезных плашек
Работа плашки совершенно аналогична работе метчика, только в отличие от по-следнего плашка нарезает не внутреннюю, а наружную резьбу.
Круглые плашки применяются для нарезания резьбы и для колибрования (за-чистки) предварительно обработанной резьбы.
Нарезание резьбы сопровождается отделением значительного количества струж-ки, и стружечные отверстия должны быть большими, чтобы стружка не забивалась в них.
Трубчатые плашки, вследствие деформации резьбы при термической обработке не могут давать особо точную резьбу.
Для нарезания крупных резьб вручную в несколько проходов потребовались специальные раздвижные плашки, к которым относятся плашки для слесарных клуп-пов, плашки для трубчатых клуппов и регулируемые плашки. Такие плашки позво-ляют в процессе нарезания резьбы путем их регулирования изменять диаметр наре-заемой резьбы и, таким образом, дают возможность производить нарезание в не-сколько проходов.
Оборудование для механического способа нарезания резьбы
Резьбовые соединения, выполняемые с помощью резьбовых крепежных деталей (болтов, винтов, муфт, шпилек), широко применяется в машиностроении. Образо-вание резьбы методами резания или пластического деформирования осуществляется на многих группах и типах станков с применением разнообразных инструментов. Это позволяет получить цилиндрическую и коническую резьбы, внутреннюю и на-ружную резьбы различного профиля, однозаходные и многозаходные. Выпускают также специализированные станки для образования резьбы нарушением или пласти-ческим деформированием – накатыванием.
Резьбонарезные станки выполняются с вертикальной и горизонтальной компо-новкой шпинделя, имеют один – два или более шпинделей, работают как полуавто-маты и автоматы, служат для нарезания внутренних (в гайках) и наружных (на бол-тах и винтах) резьб. Нарезание ведется как метчиками, так и резьбонарезными голов-ками с круглыми или тангенциальными плашками.
При производстве резьбовых деталей массового применения широкое примене-ние получили высокопроизводительные резьбонакатные станки, работающие плос-кими плашками или роликами. Высокоточные резьбы обрабатывают на резьбошли-фовальных станках.
а — Нарезание цилиндрической резьбы резцом на токарно – винторезных станках осуществляется (рисунок 6) путем вращения заготовки и продольной подачи рез-ца на шаг Р за каждый оборот заготовки. Нарезание внутренней резьбы осущест-вляется специальным резьбовым расточным резцом с профилем, соответствую-щим заготовке.
За каждый проход резца по винтовой линии выбирается часть материала канав-ки. Срезание этого материала может быть различным, однако всегда имеет две ста-дии – черновую и чистовую. На черновой стадии стремятся к наибольшему съему материала, а на чистовой – к получению требуемой точности и шероховатости.
При одной схеме выборки материала (рисунок 7, а, б) резец углубляется после каждого прохода, но одновременно несколько смещается и вдоль оси. При другой

Рисунок 6 – Схемы нарезания наружной ( а ) и внутренней ( б ) резьб

