
Прокатка профильной трубы для холодной ковки
Элементы ковки из профильной трубы для заборов и ворот
Профильная труба является многоцелевым сырьем и одним из самых используемых наименований из всего сортамента металлопроката. Популярность связана, конечно же, с универсальностью применения, а также бюджетной стоимостью.

Ворота и забор из профильной трубы
Труба с разным сечением, имеет полую внутреннюю область за счет чего считается более экономным конструкционным материалом по сравнению со стальными прутками квадратного сечения или квадратом, при этом сохраняется конструкционная жесткость. Благодаря этой особенности изготавливаются относительно недорогие и одновременно прочные ворота из профильной трубы с элементами ковки.
Выгодно, красиво и долговечно
В частном строительстве наиболее популярно использование трубного профиля 25х25 мм в установке ограждений. Причем речь идет как об опорной конструкции, так и декоративной с кованым декором. Данный вид металлопроката выпускается с разным сечением, поэтому есть возможность, варьировать ограждение как по жесткости и возможным нагрузкам, так и по внешнему виду и стоимости.
Чертеж ворот и калитки
Из трубы можно изготавливать недорогие и привлекательные ограждения с довольно низкими затратами. Самым простым вариантом исполнения является забор из профильной трубы с элементами ковки, подразумевающий сваривание опорной конструкции со столбами из трубы 25х25 мм и связующими металлическими рейками. Затем выполняется и наваривание вертикальной трубы с квадратным сечением до 10-15 мм на расстоянии 10-20 см.
Единственным недостатком этого вида металлопроката для изготовления ограждений и калиток является ее ключевая особенность – это полая структура. В результате ограждение получается более легким и менее дорогим по сравнению с продукцией, изготовленной из квадрата, но у него есть недостаток – это коррозия, возникающая внутри трубы.
Элементы из профильной трубы
При этом этот вопрос решается за счет декоративной отделки. Например, с использованием стандартного декора как пики, которые навариваются на окончание трубы, а затем все изделие покрывается защитным декоративным покрытием.
Труба с квадратным сечением для каркаса ограждений
Трубу с квадратным сечением используют для изготовления каркаса калиток и ворот, средняя часть плоскости заполняется с помощью наваривания трубы и декора, чтобы закрыть полотно используется листовой металл и прозрачный пластик. Кованый декор изготавливается из листового металла методом штампования и механической прокатки для создания фактуры, трубы и квадрата. Труба является более легким материалом в изготовлении методом механического формования, когда металлической заготовки придается определенная форма путем сгибания по жесткой оснастке.

Готовые элементы декора
Для изготовления декоративных изделий из труб используется трубогиб, а также специализированный инструмент для изготовления завитков. Это оборудование позволяет обычно гнуть весь металлопрокат с сечением, подходящим под размеры улитки.
Использование трубы по сравнению с квадратом более выгодно по нескольким причинам:
- более легкий вес и меньшие затраты на покупку материала;
- прочность конструкции;
- податливость трубы в работе, что уменьшает трудоемкость;

Разборной кованый декор реализуется дешевле, при этом не уступают по внешнему виду и качеству традиционному квадрату с небольшим сечением. При самостоятельном изготовлении калитки из профильной трубы с элементами ковки достаточно трубного профиля двух сечений (для конструкции и отделки) и опционально ковкой. При наличии сварочного аппарата выполнить калитку, ворота или забор своими руками не представляет особого труда. Вы можете посмотреть на фото варианты реализации разных художественных идей с различной стоимостью.
Покупка или изготовление кованого декора
Декоративные элементы холодной ковки из профильной трубы для забора, ворот и калитки можно сделать самостоятельно или приобрести у крупного поставщика. Обычно покупка обойдется дешевле, если вы хотите сделать один комплект для своего приусадебного хозяйства.

Для этих целей не потребуется покупать оборудование для холодного формования, а только сварочный аппарат и болгарка. Все декоративные элементы доступны в продаже, так что любое ограждение можно сделать не только исходя из требований к бюджету, но и по собственному или выбранному эскизу.
Использование кованого полуфабриката значительно сокращает стоимость изделий, а также трудоемкость выполнения. Для изготовления такого функционального кованого декора для приусадебного хозяйства потребуется только инструмент, который, как правило, уже есть в хозяйстве. Как можно собрать забор своими руками из готовых элементов или полностью изготовить его из профиля смотрите в видео.
Основные приемы холодной ковки
Какие технологии и приемы используются в холодной ковке, что нужно знать о производственных операциях? Об этом — далее в нашем материале.
Сегодня большое распространение получили небольшие домашние мастерские по обработке металла. Это и хобби, и дополнительный доход в семейный бюджет. Более распространена холодная ковка своими рукам. Такая технология не требует больших затрат на начальном этапе, а изделия ручной работы ценятся довольно высоко.
Какие технологии и приемы используются таким способом металлообработки, что нужно знать о производственных операциях? Об этом — далее в нашем материале.
Понятие холодной металлообработки
Холодным способом обрабатывается, в основном, металлопрокат в виде прутков, квадратов, круга, полосы или листа.
Для производства применяются особые приспособления и инструменты, причем часто они узкоспециализированные и не пригодны для работы в других направлениях.
Разогрев заготовок до ковочной температуры не предусмотрен технологией, которая использует одно из главных свойств металла — пластичность. Нагрев возможен лишь частичный в местах изгиба некоторых изделий (например, при слишком толстом металле исходного материала).
Холодная ковка металла используется для изготовления решеток, заборов, ворот, калиток (и отдельных элементов их украшений), каркасы мебели и различные детали декора.
При этом в процессе производства этой продукции металл поддается прессованию и изгибанию, что делает изделие даже прочнее, чем при горячей ковке, так как не изменяются свойства металла, а кристаллическая решетка, наоборот, упрочняется за счет сжатия.
Холодная ковка в домашних условиях довольно простой, но, в то же время, и сложный технологический процесс, который требует опыта. Что нужно знать о такой металлообработке, а также что потребуется для изготовления изделий без разогревания материалов?
Холодная ковка своими руками
- Чертеж или схема готового изделия.
- Подбор материалов.
- Обработка металла и изготовление деталей.
- Сборка и отделка.
Чертеж
 На чертежах будущего изделия рассчитываются и отмечаются все размеры деталей, углы расположения отдельных элементов и посадочные точки.
На чертежах будущего изделия рассчитываются и отмечаются все размеры деталей, углы расположения отдельных элементов и посадочные точки.
Изготовить его можно как вручную, так и с помощью современных компьютерных программ типа AutoCAD.
Главное — выполнить схему в приблизительном масштабе, чтобы с легкостью можно было без проблем проводить расчеты. Цель такого чертежа: точное определение наименований и количество необходимых деталей, подсчет материалов, правильная окончательная сборка всего изделия.
Материалы
С прутков или квадратов производят практически все элементы: навершия, гусиные лапки, завитки, спирали, вензеля и прочие.
Но также холодным способом обрабатывают и такие заготовки, как листовой металл, стальная полоса и профильная труба. Из них изготавливают спирали, листья или те же завитки с волютой.
Размеры обрабатываемого проката зависят от мощности оборудования. К примеру, ручные станки не способны гнуть пруток толще, чем 14 миллиметров.
В некоторых случаях холодной ковкой может обрабатываться и цветной металл: медь, алюминий и другие.
Когда готов чертеж, можно с легкостью подсчитать: какое количество нужно того или иного вида проката для создания вещи.
Обработка материалов
На этом этапе создают все отдельные детали изделия и готовят их к сборке. На оборудовании, по надобности, совершается производство следующих кованых элементов.


- Лапки, пики, навершия — для завершения концов решеток или других линейных деталей.
- Завитки — к ним относят свои подвиды: волюта (концы загнуты в одну сторону), червонка (спирали в разные стороны), запятые (просто изогнутый конец прута).
- Кольца.
- Корзинки — два прута закрученные по спирали и соединенные на концах.
- Крутени (торсионы) — пруты или полосы, закрученные вокруг своей оси.
Все эти элементы производят на специальном оборудовании, способном изгибать металлические заготовки без разогрева до ковочной температуры. В мастерских для производства изделий холодной ковки своими руками применяют «золотую шестерку» верстаков: гнутик, улитку, фонарик, твистер, объемник и волну.
Обработка металлопроката построена на трех основных технологических
- Вытяжке.
- Гибке.
- Кручении.
Как и в горячей ковке, вытяжка подразумевает раскатывание металла для того, чтобы уменьшить его сечение. В холодной ковке эта технология используется для производства элементов типа пик или гусиных лапок.
Гибка — практически основной процесс, на котором построена холодная ковка. Перечисленные выше станки (кроме твистера и фонарика) работают по этому же технологическому принципу. Чаще всего используется улитка, которая формирует большой список разного рода завитков (вензелей, волот, спиралей и прочих).
Кручение построено на свойстве металла — пластичности и способности сохранять заданную форму. Во время такой обработки, заготовка закручивается под усилием вокруг своей оси. Обычно процедуру делают на твистере. Однако, такие элементы, как корзинки, производят с помощью фонарика. Он способен закрутить несколько заготовок, сформировав при этом объемный элемент.
Обычно вся обработка проводиться холодным способом, однако, иногда требуется нагрев определенных точек на заготовке. Это делают при гибке или кручении толстых деталей или же когда нужно исправить бракованные элементы. Нагревание может осуществляться в кузнечных горнах или газовым резаком до температуры 200-300 градусов, что значительно ниже ковочной температуры.
Также в холодной обработке металла используются стандартные способы: резка, рубка, шлифовка и прочие. Для этого применяют болгарки, отрезные круги, шлифовальные машины, гильотины, зубила и прочие.
Сборка и отделка
Сборка деталей в единую комбинацию проводится несколькими способами:
- На заклепках.
- На хомутах.
- Сварка.
Самый простой и быстрый метод собрать изделие — это электро- или газосварка (последняя используется реже).
Однако, некоторые детали крепят на хомуты и заклепки, если это предусмотрено стилевым оформлением.
Ранее использовалась кузнечная сварка, которая сегодня потеряла свою актуальность из-за трудоемкости процесса.
К окончательной отделке относят шлифовку, зачистку поверхностей металла, а также нанесение декоративного покрытия (лакокрасочного или любого другого). После чего работа считается завершенной и проводиться монтаж готового изделия по надобности.
А что Вы можете добавить к материалу этой статьи из личного опыта? Поделитесь им в обсуждениях и оставьте свои комментарии.
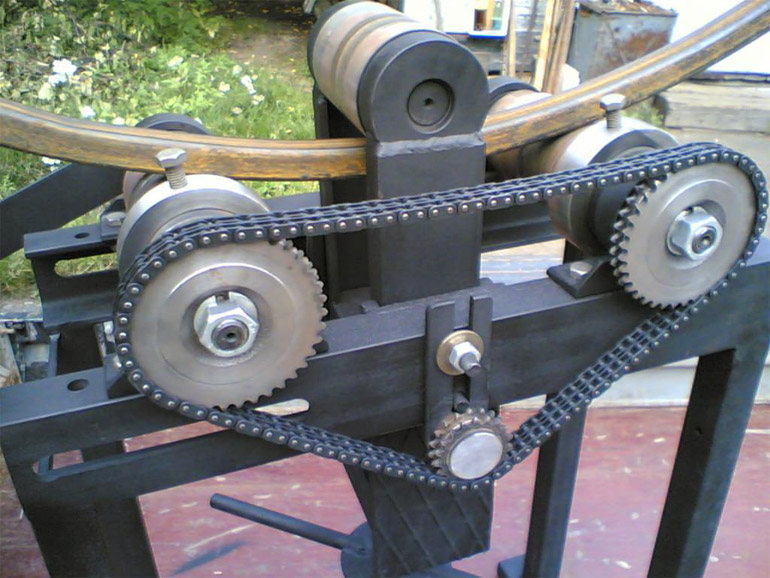
Как изготовить станок для прокатки металлической профильной трубы своими руками
Существует масса кустарных способов изогнуть профтрубу, но качественный результат можно получить только при прокатке металлопрофиля. Самым же эффективным способом прокатки является использование профилегибочного станка. Если требуется не серийное, а штучное производство арок, дуг или волн, то с задачей поможет справиться даже самодельный аппарат.
Что такое прокатка
Для возведения строений и конструкций из металлопрофиля нередко требуется труба изогнутой формы. Металлические дуги используются для изготовления навесов, козырьков, беседок, теплиц и других надворных построек и малых архитектурных форм. Из гнутых профтруб малого сечения создают элементы дизайна интерьеров и экстерьеров: ограды, ворота, стойки лестничных перил, полки, подсвечники и многое другое.
При этом придать профтрубе нужную форму без специального оборудования довольно сложно, а сделать несколько дуг одинаковой формы – почти невозможно. Тонкостенные изделия гнутся относительно легко, но при этом невозможно проконтролировать угол и радиус изгиба. К тому же в стенках при таком сгибании создаются очаги напряжения, а на внутренней стороне изгиба появляются складки, из-за чего готовое изделие имеет низкую прочность и малый срок эксплуатации.
Создать арку можно и при помощи сварки и болгарки – надрезать стенки, раздвинуть надрезы и, заполнив зазоры припоем, заварить. При наличии опыта подобных работ, небольшое количество арок изготовить возможно, но для масштабных манипуляций и создания изгибов более сложных форм этот метод не подходит – слишком трудозатратен.

Создать красивые и прочные дуги, волны и даже спирали позволяет прокатка – технологическая процедура, при которой посредством механического воздействия постепенно меняется продольная форма трубы.
Обратите внимание! Суть прокатки в том, что изменение профиля производится таким образом, что усилие прикладывается ко всей поверхности изгибаемого участка. Нагрузка распределяется по стенкам равномерно, из-за чего не возникает большого внутреннего напряжения, и изогнутое изделие получается аккуратным и прочным.
Способы прокатки профильной трубы
Относительно бережно можно деформировать профтрубу несколькими способами:
- С предварительным нагревом. Метод используется для формования изделий, имеющих ширину более 4 см. В отрезок трубы засыпают чистый песок, торцы закрывают заглушками с небольшими отверстиями для выхода газов. Затем фиксируют заготовку и шаблон в тисках и прогревают зону изгиба до 150 градусов, то есть до появления красноты. Металл становится пластичным и поддается деформации, при этом песок помогает равномерно распределить нагревание и деформирующее усилие. Нагреть и изогнуть участок трубы необходимо за один подход, так как многократное температурное и механическое воздействие приведет к снижению прочности изделия.
Обратите внимание! Необходимо использование защитной пожаропрочной одежды и плотных термостойких рукавиц. Перед началом работ следует подготовить средства пожаротушения: ведро с водой или песком или огнетушитель.
- Холодным способом с помощью пружинного трубогиба. В качестве амортизационного устройства для профтруб с шириной менее 4 см используют пружину с крюками на концах. Длина вспомогательного устройства должна быть достаточной, чтобы разместить его в трубе вдоль всего изгибаемого участка, а поперечное сечение должно быть таким, чтобы пружина без усилия протягивалась через профтрубу, почти касаясь стенок. Заготовку с закрепленной в ней пружиной фиксируют в тисках вместе с шаблоном и медленно и плавно изгибают.
- Холодным способом с помощью профилегибочного, или вальцовочного, станка. Рабочей частью устройства являются три параллельных цилиндрических валика, средний из которых расположен выше крайних. Труба пропускается между вращающимися цилиндрами, при этом заготовка опирается на нижние, а верхний прижимает ее вниз, заставляя деформироваться. Для получения изгиба нужного радиуса трубопрофиль прокатывают несколько раз – при поэтапной деформации равномерно распределяется сила воздействия и не возникает складок на внутренней стороне дуги и неравномерного растяжения на внешней.
Первые два способа подходят для прокатки труб вручную в случаях, когда не требуется изготовления большого количества гнутых деталей. Чтобы придать профилированному изделию нужную форму, придется потренироваться. Без опыта проведения подобных манипуляций желаемого результата достигнуть сложно.

Третий способ не требует особых навыков, позволяет изготавливать большое количество дуг, волн и спиралей и отличается высокой точностью, но для такого трубопроката нужен станок.
Виды вальцов для изгиба профильных труб
Прокатное устройство для деформации профтрубы коротко называют профилегибом или по аналогии с его рабочей частью – вальцами.
Устройство рабочего органа профилегибочных станков одинаково:
- корпус или станина – массивное основание конструкции,
- три вала-цилиндра – два опорных и один прижимной или ведущий,
- струбцины – насадки, фиксирующие положение труб разного размера на валах,
- устройство, регулирующее положение ведущего вала,
- управляющий механизм, отвечающий за движение валов.
Обратите внимание! Говоря о видах вальцов для изгиба профильных труб, имеют в виду не рабочие валы станка, а тип устройства в целом.
Классификация трубогибов для профтруб подразумевает разделение по способу управления устройством.
Различают несколько видов вальцов: гидравлический, электрический, ручной или механический.
Гидравлические профилегибы
Оснащены гидравлическим приводом, благодаря чему работают с большой производительностью. Опорные валы в гидравлическом станке подключены к приводу и не просто направляют трубу, а продвигают ее с нужной скоростью. Таким образом, аппарат работает без помощи человека, сводя задачу оператора к нажиманию кнопок и визуальному контролю за процессом. Такие станки – самые мощные, точные и высокопроизводительные, но массивные и дорогие. Использование гидравлических вальцов целесообразно только в условиях промышленного предприятия.

Электрические вальцы
Опорные и прижимной валы соединены цепью и вращаются с одинаковой скоростью, обеспечивая подачу и транспортировку заготовок. Такой аппарат дешевле и легче гидравлического, подходит для мелкосерийного производства трубопроката. Однако электровальцы имеют значительные габариты и вес, а для работы им необходимо подключение к электросети, поэтому сферой применения являются небольшие предприятия и частные мастерские. Покупать или изготавливать электрический трубогиб для возведения одной-двух надворных построек нецелесообразно.

Механический профилегибочный станок
Такой прибор компактен, мобилен, недорог и даже может быть изготовлен самостоятельно. При этом управляется аппарат вручную, что при изгибании труб с большим сечением требует серьезных трудозатрат. Производительность ручных вальцов низкая, поэтому используют такие устройства только для штучного изготовления гнутых профильных труб.

Самодельные приспособления
Покупка даже ручного профилегиба не всегда оправдана: если необходимо несколько дуг для возведения навеса, беседки или теплицы, приобретение аппарата сведет на нет всю экономию от самостоятельного изгибания труб, так как в итоге окажется, что дешевле было купить готовые изделия.
При наличии опыта работы со сварочным оборудованием, можно соорудить ручной вальцовочный станок самостоятельно. При этом готовые вальцы по эффективности не будут уступать заводским моделям и аппарат при желании можно будет доработать, оснастив для повышения производительности электромотором.
Как изготовить станок для прокатки самостоятельно
Для изготовления вальцов потребуются следующие инструменты и материалы:
- сварочный аппарат,
- электродрель со сверлами по металлу,
- шлифовальный аппарат,
- шуруповерт или набор ключей,
- молоток,
- толстостенные профтрубы или листовой металл,
- заготовки валов (цилиндров) и струбцин (колец), выточенные на токарном станке,
- винт с крестообразной рукоятью,
- ручка или накидной ключ,
- цепь с цепным механизмом – при желании.
Последовательность изготовления вальцов:
- Первыми изготавливают валы и струбцины – эти детали обычно покупают или заказывают в токарной мастерской, так как без специального оборудования сделать их невозможно.
- Изготавливают боковые части станины в форме перевернутой “Т” или трапеции с вертикально срезанными нижними углами.
- Изготавливают каретку – П-образную конструкцию с полумесяцами для размещения прижимного вала на вертикальных сторонах и отверстием для его штока с одной стороны. В центре горизонтальной части каретки делают отверстие для винта регулирующего устройства.
- В середине боковых элементов станины приваривают по две параллельных направляющих для каретки. Между направляющими прорезают канал для свободного движения штока прижимного вала. По краям вырезают отверстия и приваривают опоры для боковых валов.
- Проверяют свободный ход каретки в направляющих.
- Устанавливают валы на места и приваривают нижнюю часть корпуса.
- Изготавливают верхнюю часть корпуса – крышу с отверстием для регулирующего винта в центре. К отверстию приваривают цилиндр, который предотвратит перекос регулировочного устройства.
- Завершают сборку станины, приваривая крышу и дополнительные распорки, фиксирующие взаимное расположение боковых стенок.
- Устанавливают винт, пропуская его сквозь отверстия в крыше станины и горизонтальной части каретки.
- Закрепляют ручку или накидной ключ на штоке прижимного вала.
Обратите внимание! При желании можно установить цепной механизм, соединяющий все три вала. Такое устройство упростит работу с вальцами, снизив трудозатраты на прокатку труб.
Самодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию по гибки профильных труб в домашних условиях точно выполнит.
Данный трубогиб еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
Важные технические моменты при изготовлении профилегиба.
- При гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
- Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
- Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
- Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.
Как сделать ролики для профилегиба.
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки”. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Как закрепить подшипники на каркасе профилегиба.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Конструктивные особенности профилегибов.
Трубогиб можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов трубогиба.
При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают при гибке трубы, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба.
Ниже представлено несколько фотографий с различными конструктивными особенностями.
Как сделать ручной профилегиб с обкатным роликом.
Данный вид трубогиба позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Принцип такого трубогиба основан на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Важные моменты при изготовлении трубогиба с обкатным роликом.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Самодельный станок для холодной ковки своими руками чертежи
Невооружённым глазом можно заметить, что у того или иного человека появился красивый забор или ворота, различного вида предметы декорирования приусадебных участков. Всё это воплощается в реальность посредством ковки, с отсутствием каких — либо температур.
В современном обществе очень хорошо развита холодная ковка металла. За долгие годы существования такого промысла, люди создавали инструменты, с помощью которых можно производить тонкие элементы декорирования из железа.
Основные приспособления
Механизмы без которых холодная ковка была бы очень тяжёлым занятием
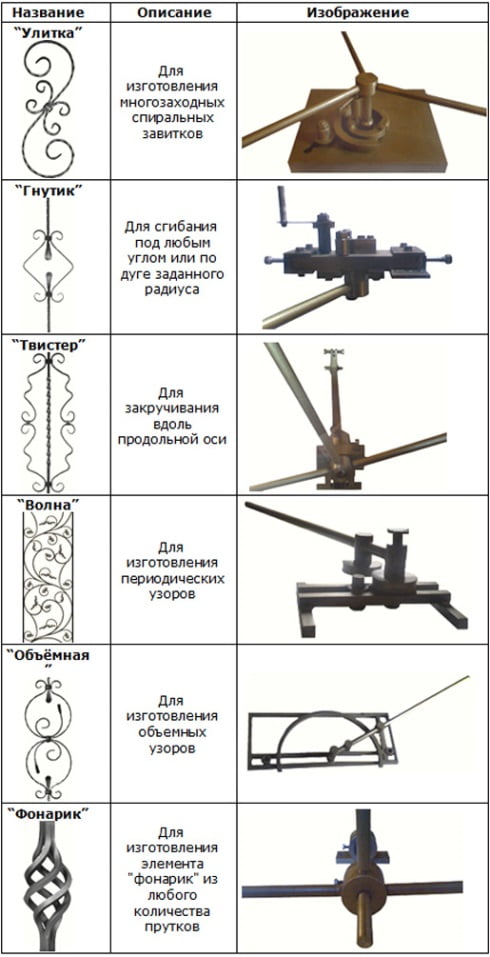
Механизм улитка
Применяется для придания отдельным участкам поковок спиралевидной формы. Как правило, сама улитка закреплена на толстой, железной
Виды станков для ковки
плите и может быть съёмной. Толщина такой плиты должна быть не тоньше 4 миллиметров толщиной. Как правило, на изделие, который создан своими руками, необходимо изготовить различные оттиски, называемые шаблонами. С помощью подготовленных шаблонов есть возможность придавать стальным прутьям различные формы.
Механическое устройство универсал
На таком устройстве осуществляется резка, клёпка и формирование. Довольно удобная вещь, в своём роде. В отличие от заводского электрического механизма, его можно также собрать своими руками и сэкономить свой бюджет.
Устройство гнутик
С помощью него производится дуговая деформация под углом. Главное заранее сделать чертежи и точно разметить градусы углов, чтобы с помощью станка производить точное сгибание прутьев.
Аналог гнутика твистер
Способствует производить сгибание вдоль продольной оси уже готового объекта. Такое приспособление можно сделать несколькими способами. По металлическому шаблону, как это распространено и закрепив на толстой доске крупные болты. Суть такого станка в том, что оба конца металлического прута зажимаются и с одной стороны, посредством вращающейся рукояти, производится скручивание.
Агрегат волна
С его помощью можно получать волнообразные заготовки из металлических прутьев. С помощью такого станка можно изготавливать периодические решётки по типу «Боярские», «Волна».
Штамповый пресс
С помощью такого пресса, на изделие наносятся штампы с различными узорами. Как правило, должно иметься огромное множество таких штампов с различными рисунками. Производится это посредством вдавливания в металл штампа. Соответственно, под давлением на металле остаются чёткие отпечатки шаблонов.
Механический узел
Для сгибания кругов из металлических прутьев, различных диаметров. Когда в конструкции декора должны присутствовать круги, такое приспособление незаменимо.
Виды холодной ковки
В кузнечном деле, червонную болванку, либо отдельную деталь, принято называть «поковкой». Такой же термин имеется и в горячей ковке металла. Только он уже означает процесс ковки металла, для придания заготовке необходимой формы.
Разновидности холодной ковки
Различают непосредственно 7 видов холодной ковки, которые производятся по строгой последовательности. Каждый вид — это определенный процесс, производимый с заготовками. Если не совершать этих действий в соответствии с требованиями, то у вас ничего не получится. Итак, рассмотрим эти виды.
Непосредственно, ковка металлических заготовок. Ковка является самым сложнейшим и объёмным процессом в кузнечном деле. Холодная ковка разделяется на следующие виды и подвиды:
Осадка
Такое действие производится под давлением. Делается это для того, чтобы уменьшить высоту заготовки и увеличить боковые размеры заготовок.
Протяжка
Это действие производится за счёт нагревания заготовки и обработке молотом. За счёт чего, уменьшается площадь поперечного сечения и происходит увеличение длины заготовки.
Прошивка
Данное действие производится для получения на заготовках необходимых отверстий. Как правило, совершая такое действие, на заготовках появляются различных размеров пазы, отверстия различных диаметров. Прошивка бывает нескольких видов:
Открытая прошивка
Производится сплошным прошивнем, за счёт вытеснения металла. Однако такое действие влечёт за собой дополнительную обработку заготовки.
Закрытая прошивка
Производится пустотелым прошивнем. Обычно используют при изготовлении больших отверстий.
Совет: «За счёт осадки и протяжки металлических заготовок, структура металла может стать хрупкой. Поэтому необходимо обращаться с заготовками аккуратно, чтобы не допустить внезапной поломки той или иной детали! В лучшем случае придётся переделывать поковку, а в худшем случае, может нанести здоровью непоправимый вред!»
На этом процесс холодной ковки не завершается, а наоборот находится в самом разгаре
Далее совершается три последовательных этапа:
Наглядный процесс холодной ковки.
Штамповка
(штампование) — называется процесс пластичной деформации заготовки, с изменением форм и размеров металла. Различают несколько видов штамповки:
Объёмная штамповка
Производится за счёт давления. Когда ковочная деталь нагрета до соответствующих размеров, она подвергается прессованию специальными штампами. Такой способ применяется на производствах, где детали, полученные таким способом, выпускаются партиями.
Листовая штамповка
Производится из листового железа. Применяется при производстве мелких и средних деталей металла. Такой вид штамповки позволяет добиться высокого качества и прочности от изготавливаемых деталей.
Прессование
Этот процесс обработки металла производится за счёт высокого давления, за счёт чего повышается плотность металла и изменяется его форма. Существует несколько видов прессования:
Прямое прессование
Такой способ позволяет получать различные профильные заготовки (прутья, трубы, профили). Процесс заключается в выдавливании металла через определённое отверстие.
Обратное прессование
При этом процессе заготовка располагается в формуляре, а давление производится в обратном направлении, нежели при прямом прессовании.
Волочение
Является процессом протягивания , уже прессованных прутьев через специальную волочильную матрицу. За счёт такого процесса можно получить проволоку, фасонные профили, трубы с тонкими стенками.
Заключительным, а также достаточно ответственным этапом является прокатка
В этом процессе участвует закон «Силы трения», за счёт которого, путём трения специальными валиками о поверхность заготовки, происходит пластическая деформация. В свою очередь различают 5 видов прокатки изделий:
Завершающий этап холодной ковки -прокатка.
Продольная прокатка
При использовании этого вида прокатки, на станке, валики вращаются в разные стороны. За счёт этого происходит постепенное обжимание и удлинение детали. В данном случае производится листовое железо, ленточное железо и полосы.
Поперечная прокатка
При данном виде прокатки, валики движутся в одном направлении. За счёт этого деталь подвергается деформации в поперечном движении. К примеру, посредством такого вида получают цилиндрические шестерёнки с накатанными зубцами.
Поперечная или винтовая прокатка
в данном случае валики на станке установлены под углом друг к другу. Тем самым поковка получает поступательное и вращательное движения. Между этих валов получается зазор и металл, попадая в этот зазор, получает свою деформацию. Такой вид прокатки используется для создания трубных заготовок, так называемых «гильз».
Проектирование станка для холодной ковки

Прежде, чем заниматься сборкой , необходимо создать проект, в котором будет подробно описано всё то, что вы собираетесь воплотить в реальность.
Однако, перед созданием своего стального детища, необходимо прочитать очень много литературы, в которой подробно описаны все приспособления. Чтобы в процессе сборки не возникло непредвиденных ситуаций, важно иметь представление о станке, его размерах и размерах каждой из деталей, которые будут задействованы в проекте.
Потому, как все детали будут производиться из чернового металла или из каких-либо деталей, которые лежат без дела в вашем гараже.
Итак, прежде чем приступить к изготовлению изделия для ковки, необходимо изготовить станину, на поверхности которой и будут располагаться все необходимые детали станка.
Чтобы иметь представление о самодельном станке и о ковке в целом, а также узнать, как собрать, посмотрите видео ролик, представленный ниже:
Теперь, когда у вас сложилось представление, можно приступить к изготовлению — станины.
Станина должна изготавливаться из прочного материала. Это может быть массив дерева, причём достаточно плотным и толстым или железная плита. Однако, она должна иметь железную опору из сваренных или прочно закреплённых к станине ножек. В готовом виде у вас должен получиться прочный верстак.
После того, как станина изготовлена и установлена в необходимом месте, можно начинать собирать и крепить все приспособления на станину.
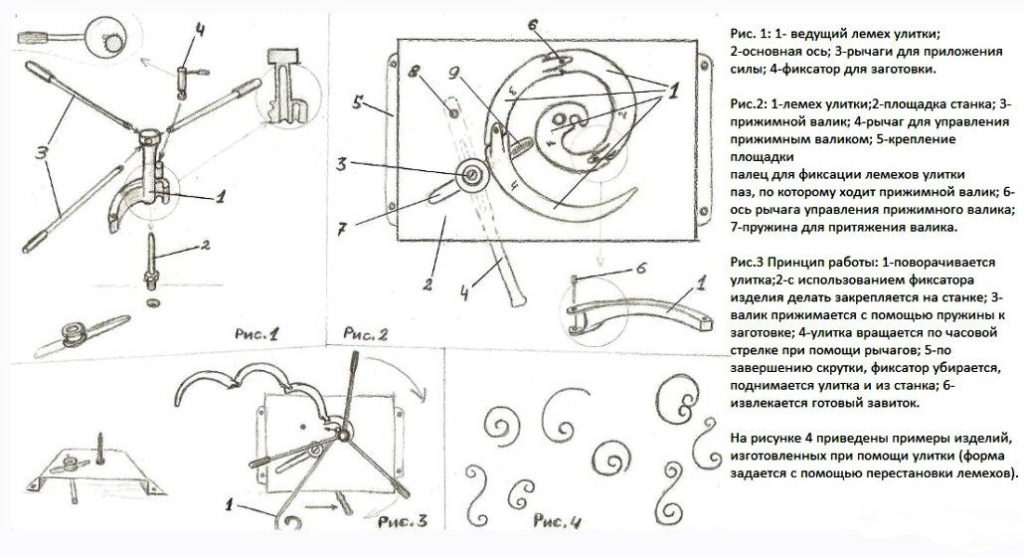
Схема сборки приспособления «Улитки».
Выше представлена схема сборки приспособления, так называемой «Улитки». Предназначена она для изготовления спиралевидных завитков на поковке.
Составляющие детали механизма
- Ведущий лемех самой улитки,
- Основная ось,
- Рычаги для совершения силовых операций,
- Фиксатор для металлической заготовки,
- Площадка станка,
- Прижимной валик,
- Палец для фиксации лемехов улитки,
- Пружина для притяжения прижимного валика,
- Рычаг управления валиком.
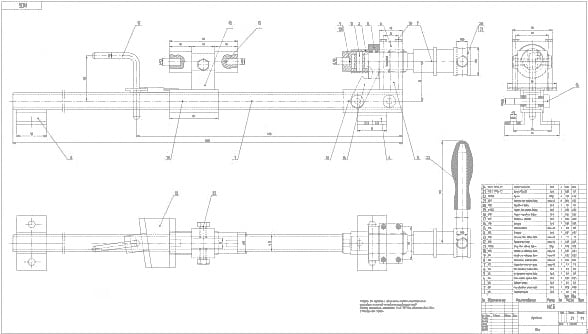
Для большей наглядности можно посмотреть архив чертежей данного приспособления. Скачать
Универсальный станок для холодной ковки предназначен для отрезания металлической полосы, металлического прутка или квадрата. Также можно пробивать отверстия под

Чертеж универсального станка
заклёпки и заклепать ту или иную деталь. Он приспособлен для сгибания под заданным углом и для производства вальцевания. Состоит такое приспособление из 39 деталей. Подробнее с ними вы сможете ознакомиться в данном архиве. Скачать
Гнутик

Предназначен для сгибания различных металлических заготовок, а также дуговых поковок определённого радиуса. Для изготовления данного станка применяют преимущественно инструментальную сталь. Это объясняется тем, что в приспособлении преобладают большие нагрузки. Состоит из рукояти, движущегося по оси углового гнутика, три валика, которые в закреплённом состоянии похожи на треугольник. Также крепёжные элементы и элементы крепления станка к станине.
Твистер
Предназначен для сгибания металлических прутьев, квадратов и полос вокруг продольной оси. Получается торсионное скручивание. Состоит из двух креплений, закреплённых на усиленной станине с отверстиями под металлический прут и рукояти, чтобы совершать движения по оси. Более подробную информацию можно найти в архиве чертежей данного приспособления.
Приспособление волна предназначено для изменения изгиба металлической заготовки, получая волнообразные детали. По своей значимости — это тот же гнутик, однако имеет волна сложную конструкцию.
С помощью штампового пресса можно совершать оттиски рисунков на металлических заготовках.
Если вы вдруг собрались сделать собственноручно, начертите обязательно все нужные эскизы и чертежи с размерами, предположительно таких же размеров, какими они будут в сборной конструкции.
Такой манёвр позволит Вам полностью иметь представление о будущем станке, поможет редактировать все детали на чертеже. Также посмотрите множество роликов в интернете на тему «Как сделать приспособления для холодной ковки?». Это даст возможность иметь представление о полной картине.
А также прочитайте немного литературных произведений, которые посвящены данному вопросу. Как изготовить ту или иную деталь, а также, из какого материала она должна быть изготовлена, вы тоже должны изучить. Когда вы будете знать наверняка, что к чему, вы с лёгкостью сможете сделать станок своими руками!
Ниже представлены три видео ролика посвящённые отдельным частям механического узла, без применения высоких температур:
Приспособление «Гусинная лапка» видео
Приспособление «Твистер» видео
Приспособление «Улитка» видео
Прокатка профильной трубы для холодной ковки



В чем ваша выгода?
Надежность
Благодаря специальной конструкции и стали повышенной прочности СТ 45
Экономия денег
Вы не оплачиваете наценки дилеров, т.к. мы являемся производителем станков
Безупречная прокатка
За счет насечки и ограничителей на роликах труба не проскальзывает и не ходит в стороны
Гарантия возврата
Если вас не устроит профилегиб, мы вернем вам его полную стоимость без лишних вопросов
Трубогибочные станки ООО «ИНТех» Тверь

Трубогиб профильной трубы Умелец Ручной без насечки
Станок используется для прокатки /по радиусу/ прямоугольной трубы до 50х25 мм, стенка 2 мм — минимальный радиус гиба 500мм; для трубы 40х40 мм, стенка до 3мм — минимальный радиус гиба 1000 мм; полосы, прутка и трубы 20х20 мм — минимальный радиус гиба 200 мм. Скорость проката: 70 мм/оборот Валы гладкие, ширина 52 мм Габаритные размеры 350х200х350 мм. Диаметр вер..
ЗАКАЗАТЬ ЗА 6 990ք 9 490ք
Трубогиб профильной трубы Умелец Ручной с насечкой
Станок используется для прокатки /по радиусу/ прямоугольной трубы до 50х25 мм, стенка 2 мм — минимальный радиус гиба 500мм; для трубы 40х40 мм, стенка до 3мм — минимальный радиус гиба 1000 мм; полосы, прутка и ВГП трубы 20х20 мм — минимальный радиус гиба 200 мм. Скорость проката: 70 мм/оборот. Валы с насечкой, ширина 52 мм. Габаритные размеры 350х200х350 мм. Ди..
ЗАКАЗАТЬ ЗА 7 990ք 10 990ք

Трубогиб профильной трубы ТВ-2 Ручной
Станок используется для прокатки /по радиусу/ прямоугольной трубы до 50х25 мм, стенка 2 мм — минимальный радиус гиба 1500мм; для трубы 40х40 мм, стенка до 3мм — минимальный радиус гиба 1000 мм; полосы, прутка и ВГП трубы 20х20 мм — минимальный радиус гиба 160 мм. Скорость проката: 220 мм/оборот. Валы с насечкой, ширина 52 мм. Габаритные размеры 500х200х400 мм. ..
ЗАКАЗАТЬ ЗА 13 490ք 18 990ք

Трубогиб профильной трубы ТВ-2H Ручной
Станок используется для прокатки по радиусу прямоугольной трубы до 50х25 и 40х40, полосы, прутка минимальный радиус гиба 160 мм Комплектуется стопорными кольцами для фиксации профиля. Так же со временем выявилось, что средний(прижимной) ролик при интенсивной работе обрастает бороздами что влияет на качество прокатки профиля. с мая 2015 года было принято решение средний ролик подвергать закал..
ЗАКАЗАТЬ ЗА 12 490ք 14 990ք

Трубогиб профильной трубы ТВ-2У Ручной усиленный
Квадратная труба: 40×40 стенка 2 мм Прямоугольная труба: 60×30 стенка 2 мм ВГП труба: д/у 32 мм стенка 2,5 мм Круг: д/у 20 мм Полоса: 60×4 мм Цвет готовых изделий может отличаться от представленных в каталоге. Полное описание и общие характеристики профилегибов ИНТех ..
ЗАКАЗАТЬ ЗА 14 990ք 19 990ք

Трубогиб профильной трубы ТВ-3 Ручной
Станок используется для прокатки профильной трубы по радиусу до 50x50x2 мм , полосы 60×8 мм, пруток 20 мм. Цвет готовых изделий может отличаться от представленных в каталоге. ..
ЗАКАЗАТЬ ЗА 22 990ք 26 990ք

Трубогиб профильной трубы ТВ-3У Ручной усиленный
Квадратная труба:50×50 стенка 2 мм Прямоугольная труба: 120×60 стенка 2 мм ВГП труба: д/у 36 мм стенка 2,5 мм Круг: д/у 25 мм Полоса: 60×6, 100х4 мм Станок идеально подходит для выполнения любых тяжелых задач. Цвет готовых изделий может отличаться от представленных в каталоге. ..
ЗАКАЗАТЬ ЗА 32 990ք 36 990ք

Трубогиб профильной трубы ТВ-1У Ручной
Станок используется для прокатки профильной трубы по радиусу труба до 60х40х2 мм, полоса 60х8 мм, пруток до 20 мм минимальный радиус гиба 400 мм.Так же возможно укомплектовать роликами под любую круглую трубу до ф50.8 Цвет готовых изделий может отличаться от представленных в каталоге. ..
ЗАКАЗАТЬ ЗА 24 990ք

Трубогиб профильной трубы ТВ-4 Электрический
Станок используется для прокатки профильной трубы по радиусу до 50х25х1,5 мм, полосы 50х8 мм, пруток 16 мм Комплектуется стопорными кольцами для фиксации профиля. Аналог ТВ-2, но имеющий электропривод. Станок идет под напряжения 380В. Станок подходит для применения в домашних и дачных условиях. Цвет готовых изделий может отличаться от представленных в каталоге. ..
ЗАКАЗАТЬ ЗА 32 990ք

Трубогиб профильной трубы ТВ-5 Электрический
Станок используется для прокатки профильной трубы по радиусу до 50x25x2мм, полоса 50х4 мм , пруток 16 мм. Полезная ширина роликов 52мм. Минимальный радиус гиба профильной трубы 20х20х2мм -125мм. Есть возможность подключения на 220В (10000 руб.) Цвет готовых изделий может отличаться от представленных в каталоге. ..
ЗАКАЗАТЬ ЗА 39 990ք
-280x190.jpg)
Трубогиб профильной трубы ТВ-6 (380В) Электрический
Станок используется для прокатки профильной трубы по радиусу труба до 60х40х2 мм, полоса 60х8 мм, пруток до 20 мм и профильная труба 20х20х2мм минимальный радиус гиба 160мм. Трубогиб в базовой комплектации на 380В. по заказу можем изготовить на 220В дополнительно установив частотный привод (10000 руб) Также возможно укомплектовать роликами под круглую трубу ВГП ф40 стенка 2мм, нержавей..
ЗАКАЗАТЬ ЗА 54 990ք

Трубогиб профильной трубы ТВ-7 Электрический эконом
Станок используется для прокатки профильной трубы по радиусу труба до 60х40х2 мм, полоса 60х8 мм, пруток до 20 мм, минимальный радиус гиба 400 мм. Комплектуется регулируемыми кольцами для фиксации материала. Цвет готовых изделий может отличаться от представленных в каталоге. ..
ЗАКАЗАТЬ ЗА 44 990ք
-280x190.jpg)
Трубогиб профильной трубы ТВ-8 (380В) Электрический двухсторонний
Станок используется для прокатки по радиусу прямоугольной трубы до 60х60, полосы, прутка минимальный радиус гиба 150 мм. Комплектуется роликами на большую ширину прокатки 42 мм и 82 мм. Станок отлично подходит для различного производства.Так же возможно укомплектовать роликами под любую круглую трубу до ф57 Имеется возможность подключения 220В (15000 руб.) Цвет готовых изделий может от..
ЗАКАЗАТЬ ЗА 87 990ք

Трубогиб профильной трубы ТВ-9 Горизонтальный
Станок используется для прокатки профильной трубы по радиусу до 80х40х2 мм, 80х80х2 мм. Полоса 60х8 мм, пруток 25 мм, круглая труба до 57х3.5 мм. Комплектуется роликами для прокатки профильной трубы шириной 82 мм.Так же возможно укомплектовать роликами под любую круглую трубу до ф60 Имеется возможность подключения 220В (15000 руб) Цвет готовых изделий может отличаться от представленных в ..
ЗАКАЗАТЬ ЗА 89 990ք

Трубогиб профильной трубы ТВ-10 Горизонтальный
Станок используется для прокатки профильная трубы 80х40 и 100х50 стенка от 2 до 4 мм, полоса 100х8 мм, пруток до 25 мм, круглая труба до 76х3.5 мм, швеллер 100 мм, мин. радиус прокатки 300 мм. Комплектуется роликами для прокатки профильной трубы шириной 105 мм. Имеется возможность подключения 220В (15000 руб.) Цвет готовых изделий может отличаться от представленных в каталоге. ..
ЗАКАЗАТЬ ЗА 147 990ք

Станок усиление профильной трубы (3 ручья)
Предназначен для снятия напряжения профильной трубы 10х10мм,15х15мм,20х20мм + сплющивание проф трубы ..
ЗАКАЗАТЬ ЗА 12 999ք

Станок усиление профильной трубы (4 ручья)
Предназначен для снятия напряжения профильной трубы 10х10мм,15х15мм,20х20мм, 25х25мм.+ заплющивание концов проф трубы для художественной ковки Цвет готовых изделий может отличаться от представленных в каталоге. ..
ЗАКАЗАТЬ ЗА 14 999ք 18 990ք

Станок усиление профильной трубы электрический
Предназначен для снятия напряжения профильной трубы 10х10мм,15х15мм, 20х20мм. Цвет готовых изделий может отличаться от представленных в каталоге. ..
ЗАКАЗАТЬ ЗА 44 990ք

Кузнечная улитка для холодной ковки
Технические характеристики. Квадрат до 12х12 мм. Круг до 10 мм. Полоса до 20х5 мм. Вес 10 кг. Цвет готовых изделий может отличаться от представленных в каталоге. ..
ЗАКАЗАТЬ ЗА 9 990ք 13 990ք

Оригинальный завиток 3 в 1 (ручной) для холодной ковки
Технические характеристики. Квадрат до 12х12 мм. Круг до 12 мм. Полоса до 20х5 мм. Вес 10 кг. ..
ЗАКАЗАТЬ ЗА 12 990ք 17 990ք

Комплект станков для холодной ковки
ДЛЯ СТАРТА БИЗНЕСА ИЛИ УКРАШЕНИЯ КУЗНЕЧНЫМИ ЗАВИТКАМИ ВАШЕГО УЧАСТКА. Комплект из 3-х станков (5 функции). Торсион+Корзинка для холодной ковки;Кузнечная улитка для холодной ковки;Насадки от станка оригинальный завиток. Торсион+Корзинка для холодной ковки Технические характеристики. Квадрат до 14х14 мм. Полоса до 20х4мм, 25х4 мм. Вес 17 кг. Кузн..
ЗАКАЗАТЬ ЗА 32 999ք 46 000ք
Торсион для холодной ковки
Станок для закручивания прутков и полосы. Рабочие детали выполнены из стали 45 и прошли термическую обработку. В станке установлен подшипник 6009. Технические характеристики. Квадрат до 14х14 мм. Полоса до 20х4мм, 25х4 мм. Вес 17 кг. Работает с квадратом 10,12,14мм. Полоса 20х4мм, 25х4мм. Цвет готовых изделий может отличаться от представленных в кат..
ЗАКАЗАТЬ ЗА 9 999ք 16 990ք

Торсион+Корзинка для холодной ковки
Станок для закручивания прутков и полосы. Также для формирования корзинок и скручивания спирали. Рабочие детали комплектации торсион+корзинка выполнены из стали 45 и прошли термическую обработку. В станке установлен подшипник 6009. Технические характеристики. Квадрат до 14х14 мм. Полоса до 20х4мм, 25х4 мм. Вес 17 кг. Цвет готовых изделий может отличаться от ..
холодная ковка своими руками
Главная страница » холодная ковка своими руками
На данной странице вы найдете сведения по теме “холодная ковка своими руками”, а также ссылки на другие страницы нашего сайта, которые связаны с данной темой. Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.
 В металлообработке, в основном в заготовительном производстве, используется технологическая операция ковка. Формообразование заготовки при выполнении этой операции производится обработкой давлением. Деформация металла становится возможной при нагреве его до определенной температуры.
В металлообработке, в основном в заготовительном производстве, используется технологическая операция ковка. Формообразование заготовки при выполнении этой операции производится обработкой давлением. Деформация металла становится возможной при нагреве его до определенной температуры.
Однако некоторые технологические операции, например гибка заготовок, возможно выполнить без нагрева. Материалом для таких работ являются пластичные малоуглеродистые стали, медь, латунь, дюралюминий и другие сплавы, обладающие свойством легко деформироваться. Такой вид обработки объединили под названием холодная ковка, хотя в чистом виде она ковкой не является. Применение эта технология нашла в изготовлении художественных изделий своими руками. Особенности холодной ковки разбираются в этой статье.
Оборудование для ковки металла в домашних условиях
Без специального (иногда универсального) оборудования, станков и оснастки получить изделия художественной формы не получится. Гибка, прессование, нанесение рисунка на поверхность изделия производится с помощью ручных или машинных приспособлений. В домашних условиях применяются следующие виды станков для холодной ковки.
- Гнутик. Приспособление предназначено для изгиба проката или полосы на угол произвольной величины. Эксцентриковый привод, гибочный штамп и закаленные ролики смонтированы на прочном основании. При необходимости к этому ручному станку добавляется дополнительная оснастка.

Станок для холодной ковки PROMA Gnutik 0005
- Улитка. Создает из проката изделия в виде спирали, находящейся в одной плоскости. Основным элементом конструкции является кондуктор, который выполняется в форме завитка, напоминающего улитку. Под каждый вид спирали изготавливается свой кондуктор.

Станок типа улитка PROMA. Фото ВсеИнструменты.ру
- Твистер. Приспособление дает возможность закручивать прутки вокруг своей оси. Заготовка фиксируется во вращающейся головке и ползунке и при помощи рукоятки закручивается на нужную величину. При скручивании длина заготовки уменьшается, поэтому ползунок должен иметь возможность передвижения вдоль оси.

Станок для холодной ковки типа Твистер Blacksmith M3-TR
Для получения качественных изделий закручивание прутков вокруг своей оси лучше производить на механизированном оборудовании. Твистер, в составе с электромотором и червячным редуктором, дает равномерную дозированную нагрузку, какую нельзя обеспечить ручной. При этом значительно облегчает усилия, которых требуется достаточно много при закручивании прутков.
- Фонарик. Представляет собой переплетение прутков в форме вытянутых по винтовой поверхности спиралей. По аналогии с твистером, конструкция состоит из вращающейся головки и ползунка. Добавляется вставка в виде вала, на которую ложится пруток при намотке.

Станок для ковки PROMA Корзинка Фонарик. Фото ВсеИнструменты.ру
- Волна. Ручное приспособление создает узоры в виде набегающих волн. Между двумя роликами и упором пропускается пруток. Подвижный ролик, обкатываясь по неподвижному, создает на прутке изгиб в виде волны. Длину волны изменяют, увеличивая/уменьшая расстояние между роликами.

Станок для холодной ковки типа Волна
- Глобус. Заготовка изгибается по дуге. Концы также гнутся в зависимости от фантазий автора. Основой для приспособления служит шаблон в виде дуги. На ручке расположен ролик, который при ее движении обкатывает дугу. Заготовка, расположенная между роликом и шаблоном, принимает требуемую форму.

Станок глобус (объемник) для холодной ковки. Фото КовкаПРО
- Станок для гибки профильных труб является популярным видом станков с рычажным управлением.

Своими руками

Сварочный аппарат с зарядным устройством «SSVA-160-2».
Как видно из описания конструкции ручных станков, изготовить их своими руками вполне доступно. Для выполнения работ потребуются следующие материалы и инструменты:
- стальные листы и полосы;
- металлические прутки;
- стальные квадратные трубы;
- подшипники;
- крепежные изделия;
- угловая шлифовальная машина (болгарка);
- сварочный аппарат;
- шлифмашинки для зачистки поверхности.
Помимо навыков слесаря надо обладать квалификацией хорошего сварщика. Качественный сварной шов является залогом прочности любого вида станков для холодной ковки: улитка, фонарик, глобус и прочие.
Инструменты и приспособления в большинстве случаев собираются самостоятельно.
Купить
При объемах производства, соизмеримых с масштабами небольшого предприятия, возможно рассмотреть приобретение оборудования, выполняющего все виды работ холодной ковки. В случае стабильной номенклатуры изделий дорогостоящий ручной станок: улитка, гнутик или любой другой – окупится за счет более производительной работы.

Станок для холодной ковки типа Улитка Stalex SBG-30. Фото КовкаПРО
Необходимые расходные материалы: профильные трубы, прутки и прочие
Основными материалами, из которых выполняются изделия методом холодной ковки, являются:
- сплошной круглый пруток;
- профильный прокат;
- металлическая лента;
- квадратный пруток (на картинке).

При работе своими руками используют небольшие типоразмеры заготовок, где не требуется применять большие усилия. Так, например, квадратный пруток — 10-12 мм., металлическая лента толщиной около 3 мм. Из этих материалов легко подготовить заготовки для операций холодной ковки: не требуется особых трудозатрат, чтобы отрезать в нужный размер.
Как сделать различные изделия
Технология холодной ковки позволяет изготавливать изогнутые и витые детали разнообразной формы. Дизайнер, обладающий художественным вкусом, способен создать из них оригинальные композиции. Ограды и решетки, навесы и крылечки, столики и скамейки – многие из них выполнены с помощью холодной ковки, привнося в свой дизайн признаки художественного произведения.
Для начинающего приоритетом будет освоить изготовление декоративных завитков. Они являются основой для изготовления большинства изделий холодной ковки. Поэтому в первую очередь надо овладеть производством на станке улитка.

Создание завитка для балясины на самодельном кондукторе
Далее, с целью увеличения разнообразия продукции, изучить и применить на практике станок твистер. Остальные ручные приспособления внедрять по мере роста мастерства и увеличения видов продукции.
Сделай сам: подставки для цветов
Обзор посвящен самостоятельному изготовлению оконной цветочницы (балкончика) с завитками и патинированием. Подробная инструкция представлена здесь.
Изготовление узоров
Обзор посвящен изготовлению фигурных балясин, служащих узором для лестничных перил. Гибка квадратов выполняется на самодельном кондукторе.
Изготовление элементов, как делать
Начинать изготовление нужно с эскиза элемента. Если это возможно, то выполнить его в натуральную величину.

Холодная ковка и сварка, решетка из завитков с хомутами
В зависимости от имеющегося оборудования подбирается материал. Ручная оснастка не может согнуть пруток толще 14 мм.
На специальной оснастке изготавливаются:
- лапки, пики (завершающие элементы концов деталей);
- спирали, завитки;
- кольца;
- корзинки (два прутка закрученные вокруг продольной оси по винтовой поверхности);
- прутки или полосы закрученные вокруг своей оси.
Технология изготовления основана на трех основных операциях: вытяжка, гибка, кручение.
Сборку элементов в единую композицию собирают при помощи заклепок, хомутов или сварки. Сварка самый простой и эффективный способ.
При окончательной отделке изделие зачищают и наносят декоративное покрытие.
Длина, размеры заготовок
С помощью эскиза, выполненного в натуральную величину, легко рассчитать длину заготовки. На линию, образующую контур элемента, наложить мягкую проволоку. Размер длины вытянутой проволоки будет соответствовать размеру развертки элемента. Если добавить небольшой припуск, то получим размер заготовки.
Для измерения длины кривых линий применяется прибор под названием курвиметр. Зубчатым колесиком повторяют путь кривой, а на шкале выносится искомый показатель.
В проектировании деталей все больше применяются компьютерные программы. В них закладываются данные, которые оказывают влияние на геометрию детали при обработке холодной ковкой. Такая программа выдает готовые размеры заготовки.
Завитки
В видеообзоре представлен процесс гибки круглых прутков диаметром 10 мм. Мастером используется станок типа улитка со съемными кондукторами разных форм и размеров.
Цветы
В обзоре представлен полная и подробная инструкция изготовления цветка: от прорисовки элемента на металле до крепления детали в общую композицию.
В видео представлен процесс изготовления розы по методу холодной ковки, с помощью бумажных шаблонов, самодельных ножниц по металлу, двери, болгарки, электродов, а также дополнительных инструментов и приспособлений, сделанных из подручных средств.
Фонарики
Инструкция по гибке круглых (диаметр 6 мм.) и квадратных (6х6 мм.) прутков на станке фонарик для изготовления одноименных элементов.

Кованые дровницы своими руками
Кованая дровница представляет собой удобный и практичный аксессуар для камина, мангала или печи. Небольшой запас дров, хранящийся в доме, ускорит процесс растопки. Кроме этого, подобное решение позволяет аккуратно хранить поленья. Прочное изделие из металла не сломается под тяжестью вязанки дров. Красивый и яркий дизайн.
Как мы делали столик (холодная ковка)
Решил я описать в деталях и по порядку, с фотографиями, как мы делали холоднокованный столик. Круглый столик. Кузнечной работы, как таковой, немного, только гибка и сварка. Итак, делаем столик: На специальном приспособлении выгибаем круглые основания для столешницы. Материал- пруток- квадрат 12 миллиметров. Идем дальше, выгибаем.
Как сделать станок для холодной ковки своими руками

Кованые заборы, ограды, садовая мебель – дорогостоящие предметы экстерьера, а с помощью самодельного оборудования и навыков можно собственноручно изготавливать металлоконструкции даже на продажу. В статье расскажем, как сделать простой ручной станок для холодной ковки металла своими руками, а также дадим чертежи.

Разновидности станков
В зависимости от используемой технологии и получаемого результата, а также в связи с затрачиваемыми ресурсами на работу с заготовкой и возможности, и функции устройства, все их можно разделить на категории. Одни могут быть изготовлены в домашних условиях, другие – только на заводах.
Станок «Улитка»

Сам корпус состоит из спирали, в которую помещается металлопрофиль или металлический жгут. Изделие имеет несколько сегментов, чем их больше, тем сильнее происходит закручивание. Отлично, когда можно менять одни фрагменты на другие, чтобы изменять радиус полученного изгиба, тогда одним аппаратом можно будет пользоваться для выполнения разных задач.
Коротко об основных узлах приспособления:
- Каркас – он создается из металлических прочных швеллеров, уголков или труб.
- Станина с округлой поверхностью – на нее накладывается большая нагрузка, поэтому необходимо делать ее максимально прочной.
- Вал из толстостенной трубы для вращения.
- Рычаг, который крепится к цилиндрическому ролику в середине.
- Сами сегменты улитки. Их можно предварительно расчертить прямо на столешнице, измерить, а потом сделать из стали, или воспользоваться картонными шаблонами с последующим изготовлением из металлического листа.
Торсионное оборудование для холодной ковки своими руками

С помощью такого станка можно получить не завитки, а красиво закрученные вокруг своей оси фрагменты из металлопрофиля. Трубы и круглые прутки подвергать такому изгибу нельзя, но полые и сплошные изделия из металла с квадратным сечением смотрятся с витым рисунком очень изящно.
Аппарат для продольного скручивания состоит из станины (из швеллеров или двутавра) с крепко установленным зажимом. В тисках будет закрепляться неподвижный участок заготовки. На втором конце, подвижном, имеются ролики, которые приводят этот участок в движение. Кончик металлопрофиля также зажимается в фиксаторе. От наконечника идут длинные рукояти (чем рычаг длиннее, тем больше прикладываемая сила) – они приводят в движение аппарат.

Станок «Гнутик»
Приспособление напоминает штамповку или пресс, поскольку активной является только одна часть, а низ с креплением остается пассивным. На неподвижной станине монтируется два вала, они удерживают заготовку (трубу, металлопрофиль). Подвижный элемент – клин – находится предварительно внизу, но когда деталь помещается между опорами и рычагом, то последний приходит в движение и «проминает» плоскость. Получается зигзаг, или «гнутик», как на фото:
Станок «Волна»

Часто такие приспособления делаются не самостоятельно, а приобретаются. Они универсальны и подходят для изготовления изгибов с разными радиусами. Конструкция самодельного оборудования для холодной ковки состоит из столешницы с двумя дисками разного или одинакового размера, при этом один опорный, а второй подвижный. К нему прикреплен вороток, с помощью которого приводят в движение всю систему.
Особенность в том, что можно передвигать расположение элементов, а также менять круги на другой диаметр – это позволяет изменять радиус изгиба.

Станок — пресс
Это аппарат позволяет делать приплюснутые наконечники шестигранников, прутков, металлопрофиля. Он состоит из двух прочно приставленных друг к другу валов – между ними находится минимальный зазор. Они могут быть полностью гладкие или рифленые. В первом случае получится классическая плоская пика, во втором – «гусиная лапка» с рифлением.
В гнездо между двумя роликами необходимо просунуть заготовку, затем привести в движение аппарат посредством рычага, затем обратно. Движение достаточно сильное быстрое, чтобы произвести прокат. Так выглядит результат процесса:

Отличия холодной ковки
Основная разница при процедуре – нет дополнительной термообработки,то есть нагрева. Деформации производятся в обычных для стали температурных условиях.

- простое оборудование, которое можно изготовить своими руками;
- нет потребности в печи и прочих приспособлениях для кузнечных работ;
- необходимо применять физическую силу, но можно оснастить аппаратуру электроприводом;
- эстетичный внешний вид и оставление всех технических качеств и свойств.

Устройство станков для ковки по холодному типу
В зависимости от разновидности конструкция различается, но есть общие черты:
- крепкая станина – она должна выдерживать вес заготовки плюс усилие, с которым поворачивается рычаг;
- все элементы выполняются из надежной стали – деревянные шаблоны слишком мягкие, чтобы гнуть на них твердый металл, но алюминий или тонкостенный стальной лист – почему бы нет;
- обычно это стационарное устройство.
Остальные конструктивные особенности зависят от видов.

Оснащение электроприводом торсионного станка для холодной ковки
Электризация – бессмысленное мероприятие и затратное, если вам нужно согнуть одну или две заготовки. Но в случае, если вы намерены изготавливать изогнутые элементы для целого забора или заниматься этим делом профессионально, то без помощи электродвигателя не обойтись. Что это дает:
- увеличение скорости;
- эффективность и продуктивность агрегата в целом тоже повышается;
- стабильная и постепенная работа;
- надежная фиксация, отсутствие влияния человеческого фактора (разного рода ошибки при прокручивании рычага);
- работник значительно меньше утомляется.
Если вы планируете многосерийное производство, необходимо поставить двигатель и ремни для передачи энергии в механическое движение, но предварительно следует произвести расчеты.

Построение завитка для станка своими руками
Раздел актуален для тех, кто делает «улитку». Удобнее всего нарисовать на столешнице логарифмическую спираль, сделать в поворотных точках крепления, чтобы разделить всю кривую линию на съемные части. Затем мы рекомендуем из бумаги/картона сделать шаблоны и после перенести их на сталь.
Основная сложность заключается в расчетах. Радиус от центра к крайней точке постоянно увеличивается и растет в зависимости от количества витков и желаемого изгиба. Мы привели пример чертежа уже с нанесенными размерами, но их можно рассчитать для себя:

Сооружение станка для холодной ковки
Мы рекомендуем уже на этапе проектирования предусмотреть необходимость менять диаметр изгибов, поэтому нужно:
- сделать несколько отверстий для креплений – так можно будет при необходимости передвинуть один из элементов (вал, часть улитки и пр.);
- подготовить съемные детали других размеров, например, круги большего и меньшего радиуса.
Крепление насадок удобнее всего осуществлять посредством болтов.

Как построить завиток
Когда вы уже приступите к изготовлению, вы поймете, что для каждого отдельного изделия нужен свой шаблон с уникальными параметрами. Поэтому мы рекомендуем сделать несколько заготовок со стандартными габаритами, а затем устанавливать их на станину в зависимости от потребностей.
Основной аппарат, который используется, – это «улитка», здесь все построено на логарифмической спирали. Радиус каждого витка при повороте больше, чем в предыдущей точке.

Улитка с рычагом
Мы много рассказывали об этом приспособлении, посмотрим, как им пользоваться:
Торсионы
Винтовое скручивание прутьев возможно и вовсе без станочного оборудования. Как это сделать: если прут поместить внутрь трубы, а один конец зажать в тисках, то можно просто у основания второго зафиксированного края начать вращение с помощью рукояти. Скованное пространство не позволит заготовке делать непроизвольные изгибы, так как все витки будут одинаковыми. Но, на весу проводить процедуру не удобно, намного лучше, если все конструктивные элементы будут иметь свое статичное положение на крепкой столешнице. А еще лучше – если придется не руками крутить вертушку, а только нажимать на кнопку.

Об электроприводе торсиона
У автора видео представлен многофункциональный станок, где есть скручивание в различных плоскостях, в том числе торсионное:
Волна и зигзаг
Если вам нужны не завитки и окружности, а лишь небольшие изгибы – волнообразные или зигзагообразные, более острые, то понадобится «гнутик». О его оснащении мы уже рассказали. Теперь объясним то, что действующие элементы (их три – два статичных, один – подвижный) могут заменяться. Так круглые валы для мягкой волны могут быть заменены на клинья с острыми углами, что дает ровный и четкий зигзаг.

Сборка устройства
Рекомендуем все элементы на предварительном этапе подсоединять на не очень прочные крепления (не нужно сразу работать сваркой), поскольку при проектировании могли быть допущены ошибки. Начните с болтов, а затем проведите тестовый запуск. Если вас полностью устраивает конструкция, то можно произвести финальную сборку с наиболее крепкими соединениями, в том числе с использованием сварочного аппарата.

Соединение и покраска деталей
Внутренняя часть улитки, которая имеет постоянный контакт с заготовками, не должна быть окрашена, а только тщательно отполирована – без зацепок и ржавчины. Остальные части могут быть покрыты любым ЛКП.

Как обойти камень
Итак, вопрос – делать самому или покупать уже готовую аппаратуру? Если вам нужна высокая производительность и точность, то лучше заказать заводской агрегат. В случае, когда вам нужно загнуть одну-две заготовки, то можно сделать самый простой «гнутик».

Изделия, произведенные методом холодной ковки
Сделать можно многое, мы перечислим самые распространенные способы применения:
- Садовая мебель: столы, скамейки, стулья, мусорные урны.
- Качели.
- Ограды, заборы и украшение сплошных ворот.
- Балконные перила, а также поручни для лестниц, ступеней. Сами витые конструкции.
- Козырьки и крытые дворы.
- Амбары, теплицы с металлическим каркасом, а также любые металлоконструкции, где может понадобится гнутый металлопрофиль.

В статье мы дали чертежи самодельных станков для холодной ковки своими руками, рассказали о их особенностях и отличиях. В качестве завершения темы посмотрим еще одно видео о том, как в домашних условиях изготовить полноценное оборудование:
Холодная ковка своими руками
В металлообработке, в основном в заготовительном производстве, используется технологическая операция ковка. Формообразование заготовки при выполнении этой операции производится обработкой давлением. Деформация металла становится возможной при нагреве его до определенной температуры.
Однако некоторые технологические операции, например гибка заготовок, возможно выполнить без нагрева. Материалом для таких работ являются пластичные малоуглеродистые стали, медь, латунь, дюралюминий и другие сплавы, обладающие свойством легко деформироваться. Такой вид обработки объединили под названием холодная ковка, хотя в чистом виде она ковкой не является. Применение эта технология нашла в изготовлении художественных изделий своими руками. Особенности холодной ковки разбирем в этой статье.
Ограды, перила для лестниц и балконов — тоже можно сделать своими руками 
Козырек над крыльцом методом холодной ковки 
Перила для крыльца — украшение, а не исключительно утилитарное приспособление 
Можно сделать беседку и кованную мебель 
Ворота как в сказке 
Какие вообще устройства используются
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
- Торсионные. С их помощью четырехгранные прутки или полосы металла скручивают в продольном направлении. Получается витые столбики, которые называют еще торсионами.
Так выглядит торсион и одноименный станок

- Фонарик. На этом устройстве тоже скручивают пруток в продольном направлении, только еще дополнительно изгибают его и в поперечном направлении. Получается нечто похожее на фонарик. Отсюда и название устройства.
Так делают «фонарик»
- Твистеры или улитки. Формируют плоские завитки разного диаметра.
Приспособление для холодной ковки улитка — для формирования завитков
- Гибочные станки или гнутики. Позволяют изогнуть прутки или арматуру под требуемым углом в любом месте.
Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)
- Волна. По сути это тоже гнутик, но более сложной конструкции — он позволяет менять направление изгиба, получая волнообразные детали.
Станок «Волна» — для формирования соответствующего рельефа
- Приспособления для обработки концов деталей — инерционно-штамповочные станки или другие самодельные устройства.
Станки для оформления концов прутков. В данном случае — гусиная лапка
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
Один из самодельных станков для холодной ковки 
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Чертеж станка для холодной ковки «Улитка» 
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
Вариант крепления рычага 
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
Рычаг должен быть надежным, с усилением 
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Вариант кондукторов для улитки 
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка 
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Подшипниковый узел 
Фиксатор для заготовки 
Так выглядит конструкция в целом 
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки ссотрите в видео:
Видео про самодельные приспособления и станки для холодной ковки
Автор статьи: 
Трубогиб или станок для проката профильной трубы своими руками
Приобретение частного дома или загородного участка редко связано с желанием проводить выходные пассивно. Пройдет совсем немного времени и на участке возникнет теплица, укрытая поликарбонатом, а над верандой дома будет установлен причудливый козырек, способный защитить от дождевых капель и палящего солнца.
Основой для подобных важных и нужных конструкций становится каркас, созданный из гнутых профильных труб. Ну а для того чтобы получить изгиб заданного радиуса и формы необходим трубогиб. В данной статье мы поговорим о том, как изготовить подобный станок для прокатки труб, без которого домашнему мастеру не обойтись.

Что такое трубогиб и зачем он необходим

Продукция промышленного производства
Станок для проката профильной трубы или трубогиб – это техническое приспособление, которое относят к инструментам и механизмам, используемым для работы с изделиями металлопроката. С его помощью можно легко изогнуть профильные обычные трубоматериалы согласно заданного радиуса. Главным его достоинством является возможность согнуть любое количество изделий с одинаковым радиусом.
Обратите внимание! Гнутые трубы могут быть использованы для монтажа трубопроводов транспортировки горячей или холодной воды, а также в деле создания каркасов различных видов и форм, которые часто применяются в строительстве.
Многие удивляются, зачем нужен тругобиб?. Казалось бы, укрепи одни конец трубы и потяни за другой. Но на самом деле не все так просто.
Подобный метод приведет к следующим последствиям:
- Отсутствие возможности контролировать радиус;
- Изгибая изделие таким образом, вы создадите зону концентрации напряжения, понизив тем самым прочность конструкции;
- Снижение срока службы конструкции.
Трубогиб просто необходим домашнему мастеру, поэтому для многих остро стоит вопрос о том, какова цена такого станка или же его разумнее изготовить своими руками.
Как выбрать?
Приобретая какой-либо инструмент в собственное пользование, каждый мастер должен руководствоваться принципом его разумной надобности.
Совет. Инструмент, с помощью которого производится прокатка труб, должен исправно исполнять свои функции, не требуя от своего владельца дополнительных трат.
Критерии выбора механизма такого рода:
- Тип привода. Выбор делается в зависимости от габаритных размеров труб, предполагаемого объема работ и интенсивности использования инструмента;
- Максимальные геометрические параметры обрабатываемой профильной продукции;
- Принцип работы станка в зависимости от специфики выполняемых операций.
Еще одним немаловажным фактором является размер самого станка. Исходя из места расположения на рабочем столе или в отдельном углу, вы можете избрать стационарный многофункциональный инструмент.
Устройство трубосгибателя

Методы изгиба труб
Основное назначение такого типа инструмента – это прокатка профильной трубы, т. е. придание заготовке требуемой формы.
Наиболее распространенным среди домашних мастеров является именно трехроликовый вариант станка с ручным типом привода. Такой агрегат представляет собой треугольную конструкцию из трех роликов, равных по ширине сечению обрабатываемого изделия.
Ролики, находящиеся в основании конструкции, соединяются между собой при помощи цепного привода. Ролик верхний является частью винтового механизма с зажимом винтового типа или прессом.
Этот верхний ролик способен совершать возвратно-поступательные движения в вертикальном направлении.
- Труба помещается на нижние ролики и прижимается верхним, соединенным с винтовым механизмом;
- Проворачивая рукоять, мастер производит протяжку;
- Далее, не вынимая заготовки из стана, усиливаем нажим, закручивая прижимной винт на несколько оборотов;
- Заготовка вновь протягивается.
Описанный цикл нужно повторять до тех пор, пока труба не обретет нужную форму.
Виды трубогибов
Несмотря на то что устройство кажется довольно простым, существует огромное количество конструкций такого рода. По некоторым основным признакам их делят на следующие категории.
По типу привода станок для профильной трубы может быть:
- Электромеханический. Приводом для такого устройства выступает обычный или шаговый электродвигатель. Причем обычный подключают через нижний редуктор, что позволяет равномерно растянуть прикладываемые усилия по времени, чтобы добиться изгиба высокого качества;
Обратите внимание! Электродвигатель может приводить в движение ролик прокатного инструмента или систему рычагов станка дорнового типа.
- Гидравлический. Более мощная версия конструкции с ручным приводом. Применение в качестве прижимного механизма гидроцилиндра позволят снизить усилия необходимые для изгиба;
- Ручной. Наиболее распространённый тип механизма, которые обычно присутствует в мастерской каждого мастера и хорошего хозяина.
Обратите внимание! Прокат заготовки и создание прижимного усилия производится только за счет силы, применяемой оператором.
По методу изгиба можно классифицировать прокатные станы следующим образом:
- Дорновый – как правило, промышленного изготовления. Чаще всего можно встретить электромеханический или гидравлический. К преимуществам такой конструкции можно отнести качественную деформацию с малым заданным радиусом изгиба;

- Сегментный – для работы с трубами тонкостенными из мягких типов металла. Обычно используются водопроводчиками и создателями отопительных систем. Состоит из двух рычагов, обладающих держателями для изгибаемых изделий. В месте шарнирного соединения рычагов устанавливают оправку с требуемым радиусом. Гиб в данном случае производится после установки трубы методом сведения рукояток;
- Пружинный – представляет собой плотную пружину определенного диаметра, внутрь которой продевается труба. Для получения качественного изгиба необходимо обладать немалым опытом. Обычно используется кондиционерщиками;
- Арбалетный – применяется для деформации медных, алюминиевых и стальных тонкостенных труб. Является Т-образной конструкцией, сверху которой закреплены держатели трубы, а в центре передвижной рычаг со сменными оправками. При нажатии на рукоятку выдвигается рычаг, а храповый механизм позволяет постепенно наращивать силу изгибания.

Сделать самому
Для примера будет рассмотрена инструкция по созданию трехроликового агрегата ручного типа:

На фото – самодельная конструкция
- В роли корпуса можно использовать стальные листы в 3 мм толщиной, на которые наносим разметку с помощью простого карандаша;
- Ролики можно сделать из канатных шкивов, наделенных подшипниками;
- Посадочное место для ролика высверливают с помощью обычной электродрели;
- Напротив ролика, в самой вершине приваривается достаточно высокая гайка, которая будет частью механизма прижима;
- Приваривается П-образная деталь, оснащенная установочными отверстиями для винта крепления ролика. За подъем прижимного ролика будет отвечать приваренная шайба.
В заключение

Стан холодной прокатки труб позволит эффективно выполнять изгиб изделий разного типа и размера. Соорудив самостоятельно или купив такой агрегат и установив его в собственной мастерской, вы можете быть уверены в том, что сооружение каркасов даже самых причудливых форм уже не будет для вас проблемой.
С помощью такого инструмента вы сделаете и тепличный каркас, и оригинальный навес, и любую иную необходимую вам конструкцию.
А видео в этой статье раскроет вам еще больше нюансов сооружения собственного инструмента.

