
Рым болт ГОСТ 4751-73: техническая документация изделия
Технические данные рым-болтов — изготовление по ГОСТ 4751 73

Настоящий стандарт распространяется на рым-болты, предназначенные для подъема, опускания или удержания на весу изделий при монтажных и такелажных работах для всех условий эксплуатации по ГОСТ 15150.
Основные характеристики: рым болты ГОСТ 4751 73
Рым-болты – это изделия, изготовленные в виде кольца, соединенного с металлическим основанием, которое имеет форму стержня с нарезанной резьбой. Резьба – для крепежа к другим деталям или конструкциям.
Такое изделия, не понаслышке знают люди, которые занимаются такелажными работами, оно обеспечивает очень надежное крепление соединяемых элементов. Изготавливают рым болты гост 4751 73 из стали с небольшим количеством углерода (процентное количество углерода не больше 0,40 %) из легированной стали (повышают прочность изделия). Для эксплуатации в условиях высокой влажности – на кораблях, к примеру – они подвержены оцинковке.
Оцинковка – это покрытие основания металла слоем цинка. Цинк, который имеет уникальную возможность образовывать прочные оксиды, защищает металлическое основание от окисления, так как цинковая оксидная пленка на стали не пропускает к металлу кислород, довольно прочная и, соответственно, защищает от коррозии.
За счет простейшей конструкции этот болт – довольно распространенное изделие, так как это крепление универсально, и может использоваться для растяжки и крепления разных грузов.
Виды рым-болтов
Сейчас рым-крепления также применяются для создания нестандартных систем, устройств для транспортировки грузов. Так как эти нестандартные изделия пользуются огромным спросом (сегодня в строительстве множество запросов, сделать которые стандартным способом просто невозможно), изготовители вынуждены пойти навстречу.
Сейчас можно купить не только стандартные рым-болты по ГОСТ, но и изделия с вертлюгом (шарнир, которые предотвращает передачу вращения элемента) – используются для погрузки легких деталей, изделия с удлиненными кольцами, используются для подъема и перевозки тяжелых грузов, с удлиненными стержнями – используются для погрузки нестандартных грузов.
Есть также специальные изделия для транспортировки тяжелых конструкций. Любая из этих новаторских конструкций обязана быть сделана четко по ГОСТ, в данном правиле нет исключений, так как каждая из конструкций применяется для серьезных мероприятий по подъему или транспортировки грузов, соответственно, непроверенные изделия использовать небезопасно.
Требования к стандартам в разных странах отличаются. Но, как правило, изготавливаются рым-крепления лишь в соответствии с «Межгосударственным стандартом рым болты гост 4751 73», эти требования максимально адаптированы к потребностям в нашей стране, в отличие от DIN580.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
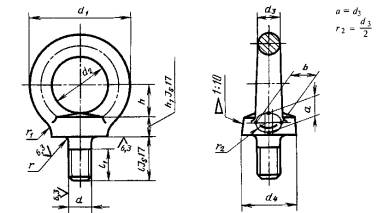
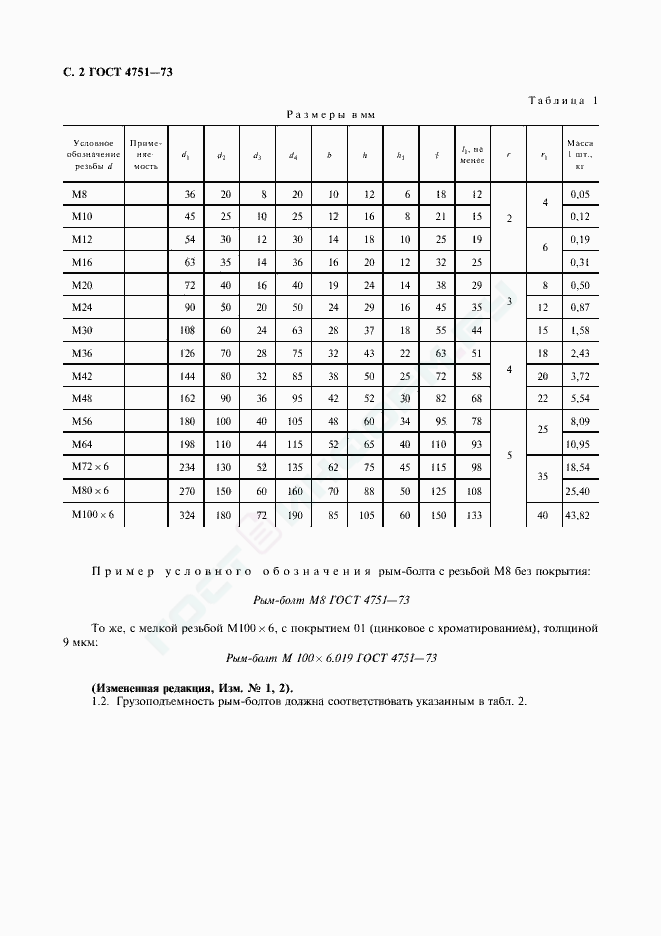
1.1. Конструкция и основные размеры рым-болтов должны соответствовать указанным на чертеже и в табл. 1.
ГОСТ 4751-73 Рым-болты. Технические условия
Текст ГОСТ 4751-73 Рым-болты. Технические условия
ГОСТ 4751-73
РЫМ-БОЛТЫ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЫМ-БОЛТЫ Технические условия
Screw rings. Specifications
Дата введения 01.07.74
Настоящий стандарт распространяется на рым-болты, предназначенные для подъема, опускания или удержания на весу изделий при монтажных и такелажных работах для всех условий эксплуатации по ГОСТ 15150.
(Измененная редакция, Изм. № 4).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Конструкция и основные размеры рым-болтов должны соответствовать указанным на чертеже и в табл. 1.


Издание официальное Перепечатка воспрещена
© Издательство стандартов, 1973 © ИПК Издательство стандартов, 1998 © СТАНДАРТИНФОРМ, 2008
Условное обозначение резьбы d
П ример условного обозначения рым-болта с резьбой М8 без покрытия:
Рым-болт М8 ГОСТ 4751- 73
То же, с мелкой резьбой М100 х 6, с покрытием 01 (цинковое с хроматированием), толщиной 9 мкм:
Рым-болт М 100 х 6.019 ГОСТ 4751- 73
(Измененная редакция, Изм. № 1, 2).
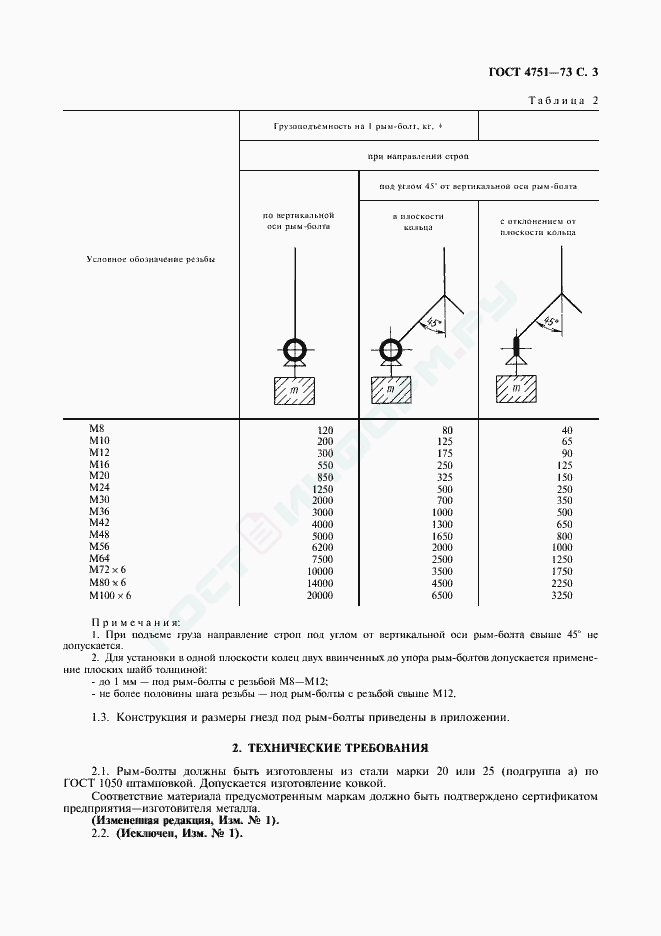
1.2. Грузоподъемность рым-болтов должна соответствовать указанным в табл. 2.

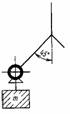
1. При подъеме груза направление строп под углом от вертикальной оси рым-болта свыше 45° не допускается.
2. Для установки в одной плоскости колец двух ввинченных до упора рым-болтов допускается применение плоских шайб толщиной:
— до 1 мм — под рым-болты с резьбой М8—М12;
— не более половины шага резьбы — под рым-болты с резьбой свыше М12.
1.3. Конструкция и размеры гнезд под рым-болты приведены в приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Рым-болты должны быть изготовлены из стали марки 20 или 25 (подгруппа а) по ГОСТ 1050 штамповкой. Допускается изготовление ковкой.
Соответствие материала предусмотренным маркам должно быть подтверждено сертификатом предприятия—изготовителя металла.
(Измененная редакция, Изм. № 1).
2.2. (Исключен, Изм. № 1).
2.3. Технические требования к штампованным поковкам по ГОСТ 7505, класс точности — II, степень сложности — СЗ.
Примечание. При изготовлении рым-болтов свободной ковкой в подкладных штампах допускается увеличивать плюсовые допуски в 2 раза.
(Измененная редакция, Изм. № 1).
2.4. На внутренней окружности кольца допускается лыска, получаемая после зачистки заусенцев, при условии сохранения размера в пределах допусков и. 2.3.
2.5. Заварка или заделка дефектов не допускается.
2.6. Рым-болты после штамповки или ковки должны быть нормализованы и очищены от окалины.
2.7. Твердость нормализованных рым-болтов должна соответствовать указанной в табл. 3.
Твердость НВ рым-болтов с
от М72 х 6 до М100 х 6
Допускается одна повторная термообработка.
2.8. На кольце рым-болта центровые отверстия не допускаются.
2.9. Надрезы на обработанной части хвостовика не допускаются.
2.10. Резьба — по ГОСТ 24705 с полем допуска 8g по ГОСТ 16093.
Размеры фасок и сбегов резьбы — по ГОСТ 10549. Величина сбега резьбы для угла заборной части инструмента — 20°.
Примечание. При применении покрытия должны быть обеспечены указанные размеры и шероховатость.
2.11. Резьба не должна иметь сорванных ниток, заусенцев и вмятин.
2.12. Допуск перпендикулярности оси резьбы d на длине 100 мм относительно опорной плоскости кольца:
0,10 мм — для рым-болтов с резьбой от М8 до М16;
0,05 мм » » » » » от М20 до М100 х 6.
2.13. Допуск симметричности оси резьбы d относительно общих плоскостей симметрии рым-болта:
Т 1 мм — для рым-болтов с резьбой от М8 до М12;
Т 2 мм » » » » » от М16 до М48;
Т 4 мм » » » » » от М56 до М100 х 6.
2.12—2.13. (Измененная редакция, Изм. № 2).
2.14. Рым-болты должны выдерживать испытание на прочность нагрузкой, равной удвоенной номинальной грузоподъемности.
Допускаемое отклонение этой нагрузки +5 %.
2.15. Рым-болты могут изготовляться с покрытием. Виды и условные обозначения покрытий — по ГОСТ 1759.0.
Технические требования к покрытиям и качеству поверхности рым-болтов перед покрытием -по ГОСТ 9.301.
(Измененная редакция, Изм. № 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Предприятие-изготовитель должно проводить приемо-сдаточные испытания рым-болтов. При приемо-сдаточных испытаниях рым-болты проверяют:
до механической обработки
— на соответствие требованиям и. 1.1 в части размеров, получаемых объемной штамповкой или ковкой и пи. 2.3, 2.4: в случае изготовления свободной ковкой в подкладных штампах — каждый рым-болт; в случае изготовления объемной штамповкой — 5 % от партии, но не менее 5 шт.;
— на соответствие требованиям пи. 2.5 и 2.6 каждый рым-болт;
— на соответствие требованиям и. 2.7 10 % от партии, но не менее 5 шт.;
после механической обработки:
— на соответствие требованиям и. 1.1 (размеры /, 1Х и /ц и d) пи. 2.8—2.14 каждый рым-болт;
— на соответствие требованиям и. 2.15 — по ГОСТ 9.301.
Примечание. Партия состоит из рым-болтов одного размера, изготовленных из стали одной марки, совместно прошедших термообработку.
(Измененная редакция, Изм. № 1).
3.2. При получении неудовлетворительных результатов испытаний рым-болтов хотя бы по одному из показателей проводят повторные испытания удвоенного числа образцов, взятых от той же партии, по полной программе. Результаты повторных испытаний являются окончательными и распространяются на всю партию.
(Введен дополнительно, Изм. № 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. На соответствие требованиям и. 2.3 проверяют внешним осмотром без применения увеличительных приборов.
Допускается применение луп до трехкратного увеличения.
(Измененная редакция, Изм. № 2).
4.2. Твердость (и. 2.7) определяют по ГОСТ 9012 на образующей опорной части кольца.
4.3. Резьбу (и. 2.10) проверяют предельными калибрами.
4.4. Отклонение от перпендикулярности оси резьбового хвостовика к опорной поверхности кольца (и. 2.12) проверяют угловым шаблоном или щупом по просвету между опорной поверхностью кольца и торцевой поверхностью контрольного калибра.
4.5. Соответствие рым-болтов требованиям и. 2.4 проверяют испытанием на растяжение с выдержкой под нагрузкой в течение 10 мин.
Нагрузка должна быть приложена по оси стержня рым-болта.
Приложение нагрузки должно быть плавным, без рывков.
После снятия нагрузки в рым-болтах не должно быть остаточных деформаций, трещин и надрывов.
Отсутствие остаточных деформаций определяют контролем размеров по оси рым-болтов до и после испытания.
Отсутствие трещин и надрывов проверяют внешним осмотром с помощью лупы, имеющей не менее чем четырехкратное увеличение.
4.6. Толщину слоя покрытия (и. 2.15) проверяют на кольце рым-болта. Методы проверки качества и толщины покрытия — по ГОСТ 9.302.
4.7. (Исключен, Изм. № 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый рым-болт на образующей опорной части кольца должен иметь следующую маркировку:
— товарный знак предприятия-изготовителя;
— условное обозначение резьбы.
Для рым-болтов с резьбой М8—М16 допускается выполнять маркировку только товарного знака предприятия; в этом случае условное обозначение резьбы маркируют на бирке для партии.
5.2. Маркировку выполняют давлением или штамповкой. Допускается наносить маркировку ударным способом.
5.3. Рым-болты упаковывают в плотные дощатые неразборные ящики по ГОСТ 2991, выложенные внутри упаковочной бумагой марки Б по ГОСТ 515.
5.4. В каждый ящик упаковывают рым-болты одной партии.
5.5. Масса брутто каждого ящика не должна превышать 60 кг.
5.6. Консервация — по ГОСТ 9.014.
5.7. Каждая партия рым-болтов должна сопровождаться документом, содержащим:
— наименование или товарный знак предприятия-изготовителя;
— условное обозначение рым-болтов;
— результаты контрольных испытаний.
5.8. Маркировка транспортной тары — по ГОСТ 14192.
5.9. На каждом ящике наносят:
— товарный знак предприятия-изготовителя;
— условное обозначение рым-болтов;
— брутто и нетто в килограммах.
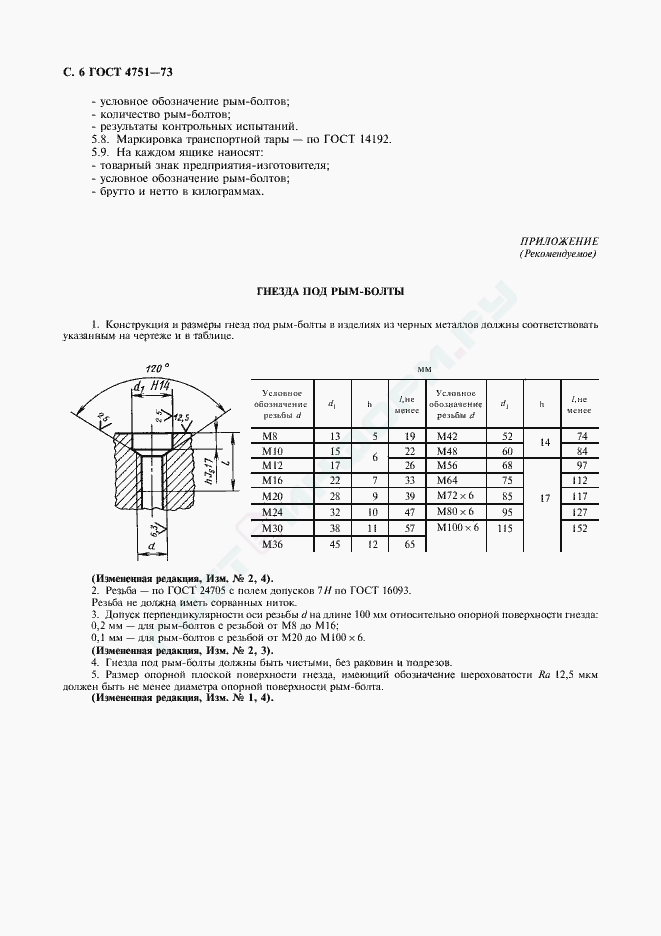
ГНЕЗДА ПОД РЫМ-БОЛТЫ
1. Конструкция и размеры гнезд под рым-болты в изделиях из черных металлов должны соответствовать указанным на чертеже и в таблице.
Рым-болты. Технические условия
Screw rings. Specifications
Дата введения 1974-07-01
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 10.05.73 N 1169
2. Срок проверки — 1993 г., периодичность — 5 лет
3. ВЗАМЕН ГОСТ 4751-67
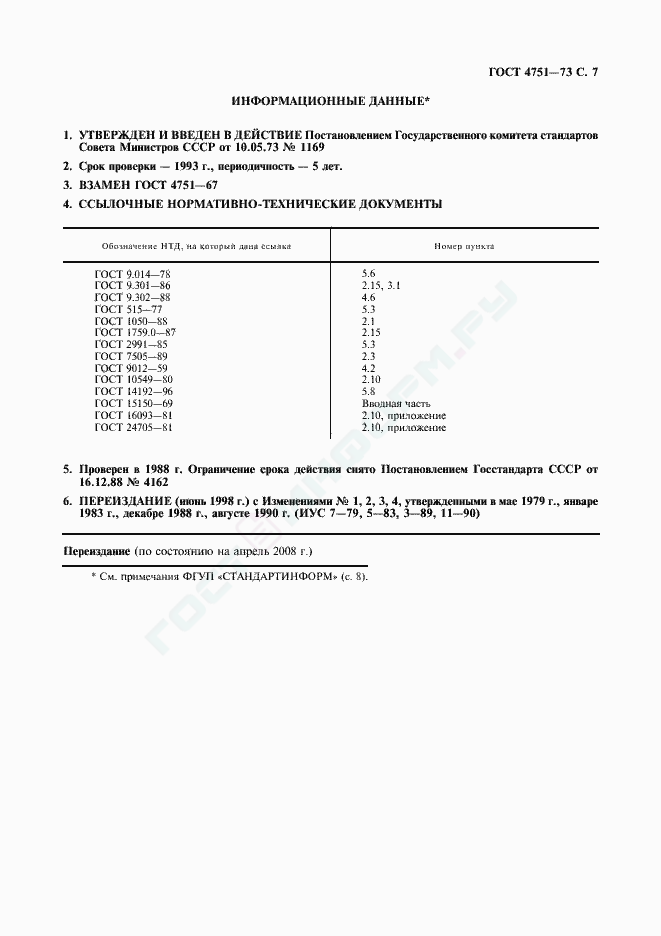
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
5. Проверен в 1988 г. Ограничение срока действия снято Постановлением Госстандарта СССР от 16.12.88 N 4162
6. ПЕРЕИЗДАНИЕ (июнь 1998 г.) с Изменениями N 1, 2, 3, 4, утвержденными в мае 1979 г., январе 1983 г., декабре 1988 г., августе 1990 г. (ИУС 7-79, 5-83, 3-89, 11-90)
Переиздание (по состоянию на апрель 2008 г.)
(Измененная редакция, Изм. N 4).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Конструкция и основные размеры рым-болтов должны соответствовать указанным на чертеже и в табл.1.

Пример условного обозначения рым-болта с резьбой М8 без покрытия:
Рым-болт М8 ГОСТ 4751-73
То же, с мелкой резьбой М100х6, с покрытием 01 (цинковое с хроматированием), толщиной 9 мкм:
Рым-болт М 100 х 6.019 ГОСТ 4751-73
(Измененная редакция, Изм. N 1, 2).
1.2. Грузоподъемность рым-болтов должна соответствовать указанным в табл.2.
Условное обозначение резьбы
Грузоподъемность на 1 рым-болт, кг, +
при направлении строп
по вертикальной оси рым-болта
под углом 45° от вертикальной оси рым-болта
в плоскости кольца
с отклонением от плоскости кольца



1. При подъеме груза направление строп под углом от вертикальной оси рым-болта свыше 45° не допускается.
2. Для установки в одной плоскости колец двух ввинченных до упора рым-болтов допускается применение плоских шайб толщиной:
— до 1 мм — под рым-болты с резьбой М8-М12;
— не более половины шага резьбы — под рым-болты с резьбой свыше М12.
1.3. Конструкция и размеры гнезд под рым-болты приведены в приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Соответствие материала предусмотренным маркам должно быть подтверждено сертификатом предприятия-изготовителя металла.
(Измененная редакция, Изм. N 1).
2.2. (Исключен, Изм. N 1).
Примечание. При изготовлении рым-болтов свободной ковкой в подкладных штампах допускается увеличивать плюсовые допуски в 2 раза.
(Измененная редакция, Изм. N 1).
2.4. На внутренней окружности кольца допускается лыска, получаемая после зачистки заусенцев, при условии сохранения размера в пределах допусков п.2.3.
2.5. Заварка или заделка дефектов не допускается.
2.6. Рым-болты после штамповки или ковки должны быть нормализованы и очищены от окалины.
2.7. Твердость нормализованных рым-болтов должна соответствовать указанной в табл.3.
Твердость НВ рым-болтов с размером резьбы
от М72х6 до М100х6
Допускается одна повторная термообработка.
2.8. На кольце рым-болта центровые отверстия не допускаются.
2.9. Надрезы на обработанной части хвостовика не допускаются.
2.10. Резьба — по ГОСТ 24705 с полем допуска 8g по ГОСТ 16093.
Размеры фасок и сбегов резьбы — по ГОСТ 10549. Величина сбега резьбы для угла заборной части инструмента — 20°.
Примечание. При применении покрытия должны быть обеспечены указанные размеры и шероховатость.
2.11. Резьба не должна иметь сорванных ниток, заусенцев и вмятин.
2.12. Допуск перпендикулярности оси резьбы на длине 100 мм относительно опорной плоскости кольца:
0,10 мм — для рым-болтов с резьбой от М8 до М16;
0,05 мм » » » » » от М20 до М100х6.
2.13. Допуск симметричности оси резьбы относительно общих плоскостей симметрии рым-болта:
Т 1 мм — для рым-болтов с резьбой от М8 до М12;
Т 2 мм » » » » » от М16 до М48;
Т 4 мм » » » » » от М56 до М100х6.
2.12-2.13. (Измененная редакция, Изм. N 2).
2.14. Рым-болты должны выдерживать испытание на прочность нагрузкой, равной удвоенной номинальной грузоподъемности.
Допускаемое отклонение этой нагрузки ±5%.
(Измененная редакция, Изм. N 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Предприятие-изготовитель должно проводить приемо-сдаточные испытания рым-болтов. При приемо-сдаточных испытаниях рым-болты проверяют:
до механической обработки:
— на соответствие требованиям п.1.1 в части размеров, получаемых объемной штамповкой или ковкой и пп.2.3, 2.4: в случае изготовления свободной ковкой в подкладных штампах — каждый рым-болт; в случае изготовления объемной штамповкой — 5% от партии, но не менее 5 шт.;
— на соответствие требованиям пп.2.5 и 2.6 каждый рым-болт;
— на соответствие требованиям п.2.7 10% от партии, но не менее 5 шт.;
после механической обработки:
Примечание. Партия состоит из рым-болтов одного размера, изготовленных из стали одной марки, совместно прошедших термообработку.
(Измененная редакция, Изм. N 1).
3.2. При получении неудовлетворительных результатов испытаний рым-болтов хотя бы по одному из показателей проводят повторные испытания удвоенного числа образцов, взятых от той же партии, по полной программе. Результаты повторных испытаний являются окончательными и распространяются на всю партию.
(Введен дополнительно, Изм. N 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. На соответствие требованиям п.2.3 проверяют внешним осмотром без применения увеличительных приборов.
Допускается применение луп до трехкратного увеличения.
(Измененная редакция, Изм. N 2).
4.3. Резьбу (п.2.10) проверяют предельными калибрами.
4.4. Отклонение от перпендикулярности оси резьбового хвостовика к опорной поверхности кольца (п.2.12) проверяют угловым шаблоном или щупом по просвету между опорной поверхностью кольца и торцевой поверхностью контрольного калибра.
4.5. Соответствие рым-болтов требованиям п.2.4 проверяют испытанием на растяжение с выдержкой под нагрузкой в течение 10 мин.
Нагрузка должна быть приложена по оси стержня рым-болта.
Приложение нагрузки должно быть плавным, без рывков.
После снятия нагрузки в рым-болтах не должно быть остаточных деформаций, трещин и надрывов.
Отсутствие остаточных деформаций определяют контролем размеров по оси рым-болтов до и после испытания.
Отсутствие трещин и надрывов проверяют внешним осмотром с помощью лупы, имеющей не менее чем четырехкратное увеличение.
4.7. (Исключен, Изм. N 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый рым-болт на образующей опорной части кольца должен иметь следующую маркировку:
— товарный знак предприятия-изготовителя;
— условное обозначение резьбы.
Для рым-болтов с резьбой М8-М16 допускается выполнять маркировку только товарного знака предприятия; в этом случае условное обозначение резьбы маркируют на бирке для партии.
5.2. Маркировку выполняют давлением или штамповкой. Допускается наносить маркировку ударным способом.
5.4. В каждый ящик упаковывают рым-болты одной партии.
5.5. Масса брутто каждого ящика не должна превышать 60 кг.
5.7. Каждая партия рым-болтов должна сопровождаться документом, содержащим:
— наименование или товарный знак предприятия-изготовителя;
— условное обозначение рым-болтов;
— результаты контрольных испытаний.
5.9. На каждом ящике наносят:
— товарный знак предприятия-изготовителя;
— условное обозначение рым-болтов;
— брутто и нетто в килограммах.
ПРИЛОЖЕНИЕ (рекомендуемое). ГНЕЗДА ПОД РЫМ-БОЛТЫ
1. Конструкция и размеры гнезд под рым-болты в изделиях из черных металлов должны соответствовать указанным на чертеже и в таблице.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
Условное обозначение резьбы d
Пример условного обозначения рым-болта с резьбой М8 без покрытия:
Рым-болт М8 ГОСТ 4751-73
То же, с мелкой резьбой M 100×6, с покрытием 01 (цинковое с хроматированием), толщиной 9 мкм:
Рым-болт М100×6.019 ГОСТ 4751-73
(Измененная редакция, Изм. № 1, 2).
1.2. Грузоподъемность рым-болтов должна соответствовать указанным в табл. 2.
Условное обозначение резьбы
Грузоподъемность на 1 рым-болт, кг, +
при направлении строп
по вертикальной оси рым-болта

под углом 45º от вертикальной оси рым-болта
в плоскости кольца
с отклонением от плоскости кольца

1. При подъеме груза направление строп под углом от вертикальной оси рым-болта свыше 45° не допускается.
2. Для установки в одной плоскости колец двух ввинченных до упора рым-болтов допускается применение плоских шайб толщиной:
— до 1 мм — под рым-болты с резьбой М8- M 12;
— не более половины шага резьбы — под рым-болты с резьбой свыше M 12.
1.3. Конструкция и размеры гнезд под рым-болты приведены в приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Соответствие материала предусмотренным маркам должно быть подтверждено сертификатом предприятия-изготовителя металла.
(Измененная редакция, Изм. № 1).
2.2. (Исключен, Изм. № 1).
2.3. Технические требования к штампованным поковкам по ГОСТ 7505-89, класс точности — II , степень сложности — С3.
Примечание. При изготовлении рым-болтов свободной ковкой в подкладных штампах допускается увеличивать плюсовые допуски в 2 раза.
(Измененная редакция, Изм. № 1).
2.5. Заварка или заделка дефектов не допускается.
2.6. Рым -болты после штамповки или ковки должны быть нормализованы и очищены от окалины.
2.7. Твердость нормализованных рым-болтов должна соответствовать указанной в табл. 3.
Твердость НВ рым-болтов с размером резьбы
от М72×6 до М100×6
Допускается одна повторная термообработка.
2.8. На кольце рым -болта центровые отверстия не допускаются.
2.9. Надрезы на обработанной части хвостовика не допускаются.
Размеры фасок и сбегов резьбы — по ГОСТ 10549-80. Величина сбега резьбы для угла заборной части инструмента — 20°.
Примечание . При применении покрытия должны быть обеспечены указанные размеры и шероховатость.
2.11. Резьба не должна иметь сорванных ниток, заусенцев и вмятин.
2.12. Допуск перпендикулярности оси резьбы d на длине 100 мм относительно опорной плоскости кольца:
0,10 мм — для рым-болтов с резьбой от М8 до M 16;
0,05 мм — для рым-болтов с резьбой от М20 до М100×6.
2.13. Допуск симметричности оси резьбы d относительно общих плоскостей симметрии рым-болта:
Т 1 мм — для рым-болтов с резьбой от М8 до М12;
Т 2 мм — для рым-болтов с резьбой от М16 до М48;
Т 4 мм — для рым-болтов с резьбой от М56 до M 100×6.
2.12 — 2.13. (Измененная редакция, Изм. № 2).
Допускаемое отклонение этой нагрузки ±5 %.
Технические требования к покрытиям и качеству поверхности рым-болтов перед покрытием — по ГОСТ 9.301-86.
(Измененная редакция, Изм. № 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Предприятие-изготовитель должно проводить приемо-сдаточные испытания рым-болтов. При приемо-сдаточных испытаниях рым-болты проверяют:
до механической обработки
— на соответствие требованиям п. 1.1 в части размеров, получаемых объемной штамповкой или ковкой и пп. 2.3, 2.4: в случае изготовления свободной ковкой в подкладных штампах — каждый рым-болт; в случае изготовления объемной штамповкой — 5 % от партии, но не менее 5 шт.;
— на соответствие требованиям пп. 2.5 и 2.6 каждый рым-болт;
— на соответствие требованиям п. 2.7 10 % от партии, но не менее 5 шт.; после механической обработки:
— на соответствие требованиям п. 1.1 (размеры l , l 1 и h l и d ) пп. 2.8 — 2.14 каждый рым-болт;
— на соответствие требованиям п. 2.15 — по ГОСТ 9.301-86.
Примечание . Партия состоит из рым-болтов одного размера, изготовленных из стали одной марки, совместно прошедших термообработку.
(Измененная редакция, Изм. № 1).
3.2. При получении неудовлетворительных результатов испытаний рым-болтов хотя бы по одному из показателей проводят повторные испытания удвоенного числа образцов; взятых от той же партии, по полной программе. Результаты повторных испытаний являются окончательными и распространяются на всю партию.
(Введен дополнительно, Изм. № 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. На соответствие требованиям п. 2.3 проверяют внешним осмотром без применения увеличительных приборов.
Допускается применение луп до трехкратного увеличения.
(Измененная редакция, Изм. № 2).
4.2. Твердость (п. 2.7) определяют по ГОСТ 9012-59 на образующей опорной части кольца.
4.3. Резьбу (п. 2.10) проверяют предельными калибрами.
4.4. Отклонение от перпендикулярности оси резьбового хвостовика к опорной поверхности кольца (п. 2.12) проверяют угловым шаблоном или щупом по просвету между опорной поверхностью кольца и торцевой поверхностью контрольного калибра.
4.5. Соответствие рым-болтов требованиям п. 2.4 проверяют испытанием на растяжение с выдержкой под нагрузкой в течение 10 мин.
Нагрузка должна быть приложена по оси стержня рым-болта.
Приложение нагрузки должно быть плавным, без рывков.
После снятия нагрузки в рым-болтах не должно быть остаточных деформаций, трещин и надрывов.
Отсутствие остаточных деформаций определяют контролем размеров по оси рым-болтов до и после испытания.
Отсутствие трещин и надрывов проверяют внешним осмотром с помощью лупы, имеющей не менее чем четырехкратное увеличение.
4.6. Толщину слоя покрытия (п. 2.15) проверяют на кольце рым-болта. Методы проверки качества и толщины покрытия — по ГОСТ 9.302-88.
4.7. (Исключен, Изм. № 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый рым-болт на образующей опорной части кольца должен иметь следующую маркировку:
— товарный знак предприятия-изготовителя;
— условное обозначение резьбы.
Для рым-болтов с резьбой М8 -М16 допускается выполнять маркировку только товарного знака предприятия; в этом случае условное обозначение резьбы маркируют на бирке для партии.
5.2. Маркировку выполняют давлением или штамповкой. Допускается наносить маркировку ударным способом.
5.3. Рым-болты упаковывают в плотные дощатые неразборные ящики по ГОСТ 2991-85, выложенные внутри упаковочной бумагой марки Б по ГОСТ 515-77.
5.4. В каждый ящик упаковывают рым-болты одной партии.
5.5. Масса брутто каждого ящика не должна превышать 60 кг .
5.7. Каждая партия рым-болтов должна сопровождаться документом, содержащим:
— наименование или товарный знак предприятия-изготовителя;
— условное обозначение рым-болтов;
— результаты контрольных испытаний.
5.9. На каждом ящике наносят:
— товарный знак предприятия-изготовителя;
— условное обозначение рым-болтов;
— брутто и нетто в килограммах.
ПРИЛОЖЕНИЕ
(Рекомендуемое)
ГНЕЗДА ПОД РЫМ-БОЛТЫ
1. Конструкция и размеры гнезд под рым-болты в изделиях из черных металлов должны соответствовать указанным на чертеже и в таблице.
Рым болт ГОСТ 4751-73: техническая документация изделия
- Главная страница
- Читать «Attek journal»
- Учебный центр
- Охрана труда
- Проведение СОУТ
- Производственный контроль
- Аудит по охране труда
- Сертификация технологических процессов
- Оценка профрисков
- О компании
- Партнерство
- Вакансии
- Лицензии
- Клиенты
- Проекты
- Отзывы
© 1995 — 2020
«ЦЕНТР АТТЕСТАЦИИ И ЭКСПЕРТИЗЫ»
Сертификация ТР ТС; подтверждение соответствия; специальная оценка условий труда;аттестация рабочих мест; повышение квалификации; промышленная безопасность.
Рым болты ГОСТ 4751-73

Внимание
Основные параметры и размеры
В связи с широким ассортиментом возможных комбинацией изготовления данного изделия по марке металла, классу прочности и нанесенному покрытию. Цену на интересующий вас вариант исполнения уточняйте по запросу.
Техническая документация
Описание изделия
Рым-болт с кольцом и буртиком, кованый высокопрочный. Используется для создания такелажных приспособлений и устройств, грузового и негрузового назначения.
ГОСТ 4751-73. Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Screw rings. Specifications
Дата введения 1974-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 10.05.73 № 1169
2. Срок проверки — 1993 г., периодичность — 5 лет
3. ВЗАМЕН ГОСТ 4751-67
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта
ГОСТ 9.014-78
5.6
ГОСТ 9.301-86
2.15, 3.1
ГОСТ 9.302-88
4.6
ГОСТ 515-77
5.3
ГОСТ 1050-88
2.1
ГОСТ 1759.0-87
215
ГОСТ 2991-85
5.3
ГОСТ 7505-89
2.3
ГОСТ 9012-59
4.2
ГОСТ 10549-80
2.10
ГОСТ 14192-96
5.8
ГОСТ 15150-69
Вводная часть
ГОСТ 16093-81
2.10, приложение
ГОСТ 24705-81
2.10, приложение
5. Проверен в 1988 г. Ограничение срока действия снято Постановлением Госстандарта СССР от 16.12.88 № 4162
6. ПЕРЕИЗДАНИЕ (июнь 1998 г.) с Изменениями N 1, 2, 3, 4, утвержденными в мае 1979 г., январе 1983 г., декабре 1988 г., августе 1990 г. (ИУС 7-79, 5-83, 3-89, 11-90)
Настоящий стандарт распространяется на рым-болты, предназначенные для подъема, опускания или удержания на весу изделий при монтажных и такелажных работах для всех условий эксплуатации по ГОСТ 15150.
(Измененная редакция, Изм. № 4).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Конструкция и основные размеры рым-болтов должны соответствовать указанным на чертеже и в табл. 1.
ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4)
Размеры в мм
Условное обозна-
чение резьбы ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4)
При-
меня-
емость
ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4)
ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4)
ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4)
ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4)
ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4)
ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4)
ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4)
ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4)
ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4), не ме-
нее
ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4)
ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4)
Мас-
са 1 шт., кг
Пример условного обозначения рым-болта с резьбой М8 без покрытия:
Рым-болт М8 ГОСТ 4751-73
То же, с мелкой резьбой М100х6, с покрытием 01 (цинковое с хроматированием), толщиной 9 мкм:
Рым-болт М 100 х 6.019 ГОСТ 4751-73
(Измененная редакция, Изм. № 1, 2).
1.2. Грузоподъемность рым-болтов должна соответствовать указанным в табл. 2.
Таблица 2
Грузоподъемность на 1 рым-болт, кг, +
при направлении строп
под углом 45°
от вертикальной оси рым-болта
Условное обозначение резьбы
по вертикальной оси рым-болта
в плоскости
кольца
с отклонением от плоскости кольца
ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4)
ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4)
ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4)
Примечания:
1. При подъеме груза направление строп под углом от вертикальной оси рым-болта свыше 45° не допускается.
2. Для установки в одной плоскости колец двух ввинченных до упора рым-болтов допускается применение плоских шайб толщиной:
— до 1 мм — под рым-болты с резьбой М8-М12;
— не более половины шага резьбы — под рым-болты с резьбой свыше М12.
1.3. Конструкция и размеры гнезд под рым-болты приведены в приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Рым-болты должны быть изготовлены из стали марки 20 или 25 (подгруппа а) по ГОСТ 1050 штамповкой. Допускается изготовление ковкой.
Соответствие материала предусмотренным маркам должно быть подтверждено сертификатом предприятия-изготовителя металла.
(Измененная редакция, Изм. № 1).
2.2. (Исключен, Изм. № 1).
2.3. Технические требования к штампованным поковкам по ГОСТ 7505, класс точности — II, степень сложности — СЗ.
Примечание. При изготовлении рым-болтов свободной ковкой в подкладных штампах допускается увеличивать плюсовые допуски в 2 раза.
(Измененная редакция, Изм. № 1).
2.4. На внутренней окружности кольца допускается лыска, получаемая после зачистки заусенцев, при условии сохранения размера в пределах допусков п. 2.3.
2.5. Заварка или заделка дефектов не допускается.
2.6. Рым-болты после штамповки или ковки должны быть нормализованы и очищены от окалины.
2.7. Твердость нормализованных рым-болтов должна соответствовать указанной в табл. 3.
Таблица 3
Твердость НВ рым-болтов с размером резьбы
Марка стали
от М8 до М64
от М72х6 до М100х6
20
105-149
95-121
25
134-187
105-149
Допускается одна повторная термообработка.
2.8. На кольце рым-болта центровые отверстия не допускаются.
2.9. Надрезы на обработанной части хвостовика не допускаются.
2.10. Резьба — по ГОСТ 24705 с полем допуска 8g по ГОСТ 16093. Размеры фасок и сбегов резьбы — по ГОСТ 10549. Величина сбега резьбы для угла заборной части инструмента — 20°.
Примечание. При применении покрытия должны быть обеспечены указанные размеры и шероховатость.
2.11. Резьба не должна иметь сорванных ниток, заусенцев и вмятин.
2.12. Допуск перпендикулярности оси резьбы ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4) на длине 100 мм относительно опорной плоскости кольца:
0,10 мм — для рым-болтов с резьбой от М8 до М16;
0,05 мм » » » » » от М20 до М100х6.
2.13. Допуск симметричности оси резьбы ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4) относительно общих плоскостей симметрии рым-болта:
Т 1 мм — для рым-болтов с резьбой от М8 до М12;
Т 2 мм » » » » » от М16 до М48;
Т 4 мм » » » » » от М56 до М100х6.
2.12-2.13. (Измененная редакция, Изм. № 2).
2.14. Рым-болты должны выдерживать испытание на прочность нагрузкой, равной удвоенной номинальной грузоподъемности.
Допускаемое отклонение этой нагрузки ±5 %.
2.15. Рым-болты могут изготовляться с покрытием. Виды и условные обозначения покрытий — по ГОСТ 1759.0.
Технические требования к покрытиям и качеству поверхности рым-болтов перед покрытием — по ГОСТ 9.301.
(Измененная редакция, Изм. № 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Предприятие-изготовитель должно проводить приемо-сдаточные испытания рым-болтов. При приемо-сдаточных испытаниях рым-болты проверяют:
до механической обработки:
— на соответствие требованиям п. 1.1 в части размеров, получаемых объемной штамповкой или ковкой и пп. 2.3, 2.4: в случае изготовления свободной ковкой в подкладных штампах — каждый рым-болт; в случае изготовления объемной штамповкой — 5 % от партии, но не менее 5 шт.;
— на соответствие требованиям пп. 2.5 и 2.6 каждый рым-болт;
— на соответствие требованиям п. 2.7 10 % от партии, но не менее 5 шт.;
после механической обработки:
— на соответствие требованиям п. 1.1 (размеры ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4), ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4) и ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4) и ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4)) пп. 2.8-2.14 каждый рым-болт;
— на соответствие требованиям п. 2.15 — по ГОСТ 9.301.
Примечание. Партия состоит из рым-болтов одного размера, изготовленных из стали одной марки, совместно прошедших термообработку.
(Измененная редакция, Изм. № 1).
3.2. При получении неудовлетворительных результатов испытаний рым-болтов хотя бы по одному из показателей проводят повторные испытания удвоенного числа образцов, взятых от той же партии, по полной программе. Результаты повторных испытаний являются окончательными и распространяются на всю партию.
(Введен дополнительно, Изм. № 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. На соответствие требованиям п. 2.3 проверяют внешним осмотром без применения увеличительных приборов.
Допускается применение луп до трехкратного увеличения.
(Измененная редакция, Изм. № 2).
4.2. Твердость (п. 2.7) определяют по ГОСТ 9012 на образующей опорной части кольца.
4.3. Резьбу (п. 2.10) проверяют предельными калибрами.
4.4. Отклонение от перпендикулярности оси резьбового хвостовика к опорной поверхности кольца (п. 2.12) проверяют угловым шаблоном или щупом по просвету между опорной поверхностью кольца и торцевой поверхностью контрольного калибра.
4.5. Соответствие рым-болтов требованиям п. 2.4 проверяют испытанием на растяжение с выдержкой под нагрузкой в течение 10 мин.
Нагрузка должна быть приложена по оси стержня рым-болта.
Приложение нагрузки должно быть плавным, без рывков.
После снятия нагрузки в рым-болтах не должно быть остаточных деформаций, трещин и надрывов.
Отсутствие остаточных деформаций определяют контролем размеров по оси рым-болтов до и после испытания.
Отсутствие трещин и надрывов проверяют внешним осмотром с помощью лупы, имеющей не менее чем четырехкратное увеличение.
4.6. Толщину слоя покрытия (п. 2.15) проверяют на кольце рым-болта. Методы проверки качества и толщины покрытия — по ГОСТ 9.302.
4.7. (Исключен, Изм. № 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый рым-болт на образующей опорной части кольца должен иметь следующую маркировку:
— товарный знак предприятия-изготовителя;
— условное обозначение резьбы.
Для рым-болтов с резьбой М8-М16 допускается выполнять маркировку только товарного знака предприятия; в этом случае условное обозначение резьбы маркируют на бирке для партии.
5.2. Маркировку выполняют давлением или штамповкой. Допускается наносить маркировку ударным способом.
5.3. Рым-болты упаковывают в плотные дощатые неразборные ящики по ГОСТ 2991, выложенные внутри упаковочной бумагой марки Б по ГОСТ 515.
5.4. В каждый ящик упаковывают рым-болты одной партии.
5.5. Масса брутто каждого ящика не должна превышать 60 кг.
5.6. Консервация — по ГОСТ 9.014.
5.7. Каждая партия рым-болтов должна сопровождаться документом, содержащим:
— наименование или товарный знак предприятия-изготовителя;
— условное обозначение рым-болтов;
— результаты контрольных испытаний.
5.8. Маркировка транспортной тары — по ГОСТ 14192.
5.9. На каждом ящике наносят:
— товарный знак предприятия-изготовителя;
— условное обозначение рым-болтов;
— брутто и нетто в килограммах.
ПРИЛОЖЕНИЕ (рекомендуемое). ГНЕЗДА ПОД РЫМ-БОЛТЫ
1. Конструкция и размеры гнезд под рым-болты в изделиях из черных металлов должны соответствовать указанным на чертеже и в таблице.
ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4)
мм
Условное обозначение
резьбы ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4)
ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4)
ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4)
ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4),не менее
(Измененная редакция, Изм. № 2, 4).
2. Резьба — по ГОСТ 24705 с полем допусков 7ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4) по ГОСТ 16093. Резьба не должна иметь сорванных ниток.
3. Допуск перпендикулярности оси резьбы ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4) на длине 100 мм относительно опорной поверхности гнезда:
0,2 мм — для рым-болтов с резьбой от М8 до М16;
0,1 мм — для рым-болтов с резьбой от М20 до М100х6.
(Измененная редакция, Изм. № 2, 3).
4. Гнезда под рым-болты должны быть чистыми, без раковин и подрезов.
5. Размер опорной плоской поверхности гнезда, имеющий обозначение шероховатости ГОСТ 4751-73 Рым-болты. Технические условия (с Изменениями N 1, 2, 3, 4) 12,5 мкм должен быть не менее диаметра опорной поверхности рым-болта.
(Измененная редакция, Изм. № 1, 4).
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 1998
Под ваш заказ можем поставить по низким ценам любые болты по DIN в том числе
DIN 186 Болт с головкой т-образной формы
DIN 188 Болт т-образной формы
DIN 261 Болт к пазам т-образный
DIN 444 Болт откидной с ушком
DIN 529 Болт анкерный фундаментный
DIN 558 Винт с шестигранной головкой
DIN 561 Болт винт с уменьшенной шестигранной головкой
DIN 564 Болт винт стопорный с коническим концом
DIN 601 MU Болт с уменьшенной длиной резьбы и с шестигранной головкой
DIN 603 Болт с круглой головкой и квадратным подголовником
DIN 604 Винт с потайной головкой и усиком на подголовнике
DIN 605 Винт с потайной головкой и квадратным подголовником
DIN 607 Винт с круглой головкой и усиком на подголовнике
DIN 608 Винт с потайной головкой и квадратным подголовником
DIN 609 Болт с шестигранной головкой и резьбовой цапфой
DIN 610 Болт с шестигранной головкой и короткой резьбовой цапфой
DIN 792 Болт с цилиндрической потайной головкой с усом
DIN 797 Болт анкерный фундаментный
DIN 931 Болт с шестигранной головкой и неполной резьбой
DIN 933 Болт с шестигранной головкой и полной резьбой
DIN 960 Болт с шестигранной головкой и неполной редкой резьбой
DIN 961 Болт с шестигранной головкой и полной частой резьбой
DIN 1445 Болт с овальной головкой и цапфой
DIN 3570 Болт скоба u-образная
DIN 6914 Болт высокопрочный с шестигранной головкой
DIN 6921 Болт с шестигранной головкой и фланцем, высокопрочный
DIN 6922 Болт с переходным концом
ГОСТ 4751-73 Рым-болты. Технические условия
Описание:
Обозначение: ГОСТ 4751-73
Статус: действующий
Название русское: Рым-болты. Технические условия
Название английское: Screw rings. Specifications
Дата издания: 01.04.2008
Дата введения в действие: 30.06.1974
Переиздание: переиздание с изм. 1
Область и условия применения: Настоящий стандарт распространяется на рым-болты, предназначенные для подъема, опускания или удержания на весу изделий при монтажных и такелажных работах для всех условий эксплуатации по ГОСТ 15150
Взамен: ГОСТ 4751-67
Список изменений: №1 от (рег. ) «Срок действия продлен»
№2 от (рег. ) «Срок действия продлен»
№3 от (рег. ) «Срок действия продлен»
№4 от (рег. ) «Срок действия продлен»
Текст ГОСТ 4751-73

Приложения к ГОСТу
Изменение №1 к ГОСТ 4751-73
Обозначение: Изменение №1 к ГОСТ 4751-73
Дата введения в действие: 01.07.1979
Текст поправки интегрирован в текст или описание стандарта.
Изменение №2 к ГОСТ 4751-73
Обозначение: Изменение №2 к ГОСТ 4751-73
Дата введения в действие: 01.07.1983
Текст поправки интегрирован в текст или описание стандарта.
Изменение №3 к ГОСТ 4751-73
Обозначение: Изменение №3 к ГОСТ 4751-73
Дата введения в действие: 01.07.1989
Текст поправки интегрирован в текст или описание стандарта.
Изменение №4 к ГОСТ 4751-73
Обозначение: Изменение №4 к ГОСТ 4751-73
Дата введения в действие: 01.02.1991
Текст поправки интегрирован в текст или описание стандарта.
Рым-болт ГОСТ 4751-73, конструкция, особенности, Т
Для производства монтажных, погрузочно-разгрузочных работ и транспортировки грузов используются специальные приспособления, в комплектацию которых входит рым-болт ГОСТ 4751–73 с проушиной для фиксации цепей, строп, талрепов, монтажных скоб, канатов или тросов. Конструкция, способ изготовления, условия эксплуатации и размерные параметры метиза определены государственным стандартом.
Конструкция и технические условия

В конструкции устройства основным элементом является стержень с головкой-кольцом и телом с резьбой. Производство метиза осуществляется ковкой или штамповкой стали марки ст. 20 и ст. 25. К процессу изготовления продукта государственным стандартом предъявляются повышенные требования, так как изделия подвергается значительным механическим нагрузкам, эксплуатируется в разных климатических условиях.
По техническим условиям на кольце и теле болта не допускается наличие заусенец, отверстий, каверн, надрезов, вмятин и задиров металла, особые требования предъявляются к целостности гребней и глубине резьбовой канавки. ТУ не допускает устранение дефектов, восстановленная деталь имеет пониженные механические характеристики. В целях защиты от коррозии готовая продукция подвергается обжигу и оцинковке.
Размерные параметры посадочного гнезда по ГОСТ на рым-болты определяются рядом показателей:

 Твердостью металла
Твердостью металла- Допусками перпендикулярности оси тела к поверхности опоры
Грузоподъемность такелажного приспособления
При выборе приспособления основное внимание должно быть акцентировано на технических характеристиках продукта в соответствии с массой груза и разновидностью выполняемых работ. Грузоподъемность рым-болтов формируется углом наклона петли головки по отношению к телу приспособления. При транспортировке тяжеловесного груза направление натяжения стропы должно направляться по вертикальной оси рым-болта.
Отклонение от вертикальной оси к плоскости болта и плоскости петли не должно превышать 45 0 . Если показатели отклонений превышают допустимое значение — возникают аварийные ситуации из-за срыва головки-петли или гребней резьбы. Разрушение целостности приспособления может быть спровоцировано несоответствием марки металла, превышением массы груза сверх допустимой нормы, заявленной производителем.
Виды стальных рым-креплений
Кроме прямого назначения крепления специальной конструкции также используются при формировании нестандартной грузоподъемной системы. Такими изделиями являются рым-болты с шарниром (вертлюгом), предотвращающим вращение груза с продольными кольцами или стержнями в момент подъема тяжелых, негабаритных и легких объектов.
Любая новаторская конструкция изготавливается по условиям государственного стандарта, обеспечивающего безопасность персонала и целостность груза. ТУ и ГОСТ в разных странах производителях отличаются, но основным показателем надежности изделия считается соответствие «Международному стандарту DIN 580», адаптированному к межгосударственному ГОСТу 4751−73. Все изделия должны иметь буквенно-цифровую маркировку и товарный знак производителя на дужке головки (М8, М16 и т. д. ).
Технические характеристики болтов формируются способом изготовления:
- Штамповка
- Ковка.
Готовое изделие подвергается обжигу при высокой температуре.
При маркировке используется метод:
- Штамповки
- Ударное нанесение.
Каждая партия изделий оснащается Сертификатом соответствия с логотипом завода изготовителя, номером партии, количеством креплений, результатом экспертизы. Упаковка продукции должна осуществляться послойно, с прокладкой промасленной бумагой между слоями.
Особенности и область применения
Отличительными качествами рым-крепления является марка стали и шаг резьбы. Так, болт, изготовленный из ст. 20 с шагом резьбовых гребней М 8 — М 64 должны иметь показатель твердости от 105 HB до 149 HB и полное отсутствие окалины и следов ржавчины.
Усилие подъема объекта зависят от угла закрепления болта по отношению к плоскости груза. Угол натяжения строп относительно вертикальной оси крепления формируется грузовой массой перемещаемого объекта и может составлять в пределах от 30 кг до 20 тонн. Наиболее безопасное поднятие тяжеловесных грузов осуществляется при создании усилия по длине оси винтового стержня.
Метизы, изготовленные по ГОСТ 4751–73 из углеродистой стали, изготавливаются в разных размерах и формах. Кроме головки в форме кольца, элемент крепления может оснащаться крюком. Для закрепления устройства на объекте резьбовой наконечник изделия вкручивается в отверстие на корпусе груза, стропа или трос фиксируется в проушине болта.
Размеры и маркировка креплений
Стальной рым-болт, размеры которого определяются ТУ, подразделяются условными обозначениями, их расшифровка соответствует наименованию и размеру резьбы:

Рым-болт М 14 ГОСТ 4751–73
Размеры резьбы — 14
ГОСТ 4751–73 — стандарт регламента.
Для метиза с хромированным (01 мкм) цинковым (9 мкм) покрытием и мелкой резьбой под заказ может быть сделано меднение.
Технические данные рым болтов: изготовление по ГОСТ 4751 73
 Слово «рым» к нам пришло из английского языка и буквально переводится как «кольцо». И правда, это слово обозначает изделия эллиптической, кольцеобразной, круглой формы, служащих для крепежа. Основными видами этих изделий являются рым-гайки и рым-болты.
Слово «рым» к нам пришло из английского языка и буквально переводится как «кольцо». И правда, это слово обозначает изделия эллиптической, кольцеобразной, круглой формы, служащих для крепежа. Основными видами этих изделий являются рым-гайки и рым-болты.
Сделав краткий экскурс в историю, можно предположить, что появлению болтов, в числе которых и рым-крепления, мы обязаны римлянам, они еще на заре нашей эпохи крепили таким образом, свои доспехи. Но тогда они еще были без резьбы и в качестве материала для крепления были не очень надежны. В трудах Да Винчи тоже есть чертежи похожих конструкций, но их массовое производство началось намного позже – когда появилось аппаратное штампование. До этого крепления были различных размеров, и к каждому была необходима своя гайка. Рым-болты, вероятней всего, возникли за счет развития мореходства, так как невозможно сегодня найти более прочного крепежа для такелажа.
Основные характеристики: рым болты ГОСТ 4751 73
Рым-болты – это изделия, изготовленные в виде кольца, соединенного с металлическим основанием, которое имеет форму стержня с нарезанной резьбой. Резьба – для крепежа к другим деталям или конструкциям.
Такое изделия, не понаслышке знают люди, которые занимаются такелажными работами, оно обеспечивает очень надежное крепление соединяемых элементов. Изготавливают рым болты гост 4751 73 из стали с небольшим количеством углерода (процентное количество углерода не больше 0,40 %) из легированной стали (повышают прочность изделия). Для эксплуатации в условиях высокой влажности – на кораблях, к примеру – они подвержены оцинковке.
Оцинковка – это покрытие основания металла слоем цинка. Цинк, который имеет уникальную возможность образовывать прочные оксиды, защищает металлическое основание от окисления, так как цинковая оксидная пленка на стали не пропускает к металлу кислород, довольно прочная и, соответственно, защищает от коррозии.
За счет простейшей конструкции этот болт – довольно распространенное изделие, так как это крепление универсально, и может использоваться для растяжки и крепления разных грузов.
Сфера использования и особенности
 Эти крепления устанавливают на различное оборудование, при этом грузоподъемность изделия зависит непосредственно от того, под каким углом закреплен болт. С учетом угла строп относительно оси и типоразмера грузоподъемность бывает от 30 кг до 20000 кг. При этом нельзя поднимать груза, когда угол строп относительно вертикали оси болта больше 45 гр. Специалисты советуют производить поднятие грузов по плоскости оси стержня изделия, это обеспечивает наиболее безопасный и максимальный крепеж.
Эти крепления устанавливают на различное оборудование, при этом грузоподъемность изделия зависит непосредственно от того, под каким углом закреплен болт. С учетом угла строп относительно оси и типоразмера грузоподъемность бывает от 30 кг до 20000 кг. При этом нельзя поднимать груза, когда угол строп относительно вертикали оси болта больше 45 гр. Специалисты советуют производить поднятие грузов по плоскости оси стержня изделия, это обеспечивает наиболее безопасный и максимальный крепеж.
Болты, соответствующие ГОСТ, бывают разными по размерам и форме. Их различают по размерам резьбовой части, диаметру кольца и по типу крепежа между ними. Крепление может быть подвижным или жестким. При подвижном крепеже кольцо свободно крутится на основании болта. Также иногда у рым-крепления бывает крюк вместо кольца, он служит для удержания и захватывания груза.
На изделия распространяются требования рым болты гост 4751 73 . Это обозначает, что изделие обязано четко соответствовать определенным требованиям ГОСТ:
- Наличие сертификатов, которые подтверждают изготовление болтов из стали определенной марки, соответствующей ГОСТ.
- Грузоподъемность изделий.
- Твердость – величина, которая определяется ГОСТ. Стальные крепления марки 20 с шагом резьбы М8-М64 обязаны иметь твердость 105-149НВ; размеры от М-72х6 до М-100х6 – 95-121 НВ.
Готовое изделие обязано быть на 100% зачищено от окалины.
Изготовление рым болтов ГОСТ 4751 73
 Как правило, производятся рым-болты методом штамповки, но возможно и изготовление методом ковки. Ни в коем случае не допускается пайка болтов.
Как правило, производятся рым-болты методом штамповки, но возможно и изготовление методом ковки. Ни в коем случае не допускается пайка болтов.
У стальных болтов марки 25 данные значения ГОСТ определяются 134-187НВ и 105-149НВ.
- Тестирование на прочность изделий – это возможность рым-болтов удерживать двойную нагрузку (в два раза больше, заявленной в ГОСТ).
- Резьба изделия не должна иметь вмятин, заусенцев и вмятин сорванных ниток.
Завод-производитель изделия обязан вести контроль качества деталей на соответствие нормам ГОСТ. Любая партия болтов подвержена испытаниям на соответствие ГОСТ стандарту.
Все рым-болты обязаны иметь на дужке обозначения, которые включают в себя:
- обозначение резьбы (для изделий с резьбой М 8-М 16 возможно нанесение лишь товарного знака завода);
- товарный знак завода, который изготовил крепление.
Как правило, маркировку делают штамповочным способом, но также пользуются и ударным методом нанесения.
Упаковка изделий происходит на заводе, где их упаковывают в деревянные коробки, предварительно застеленные плотной бумагой для упаковки. Каждая из коробок является упаковкой болтов одной партии. Наибольший вес одной коробки не должен быть более 60 кг. Любая партия изделий, согласно ГОСТ, обязаны сопровождаться соответствующим документом с товарным знаком завода-производителя и указанием наименования изделия, количества штук в пачке, результатов проверок и тестирования на качество изделия. Таким же образом, на каждую коробку наносится эта же маркировка.
В правилах техники безопасности на кораблях указано, что перед эксплуатацией грузоподъемного оборудования его нужно проверить на наличие дефектов, в том числе, проверить рым-крепления на наличие коррозии изделия. Это доказывает, какое важное значение придается данному виду изделий на флоте. Коррозия это небольшой детали может привести к печальным последствиям. На суда для транспортировки часто нужно поднимать разные тяжелые грузы и такое изделие, как рым-болт, значительно определяет надежность всей грузоподъемной конструкции.
Виды рым-болтов
 Сейчас рым-крепления также применяются для создания нестандартных систем, устройств для транспортировки грузов. Так как эти нестандартные изделия пользуются огромным спросом (сегодня в строительстве множество запросов, сделать которые стандартным способом просто невозможно), изготовители вынуждены пойти навстречу.
Сейчас рым-крепления также применяются для создания нестандартных систем, устройств для транспортировки грузов. Так как эти нестандартные изделия пользуются огромным спросом (сегодня в строительстве множество запросов, сделать которые стандартным способом просто невозможно), изготовители вынуждены пойти навстречу.
Сейчас можно купить не только стандартные рым-болты по ГОСТ, но и изделия с вертлюгом (шарнир, которые предотвращает передачу вращения элемента) – используются для погрузки легких деталей, изделия с удлиненными кольцами, используются для подъема и перевозки тяжелых грузов, с удлиненными стержнями – используются для погрузки нестандартных грузов.
Есть также специальные изделия для транспортировки тяжелых конструкций. Любая из этих новаторских конструкций обязана быть сделана четко по ГОСТ, в данном правиле нет исключений, так как каждая из конструкций применяется для серьезных мероприятий по подъему или транспортировки грузов, соответственно, непроверенные изделия использовать небезопасно.
Требования к стандартам в разных странах отличаются. Но, как правило, изготавливаются рым-крепления лишь в соответствии с «Межгосударственным стандартом рым болты гост 4751 73», эти требования максимально адаптированы к потребностям в нашей стране, в отличие от DIN580.

