
Способы изготовления матриц для штамповки сталей
Способы изготовления матриц для штамповки сталей
Изготовление матрицы — ответственный этап производственного процесса и является самой сложной и ответственной работой, поскольку именно от ее качества зависит и качество будущего изделия.

Нанесение декоративного покрытия (гелькоута)

Процесс приклеивания стекломата

Процесс обработки стекломата

Проверка качества соединения компонентов.

Нанесение декоративного покрытия (гелькоута)

Удаление лишних компонентов и выступающих элементов

Матрица будущего изделия

Матрица будущего изделия

Матрица будущего изделия

Матрица камина

Матрица велосипедного шлема

Матрица будущего изделия
При некачественно изготовленной матрице обязательно проявятся изъяны в изделии, что в конечном итоге приведет к финансовым издержкам, задержке производственного цикла, браку конечного изделия.
Доверяя изготовление матрицы (прототипа) нам, вы можете быть уверены в том, что получите матрицу высокого качества в оговоренные сроки.
Наша компания располагает опытными специалистами и всем необходимым оборудованием для изготовления матриц.
Матрица изготавливается из углепластика или стеклопластика
Стеклопластик может являться материалом не только для того или иного изделия как конечного продукта производства, но и для специальной технологической оснастки при формовании этих самых изделий.
Если речь идет о малосерийном производстве, то экономически выгодней использовать стеклопластик, чем, например, металл. Кроме того, для специалиста-профессионала достаточно просто и быстро выложить форму из стеклокомпозита, что позволяет снизить время изготовления и стоимость получаемого изделия.
Традиционный способ предполагает изготовление мастер-модели (прототипа, пунсона, болванки) будущего изделия. Затем на ней слой за слоем наращивается сама матрица, внутренняя поверхность которой представляет собой отображение поверхности мастер-модели.
Изготовление матрицы из стеклопластика — идеальное соотношение качества и цены
Применение стеклопластика в промышленности — приоритетный выбор многих современных организаций. Для производства деталей из этого современного синтетического материала часто используются стеклопластиковые матрицы. Их формы применяются повсеместно: при литье, холодном прессовании, контактном формировании, распылении и впрыске.
Процесс изготовления такой матрицы закладывает будущие свойства стеклопластика. Поэтому к работе над ее созданием следует подходить с особым вниманием. В случае ошибки или недочетов на этапе изготовления матрицы дальнейшие усилия станут пустой тратой времени.
- собственное производство и высокоточное оборудование
- широкий ассортимент продукции, изготовленной по технологии литьевого мрамора
- высокоточные мастер-модели, а также матрицы с мастер-моделей для последующего производства изделий
- богатый выбор цветов, возможность модного дизайна изделия под оникс, мрамор, натуральный камень
- минимальное время выполнения всех необходимых работ: полный цикл занимает всего 30 рабочих дней
- оперативную доставку изделий заказчику
- гибкую ценовую политику и систему скидок для постоянных клиентов
Изготовление матриц для литья силикона
На гиктаймс уже писали о литье пластмасс в силиконовые формы, но в этот раз мы будем лить силикон в пластмассу.

Краткая предыстория. Стала перед нами задача: изготовить энное количество резиновых кнопок от ключей автомобиля по образцу. Пробовали мы их печатать на 3D принтере из резинового филамента, но качество не устроило. Тогда-то и пришла мысль реверсировать технологию литья в силикон. Что из этого вышло, читайте под катом.
Обзор технологий
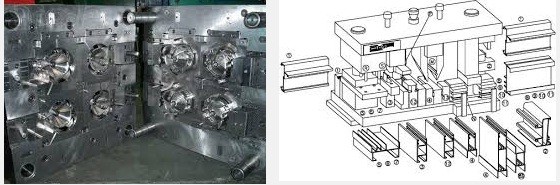
Литьё пластмасс под давлением
Не совсем резина, но суть та же: специальная машина — термопластавтомат (ТПА) — доводит сырье (2) до температуры плавления и через выходную фильеру (3) впрыскивает расплав в пресс-форму (4,6). Как правило, в качестве исходного сырья используются термопласты.

Плюсы: технологичность, высокая скорость получения изделия, широчайший перечень материалов, высокое конечное качество, высочайшая степень детализации. Минусы: сюда же — технологичность, неоправданно высокая стоимость для домашнего применения, большое потребление электроэнергии, окупаемость исключительно на больших тиражах.
Литьё в силиконовые формы
Технология проста и изящна, кто желает ознакомится подробнее, может пройти по ссылкам в заголовке, ну а здесь приведу краткое описание. Мастер-модель помещают в ванночку и заливают жидкой силиконовой смесью, спустя некоторое время силикон затвердевает. Получившееся абы-что разрезают и достают из него мастер-модель. Благодаря своим физическим свойствам, силикон сразу же принимает изначальную форму с пустотелостью в виде мастер-модели, куда и следует заливать что угодно твердеющее. Затвердевшее что угодно, извлекают тем же путем, что и мастер-модель.

Плюсы: простота, дешевизна, повторяемость. Минусы: не все так просто, пузыри в изделии, местами довольно длительный процесс, ограниченный спектр материалов, грязища — потом ходишь и ко всему прилипаешь.
Итак, поехали! Потренировавшись немного на кошках, было принято решение изготовить матрицу не на основе силикона, а на основе тех же пластиков, что льют в эти самые силиконы. Принцип здесь тот же: два компонента реактопласта смешиваем между собой и заливаем в готовую матрицу до отверждения. Есть ряд причин, почему я решил не использовать силикон в качестве матрицы. Во-первых, даже при использовании большого количества разделяющей смазки не всегда удавалось нормально оторвать модель от матрицы, несколько штук пришлось выкинуть. Во-вторых, силиконовые матрицы довольно быстро приходят в негодность, особенно если их кипятить для ускорения процесса полимеризации. В-третьих, силикон все же деформируется, особенно если выжимать пузырьки воздуха вручную, а не компрессором. В-четвертых, у меня было много пластика и мало силикона, правда, после нескольких неудачных попыток успеть влить смесь в матрицу до ее полимеризации, ситуация изменилась на противоположную. Ну и в-пятых, просто хотелось «как на заводе». Классическая пресс-форма состоит из матрицы (как правило, нижняя часть) и пуансона (обычно верхняя, создающая давление, часть). Начать я решил с изготовления матрицы, в которую и будет «влита» мастер-модель.

Сразу прошу прощения за возможную скрытую рекламу на визитках, постарался все убрать пот каты, изначально не ставилась цель размещать пост здесь. Как видно, сама деталь небольшая, а значит в качестве опалубки можно использовать ламинированные визитки. Ламинация, помимо эстетически гладкой поверхности, позволяет обойтись без использования разделяющего состава. Отталкиваясь от предыдущего опыта, я решил что модель будет не просто лежать задней частью на визитке, а на небольшом пластилиновом возвышении. В результате изделие будет как бы утоплено в ванночке, что даст дополнительную возможность избежать пузырей.
Приклеил суперклеем к пластилину, иначе не клеится.
Изготовление матриц



Изготовление матриц – весьма ответственный процесс, в подходе к которому требуется соответствующее внимательность, навыки и оборудование. Матрица является составной частью штампа. Применяется для формирования наружных частей деталей. Применение в штамповочном производстве различных штампов требует от составных частей высокого качества исполнения, ведь это прямо влияет на конечный изготавливаемый продукт.
В ходе производства матрицы в обязательном порядке проводится обработка рабочего профиля, что является весьма трудозатратным процессом. Сложность которого напрямую зависит от металла. Важно корректно подобрать материал, ведь во многом именно от него зависят физические и химические качества, что прямо влияет на сложность изготовления детали, длительность срока ее эксплуатации и, конечно же, стоимость. Верно сделанный выбор позволяет осуществить производство на должном уровне.
В зависимости от физических и химических качеств материала, выбранного для изготовления будущей детали, ее конфигурации и назначения колеблется сложность производства, длительность срока эксплуатации и, конечно, стоимость.
Для мелких партий изготовление матриц проводится с использованием стали с низким содержанием углерода, прошедшей закалку. Матрицы для производства крупных серий делаются из стойких в эксплуатации под серьезной нагрузкой легированных инструментальных сталей, отличающихся высокой прочностью. Матрицы сложных форм, не подвергающиеся термообработке, производятся из сталей с высоким содержанием углерода.
Производство матриц

Производство матриц – непростой технический процесс, в ходе которого используется высокоточное оборудование. Применяя новейшие разработки, качественно улучшая технологический уровень производства, наше предприятие проводит изготовление матриц для пресса на высококачественном уровне, в строгом соответствии требованиям ГОСТ, техническим нормативам и методологиям.
«Северо-Западный Центр Металлообработки» предоставляет качественные услуги производства матриц в Санкт-Петербурге по чертежам заказчика. При необходимости наши специалисты самостоятельно разработают чертежи с учетом всех пожеланий заказчика.
В перечне изготавливаемых изделий:
- гибочные матрицы;
- вырубные матрицы;
- матрица для литья пластмасс;
- формовочные.
Стоимость изготовления матриц

Когда возникает необходимость купить матрицу – сразу резонно встает вопрос о ее цене. Стоимость изготовления матрицы рассчитывается индивидуально. В оценке учитывается множество факторов. Назначение изделия, его конфигурация, материал и, конечно, необходимые сроки производства, что прямо сказывается на цене.
Многолетний опыт работ, мощное производство, позволяет нам предложить выгодные цены для наших клиентов. Предоставляем дополнительные скидки постоянным заказчикам.
Для точного расчета стоимости, пожалуйста, свяжитесь с нами любым удобным для Вас способом. С помощью контактного телефона, электронной почты. Наши специалисты ответят в ближайшее время.
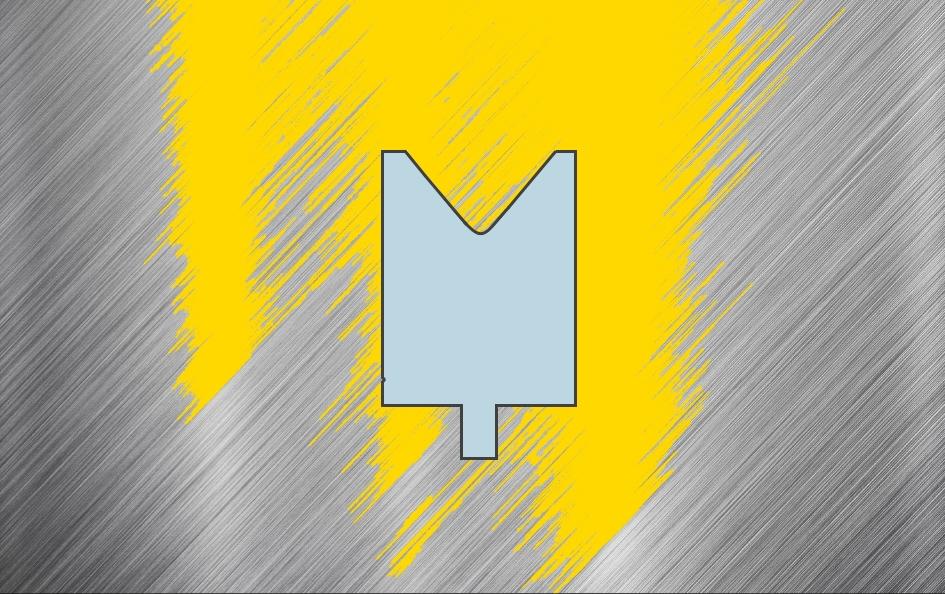
Из каких материалов делают матрицы для пресса
Матрицы для листогибочных прессов изготавливаются из определенных сортов инструментальной стали с последующей закалкой для достижения требуемой твердости. От того, какие используются стальные сплавы, напрямую зависит долговечность оснастки, качество изготовляемой продукции, безопасность оператора. Рассмотрим основные марки стали, применяемые для производства матриц, их физико-химические свойства и особенности, которые позволяют использовать инструмент при различных условиях эксплуатации.
Марки стали для изготовления матриц для пресса
Матрицы для листогибочных прессов производятся в основном из следующих марок стали:
- С45. Это конструкционная качественная сталь, отличающаяся высокой прочностью. Относится к углеродистым стальным сплавам с содержанием углерода 0,45%. Процентное соотношение остальных примесей незначительно, и на свойства металла не влияет. Материал отличается малой флокеночувствительностью. Один из основных сплавов для производства оснастки листогибочного пресса.
- С50. Сталь качественная конструкционная, относящаяся к углеродистым. Обозначение указывает на процентное содержание углерода 0,45% (допустимый диапазон — 0,47-0,55%). Сплав характеризуется малой флокеночувствительностью. Это трудносвариваемая сталь, используемая для изделий и инструментов — валов, рессор и т.д.
- 42CrMo4. Стальной сплав, применяемый для производства изделий и деталей, эксплуатация которых осуществляется при высоких или низких температурах. Наименование марки стального сплава указывает на процентное содержание хрома и молибдена.
- 1.2312. Специализированная марка высококачественной стали, не требующая дополнительной термообработки. По DIN обозначается как 40CrMnMoS86.
Выбор конкретной марки стали напрямую определяется требованиями к матрицам, техническим заданием заказчика по физико-химическим свойствам материала, особенностями эксплуатации. Процентное содержание конкретных элементов в сплаве позволяет обеспечить материалу требуемую прочность, плотность, стойкость к температурному воздействию и др.
Особенности производства матриц
Используемые для матриц стальные заготовки дополнительно проходят закалку с применением оптоволоконного лазера. Такой подход позволяет повысить твердость рабочей поверхности вплоть до 60 HRC. Закаленная конструкционная сталь отличается высокой устойчивостью к высоким температурам, возникающим при обработке металлических заготовок на листогибочном оборудовании.
Компания PLASMET осуществляет производство и продажу матриц для листогибов. Есть в каталоге стандартная оснастка различных типов (A, T, L, W и др.), возможно изготовление под заказ с учетом требований клиента. В производстве оснастки используем только качественные стальные сплавы — С45, С50, 1.2312 и др. Гарантированное качество, длительный эксплуатационный срок без деформаций и разрушения инструмента, выгодные цены на оснастку — вот некоторые преимущества продукции PLASMET. Для уточнения интересующей информации, запроса актуального каталога, оформления заявки на изготовление нестандартного инструмента воспользуйтесь формой на сайте или звоните по указанному телефону.
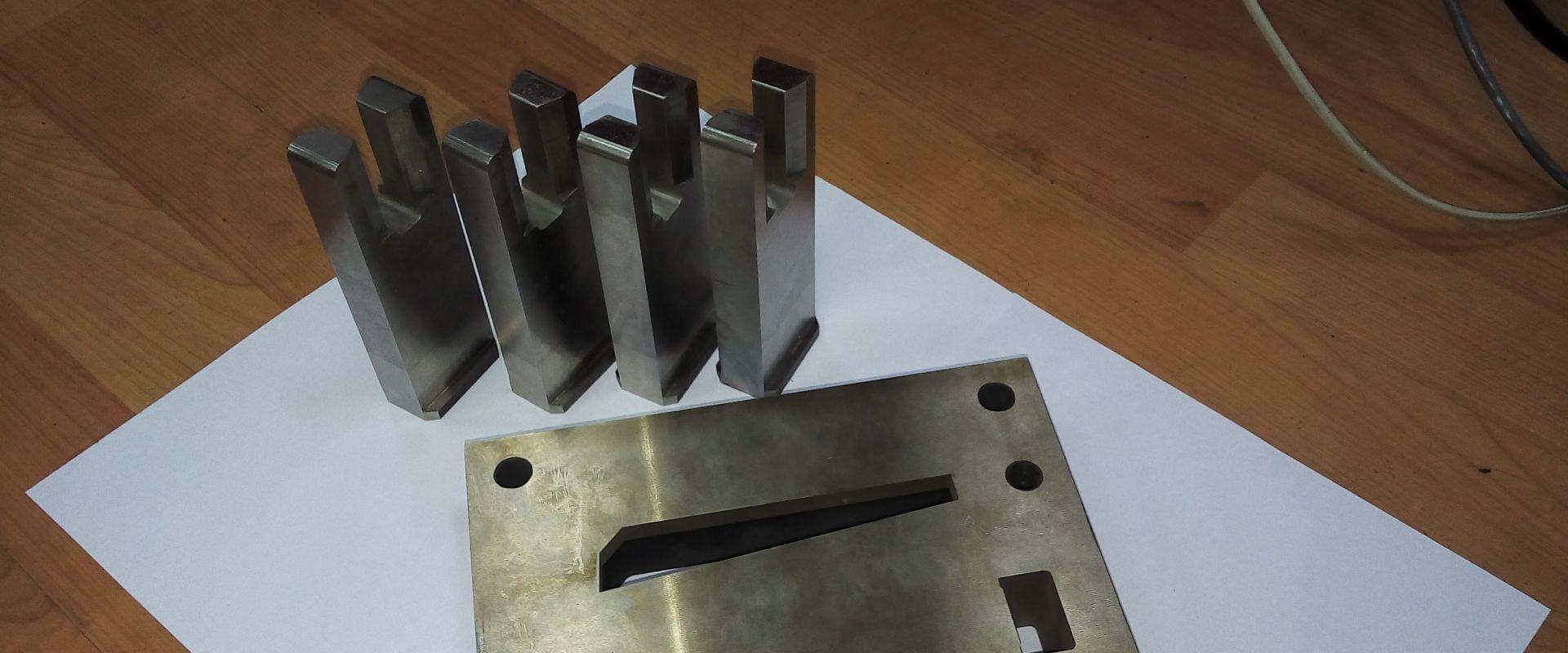
Изготовление пуансонов и матриц для прессов
Работы по штамповке и прессовке различных заготовок требуют применения специальных пуансонов. Такое изделие используется для маркировки узлов устройств, при обработке металлов или в процессе штамповки. Для того чтобы сделать качественную штамповку или маркировку узла устройства, к нему необходимо приложить непосредственное давление. Именно для этой цели и был разработан пуансон, который может быть самой разной конструкции. 
Специалисты выделяют следующие типы подобных приспособлений:
- вырубные;
- пробивные;
- прошивочные;
- просечные.
Как работают матрицы и пуансоны
 При прессовании прочный трамбовочный пуансон сильно давит на специальную шайбу для пресса, которая, в свою очередь, передает давление на заготовку. В итоге нужная заготовка выдавливается сквозь матрицу. Пуансон способен работать при огромных тепловых и силовых нагрузках, поэтому его производят из износоустойчивого металла. Приспособление отличается большой прочностью и не повреждается при перепадах температуры.
При прессовании прочный трамбовочный пуансон сильно давит на специальную шайбу для пресса, которая, в свою очередь, передает давление на заготовку. В итоге нужная заготовка выдавливается сквозь матрицу. Пуансон способен работать при огромных тепловых и силовых нагрузках, поэтому его производят из износоустойчивого металла. Приспособление отличается большой прочностью и не повреждается при перепадах температуры.
Другими словами, штамп считается приспособлением, который при помощи давления может изготовить заготовку необходимой формы и размера. При штамповке различных деталей он является наиболее важным инструментом. Когда вместе с ним применяется полиуретан, то из него делают качественную матрицу, которая будет ответным узлом штампа.
При сборке любого вида штампа конструкция этого приспособления всегда полностью совпадает с режущей кромкой матрицы. Другими словами, подобное изделие является замыкающим узлом, который способен создать верхнюю часть заготовки. Набором пуансонов называется небольшой пресс, который может качественно маркировать или делать штамповку разных узлов. С помощью этого приспособления есть возможность изготавливать заготовки любых габаритов или наносить качественную маркировку, которая может быть зеркальной или обычной.
Наборы пуансонов используются на металлообрабатывающих предприятиях, на которых практикуется прессование железных заготовок или изготавливаются листовые детали. В строительной сфере при помощи этого приспособления можно сделать блоки из газобетона, которые имеют различные пустоты.
Основное назначение матрицы
Для того чтобы изготовить заготовку необходимой формы, используется матрица, которую можно сделать из:
- полиуретана;
- резины;
- различных металлов.
Чтобы сделать железную деталь, матрицу необходимо изготовить из специализированной прочной стали, которая имеет высокую износоустойчивость. Подобная конструкция должна быть оборудована отполированными стенками и не иметь крышки.
Специалисты выделяют матрицы следующих видов:
- простые;
- сложные;
- универсальные.
Наиболее сложные конструктивные решения используются довольно редко, поэтому их производят по индивидуальному заказу. Примером простых матриц стоит считать формы для производства различных блоков и небольших кирпичей.
Материалы для изготовления пуансонов и матриц
 Главной задачей набора пуансонов считается продавливание детали сквозь матрицу. Эта работа выполняется под огромным давлением. При использовании горячего прессования заготовки находятся под действием большой температуры. Из-за этого для производства пуансонов и матриц используются различные виды материалов. Приспособления для холодного прессования делаются из специализированной стали высокой прочности, которая отличается большой степенью прокаливания.
Главной задачей набора пуансонов считается продавливание детали сквозь матрицу. Эта работа выполняется под огромным давлением. При использовании горячего прессования заготовки находятся под действием большой температуры. Из-за этого для производства пуансонов и матриц используются различные виды материалов. Приспособления для холодного прессования делаются из специализированной стали высокой прочности, которая отличается большой степенью прокаливания.
Материалы для изготовления этих деталей соответствуют таким характеристикам:
- высокой степенью износоустойчивости;
- большой прочностью;
- устойчивостью к коррозии.
 Легированная сталь не подходит для работ при высоких температурах. Металл под влиянием разности температур может стать хрупким. Любой пуансон имеет наибольшую степень твердости по всей высоте. При горячем способе изготовления матриц для штамповки сталей верхнюю часть изделия выполняют из специализированных металлов, которые не подвержены деформации при большой температуре и имеют высокую степень износоустойчивости. Такая технология способна обеспечить наибольшую стойкость приспособления. Иногда применяются современные виды различных полимеров. К примеру, это может быть полиуретан, который отличается хорошей эластичностью и большой прочностью.
Легированная сталь не подходит для работ при высоких температурах. Металл под влиянием разности температур может стать хрупким. Любой пуансон имеет наибольшую степень твердости по всей высоте. При горячем способе изготовления матриц для штамповки сталей верхнюю часть изделия выполняют из специализированных металлов, которые не подвержены деформации при большой температуре и имеют высокую степень износоустойчивости. Такая технология способна обеспечить наибольшую стойкость приспособления. Иногда применяются современные виды различных полимеров. К примеру, это может быть полиуретан, который отличается хорошей эластичностью и большой прочностью.
Основные характеристики изделия
 Абсолютно любой вид штампов имеет определенный гарантийный срок эксплуатации. Главными узлами этого приспособления являются матрица и пуансон, которые довольно быстро изнашиваются. Эти узлы необходимо регулярно менять, потому что они способны служить без замены около 5 лет. Оборудование вибрационных прессов устройств по штамповке имеет разную конструкцию. Это сделано для того, чтобы была возможность производить различные технические операции.
Абсолютно любой вид штампов имеет определенный гарантийный срок эксплуатации. Главными узлами этого приспособления являются матрица и пуансон, которые довольно быстро изнашиваются. Эти узлы необходимо регулярно менять, потому что они способны служить без замены около 5 лет. Оборудование вибрационных прессов устройств по штамповке имеет разную конструкцию. Это сделано для того, чтобы была возможность производить различные технические операции.
По этой причине при производстве цилиндрических штампов выполняется основательное шлифование. Мастера делают черновую обработку приспособления, а потом уже чистую шлифовку. Приспособление затачивается и полируется на последнем этапе его изготовления.
Чтобы сделать фасонные пуансоны, используется технологический оттиск. Приспособление закаливают в горячей печке в течение 10 минут. Далее приступают к финишной шлифовке. Чтобы получить изделие сложной формы, применяется большое количество специализированного оборудования. Тут почти невозможно обойтись без использования фрезерных и строгальных станков.
Подобное оборудование нужно для производства матрицы. Когда формы для пресса сделаны очень качественно, а пуансон снабжен точной линией среза, то штамп будет обладать высокой степенью износоустойчивости и большим сроком службы. Специалисты считают, что сделать штампы своими руками очень сложно. Для этого необходимо обладать многими знаниями в области обработки металлов.
Что такое пуансон и где встречается этот элемент оснастки
 Ни одно штамповочное и прессовое производство не может обойтись без пуансона. Эта деталь применяется для маркировки деталей, при штамповке и металлообработке. Чтобы выполнить штамповку детали или сделать ее маркировку, на деталь производится непосредственное давление. Именно для производства такой технологической операции и предназначен пуансон.
Ни одно штамповочное и прессовое производство не может обойтись без пуансона. Эта деталь применяется для маркировки деталей, при штамповке и металлообработке. Чтобы выполнить штамповку детали или сделать ее маркировку, на деталь производится непосредственное давление. Именно для производства такой технологической операции и предназначен пуансон.
Он может иметь самую разную конструкцию:
- вырубной;
- пробивной
- прошивочный;
- просечной.
Принцип работы пуансона
 В момент прессования, пуансон начинает давить на пресс-шайбу, а она давит на заготовку, которая выдавливается через матрицу. Так как деталь работает при больших силовых и тепловых нагрузках, ее изготавливают из особой, износоустойчивой стали. Она отличается высокой прочностью и не деформируется под влиянием температурных перепадов.
В момент прессования, пуансон начинает давить на пресс-шайбу, а она давит на заготовку, которая выдавливается через матрицу. Так как деталь работает при больших силовых и тепловых нагрузках, ее изготавливают из особой, износоустойчивой стали. Она отличается высокой прочностью и не деформируется под влиянием температурных перепадов.
В принципе, пуансон можно назвать инструментом, который методом давления получает заготовку определенной формы. В штамповочном производстве он является одной из важнейших деталей.
Если совместно с ним используется полиуретан, то из него изготавливают матрицу, являющуюся ответной деталью штампа.
Для чего нужна матрица?
 Чтобы получить определенную форму изделия применяется матрица, которая может быть изготовлена из самого разного материала:
Чтобы получить определенную форму изделия применяется матрица, которая может быть изготовлена из самого разного материала:
- сталь;
- полиуретан;
- резина.
Для изготовления стальных заготовок, материалом матрицы становится специальная высокопрочная сталь, повышенной износостойкости. Такая конструкция всегда имеет стенки без крышки.
Матрица может иметь несколько видов конструкции:
- простая;
- сложная;
- комбинированная.
Особо сложные конструкции применяются редко, их изготавливают по специальному заказу.
Наиболее простые матрицы можно встретить при изготовлении пустотных кирпичей и блоков.
Штамп и пуансон
 В любом штампе, конструкция этой детали всегда совпадает с режущей частью матрицы. По сути дела, эту деталь можно назвать замыкающей деталью, создающей верхнюю часть изделия.
В любом штампе, конструкция этой детали всегда совпадает с режущей частью матрицы. По сути дела, эту деталь можно назвать замыкающей деталью, создающей верхнюю часть изделия.
Пуансон — это маленький пресс, который способен штамповать и маркировать детали. С его помощью можно штамповать детали любой формы или нанести маркировку, причем она может быть обыкновенной или в зеркальном отражении.
В основном пуансон применяется в металлообрабатывающей промышленности, там, где используется прессование металлов, формируются листовые заготовки. В строительном производстве с помощью пуансона получают газобетонные блоки, имеющие фигурные пустоты.
Материалы матрицы и пуансона
 Как уже было сказано выше, основной задачей пуансона является продавливание заготовки сквозь матрицу. Операция осуществляется под большим давлением, причем там, где используется горячее прессование, детали испытывают мощное тепловое воздействие. Поэтому для изготовления матрицы и пуансона, учитывая сферу их деятельности, применяются самые разные материалы.
Как уже было сказано выше, основной задачей пуансона является продавливание заготовки сквозь матрицу. Операция осуществляется под большим давлением, причем там, где используется горячее прессование, детали испытывают мощное тепловое воздействие. Поэтому для изготовления матрицы и пуансона, учитывая сферу их деятельности, применяются самые разные материалы.
При холодном прессовании, детали изготавливают из специальной высокопрочной стали, отличающейся повышенной прокаливаемостью. Твердость закалки по Роквеллу составляет более 60 единиц. Применяется и особая инструментальная сталь — 6ХВ2С. Эти материалы отличает:
- износоустойчивость;
- высокая прочность;
- антикорозийность.
При высоких температурах нельзя использовать легированные стали. Они под влиянием высокой температуры становятся хрупкими. Каждый пуансон имеет максимальную твердость по всей высоте своей поверхности.
В горячем производстве верхнюю часть штампа изготавливают из специальных износоустойчивых сталей, которые не деформируются при высокой температуре. Таким образом обеспечивается наивысшая стойкость штампа.
В некоторых случаях используются и современные полимеры. Чаще всего применяется полиуретан. Он отличается высокой эластичностью и повышенной прочностью. Его твердость достигает 98 единиц по Шору.
Характеристика пуансонов
 Любой штамп имеет определенный срок эксплуатации. Его основные детали — пуансон и матрица, изнашиваются быстрее всего. Их приходится часто менять, особенно если приходится работать в массовом производстве. В основном эти детали могут прослужить без замены максимум шесть лет.
Любой штамп имеет определенный срок эксплуатации. Его основные детали — пуансон и матрица, изнашиваются быстрее всего. Их приходится часто менять, особенно если приходится работать в массовом производстве. В основном эти детали могут прослужить без замены максимум шесть лет.
Оснастка вибропрессов штамповочного оборудования имеет различную конфигурацию. Она применяется для самых разных технологических операций. Все зависит от нескольких параметров:
- формы;
- типа;
- размера;
- материала будущей детали. Она может быть стальной или бетонной.
К оснастке штамповочных прессов предъявляются конкретные требования. Не допускаются:
- зазоры;
- заусенцы;
- трещины;
- неровности.
 Поэтому при изготовлении цилиндрических пуансонов проводится двойное шлифование. Сначала делается черновая обработка, а затем выполняется чистовое шлифование. На завершающем этапе деталь полируется и затачивается.
Поэтому при изготовлении цилиндрических пуансонов проводится двойное шлифование. Сначала делается черновая обработка, а затем выполняется чистовое шлифование. На завершающем этапе деталь полируется и затачивается.
Для изготовления фасонных пуансонов применяется технологический оттиск. Деталь закаливают в термопечи в течение примерно восьми минут при температуре 780 градусов по Цельсию. Затем ее подвергают финишной обработке.
Для получения оснастки, имеющей сложный контур, используется целый парк специальных станков. В этом случае практически невозможно обойтись без строгального и фрезерного оборудования.
Такое же оборудование необходимо для изготовления матрицы, когда необходимо учесть соответствующие размеры.
Если пресс-формы изготовлены с высоким качеством, а пуансон имеет точную линию среза, то такой штамп будет отличаться минимальным износом и максимальным сроком эксплуатации.
Изготовление матриц и пуансонов
Изготовление матриц и пуансонов
Изготовление матриц и пуансонов – главное направление работы нашей компании. Производственные работы по прессовке и штамповке различных материалов заготовок требуют использование специальных высокопрочных пуансонов. Такой вид изделий часто применяется для маркировки целых узлов оборудования при обработке материалов или в процессе штампования.
Закажите изготовление пуансонов и матриц, высылайте чертежи на [email protected] Цех +7 912 291 59 18. Высокое качество, выгодная цена!
Чтобы осуществить качественную штамповку или сделать маркировку необходимого узла, необходимо приложить немало усилий, а именно, непосредственное давление. Именно для этих целей был разработан и создан пуансон, конструкция которого может быть самой разной.
Работа пуансона в механическом процессе
Для нормального функционирования вырубного штампа нужно, чтобы изделие входило под определенным зазором в матрицу. Зазор обязательно должен быть по всему периметру рабочего контура матрицы равномерным и лишь иметь минимальное отклонение несколько сот долей в миллиметрах.
- Чем меньше толщина листа из которого создается непосредственно заготовка, тем обязательно будет зазор меньше. Следовательно, габариты профиля металлического изделия меньше соответствующих габаритов профиля матрицы на величину допустимого зазора.
- Как правило, рабочий контур одной из сопрягающих изделий (пуансона или матрицы) производят с высокой степенью точности, и делается это по чертежам, а размеры второй детали подгоняются под первую, выдерживая в процессе изготовления допустимый зазор.
- Отметим, что первым делом обрабатывается та из двух сопряженных деталей, свойства которой больше всего технологично. Процедура подгонки профиля (ее также могут называть специалисты процедурой наладки штампа) осуществляют самым простым слесарным методом.
Современные высокоточные изделия – матрицы и пуансоны представляют собой металлические, многофункциональные изделия, активно применяемые в создании разных металлоконструкций и пресс форм.
Пуансон, как вид металлического изделия
Пуансон – это один из важных рабочих элементов, инструмент, с помощью которого создается маркировка, прессование разного рода материалов и штамповка в процессе металлообработки (так, к примеру, во время штамповки изделие (пуансон) оказывает на плоскость заготовки сильное давление, тем самым обрабатывая материал). В зависимости от области применения пуансоны делятся на несколько вариантов:
- Пуансоны вырубные.
- Пробивные изделия.
- Просечные пуансоны.
- Прошивные детали.
Производство металлических конструкций – это сложный, технологический процесс, по этой причине пуансоны в процессе изготовления подвергаются разным температурным, механическим, силовым и всем остальным нагрузкам. Именно пуансоны выявляют тип материала, который будет задействован при производстве пуансона.
Рабочий процесс изготовления матрицы и пуансонов
Очень часто данная разновидность металлической детали выступает в роли пресса, используемого для выдавливания необходимой формы заготовки под давлением, проходящая сквозь матрицу. Этот технологический процесс обязательно требует наличие современного с высоким давлением оборудования и опытных мастеров. В специально отведенных, горячих цехах под действием изменения температуры осуществляется давление, тем самым получается заготовка. Именно по этой причине процедура производства состоит не из одного вида материала, а самых разных сплавов имеющих те или иные технико-эксплуатационные показатели.
- Изделия, создаваемые в холодных производственных цехах, изготавливают из самой высокопрочной стали, свойства которой отличаются повышенным уровнем прокаливания – данный параметр должен составлять не меньше 53-67 HRC. К тому же в работе задействуется инструментальная специальная сталь – 6 х В2-С.
Все материалы, отобранные для производства матрицы и пуансонов обязательно должны быть высокопрочными и надежными, качественными и сертифицированными. Используемый нами материал отличается от материала конкурентов максимально стойкими и высокими показателями устойчивости к механическому износу, старению, протиранию, коррозии – долговечен. Именно по этой причине, мы используем в своем производстве только качественные легированные стали, так как частое нахождение матриц и пуансонов в высоких температурных колебаниях, делает металл ломким, хрупким и быстро изнашивающимся.
Изготовление металлических изделий в горячих, производственных цехах требует использование пуансонов, произведенных из качественного металлопроката с высокими показателями прочности, износоустойчивости, способный выдержать высокий перепад температур и большие механические нагрузки.
Применение пуансонов и матриц
В процессе сборки разновидностей штампа конструкция данного устройства обязательно должна совпадать с режущей кромкой другой части детали (матрицей). Простыми словами говоря, данный вид металлоизделия является завершающим узлом, создающий верхнюю часть заготовки. Набором пуансонов называется небольшой пресс, работа которого ориентирована на качественную маркировку или штамповку изделий под разными углами. С помощью данного устройства имеется возможность производить в цехах заготовки любых размеров, а также маркировать их, делать зеркальными или обычными.
Наборы различных пуансонов применяются на металлообрабатывающих заводах, организациях и предприятиях, на которых инженеры часто практикуют процедуру прессования металлических заготовок или производят листовые детали. В строительной области с использованием данного вида изделий изготавливаются блоки с различными по габаритам пустотами.
Основные назначения матрицы
Чтобы качественно произвести требуемой формы заготовку, нужно использовать матрицу, производство которой можно решить из следующих видов материала:
- Высококачественного полиуретана.
- Различных видов сплавов и металла.
- Резинового материала.
Чтобы изготовить металлическую деталь, матрица должна быть изготовлена из прочной специализированной стали обладающая высокими износоустойчивыми свойствами. Подобный вид конструкции обязательно должен быть оборудован специальными стенками и не содержать крышки. Матрицы могут быть следующих разновидностей:
- Простые матрицы.
- Матрицы сложные.
- Универсальные.
Используемый материал для производства матриц и пуансонов
Так как главной задачей пуансона стоит продавливание заготовки сквозь матрицу, работа должна осуществляться под высоким давлением. При горячекатанной процедуре прессования заготовочное сырье находится под давлением очень высокой температуры. По этой причине для изготовления матрицы применяются самые разные виды материалов. Изделия для холодного прессования создаются из материалов высокой степени прочности, отличающиеся огромной степенью прокаливания. Материалы для производства пуансонов и матриц должны обязательно соответствовать следующим характеристикам:
- Высокой степенью прочности.
- Отличной износоустойчивостью.
- Стойкостью к коррозии.
При высоких температурах сталь легированная не подходит, потому что материал (металл) под разновидностью температурного режима обязательно станет хрупким. По всей высоте любой вид пуансона должен иметь высокую степень твердости.
Изготовление пуансонов и матриц для прессов
 Работы по штамповке и прессовке различных заготовок требуют применения специальных пуансонов. Такое изделие используется для маркировки узлов устройств, при обработке металлов или в процессе штамповки. Для того чтобы сделать качественную штамповку или маркировку узла устройства, к нему необходимо приложить непосредственное давление. Именно для этой цели и был разработан пуансон, который может быть самой разной конструкции.
Работы по штамповке и прессовке различных заготовок требуют применения специальных пуансонов. Такое изделие используется для маркировки узлов устройств, при обработке металлов или в процессе штамповки. Для того чтобы сделать качественную штамповку или маркировку узла устройства, к нему необходимо приложить непосредственное давление. Именно для этой цели и был разработан пуансон, который может быть самой разной конструкции.
Специалисты выделяют следующие типы подобных приспособлений:
- вырубные;
- пробивные;
- прошивочные;
- просечные.
Как работают матрицы и пуансоны
 При прессовании прочный трамбовочный пуансон сильно давит на специальную шайбу для пресса, которая, в свою очередь, передает давление на заготовку. В итоге нужная заготовка выдавливается сквозь матрицу. Пуансон способен работать при огромных тепловых и силовых нагрузках, поэтому его производят из износоустойчивого металла. Приспособление отличается большой прочностью и не повреждается при перепадах температуры.
При прессовании прочный трамбовочный пуансон сильно давит на специальную шайбу для пресса, которая, в свою очередь, передает давление на заготовку. В итоге нужная заготовка выдавливается сквозь матрицу. Пуансон способен работать при огромных тепловых и силовых нагрузках, поэтому его производят из износоустойчивого металла. Приспособление отличается большой прочностью и не повреждается при перепадах температуры.
Другими словами, штамп считается приспособлением, который при помощи давления может изготовить заготовку необходимой формы и размера. При штамповке различных деталей он является наиболее важным инструментом. Когда вместе с ним применяется полиуретан, то из него делают качественную матрицу, которая будет ответным узлом штампа.
При сборке любого вида штампа конструкция этого приспособления всегда полностью совпадает с режущей кромкой матрицы. Другими словами, подобное изделие является замыкающим узлом, который способен создать верхнюю часть заготовки. Набором пуансонов называется небольшой пресс, который может качественно маркировать или делать штамповку разных узлов. С помощью этого приспособления есть возможность изготавливать заготовки любых габаритов или наносить качественную маркировку, которая может быть зеркальной или обычной.
Наборы пуансонов используются на металлообрабатывающих предприятиях, на которых практикуется прессование железных заготовок или изготавливаются листовые детали. В строительной сфере при помощи этого приспособления можно сделать блоки из газобетона, которые имеют различные пустоты.
Основное назначение матрицы
Для того чтобы изготовить заготовку необходимой формы, используется матрица, которую можно сделать из:
- полиуретана;
- резины;
- различных металлов.
Чтобы сделать железную деталь, матрицу необходимо изготовить из специализированной прочной стали, которая имеет высокую износоустойчивость. Подобная конструкция должна быть оборудована отполированными стенками и не иметь крышки.
Специалисты выделяют матрицы следующих видов:
- простые;
- сложные;
- универсальные.
Наиболее сложные конструктивные решения используются довольно редко, поэтому их производят по индивидуальному заказу. Примером простых матриц стоит считать формы для производства различных блоков и небольших кирпичей.
Материалы для изготовления пуансонов и матриц
 Главной задачей набора пуансонов считается продавливание детали сквозь матрицу. Эта работа выполняется под огромным давлением. При использовании горячего прессования заготовки находятся под действием большой температуры. Из-за этого для производства пуансонов и матриц используются различные виды материалов. Приспособления для холодного прессования делаются из специализированной стали высокой прочности, которая отличается большой степенью прокаливания.
Главной задачей набора пуансонов считается продавливание детали сквозь матрицу. Эта работа выполняется под огромным давлением. При использовании горячего прессования заготовки находятся под действием большой температуры. Из-за этого для производства пуансонов и матриц используются различные виды материалов. Приспособления для холодного прессования делаются из специализированной стали высокой прочности, которая отличается большой степенью прокаливания.
Материалы для изготовления этих деталей соответствуют таким характеристикам:
- высокой степенью износоустойчивости;
- большой прочностью;
- устойчивостью к коррозии.
 Легированная сталь не подходит для работ при высоких температурах. Металл под влиянием разности температур может стать хрупким. Любой пуансон имеет наибольшую степень твердости по всей высоте. При горячем способе изготовления матриц для штамповки сталей верхнюю часть изделия выполняют из специализированных металлов, которые не подвержены деформации при большой температуре и имеют высокую степень износоустойчивости. Такая технология способна обеспечить наибольшую стойкость приспособления. Иногда применяются современные виды различных полимеров. К примеру, это может быть полиуретан, который отличается хорошей эластичностью и большой прочностью.
Легированная сталь не подходит для работ при высоких температурах. Металл под влиянием разности температур может стать хрупким. Любой пуансон имеет наибольшую степень твердости по всей высоте. При горячем способе изготовления матриц для штамповки сталей верхнюю часть изделия выполняют из специализированных металлов, которые не подвержены деформации при большой температуре и имеют высокую степень износоустойчивости. Такая технология способна обеспечить наибольшую стойкость приспособления. Иногда применяются современные виды различных полимеров. К примеру, это может быть полиуретан, который отличается хорошей эластичностью и большой прочностью.
Основные характеристики изделия
 Абсолютно любой вид штампов имеет определенный гарантийный срок эксплуатации. Главными узлами этого приспособления являются матрица и пуансон, которые довольно быстро изнашиваются. Эти узлы необходимо регулярно менять, потому что они способны служить без замены около 5 лет. Оборудование вибрационных прессов устройств по штамповке имеет разную конструкцию. Это сделано для того, чтобы была возможность производить различные технические операции.
Абсолютно любой вид штампов имеет определенный гарантийный срок эксплуатации. Главными узлами этого приспособления являются матрица и пуансон, которые довольно быстро изнашиваются. Эти узлы необходимо регулярно менять, потому что они способны служить без замены около 5 лет. Оборудование вибрационных прессов устройств по штамповке имеет разную конструкцию. Это сделано для того, чтобы была возможность производить различные технические операции.
По этой причине при производстве цилиндрических штампов выполняется основательное шлифование. Мастера делают черновую обработку приспособления, а потом уже чистую шлифовку. Приспособление затачивается и полируется на последнем этапе его изготовления.
Чтобы сделать фасонные пуансоны, используется технологический оттиск. Приспособление закаливают в горячей печке в течение 10 минут. Далее приступают к финишной шлифовке. Чтобы получить изделие сложной формы, применяется большое количество специализированного оборудования. Тут почти невозможно обойтись без использования фрезерных и строгальных станков.
Подобное оборудование нужно для производства матрицы. Когда формы для пресса сделаны очень качественно, а пуансон снабжен точной линией среза, то штамп будет обладать высокой степенью износоустойчивости и большим сроком службы. Специалисты считают, что сделать штампы своими руками очень сложно. Для этого необходимо обладать многими знаниями в области обработки металлов.
Изготовление матриц для пресса
Токарные и фрезерные работы на станках ЧПУ, изготовление деталей
Изготовлением матриц для пресса высокого качества занимается предприятие ООО Металлообработка. Одной из основных функциональных деталей пресса является матрица. Ее прямое предназначение – создание формы внешней поверхности изделия. Применяют матрицы совместно с пуансонами. Сложность осуществления штамповального процесса обуславливает строгие критерии и требования, предъявляемые к качеству и степени точности матриц.
Завод ООО «Металлообработка» предлагает изготовление матриц для пресса. Отправьте запрос на [email protected] или звоните 8 (3439) 389 801, 380 081.
В зависимости от сферы применения различают формовочные, вырубные, пробивные и гибочные матрицы. Вырубные матрицы предназначены для выпуска разного рода деталей, пробивки и вырубки отверстий.
 К процессу изготовления матриц для пресса предъявляют особые требования, вследствие чего, для улучшения качества конструкции, многие вырубные матрицы делают разъемными. Для производства деталей круглой формы и пробивки аналогичных отверстий используют круглые матрицы. Придать листовому металлу объемной нестандартной конфигурации можно при помощи формовочных матриц. Для гибки листового материала применяют гибочные разновидности матриц. Существует возможность производства самых различных форм и видов матриц – профильных, круглых, прямоугольных, разъемных, цельных и многих других. Наибольшие сложности вызывают работы, связанные с обработкой рабочего профиля при изготовлении деталей.
К процессу изготовления матриц для пресса предъявляют особые требования, вследствие чего, для улучшения качества конструкции, многие вырубные матрицы делают разъемными. Для производства деталей круглой формы и пробивки аналогичных отверстий используют круглые матрицы. Придать листовому металлу объемной нестандартной конфигурации можно при помощи формовочных матриц. Для гибки листового материала применяют гибочные разновидности матриц. Существует возможность производства самых различных форм и видов матриц – профильных, круглых, прямоугольных, разъемных, цельных и многих других. Наибольшие сложности вызывают работы, связанные с обработкой рабочего профиля при изготовлении деталей.
В зависимости от сферы применения матрицы отличается и металл, из которого осуществляется производство. Так, изготовить матрицы для пресса небольшими партиями лучше всего из низкоуглеродистых марок закаленной стали. В массовом производстве оптимальным вариантом являются твердые сплавы и инструментальная легированная или углеродистая сталь. Если термическая обработка матриц не обусловлена функционально, в качестве основного материала можно использовать высоколегированные стали. Твердость практически всех матриц должна варьироваться в пределах 57-65 HRC.
 Изготовление матриц для пресса возможно только на оборудовании высокой точности. Благодаря постоянному совершенствованию производственной технологии и использованию инновационного оборудования, предприятие ООО Металлообработка способно выполнить производство высококачественных матриц, соответствующих отечественному стандарту, требованиям заказчика и технологическим нормам. Существует возможность изготовления матриц для пресса в ограниченном количестве на основании уникальных чертежей заказчика.
Изготовление матриц для пресса возможно только на оборудовании высокой точности. Благодаря постоянному совершенствованию производственной технологии и использованию инновационного оборудования, предприятие ООО Металлообработка способно выполнить производство высококачественных матриц, соответствующих отечественному стандарту, требованиям заказчика и технологическим нормам. Существует возможность изготовления матриц для пресса в ограниченном количестве на основании уникальных чертежей заказчика.
Изготовление матриц и пресс-форм подразумевает собой сложный технологический процесс. Путем прессования или горячего выдавливания получают заготовку матрицы. В первую очередь заготовки поддаются предварительной обработке на слесарных станках. Следующий этап – чистовая металлообработка изделия и закалка в печи. При необходимости создания формообразующих поверхностей для заготовок из твердых сплавов, целесообразно применение электроэрозионной обработки. Заключительный этап – хромирование рабочих поверхностей.
Стоит учитывать, что изготовление матриц из металла является чрезвычайно сложным процессом. Так, для производства формообразующих поверхностей этих деталей необходимо использование не только современного оборудования, но и ручная слесарная работа, выполняемая высококвалифицированными работниками.
Проще всего изготовить матрицы для пресса, представляющие собой тела вращения. Производственный процесс состоит из нескольких этапов металлообработки. Для производства сложных поверхностей на предприятии ООО Металлообработка используют специализированные станки. Так, если необходимо изготовить мелкогабаритные матрицы, работы производятся на вертикальных фрезерных станках. Для производства более крупных деталей используют горизонтальные фрезерные станки. Формообразующие матричные полости изготавливают на станках, оборудованных ЧПУ, отличающихся высокой точностью выполнения работы.
При изготовлении матриц для пресса существует потребность в закалке заготовки для будущей детали. Термическая обработка придаст детали большей пластичности. Еще одним из важнейших моментов в производстве матриц является их чистовая обработка, которая заключается в шлифовке формообразующих участков. В основном для этого используют высокоточные профилешлифовальные станки.
Ознакомьтесь с нашими возможностями:
- Изготовление пуансонов
- Изготовление вырубных штампов
- Таганрог металлообработка
- Услуги обработки металла
Высылайте заявки на почту [email protected], 8 (3439) 389 801, 380 081. 2010-2020.
Матрица и пуансон

Изготовление металлических деталей и бетонных изделий осуществляется на специализированном высокотехнологичном оборудовании.
Без формообразующей оснастки изготовить некоторые детали очень трудно, поэтому прессы, штампы и другое оборудование оснащается матрицами и пуансонами.
Качество выпускаемых изделий напрямую зависит от точности изготовления матриц и пуансонов. Они должны иметь точные геометрические размеры и нормальный внешний вид.
Что такое матрица и пуансон?
Матрица — это короб, который образует форму будущего изделия. Изготавливают из металла. Стенки конструкции строго параллельны друг другу, крышки нет. Различают простые (только для одного вида изделий) и сложные или комбинированные (для двух и более) матрицы. Второй вид применяют редко, чаще всего, это специальные формы, изготавливаемые на заказ. Простые матрицы широко применяются в строительной сфере на производстве блоков и кирпичей с пустотами.
Пуансон — специальная конструкция, который совпадает с профилем матрицы. Это замыкающий элемент, при помощи которого образуется изделие сверху. Пуансон выполняет функцию пресса (иное название — пресс-штемпель или шплинтон), штампа или маркировщика. Система либо выдавливает деталь, либо наносит маркировку (обычную или в зеркальном виде), либо штампует детали. Основная сфера применения — металлообработка, например, прессование металлов, производство строительных изделий (газобетонные блоки с фигурными пустотами, шлакоблоки) и многое другое.
По конструкции пуансоны могут быть:
- Пробивными;
- Прошивными;
- Просечными;
- Вырубными.
Из каких материалов изготавливают пуансоны и матрицы?
На производстве пуансон используется как пресс, который продавливает заготовку через матрицу. Система работает под высоким давлением, а при горячих процессах — подвергается тепловому воздействию. В соответствии с основным назначением детали пресса изготавливают из следующих материалов:
- Для холодных процессов — из высокопрочных сталей повышенной прокаливаемости (со степенью закалки в пределах 54-65 HRC), а также из инструментальной стали марки 6ХВ2С. Материалы должны обладать высокой прочностью, износоустойчивостью, коррозионной стойкостью. Легированные стали для данного вида конструкций не подходят, так как после длительного воздействия высоких температур сталь становится хрупкой. Предельной твердостью обладают стальные матрицы на глубине не менее половины ее высоты и на расстоянии не менее 5 мм. по всей рабочей линии, а пуансоны — по всей высоте
- Для горячих процессов — из износоустойчивых сталей с высокой прочностью при температурах деформирования. Это обеспечивает максимальную стойкость штампа;
- Применяются также современные полимерные материалы — полиуретан. Это эластичный, износостойкий и прочный материал, обладает повышенной твердостью — до 98 ед. по шкале Шора.
На нашем производстве матрицы и пуансоны применяются:
Лазерная резка металла
Гибка металла

Штамповка металла

Пробивка металла
Особенности пуансонов и матриц
Оснастка промышленных станков отличается практичностью, многофункциональностью и простотой в обслуживании. Для нормальной работы станка требуется регулярная очистка поверхностей от остатков бетонной смеси и металла. Для этого применяют различные механические способы с использованием скребков, шпателей, щеток-сметок. Перед остановом вибропресса или станка его промывают под напором воды и просушивают.
Матрицы и пуансоны — это быстроизнашивающиеся детали, поэтому расходные части подлежат замене. В зависимости от сферы использования матрицы и пуансоны служат 4-6 лет. Составные части вибропрессов или штампов выпускают различных конфигураций и назначений. Это определяется формой, типом и размерами выпускаемых металлических деталей или бетонных изделий.
Оснастка вибропрессовальных и штамповочных станков должна иметь ровную поверхность без зазоров, заусениц, рванин и трещин. Цилиндрические пуансоны подвергают черновому и чистовому шлифованию, а также полировке и заточке. Фасонные пуансоны изготавливают оттиском, при этом деталь проходит закалку (процесс протекает при температуре 780 градусов в течение 8 минут) и финальную обработку. Оснастка со сложным контуром производится при помощи строгальных или фрезерных станков. На этом же оборудовании изготавливают матрицы, с учетом соответствующих размеров. Качественно изготовленные прессовальные формы обеспечивают чистую линию среза, с максимально точностью, при минимальном износе самого штампа.
Важную роль играет зазор между матрицей и пуансоном:
- При малом зазоре будет образовываться рванина и слоистость поверхности среза;
- При большом — происходит втягивание тонкого материала в станок с последующим разрывом. Изделие будет иметь заусенцы и затянутые края. Если материал имеет достаточную толщину, то готовая деталь будет иметь закругленные кромки;
- Допускается выпуск удовлетворительного качества деталей при острых режущих краях штампа и при зазоре до 30% от толщины.
Зазор зависит от рода и толщины материала (от 0,5 до 12 мм.) и колеблется в пределах 4-16% толщины исходника.
Только при грамотно настроенном зазоре между пуансоном и матрицей, а также остроты их кромок будет обеспечиваться качество выпускаемых деталей согласно заданным параметрам технического проекта.
Штамповые стали
Сталь марки Х12МФ является одним из наиболее востребованных и популярных ковких сплавов, прошедших процедуру обогащения специальными химическими элементами (легирующими примесями), с целью приобретения улучшенных механических и физических свойств.
Марка относится к разряду инструментальных легированных штампованных марок металлопроката.
Сталь марки 5ХНМ, а также марки металла, заменяющие её, поставляются на рынок в виде.
Инструментальная штамповая сталь 4Х5В2ФС. Применяется в машиностроении, для изготовления пресс-форм, различных заготовок.
Сталь 7ХГ2ВМФ штамповая, инструментальня. Из сплава изготавливается вырубной инструмент, изделия различного назначения.
Сталь 3Х2В8Ф штамповая инструментальная. Теплостойкий сплав характеризуется твердостью, способностью работать при высоких температурах нагрева.
Сталь 7Х3 штамповая, инструментальная. Изготавливаются крепежи, матрицы, пуансоны и прочие изделия.
Сталь Х12МФ-Ш обладает высокой плотностью, стойкостью против ударных нагрузок.
В состав стали входит (11-12%) хрома; (1,45?1,65%) углерода; (0,4?0,6%) молибдена; (0,15?0,3%) ванадия
Сталь 4Х5МФС инструментальная широко применяется в машиностроении. Отмечается повышенная вязкость, теплостойкость, достигаемых легирующими добавками.
Сталь 4Х3ВМФ инструментальная штамповая используется для изготовления штампов, инструментов для штамповки, в машиностроении.
Сталь 7Х3 относится к классу инструментальных.
Штамповая инструментальная сталь марки Х12М широко применяется в металлообрабатывающей промышленности.
Инструментальная штамповая сталь 4ХВ2С применяется для изготовления деталей, эксплуатирующих при высоких ударных нагрузках. Обрезные штампы, зубила, обжимки.
Сталь 6ХВ2С инструментальная штамповая. Обладает способностью выдерживать серьезные нагрузки, устойчива к деформационным процессам.
Инструментальная штамповая сталь 5ХВ2С используется для изготовления деталей, работающих при повышенных ударных нагрузках – штампы сложной конфигурации, обжимные матрицы/ пуансоны при холодной работе, резьбонакатные плашки, ножи для холодной резки металла.
Применение: для тяжелонагруженного прессового инструмента (мелких вставок окончательного штампового ручья, мелких вставных знаков, матриц и пуансонов для выдавливания и т.п.) при горячем деформировании легированных конструкционных сталей и жаропрочных сплавов.
Инструментальная штамповая сталь 6ХВГ используется при пробивке фигурных отверстий (преимущественно) в полосовом/ листовом материале – пуансоны сложной конфигурации; для минимизации изменений размеров детали при закалке – некрупные штампы горячей штамповки.
Инструментальная штамповая сталь 6ХС используется для изготовления небольших штампов холодной штамповки, пневматических зубил, рубильных ножей.
Сталь инструментальная штампованная широко используется для производства различных инструментов, которые эксплуатируются в сфере обработки. С помощью этих инструментов осуществляется обработка металлических заготовок под давлением. Таким образом, штампованная сталь применяется в изготовлении пуансонов, штампов, валиков, роликов и других обрабатывающих устройств. Именно от штамповочных устройств и произошло название стали данного типа.
Основные характеристики штамповых сталей
 Стали для изготовления штампового инструмента делятся на две разновидности. Первая разновидность используется для получения инструментов, участвующих в холодной деформации металлических заготовок. Вторая разновидность идёт на создание устройств, позволяющих деформировать металлическую заготовку в разогретом состоянии.
Стали для изготовления штампового инструмента делятся на две разновидности. Первая разновидность используется для получения инструментов, участвующих в холодной деформации металлических заготовок. Вторая разновидность идёт на создание устройств, позволяющих деформировать металлическую заготовку в разогретом состоянии.
Сплавы инструментального типа для холодного штампования должны обладать высоким коэффициентом твёрдости. Таким образом, изделия из такой стали будут защищены от преждевременного истирания. Впрочем, для таких устройств как пуансоны большую роль играет коэффициент вязкости инструментального сплава.
Что касается стали, которая идёт на создание технических устройств для горячей штамповки, то она должна быть, прежде всего, жароустойчивой. Только в этом случае инструмент не будет перегреваться и плавиться в процессе обработки металлической заготовки. Кстати, сплавы, предназначенные для производства большеразмерных штампов, должны быть готовы выдержать высокую степень нагрева. И, конечно, сплавы, из которых создают формально сложные пуансоны и штампы, не должны быть подвержены значительномудеформированию.
Стали для изготовления штампов делятся также на следующие подкатегории:
- средней теплоустойчивости с высоким показателем ударной вязкости;
- повышенной теплоустойчивости с высокой ударной вязкостью;
- высокой теплоустойчивости.
Главным общим признаком всех сталей, рассчитанных на горячее деформирование, является низкий процент содержания углерода – не выше 0,6 %. Именно этот фактор обуславливает их высокую ударную вязкость.
Сферы использования штамповой стали
Сплавы под марками У10, У11,У12 – это стали для штампов и пресс-форм. Рабочая среда для этих инструментов должна быть облегчённой. Для производства устройств с более сложной структурой используются легированные стали, прошедшие закалку в масле. Пример такого сплава – ШХ15.
Из сплавов с хромовой присадкой (1-2%) производят валки холоднопрокатных станов. Жаропрочные и вязкие сплавы с высоким уровнем прокаливаемости используются в производстве горячих штампов. В лёгких рабочих условиях применяются штампы из углеродистых сталей марок У7, У8, У9. Если речь идёт о тяжёлых рабочих условиях, то штамповочный инструмент производится из легированных сталей. Это, к примеру, такая популярная сталь как 5ХНМ, а также ряд её заменителей.
Всем, кому необходима инструментальная штампованная сталь и произведённые на её основе инструменты, могут в любое время обращаться в компанию МСК!
При отправке заявки незабудьте потребовать свежий прайс. Мы свяжемся с Вами в ближайшее время!

