Резально-штамповочная машина для несущих шин DIN
Станки для обработки токопроводящих шин

Обработка медных и алюминиевых токоведущих шин на производстве – важная задача, которая возникает, например, на малых объемах, когда люди устают сверлить отверстия в шинах, а гнуть их подручными средствами, например в тисках. Производства посерьезнее оснащаются специальным оборудованием сразу, зная, как оно помогает сэкономить время и повысить качество продукции.
Медь и алюминий – достаточно пластичные, мягкие материалы, поэтому обработка резанием, сверлением, особенно на высоких оборотах, влечет за собой задиры, «намазывание» материала на режущий инструмент, быстрый сильный нагрев и прочие неприятности.
Именно поэтому штамповочные станки – лучшее решение для обработки шин. Фирма ERKO выпускает станки для пробивки отверстий, гибки и резки токопроводящих шин различных модификаций, для электромонтажных организаций и всевозможных производств: от единичных до серийных.
Для малых производств, электромонтажных организаций, а также просто для работ на выезде, на объекте, «по месту», существует гибочно-пробивное устройство ERKO HGD 125, позволяющее пробивать отверстия и гнуть токопроводящие медные и алюминиевые шины толщиной до 10 мм и шириной до 125 мм. Для резки шин можно также взять отдельно гильотину HC 125. Если подключить эти устройства к гидравлическому ножному насосу H 800, то они могут работать абсолютно автономно, без электричества.
Производственные фирмы, где уже необходимы небольшие стационарные станки, могут рассмотреть станки ERKO SH 600 или SH 600 Platinum – это гибочно-пробивные комплексы «два в одном», устанавливающиеся на рабочие поверхности, например на верстаки. Станки подключаются к гидравлическим электрическим насосам. Для операции резки также необходимо приобрести гильотину HC 125.
Ну и станки ERKO класса повыше – это станок SH 400 и флагманская модель, станок SH 800 Platinum. Это станки «три в одном», имеющие рабочие столы, и в которые уже встроен гидроагрегат.
Могут понадобиться устройства для специальных гибов. Это изгиб «на ребро», который также называют поперечным изгибом, «серпом», «саблей». Его выполняет устройство HGP 5010. Также в ассортименте ERKO есть устройство HSK 5010 для гибки токопроводящих шин «винтом» («пропеллером», «бантом»).
Также для широких шин до 160 мм ERKO выпускает стационарные станки HDC 160 для пробивки и резки. Станки работают с шиной, которая лежит на плоскости рольгангов, и могут представлять собой конвейер, на котором могут работать сразу три рабочих – один режет, второй пробивает отверстия, а третий гнет (для гибки используется станок HG 160 или HG 200.)
ЗАО «ТПО «Электропродукт РУС» © 2013. Все права защищены.
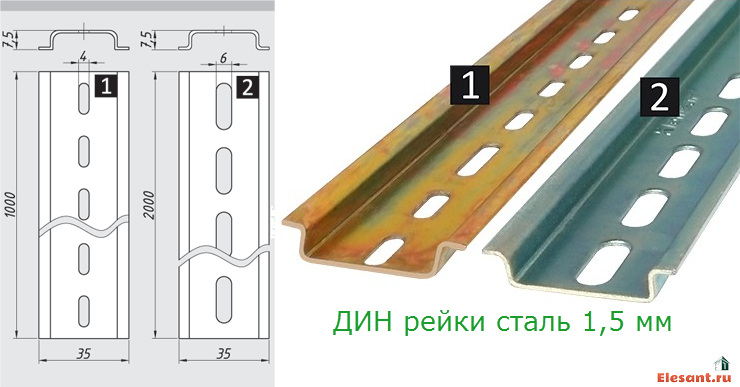
Резка DIN реек Alfra
- Корпуса
- Электрораспределение
- Контроль микроклимата
- IT-инфраструктура
- ПО и Сервис
- Монтаж системы
- Автоматизация
- Другое
- Акции
- ИБП
- ЦОД
- 01 Настенные шкафы
- 02 Напольные шкафы
- 03 Системы консолей
- 04 Модульные шкафы из полиэстера
- 05 Клеммные коробки
- 06 Поворотные рычаги
- Системы контроля микроклимата
- 08 Всепогодные напольные шкафы OUTDOOR
- 09 ЭМС-экранированные шкафы
- 10 Общие Aксессуары
- Кресла
- Стулья
- Офисная мебель
- CPCI / CPCI Serial
- MicroTCA
- VME / VME64x
- Детали и комплектующие
- Крейты
- Настольные и системные корпуса
- Промышленные ПК
- ELBOX
- REM
- ЦМО
- Каталог Alfra, группа A.pdf










Оснащаем российские промышленные предприятия новейшими технологиями автоматизации из Европы.
Заявка на консультацию
Задайте любой вопрос по оборудованию или работе магазина. Мы обязательно вам поможем.
Запрос цены
Данный товар поставляется под заказ. Наши менеджеры обязательно свяжутся с вами и уточнят условия
Резально-штамповочная машина для несущих шин DIN
Готовые изделия
Элементы кузовов автомобилей Детали корпусов морских и речных судов Элементы крыльев и фюзеляжей самолетов Элементы электродвигателей Металлическая посуда Корпуса осветительных приборов Узлы и детали станков Лотки, подвесы, крабы, зацепы, зажимы, закладные
Конфигурация получаемых деталей разнообразна: плоские, с отогнутыми под углами краями, с выдавленной пуклевкой, перфорацией, чеканкой. В зависимости от вида штампуемой продукции, которую определяет заказчик в техническом задании, состав комплекса подбирается индивидуально.
Много ползунные сервоприводные станки серии NC
RM-NC и GRM-NC, два станка для максимальной эффективности в производстве классической партии штамповочных изделий и частей, даже, мельчайших размеров партий.
Вы можете извлечь выгоду из очень быстрых смен инструмента, гибкой обработки широкого спектра продуктов и вариантов, а также постоянно высокого качества продукции. Полная совместимость с инструментом кулачковых станков в RМ и ряда GRM открывает интересные перспективы в отношении новых увеличений объема производства и кратчайшего времени переналадки.
Преимущества
Низкая стоимость оборудования Скорость выпуска деталей выше Снижает затраты на металл до 30% Обработка металла в шахматном порядке Обработка метала с высокой текучестью Большой диапазон ширины и длины подачи металла Высокая жесткость корпуса Высокий крутящий момент Низкий уровень шума Централизованное управление Добавление рабочих устройств Автоматическая система смазки Высокая износоустойчивость Высокая точность операций Низкая ударная нагрузка Регулируемая высота плиты Безопасность управления
Производитель
ALFRA — ведущий производитель профессионального инструмента для быстрого и точного изготовления отверстий в листовом металле, а также для пробивки, гибки и резки медных и алюминиевых шин и профилей. В ассортименте компании есть инструмент для сборки щитов для наиболее качественного монтажа систем энергообеспечения. Обширный ряд продукции включает станки и отдельные инструменты с механическим и автоматическим управлением, а также аксессуары к ним. Компания постоянно разрабатывает новую…
Контакты и адреса · Тех. документация
Смотрите также компании в каталоге, рубрика «Электромонтажные инструменты и приспособления»
Персональная лента новостей Яндекс.Дзен от Elec.ru Актуальные новости, обзоры и публикации портала в удобном формате.
Оборудование
Основным инструментом в линии является пресс для комплексной штамповки деталей. Конструкция и электронная система пресса позволяет добавлять дополнительные рабочие устройства. Пресс подбирается индивидуально под техническое задание заказчика специалистами компании. Как пример представлен кривошипный штамповочный пресс с С-образной станиной. Гидравлическое оборудование также вписывается в линию штамповочного комплекса.
В автоматическую линию входят: подающее и разматывающее устройство для автоматизированной подачи детали в зону обработки и для контроля и регулировки скорости разматывания материала; петлеобразователь для формирования запаса материала в виде петли в линии для согласования подающего и последующих устройств; правильное устройство для выравнивания материала перед подачей на пресс.
Приобрести оборудование в лизинг
Характеристики штамповочного пресса с C-образной станиной
| Номинальное усилие пресса | 250—4000 кН |
| Ход ползуна, мм | 80—270 мм |
| Фиксированная скорость | 30—100 ударов в минуту |
| Переменная скорость (опционально) | 20—100 ударов в минуту |
| Максимальная закрытая высота | 250—550 мм |
| Регулирование закрытой высоты | 50—120 мм |
| Вылет | 210—490 мм |
| Расстояние между стойками станины | 450—1050 мм |
| Нижняя часть ползуна с фронта в тыл | 250—750 мм |
| Нижняя часть ползуна слева направо | 360—1020 мм |
| Диаметр отверстия в ползуне | 40—70 мм |
| Глубина отверстия в ползуне | 65—130 мм |
| Рабочий стол перед—низ | 400—950 мм |
| Рабочий стол левая—правая сторона | 720—1700 мм |
| Толщина рабочего стола | 80—210 мм |
| Мощность электродвигателя | 3—37 кВт |
| Вес (примерный) | 2450—31600 кг |
Стандартная комплектация штамповочного пресса с C-образной станиной
- Мокрая муфта сцепления
- Программируемый логический контроллер PLC
- Гидропневматическая система защиты от перегрузок
- Сенсорная панель Touch Screen
- Регулятор эксцентрика
- Оптическая защита рук на фотоэлементах
- T-пазы на ползуне и рабочем столе для быстрой установки штампа
- Возможность установки штампа за хвостовик
- Электрорегулировка закрытой высоты
- Система автоматической смазки
- Система ручной смазки
- Двурукое включение
- Электронный индикатор угла коленвала
- Предустановленный счетчик
- Уравновешиватели веса ползуна и верхней плиты штампа
- Рабочее освещение
- Подключение к воздушной магистрали
- Возможность подключение подающих устройств
- Установка станка на амортизирующих подушках
- Ножная педаль Free Hands для удобства работы
Дополнительные опции
- Сухая муфта сцепления
- Надштамповая плита для крепления пресс-формы
- Инвертор переменного тока с нестандартными характеристиками
- Электродвигатель с изменяемой скоростью вращения для регулирования количества ходов в минуту
- Устройство автоматической подачи металла в зону обработки
- Устройство быстрой смены штампа
КУЗНЕЧНО-ШТАМПОВОЧНЫЕ МАШИНЫ

Металлообрабатывающие машины: способ действия — ковка, штампование. Машины различаются по характеру движения рабочего устройства, которое зависит от вида обрабатываемого материала. Машины бывают: горизонтально-ковочные, вертикально-ковочные, ротационно-ковочные, ковочные вальцы.
Принцип их действия основан на горизонтальном движении рабочего устройства, жестко связанного с кривошипным механизмом. Рычажно-кулачковый механизм осуществляет работу вспомогательных устройств машины.
Их способ действия основан на вертикальном движении рабочего устройства и не связан жестко с кривошипным механизмом.
Вращение передается ползуну от эксцентрикового колеса через промежуточную деталь —- мотыль. Пружины прижимают ползуны к мотылю, под их действием ползуны и совершают рабочий ход. Вертикально-ковочные машины выполняют действия ковки: протяжку, обжимку, обкатку. Применяется нагрев обрабатываемых изделий. Эти машины вырабатывают различные по назначению и размеру изделия: заготовки зубил, ножей, крюков, винтов, топоров.
Способ их действия основан на вращательном движении рабочего устройства с инструментом, который не связан жестко с кривошипным механизмом. Эти машины выполняют обжимку изделий цилиндрической формы — прутов, труб. Вращение от приводного вала передается ползуну через промежуточную деталь — цилиндрическую обойму. Внутри обоймы находится шпиндель с радиальными пазами снаружи — ролики. В пазах шпинделя расположены ползуны со штампами. Обойма может быть неподвижной, но с вращающимся шпинделем. Или применяется вращающаяся обойма и неподвижный шпиндель. Частота вращения обоймы или шпинделя достигает 500 об/мин.
Промежуточные машины между кузнечными и прокатными станами. Они во много раз производительнее кузнечных штамповочных машин. Ковочные вальцы используются для формования изделий без переходов и изменений поперечных сечений: гаечных ключей, ручек, зубьев, лопаток турбин. Принцип действия основан на прохождении заготовки через сменные сектора, укрепленные на вращающихся валках при помощи механизмов, перемещающих материал из одного углубления в другое. Эти углубления находятся на поверхности секторов и предназначены для придания заготовке заданной формы. Привод от электродвигателя.
Машина оборудована регулируемыми упорами, фиксирующими длину изделия. Ковка как способ обработки металла была известна с древности, в IV—III тысячелетии до н. э. Материалом служили железо, медь, серебро, золото. Ковка применялась горячая и холодная. Ковка использовалась для получения различных изделий: инструментов, оружия, орудий сельского хозяйства, деталей, светильников и др. Изделия были различных размеров и форм, часто украшались насечкой, рельефными узорами. Также широко ковка применялась и в Средние века и до сих пор сохранена как вид народного искусства. Впервые теория ковки была разработана в России в 1868 г. Ученые, работавшие в этой области: П. П. Аносов, Д. К. Чернов. Процесс ковки, как правило, происходит с нагревом металла, для повышения пластичности. Температура нагрева зависит от структуры материала. Для стали — 800—1100 °С, для алюминия — 420—480 °С. Ковка бывает свободная — без штампов и со штампами. Различие состоит в том, что при штамповании заготовка металла получает форму, ограничивающую его стенками рабочей плоскости.
При свободной ручной ковке на заготовку воздействуют молотом. Машинную ковку осуществляют ковочные машины. На современном производстве в основном применяют ковку в штампах. Свободная ковка используется на малых производствах для изготовления отдельных изделий. Ковка происходит специальными кузнечными инструментами, придающими заготовке металла заданную форму. Виды ковочных работ: осадка, обкатка, высадка, протяжка, раскатка, прошивка. Современная ковка — это экономичный и эффективный способ, осуществляющийся на ковочно-гидравлических процессах с усилением до 300 Мн (20 000 тс). При обработке тяжелых изделий массой 350 т и более применяют подъемные краны, мостовые или поворотные.
Дальнейшее развитие в использовании ковочных машин направлено на использование новых технологических процессов для формовки особо прочных материалов или сплавов.
Принцип работы и устройство прессов различных типов

цех по штамповке металла
Любой стандартный штамповочный станок состоит из следующих основных узлов: мотора, передачи, исполнительного механизма. Передача и двигатель вместе составляют «привод». Главная характеристика привода — это вид связи двигателя и исполнительного механизма: механическая или не жесткая (жидкость, газ, пар). Рабочие органы прессов: валки, ползун, траверсы, ролики, бабы.
Кривошипно-шатунный пресс

Привод станка вращается, движение на ползуне преобразуется в возвратно-поступательное. Под действием этого движения при помощи штампа обрабатывается металл. Все детали станка производят из прочной стали и оснащаются ребрами жесткости. Движение ползуна происходит по жесткому графику. Усилие по ползуну достигает 8 тысяч тонн. Кривошипные ковочные установки позволяют ускорить, упростить и удешевить производство деталей, сэкономить до 30% проката. Все кривошипные станки делятся на простые, с двойным и тройным действием.
Кривошипно-шатунный пресс способен выполнять следующие виды работ:
- штамповку в открытых и закрытых матрицах;
- формирование заусенца;
- выдавливание;
- прошивку;
- комбинированную обработку.
Механический пресс воздействует на материал ударом, тогда как гидравлический, прилагая меньшую силу, получает больший эффект. Поэтому вторые используют для изготовления крупных изделий с толстыми стенками.
Гидравлические прессы

гидравлический пресс
Способны проштамповывать поверхность, продавливать и ковать изделия из металла. Они также применяются для переработки металлических отходов. Действие станка основано на увеличении силы давления на металл во множество раз. Пресс представляет собой два сообщающихся цилиндра с водой, между которыми проходит труба. В цилиндрах установлены поршни. Принцип работы пресса основан на законе Паскаля.
Радиально-ковочный аппарат

Обрабатывает металл горячим способом. Болванка поступает в нагревательный модуль, функционирующий по принципу индукции. Здесь она нагревается, когда металл становится достаточно податливым, подается через конвейер на механизм захвата, подающий заготовку прямо в зону обработки. Ковка или штамповка осуществляется бойками, в процессе заготовка все время крутится, благодаря чему она обрабатывается равномерно со всех сторон. Пресс работает от электромотора, соединенного клиноременной передачей с валами. Они размещены вертикально и направляют движение на шатун и боек, между которыми установлен ползун. Чтобы все движения механизма были синхронными, существуют копирные барабаны. Держатель болванки вращается электромотором посредством червячных передач. Пружинная муфта в нужные моменты притормаживает движение.
Электромагнитный пресс

Это новейшая разработка, которая только начинает использоваться в промышленности. Рабочий орган станка — сердечник электромагнита, который совершает движения под действием электромагнитного поля. Сердечник двигает ползун или штамп, пружины возвращают ползун в исходное положение. Такие станки отличаются высокой производительностью и экономичностью. На сегодняшний день существуют модели с небольшой амплитудой движения рабочего органа — 10 мм и усилием не более 2,5 тонны.
Работа штамповочного станка черновой обработки в видеоролике:
Основные характеристики штамповочного пресса
Усилие с которым гидравлические штамповочные прессы осуществляют воздействие на заготовку в современных машинах может достигать семидесяти тысяч тонн или шестьдесят восемь Мн. Сегодня данный вид оборудования значительно модернизируется и оснащается дополнительными рабочими элементами, которые в значительной степени влияют на ход выполнения работ. Такими элементами являются специальный рабочий стол и выталкивающее устройство, которое извлекает готовую деталь из под штамповочного пресса.
Так же преимуществом такого типа пресса является то, что они могут быть как универсальными и выполнять разные виды работ. Так прессы могут быть и специализированного назначения, для выполнения конкретных отдельных функций. Управление таким оборудование осуществляет оператор, однако все работы выполняются без привлечения физического труда. Оператор выполняет лишь запуск пресса, и осуществляет контроль над его работой.
На сегодняшний день именно гидравлические штамповочные прессы получили наибольшее распространение в производстве. Они являются экономичными, простыми в эксплуатации и обслуживании.
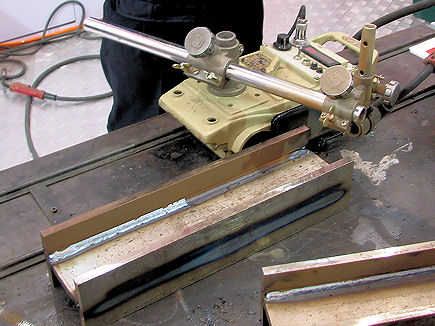
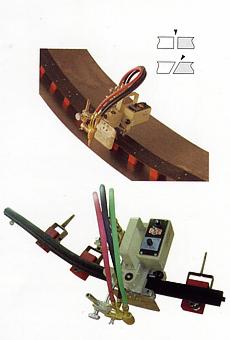
Самоходные портативные машинки для прямолинейного раскроя металла

| CG1-30 | CG1-100 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
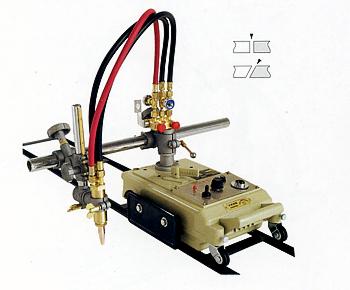 Портативные самоходные машины термической резки CG1-30, CG1-100 предназначены для прямолинейного раскроя листового металла толщиной 6 — 100 мм, а также вырезки отверстий диаметром более 200-2000 мм с помощью циркульного устройства. Машины позволяют также нарезать фаску, в том числе V-образную. (А при наличие двух резаков и Y-образную — фаску с притуплением). Поверхность полученной кромки может достигать класса чистоты 12,5 и не требовать дальнейшей обработки. Наряду с резкой имеется также возможность использовать эти машины для полуавтоматической сварки
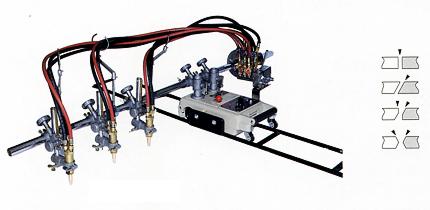
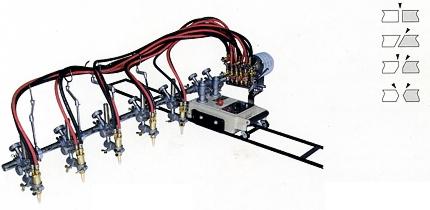
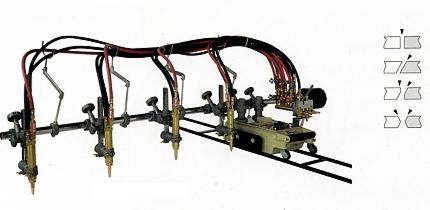
Переносные газорезательные машины НК-12 BEETLE и НК-12 MAX разработаны для эксплуатации в тяжелых условиях при высоких температурах окружающей среды. Скорость перемещения регулируется путем переключения ступеней механической коробки передач. Электродвигатель машины имеет мощный вентилятор принудительного охлаждения. Для вырезки отверстий используются кольцевые рельсы. Вышеперечисленное оборудование является аналогом следущих машин термической резки:
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||