
Сборочный чертеж приспособления «Патрон цанговый»
Цанговый патрон
Номер патента: 75322


Текст
М 7 б 322 Класс 49 а, 27 СССР ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУЗаявлено 7 июня 1948 года в Комитет,по изобретениям к открытняы при Совете Министров СССР за379818 Опублиховано 30 апреля 1949 годаПредмет изобретения 1, Цанговый патрон для зажима и осевого определения обрабатываемых деталей на токарно-револьверных станках с закрепленной в его корпусе опорой, несущей сменный неподвижный упор, отл и ч а ющ и й с я тем, что наконечник зажим ной тяги снабжен тремя выступами,899 Существующие конструкции типовых цанговых патронов к токарноревольверным станкам имеют следующие основные недостатки. Вопервых, в конструкцияхснеподвиж.ным упором и подвижной цангой нельзя обрабатывать длинные детали изделий, В тех конструкциях, где это возможно, при снятии цанги из патрона необходимо снимать и упор. Во-вторых, при изготовлении деталей на упомянутых станках встречается необходимость в патронах с неподвижным упором и подвижной цангой и в патронах с не.подвижной цангой, чему удовлетво.ряют две различные конструкции патронов.Согласно изобретеник, предлагается зажимной цанговый патрон для обработки изделий на токарноревольверных станках, в котором панга соединена с наконечником тя.ги при гсмощи штыкового затвора, что позволяет осуществить замену цанг без снятия со станка всего зажимного приспособления.Конструкция предлагаемого патрона поясняется чертежом, на фиг, 1 которого показан цанговый патрон для зажима коротких деталей, а на фиг. 2 — патрон с зажатой длинной деталью.В корпусе 1 (фиг, 1) запрессована опора 2, зафиксированная штифтами д, Опора 2 снабжена сменным упором 5 для изделия, Сквозь опору 2 пропущена зажимная тяга 4, наконечник которой снабжен тремя выступами, проходящими в аксиальные окна фланца опоры 2. Благодаря этим выступам, входящим в соответствующие уступы цанги б, образуется штыковой затвор, при помощи которого происходит соединение цанги с тягой. Таким образом осуществляется возможность снятия цанти 6 без удаления опоры 2.Чтобы не допустить проворачивания, цанга б зафиксирована шпонкой 8, привернутой винтом 7, Когда требуется обрабатывать на станках длинные детали, наконечник тяги 4 снаожают внутренней расточкой, а упору 5 придают форму стакана (фиг. 2).Яо 75322 Фиг. 1 в. редактор иш 600 проходящими в аксиальные окна фланца опоры, и сочленяется с цангой при помощи штыкового затвора, с целью обеспечения возможности снятия цанги без удаления опоры,2. Цантовый патрон по и, 1, о тлич а ю щи йся тем, что с целью обеспечения возможности установки в нем длинных деталей, наконечник тяги имеет внутреншою расточку. дактор В. Д. Горбунков
Заявка
МПК / Метки
Код ссылки
Цанговый патрон

Номер патента: 1407696
. технологических воэможностей путем одновременной обработки двух торцовкольца,На фиг.1 изображен цанговый патрон, разрез по оси; на фиг.2 — видА на фиг.1; на фиг.3 — вид Б нафиг,2.В корпусе 1 патрона, закрепленного к шпинделю станка винтами 2, распо»15ожен шток 3, взаимодействующий столкателями 4 винтом 5. Толкатели4 перемещают вдоль оси разжимную цангу 6. К переднему торцу корпуса 1патрона крепится винтами 7 специальный упор 8, выполненный в виде стаана переменного сечения, цилиндриеский рабочий торец упора снабжен(фиг,2) разнесенными равномерно покружности спаренными симметричными 25выступами 9, в прорезях между которы-,и размещены лепестки 10 разжимнойанги 6.Шток 3 получает перемещение отневматического, механического или.
Способ и устройство для проверки технического состояния наконечников реактивных тяг многоосных автомобилей

Номер патента: 1665257
. на нулевую отметку осуществляется с помощью гаек 27. Такая настройка производится одноразово для каждой марки автомобиля.На пост проверки технического состояния наконечников реактивных тяг автомобиль заезжает по направлению стрелки Д, При этом, благодаря площадкам 1 Ч-образного углубления и дугообразным ребордам 2, автомобиль занимает определенное положение как в продольном, так и поперечном направлениях осмотровой канавы, Таким образом, уже при постановке на пост однотипных автомобилей обеспечивается их установка в заданное положение относительно устройства для прЬверки технического состояния наконечников реактивных тяг многоосных автомобилей, После установки автомобиля на пост устройство при необходимости, перемещаясь по.
Патрон бурового станка

Номер патента: 949172
. После отвинчивания штанги от става она манипулятором убирается с оси бурения, например, в кассету.Для захвата става (нижней штанги става) вращатель с патроном без вращения подается в осевом направлении, Операции захвата конечной штанги (установленной на подхвате) бурового става аналогичны вышеописанным,Предлагаемое устройство позволяет уменьшить потери рабочего времени. Формула изобретения 1. Патрон бурового станка, включающийкорпус с полостью, в которой размещена 40подвижная втулка с направляющими элементами на внутренней поверхности и упругие элементы, отличающийся тем, что, с целью сокращения затрат времени на вспомогательные операции, патрон снабжен штифтами, а в корпусе выполнены горизон тальные пазы, в которых размещены названные.
Ключ для патрона токарного станка

Номер патента: 1440687
. патронах токарных станков и дели- тельных головок.Цель изобретения — повышение удобства в работе за счет увеличения обзора головки ключа.На фиг, 1 изображен ключ для патрона токарного станка, продольный разрез; на фиг. 2 — вид А на фиг. 1.Ключ для патрона токарного станка содержит стержень 1 с перпендикулярным к его оси отверстием 2 на одном конце и профильной головкой 3 на другом конце, размещенную в отверстии 2 рукоятку 4, охватывающую конец стержня 1 с головкой 3 втулку 5, подпружиненную в осевом направлении относительно рукоятки 4 пружиной 6. Втулка 5 выполнена со сквозными диаметральными пазами 7. В стержне 1 возле головки 3 выполнено дополнительное отверстие 8, перпендикулярное его оси, ориентированное относительно граней.
Цанговый патрон

Номер патента: 1731453
. поверхности, контактирующей спазом 21 цанги 3. Палец 33 имеет на одномконце отверстие под ключ для вращенияпальца 33 и кольцевую канавку под стопорный винт 34, препятствующую осевому перемещению пальца 33, удерживающегоштифт 5 от проворота вокруг своей оси,Стопорный винт 34 служит для закрепления пальца 33 от проворота. С цельюпредотвращения вывертывания стопорноговинта 34 из корпуса 1 он размещен подзащитным кольцом 6, сидящим на корпусе 1и имеющим отверстие для доступа, например, отвертки к стопорному винту 34.Патрон работает следующим образом,В отверстие 23 цанги 3 помещают объектзажима, например пруток, размер диаметракоторого соответствует размеру цанги 3, Стержнем 30,вставляемым в отверстие 19 втулки 2через отверстие 27 в защитном.
Цанговый патрон для станка: разновидности, конструкция, принцип действия
Такое устройство, как патрон цанговый, представляет собой разновидность зажимных механизмов, используемых для фиксации режущего инструмента, вращающегося с большой скоростью. В отличие от моделей быстрозажимного типа, цанговые патроны не требуют использования дополнительных приспособлений, таких как винты, шпильки или стопорные элементы, поэтому такие устройства часто называют самозажимными.
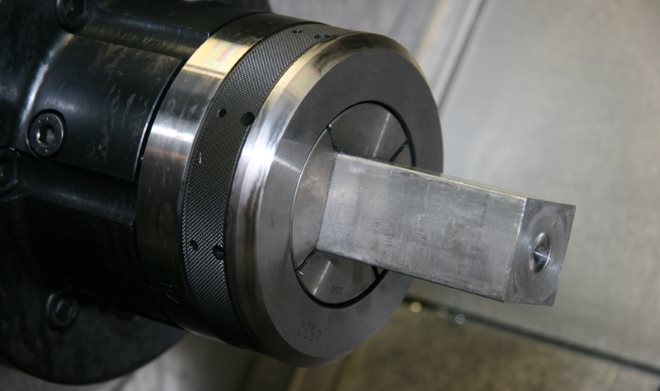
Токарный цанговый патрон для фиксации квадратных прутков
Зажимными элементами цангового типа оснащают патроны для токарного станка, в которых фиксируются детали в процессе обработки. Такие патроны в зависимости от геометрических параметров обрабатываемой заготовки могут отличаться как своими размерами, так и формой зажимных элементов. Самыми распространенными из всех используемых на сегодняшний момент являются цанговые зажимы, относящиеся к типу ER.
Основные разновидности
Для комплектации современных металлообрабатывающих станков (токарных, фрезерных и сверлильных) используются самоцентрирующиеся патроны, оснащаемые двумя, тремя или четырьмя кулачками. Зажимные элементы в таких патронах могут приводиться в действие вручную или при помощи механического привода. Если говорить о сферах применения таких зажимных механизмов, то двухкулачковые патроны используются преимущественно для фиксации фасонных отливок в процессе их обработки, а при помощи трехкулачковых зажимных механизмов обеспечивается надежное крепление заготовок и хвостовиков инструментов круглой, конусной и шестигранной формы. Зажимные механизмы, оснащенные четырьмя кулачками, используются в тех случаях, когда для выполнения обработки необходимо зафиксировать несимметричную заготовку или деталь прямоугольной формы.

Цанговый патрон ER20 с комплектом цанг для фрезерного или фрезерно-гравировального станка
Вообще все механизмы для фиксации инструмента или заготовки в процессе обработки подразделяются на следующие категории:
- устройства цангового типа;
- рычажные устройства;
- устройства быстрозажимного типа (БЗП);
- клиновые зажимные устройства;
- гидропатроны;
- мембранные зажимы;
- термопатроны;
- двух-, трех- и четырехкулачковые зажимные устройства.
Самозажимные патроны, в которых используется цанговый механизм, нужны для оснащения как специализированных, так и универсальных станков. Преимуществом применения патронов данного типа является то, что их конструкция обеспечивает достаточное усилие зажима даже при небольшом значении крутящего момента, чего нельзя сказать о подобных устройствах других типов. При выборе цангового патрона следует обращать внимание на то, чтобы основные элементы его конструкции были изготовлены из закаленной стали. В таком случае он способен прослужить значительно дольше.
Как работает зажимной цанговый механизм
Фрезерный или токарный патрон, основу которого составляет цанговый зажим, работает по следующему принципу:
- Самозажимная гайка, которую закручивают, создает давление на торец цангового механизма.
- Под воздействием давления цанга передвигается в отверстие конусной формы, что приводит к сжатию лепестков, из которых состоит ее рабочая часть.
- Сжимаясь, лепестки цанги надежно фиксируют хвостовик инструмента или заготовку.

Устройство простого цангового зажима
Соответственно, чтобы извлечь инструмент или заготовку из такого патрона, необходимо ослабить самозажимную гайку, уменьшив давление, которое она оказывает на цанговый зажим.
Большим преимуществом цанговых патронов для фрезерного станка (или токарного оборудования), если сравнивать их с подобными устройствами других типов, является то, что инструмент или заготовка, которые в них фиксируются, отлично центрируются, что обеспечивает их минимальное радиальное биение. Кроме того, чтобы использовать фрезерный или токарный патрон цангового типа, нет необходимости применять специальные ключи, которые, как правило, часто теряются.
В патроне токарного станка могут зажиматься прутки различной формы благодаря сменным цангам
Цанговые патроны можно использовать для фиксации деталей, конфигурация поперечного сечения которых не соответствует форме их входного отверстия. Для того чтобы зафиксировать в цанговом патроне такую деталь, применяются специальные картриджи, поставляемые в комплекте с устройством.
Конструктивные особенности
Основными элементами конструкции любого цангового патрона являются зажимная гайка и цанговый зажимной механизм, который может быть выдвижным, втягиваемым или неподвижным. В зависимости от своего назначения цанговые механизмы могут быть зажимными и подающими. Механизмы цангового типа используются и для фиксации обрабатываемых деталей по поверхности их внутреннего отверстия. Обеспечивает такую фиксацию специальное приспособление – цанговая оправка. Кроме фиксации деталей в процессе их обработки, цанговая оправка может использоваться для закрепления на ней фрез насадного типа.
Классификация цанговых патронов по конструкции
Цанговые механизмы подающего типа применяются в тех случаях, когда зафиксированную в них деталь в процессе ее обработки необходимо периодически выдвигать из зажимного устройства. Конструкция такой цанги состоит из стальной втулки, на боковой поверхности которой выполнено три надреза, формирующих пружинящие зажимные лепестки, а также из трубки, через внутреннее отверстие которой заготовка подается в зону обработки. Перед началом использования такого механизма цанговая втулка вкручивается в резьбовое отверстие в трубке, а конец обрабатываемой заготовки пропускается между лепестками зажимного механизма. За подачу заготовки в зону обработки отвечает специальный шток, приводимый в действие посредством кулачкового или гидромеханического механизма.
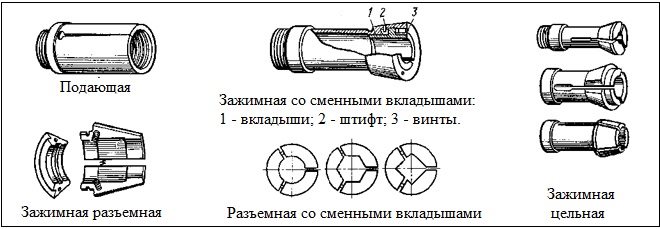
Зажимная цанга, которая также выполнена в виде втулки с пружинящими лепестками, обеспечивает только фиксацию заготовки, без ее подачи в зону выполнения обработки. В зависимости от диаметра хвостовика инструмента или обрабатываемой заготовки, которые фиксируются при помощи цангового механизма, количество лепестков может быть различным. Так, для фиксации инструментов и заготовок с диаметром не больше 3 мм используются трехлепестковые цанги, с диаметром от 3 до 80 мм – четырехлепестковые, с диаметром более 80 мм – шестилепестковые.
Для фиксации инструментов и заготовок самого маленького диаметра нужны разъемные зажимные цанги, в конструкции которых присутствуют специальные пружины, отвечающие за разжимание кулачков. Цанги данного типа могут дополнительно комплектоваться вкладышами, подбираемыми в зависимости от диаметра инструмента или заготовки.

Цанговые держатели с цилиндрическим хвостовиком
Цанговые патроны, конструкция которых дополнена еще одной гайкой, могут использоваться для фиксации инструментов небольшого диаметра с хвостовиком, имеющим форму конуса Морзе. Минусом цанг данного типа является то, что для инструментов различного диаметра необходимо использовать отдельный зажимной механизм.
Точение заготовок небольшого диаметра, выполняемое на станках продольного типа, также может выполняться с применением цанговых зажимных механизмов. Цанговые патроны, используемые в подобных случаях, отличаются своей конструкцией от обычных моделей.
Рекомендации по выбору
Первое, на что следует обращать внимание при выборе зажимного патрона цангового типа, – это то, как такое устройство фиксируется на шпинделе используемого оборудования. Вариантов такого крепления может быть два: использование специального переходника или накручивание патрона на резьбовой конец шпинделя. Если фрезерный или токарный патрон цангового типа будет присоединяться к шпинделю станка при помощи фланца или посредством конуса Морзе, необходимо предварительно выяснить их точные параметры (диаметр пояска и параметры конусности).
Как уже говорилось выше, в зависимости от диаметра хвостовика инструмента или обрабатываемой заготовки выбирается количество зажимных элементов, которыми оснащена цанга. Кроме того, следует обращать внимание на материал, из которого изготовлены такие элементы: чем он тверже, тем дольше вам прослужит патрон.
Технические параметры цангового патрона с конусным хвостовиком, учитываемые при подборе оснастки
Простейший цанговый зажим, при помощи которого на валу электродвигателя фиксируется сверло, можно сделать и своими руками. Для изготовления такого фиксирующего механизма, который можно использовать только при выполнении сверлильных работ по мягким материалам, вам потребуются:
- стальная проволока диаметром 1 мм;
- цилиндрическая оправка, диаметр которой соответствует поперечному размеру вала электродвигателя и сверла;
- паяльник и припой.
Из стальной проволоки, наматываемой на оправку, формируется пружина, которая затем тщательно пропаивается. После этого самодельная цанга может использоваться по назначению.
Патрон цанговый
Содержание: Скрыть Открыть
- Сфера применения и основные преимущества
- Особенности конструкции
- Основные правила выбора цангового патрона
- Условные обозначения
- ГОСТы

Цанговый патрон – это разновидность оснастки металлорежущих станков с самозажимной фиксацией. Это простое и надежное устройство, широко применяемое при выполнении операций на токарных, сверлильных и фрезерных станках, и обеспечивающее высокую точность центровки и минимальное радиальное биение.
Сфера применения цанговых патронов и основные преимущества
Фиксирующая оснастка со сменными цангами широко применяется для установки резцов и осевых заготовок на различных типах металлорежущих станков. Применяется она и на станках с ЧПУ благодаря высокой надежности зажима и быстрой смене инструмента. Цанговое крепление оптимально для фиксации прутков и других деталей цилиндрической формы. Его применение удобно и для повторного крепления обработанной детали.

Основные достоинства цангового метода фиксации:
- Минимальное радиальное биение заготовки.
- Высокоточная центровка детали.
- Простая установка без применения ключей.
Основным недостатком цанговых патронов является ограниченный диаметр хвостовиков устанавливаемых инструментов и заготовок. Для расширения типоразмеров инструмента возможно использование переходных втулок.
Особенности конструкции
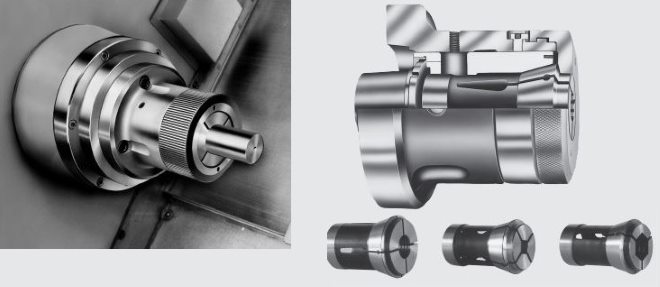
Цанговые патроны различаются по виду и размеру, но все они работают по единому принципу. Оснастка состоит из набора цанг и самозажимной гайки, которая создаёт давление на торец цанги. Из-за усилия давления цанга смещается в конусный проем, одновременно уменьшаясь в диаметре и обеспечивая усилие сжатия детали или хвостовика инструмента. Для съёма детали гайка свинчивается, увеличивая диаметр цанги.
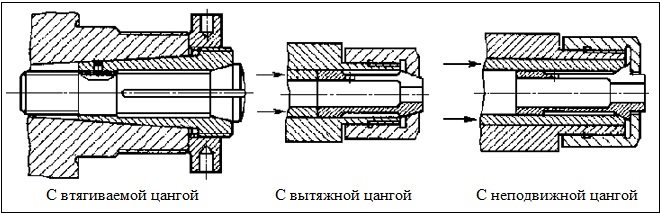
Существуют патроны с втягиваемой, неподвижной и выдвижной цангами. По назначению данный элемент может быть подающим или зажимным. Подающая представляет собой втулку с тремя пружинящими лепестками и концами, направленными в сторону центра. Цанга накручивается на вращающийся шток, подающий заготовку посредством кулачкового механизма или гидропривода. Упругость лепестков обеспечивает плотное сжатие инструмента или детали.
Конструкция цельной зажимной цанги представляет собой пружинящую втулку с лепестками. Количество лепестков зависит от диметра фиксируемой детали:
- трехлепестковые – детали или инструмент диаметром до 3 мм;
- 4-лепестковые – от 3 до 80 мм;
- 6-лепестковые – детали диаметром более 80 мм.
Для крепления деталей и инструмента наименьшего диаметра применяются патроны с зажимными разъёмными цангами. Движение и фиксацию кулачков в данной конструкции обеспечивают специальные пружины.
Основные правила выбора цангового патрона
Подбирая патрон для оснащения станка необходимо руководствоваться несколькими основными правилами:
- Крепление патрона к шпинделю. Определитесь со способом крепления и допустимым диаметром или номером конуса Морзе. Цанговый патрон может устанавливаться на шпиндель через быстросъёмный конусный зажим напрямую или через переходную втулку, а также иметь резьбовое крепление.
- Определите размер фланца для крепления (при наличии пояска).
- Подберите количество кулаков в зависимости от диаметра детали или инструмента.
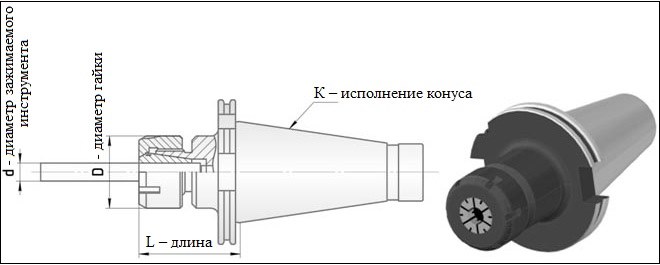
Условные обозначения
В соответствии с действующим стандартом на цанговый патрон с наружным конусом, предназначенным для крепления инструмента с цилиндрическим хвостовиком, должен иметь следующее условное обозначение.

При исполнении 1 (универсальные станки) с конусом номер 50, диаметром под хвостовик (d) 12 мм и длиной 90 мм: Патрон 1-50-12-90 ГОСТ 26539-85

Действующие ГОСТы
Один из основных действующих стандартов — ГОСТ 26539-85, который определяет параметры цангового патрона с наружным конусом 7:24. Действуют и другие стандарты, регулирующие различные технические условия данного типа оснастки.
Зачем нужны цанговые патроны для фрезерного станка, принцип действия цанги
Абразивный и режущий инструмент в металлообрабатывающих станках играет основную роль в процессе обработки заготовок. Качество зависит от характеристик приспособления, и насколько прочно он прикреплен.
В качестве данного приспособления выбирают цанговый патрон, отличающийся разнообразием вариаций, типоразмеров в зависимости от вида хвостовика, разновидности станка.

Принцип действия цанговых патронов
Цанговый патрон фиксирует резцы, осевые заготовки на фрезерном, оборудовании, станках с ЧПУ, где требуется крепление с высокой точностью и минимальным биением оси. Независимо от размеров, типовой принадлежности все разновидности цанговых патронов функционируют по следующему принципу:
- самозажимной закручивающийся механизм давит на торец цангового патрона;
- поддаваясь нажатию, цанга перемещается в конусообразный проем, что приводит к смыканию лепестков, которые являются рабочей частью детали;
- сомкнутые лепестки цанги крепко удерживают заготовку или хвостовик инструмента.

Благодаря креплению данного типа элемент надежно удерживается, отлично цитируется. Чтобы снять цангу, самозажимную гайку откручивают настолько, чтобы уменьшить давление на инструмент, после чего заготовку извлекают из крепления. Для затяжки, откручивания применяется обычный накидной ключ.
Конструктивные особенности
Структура любого цангового патрона включает в себя следующие элементы:
- корпус, с помощью которого устанавливаются зажимы на фрезеры. Выполнен из специальных твердых сплавов, не подвергающихся механическим повреждениям, деформации;
- зажимную гайку, надежно фиксирующую заготовку патроном, не позволяя ей смещаться, вибрировать;
- цангу, выполненную в виде втулки, в которую входит торец фрезы. В процессе завинчивания гайки заготовка равномерно, прочно обжимается, за счет чего происходит ее надежная фиксация.

Преимущества и недостатки
Существует несколько преимуществ, отличающих цанговый патрон от других видов зажимных механизмов:
- фиксация режущего инструмента по всей площади. При закручивании гайки цинга равномерно, одинаково прочно фиксирует большую площадь хвостовика, благодаря чему достигается снижение вибрации при работе с заготовкой. Боковая нагрузка не влияет на положение оси инструмента, за счет чего обеспечивается его отличное центрирование. С помощью цанговых патронов качественно обрабатываются металлические заготовки, в случае работы с мелкими деталями точно соблюдаются параметры изделия;
- совместимость с множеством видов фрез. многофункциональность конструкции корпуса позволяет в работе со всевозможными механизмами заменять только режущую часть. Для этого достаточно открутить гайку, вручную установить цангу необходимого диаметра. Такая особенность значительно упрощает производственный процесс;
- минимальные вибрации зафиксированной части во время рабочего процесса. Дрожание внутреннего конуса по отношению к внешней торцевой части составляет 0,005-0,010 мм.

Из недостатков отмечена необходимость подбора цанг под разный диаметр хвостовика установленной детали или инструмента.
Виды и особенности
В зависимости от области применения, конструктивных особенностей механизма, цанговые патроны разделяются на несколько видов:
- ER цанги. С двумя точками зажима и сквозным отверстием, наиболее часто используемый вид;
- для метчиков. С пазом квадратной формы, компенсирующих ось;
- сквозные и глухие. Первые обрабатывают детали неограниченной длины, вторые подходят для заготовок ограниченного размера, например, заготовок, у которых один конец запаян;
- с одной и двумя участками зажима. Второй вид, по сравнению с первым, более надежно фиксирует деталь за счет удержания в двух точках оси.

Фиксаторы цанговых патронов бывают двух типов:
- зажимные. Втулка изготовлена в виде нескольких пружинящих, соответствующих размеру крепежа, лепестков. Трехлепестковая втулка предназначена для обработки заготовок диаметром до 0,3 см, четырехлепестковые — от 0,3 до 8 см, шестилепестковые — для деталей более 8 см в диаметре;
- подающие. Цанга из стали оснащена тремя продольными канавками, образующими лепестки со сближающимися окончаниями. Хорошо пружинящая особенность конструкции предполагает легкую установку, надежное удерживание заготовки необходимого диаметра в патроне. В процессе работы подающий механизм с накрученной цангой начинает двигаться, что способствует еще более плотному сближению лепестков.
Подающий тип патрона является более надежным, но требует наличия специального ключа для фиксации. Зажимные типы применяют в тех случаях, когда необходима частая замены фрез во время работы.
Как правильно выбрать зажимные цанги?
Чтобы правильно подобрать инструмент и избежать в дальнейшем определенных трудностей, при выборе учитывают некоторые характеристики цанги:
- способ крепления к шпинделю — непосредственная установка либо накручивание на резьбу с помощью переходника;
- количество, материал, форма кулачков;
- размеры фланцев;
- вид сплава, из которого выполнен элемент в зависимости от типа предстоящих работ.
Не рекомендуется приобретать инструмент неизвестного производителя, так как подобные инструменты не отличаются высоким качеством, долгим сроком службы.
Сферы применения
Фиксирующий инструмент со сменными цангами используется на различного типа станках, где требуется надежное крепление резцов, осевых заготовок, сверл и т. д.:
- фрезерные ЧПУ станки с обрабатывающим центром;
- фрезерное оборудование вертикального, горизонтального типа;
- оборудование сверлильной, расточной, фрезерной групп.
Применение вспомогательных переходников для фиксации обрабатываемых заготовок снижает надежность производственного процесса, а также уровень безопасности. Универсальные патроны с пружинными лепестками оптимизируют работу оператора, так как для замены фрез, метчиков достаточно просто развести цангу, вставить деталь в патрон.
Клуб студентов «Технарь». Уникальный сайт с дипломами и курсовыми для технарей.
Все разделы / Черчение и компьютерная графика /


Цанговый патрон МЧ.16.00.00 деталировка
Тип работы: Чертежи
Форматы файлов: КОМПАС
Сдано в учебном заведении: Артемовский колледж точного приборостроения (АКТП)
Описание:
Цанговый патрон сборочный чертеж
Цанговый патрон чертежи
Цанговый патрон деталирование
Цанговый патрон скачать
Цанговый патрон 3д модель
Патрон цанговый служит для обработки эксцентрично расположенного отверстия во втулке и эксцентричного валика. Приспособление монтируется на планшайбе 1, которая навертывается на резьбовую часть шпинделя (М48 х 3) токарного станка. На планшайбе с помощью втулки 2 установлены поворотная планка 3, несущая втулка 4. Обрабатываемую деталь закладывают в отверстие цанги б, базируясь на наружной цилиндрической поверхности и упираясь в торец втулки 4. Закрепляются детали навинчиванием колпачка 5 на резьбу втулки 4. Внутренняя коническая поверхность колпачка 5, перемещаясь по конической поверхности цанги б, сжимает и закрепляет деталь. Смещение центра цанги относительно оси вращения определяется фиксатором 7.
МЧ.16.00.00 Цанговый патрон сборочный чертеж
МЧ.16.00.00 Цанговый патрон спецификация
МЧ.16.00.01 Планшайба
МЧ.16.00.02 Втулка
МЧ.16.00.03 Планка поворотная
МЧ.16.00.04 Втулка
МЧ.16.00.05 Колпачок
МЧ.16.00.06 Цанга
МЧ.16.00.07 Фиксатор
Выполнены в компасе 3D V13 все чертежи+3Д модели
Также возможно открыть в 14,15,16,17 и выше версиях компаса.
Помогу с другими вариантами.Пишите в Л/С.
Размер файла: 722,6 Кбайт
Фаил: (.rar)
——————-
Обратите внимание , что преподаватели часто переставляют варианты и меняют исходные данные!
Если вы хотите, чтобы работа точно соответствовала, смотрите исходные данные. Если их нет, обратитесь к продавцу или к нам в тех. поддержку.
Имейте ввиду, что согласно гарантии возврата средств, мы не возвращаем деньги если вариант окажется не тот.
——————-
ЦАНГОВЫЕ ПАТРОНЫ МЕХАНИЗИРОВАННЫЕ ЦАНГОВЫЕ ПАТРОНЫ ЦАНГИ И ПРИНАДЛЕЖНОСТИ
- Юрий Бурачков 3 лет назад Просмотров:
1 МЕХАНИЗИРОВАННЫЕ ЦАНГОВЫЕ ЦАНГИ И ПРИНАДЛЕЖНОСТИ 91
2 УКОРОЧЕННЫЕ МЕХАНИЗИРОВАННЫЕ ЦАНГОВЫЕ серия CRS Сверх компактное исполнение патрона для черновой обработки. Идеально подходит для работы с автоматическим податчиком прутка. Укороченная длина расширяет рабочую зону токарного станка. Гайка имеет стопорный винт. Используются цанги типа Varibore. Для CRS36 также подходят пружинные цанги 171E. Широкий диапазон закрепления для коротких деталей небольшого диаметра. Диапазон закрепления Шаг цанги Ход втулки Макс. усилие передав. приводом Макс. зажимное усилие Макс. Мин. Соответств. цилиндр черновая чистовая Крепление 92
3 УДЛИНЕННЫЕ МЕХАНИЗИРОВАННЫЕ ЦАНГОВЫЕ серия CRL Неподвижная в осевом направлении цанга для любой чистовой обработки. Компактное исполнение — минимум выступов. Взаимозаменяемость на шпинделе с механизированными патронами Kitagawa серии B200. Высокая точность центрирования. Поставляется в комплекте с заготовкой для присоединения тяги привода. Все детали изготовлены из высоколегированной стали. Прецизионное исполнение. Диапазон закрепления Шаг цанги Ход втулки Макс. усилие передав. приводом Макс. зажимное усилие Макс. Мин. Соответств. цилиндр черновая чистовая Крепление 93
4 БЫСТРОСМЕННЫЕ МЕХАНИЗИРОВАННЫЕ ЦАНГОВЫЕ серия QCRL Патрон подходит для черновой и чистовой обработки. Идеально подходит для работы с автоматическим податчиком прутка. Фиксированная длина цанги, отсутствие смещения. Быстросменный колпачок с защитной блокировкой. Используются различные типы цанг. Высокая точность при обработке. Дюйм Din Дюйм Din Диапазон закрепления Шаг цанги Ход втулки Макс. усилие передав. приводом Макс. зажимное усилие Макс. Мин. Соответств. цилиндр черновая чистовая Крепление Цанговые патроны серий QCRL54 и 60 могут поставляться с дополнительными переходными 42 втулками и колпачками для дюймовых и метрических цанг. Более подробные сведения и номера деталей см. в разделе Принадлежности. 94
5 БЫСТРОСМЕННЫЕ МЕХАНИЗИРОВАННЫЕ ЦАНГОВЫЕ серия QCRL/S 66/ Патрон подходит для черновой и чистовой обработки. Идеально подходит для работы с автоматическим податчиком прутка. Фиксированная длина цанги, отсутствие смещения. Быстросменный колпачок с защитной блокировкой. Используются различные типы цанг. Высокая точность при обработке. Диапазон закрепления Шаг цанги Ход втулки Макс. усилие передав. приводом Макс. зажимное усилие Соответств. цилиндр Макс. Мин. QCRS 66 Дюйм QCRS Дюйм QCRL S S2091 Din S2091 черновая чистовая — — D-193 E QCRS 66 QCRS QCRL Крепление 220 x 6 A8 A8 A8 A B C D E Max M90 x 2 M90 x 2 M90 x 2 F G Max G Min
6 с ЦАНГОВЫЕ МЕХАНИЗИРОВАННЫE ЦАНГОВЫE С ВТЯГИВАЮЩИМ ЭФФЕКТОМ серия DEL Конструкция с втягивающим эффектом для черновой обработки. Используются цанги 5C, 3J, 16C, S20, S26, и S30 Предусмотрены выталкиватели детали. Ключ для цанги поставляется в комплекте с патроном. Высокая точность при обработке. Диапазон закрепления Степень втягивания Макс. усилие передав. приводом Крепление 96
7 ЦАНГИ Цанги для черновой обработки Цанговый патрон Диапазон закрепления цанг для дюймового исполнения — 1/8 дюйма. Диапазон закрепления цанг для метрического исполнения — 2. Позволяют закреплять заготовки по черновым базам и производить тяжелую механическую обработку на мощных обрабатывающих центрах. Базовые поверхности цанг, для закрепления прутков круглого сечения диаметром свыше 8, имееют рифления нанесенные по спирали. Базовые поверхности цанг для закрепления прутков квадратного и шестгранного сечения — гладкие. Цанга Диапазон закрепления,, Круг Шестигранник Квадрат Длина Диаметр Конус Пружинные цанги для чистовой обработки Пружинные цанги используются преимущественно для чистовой обработки, при которой крайне нежелательно оставлять следы на деталях, а также при необходимости закрепить небольшую часть детали. Диаметр отверстия цанги необходимо подбирать равным диаметру заготовки. При необходимости, данные цанги можно использовать для черновой обработки. Цанговый патрон Цанга Диапазон закрепления,, Круг Шестигранник Квадрат Длина Диаметр Конус Цанги типа 5С; 16С Цанги имеют исполнение под заготовки круглого, квадратного и шестигранного сечения. Закрепление заготовки обеспечивается передней частью цанги. Диаметр отверстия цанги необходимо подбирать равным диаметру заготовки. При необходимости, данные цанги можно использовать для черновой обработки. Цанговый патрон Внутреннее отверстие, Диапазон закрепления,, Круг Шестигранник Квадрат Длина Диаметр Конус 97
8 Принадлежности к цанговым патронам Переходная втулка и гайка RSC60-42: подходит для метрических цанг 173E и M 673. RSC54-42: подходит для дюймовых цанг D 850 и D 268. Особо точное исполнение. Позволяют использовать цанги различного диапазона. Переходные фланцы для крепления к шпинделю Переходники для присоединения тяги привода Пневматический и пружинный выбрасыватель Устанавливается либо в корпус патрона либо на шток гидравлического цилиндра. Большой ход и диапазон длин Особо точное исполнение. Уплотнение для прутковых заготовок Подходит для типоразмера (исполнения) QCRL. Предохраняет цангу и патрон от попадания охлаждающей жидкости и стружки. Внутренний диаметр уплотнения должен быть приблизительно на 3 меньше чем диаметр прутковой заготовки. С каждым патроном поставляется уплотнение для дальнейшей подгонки по размеру. 98
9 Для корректного заказа переходной планшайбы необходимо предоставить следующие данные: Изготовитель станка Изготовитель патрона Изготовитель цилиндра Модель Модель Модель Год выпуска Серийный номер Серийный номер *Пожалуйста, отсылайте информацию специалистам ЗАО «СТ Групп»* Рис. 1 Рис. 2 Рис. 3 Рис. 4 A) Максимальный вылет (от торца шпинделя) D) Длина резьбы G) Посадка на конус — укажите тип B) Минимальный вылет (от торца шпинделя) E) Диаметр отверстия в шпинделе H) Посадка на цилиндрический поясок — укажите диаметр C) Диаметр резьбы (тип резьбы, шаг, правая/левая, наружная/внутренняя) F) Крепежные отверстия: Резьба = Диаметр центров = Количество = Интервал (град.) = I) Внутренний диаметр тяги 99
Все о цанге для фрезера

- Что это такое?
- Сферы применения
- Обзор видов патронов
- Нюансы выбора
Знать все о цанге для фрезера не менее актуально, чем о самих фрезах или об основном оборудовании и режимах работы. Существуют различные виды цанговых патронов для фрезерного станка, зажимы 6-8 мм, 12 мм и других размеров.
Полезно заранее выяснить, что же это такое, и как выбрать подходящий набор или отдельный экземпляр.

Что это такое?
Цанга для фрезера ручного по дереву и по металлу – то же самое, что дека для гитары, воздух для футбольного мяча или корень для растения. Главное, что без нее обойтись невозможно, и никакие работы выполнять невозможно также. В основном изделие включает в себя:
специального образца гайки.

Только цанга обеспечит надежное удержание фрезового инструмента в процессе эксплуатации. Поэтому от него зависит:
качество обработки изделий;
сохранность основного инструмента и его отдельных частей.

При кажущемся сходстве самых разных моделей между ними есть весьма существенные различия. Игнорирование этих нюансов способно привести к совершенно неприятным последствиям. Потому выбирать цанги должен уметь каждый мастер.

Важно: нельзя путать цанговое приспособление и кулачковый патрон. Второй вариант универсальнее и позволяет крепить хвостовики самого разного диаметра, однако использовать его во фрезерных работах откровенно неразумно.

Сферы применения
Они определяются тем, насколько велико число лепестков у конкретной цанги. Если приходится работать с очень мелкими заготовками, то применяют целый комплект зажимающих патронов. Для разводки специальных «кулачков» в них предусматриваются пружины. Иногда, но очень редко, применяют разъемные цанги специального образца.
Еще цанговый патрон может быть взят, когда требуется закреплять концевую режущую часть с ограниченным сечением хвостового блока.

Речь идет о работе с:

Стоит еще отметить, что ассортимент таких изделий представлен под разными названиями:
втулка (и все это выпускается порой для фрезеров самых разных марок, а то и со специализацией по конкретным модификациям).



Тонкие удлинители используют, если стандартизированной длины фрезерующего инструмента не хватает. Подобные изделия позволяют работать с ручными фрезерами, в том числе и с использованием дополнительно фрезеровочных шаблонов. Ключевой параметр – наименьший диаметр удлинительного компонента вместе с основной цангой. От него зависит допустимая величина посадочной площадки. Необходимость в таком приспособлении возникает, когда идет работа над пазами большой глубины, например, над выемками для монтажа замка в деревянной или металлической двери.
Важно: цанги для профессиональных фрезерных станков и для ручных фрезеров путать нельзя категорически. Недаром они четко разнесены даже в каталогах ведущих производителей таких приспособлений, к примеру, в официальном интернет-магазине CMT.

Патроны цанговые – еще одна особая категория. Они должны использоваться только в тесной связке с цангами для патронов той же серии. Но все равно в обиходной речи мастеров и заказчиков все подобные понятия скорее синонимы, и уточняют нюансы только в конкретных случаях.

Обзор видов патронов
Может возникнуть у несведущих людей вопрос: зачем столько видов патронов и цанг, не стоит ли все их разнообразие просто свести к размерным рядам. Ответ на этот вопрос отрицателен. И все дело в объективной причине – уж очень масштабный спектр задач решается при помощи фрезерующего оборудования. Современные фрезерные станки с программным управлением (а других в серьезной промышленности уже почти не бывает) могут:
работать с деревом и металлом;
выполнять манипуляции по пластмассе и по прочному камню;
обрабатывать фанеру, волокнистые плиты и другие плитные деревянные материалы;
работать с резиной.

И все это не только фрезеруется, но иногда еще также:
обрезается по точно заданному размеру;
снабжается отверстиями с заданными параметрами, включая шероховатость;
подвергается объемной обработке (и это еще только самый общий начальный перечень вариантов).

Естественно, что при таком разнообразии операций манипулировать с помощью неутомимой труженицы фрезы одним типом зажима цангового для фрезерного станка невозможно технически. Неизбежно те или иные операции будут выполняться слишком плохо или просто посредственно. Внешне вроде бы большинство цанг одинаково: втулка, геометрически выполненная как усеченный конус со сквозным каналом посередине. В стенках готовится необходимое по технологии количество прорезей, с помощью которых и формируются специальные держащие лепестки. Цанговые зажимные приспособления:
позволяют максимально легко заменять инструменты;
сокращают интенсивность биения рабочих частей;
гарантируют однородный по интенсивности и не меняющийся в течение времени обжим фрезы;
способны перенести мощные скоростные и температурные воздействия, возникающие при работе на профессиональном уровне.

Лепестковый блок перед началом работы вкручивают в патронный узел. Далее используется самозажимная гайка. Ее требуется накрутить, но не заворачивать до конца. Потом устанавливают необходимую фрезу, и уже после этого можно накрепко зажимать удерживающую гайку, чтобы обеспечить прочное удержание. Патронный агрегат технически прочно связан с мотором, что позволяет передать механическое усилие полноценно и с минимумом потерь.

Практически во всех современных фрезерных станках используют цанговые патроны формата ER. В этом случае применяют лишь зажимные модели, а не подающие, которые используются в токарном оборудовании. Зажимные цанги дополнительно делятся на:
сквозные, позволяющие крепить инструмент, протяженность хвостовика которого больше, чем высота патрона;
глухие, корпус которых на одном краю запаивают;
имеющие ряд зажимных зон – это решение обеспечивает присоединение приспособление в паре точек оси;
имеющие паз квадратной формы – такое решение отлично подходит для использования метчиков;
уже упомянутые изделия группы ER, в которых есть и пара участков прижима, и сквозное отверстие.



Но если товар помечен маркировкой ER, это еще не означает, что он полностью однороден. По допуску на биение различают обычный и прецизионный инструментарий. Второй вариант гарантирует оптимальную жесткость и пригоден для максимально точной обработки. В отдельных случаях его используют для чистовых манипуляций.
Категория ER имеет широкое разнообразие размеров (сечений), что как раз и позволяет гарантировать применение всевозможных диаметров фрез; но в любом случае нельзя использовать крепление, которое меньше, чем хвостовой узел фрезы.

Переходная цанга для фрезерующего оборудования, как нетрудно догадаться, призвана «подружить» между собой разнородные типы аппаратов и инструментов. То есть помогает в ситуации, когда приемный блок станка и рабочий агрегат имеют резко несходные размеры. Полезно охарактеризовать и некоторые практические габариты самих цанг. Так, фирма CMT поставляет модель Triton, которая представлена размерами:
Но в некоторых случаях даже 6-миллиметровое изделие совершенно избыточно. В такой ситуации может выручить патрон цанговый комплектный на вал сечением 3 мм. Обычно его масса не превышает 40 граммов. Но и на этом специфика отдельных типов не заканчивается. Необходимо еще учесть основные черты цанги для ручного фрезера, которая может довольно сильно отличаться от приспособления для стандартного промышленного станка.
Так, накидываемая гайка вполне может быть одна для целого набора зажимных деталей. Все практически гайки выполняются по шестигранной схеме. Для работы с ними предусматривается накидной ключ. Специальные гайки для мелких диаметров часто имеют цилиндрическое исполнение. Это позволяет без особого труда затягивать их вручную.

Патрон подачи всегда делается из прочного сплава, подлежащего специальному закаливанию. Поверхность снабжается 3 или 4 разрезами в продольном направлении. Зажимной тип патрона обеспечивает особо точное закрепление. Но движение по оси оказывается невозможно. Такие конструкции чаще применяют не во фрезерах, а в продольно-точильных станках с автоматикой.

Нюансы выбора
Часто при продаже фрезера сразу предлагают набор цанг и других компонентов. Однако уповать на такие комплекты не стоит. Нередко туда входит откровенно некачественный товар либо просто отличающийся от хвостового блока по размеру. Причем подобными проблемами «страдает» продукция практически всех производителей. Требуется выбирать модели максимально тщательно и аккуратно, узнавая все подробности.


Руководствоваться необходимо техническими описаниями и маркировками. Цанги всякого размера поставляют лишь Festool, Porter Cable. Продукция прочих марок комплектуется крепежом далеко не всегда. Ее покупателям приходится обращаться к торговым организациям или сервисным службам с заявкой. И даже в этом случае могут возникнуть проблемы.

Прочие особенности:
подающие патроны должны быть идеально соответствующими по размеру используемому прутку;
для вертикального фрезера следует использовать и обычные, и уменьшенные (с адаптером) цанги;
по возможности следует консультироваться с инженерами;
стоит избегать цанг, которые по размерам отличаются от наиболее распространенных (и в дюймовом, и в метрическом исчислении).
Часть 1. Что такое «центровка» и «сверло», «оправка» и «патрон»? Почему их путают и как их различить?

Уверен, что многие из Вас сталкивались с ситуацией, когда два специалиста используют в разговоре технические термины, но при этом не понимают друг друга, или понимают, но как потом выясняется, понимают неправильно. И, на мой взгляд, основная причина в отсутствии полноценной терминологии в некоторых аспектах машиностроения. Например, в чертежах есть свои специальные символы, обозначения, стандартные элементы, закреплённые в ГОСТ, металлы имеют свои группы и классификации, хвостовики ПАТРОНОВ и ОПРАВОК имеют свои наименования и стандарты. Но как быть, как раз, с этими патронами и оправками?
При обычном общении на производстве, при написании документов типа «Техпроцесс», в других ситуациях часто используются понятия, которые специалистами разного уровня воспринимаются не совсем корректно, а иногда и вовсе неправильно. Именно из-за того, что люди воспринимают один и тот же термин по-разному и происходят нестыковки, недопонимания, ошибки. Технолог в Техпроцессе, формулируя структуру перехода, использует специальный термин, который иногда и сам понимает неправильно, а склад и оператор на станке понимают его по-своему или не понимают вовсе и действуют в соответствии со своими собственными измышлениями.
Очень много ошибок и разночтений в каталогах инструментальных компаний. Очень часто неправильно описывают те или иные материалы, технологические операции, элементы инструмента.
Например, как многие воспринимают термин «центровка»?
В толковых словарях этот термин расшифровывается так:
Центровка – определенное расположение центра тяжести чего- либо (механизма, сооружения и т.п.) относительно геометрических осей.
Хотя большинство технарей при слове «центровка» представляют что-то подобное:

В тех же толковых словарях описание жаргонного выражения «центровка» — сверло с центральным – между двумя резцами — остриём; центровое сверло. Если честно, описание так себе.
В то же время, инструмент изображённый выше имеет совершенно определённое название, сформулированное в ГОСТ 14952-75 — Настоящий стандарт распространяется на комбинированные центровочные сверла для обработки центровых отверстий. И этот инструмент вообще-то не предназначен для разметки отверстий перед сверлением обычным сверлом. Он предназначен для формировании полноценных центровых отверстий на торцах валов для последующей установки их в центра при точении, шлифовке и прочих видах обработки. Такие же центра используются при шлифовке инструмента. Самый яркий пример – метчики.
Конечно, никто не собирается использовать центровочные свёрла только для формирования центров на валах. Благодаря своей жёсткой конструкции они повсеместно используются для предварительной разметки перед сверлением. А в современном мире ЧПУ рынок предлагает и совершенно не похожий на изначальный инструмент, который тоже называют «центровкой» или «центровочным сверлом».

По сути это выполненное максимально жёстким обычное сверло
И, на мой взгляд, второй вариант предпочтительнее, так как задаёт похожую на геометрию сверла точку касания, из-за чего рабочее сверло гарантированно идёт туда куда нужно.
Следующий пример, это различие понятий ПАТРОН и ОПРАВКА. Для многих эти два слова означают одно и то же. Но уверен, что у каждого при упоминании этих терминов, перед глазами возникает какая-то своя картинка, которая довольно часто отличается от картинки собеседника.
На самом же деле, элементы оснастки, описываемые этими терминами, сильно отличаются. Возможно, для кого-то эти различия очевидны, но всё же поясню.
ОПРАВКА, элемент инструментальной оснастки, чаще всего устанавливающийся непосредственно в шпиндель станка, на револьвер, на стол, и служащий для закрепления инструмента или заготовки. Точно так же описывается и патрон. Но в чём же различия?
ОПРАВКА – это элемент, крепление к которому или крепление на который или крепление с помощью которого происходит за его внешние элементы. То есть на конус оправки, на цилиндр оправки, на плоскость оправки.
ПАТРОН же удерживает инструмент или деталь в большинстве случаев с использованием своих внутренних поверхностей, отверстий, сжимающихся кулачков.
 Оправка для насадной фрезы
Оправка для насадной фрезы  Оправка с конусом
Оправка с конусом  Оправка для детали
Оправка для детали
 Сверлильный патрон
Сверлильный патрон  Цанговый патрон под ER
Цанговый патрон под ER  Токарный патрон
Токарный патрон
Но это правило, основанное на моих наблюдения, очень часто нарушается. В каталогах ПАТРОНЫ под Weldon очень часто называют ОПРАВКАМИ под Weldon, и это уже никого не смущает и не напрягает. Но многие продолжают путать эти понятия и применяют их не к месту.
Принадлежности для фрезерных станков.
- Товаров: 183
- 1
- 2
- 3
- 4
- 5
- →
- Деревообработка
- Ленточнопильные станки
- Сверлильные станки
- Фрезерно-сверлильные станки
- Фрезерные станки по металлу
- Токарные станки
- Режущий инструмент
- Сопутствующие товары
- Заточные станки
- Отрезные дисковые пилы
- Шлифовальные станки.
- Станки для обработки листа
- Ножницы по металлу
- Пробивные прессы Edwards
- Трубогибы и Профилегибы
- Прессы
- Зачистные станки
- Магнитные сверлильные станки
- Цифровая индикация (DRO)
- Рольганги (роликовые опоры)
- Каретки для тали, подвижные тип GT
- Тали электрические
- Электрокаретка тип WRT
- Тали стационарные тип SMHA
- Тали рычажные
- Лебедки
- Принадлежности для грузоподъемного оборудования
- Домкраты гидравлические
- Весовое оборудование
- Каретка для тали тип PT (холостая)
- Токарные резцы по металлу
- Концевые фрезы
- Насадные фрезы
- Сверла по дереву
- Сверла по металлу
- Фрезы по металлу
- Лазерные станки с ЧПУ
- Фрезерные станки с ЧПУ
- Лазерные маркировщики металла
- Услуги
- Доставка
- Оплата
- Контакты
Адрес демо-зала:
Москва, Варшавское шоссе, 170Г,
(7 минут пешком от  Аннино
Аннино
или  Лесопарковая)
Лесопарковая)
- О компании
- Услуги
- Доставка
- Оплата
- Лизинг
- Сервис
- Обмен и возврат
- Условия соглашения
- Политика конфиденциальности
- Производители
- Акции
- Каталоги
- Скачать прайс-лист
- Оптовикам
- Калькулятор полотен
- Арендодателям
- Вакансии

Вся информация на сайте о товарах носит справочный характер и не является публичной офертой в соответствии с пунктом 2 статьи 437 ГК РФ.

