
Восстановление резьбовых поверхностей спиральными вставками
Восстановление резьбовых поверхностей спиральными вставками
Дефекты резьбовых отверстий восстанавливают несколькими способами: нарезанием резьбы ремонтного размера, заваркой отверстия с последующей обработкой и нарезанием резьбы
Рис. 83. Спиральная резьбовая вставка (а) и ее установка в отверстие детали (б) прежнего размера, постановкой дополнительной детали (резьбового ввертыша или спиральной вставки).
Рекламные предложения на основе ваших интересов:
Рис. 84. Комплект приспособлений для ремонта резьбовых отверстий спиральными вставками:
1 — коробка, 2 — метчик М 1 2Х1.5Д-2-1, 3 — бородок, 4 — сверло, 5 — метчик М 1 2Х1 . 5 Д-2 -1 1, 6 — ключ, 7 — спиральны’ резьбовые вставки
Проще всего отремонтировать отверстие первым способом, который включает в себя следующие операции: рассверливание отверстия до снятия старой резьбы, нарезание в отверстии резьбы ремонтного размера. Но ремонт таким способом приведет к нарушению взаимозаменяемости, поэтому он не всегда может быть применен. Ремонт резьбовых отверстий постановкой ввертыша также не всегда применим, поскольку поставить ввертыш невозможно в тех случаях, когда толщина стенки вокруг отверстий слишком мала.
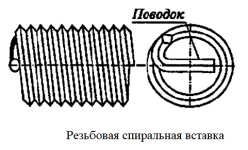
Более перспективный способ ремонта резьбовых отверстий — спиральными пружинящими вставками. Вставка представляет собой пружиняющую спираль, изготовленную из проволоки ромбического сечения (рис. 83). На конце спирали загнут технологический поводок, с помощью которого вставку заворачивают в предварительно подготовленное отверстие.
Для ремонта резьбовых отверстий спиральными вставками выпускается специальный комплект (рис. 84), в который кроме вставок входит инструмент: сверла, специальные метчики, ключи для заворачивания вставок, бородки для срубания технологического поводка.
Выполнение операций при ремонте отверстий спиральными вставками не представляет особой сложности. Дефектное отверстие рассверливают, нарезают в нем резьбу под спиральную вставку и с помощью специального ключа вворачивают ее в отверстие, пока последний виток вставки не окажется на 0,5 ниже уровня основной поверхности. После этого в отверстие вставляют бородок и срубают технологический поводок.
Так как в свободном состоянии наружный диаметр вставки несколько больше диаметра ремонтируемого отверстия, то после заворачивания в резьбовое соединение вставка находится в напряженном состоянии и удерживается в отверстии достаточно прочно.
Практика восстановления деталей показала, что ремонт дефектных резьбовых отверстий с помощью спиральных резьбовых вставок эффективен и целесообразен для резьбовых отверстий в корпусных деталях. Исключением являются сильно изношенные резьбовые отверстия, диаметр которых больше наружного диаметра вставки.
Ремонт резьбовых отверстий в деталях способом постановки спиральных резьбовых вставок по сравнению с ремонтом с помощью резьбовых втулок (ввертышей) при нарезании новой (ремонтной) резьбы повышает износостойкость резьбовых соединений, исключает возможность заедания ввертываемых деталей, значительно повышает производительность труда и снижает стоимость ремонта.
Ремонт трещин фигурными вставками состоит из следующих операций: очистки и мойки корпусных деталей; дефектации корпусных деталей; подготовки паза под фигурную вставку; установки фигурной вставки в паз; зачистки отремонтированного участка, контроля качества ремонта.
Трещины в корпусных деталях ремонтируют двумя видами фигурных вставок: стягивающими и уплотняющими.
При ремонте трещин уплотняющими фигурными вставками сначала готовят паз. Отступив от конца трещины в сторону ее продолжения на 4… 5 мм, просверливают отверстия диаметром 4,6 мм на глубину 3,5 мм, устанавливают в просверленное отверстие фиксатор специального кондуктора и сверлят в сторону расположения трещины следующие отверстия диаметром 4,6 мм на глубину 3,5 мм. Затем переставляют фиксатор кондуктора во вновь просверленное отверстие и сверлят следующие отверстия того же размера.
Через каждые пять отверстий сверлят поперек трещины с обеих сторон по два отверстия.
Перед установкой фигурных вставок в паз их торцовые и 5-834 боковые поверхности смазывают эпоксидным клеем и затем расклепывают.
Рис. 85 Ремонт трещин фигурной вставкой:
а — вставка, б — удаление перемычек при изготовлении фигурного паза; 1 — пробойник, 2 — фигурный паз, 3 — деталь, 4 — трещина
Технологический процесс ремонта головок цилиндров, которые имеют трещины шириной до 0,3 мм и глубиной проникания в стенки клапанных гнезд до 25 мм, расположенные в перемычках между клапанными гнездами, а также между клапанными гнездами и гнездом под камеру сгорания, состоит из следующих операций: дефектации с применением лупы пятикратного увеличения или испытания на гидравлическом стенде при давлении 0,4 МПа в течение 3 мин; сверления по кондуктору перпендикулярно трещине в отверстии (рис. 85) диаметром 3,5+0,08 мм с шагом 4,2+005 мм на глубину 10 мм, удаления перемычки между отверстиями пробойником.
Слесарно-механические способы ремонта и восстановления деталей
Слесарно-механические способы – это значительная часть операций, направленных на восстановление деталей, имеющих дефекты. Как правило, устранение их не требует сложного, точного, дорогостоящего ремонтно-технологического оборудования. Дефекты, устраняемые слесарно-механическими способами: обрыв части детали при скручивании, трещины, изломы, износ режущей части рабочих органов, износ и повреждение резьбы, износ лысок, отверстий под штифты, пазов и прочее.
Указанные дефекты устраняются способами ремонтных размеров, приваркой компенсационной части взамен изношенной, резьбовыми и фигурными вставками, приваркой добавочных элементов.
Способ ремонтных размеров. Одна из соединяемых деталей (как правило, сложная и дорогостоящая, например, вал) обрабатывается до заданного ремонтного размера. Другая деталь (более простая и дешёвая, например, втулка) заменяется новой, соответствующего размера. Соединению возвращается посадка (первоначальный натяг либо зазор), но детали будут иметь отличные от первоначальных размеры.
Ремонтные размеры могут быть стандартными и свободными. Применение метода стандартных ремонтных размеров предполагает обработку одной из деталей на ремонтный размер, другая деталь заменяется на новую.
Восстановление и ремонт резьбовых поверхностей. Способы восстановления повреждённой либо изношенной резьбы:
— постановка резьбовых спиральных вставок;
— нарезание резьбы ремонтного размера;
— наплавка с последующей механической обработкой и нарезанием резьбы нормального размера.
Комплект приспособлений ПИМ-5331 используется для восстановления резьбы в отверстиях путём постановки спиральных вставок [рис. 1].
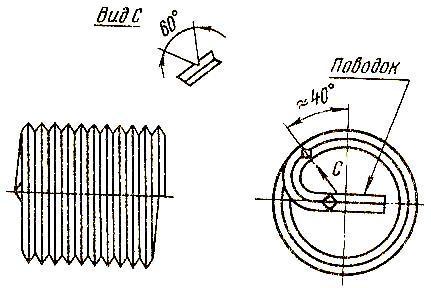
Рис. 1. Резьбовая спиральная вставка.
Технология данного способа включает в себя:
— рассверливание резьбового отверстия на больший диаметр,
— нарезание резьбы в отверстии под резьбовую вставку,
— ввёртывание спиральной вставки в отверстие детали (при помощи монтажного ключа);
— удаление технологического поводка у вставки (при помощи специального бородка, входящего в комплект ПИМ-5331);
— контроль восстановленной резьбы.
Ввёрнутая резьбовая вставка должна утопать на глубину 0,5-1,0 мм от поверхности.
Постановкой резьбовых вставок увеличивается надёжность резьбовых соединений, особенно в деталях из алюминия и чугуна.
В стальных и алюминиевых деталях изношенные резьбовые соединения возможно полностью заварить и обработать на нормальный размер.
Заделка трещин фигурными вставками. Двумя видами фигурных вставок – уплотняющими и стягивающими, устраняются трещины в корпусных деталях [рис. 2].
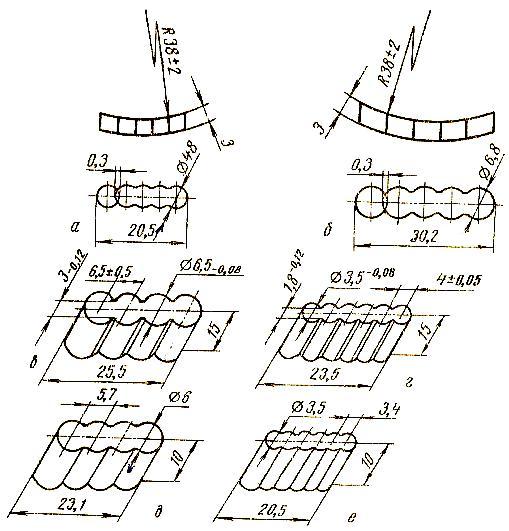
Рис. 2. Фигурные вставки.
а) – Уплотняющие вставки;
б) – Уплотняющие вставки;
в) – Стягивающие вставки;
г) – Стягивающие вставки;
д) – Стягивающие вставки;
е) – Стягивающие вставки.
Уплотняющие фигурные вставки. Вставки диаметром 4,8 мм применяются для тонкостенных деталей, а для деталей, имеющих толщину стенок 12-18 мм, используются вставки диаметром 6,8 мм.
При подготовке детали сначала её промывают, проверяют на наличие трещин, затем разделывают фигурный паз.
Для того чтобы установить уплотняющую фигурную вставку сначала в пазу засверливается отверстие (диаметр отверстия 4,8 либо 6,8 мм) на глубину 3,5 либо 6,5 мм за пределами конца трещины на расстоянии 4-5 либо 5-6 мм соответственно. Далее последовательно вдоль трещины просверливаются такие же отверстия, используя специальный кондуктор. Кондуктор переставляется и каждый раз фиксируется по просверленному отверстию. Аналогичные отверстия сверлят и поперёк трещины – по два отверстия с каждой стороны, через каждые пять отверстий [рис. 3].
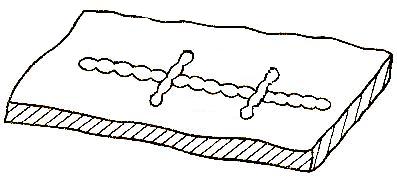
Рис. 3. Постановка уплотняющих и стягивающих вставок.
В изготовленные пазы устанавливаются и расклёпываются фигурные вставки [рис. 2 а, б] и вдоль трещин, и поперёк. Предварительно они смазываются эпоксидным составом. Вставки, имеющие диаметр 6,8 мм устанавливаются в отверстие в два ряда.
Стягивающие фигурные вставки. В деталях просверливается по кондуктору (перпендикулярно трещине) 4 или 6 отверстий (по 2 либо 3 отверстия с каждой стороны) диаметром, соответствующим диаметру вставки [рис. 2 в, г, д, е] с шагом, большим на 0,1-0,3 мм (в зависимости от конструкции и глубиной 15 мм). Перемычка между пластинами удаляется при помощи специального пробойника в виде пластины толщиной 1,8 либо 3,0 мм в зависимости от размеров вставки. Фигурная вставка запрессовывается в изготовленный паз и расклёпывается. Далее поверхность зачищается опиливанием либо обрабатывается переносным вращающимся абразивным кругом.
Постановка дополнительных элементов либо замена изношенной части детали. Для устранения дефекта в некоторых деталях целесообразно провести удаление изношенной части и приварить на её место компенсационные элементы. Восстанавливаемая деталь с новыми элементами соединяется методом сварки трением, под слоем флюса, в среде газа и прочее. При этом компенсационная часть детали может быть изготовлена из более прочного и износостойкого материала, чем исходная деталь.
Использование односторонне изношенных деталей. В процессе эксплуатации машин и агрегатов некоторые детали получают односторонний износ (оси натяжных колёс, шлицы валов, ведущие звёздочки, пальцы и втулки гусеничных полотен и прочее).
Допускается переставление парных деталей с одной стороны машины на другую. Симметричные детали можно использовать, перевернув их на 180 градусов. В несимметричных деталях следует изменить конструкцию для того, чтобы данная деталь могла работать при повороте на 180 градусов.
Volvo 850 ВольвоЖиви › Бортжурнал › Восстановление резьбы спиральными вставками в блоке цилиндров

Вначале огромная благодарность Матвею palodin !
Итак, после того как сорвало резьбу и я подергался некоторое время в судорогах, было решено заказывать из Москвы набор для восстановления резьбы www.mactak.ru/store/nabor…vleniya-rezbi-volkel-4021 за 2535 руб, ценник гуманный, но дальнейшее — это нечто.

Точнее отправка в Казахстан транспортной компанией КИТ была похожа на круги ада. С магазина требовали хуеву тучу бумажек для оформления отправки от юрлица физлицу, якобы всякие таможенные документы и очистки. И это в таможенном союзе, мля. В итоге через чтото около трех недель я плюнул на КИТ (которым такто пользовался три года) и созданный ими геморрой и попросил менеджера отправить мне СДЭКом, которые справились с задачей за 4 дня, их цена доставки стоила того(совсем немного дороже КИТа)! Честно, во время попытки отправки через КИТ у меня судороги от сорванной резьбы не то что не прекращались — они усилились, зима близко, снег скоро, а машина второй месяц ждет небольшую посылку, при том что ремонт начался вообще летом. Так что КИТу огромный минус в карму.

В общем худо бедно пришла моя посылка, на дворе солнышко, бабье лето в разгаре, и я приступил к нарезке резьбы. И вот тут друзья мои, я хотел бы сразу уберечь вас от некоторых ошибок. Обязательно залепить блок малярным скотчем, ибо стружки будет немеряно, используйте сало-жир для метчика. Если у вас резьба как у нас — начинается гдето глубоко (в некоторых моторах резьба начинается заподлицо с плоскостью, в вольво — она глубоко внутри), используйте специальный инструмент для вворачивания вставок, не надо пользоваться инструментом из набора. Там специальное стопорное кольцо, которое не зря придумано. Иначе будет очень больно и обидно.

Либо берете специальный инструмент для установки вставки в глубокие колодцы либо изготавливаете из старого болта по образцу.

Вся процедура производится очень быстро, к примеру после первой восстановленой резьбы, при сборке, у меня сорвало соседний болт. Так вот, второй болт я восстановил где то за 2 часа, с очисткой отверстия от стружки.
Затяжку производил штатными моментами по мануалу, все ок. Езжу уже вторую неделю (350км), тоже все ок.
Данный способ рекомендую, по нескольким причинам. Во первых с данным набором вы нарезаете М14, а ввертышь от токаря будет следующего размера — М16. Т.е. так вы экономите один ремонтный размер. Сами резьбовые вставки поштучно стоят чтото около 50-100р, что гораздо дешевле токарных ввертышей (один ввертышь мне обойдется в 200р, плюс набор метчиков М16 чтото около 1000р + сверло хз сколько = данный набор практически дешевле получается). Технология ремонта крайне простая.
Восстановление резьбовых поверхностей спиральными вставками
Один из способов восстановления изношенной или поврежденной резьбы — это установка резьбовой спиральной вставки. Эти вставки увеличивают надежность резьбовых соединений деталей, особенно изготовленных из алюминия и чугуна. Спиральные вставки изготавливают из коррозионно-стойкой проволоки ромбического сечения в виде пружинящей спирали (рис. 6).
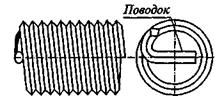
Рисунок 6 — Резьбовая спиральная вставка
Технологический процесс восстановление резьбовой поверхности включает:
-рассверливание отверстия с применением накладного кондуктора и снятие фаски (1×45°). Смещение осей отверстий не более 0,15 мм, перекос осей отверстий не более 0,15 мм на длине 100 мм;
-нарезание резьбы в рассверленном отверстии детали. Скорость резания 4. 5 м/мин, частота вращения 60…80 мин -1 ;

Рисунок 7 — Установка резьбовой вставки:
а — в монтажный инструмент; б — в резьбовое
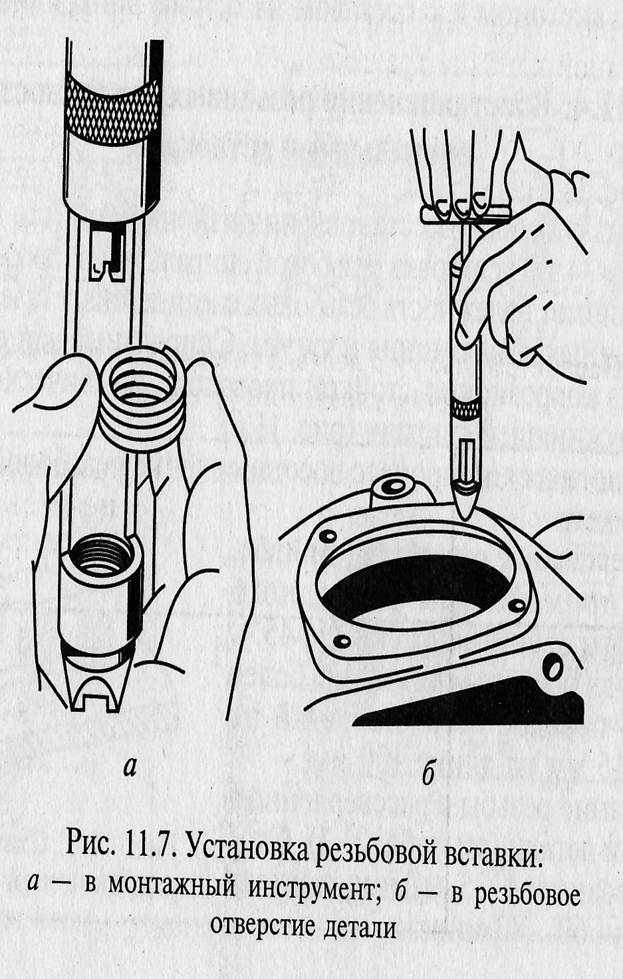
-установка резьбовой вставки в деталь: установить резьбовую вставку в монтажный инструмент (рис. 7, а);ввести стержень инструмента в резьбовую вставку так, чтобы ее технологический поводок вошел в паз нижнего конца стержня; завернуть вставку в отверстие наконечника инструмента, а затем с помощью инструмента в резьбовое отверстие детали (рис. 7, б);вынуть инструмент и удалить (посредством удара бородка) технологический поводок резьбовой вставки;
-контроль качества восстановления резьбы с помощью «проходного» и «непроходного» калибра или контрольного болта. При контроле резьбовая вставка не должна вывертываться вместе с калибром (контрольным болтом).
Проходной калибр, завернутый на всю длину вставки, не должен отклоняться более чем на 0,5 мм в любую сторону. Непроходной резьбовой калибр соответствующего размера не должен ввертываться в установленную в деталь вставку. Резьбовая вставка должна утопать в резьбовом отверстии не менее чем на один виток резьбы. Выступание ее не допускается.
Для выявления нецилиндричности (овальности, конусности) гильзы цилиндра производится измерение цилиндра в нескольких поясах по высоте в двух взаимно перпендикулярных направлениях с помощью индикаторного нутромера.
Установка нутромера на ноль при измерении диаметра цилиндров производится с помощью калибра. (рис. 8).

Рисунок 8 — Тарировка нутромера
Глубина поясов замера , рекомендуемые ремонтные размеры двигателя ВАЗ-2106 приведены в таблицах 1,2.
Таблица 1 — Пояса для замеров цилиндров двигателей.
| № Пояса замера | Глубина пояса замера от верхней плоскости блока (гильзы) цилиндров двигателей, мм, моделей | ||
| ВАЗ-ВАЗ- | МеМЗ- | ВАЗ-2105 – | УЗАМ — 331 -412 |
| 5 — 5 | |||
| 15 — 15 | |||
| 45 — 45 | |||
| 80 — 80 | — |
Номинальный диаметр цилиндров79,99-80 мм, допустимая овальность цилиндров-0,15 мм, допустимая конусность цилиндров-0,16 мм.
Таблица 2 — Ремонтные размеры двигателя ВАЗ-2106,мм
| 80,4 | 80,8 | 81,2 | 81,6 |
Проведение замеров выполняется в четырёх поясах и двух плоскостях каждого цилиндра, с последующим занесением результатов в таблицы.
Расчёт основных показателей:
а) Расчет нецилиндричности (овальности и конусности), мм:
 , (1)
, (1)
где Н-овальность, ДАi-диаметр гильзы, замеренной в i-ом поясе в плоскости А,  Двi; — диаметр гильзы замеренной в i — ом поясе в плоскости В.
Двi; — диаметр гильзы замеренной в i — ом поясе в плоскости В.
Конусность между каждыми двумя поясами вычисляется по формулам:
(обмер произведен параллельно оси коленчатого вала)
 (2)
(2)
(обмер произведен перпендикулярно к оси коленчатого вала)
 (3)
(3)
где индексы 1 и 2 соответствуют поясам, в которых производились измерения диаметров и между которыми измеряется конусность.
Общая конусность по длине цилиндра
 (4)
(4)
 (5)
(5)
 (6)
(6)
где D max и D min соответственно наибольший и наименьший диаметр замеренные в данной плоскости.
Величина общего износа гильзы, мм:
 (7)
(7)
где: Dimax — max диаметр всех замеренных гильз данного блока (мм),
Do — диаметр гильзы начала эксплуатации.
Если δi > 0,15 мм, то цилиндры следует расточить под следующий ремонтный размер, или провести замену гильз
Содержание отчёта:
-результаты внешнего осмотра блока цилиндров двигателя;
-результаты проведенных замеров и перечень обнаруженных дефектов;
-технологический процесс ремонта блока.
Контрольные вопросы
1. Как установить ремонтный размер, под который следует расточить цилиндры блока?
2. В каком поясе износ цилиндров будет больше и почему?
3. Чем может быть вызвано нарушение обычного характера износа цилиндров?
4. Какие преимущества и недостатки имеют блоки цилиндров выполненные из чугуна и алюминия?
5. Какие характерные дефекты возникают при эксплуатации блоков? Методы их устранения.
11.4. Восстановление резьбовых поверхностей
спиральными вставками
Один из способов восстановления изношенной или поврежденной резьбы — это установка резьбовой спиральной вставки. Эти вставки увеличивают надежность резьбовых соединений деталей, особенно изготовленных из алюминия и чугуна. Спиральные вставки изготавливают из коррозионно-стойкой проволоки ромбического сечения в виде пружинящей спирали (рис. 11.6).
Технологический процесс восстановление резьбовой поверхности включает:
рассверливание отверстия (см. табл. 21.3) с применением накладного кондуктора и снятие фаски (1×45°). Смещение осей отверстий не более 0,15 мм, перекос осей отверстий не более 0,15 мм на длине 100 мм;

нарезание резьбы в рассверленном отверстии детали (см. табл. 21.3). Скорость резания 4. 5 м/мин, частота вращения 60. 80 мин -1
установка резьбовой вставки в деталь: установить резьбовую вставку в монтажный инструмент (рис. 11.7, а); ввести стержень инструмента в резьбовую вставку так, чтобы ее технологический поводок вошел в паз нижнего конца стержня; завернуть вставку в отверстие наконечника инструмента, а затем с помощью инструмента в резьбовое отверстие детали (рис. 11.7, б); вынуть инструмент и удалить (посредством удара бородка) технологический поводок резьбовой вставки;
контроль качества восстановления резьбы с помощью «проходного» и «непроходного» калибра или контрольного болта. При контроле резьбовая вставка не должна вывертываться вместе с калибром (контрольным болтом).

Рис. 11.6. Резьбовая спиральная вставка
Проходной калибр, завернутый на всю длину вставки, не должен отклоняться более чем на 0,5 мм в любую сторону. Непроходной резьбовой калибр соответствующего размера не должен ввертываться в установленную в деталь вставку. Резьбовая вставка должна утопать в резьбовом отверстии не менее чем на один виток резьбы. Выступание ее не допускается.

Рис. 11.7. Установка резьбовой вставки: а — в монтажный инструмент; б — в резьбовое
Отверстие детали
11.5. Восстановление посадочных отверстий свертными втулками
Восстанавливают свертными втулками посадочные отверстия под подшипники качения. Технологический процесс включает в себя следующие операции:
изготовление заготовки свертной втулки. Заготовки свертных втулок получают резкой стальной ленты на полосы шириной Н и длиной L = / + 3. 5 мм. Толщина ленты зависит от износа детали (табл. 11.1). Длина и ширина заготовки свертной втулки равны
где / — длина заготовки свертной втулки, мм; dmdX — максимальный диаметр расточенного отверстия, мм; X — номинальная толщина ленты (табл. 11.1), мм; 8 — допуск на толщину ленты, мм; Я — ширина заготовки свертной втулки, мм; В — ширина восстанавливаемой поверхности, мм; |/ — величина относительной осевой деформации (числовые значения приведены в табл. 11.1);
свертывание втулки из заготовки путем ее сгиба на специальных приспособлениях. После свертывания втулки с одного из ее торцов снимают фаску;
подготовка ремонтируемого отверстия под свертную втулку: растачивание отверстия; нарезка на обработанной поверхности винтообразной канавки треугольного профиля;
установка втулки в ремонтируемое отверстие с помощью специальной оправки, которая крепится в пиноли задней бабки токарного станка (рис. 11.8);
Восстановление резьбовых поверхностей спиральными вставками
Один из способов восстановления изношенной или повреждённой резьбы – это установка резьбовой спиральной вставки. Эти вставки увеличивают надежность резьбовых соединений деталей. Спиральные вставки изготавливают из коррозионно-стойкой проволоки
Технологический процесс восстановление резьбовой поверхности включает:
- рассверливание отверстия с применением накладного кондуктора и снятие фаски (1×45°).
- нарезание резьбы в рассверленном отверстии детали;
- установка резьбовой вставки в деталь: установить резьбовую вставку в монтажный инструмент; ввести стержень инструмента в резьбовую вставку так, чтобы ее технологический поводок вошел в пазнижнего конца стержня; завернуть вставку в отверстие наконечника инструмента, а затем с помощью инструмента в резьбовое отверстие детали; вынуть инструмент и удалить (посредством удара бородка) технологический поводок резьбовой вставки;
- контроль качества восстановления резьбы с помощью «проходного» и «непроходного» калибра или контрольного болта. При контроле резьбовая вставка не должна вывертываться вместе с калибром (контрольным болтом).
- Проходной калибр, завернутый на всю длину вставки, не должен отклоняться более чем на 0,5 мм в любую сторону. Непроходной резьбовой калибр соответствующего размера не должен ввертываться в установленную в деталь вставку. Резьбовая вставка должна утопать в резьбовом отверстии не менее чем на один виток резьбы. Выступание ее не допускается
5. Восстановление посадочных отверстий свертными втулками.
Восстанавливают свертными втулками посадочные отверстия под подшипники качения. Технологический процесс включает в себя следующие операции:
- изготовление заготовки свертной втулки. Заготовки свертных втулок получают резкой стальной ленты на полосы. Толщина ленты зависит от износа детали.
- свертывание втулки из заготовки путем ее сгиба на специальных приспособлениях. После свертывания втулки с одного из ее торцов снимают фаску;
- подготовка ремонтируемого отверстия под свертную втулку: растачивание отверстия; нарезка на обработанной поверхности винтообразной канавки треугольного профиля;
- установка втулки в ремонтируемое отверстие с помощью специальной оправки, которая крепится в пиноли задней бабки токарного станка
- раскатка втулки специальным раскатником
- обработка фаски в соответствии с чертежом на новую деталь.


| | | следующая лекция ==> | |
| Заделка трещин в корпусных деталях фигурными вставками | | | Система подготовки социальных работников в России и за рубежом |
Дата добавления: 2014-01-07 ; Просмотров: 1135 ; Нарушение авторских прав?
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Сайт о внедорожниках, SUV, автомобилях повышенной проходимости
Один из способов восстановления изношенной или поврежденной резьбы — это установка резьбовых спиральных вставок. Эти резьбовые спиральные вставки изготавливают из коррозиестойкой проволоки ромбического сечения в виде пружинящей спирали.
Применение резьбовых спиральных вставок для восстановления резьбовых поверхностей, технологические рекомендации по установке резьбовых спиральных вставок.
Технологический процесс восстановления изношенной или поврежденной резьбовой поверхности включает в себя:
— Рассверливание отверстия с применением накладного кондуктора и снятие фаски (1х45 градусов). Смещение осей отверстий должно быть не более 0,15 мм. Перекос осей отверстий должен быть не более 0,15 мм на длине 100 мм.
— Нарезание резьбы в рассверленном отверстии ремонтируемой детали. Скорость резания в пределах 4-5 м/мин. Частота вращения в пределах 60-80 об/мин.
— Непосредственная установка резьбовых спиральных вставок в ремонтируемую деталь включает в себя следующие операции:
1. Установить резьбовую вставку в монтажный инструмент.
2. Ввести стержень монтажного инструмента в резьбовую вставку так, чтобы ее технологический поводок вошел в паз нижнего конца стержня.
3. Завернуть резьбовую вставку сначала в отверстие наконечника монтажного инструмента, а затем с помощью инструмента в резьбовое отверстие ремонтируемой детали.
— Вынуть монтажный инструмент и удалить (например посредством удара бородка) технологический поводок резьбовой спиральной вставки.
— Контроль качества восстановления резьбы непосредственно в ремонтируемой детали производится с помощью проходного и непроходного калибра или контрольного болта соответствующего размера и шага резьбы. При контроле резьбовая спиральная вставка не должна вывертываться вместе с калибром или контрольным болтом.
Внешний вид резьбовых спиральных вставок для восстановления резьбовых поверхностей.
Технологические рекомендации по установке резьбовых спиральных вставок.

Установка резьбовых спиральных вставок при восстановлении резьбовых поверхностей.
Проходной калибр или контрольных болт, завернутый на всю длину резьбовой спиральной вставки, не должен отклоняться более чем на 0,5 мм в любую сторону. Не проходной резьбовой калибр соответствующего размера не должен ввертываться в резьбовую спиральную вставку, установленную в ремонтируемую деталь. Резьбовая спиральная вставка должна утопать в резьбовом отверстии ремонтируемой детали не менее чем на один виток резьбы. Выступание ее наружу не допускается.
По материалам книги «Ремонт военной автомобильной техники».
Тарасенко П.Н.
Восстановление резьбы
Резьбовые соединения на сегодняшний день получили самое широкое распространение. Они применяются в различных отраслях промышленности. В процессе эксплуатации рабочая часть резьбы может повредится, в результате чего снижается прочность и надежность. Существует довольно большое количество различных способов восстановления поврежденной рабочей части, все они характеризуются своими определенными особенностями.

Технология восстановления внутренней и наружной резьбы
Сегодня восстановитель резьбы применяется при работе крайне редко. Чаще всего применяются распространенные инструменты:
- Сверло применяется для изменения размеров отверстия.
- Метчик и плашка предназначены для непосредственного нарезания витков. Они обходятся недорого, зачастую используются для нарезания новой поверхности, но могут и при восстановлении поврежденной.
- Шпиндель или инструмент для вворачивания вставки. Он характеризуется тем, что рабочая часть напоминает резьбовую, на торце есть специальный зацеп.
- Вставка ремонтная, представленная спиралью ромбовидной формы. На одном конце сделали поводок, за счет которого осуществляется его вращение за счет соединения со шпинделем.

Кроме этого, некоторые технологии предусматривают использование эпоксидного клея, холодной сварки или других материалов. Выбор проводится в зависимости от конкретного случая
Способ восстановления резьбы
Каждый способ восстановления резьбы подходит для конкретного случая. Примером можно назвать использование эпоксидного клея, который может восстановить несущественное повреждение витков.
Если можно изменить размеры отверстия, то используется метчик. Он подбирается в зависимости от параметров уже имеющихся витков.
Рассматриваемый инструмент предназначен для получения витков на металле.
В некоторых случаях увеличить диаметр нельзя, тогда применяется ввертыш. Подобное приспособление цилиндрической формы имеет снаружи и внутри витки с нужным шагом.

В некоторых случаях повреждение представлено отверстием, которое можно за плавить сваркой. После этого также проводится восстановление резьбы при использовании наиболее подходящего инструмента.
Применение эпоксидного клея
При использовании эпоксидного клея можно существенно ускорить процесс восстановления резьбы. Среди особенностей восстановительной работы отметим следующие моменты:
- Отверстие заполняется специальным веществом, после чего немного нужно подождать, пока оно затвердеет.
- Болт вкручивается для формирования требуемой поверхности, после чего вещество застывает.
Подобный метод не подходит для случая, когда крепежные изделия используются при условии высоких нагрузок или вибрации. Это связано с тем, что полимер после застывания не образует прочной и твердой поверхности.
Холодная сварка
Вместо полимерного клея может применяться холодная сварка. Она также наносится в виде пасты, после застывания образуется прочная и твердая поверхность. Процесс восстановления следующий:
- Перемешиваются оба компонента для получения требуемой пасты.
- Пастой заполняется поврежденная поверхность, после чего нужно подождать немного.
- Вкручивается болт.

Холодная сварка может выдерживать достаточно большую нагрузку, но при этом проста в применении и обходится дешево.
С применением метчика для нарезания резьбы
Метчик применяется для нарезания канавок, за счет которых и образуется требуемая геометрия. Рассматриваемый инструмент состоит из двух частей, может классифицироваться по большому количеству признаку. К особенностям проводимой работы отнесем следующие моменты:
- Инструмент смазывается маслом. За счет этого упрощается процесс образования витков.
- При работе на три оборота по ходу приходится 1,5 оборота в обратном направлении. Это делается для того, чтобы удалить стружку с зоны резания.
- Инструмент должен быть расположен строго вертикально поверхности.
- После образования требуемой поверхности используется контрольный болт. Первый проход может быть под небольшой нагрузкой, но после проблем возникать не должно.
На образование витков уходит относительно небольшое количество времени. При этом можно получить качественную и надежную резьбу, которая прослужит в течение длительного периода.
С использованием ввертыша
При применении ввертыша отверстие высверливается подходящих сверлом, после этого подбирается метчик соответствующего диаметра. В отверстие устанавливается ввертыш, верхняя часть при необходимости срезается.

Ввертыш для восстановления резьбы
После этого керном на границе наносятся засечки. Это делается для того, чтобы ввертыш не выкрутился из отверстия. В продаже встречаются самые различные варианты исполнения ввертышей, поэтому проблем с подбором не возникнет.
Сварка для восстановления резьбы
Для того чтобы заплавить отверстие на поврежденной поверхности можно применить сварку. Среди особенностей отметим следующие моменты:
- Могут применяться самые различные методы варки.
- Процесс восстановления может усложниться при большой длине отверстия.
- После заваривания отверстия проводится нарезание при использовании метчика.
Процесс достаточно прост, но полученные витки не смогут выдержать высокую нагрузку.
Применение футорок
Восстановить подобные крепежные элементы можно и при применении футорка. Этот вид резьбового соединения представляет собой втулку, которая имеет наружный большой диаметр и внутренний с меньшим размером.

Сфера применения футорков весьма большая. Примером можно назвать изготовление мебели или соединение различных труб, крепление спаренных колес.
В некоторых случаях, когда можно изменить диаметр соединения, футорок используется при повреждении витков.
Восстановление резьбы холодной сваркой
Холодная сварка сегодня применяется крайне часто. После застывания полученная паста становится прочной и твердой. Она применяется в нижеприведенных случаях:
- Соединение не подвергается вибрации.
- Оказываемая нагрузка невысокая.
- При восстановлении неответственных деталей.
При применении специальной пасты можно получить практически любую поверхность. Это связано с тем, что до полного застывания она находится в пластичном состоянии.
Выбор холодной сварки для резьбы
В продаже встречаются различные виды рассматриваемого вещества. При выборе учитываются следующие моменты:
- Рекомендуемая область применения.
- Особенности изготовления рабочей смеси.
- Условия эксплуатации: температура, влажность и некоторые другие моменты.

Восстановление резьбы холодной сваркой
Большинство вариантов исполнения представлены двумя компонентами, которые смешиваются для получения пасты. Стоит учитывать, что в пластичном состоянии вещество находится не долго.
Недостатки и преимущества
Каждый метод имеет свои достоинства и недостатки. Примером назовем следующее:
- Холодная сварка и полимеры могут использоваться в случае, когда нельзя изменить диаметр отверстия. Однако, получающиеся витки характеризуются низкой прочностью.
- Метчик используется только в случае, когда можно немного увеличить отверстие. При этом получаются качественные и прочные витки.
- Вкладыши позволяют расширить область применения режущего инструмента, но восстанавливаемая резьба также не рассчитана на большую нагрузку.
В целом можно сказать, что существует просто огромное количество способов восстановления крепежных элементов. Выбор проводится в зависимости от того, где оно используется и какая нагрузка оказывается.
Как восстановить резьбу: способы ремонта
Популярность резьбовых соединений объясняется простотой выполнения и прочностью крепления элементов конструкции между собой. Когда при повреждении витков замена детали невозможна, проводят восстановление резьбы. Так как восстанавливать резьбу можно разными способами выбирают тот, который сохраняет прочность соединения на прежнем уровне.

Способы восстановления резьбы
Для того, чтобы восстановить сорванную резьбу используют:
- эпоксидную смолу;
- холодную сварку;
- заваривание отверстий и нарезание новой резьбы;
- ввертыши;
- перенос на другое место, если изменение места крепления не влияет на надежность соединения;
- спиральные вставки;
- рассверливание отверстий для нарезки витков большего диаметра.
Технология восстановления холодной сваркой
Для восстановления резьбы холодной сваркой выпускаются полимерные составы с металлическими добавками. Процедура реставрации жидким двухкомпонентным клеем выполняется в следующей последовательности:
- достают из упаковки два тюбика;
- детали соединения обезжиривают веществом из тюбика №1;
- затем наносят содержимое тюбика №2;
- шпателем смешивают составы из обоих тюбиков в пропорции 1:1;
- готовую смесь наносят на болт со стороны наружной резьбы;
- затем вкручивают в витки внутренней резьбы;
- после отвердевания смеси (время выдержки указано в инструкции), болт выворачивают.
Для качественного восстановления витков смесь наносят с избытком, чтобы излишки при вворачивании болта выдавливались наружу.
Какую холодную сварку выбрать
Из-за низкой эффективности однокомпонентный анаэробный восстановитель в виде густой пасты применяется редко. Для ремонтных работ используют два вида:
- жидкий состав, который получается после смешивания отвердителя с клеящей массой;
- плотные однослойные или двухслойные бруски по консистенции похожие на пластилин, которые перед применением смешивают.
Для восстановления поврежденных витков выбирают марки с высокой пластичностью, чтобы смесь заполняла мелкие изъяны. Если соединение часто разбирается, нужна холодная сварка с усиленной твердостью, иначе при трении о металл состав разрушится.
Преимущества и недостатки
К достоинствам метода холодной сварки относят:
- возможность большого выбора по цене и качеству среди отечественных и зарубежных производителей;
- восстановление без разборки конструкции;
- стойкость к коррозии;
- простота, так как восстановление выполняется без вспомогательных приспособлений;
- неизменность характеристик деталей из-за отсутствия термического воздействия;
- невысокая цена.
- низкая прочность;
- разный металл деталей и добавок состава;
- нельзя ремонтировать ответственные конструкции;
- зависимость от перепадов температуры и внешних условий.
Использование эпоксидного клея
Этот метод не годится для восстановления соединений, которые подвергаются вибрационному воздействию, большим нагрузкам, высокой температуре. Поэтому способ применяют, когда требуется быстро восстановить резьбу в пластике. Процесс прост:
- эпоксидный клей заливают в отверстие;
- ждут когда загустеет;
- вворачивают болт;
- оставляют до полного затвердевания полимера;
- выкручивают болт.
Нарезание резьбы метчиком
Этим способом пользуются, когда можно увеличить размер отверстия без ущерба для надежности соединения. С помощью сверла увеличивают диаметр, чтобы очистить отверстие от испорченных витков, затем нарезают новые.
Работа выполняется по следующим правилам:
- отверстие рассверливают строго перпендикулярно;
- используют два метчика для нарезания резьбы, черновой и чистовой;
- для удаления стружки после 3 прямых оборотов делают 1,5 обратных;
- чтобы облегчить процесс, инструмент смазывают маслом.
Применение спиральной вставки
Такие приспособления, называемые также проволочными или пружинными, делают из высококачественной нержавеющей стали. Вставки выполнены в виде цилиндрических спиралей с концентрической резьбой внутри и снаружи. Для установки предусмотрен поводок. Форму и размер внутренних витков делают с минимальными допусками.

Ремонт резьбы выполняют в следующей последовательности:
- отверстие рассверливают сверлом, диаметр которого выбирают по прилагаемой к вставкам таблице;
- витки нарезают не стандартными метчиками, входящими в комплект;
- вставку вворачивают инструментом, который есть в наборе;
- удаляют поводок инструментом, поставляемым производителем, или плоскогубцами, если диаметр большой.
За счет натяга при установке исключается самопроизвольное выкручивание вставки. Упругость материала обеспечивает равномерное распределение нагрузки между болтом и вставкой. Высокая стойкость нержавейки к коррозии исключает возможность заедания болта из-за ржавчины.
Спиральными вставками можно отремонтировать соединения на конструкциях из цветного или черного металла. Их также применяют для усиления резьбы на пластике, дереве.
Ввертыш для восстановления резьбы
Ввертыши, они же футорки, сделаны в виде полых втулок с крупной наружной и мелкой внутренней резьбой. Они могут быть стальными, медными, латунными, бронзовыми, из других материалов. Устанавливают футорки на деталях, где допускается увеличение диаметра отверстий. Ввертыши применяются во многих отраслях промышленности, например, для сборки мебели, стыковки труб, крепления сдвоенных колес.

Некоторые производители выпускают наборы, которые называются восстановителями резьбы. Комплекты состоят из вкладышей разного размера, сверл, метчиков, вспомогательных инструментов. В зависимости от назначения в наборы входят футорки для ремонта дюймовой или метрической резьбы от М2 до М36.
Ввертыш устанавливают так:
- отверстие рассверливают до размера достаточного для нарезания резьбы под футорку;
- витки нарезают комплектным метчиком;
- если часть ввертыша после вкручивания выступает над поверхностью, ее срезают заподлицо;
- для предотвращения самопроизвольного выворачивания, по линии соприкосновения футорки с деталью керном делают несколько засечек.
Традиционная сварка для ремонта
Этой технологией пользуются, если нельзя увеличить диаметр отверстия, и когда нет нужного ввертыша или спиральной вставки. Процедура восстановления выполняется в следующем порядке:
- высверливают поврежденные витки;
- заваривают отверстие;
- наплавленное место зачищают заподлицо с поверхностью;
- сверлят отверстие;
- нарезают резьбу.
Для восстановления соединений из стали используется газовая или электродуговая сварка в защитных средах. Отверстия в чугуне заваривают в холодном состоянии или с местным подогревом. В качестве присадочного материала плавят электроды марки ЦЧ-4, ОЗЧ-1, МНЧ-1 или прутки из чугуна с добавкой кремния. Следует учитывать, что под действием высокой температуры изменяется структура металла детали, возможно образование трещин. Поэтому прочность отремонтированного соединения будет меньше.
Отверстия в деталях из алюминия, без которых не обходится двигатель автомобиля, заваривают аргонно-дуговой сваркой. Для наплавки применяют алюминиевую проволоку. Однако при восстановлении резьбы в алюминии металл в жидком состоянии начинает активно поглощать газы. Образуются поры, а при усадке во время остывания — трещины, которые снижают надежность соединения. Не всегда есть возможность восстановления этим способом без снятия деталей. Например, для ремонта соединений на алюминиевом блоке цилиндров конструкцию придется демонтировать.
При выборе способа восстановления учитывают условия эксплуатации и величину нагрузки. Также принимают во внимание сложность выполнения и цену. Например, покупка спиральной вставки дешевле, чем заказ на вытачивание ввертыша.

