Вакуумное литьё по выплавляемым восковым моделям.
Вакуумное литьё по выплавляемым восковым моделям.
Дорогие друзья, сегодняшние и будущие клиенты нашей компании и просто случайные посетители нашего сайта! Мы продолжаем публикацию серии статей о литье – одной из основных, важнейших и интереснейших технологий, применяющихся для создания самых разнообразных изделий уже много веков и по сей день.
ВАКУУМНОЕ ЛИТЬЁ ПО ВЫПЛАВЛЯЕМЫМ ВОСКОВЫМ МОДЕЛЯМ.
Существует большое количество способов литья, применяемых в современной ювелирной промышленности:
— литьё в землю (в т.ч. при помощи различной оснастки)
— литьё в одноразовые опоки
— центробежные виды литья
— и, наконец, вакуумные виды литья.
Именно его мы и будем рассматривать подробно, так как на сегодняшний день, как мы уже выяснили, это и есть самый широко применяемый способ литья для изготовления ювелирной и сувенирной продукции.
Итак, вакуумное литьё по выплавляемым восковым моделям.
И начинается в нём всё с качественной восковой модели или, как принято её называть среди ювелиров, — восковки. Конечно, качественную восковку невозможно получить без качественно изготовленной пресс-формы, которая, в свою очередь, должна быть снята с качественно разработанной и обработанной мастер-модели. Однако, мастер-модели и пресс-формы – это тема отдельная, которая в рамках этой статьи рассматриваться не будет, в силу того, что тема литья и так очень обширная и мы, не перегружая эту статью, прибережём её для отдельной публикации.
Как же изготавливаются «восковки»?
— при помощи пресс-формы и инжекторного бачка
— вырезаются вручную или на фрезерных ЧПУ-станках из скульптурного воска
— при помощи иных способов (обливные, инжектированные в металлические формы, изготовленные вручную нестандартными технологиями)
— печатаются из выжигаемых полимеров на 3D-принтерах
При первом способе (а это основной способ для серийного производства), воск в пресс-форму попадает при помощи инжекции (впрыска, подачи под давлением) из заливного клапана инжекторного бачка. Эти бачки, в свою очередь, возможно разделить на несколько типов:
— с ручным насосом
— с подключением к компрессору
— вакуумные (с подключением к воздушному и вакуумному компрессорам)
Принципиальная разница существует между вакуумными и не вакуумными бачками, так как первые, непосредственно перед инжекцией воска в пресс-форму, откачивают из неё воздух. В то время, как из вторых воздух выдавливается как раз в процессе впрыска воска через специальные технологические резы – выпоры. Отсюда же вытекает и разница в употреблении различным образом изготовленных пресс-форм – для вакуумного бачка пресс-форма изготавливается отличным образом от пресс-форм, предназначенных для работы с обычными, не вакуумными инжекторными бачками.
Как бы то ни было, любая пресс-форма делается разъёмной, чтобы после того, как инжектированный в неё воск застыл, была возможность извлечь его для последующего использования, а саму пресс-форму приготовить к дальнейшим повторяющимся операциям.
Какие требования предъявляют к изготавливаемым при помощи пресс-форм восковкам?
1. Не должно присутствовать непоправимых деформаций
2. Не допускается наличия заметных швов и смещений
3. Не допускается наличие пузырьков воздуха или любых других включений, в том числе внутри восковой модели(контроль на просвет)
4. Вся геометрия очертаний восковой модели должна полностью повторять мастер-модель, с которой снята пресс-форма
5. Качество поверхностей восковки должно в разумной степени повторять качество поверхностей мастер-модели, с которой снята пресс-форма
После того, как восковая модель готова и её качество проверено, она размещается (путём припаивания) в специальном восковом блоке, часто называемом, в силу внешней похожести, «восковым деревом» или «ёлкой». Существует несколько техник сборки ёлок, однако имеются несколько основных принципов, применяемых в этом процессе:
— сверху ёлки припаиваются более мелкие и лёгкие детали, а внизу – более крупные
— детали на ёлке помещаются под углом менее 90 градусов по отношению к основному литнику(называется иногда стояком)
— восковки, размещаемые на ёлке не должны касаться друг друга и основного литника
— восковки припаиваются на ёлку таким образом, чтобы места их присоединения к литнику были максимально гладкими и не имели непропаев или любых зазоров.
После сборки ёлки попадают на участок формовки, где их размещают на специальных резиновых подставках – «башмаках» или «подошвах» и помещают в опоки – специальные металлические цилиндры, что позволяет в дальнейшем залить их формовочной массой.
Устройства, при помощи которых происходит процесс смешивания формовочной смеси и розлив её в подготовленные опоки, называют вакуумными миксерами, так как в современных условиях весь этот процесс происходит полностью в вакууме. После заливки формовочной массой, опоки с ёлками внутри оставляют в покое на несколько часов для качественного застывания гипса и предварительного высыхания.
Если на производстве применяется паровая вытопка воска, то после формовки и отстаивания, опоки помещают в неё. В ней из опок выплавляется большая часть содержащегося воска. После прохождения этой обработки опокам снова необходимо отстояться. И , после всех описанных процедур, опоки могут наконец оказаться в муфельной печи.
Для ювелирного и сувенирного производства используется довольно большая номенклатура формовочных смесей, основой которых в любом случае является кристобалит – довольно редко встречающийся в природе минерал, высокотемпературная полиморфная модификация кварца, при нагреве меняющий свою структуру. Кроме него в формовочных смесях присутствует гипс, а также большое количество различных присадок выполняющих адаптивные функции. Выбор подходящей формомассы для литья – один из важнейших элементов процесса получения качественных отливок.
Ювелирные муфельные печи устроены таким образом, чтобы обеспечить совокупность осуществления необходимых процессов при прохождении прокалочного цикла опок. Нагревательные элементы(обыкновенно спирального типа) в них расположены как в стенках, так и в дверце (существуют редкие конструкции с нагревателями в полу или потолке печи), обязательно наличие программатора, в паре с термопарой, позволяющего управлять нагревом, а также шиберного отверстия, необходимого для отвода образующихся при выжиге воска испарений. Существуют очень разные конструкции печей, например, позволяющие штатно размещать внутри себя опоки в несколько этажей, цилиндрической формы и оборудованные ротационным механизмом, с различными системами слива воска или принудительного оттока воздуха и т.д. Все эти усовершенствования позволяют, как правило, положительно повлиять на результат прокалки, однако в минимальной комплектации, наличие многостороннего нагрева, термопары с контроллером и шиберного отверстия является нормой, а остальное относится к разряду желаемого.
Прокалочный цикл в печах программируется таким образом, чтобы добиться наилучшим образом сочетания двух факторов – удаления из опоки всех остатков воска и хорошей полимеризации формовочной смеси. График прокалки опок в печи напоминает по виду лестницу: набор температуры, выдержка на заданной «полке», снова набор, снова выдержка формовочной смеси, то есть удаления из неё излишков влаги. Дальнейшие «полки» ступенчатым образом выводят печь на максимальную температуру программы – чаще всего 740 градусов Цельсия, в процессе чего формомасса полимеризуется и приобретает необходимые для заливки в неё в вакууме металла свойства.. Затем, после прохождения всего прокалочного цикла, температура опускается до заданной для заливки металла. Весь стандартный прокалочный цикл продолжается обычно не менее 12 часов, с момента постановки опок в печь, а часто значительно дольше.
После прохождения прокалочного цикла, опоки готовы к розливу в них металла. В современных литьевых цехах и мастерских этот процесс, как правило, происходит при помощи литьевых машин. Конструкции этих машин весьма разнообразны, условно могут быть разделены по способу плавки металла и по способу залива, по наличию/отсутствию и составу инертной среды, степени автоматизации процесса.
По способу плавки различают машины со спиральными нагревателями и индукционным нагревательным элементом; по способу розлива: донный розлив, «перевёртыши», розлив через край; по инертной среде — одно и двухгазовые машины и машины без инертной среды; по автоматизации процесса — ручного розлива, полуавтоматические и автоматические.
Розлив металла производится под воздействием глубокого вакуума на опоку, при температуре немного превышающей его температуру плавления, по возможности, или в вакууме, или в инертной среде, для предотвращения контакта расплава с кислородом воздуха.
После розлива металла в опоки, они охлаждаются в естественных условиях, затем помещаются в размывочные ванны, после чего, извлечённые описанным образом из опок литьевые полуфабрикаты в виде «ёлок», обрабатываются в водоструйной кабине с целью удаления с них остатков формовочной массы. При необходимости отбеливаются в водных растворах кислот. Очищенные отлитые ёлки могут быть подвергнуты, кроме того, очистке в УЗВ, обработке паром при помощи парогенератора и, иногда, галтованию в магнитной галтовочной машине. После очистки «ёлки» сушат (чаще всего или в специальной камере, или при помощи промышленного фена). Затем производят процесс «раскусывания», т.е. срезают отлитые детали с «ёлки», состригают с деталей избыточной длины литники и получившуюся продукцию сдают на склад, где она сортируется, приходуется и производится отбраковка деталей, не прошедших ОТК. Полученные таким образом литьевые полуфабрикаты могут быть переданы в ювелирный цех для дальнейшей обработки.
Автор статьи: Иван Геннадьевич Скворцов.
Основатель и генеральный директор производственной компании 3D Avtozavod.
ЦЕНТРОБЕЖНО-ВАКУУМНОЕ ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Литье по выплавляемым моделям за последние годы получило широкое распространение в приборостроении. Этим методом в условиях крупносерийного и мелкосерийного производства отливаются почти все детали, которые вследствие требований, предъявляемых к точности и сложности конструкции, не могут быть отлиты каким- либо другим методом. При этом методе резко сокращаются объем механической обработки и расход металла. Рассматриваемый процесс применяется в приборостроении для отливки деталей из магнитных сплавов, высокоуглеродистой и легированных сталей.
Сущность процесса литья по выплавляемым моделям заключается в том, что сначала изготовляется из формуемых материалов (модельный цемент, гипс, алюминиевые сплавы, пластмасса) мастер — модель, прототип будущей отливки, отличающийся от нее по размерам на величину двойной усадки (усадки восковой смеси и усадки заливаемого металла). По мастер-модели из легко формуемых материалов горячей заливкой изготовляют прессформу, в которую и отливаются модели-детали из легкоплавкой модельной массы. Разработано несколько типов модельных масс, предназначенных для разных условий отливки. Массы, содержащие целлюлозу или полистирол, плавятся при температуре 110—250°, а массы, содержащие стеарин, парафин или воск — при 50—80°.
Для получения плотных без большой усадки выплавляемых моделей, обладающих достаточной механической прочностью, модельную массу нагнетают в прессформу под давлением на гидропрессах. Затем модель окунают в ванну (или обрызгивают из пульверизатора) с жидким связующим составом (этилом, силикатом, жидким стеклом). Таким образом модель покрывается пленкой, которая посыпается прокаленным мелким кварцевым песком. Модель формуют в специальных опоках, заполняя специальным наполнительным составом промежутки между окрашенными стенками модели и стенками опоки. При плавке стальных отливок применяются сухие наполнительные смеси, состоящие из смеси кварцевого песка с жидким стеклом.
После формовки восковой модели в опоку перед отливкой из формы выплавляется модельная масса. Легкоплавкие модельные массы выплавляются струей пара, а тугоплавкие — подогретым воздухом. Выплавленные модели сушат в электрических печах, а после сушки прокаливают. Затем опоки переносятся в литейное отделение и устанавливаются на машины. Заливка металла в выплавленную форму может производиться обычным путем, под давлением, при вакууме, центробежная и комбинированная центро — бежно-вакуумная.
По выплавляемым моделям можно отливать заготовки роторов гиромоторов, изготовление которых обычно сопровождается трудоемкой механической обработкой с большим отходом металла в стружку.
На одном из заводов была сделана попытка отливать ротор. ы обычным методом точного литья по выплавляемым моделям. Однако при последующей механической обработке заготовок роторов обнаружилось большое количество газовых раковин и неоднородность металла. Это говорит о необходимости применения такого метода отливки, при котором в момент отливки из формы удалялся бы воздух и газ и были бы приняты меры для получения однородного и достаточно плотного металла ротора. Наличие в роторе раковин и неплотностей усложняет его динамическую балансировку и ослабляет механическую прочность.
Газовые раковины в отливке заготовок роторов можно устранить применением вакуумного метода заливки форм, описанного выше. При этом методе газы удаляются лучше, чем при других, но металл не очищается в процессе заливки от различных неметаллических включений, обычно снижающих механические качества отливки. При центробежном методе литья отливка получается равномерной плотности, с чистой поверхностью, химический состав ее металла однороден. Однако не исключена возможность наличия в отливке газовых раковин, образовавшихся вследствие того, что газы не вышли полностью из формы.
Таким образом, ни вакуумный, ни центробежный метод в отдельности не обеспечивает годности всех отливок заготовок роторов гиромоторов. Получение плотных, однородных, без раковин заготовок роторов, с необходимостью незначительной последующей механической обработки может обеспечить комбинированная цен — тробежно-вакуумная заливка.
Комбинированные центробежно-вакуумные установки применяются для отливки довольно сложного инструмента из высоколегированных сталей. На аналогичной установке можно отливать и заготовки роторов гиромоторов.
На рис. 16 показана схема установки, позволяющая производить комбинированную центробежно-вакуумную заливку. Наружный диаметр отсасывающей трубы 1 легко скользит внутри пустотелого вала И центробежной машины. Нижняя часть трубы находится в вертикальной направляющей; верхний конец трубы, проходя вместе с валом через вращающийся вал центробежной машины 3, доходит непосредственно до нижней части формы.
Изображенная на рисунке форма предназначена для отливки заготовки ротора 10. Опока 6 устанавливается на прокладках 2 в гнездо кольца 4 и зажимается в нем скобами 5 с быстродействующими затворами 7. Такими же затворами прижимается крышка 8, служащая для предупреждения разбрызгивания металла при вращении центробежной машины. Заформованная и нагретая опока ставится на стол центробежной машины. Отверстие литникового стояка закрывается специальным графитовым стержнем 9. После того как литниковая чаша заполнена рассчитанным количеством жидкого металла, центробежную машину запускают и, когда бу — дет Достигнуто требуемое число оборотов, графитовый стержень вынимают, одновременно открывая трехходовой кран 15, сообщающийся через отсасывающую трубу с помощью резинового шланга 12 с баллоном 17, откуда воздух откачивается включением вакуум — насоса 18, приводимого во вращение электродвигателем 13. Разрежение в сети ■ и I баллоне измеряется вакуумметром 16. Степень разрежения регулируется^клапаном 14. Под действием вакуума газы, находящиеся^ полости^формы, успевают удалиться раньше,
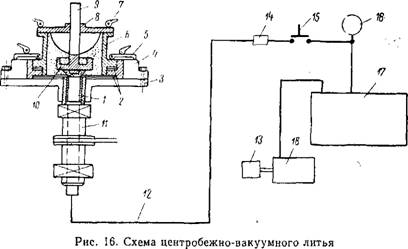
Чем начнется поступление расплавленного металла. Порции металла должны быть подсчитаны достаточно точно.
Оборудование довольно сложно, но значительная экономия металла и снижение трудоемкости могут оправдать первоначальные затраты.
Литье по выплавляемым моделям — технология
Издавна литьё по выплавляемым моделям пользовалось популярностью. С помощью данной технологии выливались пушки, колокола, античные скульптуры. Технологии сегодняшнего дня значительно усовершенствовались. Они дают возможность сделать детали, которые отличаются сложными конструкциями, малым весом, не требуют механической доработки.

Технология
Этот метод используется для производства изделий из разных сплавов. Обеспечивается показатель качества до ±0,005 мм на каждые 25 мм поверхности. Указанная точность позволяет изготавливать изделия, которые не требуют дополнительной обработки. Залог успешности технологического процесса в том, что модель производится из быстро плавящегося вещества. Используется парафин, воск, канифоль либо их смесь.
Технологический процесс состоит из действий:
- Производство модели:
- под модель берётся специальная форма из гипса, пластмассы, стали либо чугуна;
- в нее заливается вещество образующее модель;
- необходимо дождаться его полного застывания;
- после этого специальная форма открывается, восковая модель вынимается и помещается в емкость под прохладную воду.
- Сборка моделей в блоки:
- для производства качественного изделия модели собираются в простые и сложные блоки, в каждый из них может войти от 2 до 100 штук;
- для увеличения прочности в блочную конструкцию устанавливают алюминиевые стойки;
- их покрывают слоем модельного вещества до 25 мм;
- блочные конструкции объединяются в литниковую систему.
- Нанесение на модель огнестойкой оболочки:
- блок собранный из нескольких моделей помещается в емкость, где находится суспензия из керамики (кварцевая пыль, мелкие фракции шамота) и связывающего компонента (этилово силикатного раствора);
- на протяжении суток он сушится в естественной среде, это время можно сократить до 40 минут под воздействием аммиака;
- таким образом, на указанный блок поочередно наносится 46 слоёв огнезащитной оболочки, с тщательной просушкой каждого из них;
- завершенная модель в огнезащитной оболочке помещается в нагретую воду 90°С;
- за несколько минут модельное вещество растает и всплывет на поверхность воды, где оно собирается для следующего применения.
- Подготовление формы к заливке:
- пустая оболочка промывается в воде и сушится в шкафу на протяжении 2 часов при 200°С;
- сухая оболочка выставляется вертикально в жаростойкую опоку и по краям уплотняется кварцевым песком, помещается в печь на 2 часа при 950°С;
- в печи испаряется оставшаяся влага, остатки модельного состава выгорают, оболочка спекается с огнеупорным материалом, повышая прочность;
- расплавленный металл заливается в прокаленную горячую форму.
- Охлаждение отливки:
- после того, как отливка остыла — оболочка разрушается;
- изделие очищается от ее остатков, для чего поддается химической очистке;
- далее изделие промывается водой и подвергается окончательной сушке.
В итоге, оно подлежит для проведения термической обработки и снятия контрольных мерок. Таким образом изготавливаются отливки необходимого размера и конфигурации.
Литниково-питающая система при литье по выплавляемым моделям
Ее особенности заключаются в следующем:
1. Этот метод продолжительное время используется в литейном производстве, дает возможность делать сложные конструкции, упрощает процесс производства. Система состоит из:
- воронки для литья;
- опоры;
- питателей и зумпфа.
При заливке — струя делится в зумпфе, что уменьшает температурное воздействие. Это положительно влияет на качество отливки. Она применяется в машиностроении и других отраслях промышленности.
2. Могут проявиться следующие недостатки:
- гидродинамический удар способен создать трещины в керамической форме;
- увеличение струи литья может разрушить оболочку;
- завихрения струи могут спровоцировать отслоение элементов и их попадание в структуру готового изделия.
Для предотвращения этого разработано техническое решение по разделу струи горячего металла, что оберегает общую конструкции от преждевременного разрушения.
3. Правильное соотношение между преимуществами и недостатками такой конструкции при осуществлении литья понизит негативное воздействие на 40%. Для этого необходимо сделать следующее:
- модель производится из обычных материалов; на форму наносится определенное количество слоев, защищающих ее от температурного воздействия;
- каждый слой после нанесения должен высохнуть на 100%;
- в период заливки расплавленного металла плавно увеличивается струя.
Это все приводит к увеличению прочности оболочки и понижению воздействия на нее. Простое решение при литье по выплавляемым моделям приводит к использованию системы в промышленных масштабах. Что значительно удешевляет стоимость готовой продукции.

Изготовление выплавляемых моделей
Для этого применяются легкоплавкие составы, которые состоят из парафина, церезина, воска и других компонентов. Эти составы должны иметь свойства:
- температура плавки 60–81,6 °С;
- стабильная линейная усадка и расширение должны свестись к минимуму;
- хорошая текучесть материала;
- хорошая прочность и твердость в застывшем состоянии;
- не прилипать к поверхности, минимальное образование золы;
- не вступать в химические реакции с огнеупорными материалами пресс-формы; отсутствие вредных паров во время нагревания;
- многократное применение;
- малая стоимость комплектующих материалов.
Сущность заключается в том, что модельный материал должен собой заполнить все элементы формы и не допустить ее повреждения. А впоследствии, не нанеся ущерба вытечь из формы, освободив место для металлической заливки.
Операции получения отливки
Существуют особенности литья по выплавляемым моделям при производстве подобных изделий. К ним относятся:
- Расплавленный металл заливается равномерно и постепенно. Это даёт возможность сделать выплавляемые детали с гладким и точным покрытием, которое не будет нуждаться в механической доработке.
- Литьё должно иметь необходимую температуру, для каждого материала она разная.
- Время заливки расплавленного состава будет зависеть от сложности будущей конструкции. Важно это делать постепенно, однако не затягивать процесс слишком долго.
- Чтобы выплавить качественное изделие необходимо осознавать, что тонкие детали кристаллизуются и остывают быстрее чем массивные элементы.
- Чтобы литьё остывало равномерно, форму оснащают специальным теплообменником в виде элементов с повышенной проводимостью тепла. Это может быть чугун либо графит.
- При охлаждении литьё передает свою температуру на форму неравномерно, на ее внутренней стороне температура не отличается от остывающей заготовки.
- Выбивка выплавляемой продукции производится после окончания процесса кристаллизации и полного остывания. Спешка может негативно сказаться на качестве изделия.
Благодаря выплавляемым моделям есть возможность сделать своими силами деталь любой сложности. Это дает возможность усовершенствовать производство необходимых предметов.
Плюсы и минусы процесса
Литьё по выплавляемым моделям имеет свои преимущества:
- отсутствие разъема в форме приводит к повышению точности литья;
- простота действий и дешевизна рабочего процесса;
- возможность сделать огромное разнообразие форм для отливки;
- широкий диапазон размеров и массы отливок;
- дает возможность получить сложные конструкции из любых сплавов;
- высокая точность изделия и чистота поверхностного слоя может исключить необходимость последующей механической обработки;
- оболочка легко разрушается;
- отливки хорошо очищаются от ее остатков.
Присутствуют и недостатки:
- требует осторожности в ходе проведения технологического процесса литья;
- длительность рабочего процесса подготовки формы;
- данное производство является рентабельным только при его массовом применении;
- необходимость проветривания в помещении;
- следует строго придерживаться технике безопасности;
- работа с расплавленным металлом требует особого внимания.
Как видим, литьё по выплавляемым моделям обладает достаточным количеством преимуществ, по этой причине оно широко применяется в различных отраслях машиностроения.
Цеха для литья по выплавляемым моделям находятся во многих самодостаточных заводах. Это позволяет делать качественные детали с большой точностью в короткие сроки, экономя денежные средства.
Этапы и особенности литья по выплавляемым моделям
Технология литья по выплавляемым моделям (ЛВМ) – один из древних способов производства металлических изделий под низким давлением. Он используется для изготовления высокоточных деталей сложной формы. Применяется в случаях, когда невозможно использование более простых методов. Данный процесс обработки металла считается прогрессивным, экономным и трудосберегающим.
Как проходит процесс?
Для производства сложных деталей путем литья под давлением выполняется запрессовка материала в специальную пресс-форму. Она точно повторяет конфигурацию элемента будущего изделия и выполнена из материала, который отличается составом, зависящим от параметров будущих изделий. Для мелких используется эластичный легкий состав (воск, парафин или стеарин), а для крупных – более твердый и прочный (пластмасс, полистирол). Материалы не образуют дефектов – изменений формы вылитого изделия в процессе охлаждения при воздействии давления. Габариты отливки рассчитываются с припусками на усадку состава.
Готовые единичные формы собираются в блоки и поступают на заливку. На данном этапе подготовленная форма и все элементы литниковой системы (полости детали) покрываются жидкой смесью со связующим наполнителем. Далее выполняется обсыпка формы в несколько слоев. Каждый пласт отличается фракцией зерна и требует тщательной просушки. В результате формируется плотная оболочковая форма созданного блока. После вытопки ее прокаливают при высокой температуре (около 1000° С) для ликвидации посторонних газообразующих веществ.
Далее, в полученную форму заливается разогретый металл. Содержимое охлаждают и отправляют на выбивку, которая выполняется при помощи молотов. Отливки, полученные этим способом, имеют высокую точность.
Технология практически не имеет недостатков, а ее преимуществом называют возможность производства элементов из сплавов, не поддающихся механической обработке, а также изготовления соединенных отливок с точными размерами, которые необходимы для получения узлов оборудования и не требуют их дополнительной сборки из мелких деталей. Литьё по моделям применяется в опытном, серийном и массовом производстве. Помимо высокой прочности, данные отливки, имеют хорошую чистоту поверхности. Данный способ используют для производства важных узловых деталей.
- модель изготавливается из легкоплавкого материала;
- детали собираются в блоки;
- окружаются керамической оболочкой, затвердевающей и образующей форму;
- при дальнейшем нагревании формы, модель отливки плавится и изымается;
- в появившиеся полости (литниковую систему) заливается металл, который в точности повторяет исходную форму всех элементов будущей детали.
Область применения технологии
Область применения данного метода – изготовление отливок массой от нескольких граммов до десятков килограммов. Это корпуса и элементы приборов, режущий и медицинский инструмент, детали для авто, фото и видеотехники, швейного и текстильного оборудования, для выполнения некоторых элементов художественного литья, а также в ювелирной отрасли.
Выплавляемые модели изготавливают в пресс-формах из парафиновых, восковых, стеариновых составов, включающих жирные кислоты. Данные составы характеризуются высокой эластичностью, полностью заполняют все полости и дают четкий отпечаток.
Использование технологии литья открывает перед инженерами огромный потенциал, дающий возможность проектировать сложные тонкостенные конструкции, соединять единичные детали в компактные цельнолитые узлы. При этом значительно уменьшается масса и размеры изделий, создаются нестандартные элементы, необходимые в процессе ускоренного развития технического прогресса, усложняются конструкции, видоизменяются, усовершенствуются и корректируются многие комплектующие и узлы. Со временем модифицировался и состав отливок. В некоторых случаях требовалось создание жаропрочных сплавов, которые удалось получить, в результате использования никеля.
Выбор литейного сплава
Современный процесс изготовления отливок по моделям включает серьезный подход к выбору литейного сплава. Их изготавливают из различных литейных сплавов: углеродистых и легированных, стойких к коррозии, жаростойких и жаропрочных сталей, цветных сплавов и составов на основе чугуна.
При производстве литейной продукции учитываются условия, в которым она будет функционировать. От этого и зависит материал отливок. Так для производства высокогерметичных корпусов подбирается металл, несклонный к образованию усадочной рыхлости и пористости. Для комплектующих, требующих высокой жаропрочности – никелевые составы.
При выборе литейного сплава необходимо иметь полное представление и точные требования к материалу отливок. Четко сгруппировать условия работы и назначение будущих деталей. Это даст возможность наиболее правильно подобрать необходимый сплав, с учетом его специфических характеристик.
Оборудование для литья
При выполнении работ, связанных с литьем по выплавляемым моделям, нужны знания и специальное оборудование. Это оригинальные и компактные системы, необходимые для качественного заполнения литейной формы с оптимальной скоростью и получения металла необходимой плотности. Их работа исключит образование пустот и неметаллических включений, что значительно повысит качество и эксплуатационные характеристики будущих изделий.
Каждая литая деталь – это оригинальная конструкция, требующая наличия самостоятельной литниково-питающей системы (ЛПС) для отдельной отливки. Вместе с этим они имеют много общего – размеры стенок, узлов, соединений. Это дает возможность для использования типичных конструкций ЛПС и формирования стандартных методов расчета.
В процессе производства используются автоматы для приготовления модельного состава и изготовления элементов. Это агрегаты для приготовления смесей, линии для охлаждения пресс-форм, установки для приготовления покрытия, бойлерклавы для удаления составов, оборудование для обжига керамических форм, гидравлические молоты и т.д.
Организация литейного производства
Не у всех есть возможность иметь целый арсенал приспособлений для самостоятельного выполнения литья. Поэтому не стоит своими руками, в домашних условиях, без применения спецтехники осуществлять сложные литейные работы. Доверьте их профессионалам, имеющим для этого все необходимые навыки, оборудование и экспертные познания.
Если вы запланировали открытие собственного литейного производства, но ощущаете недостаток знаний, его организацию лучше поручить прогрессивной инжиниринговой компании «СЛТ – современные литейные технологии», специализирующейся на различных технологиях литейной отрасли. Это специалисты с большим опытом в данной сфере, оказывающие все виды инжиниринговых услуг – от этапов проектирования, ввода в эксплуатацию литейного производства и до его выхода на высокие проектные мощности.
Художественное литье бронзы по выплавляемым моделям
Процесс литья по выставляемым моделям.
Очень часто мои заказчики и покупатели спрашивают, «Как же все же делают фигурки из бронзы?» и постоянно приходится рассказывать процесс заново. Решил создать ..этакую шпаргалку 🙂 . мастер-классом вроде и не назовешь её. Описать решил максимально простым языком без специальной терминологии. Думаю так будет проще и понятнее не создаст дополнительных вопросов. Хочу еще сказать, что сам я не литейщик, я только создаю мастер-модели, снимаю с них формы, делаю восковки и их уже везу в литейную мастерскую. А потом готовые отливки довожу до ума. Обработка очень важная часть финального процесса.
Но во всех стадиях литья принимал не однократное участие и потому знаком со всеми стадиями процесса. Работа это не легкая и требует аккуратности и дотошности..мелочей нет. Схалтуришь на одном каком то этапе и работа всей команды будет загублена.
Литейное дело — одно из самых древних в мире ремесел, трудоемкая и сложная работа, требующая внимания и аккуратности на каждом этапе подготовки и литья. От Мастер-модели до финальной отливки в бронзе. Но результат стоит затраченных усилий. Литые изделия отличаются изысканным внешним видом. С годами на поверхности изделий из бронзы, латуни покрывается оксидной пленкой — это придаёт внешнему виду изделий антикварный вид. С годами изделия из бронзы как благородное вино растут в цене покрываясь налетом старины.
Довольно высокая цена на изделия выполненных методом художественного литья по выставляемым моделям, обусловлена большим количеством операций выполненными вручную, а так же дорогостоящими расходными материалами (ювелирный воск, формомасса, сплавы, а так же расходники для последующей обработки готовых изделий).
Коротко процесс создания бронзовой фигурки можно описать по операциям.
1. Изготовление мастер-модели для литья. Модель может быть из разных материалов: пластилин, воск, дерево, пластики, металл, гипс и т.д.
Несколько примеров моих мастер-моделей изготовленных из разных пластиков:
![]()
![]()
![]()
![]()
![]()
![]()
будущие шахматные фигурки:
![]()
![]()
фигурка сноубордист «Карвер»
![]()
![]()
Мы в своем технологическом процессе чаще создаем мастер-модели из полимерных скульптурных пластиков. Скульптор-миниатюрист создает модель вручную. Сложные модели иногда приходится делать разборными и многосоставными. На модель крепят литниковую систему продумывая как будет течь металл и как затем удалить литники без ущерба для будущей фигурки.
2. С мастер-модели снимается силиконовая (резиновая) форма из специальной резины. Изготавливается так называемая матрица, по которой затем будет получена восковая копия модели (восковка). С литниками для последующего литья.
![]()
![]()
Форму разрезают особым способом, что бы можно было получить качественную восковку.
![]()
![]()
3. После изготовление резиновой формы в неё под давлением впрыскивается горячий воск. Затем, когда воск остыл матрицу разбирают и достают восковую копию модели. Её нужно проверить на наличие дефектов., обработать снять восковый облой, если он есть, просмотреть(просветить восковки) нет ли пузырьков в восковке иначе на отливке из металла будут полости и раковины. Если нужно восковка затем проходит стадию полировки. В час в среднем с одной резиновой формы можно получить 4-5 восковок в зависимости от размера и сложности.
Восковки с литниковой системой:
![]()
![]()
4. Восковки готовы теперь предстоит спаять елку из наших восковых фигурок. Примерно под углом 45 градусов фигурки одна за другой крепятся к основному более толстому литнику. Постепенно обрастя фигурками вырастает нечто напоминающее ёлку.
5. Затем подготовленная ёлка ставится в резиновую опору и помещается в металлическую опоку. Сверху заливается формомассой (специальный гипсовый состав), Опока ставится под вакуум для удаления пузырьков из формомассы. Если этого не сделать фигурка вся будет покрыта мелкими бусинками металла. Формомасса затвердела.
6. Следующий этап вытапливаем восковые модели и затем постепенно прокаливаем получившиеся керамические формы в специальных прокалочных печах до нужной температуры. Формы должны выдерживать температуру расплавленных сплавов около 1300 градусов.
Около суток формы доводятся до нужной температуры, плавно поднимаясь до нужной температуры и затем так же плавно остывают.
7. Затем в подготовленные формы, выстоявшиеся и доведенные до требуемой температуры заливается расплавленный сплав и ставится под вакуум. Так как форма гигроскопична, металл притягивается к стенкам формы. За счет чего получается качественная поверхность отливки. Процесс подготовки форм и литья беспрерывно продолжается несколько дней. Тираж нельзя прервать и остановить всю тепловую цепочку процесса. Для этого литейщикам приходится работать в несколько смен, для контроля всего цикла литья.
8. После заливки форм их охлаждают и разрушают.
Отлитые ёлочки с фигурками разрезают специальными кусачками срезая фигурки с центрального литника.
Затем наступает очередь непосредственной обработки будущих фигурок. Фигурки размывают и очищают от остатков застывшей формомассы. Затем могут быть подвергнуты к отмачиванию в специальных растворах для удаления накала на фигурках.
9. Затем наступает очередь механической обработке. С фигурок удаляю литники, стачивая их бормашинами и полируют места крепления литников к фигурке. Далее фигурки обрабатывают мягкими латунными щетками на станках, снимая остатки окалины, полируют со специальными пастами муслиновыми кругами (тряпочные круги различной плотности с пропитками) После полировки фигурки она может проходить процесс ускоренного старения (чернения) для придания металлу антикварного вида. После обработки кислотами и специальными составами фигурки опять подвергают полировке мягкими муслиновыми кругами и растирают тканью выравнивая общий тон фигурки
Вот собственно финал нашей работы, долгожданные фигурки из металла 🙂
![]()
![]()
Кладоискатели, слева без чернения только полировка с карцеванием..справа чернение и дополнительная полировка.
![]()
![]()
Шахматная фигурка, Королева бордеров. Бронза, гальваническое покрытие меднение
Вакуумное литьё по выплавляемым восковым моделям.
Существует большое количество способов литья, применяемых в современной ювелирной промышленности:
— литьё в землю (в т.ч. при помощи различной оснастки)
— литьё в одноразовые опоки
— центробежные виды литья
— и, наконец, вакуумные виды литья.
Именно его мы и будем рассматривать подробно, так как на сегодняшний день, как мы уже выяснили, это и есть самый широко применяемый способ литья для изготовления ювелирной и сувенирной продукции.
Итак, вакуумное литьё по выплавляемым восковым моделям.
И начинается в нём всё с качественной восковой модели или, как принято её называть среди ювелиров, — восковки. Конечно, качественную восковку невозможно получить без качественно изготовленной пресс-формы, которая, в свою очередь, должна быть снята с качественно разработанной и обработанной мастер-модели. Однако, мастер-модели и пресс-формы – это тема отдельная, которая в рамках этой статьи рассматриваться не будет, в силу того, что тема литья и так очень обширная и мы, не перегружая эту статью, прибережём её для отдельной публикации.
Как же изготавливаются «восковки»?
— при помощи пресс-формы и инжекторного бачка
— вырезаются вручную или на фрезерных ЧПУ-станках из скульптурного воска
— при помощи иных способов (обливные, инжектированные в металлические формы, изготовленные вручную нестандартными технологиями)
— печатаются из выжигаемых полимеров на 3D-принтерах
При первом способе (а это основной способ для серийного производства), воск в пресс-форму попадает при помощи инжекции (впрыска, подачи под давлением) из заливного клапана инжекторного бачка. Эти бачки, в свою очередь, возможно разделить на несколько типов:
— с ручным насосом
— с подключением к компрессору
— вакуумные (с подключением к воздушному и вакуумному компрессорам)
Принципиальная разница существует между вакуумными и не вакуумными бачками, так как первые, непосредственно перед инжекцией воска в пресс-форму, откачивают из неё воздух. В то время, как из вторых воздух выдавливается как раз в процессе впрыска воска через специальные технологические резы – выпоры. Отсюда же вытекает и разница в употреблении различным образом изготовленных пресс-форм – для вакуумного бачка пресс-форма изготавливается отличным образом от пресс-форм, предназначенных для работы с обычными, не вакуумными инжекторными бачками.
Как бы то ни было, любая пресс-форма делается разъёмной, чтобы после того, как инжектированный в неё воск застыл, была возможность извлечь его для последующего использования, а саму пресс-форму приготовить к дальнейшим повторяющимся операциям.
Какие требования предъявляют к изготавливаемым при помощи пресс-форм восковкам?
1. Не должно присутствовать непоправимых деформаций
2. Не допускается наличия заметных швов и смещений
3. Не допускается наличие пузырьков воздуха или любых других включений, в том числе внутри восковой модели(контроль на просвет)
4. Вся геометрия очертаний восковой модели должна полностью повторять мастер-модель, с которой снята пресс-форма
5. Качество поверхностей восковки должно в разумной степени повторять качество поверхностей мастер-модели, с которой снята пресс-форма
После того, как восковая модель готова и её качество проверено, она размещается (путём припаивания) в специальном восковом блоке, часто называемом, в силу внешней похожести, «восковым деревом» или «ёлкой». Существует несколько техник сборки ёлок, однако имеются несколько основных принципов, применяемых в этом процессе:
— сверху ёлки припаиваются более мелкие и лёгкие детали, а внизу – более крупные
— детали на ёлке помещаются под углом менее 90 градусов по отношению к основному литнику(называется иногда стояком)
— восковки, размещаемые на ёлке не должны касаться друг друга и основного литника
— восковки припаиваются на ёлку таким образом, чтобы места их присоединения к литнику были максимально гладкими и не имели непропаев или любых зазоров.
После сборки ёлки попадают на участок формовки, где их размещают на специальных резиновых подставках – «башмаках» или «подошвах» и помещают в опоки – специальные металлические цилиндры, что позволяет в дальнейшем залить их формовочной массой.
Устройства, при помощи которых происходит процесс смешивания формовочной смеси и розлив её в подготовленные опоки, называют вакуумными миксерами, так как в современных условиях весь этот процесс происходит полностью в вакууме. После заливки формовочной массой, опоки с ёлками внутри оставляют в покое на несколько часов для качественного застывания гипса и предварительного высыхания.
Если на производстве применяется паровая вытопка воска, то после формовки и отстаивания, опоки помещают в неё. В ней из опок выплавляется большая часть содержащегося воска. После прохождения этой обработки опокам снова необходимо отстояться. И , после всех описанных процедур, опоки могут наконец оказаться в муфельной печи.
Для ювелирного и сувенирного производства используется довольно большая номенклатура формовочных смесей, основой которых в любом случае является кристобалит – довольно редко встречающийся в природе минерал, высокотемпературная полиморфная модификация кварца, при нагреве меняющий свою структуру. Кроме него в формовочных смесях присутствует гипс, а также большое количество различных присадок выполняющих адаптивные функции. Выбор подходящей формомассы для литья – один из важнейших элементов процесса получения качественных отливок.
Ювелирные муфельные печи устроены таким образом, чтобы обеспечить совокупность осуществления необходимых процессов при прохождении прокалочного цикла опок. Нагревательные элементы(обыкновенно спирального типа) в них расположены как в стенках, так и в дверце (существуют редкие конструкции с нагревателями в полу или потолке печи), обязательно наличие программатора, в паре с термопарой, позволяющего управлять нагревом, а также шиберного отверстия, необходимого для отвода образующихся при выжиге воска испарений. Существуют очень разные конструкции печей, например, позволяющие штатно размещать внутри себя опоки в несколько этажей, цилиндрической формы и оборудованные ротационным механизмом, с различными системами слива воска или принудительного оттока воздуха и т.д. Все эти усовершенствования позволяют, как правило, положительно повлиять на результат прокалки, однако в минимальной комплектации, наличие многостороннего нагрева, термопары с контроллером и шиберного отверстия является нормой, а остальное относится к разряду желаемого.
Прокалочный цикл в печах программируется таким образом, чтобы добиться наилучшим образом сочетания двух факторов – удаления из опоки всех остатков воска и хорошей полимеризации формовочной смеси. График прокалки опок в печи напоминает по виду лестницу: набор температуры, выдержка на заданной «полке», снова набор, снова выдержка формовочной смеси, то есть удаления из неё излишков влаги. Дальнейшие «полки» ступенчатым образом выводят печь на максимальную температуру программы – чаще всего 740 градусов Цельсия, в процессе чего формомасса полимеризуется и приобретает необходимые для заливки в неё в вакууме металла свойства.. Затем, после прохождения всего прокалочного цикла, температура опускается до заданной для заливки металла. Весь стандартный прокалочный цикл продолжается обычно не менее 12 часов, с момента постановки опок в печь, а часто значительно дольше.
После прохождения прокалочного цикла, опоки готовы к розливу в них металла. В современных литьевых цехах и мастерских этот процесс, как правило, происходит при помощи литьевых машин. Конструкции этих машин весьма разнообразны, условно могут быть разделены по способу плавки металла и по способу залива, по наличию/отсутствию и составу инертной среды, степени автоматизации процесса.
По способу плавки различают машины со спиральными нагревателями и индукционным нагревательным элементом; по способу розлива: донный розлив, «перевёртыши», розлив через край; по инертной среде — одно и двухгазовые машины и машины без инертной среды; по автоматизации процесса — ручного розлива, полуавтоматические и автоматические.
Розлив металла производится под воздействием глубокого вакуума на опоку, при температуре немного превышающей его температуру плавления, по возможности, или в вакууме, или в инертной среде, для предотвращения контакта расплава с кислородом воздуха.
После розлива металла в опоки, они охлаждаются в естественных условиях, затем помещаются в размывочные ванны, после чего, извлечённые описанным образом из опок литьевые полуфабрикаты в виде «ёлок», обрабатываются в водоструйной кабине с целью удаления с них остатков формовочной массы. При необходимости отбеливаются в водных растворах кислот. Очищенные отлитые ёлки могут быть подвергнуты, кроме того, очистке в УЗВ, обработке паром при помощи парогенератора и, иногда, галтованию в магнитной галтовочной машине. После очистки «ёлки» сушат (чаще всего или в специальной камере, или при помощи промышленного фена). Затем производят процесс «раскусывания», т.е. срезают отлитые детали с «ёлки», состригают с деталей избыточной длины литники и получившуюся продукцию сдают на склад, где она сортируется, приходуется и производится отбраковка деталей, не прошедших ОТК. Полученные таким образом литьевые полуфабрикаты могут быть переданы в ювелирный цех для дальнейшей обработки.
Основатель и генеральный директор производственной компании 3D Avtozavod.
Вакуумное литьё по выплавляемым восковым моделям.
Наставник: Струков Юрий Матвеевич
Ученики: Бархатов Алексей Андреевич (21 год); Глушаков Максим Алексеевич (19 лет)
Город (село): г. Москва
Название колледжа: ГОУ СПО Колледж автоматизации и радиоэлектроники №27 им.П.М. Вострухина Г. Москва
Название изобретения или изделия: Учебно-производственные работы по изготовлению ювелирных изделий методом художественного литья
Ювелирное литье- один из самых древних и наиболее распространенных видов обработки металлов и сплавов. В настоящее время появление новых технологий литья по выплавляемым моделям, новых материалов и литейных установок, позволяют облегчить труд ювелиров- литейщиков, удешевить производимые ими ювелирные изделия, а также тиражировать и наладить массовый выпуск ювелирных изделий. В условиях учебной мастерской работы проводятся с цветными металлами их сплавами.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЛИТЬЯ
1. Мастер-модель изготавливается вручную мастером- модельером
2. Формовочная опока( рамка) набивается резиной вручную
3. Закладывается модель
4. Производится вулканизация резины
5. Резиновая форма разрезается пополам
6. В резиновую форму под давлением заливается воск
7. Изготавливаются восковые модели
8. Из восковых моделей выполняется восковая елочка
9. Производится заливка огнеупорной формовочной массы в опоку и его вакуумирование на вибрационном столе
10. Производится вытапливание воска
11. Производится отжиг опоки в муфельной печи
12. Производится плавка металла в плавильной печи
13. Производится литье вакуумным способом
14. Производится очистка отливок холодной водой от формовочной массы
15. Производится разрезка отливок, отделение литников
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ВОСКОВОК
Восковки изготавливались на восковом инжекторе при рабочей температуре 76-78º С, давлении 0.8-1.2 кг/см². Используется универсальный красный воск 1750-R Standard Red, наиболее всего подходящий по своим параметрам: низкая вязкость, средняя твердость, стандартное время застывания, рекомендуется для всех типов изделий.
После изготовления восковых моделей переходим к сборке воскового дерева-“елочки”.
ИЗГОТОВЛЕНИЕ ЛИТЕЙНЫХ ФОРМ
Следующий этап работы заключается в том, что”елочку”, собранную из восковых моделей, помещают в опоку и заливают огнеупорной гипсовой смесью(формовочной массой).
Формомасса должна выдерживать требуемую для выжигания воска температуру (760º С), не давая при этом трещин.
Она должна выдерживать температуру заливки металла (для латуни около 860º С), а также давление расплавленного металла, который затекает в форму с большой скоростью.
Используемая нами формомасса ГОЛД СТАР XL- это смесь на гипсовой основе с содержанием кремнезема (71-75%), сульфата кальция (24-28%) и органических веществ (1%).
Время затвердевания в опоке………………………………10-11 мин
Время прокаливания………………………………………не менее 6 часов
Температура заливки………………………………………не менее 1100º С
Опоки, залитые суспензией, помещают под вакуумный колпак, установленный на вибрационном столе вауукомной установки. Вибрация и одновременное вакуумирование позволяет смеси полностью обтекать восковые модели и полностью удаляет пузырьки воздуха. Процесс продолжается 1-2 минуты при давлении 1400 Па. За это время суспензия сильно поднимается, затем оседает и начинает кипеть.
После затвердевания опокам надо дать подсохнуть: для небольших опок в течение 1-го часа и для больших в течение 2-х часов. Затем на опоках указывают номера и необходимое количество металла для каждой опоки, которое рассчитывают предварительно.
Вытапливание воска и отжиг опок.
После того, как формомасса затвердеет, снимаем резиновую подставку с опоки и удаляем все излишки формомассы и воска на ее краях или на боковых стенках. Затем удаляем все оставшиеся частицы формомассы из литниковой чаши кистью, чтобы они не были занесены расплавленным металлом внутрь формы.
Воск вытапливается паром в паротопке в течение 2-х часов, при температуре 90-100ºС. При этой температуре большая часть воска расплавляется и вытекает через литниковое отверстие. Прокаливание опок проводится в прокалочной печи с программатором ЭКСП 50.
ПЛАВКА И ЛИТЬЕ
Литье ювелирных изделий и сувениров по выплавляемым моделям, использование эластичных резиновых пресс- форм и тонко- дисперсионных формовочных материалов на основе гипса, с принудительной заливкой металла в форму, позволяет получить высокое качество поверхности и точность воспроизведения ажурного рисунка отливок.
Литье мы проводили на вакуумной литейной установке MIXER SLOUIS 92.
Метод вакуумного литья основан на удалении воздуха из литейной формы во время заливки. За счет выкачивания воздуха из формы давление в полости формы понижается до 100-300 мм.рт.ст. Разность атмосферного давления и давления в литейной форме создает искусственное избыточное давление жидкого металла на стенки формы, обеспечивая тем самым качественное воспроизведение отливками рельефа поверхности модели.
После того как металл залит в опоку, необходимо выдержать ее 2-3 мин , пока идет процесс кристаллизации, затем выключить вакуум и достать опоку из камеры.
Поставить охлаждать на воздухе в течении 10-15 мин, до тех пор пока не исчезнет краснота литниковой чаши.
Затем удалить формомассу водоструйным аппаратом.
Очистку отливок можно проводить щеткой под струей холодной воды или в ультрозвуковой ванной. Ультрозвуковые волны ускоряют действие моющего раствора на изделие.
CADmaster

Литье по выплавляемым моделям: взгляд изнутри
Скачать статью в формате PDF — 411 Кбайт
CADmaster » CADmaster №4(24) 2004 (октябрь-декабрь) » Машиностроение Литье по выплавляемым моделям: взгляд изнутри
Ассортимент продукции, выпускаемой Воронежским механическим заводом, чрезвычайно широк: ракетная техника, жидкостные ракетные двигатели, поршневые двигатели для авиации, нефтегазовое оборудование, автозаправочные станции, оборудование для переработки сельскохозяйственной продукции, сложная медицинская техника, узлы и блоки для автомобильной и тракторной промышленности, бытовые электрические и газовые плиты… Этот список можно было бы продолжать и продолжать.
Работу предприятия характеризуют «космические» требования, предъявляемые к производимой продукции, сложность и разнообразие используемого оборудования, высококвалифицированный персонал. Однако для выпуска изделий высочайшего качества одних этих факторов было бы недостаточно. Современное производство мертво без передовых технологий.
И здесь наш завод не отстает от времени. Наряду с традиционными, на предприятии успешно внедряются новые уникальные технологии, являющиеся «ноу-хау» в металлургии. Используя метод вакуумного литья на основе нержавеющих особо прочных сталей, наши специалисты создали серию новых высокопрочных материалов, которые могут применяться в сероводородной среде при температуре от -253°C до +800°C.
Литье в оболочковые керамические формы позволяет получить высокоточные литые детали сложного профиля, практически исключающие необходимость дополнительной обработки (чистота поверхности составляет 20−40 мкм), сократить металлоемкость изделий, не снижая при этом надежности.
Введение
В мировой практике для изготовления корпусов задвижек и угловых штуцеров высокого давления, применяемых в фонтанной арматуре нефтегазового оборудования, используют заготовки, полученные из стальных поковок и штамповок, или литые заготовки, выполненные обычным способом литья, так называемым литьем «в землю». Разработчики и изготовители корпусных заготовок традиционно отдают предпочтение кованным заготовкам. Литые заготовки используются реже, поскольку литые материалы обладают более низким комплексом механических характеристик и имеют значительно больше дефектов в виде различных примесей и включений. По плотности структуры литье также уступает кованному материалу, что особенно характерно для изделий с массивными стенками. Поэтому использование литых корпусных деталей в запорно-регулирующих устройствах (ЗРУ), как правило, ограничено невысокими давлениями (до 21 МПа).
На Воронежском механическом заводе (ВМЗ) решили изменить такое положение дел. Чтобы получить литые крупногабаритные заготовки для запорно-регулирующих устройств высокого давления, на ВМЗ впервые в мировой практике применили метод литья по выплавляемым моделям (ЛВМ). Последовательное и направленное затвердевание отливок в нагретой оболочковой форме ЛВМ создает условия, благоприятные для фильтрации жидкого расплава из прибыли в двухфазную область отливки и получения плотного металла.
Обычно методом ЛВМ изготавливают тонкостенные отливки сложной конфигурации повышенной плотности, масса которых не превышает нескольких килограммов, а толщина стенок составляет от 5 до 10 мм. Освоение производства массивных отливок ЗРУ потребовало новых технологических решений, позволяющих расширить возможности традиционного процесса ЛВМ.
При заливке оболочковых форм, заформованных в опорный наполнитель и нагретых до высокой температуры, резко замедляется отвод тепла от затвердевающих стальных отливок. Возрастание толщины и массы отливок при изготовлении литых корпусов ведет к увеличению продолжительности затвердевания отливки и, как следствие, к появлению дефектов усадочного характера.
Для изготовления ЗРУ высокого давления (до 105 МПа) требовались высококачественные корпусные заготовки размером до 700 мм и более, массой до 500 кг и с толщиной стенок и фланцев до 60 мм и 110 мм соответственно.
Постановка задачи
Одной из основных проблем, с которыми столкнулись специалисты Воронежского механического завода, был вопрос обеспечения питания отливки металлом, поскольку сложность изготовления керамической оболочки и длительность технологического процесса затрудняли поиск оптимальных условий кристаллизации.
Чтобы решить эту проблему, для анализа процессов кристаллизации отливки типа «Корпус» была использована система автоматизированного моделирования литейных процессов LVMFlow, которая имеет ряд преимуществ по сравнению с аналогичными системами, представленными на мировом рынке. Работа LVMFlow основана на методе конечных разностей (МКР), позволяющем анализировать заполнение формы расплавом с учетом предварительного прогрева формы. При этом необходимость прорисовки керамической оболочки во внешней конструкторской программе отпадает, поскольку система позволяет создать оболочковую форму в течение нескольких секунд.
Конструкция детали может быть представлена в виде двух взаимопроникающих под углом 90° цилиндрических тел с протяженными тонкими стенками и массивными фланцами. Ее особенностью является выраженная разнотолщинность (соотношение толщин стенок и фланцев составляет 30:100 мм) и наличие термических центров в местах переходов от тонких элементов к толстым.
Исходя из известных закономерностей формирования отливок, можно утверждать, что литье такой конструкции приведет к появлению дефектов усадочной природы. Чтобы избежать этого и обеспечить герметичность, необходимо добиться последовательного развития кристаллизации отливки с соблюдением принципа направленного затвердевания. Безусловно, достижение искомого результата во многом зависит от расположения отливки при заливке, поэтому были рассмотрены два основных варианта такого расположения: вертикальное (рис. 1а) и горизонтальное (рис. 1б).
В первом случае керамическую оболочку размещали таким образом, чтобы проходной канал отливки формировался в горизонтальном положении, а корпус шиберного канала — в вертикальном. На каждый массивный элемент в отливке (три фланца) устанавливали индивидуальные прибыли. Наиболее протяженные стенки во время заливки ориентировали в керамической оболочке вертикально. При таком расположении питание стенок в процессе затвердевания происходит последовательно через массивные фланцы по направлению к прибылям.
На центральном и двух боковых фланцах устанавливали местные прибыли (одну кольцевую и две прямоугольные), сообщающиеся между собой через литниковые ходы, что позволяло на завершающем этапе заливки подводить горячий металл в боковые прибыли. Расплав поступал в полость оболочки через металлоприемник и четыре распределительных канала.
Конструкция ЛПС приведена на рис. 2.
В зоне массивного «глухого кармана», расположенного в нижней части отливки, для усиления направленности затвердевания металла был применен холодильник. Керамическую оболочку формовали в опоку шамотным наполнителем, а заливку расплава осуществляли в нагретые до 750 °C формы. Температура расплава составляла порядка 1590 °C.
Качество полученных отливок контролировалось с помощью рентгенографического просвечивания; а герметичность корпусов — посредством гидростатических испытаний.
Анализ полученных данных показал, что характерный дефект корпусных отливок при таких условиях формирования отливки — рыхлота и пористость. В наибольшей степени это проявляется в стенках горизонтально расположенного проходного канала. При этом наиболее сильно пораженными оказались места переходов от тонкостенных элементов канала к фланцам и массивная часть глухого канала. Несколько менее рыхлота присуща вертикально расположенным стенкам нижнего яруса корпуса и вертикально ориентированным боковым фланцам.
Поскольку полученное распределение дефектов не отвечало требованиям герметичности отливок, был применен второй способ — горизонтальное расположение.
Формирование отливки в керамической оболочке является очень сложным процессом, поэтому учесть все факторы, влияющие на процесс кристаллизации, практически невозможно. Экспериментально отрабатывать все варианты ЛПС не представляется возможным из-за сложности и длительности процесса получения отливки. Разработка варианта литниково-питающей системы до получения опытной отливки занимает несколько недель, поэтому для анализа процесса затвердевания отливки «Корпус» была использована система автоматизированного моделирования литейных процессов LVMFlow.
Горизонтальное расположение отливки предусматривало наличие пяти прибылей, одна из которых была установлена в центре отливки, три — на фланцах и еще одна — на конусной части отливки (в районе седловины). Как и при вертикальном расположении отливки, все прибыли были соединены между собой в единое целое, что на завершающем этапе заливки позволяло обеспечить подвод горячего металла в прибыли.
По исходным чертежам отливки специалисты Consistent Software Воронеж совместно с сотрудниками отдела главного металлурга Воронежского механического завода построили трехмерную модель отливки «Корпус» с ЛПС (рис. 3).
При построении исходной геометрической модели отливки (ГМ) были использованы внешние конструкторские программы Autodesk Inventor Series и Unigraphics.
Компьютерное моделирование в САМ ЛП LVMFlow
Для моделирования была использована отливка корпуса задвижки с диаметром проходного горизонтального канала 3 1 ⁄16 дюйма, изготовленная из низколегированной стали 35ХМЛ, применяемой на ВМЗ для производства запорной арматуры. Температура заливки составляла 1590±10°С, температура заформованной керамической оболочки перед заливкой изменялась в пределах 500−850°С. Масса залитого блока составляла порядка 520 кг, время заливки — от 60 до 120 сек.
Процесс создания керамической оболочки в программе LVMFlow упрощен до минимума: технологу требуется лишь указать (с учетом количества слоев) толщину будущей керамической оболочки (рис. 4).
Процесс заполнения формы расплавом и последующая кристаллизация отливки «Корпус» рассчитывались в течение 53 часов (процессор Pentium IV 2,8 ГГц, оперативная память — 1 Гб). Процесс компьютерного моделирования (без учета времени на предварительный прогрев формы), в зависимости от требуемой точности результатов, занимает от 30 до 60 мин. В итоге было рассчитано распределение температурно-фазовых полей процесса заполнения формы расплавом, а также полей скоростей, давления; выявлено расположение дефектов усадочной природы (усадочная пористость, микропористость).
Процесс заполнения формы расплавом представлен на рис. 5. В зависимости от начальной температуры формы, при заливке происходит резкое падение температуры расплава. Большая высота формы и особенности литья по выплавляемым моделям накладывают ограничения на конфигурацию ЛПС.
Распределение температуры в отливке и форме для некоторых этапов, начиная от момента начала заливки, приведено на рис. 6.
Итоговое распределение дефектов представлено на рис. 7. Массивные прибыли позволили почти полностью удалить из тела отливки дефекты усадочного характера. Однако анализ полученных данных показал наличие дефектов типа «усадочная пористость» в зоне «глухого кармана» и нижней части центрального фланца, что свидетельствует о недостаточности питания этих тепловых узлов жидким металлом.
Прогноз микропористости (рис. 8) показал наличие «опасных» участков в горизонтально расположенных стенках отливки. Расчет микропористости ведется на основе критерия Нийяма и требует адаптации результатов в соответствии с особенностями технологии производства. В целом картина распределения мест пониженной плотности металла соответствовала натурным испытаниям.
Выводы
Компьютерное моделирование процесса кристаллизации отливки «Корпус» с применением САМ ЛП позволило:
- выявить места появления и процесс формирования дефектов;
- отследить в реальном времени изменение температурно-фазовых полей процесса кристаллизации;
- получить распределение векторов скоростей, давлений;
- сформировать рекомендации по оптимизации ЛПС;
- получить данные по распределению потока жидкого металла и движению шлаковых частиц в отливке.
Таким образом, была обеспечена возможность в кратчайшие сроки провести оптимизацию литниково-питающей системы без проведения доработки модельной оснастки, создания керамической оболочки, заливки и механической обработки детали, а продолжительность процесса отработки технологии получения годных отливок была сокращена с 30 до 3−5 дней, в 6−10 раз.
Использование программы LVMFlow позволяет технологу-литейщику визуализировать процессы, происходящие при формировании отливки, оперативно внести изменения в технологию, оптимизировать литниково-питающую систему и обеспечить получение отливки с требуемой плотностью металла, работающей в условиях агрессивных сред и высоких давлений.
Литье по выплавляемым моделям: Изготовление форм
Изготовление форм
В качестве огнеупорной основы формовочных смесей применяют кварцевый песок, пылевидный кварц, плавленый кварц, электрокорунд, циркон, дистен-силлиманит, шамот, магнезит, графит. Связующими материалами служат этилсиликат, жидкое стекло, гипс.
Приготовление огнеупорной суспензии и гипсовой массы.
Огнеупорные суспензии (этилсиликаты и жидкостекольные), как правило, готовят в специальных установках.
Приготовление этилсиликатной суспензии. Для приготовления этилсиликатной суспензии рекомендуется использовать установки. У которых частота вращения крыльчатки составляет до 2500 мин-1. На практике суспензию иногда готовят вручную, если к качеству поверхности отливки не предъявляется высоких требований.
Этилсиликатную суспензию готовят двумя способами — раздельным и совмещенным.
При раздельном способе предварительно готовят гидролизрованный этилсиликат, затем в него вводят огнеупорную составляющую при постоянном перемешивании. Суспензию выдерживают в течении получаса до полного удаления из нее пузырьков замешанного воздуха.
При использовании совмещенного метода в этилсиликат сначала вводят, непрерывно перемешивая, растворитель ( гидролизный спирт, ацетон или изопропиловый спирт). Затем всыпают часть (0,7-0,8 от общего количества) огнеупорного материала и перемешивают в течении 10-15 мин. Далее вливают воду, подкисленную соляной или азотной кислотой, продолжая перемешивать в течении 30-40 мин. Наконец, добавляют оставшуюся часть огнеупорного материала и специальные добавки (глицерин, борную кислоту и др.), перемешивают еще в течении 10-15 мин.
Приготовление жидкостекольной суспензии. Для приготовления жидкостекольной суспензии в жидкое стекло добавляют сначала огнеупорную глину (глинозем или шамот, а затем пылевидный кварц. Огнеупорные составляющие вводят при непрерывном перемешивании в течении часа. Для улучшения технологических свойств в суспензию иногда добавляют 4% веретенного масла. Готовую суспензию выдерживают в течении 5-8 мин до удаления пузырьков воздуха.
Приготовление гипсовой массы. Жидкую гипсовую массу для форм, в которые заливают алюминиевые и магниевые сплавы готовят обычно в смесителях пропеллерного типа. В воду предварительно вводят замедлитель схватывания (0,15-0,30% от массы сухой смеси).
Если форма предназначена для литья магниевых сплавов, добавляют также 1% борной кислоты для предотвращения загорания магния при заливке. Кислота, кроме того, замедляет схватывание гипса.
Составы некоторых огнеупорных покрытий приведены в таблице 3
Таблица 3. Составы огнеупорных покрытий
| Заливаемые сплавы | покрытия | Состав суспензии | Закрепляющая присыпка | ||||
| Связующее | Массовая доля связующего, % | Огнеупорный материал | Массовая доля огнеупорного материала, % | Огнеупор | Размер зерна, мм | ||
| Углеродистые стали, чугун | Этилсиликатное | Гидролизованный этилсиликат | 30-40 | Пылевидный кварц | 60-70 | Кварцевый песок | 0,20-0,40 |
| Комбинированное с упрочняющим жидкостекольным покрытием | Гидролизованный этилсиликат (облицовочные слои) | 30-40 | Пылевидный кварц | 60-70 | Кварцевый песок | 0,20-0,40 | |
| Жидкое стекло (упрочняющие слои) | 40 | Пылевидный кварц + глина (Н2О до 10-15%) | 60 | Кварцевый песок | 0,20-0,40 | ||
| Титановые сплавы | Комбинированное | Гидролизованный этилсиликат | 43-48 | Электрокорунд (м5-М7-20%, М40-80%) | 52-57 | Электрокорунд | шлифзерно |
| Жидкое стекло | 40 | Электрокорунд М40 | 60 | Электрокорунд | |||
| Цветные сплавы | Гипсовая форма | Вода (99,7%), замедлитель схватывания (0,3%) | 40 | Гипс (40%), кварцевый песок (50%), асбест (10%) | 60 | — | — |
| Этилсиликатное | Гидролизованный этилсиликат (98%), борная кислота (2%) | 32 | Электрокорунд (м5 — 70%), М7-30%) | 78 | Электрокорунд | 0,40 | |
Нанесение огнеупорного покрытия на модель
Перед нанесением огнеупорного покрытия модель обезжиривают 1,5 %-ным водным раствором нейтрального мыла, соды или олеиновой кислоты и т.п.
Огнеупорное покрытие наносят на модель путем однократного погружения в суспензию, или двух-, или трехкратного с интервалами 10-25 с для сушки очередного слоя на воздухе. Модельный блок после последнего погружения в суспензию обсыпают зернистым огнеупорным материалом. Если предусмотрено вытапливание модели в горячей воде, жидкостекольное покрытие закрепляют 18 %-ным водным раствором хлористого аммония, подкисленного 0,3 % соляной кислоты. Для закрепления покрытия модель после нанесения очередного слоя погружают в бачок с закрепителем на 40-90 с.
При изготовлении комбинированных форм для получения отливок из цветных сплавов модель погружают в подготовленную быстротвердеющую гипсовую массу и выдерживают в ней до затвердевания массы.
Сушка огнеупорного покрытия
Для формирования керамической оболочки огнеупорное покрытие подвергают воздушной, воздушно-аммиачной и вакуумно-аммиачной сушке.
Как показывает практика, огнеупорное покрытие на основе этилсиликата можно высушить на воздухе за 4-10 ч. Продолжительность сушки зависит от числа нанесенных слоев, от размеров и сложности модели. Продолжительность воздушно-аммиачной сушки составляет 1,0-3,5 ч, вакуумно-аммиачной сушке — 15-30 мин.
Для сушки моделей в аммиачных шкафах берут 1,5-2,0 л аммиачной воды плотностью 0,89-0,95 г/см 3 на 1м 3 объема сушильного шкафа. Температура в шкафу составляет 18-25 o С.
Комбинированные покрытия, включающие два или три упрочняющих жидкостекольных слоя, сушат на воздухе в течении 5-6 ч. Причем температура сушки составляет 22-28 o С для этилсиликатного слоя и 22-31 o С для жидкостекольного.
Ускоренную сушку комбинированных форм, основанную на взаимном закреплении чередующихся этилсиликатного и жидкостекольного слоев, производят потоке воздуха со скоростью 4-5 м/с при температуре 25-28 o С в течении 1,5-2 .
Удаление модельного состава из керамических оболочек
Модельный состав из керамических оболочек может удаляться несколькими способами, а именно: выплавлением (легкоплавкие модельные составы), растворением (составы на основе карбамида и пенополистирола) или выжиганием (блочный полистирол и пенополистирол).
Выплавление. Легкоплавкие модели выплавляют в горячей воде, в расплавленном модельном составе той же марки, горячим воздухом в камерных электрических печах, в паровой камере, в автоклаве.
Удаление моделей в горячей воде обычно производят в специальных емкостях при температуре 96-98 o С. Возврат модельного состава при этом составляет 90-95 %. Керамические оболочки после удаления моделей подсушивают на воздухе не менее 3 ч или в сушильном шкафу при 110-150 o С в течении 1-2 ч.
Удаление моделей в расплавленном и перегретом (на 30-40 o С) модельном составе той же марки обеспечивает некоторое упрочнение оболочек, но при этом увеличивается расход модельного состава (возврат составляет менее 70 %).
Выплавление модельного состава горячим воздухом производят в специальных установках при температуре 120-200 o С в течении 10-20 мин. Возврат модельного состава при этом равен 80-90 %.
При использовании камерных сушил удаление моделей продолжается 6-8 ч при температуре 110-120 o С.
Растворение. Модели из пенополистирола растворяют в толуолоацетоновом растворителе (1:1) от 15 мин до нескольких часов, в зависимости от плотности материала.
Выжигание. Модели из блочного полистирола выжигают обычно в печах, прокаливая при температуре 950-980 o С.
Модели из гипсовых форм выплавляют обычно в паровой камере под давлением 0,025 Мпа в течении 3-4 ч. Возврат модельной массы составляет90 %.
Прокаливание формы
После удаления модельного состава керамическую оболочку готовят к заливке металла. Возможны несколько вариантов. Если оболочка достаточно прочна, ее прокаливают и ставят под заливку. Если прочность оболочки недостаточно высока, чтобы исключить разрешение при заливке, ее заформовывают в опоки из жаростойкой стали и засыпают сухим наполнителем: кварцевым песком, отходами керамических покрытий, шамотом, магнезитом и др. иногда используют жидкий наполнитель с цементом, иногда ограничиваются применением «пробки» на сухом наполнителе.
Чтобы удалить остатки модельного состава и завершить формование керамики, опоки с помещенными в них оболочками прокаливают в электрических ли газовых камерных печах. Желательно оболочки на основе кварца, электрокорунда, циркона, шамота прокаливать при температуре 1200-1300 o С в течении 10-30 мин. Если температуру снизить до 900 o С, продолжительность прокаливания увеличивается на несколько часов.
Гипсовые формы для литья алюминиевых сплавов рекомендуется прокаливать при температуре до 600 o С в течении 3-12 ч, для литья медных сплавов — при температуре до 700 o С в течении 5-20 ч, для литья магниевых сплавов — при температуре до 500 о С в течении 12-15 ч.
МЕТОД ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ В ЮВЕЛИРНОМ ДЕЛЕ

Опубликовано: 1979 дней назад (4 января 2014)
Блог: ТЕХНОЛОГИИ и МАТЕРИАЛЫ
Рубрика: ЛЕПКА — ФОРМОВКА
Статистика по оценкам
МЕТОД ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ В ЮВЕЛИРНОМ ДЕЛЕ
Метод является, безусловно, прогрессивным, его применение значительно повышает производительность труда, расширяет ассортимент изделий, сокращает потери драгоценных металлов.
Введение
Заготовки ювелирных изделий отливают из золотых, платиновых, серебряных сплавов. Это золотые сплавы пробы 750, 583 и 585, содержащие никель и цинк, серебро и медь, платиновые сплавы пробы 950, серебряные сплавы проб 916, 875 и другие литейные сплавы.
Металл в формы заливают двумя способами: центробежным и вакуумного всасывания. Принудительное заполнение литейных форм при центробежном способе происходит под действием центробежных сил вращающейся печи. Сущность способа вакуумного всасывания заключается в удалении (выкачивании) воздуха из литейной формы во время заливки. Давление в форме понижается до 0,75-2,25 Па против атмосферного, создавая таким образом искусственное избыточное давление жидкого металла на стенки формы. Существуют также метод совместного литья под давлением и вакуумного всасывания и совместное применение центробежного литья и вакуумного всасывания, однако из-за сложности литьевых механизмов они не нашли широкого применения. В настоящее время применяют литьевые машины , однако из-за высокой цены установок и расходных материалах, большого срока окупаемости и ограничений литьевых машин, чаще всего используют обычную индукционную печь, вакуумный насос и рессивер. Этого достаточно, чтобы делать шедевры.
Технологический процесс литья по выплавляемым моделям состоит из следующих этапов: эталон модели, резиновая пресс-форма, восковая модель, литьевая форма, отливка.
Эталоном модели называется оригинал — образец будущей отливки. Металлическая модель снабжается воронкообразным литником и с нее снимается резиновая форма. Материал для изготовления эталона не должен менять свои свойства, разрушаться в процессе вулканизации резиновых пресс-форм, химически взаимодействовать с резиной. Параметр шероховатости поверхности эталона должен быть не ниже требуемого для получаемых по нему отливок: раковины, царапины, вмятины на его поверхности недопустимы. Размеры эталона должны превышать размеры готовой модели (на 5 — 6 %) с учетом общей усадки металла при затвердении отливок и припуска на механическую обработку.
На предприятиях ювелирной промышленности для изготовления эталона обычно используют золото пробы 585, причем поверхность его покрывают родием для нейтрализации действия азотной кислоты, выделяемой в процессе вулканизации. Резиновая пресс-форма предназначена для получения восковых моделей отливок. Пресс-формы изготовляют как из импортных, так и из отечественных сортов резины. Различают разрезные и разъемные пресс-формы.
Процесс изготовления разъемных пресс-форм
Опоку основанием устанавливают на гладкую опорную поверхность и заполняют пластилином, в пластилин вдавливают (до половины) эталон модели. На первую опоку устанавливают вторую и заливают их водно-гипсовым раствором. Когда гипс затвердеет, опоки переворачивают, пластилин удаляют, а освободившееся пространство опоки заполняют небольшими кусочками сырой резины. Эталон остается (наполовину) в гипсе, в котором делаются углубления для возможности получения в дальнейшем выступов резиновой формы. Опоки устанавливают на вулканизационный пресс, на котором в течение 45 — 60 мин при температуре 150 — 160 °С производят вулканизацию кусочков резины. После вулканизации гипс разбивают и удаляют из опоки. Эталон извлекают и тщательно очищают. Резиновую пресс-форму тоже очищают, посыпают тальком и снова укладывают в нее эталон. Затем опоку устанавливают так, чтобы готовая резиновая пресс-форма находилась внизу, а пространство, занятое до этого гипсом, заполняют кусочками сырой резины. Опоки вновь устанавливают на вулканизационный пресс для вулканизации резины второй части пресс-формы. После этого эталон отделяют от резиновой пресс-формы и прорезают в ней литниковый канал.
Процесс изготовления разрезных пресс-форм
Эталон модели помещают между двумя резиновыми пластинами соответствующей толщины, затем производят их вулканизацию под прессом, во время которой эталон вдавливается в разогретую, размягченную резиновую массу. Для отделения эталона пресс-форму необходимо разрезать, что является недостатком этого метода. Восковую модель получают путем заливки резиновых пресс-форм воском в инжекционной установке. Перед запрессовкой пресс-форму тщательно очищают и смазывают эвкалиптовым маслом или водно-глицериновым раствором. Запрессовку модельного состава (воска) в пресс-форму производят при температуре 60 — 85 °С и давлении 2 — 15 Па. После запрессовки пресс-форму в течение 1 — 1,5 мин охлаждают в холодильнике. Готовые модели напаивают в виде елочки вокруг воскового стояка. «Елки» из воска ставят на резиновое основание. Сборный модельный блок обезжиривают в спирте или четыреххлористом углероде и просушивают в естественных условиях. Для обезжиривания можно использовать и мыльный раствор, промыв затем блок в холодной воде и обсушив его в естественных условиях. Последнее время, для материалов модели используют парафин с добавкой 5 полиэтилена при температуре 80° под давлением.
Литейные формы
Литейные формы изготовляют из огнеупорной формовочной смеси на вибровакуумной установке. Операцию выполняют в таком порядке: раствор из формовочной смеси и дистиллированной воды (0,3 — 0,4 л на 1 кг смеси) тщательно перемешивают, а затем для удаления воздуха вакуумируют в течение 2 — 3 мин при давлении не более 0,075 Па; одновременно в металлические опоки устанавливают модельные блоки.
Опоки затем помещают в установку, заливают формовочной смесью и вакуумируют 2 — 3 мин при давлении не выше 0,075 Па .
Через 40 — 60 мин, когда формовочная смесь затвердеет, с опок снимают резиновые уплотнители, а формовочную смесь подрезают на торцах литейной формы; поместив затем литейную форму в сушильный шкаф и выдержав ее там в течение 1 — 3 ч при температуре 90 — 100 °С, выплавляют модельный состав. Воск обычно собирают в поддон из нержавейки, помещенный на дно муфельной печи , поддон вынимают, воск используют повторно.
После выплавления модельного состава литейные формы прокаливают в прокалочных печах по особым режимам: нагрев от 20 до 150 °С в течение 0,5 ч, выдержка при температуре 150 °С в продолжение 3 ч; нагрев от 300 до 700 °С в течение 3 ч, выдержка при температуре 750 °С в течение 3 ч.
Отливкa
Отливки получают следующим образом: прокаленные литейные формы заливают расплавленным металлом на установках для центробежного литья или установках «Вакуум-металл».
Температура заливки для сплавов СрМ 875, СрМ 916, ЗлСрМ585-80, ЗлСр750-150 — 400…580 °С, а для сплава ЗлМНЦ-750 — 500…600 °С.
Литейные формы, залитые сплавами золота и серебра, охлаждают в воде, а залитые сплавом ЗлМНЦ — в естественных условиях. После охлаждения отливки выбивают из литниковых форм, очищают от формовочной смеси , а затем отбеливают.
Виды литья и технология
В наше время существует много видов литья. Наиболее распространенные виды литья — в земляные формы, по выплавляемым моделям, в оболочковые формы, в металлические формы, под давлением.
Литье в земляные формы
Суть его заключается в том, что по модели изготовляют из формовочной смеси литейную форму, заполняемую металлом. Форма при извлечении скульптуры каждый раз разрушается. Модели могут быть изготовлены из гипса, дерева, пластмассы или металла. Практичны модели из пластмассы, но наиболее долговечны — из бронзы или алюминия.
Из-за литейной усадки модель делают обычно несколько большей величины. Надо учитывать также механическую обработку отливки и давать на нее припуск. По способу изготовления модели делятся на простые и разъемные. Простые не имеют поднутрений, не дающих снять форму. Разъемные модели состоят из двух частей, соединяющихся между собой шипами. До формовки модель собирается, а после отливки вынимается по частям. При пустотелой скульптуре на моделях делают специальные выступы, на которые опираются песчаные стержни, что и позволяет образовать полость.
Формы и стержни изготовляют из формовочной земли (песок и глина). При формовке крупной скульптуры количество глины увеличивают до 20 , при мелком литье — 12-15. От свойств формовочной смеси, ее пластичности, прочности, газопроницаемости, огнеупорности зависит и качество отливки.
Формовочные смеси бывают наполнительные и облицовочные. Облицовочная смесь прилегает непосредственно к скульптуре, наполнительная занимает весь остальной объем. Земляные формы приготовляют в специальных ящиках — опоках, которые придают форме нужную прочность при переноске и отливках. Формовку обычно проделывают в двух опоках, соединяемых штырями. Опоки (рамы) варятся из стали или отливаются из чугуна либо аалюминия и имеют внутри ребра для удержания формовочной смеси. При изготовлении форм применяются разнообразные инструменты: лопаты, совки, сита, трамбовки, счищалки, душники, деревянные молотки, кисти, щетки, гладилки, ланцеты и иглы. Чтобы форма хорошо отделилась от модели, ее припудривают ликоподием, толченым углем или графитом.
Изготовление земляной формы. Формовка происходит следующим образом: в опоку, установленную на подмодельную доску, кладут модель и пудрят ее ликоподием или угольным порошком. Во избежание пригорания земли опоку смазывают графитом. Облицовочную смесь насыпают сквозь мелкое сито, так, чтобы модель оказалась закрытой слоем 25-30 мм. Затем опоку засыпают наполнительной смесью, утрамбовывая ее слой за слоем. Поверхность выравнивают заподлицо с краями опоки и душником накалывают отверстия для выхода газов. Затем опоку перевертывают и на нее устанавливают вторую, в которую укладывают два бруска — модели литника и выпора для образования отверстий, куда заливают металл и через которые происходит выход газов. Потом все припыливают, засыпают смесью и утрамбовывают. Теперь можно снять верхнюю опоку и вынуть модель, прорезать отверстие из полости формы к литнику. При сложных моделях вместо подмодельной доски используют фальшивую опоку, не применяющуюся в процессе литья.
Кусковая форма. Самая трудоемкая работа — изготовление кусковой формы скульптурного литья. При кусковой формовке модель обкладывают кусками уплотненной земли, образующей форму, и все это как бы заключают в две полусферы верхней и нижней опок. Это дает возможность изъять модель из формы, не разрушив ее, поскольку каждый кусок формы, имеющий вид усеченной пирамиды, снимается отдельно. Весь этот процесс требует осторожности и навыка, поскольку куски могут быть легко повреждены. При изготовлении отдельных уникальных вещей способом кусковой формовки стержень для образования полости внутри скульптуры может быть сделан сразу же в форме. Для этого опоку с готовой кусковой формой обрабатывают ликоподием и засыпают формовочной землей. Эту землю осторожно уплотняют руками. Изготовленный из проволоки каркас обмазывают глиной и укладывают так, чтобы концы его касались борта формы. Затем горкой насыпают смесь в виде выемки второй опоки. Припыливают ликоподием полость второй опоки, перевертывают ее и накладывают на первую. Вновь немного насыпают земли и снова опокой уплотняют ее. Затем ланцетом снимают слой, равный толщине стенки будущей скульптуры. Срез будет равномерным, если предварительно вся поверхность наколота иглой на одинаковую глубину. Стержень просушивают и фиксируют внутри формы.
Литье по выплавляемым моделям
Это литье применяется давно. Модель после формовки выплавляется из формы, что дает чистоту отливке и возможность избежать множества кусков. Наиболее распространены сейчас два способа отливки в зависимости от величины отливаемых изделий (кроме литья очень крупной скульптуры). Один из этих способов называется точным литьем. При отливке небольшим тиражом пресс-формы делаются из гипса.
Материалом для модели служат легкоплавкие смеси из воска, парафина и стеарина. Если модель отливается по частям, то части ее соединяются с помощью нагретого лезвия ножа.
Материалом для огнеупорного блока может быть смесь (раствор) молотого кварца. В эту смесь погружают модель, которую затем обсыпают сухим кварцевым песком. Процесс повторяется несколько раз, до тех пор, пока толщина кварцевого покрытия не будет не менее 3-5 мм. Модельный состав (воск, парафин) выплавляют, введя блок в горячую воду или в сушильный шкаф при температуре до 180°. Оболочку ставят воронкой вверх в опоку и засыпают шамотным порошком. Верх и низ опоки заливают жидким стеклом. Эти предосторожности необходимы для укрепления тонкой и хрупкой оболочки. После выплавления воска форма прокаливается в печи при температуре 800-900° в течение 3-4 часов.
Отливка будет более качественной при литье в нагретую форму. После того как оболочка остынет на воздухе, ее разрушают легкими ударами, а остатки удаляют при кипячении в слабом растворе щелочи.
Литье в оболочковые формы. На чугунную модельную плиту, нагретую до 350°, насыпают кварцевый песок, перемешанный с пульвербакелитом, затвердевающим при этой температуре. Плита нагревает слой и как бы обволакивается затвердевшей смолой. Две готовые полуформы соединяют, вставив внутрь стержень, сделанный из этого же материала. При закладке в опоку форму засыпают кварцевым песком, а после отливки разрушают.
Литье в формы из металла
В наши дни литье в формы из металла практикуется очень широко. Основная его особенность — большое число отливок с сохранением формы. По сравнению с земляной формой оно дает очень чистую поверхность отливок, очень большую точность Однако целесообразно оно лишь при массовом производстве из-за трудоемкости изготовления формы (кокиля), требующей точной подгонки. Кокиль делается из чугуна или стали. Для скульптурных изделий кокиль составляется из нескольких частей. При полукокильном литье стержень приготовляется из песчаной смеси и выдерживает отливки из таких тугоплавких металлов, как бронза и чугун.
Литье под давлением в металлические формы применяется при работе с легкоплавкими сплавами. Расплавленный металл заливается в кокиль под давлением, что обеспечивает высокую точность отливки и минимально тонкие стенки. Применяется литье под давлением при отливках небольших, но сложных по форме вещей, например в ювелирном деле.