
Дамасская сталь из шариков и стального порошка
Насколько дамасская сталь хороша в современном мире
Если по химическому составу булат или дамаск практически не отличаются, то технология формирования этих вариантов стали разнится, что обеспечивает заметную разницу в структуре и их свойствах. Оба материала обладают знаменитым узором, который является визитной карточкой этих сталей, а потому узнать их сможет даже неспециалист.
 Дамасская сталь.
Дамасская сталь.
- Что такое настоящий дамаск и булат
- Дамаск
- Булат
- Отличие булата от дамаска
- Какая сталь лучше булат или дамаск
- Характеристики дамасской стали
- Ржавеет ли дамаск
- Виды дамаска
- Ножи и другое холодное оружие из дамасской стали
- Бытовые и туристические ножи
- Уход за ножом из дамасской стали
- Как точить нож из дамасской стали
- Перспективы дамасских ножей
Что такое настоящий дамаск и булат
Раньше технология изготовления такого оружия хранилась в секрете — только мастера знали, как сделать дамасскую сталь, а сами изделия очень ценились и стоили невероятно дорого. Впрочем, и сейчас ножи из этих материалов являются дорогим удовольствием, так что немалый процент моделей относится к категории коллекционного оружия.
Дамаск
Технология получения дамасской стали подразумевает проковку скрутки из прутков/пластин углеродистой стали. За счёт проковки слои сплющиваются и становятся очень тонкими — многослойная структура обеспечивает клинку необходимые прочностные характеристики.
Булат
В отличие от дамаска булатные клинки изготавливаются методом литья. По технологии для приготовления булата используется высоко- и низкоуглеродистые стали — в результате плавления в расплаве с низким содержанием углерода находятся частично расплавленные частицы высокоуглеродистой составляющей.
Отличие булата от дамаска
Преимущества булатной и дамасской стали разделили любителей такого оружия на два лагеря. Так что при выборе покупатели больше опираются на личные предпочтения. Как было сказано выше, даже по внешним признакам (по рисунку) чётко опознать эти материалы не представляет проблемы.
 Булатная сталь.
Булатная сталь.
Какая сталь лучше булат или дамаск
Важным преимуществом булата перед дамаском является наличие легированной разновидности, что позволяет исключить коррозионное разрушение и упростить хранение и уход за ножом.
Характеристики дамасской стали
Основной характеристикой этого материала, которой интересуются пользователи, является твёрдость. В зависимости от выбранной производителем ТО и самого изделия она может колебаться от 61 до 64 единиц по Роквеллу. На практике это означает, что лезвие хорошо держит заточку, за что такие модели и ценятся до сих пор.
Ржавеет ли дамаск
Поскольку дамаск представляет собой прокованный пакет углеродистых сталей, то о хорошей коррозийной стойкости говорить не приходится — легирующих элементов в составе практически нет.
Виды дамаска
Существует как минимум восемь видов дамасской стали. Перед перечислением типов дамаска стоит сделать короткое примечание.
В целом можно изготовить нержавеющий дамаск. Чтобы это стало возможным необходимо собрать пакет легированной «правильными» присадками стали и сварить его в вакууме. Далее, накладывать слоями и расковывать. После чего повторить этот цикл. Технически это сложный процесс, но современные технологии могут справиться с поставленной задачей. К примеру, сегодня делают кухонные ножи с узорчатыми нержавеющими обкладками.
Разновидности дамаска:
- «дикий» — получил своё название из-за неупорядоченного узора. Техпроцесс изготовления такой стали самый примитивный — сваренный пакет сталей проковывают, рубят на части, складывают и опять проковывают — процесс повторяется многократно.
- простой — отличается стабильно повторяющимся узором. По техпроцессу фактически не отличается от дикого материала.
- штемпельный — название стало следствием применения так называемого штемпеля с узором, который и проявляется на клинке. Такие узоры могут напоминать кольца древесины, лестницу, круги на воде и пр.
- мозаичный — в этом случае для приготовления слоистой структуры подбирается специальный пакет сталей — их собирают как мозайку, что позволяет получить красивый декоративный эффект. Подвидом этого типа является мозаичный торцевой дамаск: он представляет собой лезвие с наваренными полосками мозаичного дамаска, срезанного с торца готового блока — такая полоска может использоваться и как середина клинка.
- мозаичный порошковый — этот вид дамаска не характерен для РФ, но по технологии фактически не отличается от обычного мозаичного. Вместо полос стали узор составляется из стального порошка, который засыпается в металлическую банку, спекается, а после проковывается.
- кручёный — для так называемого скрута заготовку для проковки делают из скрученных стержней. За счёт регулировки угла закручивания и глубины взрезки можно получить различные узоры.
- волокнистый — это вид применяется при производстве качественных японских мечей. При проковке дамаска волоски стали не растягиваются на всю длину клинка, а, наоборот, мелко нарезаются и перекладываются в слоях под прямым углом. По структуре и внешнему виду такой материал очень похож на булат.
- многорядный дамасский клинок изготавливают из нескольких полос дамаска — в центре обычно устанавливают простой дамаск, а на поверхности располагают слои с красивым художественным рисунком.
Ножи и другое холодное оружие из дамасской стали
Этот материал применяется для производства сабель и прочего коллекционного холодного оружия или моделей бытового назначения — это могут быть как бытовые и туристические, так и кухонные, рыбацкие и прочие ножи.
 Нож из дамасской стали.
Нож из дамасской стали.
Бытовые и туристические ножи
Бытовые и туристические модели оптимальны для нарезки мяса, рыбы, птицы, овощей и фруктов. Высокая твёрдость клинка не требует постоянной заточки модели, потому они удобны как на кухне, так и в походе.
Уход за ножом из дамасской стали
Низкая коррозионная стойкость обусловливает определённые правила хранения клинка — нож рекомендуется хранить в масле. В противном случае он будет ржаветь и из-за ржавчины дорогая модель придёт в негодность.
Как точить нож из дамасской стали
Чтобы наточить дамасский нож своими руками, необходимо учитывать следующие нюансы:
- часть клинка с зазубринами и сколами нужно спилить для выравнивания;
- затачивание ножа выполняется медленно и аккуратно, чтобы один слой слоистой структуры не загибался на другой — для этого применяют абразивные материалы с последовательно уменьшающимся размером зёрна;
- заточка выполняется по диагонали — точить клинок вдоль малоэффективно;
- точильные борозды и полосы портят рисунок изделия — их необходимо заполировать мелкозернистым материалом;
- заточенный нож необходимо протереть салфеткой, можно использовать цедру лимона.
 Заточка ножа из домасской стали.
Заточка ножа из домасской стали.
Перспективы дамасских ножей
Низкая коррозийная стойкость и необходимость бережного отношения, ухода после каждого использования делают дамасский клинок не самым удобным, современные сплавы более технологичны и удобны. Но коллекционные клинки из дамаска по-прежнему остаются одним из самых красивых подарков.

Могу отличить гарду от ограничителя, а обух от лезвия. С кинжалом за грибами не хожу, а серрейтором не пытаюсь спилить дерево. Люблю ходить в горы и лес, периодически охочусь с друзьями. Во всех моих увлечениях без ножа не обойтись.
1. Цена булата в несколько (5 и более) раз превышает цену углеродистого дамаска
2. Нержавеющий дамаск всего полтора-два раза дороже углеродистого
3. Почти все современные фабричные ножи из углеродистого дамаска покрыты лаком, ржавеет только кромка и места где лак стерся (можно восстановить)
4. “Косяков” на клинке из дамаска может граздо быть больше чем на моностали (непровар слоев, отжиг – слишком мягкая область и т.д.) У меня на одном дамасковом брюшко клинка гораздо мягче остального клинка, на другом при 65 – сломался хвостовик (при – 15 С).
*при твердости в 65 HRC (при -15 градусов С ), при батонинге не толстого (в руку) полешка сломался хвостовик (всадной монтаж)
Технология изготовления дамасской стали
Свое название сплав получил в честь города Дамаск, который был крупным центром металлообработки около 300 года до нашей эры. Первые упоминания об изделиях и технологии их изготовления появились в 1300-1500 годах до нашей эры. Жители Передней Азии считались мастерами кузнечного дела. Затем технология распространилась в Европу и Китай. Изготавливалась дамасская сталь единственным известным тогда способом – ковкой.

Популярности холодному оружию добавляют легенды и мифы, окружающие этот металл. Сталь ценилась воинами на вес золота благодаря мнению о том, что она может разрезать кольчугу «как масло». Исторических доказательств этому археологи так и не нашли.
Дамасская сталь — это разновидность металла, состав которого включает железо и маленький процент углерода (до 2%). Уникальность металла заключается в технологическом процессе его изготовления. Необходимо последовательное соблюдение этапов перековки. Это обеспечивает готовому изделию знаменитую твердость и прочность. Ножи из дамасской стали характеризуются невероятными режущими качествами, долговечностью и необычными узорами.
Технология изготовления широко доступна и применяется мастерами кузнечного дела повсеместно. Широкое распространение дамасская сталь получила в изготовлении клинков, шашек, сабель и ножей.
Характеристики
Отличие дамасской стали — сочетание твердости и гибкости клинка. Достигается она чередованием слоев. Остроту изделию придает слой металла с высоким содержанием углерода, прочность – с низким. Секрет состава дамасской стали в правильном сочетании и выдержанных пропорциях.
Твердость клинков измеряется по шкале Роквелла. Обозначается буквами: HRC. Чем выше показатель, тем прочнее сталь и заточка держится дольше. Китайские штамповки характеризуются показателем от 40 с небольшим единиц, японские самурайские катаны до 65-70. Твердость ножей дамасской стали от 61 до 64 единиц по шкале Роквелла.
Сталь получается методом кузнечной ковки из пакета металла разного сорта. В результате создается сплав с многослойной структурой. В составе практически нет специальных химических добавок – легирующих элементов. Отсюда низкая коррозийная стойкость.

Методы изготовления
Создание высокопрочного узорчатого сплава достигается разными методами.
Обработка рафинированной стали
Используется монолитный блок стали. Целью обработки является достижение относительно однородной стали с низким содержанием углерода. В процессе металл очищается от остатков шлака, примесей (сера, фосфор). Углерод в заготовке равномерно распределяется. Благодаря закалке достигается высокое качество. Узор клинка является побочным продуктом.
До XVIII века практически вся дамасская сталь ковалась рафинированным методом.
Сварочный метод
Заготовки, с разным уровнем содержания углерода в своем составе, комбинируются и проковываются в единый материал. В течение технологического процесса, мастера кузнечного дела добиваются необходимых свойств.
Железо характеризуется мягкостью и легко деформируется. При закалке приобретает большую твердость, но становится более хрупким.
Надлежащая термообработка придает высокоуглеродистой стали упругость и твердость. Служит амортизирующей подложкой во время ковки. Придает клинку необходимую остроту и упругость.
Цель, комбинирования двух разных по характеристикам металлов, в создании материала, исключающего недостатки обоих – хрупкость, склонность к деформации, низкая прочность.
Сплав отличается необыкновенным узором.
Булат
Булатные клинки производятся методом литья. Делятся на два класса: булаты тигельные и булаты литые. Первые получают длительной варкой в тигле. Охлаждением сплава вместе с ним и последующей ковкой клинка.
Литые булаты изготавливаются длительным плавлением. Для производства используются высокоуглеродистые стали и металл с низким содержанием углерода. Процесс расплавки металла придает изделию произвольный, непредсказуемый рисунок. Метод литья позволяет добавлять в состав легированные элементы. Это отражается на конечных свойствах изделия. Материал меньше подвержен коррозии. Упрощается уход и хранение клинка.
Повышенные механические свойства настоящего булата позволяют клинку оставлять зазубрины на закаленном металле. Клинок булата остается целым.

Типы узоров
В результате технологического процесса по созданию дамасской стали на поверхности образуется уникальный рисунок – узор. Выделяют несколько типов.
Дикий дамаск
Наиболее распространенный и простой в изготовлении. Название получил благодаря неупорядоченному узору. Пакет полос из нескольких сортов стали сваривают в единый блок. Многократно перегибают и проковывают снова. Слои металла смешиваются хаотично. Рисунок формируется случайно, выглядит неоднородно.
Одна из самых древних разновидностей дамасской стали. Пользуется высокой популярностью у коллекционеров в виду уникальности узора каждого изделия: ножа, сабли, кинжала.
Штемпельный
Разновидность традиционного дамаска. Узор получается более однородный. Чередуются геометрические фигуры: круги, полосы, кольца. Включает в себя два способа изготовления:
- Пакет металлов сварен заранее. Удары штемпеля наносятся в заданном порядке. Готовое изделие подвергается шлифовке. С поверхности убирается лишний металл с целью более четкого проявления рельефа и рисунка.
- Узор наносится на пакет слесарным способом – фрезой или сверлом. Затем пакет проковывается.
Штампы (штемпели – немецкое слово, от него образовано название) делятся по типу нанесения рисунков:
- сетчатый;
- ступенчатый (лестничный);
- волнистый;
- ромбический;
- кольчатый.
Узоры получаются похожими на рисунок древесного шпона или круги на воде.
Типы рисунков в свою очередь делятся на большое разнообразие узоров. Мастер кузнечного дела может выделяться своим специфическим фирменным стилем. В США популярен дамаск с типом рисунка павлиний глаз, изделия с узором в виде крестиков, имитации колючей проволоки или сетки. Для изготовления первого применяется равномерное сверление металла по всей ширине заготовки.

Турецкая дамасская сталь
Относится к традиционной разновидности узорчатой стали. Способ изготовления представляет собой проковку пучка перевитых стальных прутов. Состав прутков различается. На поверхности образуется сложный рисунок – множество плавных волнистых линий. Размер линий зависит от химического состава металла прутов, их диаметра, способа скручивания.
Японская
Выделяется тонкой структурой слоистой стали. Поверхность подвергается травлению. Структура сплава проступает благодаря необычной полировке. Закалка также имеет особенности. Рукоять клинка покрывается защитным слоем глиняной смеси. Закалке подвергается только само лезвие. Результат отражается на свойствах японского меча. Лезвие становится твердым, острым и хрупким. Рукоять остается упругой.
Мозаичный
Современная разновидность дамаска. Название получила из-за специфического способа изготовления. Слоистая структура дает красивый декоративный эффект. Выделяют два наиболее популярных метода изготовления:
Оболочечный
Для соединения элементов мозаики применяется металлическая труба или контейнер. Контрастная сталь укладывается внутрь. Емкость заполняется инертным газом или маслом. При нагревании происходит связывание кислорода. Внутри оболочки образуется нейтральная среда. Труба полностью заваривается. В таком состоянии оболочка отправляется в горн. Раскаляется до сварочной температуры. Выковывание часто происходит с помощью гидравлического пресса. После образования единой массы металла, оболочка удаляется. Для удаления применяется механический метод. Полученная заготовка проходит дальнейшую обработку.

Технологичный
В бруске стали вырезаются отверстия, в соответствии с заданным рисунком. В отверстия помещаются вкладыши металла другого химического состава равного диаметра. Отверстия и вкладыши вырезаются плазменным резаком. Пакет подвергается сварке диффузионным методом.
Преимуществом данного метода является возможность создания необходимого рисунка, различных изображений. В отличие от поверхностной гравировки, узор залегает на всю толщину клинка.
Волокнистый
Таким методом изготавливаются качественные японские ножи. Слои стали располагают не в длину будущего клинка. Пруты мелко нарезаются и раскладываются под прямым углом. В таком виде пакет проковывается.
Комбинированный
Сочетает классический и традиционный метод изготовления. Оба метода применяются одновременно, отсюда название. На брусок, собранный мозаичным способом, наносится штемпельный узор. Поверхность проковывается и шлифуется. В случае нанесения рельефа путем высверливания или фрезерования, заготовленный сплав подвергается проковке и травится. Шлифовка в этом случае не применяется.
Возможно также сочетание техники ковки дикого дамаска и вставки в сплав металла с контрастными свойствами. В качестве, отличающегося по составу, сплава применяется никель. Он имеет белый цвет, что позволяет выделяться на фоне общего черно-серого узора клинка.
Промышленный
Производится на промышленном оборудование металлургических предприятий. Качество клинков не отличается от ручной работы мастеров кузнечного дела. Масштабы производства значительно больше. По типу узоров может различаться на дикий, мозаичный, комбинированный.

Преимущества
Применение рафинированного метода производства дамаска преследует своей целью улучшение качества металла. Убираются примеси и шлаки. В процессе происходит равномерное распределение углеродных соединений по всему лезвию.
Сварочный метод позволяет комбинировать заготовки различных характеристик углеродного уровня. Создается податливая и прочная сталь. Мастер кузнечного дела придает изделию требуемую форму.
Популярность дамаску приносит именно острота прочного лезвия. Ножи прекрасно справляются с древесиной и костью.
Коллекционную ценность добавляют разнообразные уникальные узоры лезвий. Клинок из дамасской стали с необычным рисунком является превосходным подарком.
Недостатки
Главный недостаток — низкая устойчивость к коррозии металла, из-за большого содержания углерода в составе. Готовая продукция требует тщательного ухода и хранения.
Отсутствие легирующих элементов – необходимых компонентов для придания определенных физических свойств металлу – приводит к образованию ржавчины на поверхности лезвия. В результате клинок может быстро прийти в негодность.
Хранить изделия из дамасской стали рекомендуется в масляном составе.
Высокая стоимость изделий. Сложное производство, уникальные узоры и превосходные характеристики прочности металла сказываются на высокой цене.

Особенности эксплуатации
Применение ножей из дамасской стали возможно в разные сферах: на охоте, кухне или как коллекционный. Правильная заточка увеличивает срок использования лезвия.
- Изучить твердость стали – качество материала проверяется углом заточки изделия. Он должен быть как можно меньше. Угол заводской заточки требуется сохранять.
- Обращать внимание на слои металла – предусматривается предельная осторожность при заточке. При неаккуратном движении есть риск загнуть мягкий слой на твердый в районе кромки лезвия. Внешне клинок будет выглядеть острым. На практике может выясниться обратное.
- Проводить подготовительные процедуры – необходим предварительный осмотр лезвия на наличие повреждений и сколов. Заточка такой поверхности приведет к последующей потере остроты.
- Производите заточку исключительно от руки – рекомендация по затачиванию лезвий исключает применение автоматических приспособлений. Снятие слоя за слоем должно чувствоваться. Первым применяется крупнозернистый абразив. Счищается старый слой. 80 % заточки происходит во время грубой обработки. Проводится не менее 5 минут. Вторая фаза заточки — декоративная. Шлифовка проводится абразивом с мелкой зернистостью. Устраняются царапины, улучшается вид лезвия, увеличивается срок эксплуатации.
- Правильные движения – плавное и равномерное применение абразива вдоль лезвия позволяет получить максимально эффективный результат. Запрещены резкие, дергающие движения. Такие действия могут привести к снижению срока эксплуатации. Классический поперечный способ не годится для заточки дамасской стали. Слои необходимо снимать равномерно, исключительно вдоль лезвия ножа.
- Угол заточки – определенный угол важен для качественной заточки изделия. Слои мягкой стали легко деформируются и начинают налегать на более твердые слои металла. Ориентироваться стоит на угол в 45 градусов.
- Оптимальное давление. Сильное надавливание может привести к деформации более мягких слоев изделия. Минимальное давление приводит к максимально эффективному и бережному результату.
- Завершающие процедуры – срок службы продлевается надлежащим уходом. Заржавеет ли дамасская сталь зависит от обработки поверхности клинка. Салфетка, смоченная в лимонном соке, отличное средство для финишной обработки лезвия. Свежая цедра лимона может заменить лимонный сок. Пчелиный воск отлично справляется с предотвращением коррозии металла.
При должном уходе и правильном хранении дамаск долго будет сохранять свои знаменитые качества. Эстетичность и эксклюзивность ножей добавляет им популярности. Немалое количество мифов, интересных легенд и теорий будут и дальше поддерживать интерес к настоящей дамасской стали.
Используемая литература и источники:
- Тайна булатной стали / Н.Б. Годеновский. — М.: Феникс, 2010
- Технология обработки / Л.И. Вереина. — М.: Academia, 2009.
- Статья на Википедии
Изготовление дамасской стали
Для составления пакета подходят сотни современных сталей, назову лишь небольшое количество. По химическому составу подходят шх15, шх4, шх20сг, шх15сг, 65г, 50хфа, 60с2хфа, 70г, 70с2ха, 5хнм, 5хгм, 5х2мнф, 6хвг, 5хнв, 9хс, хвг, у8, у10, у12, у13а и т.д. По температуре ковки и закалки идеально подходят друг другу шх15, у8 и 65г. Температура для их сваривания примерно 1100 градусов, температура ковки 900-1000 градусов, температура закалки 850 градусов. Все эти стали соответствуют «трем правилам», и их легко найти в быту.
Используя в равных пропорциях, из этих сталей получается дамасская сталь с содержанием углерода 0,8%. Для изготовления пакета раскуем эти стали в одинаковые по габаритам пластины примерно 15*5*1 см. Сложим из них 6-ти слойный пакет: у8 — шх15 — 65г — у8 — шх15 — 65г. Чтобы пакет не развалился по углам прихватим его электро-сваркой и с торца приварим ручку из куска арматуры длиной 50-60 см. Пакет для сваривания готов. Теперь поместим его в разогретый горн и доведем до температуры 850-900 градусов, это красно-оранжевый цвет. Вытащим за ручку пакет из горна и поставим его на ребро так, чтобы все слои сталей стояли вертикально. Нанесем сверху на пакет горсть буры. Бура должна растаять и протечь насквозь через пакет. Если бура не протекла, надо добавить ее еще. Если бура не вся растаяла нужно пакет с бурой подержать в горне над углем пока бура не растает. Затем нужно повернуть пакет на 90 градусов, чтобы все слои металла были горизонтальны относительно земли. В таком состоянии бура должна покипеть между слоями сталей несколько минут. Это нужно для того, чтобы бура растворила все шлаки и окалину на металле, образующуюся при нагревании металла в горне. Затем вынимаем пакет разогретый до оранжевого цвета, это примерно 900-950 градусов по Цельсию. Пакет ставим под молот и несильными ударами проковываем от одного края до другого. Этим действием мы выдавливаем жидкую буру со всеми шлаками. Проковывать по всей поверхности пакета не желательно, внутри пакета может остаться бура, что в дальнейшем приведет к «непровару». После того, как вся бура выдавлена из пакета, пакет еще не сварен. Мы просто сблизили между собой очищенные от шлаков слои металла и теперь к свариваемому металлу нет доступа воздуха. Весь этот процесс нужно проводить очень аккуратно и желательно в защитных очках. Раскаленная бура брызгается из пакета на несколько метров в разные стороны и это очень травмо-опасно. Снова помещаем пакет в горн и разогреваем до сварочной температуры примерно 1100 градусов, белого цвета каления. Цвет пакета должен напоминать цвет раскаленного солнца. Пока пакет греется до сварочной температуры за ним необходимо постоянно следить и постоянно поворачивать в горне, чтобы не получить пережог. Как только металл засветился как бенгальский огонь это и есть пережог. Готовность пакета к сварки видна когда пакет равномерно прогрет до белого цвета каления, на нем нет темных пятен и от него только начинают отскакивать искорки. Готовый к сварке пакет вынимается из горна и проковывается на молоте по всей длине. В дальнейшем нужно вытянуть пакет в полосу путем ковки. Вытяжку в полосу нужно вести при температуре нагрева меньшей, чем температура сварки примерно 950-1000 градусов — желтый цвет каления. Проводя ковку пакета «на ребро» при температуре 950-1000 градусов вы сразу увидите есть ли непровар, на месте «непровара» слои разойдутся. Непровар не так страшен, в место где разошлись слои снова подсыпается бура и процесс сварки повторяется. Страшен пережог. В месте пережога сталь уже не лечится. После того , как пакет вытянут в полосу его можно разрубить на горячую или просто разрезать болгаркой допустим на три равных части. Эти части опять складываются в пакет и процесс сварки повторяется. Так из 6 слоев получится пакет из 18 слоев, затем из 54 и т.д. Узор получаемый от такого процесса ковки называется «диким дамасским узором». Для получения четкого контрастного дикого узора нужно набрать в пакете примерно 300-500 слоев. В процессе ковки из нашего пакета весом 3,5 кг останется всего около 2 кг готового изделия, остальной металл выгорел в процессе ковки. Для улучшения качества дамасской стали последнюю вытяжку пакета в полосу нужно проводить при температуре 850-900 градусов красно-оранжевый цвет каления. Это позволяет добиться мелко-зернистой структуры стали. Закаливать дамасскую сталь лучше всего в отработанном машинном масле. После закалки рисунок на стали проявляется еще сильнее. Закаливать дамасскую сталь в воде нельзя, ее там может просто разорвать. Японские кузнецы закаливают свои мечи в воде, но они перед закалкой обмазывают их огнеупорной глиной. После закалки в масле дамаск будет иметь твердость примерно 60-64 единицы по Роквеллу. Для снятия внутренних напряжений в дамасской стали ее нужно отпустить. Это делается двух-кратном нагреванием стали до температуры 180-200 градусов по 1 часу. Этот процесс можно провести даже в домашних условиях на кухне в духовке. Рисунок на стали выявляется путем травления ее в 5-ти % растворе азотной кислоты или в хлорном железе. Концентрацию хлорного железа каждый мастер подбирает себе сам. Начинать обучение по изготовлению дамасской стали нужно именно с «дикого дамаска», и от него уже переходить к изготовлению более сложных узоров. Еще один совет тем кто разогрев пакета проводит в угольном горне. В качестве топлива желательно использовать кокс, он меньше зашлаковывает колосники и дает больший жар. А сам пакет желательно прогревать в верхних слоях угля или даже сверху на угле. В этих слоях воздух, проходя с низу в верх, практически остается без кислорода. Весь кислород выгорает проходя через уголь, и в верхних слоях угля он сильно обогащен углекислым газом. В результате в верхних слоях угля металл почти не окисляется и частично науглероживается и восстанавливается.
Дамасская сталь из шариков и стального порошка


Представляю вашему вниманию качественный стильный нож из дамасской стали, которые вы можете сделать своими руками. Дамасской сталью называют такую сталь, которая неоднородна в своем составе. Это достигается путем ковки, когда смешиваются разные марки сталей. А если такой металл затем погрузить в кислоту, на нем образуется уникальный рисунок, так как каждая сталь меняет свой цвет по-разному.
В этой инструкции мы рассмотрим, как можно сделать дамасскую сталь самому. Тут будут использоваться более современные технологии. Дамаск мы получим путем спешивания я двух или трех типов стали. В качестве основы тут будет использоваться стальной порошок, а также стальные шарики. Именно благодаря шарикам мы получим интересный узор. В принципе, процесс ковки не сложен, но требует наличия кузнечной печи, наковальни, а также некоторого опыта. Работать с раскаленным металлом очень опасно, так что нужно при этом соблюдать все правила безопасности. Итак, переходим к изготовлению ножа!
Материалы и инструменты, которые были использованы автором:
Список материалов:
— стальная трубка (желательно из углеродистой стали);
— стальные шарики;
— стальной порошок;
— немного листового металла для заглушек;
— древесина для накладок;
— латунные стержни или втулки под штифты;
— масло для пропитки древесины;
— эпоксидный клей.
Список инструментов:
— кузнечная печь, наковальня и молот;
— ленточная шлифовальная машина;
— кислота для травления стали;
— болгарка;
— дрель;
— сварочный аппарат;
— штангенциркуль;
— масло для закалки, изолента и другое.
Процесс изготовления ножа:
Шаг первый. Формируем заготовку
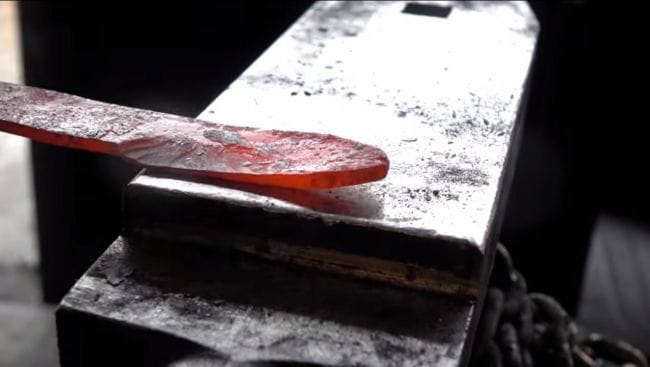
В первую очередь из шариков, стального порошка и куска трубы нам нужно изготовить заготовку, из которой потом и будет делаться клинок. Для этого засыпаем в стальную трубу порошок и шарики. Засыпать нужно порционно, то есть немного шариков, потом немного порошка и так далее. Шарики предварительно нужно хорошо вымыть в мыльной воде, чтобы на них не было никаких следов масла. Также можно промыть их в ацетоне. Дно трубы завариваем, используя кругляк из стали.
Что касается металла трубы, то желательно, чтобы это была тоже углеродистая сталь.










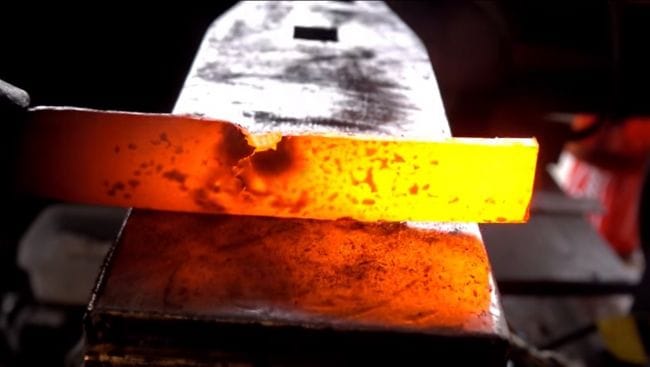
Ну а далее завариваем и другой конец и отправляем все это дело в печь. Прогреть нужно до желтого свечения и при таком прогреве выполняем ковку. Мнем металл с разных сторон. Нам крайне важно смешать все металлы воедино. Нагревать заготовку понадобится ни один раз, но в ковке легко никогда не бывает. После этого получаем отличный металл для ножа.
Шаг второй. Проверяем металл
Когда на ваш взгляд заготовка будет готова, нужно проверить качество металла. Сначала берем болгарку и срезаем края пластины. Металл должен быть равномерным, без раковин и прочих дефектов. Далее по контуру проходимся ленточной шлифовальной машиной. Аналогично смотрим, хорошо ли мы перемешали металл. Если все отлично, можно переходить к следующему шагу – формированию профиля ножа.




Шаг третий. Профиль клинка
Профиль клинка автор задает путем ковки. Сначала формируем кончик ножа, ну а далее делаем можно сделать и скосы на клинке. К формированию скосов подходим ответственно, лезвие должно быть ровным, но не слишком тонким. Спешить в этом деле не нужно, работаем молотком с обеих сторон.
В завершении вам нужно будет отделить лезвие от ручки. Для этого работаем острой частью молотка. Если все отлично, убедитесь в том, что ваш клинок ровный. На этом ковку можно завершать.

















Первое, что делает автор – нормализует металл после ковки. Для этого его нужно прогреть и дать постепенно остыть. Автор помещает клинок в пакет с углем и отправляет в печь. Далее заготовку можно уже и закалить, для этого снова раскаляем клинок и погружаем в масло. Процедуру можно повторить несколько раз, но обычно хватает и одного раза. Если после этого клинок не берется напильником, значит, сталь закалена.
Однако тут есть один подводный камень, если после закалки не отпустить сталь – она будет хрупкой. То есть нам нужно сделать металл немного мягче, чтобы он пружинил, а не ломался. Для этого вполне хватит бытовой духовки. Ее нужно прогреть до температуры около 200°C и греть нож около 1-1.5 часа в зависимости от толщины металла. Если отпуск прошел успешно, клинок должен стать соломенного цвета. Теперь ваш нож сможет выдерживать огромные нагрузки на изгиб, а также ударные нагрузки.
Шаг шестой. Шлифуем и сверлим отверстия
После закалки на металле будет иметься налет, который нужно счистить. Ставим на ленточную машину не слишком крупный ремень и производим шлифовку. При желании клинок можно сделать блестящим, как зеркало.



Еще нам нужно насверлить в ручке отверстий под штифты. Но сделать такую процедуру с закаленным металлом очень тяжело. В связи с этим берем газовую горелку и прогреваем ручку. Даем ей постепенно остыть. После этого металл будет сверлиться обычными сверлами по металлу. Вот и все, теперь осталось сделать ручку. Замотайте лезвие изолентой или малярным скотчем, чтобы не порезаться при последующих работах.
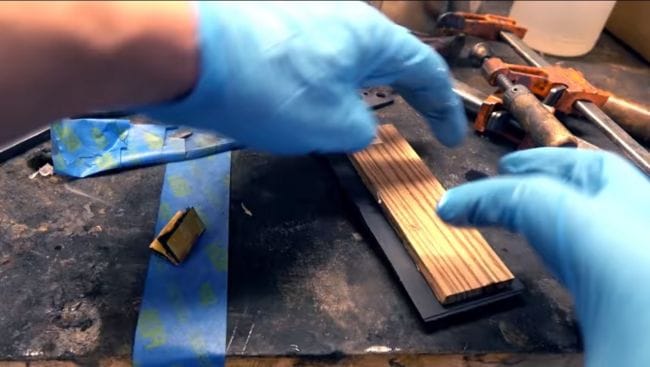
Шаг седьмой. Подготовим накладки
Накладки можно делать из различных материалов, это может быть пластик, текстолит, кости, рога и многое другое. В нашем случае это самый популярный и востребованный материал – дерево. Подбираем доску из красивой породы дерева с красивым рисунком и делаем две накладки. При желании на накладки можно приклеить еще какой-то материал, чтобы ручка была комбинированной.







Шаг девятый. Сборка ножа
Нож можно собирать, сверлим в накладках отверстия под штифты и собираем ручку на эпоксидном клею. Хорошо стяните ручку струбцинами, чтобы все качественно склеилось. В качестве штифтов автор использовал латунные трубки со стальными вставками. Когда клей высохнет, отрезаем лишнюю древесину и приступаем к шлифовке. Грубую работу проводим на ленточной машине, а еще очень удобно для этого иметь бормашину. Ну а более тонкую обработку можно провести вручную, используя очень мелкую наждачную бумагу.
Хорошо шлифуем дерево и пропитываем его потом маслом для защиты от влаги. На этом все, нож готов!
9. Сварочный булат, или «дамасская сталь»
В древности, разумеется, не могли знать о химическом составе булата и не умели связывать строение стали с её свойствами, и не могли объяснить, почему определенная форма узора на клинке соответствует тем или иным свойствам. Этим пользовались предприимчивые кузнецы, стараясь искусственно воспроизвести на оружии узор, свойственный хорошему булату.
Искусственные воспроизведения узора появились, видимо сперва в Дамаске. Здесь нужно сказать, что в этом городе ещё к тому же производились и узорчатые необычайно красивые ткани, которые и сейчас известны под названием «дамаск». Отечественный исследователь А.К. Антейн не исключает возможности, что по названию тканей появилось и название стали, появившееся из-за сходства рисунка на ткани и на металле. Между тем, термин «дамасская сталь» получил столь широкое распространение, что до сих пор часто так ошибочно называют литой булат. Между тем искусственный и настоящий рисунки отличить нетрудно. Рисунок на дамасской стали повторяется на соседних фрагментах, как на обоях, а линии узора короче и постоянны по толщине. Встречаются простые и сложные узоры. Последние представляют собой глазки или агатовидные фигуры, состоящие из ряда замкнутых концентрических линий, напоминающих лучшие сорта литого булата (фото 1).
Фото 1. Узоры сварочного булата. Увеличение в 2-4 раза.
Фото 1. Узоры сварочного булата. Увеличение в 2-4 раза.
Существовало много способов изготовления узорчатых клинков. Например, скручивали в виде каната полосы или куски проволоки, имеющие различное содержание углерода и, следовательно, разную твердость. Такая «плетенка» проковывалась, а точнее, сваривалась под молотом после нагревания. Поскольку куски были разного состава, на клинке при травлении проявлялся узор. Варьируя способы сплетения проволоки или полос, можно было получить различные узоры на поверхности клинка.
Оружие, приготовленное этим и ему подобными способами, и получило название «дамасская сталь», или «наварной дамаск». Последнее время наварной дамаск чаще всего называют сварочным булатом. Настоящий сварочный булат отличался особенно красивым, строго повторяющимся по длине клинка, цветным извилистым узором.
Есть предположение, что способ изготовления сварочного булата мог возникнуть случайно: из-за отсутствия нового материала мастера часто сваривали старые куски железа. Это со временем могло привести к способу получения сварных клинков.
Время изобретения сварочного булата восходит ко временам поздней Римской империи. В 1859 — 1863 годах около селения Нидам (Дания) вблизи побережья Альзензунда на Северном море были обнаружены 3 римских корабля с грузом. Корабли, очевидно, потерпели крушение во время шторма: два затонули, а один — сел на мель. Среди корабельного груза оказалось свыше 100 мечей, утварь и монеты. На мечах были обнаружены римское клеймо, а монеты оказались динарами, выпущенными в III веке.
Исследование металла клинков мечей показало, что они имеют структуру сварочного булата, изготовленного старинными способами «наварного дамаска». Известны три разновидности этого способа, которые отличают по узорам на клинке: полосатый дамаск (не путать с полосатым булатом!), наварной дамаск и цветочный дамаск. Цветочный называют также «розовым дамаском».
Так вот, на проржавевших обломках найденных римских мечей обнаружены все рисунки всех перечисленных видов сварочного дамаска. Интересно, что после того, как сняли ржавчину и просмотрели структуру поперечного сечения мечей, то обнаружили, что рисунок (так называемое «дамасское переплетение») не проходит через всю массу металла. При исследовании прежде всего бросалась в глаза разница структуры дамаска на одной стороне клинка и на другой. После шлифовки, полировки и протравки кислотой поперечного сечения клинков на них появились тёмные прослойки — это были твердые куски стали с повышенным содержанием углерода. Они были умышленно вварены в мягкую основу. Из этого следует, что при выработке мечей сначала ковался остов, а затем на него с двух сторон насаживались прокованные дамасские полосы. Химическим анализом римских мечей обнаружено следующее содержание элементов в их стали: С (углерод) — 0,6%; Si — 0,15%; Mn — 0,363%; P — 0,054%; S — 0,073%. Интересно, что содержание углерода от оси меча к лезвию увеличивалось. Со временем сварочный дамаск стали делать все искусные мастера-оружейники, а способы изготовления настоящего булата все больше забывались.
Начиная с IX — XI веков и вплоть до конца XIV века в Дамаске изготовляли лучшее оружие в мире. В 1370 году в Самарканде к власти пришел великий эмир Тимур (Тамерлан). Для того, чтобы упрочить свою власть и удержать феодалов и кочевую знать от внутренних междоусобиц, он начал большие завоевательные войны. В начале XV века (в 1401 году) Тимур покорил Сирию и взял Дамаск. Город был сожжён, а мастера, владеющие искусством изготовления оружия, были увезены в Самарканд. В этот и другие города Средней Азии переселялись десятки тысяч ремесленников из завоеванных стран. С этого времени начинается широкое распространение разнообразных способов изготовления сварочного булата в Средней Азии, на Кавказе и особенно в Турции.
Здесь самое время вспомнить, что России приходилось часто вести войны на этих территориях сначала против Османской империи, а затем — с воинственными народами Кавказа и Средней Азии (Туркестана) — в то время, когда границы Российской империи стремительно отодвигались на юг. Поскольку донские казаки постоянно участвовали в русско-турецких войнах, их оружие проходило своеобразный естественный отбор: на вооружении оставались только самые лучшие шашки и сабли, качества которых постоянно выявлялись при джигитовках. Очень много было трофейного оружия.
Основное количество сабель было отбито казаками у горцев во время боевых действий на Северном Кавказе. Часть этого оружия из литого турецкого шама и лучших сортов дамасской стали и ныне можно увидеть в Новочеркасском музее истории донского казачества и других музеях страны. Это оружие изготовлено прославленными мастерами Кавказа — из местечка Кубачи, знаменитыми братьями-оружейниками Исди-Кардаш и кижальных дел мастером Магометом Муртазалиевым.
Очень ценились уникальные шашки «терс-маймуны» и «калдыны», называемые иногда «волчками». Калдын — широкий, почти прямой клинок с изображением волка на одной его стороне и круга с крестом — на другой. Терс-маймун очень похож на калдын, но бегущий зверь изображен схематично, а кресты на клинке дополняются латинскими буквами » NM «, обозначающими, по-видимому, либо название местности, либо имя изготовителя. Точных сведений о происхождении этих клинков нет до сих пор. Но лучшим холодным оружием на Кавказе считалась шашка «гурда». О ней ходили легенды. По твердости и прочности она не уступала многим добротным образцам дамасской стали. Гурда дошла до нас лишь в отдельных экземплярах и теперь является музейной редкостью (мне лишь удалось узнать, что недавно гурда упоминалась в некоем периодическом издании «Диаспора», но ничего более конкретного про эту загадочную шашку найти не удалось).
Необычный сварочный булат был найден в прибалтийском бассейне. На лезвие средневековых мечей выводили не твердую стальную, а мягкую полоску железа и только после нее делали твердое остриё. Долго металлурги не могли понять, зачем это делалось… Объяснение такой конструкции средневековых мечей дал профессор из Владимирского политехнического института Г.П. Иванов. Суть идеи хорошо понятна после прочтения следующей истории.
Однажды адмирал С.О. Макаров присутствовал на полигоне при испытании корабельных бронеплит, цементованных и закаленных по методу Гарвея (гарвеированная броня). Плиты эти на поверхности имели большое содержание углерода, и после закалки поверхность плиты приобретала высокую твёрдость. Однако по мере углубления содержание углерода в броне уменьшалось и материал становился всё мягче и мягче.
При испытаниях на стрельбах по недосмотру одну из плит установили обратной, мягкой стороной к орудию, производившему контрольный выстрел. Началась стрельба и снаряды легко пробивали плиту, считавшуюся неуязвимой. Случай этот произошел на глазах у многих специалистов, но правильный вывод сделал только адмирал Макаров.
«Если закаленную поверхность плиты легко пробить с обратной стороны, — подумал адмирал, — то нельзя ли эту мягкую «изнанку» насадить на головную часть снаряда?» В результате «макаровские» снаряды с мягкими колпачками насквозь прошивали гарвеированную броню. Вывод — для того, чтобы пробивать латы противника средневековые кузнецы насаживали на мечи те же самые «колпачки».
Широко известен грузинский сварочный булат. По мнению П.П. Аносова, он близок к индийскому и дамасскому. Павел Петрович считал, что лучшие сварочные булаты делали в Индии, Турции, Сирии и Персии (Иране). Их, возможно, начинали готовить мастера, знакомые с выделкой настоящего литого булата. Холодное оружие делали в основном в горной части Грузии, но сварочный булат умели делать лишь в нескольких городах. Оружие тифлисского производства славилось далеко за пределами Кавказа. Есть сведения, что в XVIII веке горским народам Кавказа и Ирана сабли и кинжалы поставлялись из Тифлиса.
Известный историк кавказских походов российской армии русский генерал В. Патто писал в XIX веке: «Безусловно, русские кавалеристы за счет своей отваги и богатырской силы успешно противостоят восточным конникам, но крепость и острота ятаганов и шашек, сделанных из дамасской стали, значительно превосходят крепость сабель наших солдат. Для того, чтобы успешно владеть настоящим булатным клинком, не нужна особая физическая сила, он страшен даже в руках ребенка.» Известно, что в 30-е годы XIX века в Тифлис были направлены русские ученики. В 1832 году Карамон Элиазарошвили, лучший тифлисский мастер-оружейник, посылает с ними императору Николаю I сабли своего изготовления. Это оружие до сих пор хранится в Эрмитаже и в Историческом музее.
Приведенные сведения о сварочном кавказском булате — самые поздние. К концу XIX века в мире уже почти не делали холодное оружие из сварочного булата. Секрет его производства был окончательно утерян. Интересно, что в эти времена уже и в Индии, и в Дамаске изготовляли холодное оружие из обычных сортов английской или шведской стали.
Производство сварочного булата было самостоятельным промыслом со своими секретами и традициями. Очень трудно было сварить полосы или проволоки разнородной стали в один цельный кусок, получить определенный узор, да ещё обеспечить твердость, гибкость и остроту выкованному клинку. Дело в том, что после нагрева в горне полосы стали или проволоки поверхность металла окисляется, и плёнка окислов препятствует его сварке. Чтобы сварка происходила, надо очень точно выдерживать температуру и удалять окислы с поверхности стали. Способы удаления окислов, температура сварки, скорость ковки, порядок соединения полос с различным содержанием углерода и составляли, очевидно, главные секреты мастеров, делавших оружие из сварочного булата.
Главный предмет тайны составляли, по всей вероятности, порошки, которые применялись для сварки в качестве флюсов. Теперь уже совершенно понятно, что это были флюсы, которые, с одной стороны, имели низкую температуру плавления, были жидкотекучи и легко выдавливались под молотом, а с другой — быстро растворяли окислы железа, обнажая чистую поверхность металла, необходимую для сварки. Мастера использовали разные флюсующие порошки, и каждый свято хранил в секрете состав «камней», им применяемый. Поэтому можно сказать, что в оставленном после себя рецепте всё того же мастера Элиазарошвили не самого главного — состава флюса для сварки полос. Мастер подробнейшим образом рассказывает о порядке сварки полос, а флюс упоминает между прочим, называя его песком, не раскрывая секрета его состава и способа приготовления.
Нож из шариков от подшипников, оболоченый дамаск
Очередная работа мастера (не реклама)

Изьебнуться и посмотреть какой узор вылезет при травлении
Размещено через приложение ЯПлакалъ
Я пол видео ждал когда он травить начнёт, хотелось рисунок увидеть 🙂
PS. Соль и перец это для понтов?
Вы видели как выглядят изделия из дамаской стали? За счёь многослойной ковки на изделии виден специфический узор. Благодрюапя не цельному бруску , а шарикам получился похожий эффект.
Издеоия из дамасской стали очень ценилист да и ценятся по сей день. Жаль не осталось мастеров которые бы владели древним мастерством
Размещено через приложение ЯПлакалъ
Есть такое шоу «Между молотом и наковальней» по Хистори идет, и вот там бывают задания из всякого мусора сделать прочный нож. Типа высший пилотаж, продемонстрировать свое мастерство. Из хорошей стали и подмастерье может приличный нож выковать.
Прикольное шоу, очень интересно посмотреть иногда.
P.S. Я не знаток

Всё правильно, через ручной труд вкладывается энергетика.
Размещено через приложение ЯПлакалъ
Размещено через приложение ЯПлакалъ
Поскольку идет процесс кузнечной сварки, резкий и инергичный удар мех молота, даже с такой малой МПЧ как на видео, приведет к расползанию заготовки. Особо кретично для такой нестабильной основы как шарики. Поэтому варят ручником, потом уже расковывают на молоте.
З.Ы. — коменты экспертов ни разу в жизни не стоявших у горна, традиционно доставляют)
Размещено через приложение ЯПлакалъ
Мне одному в этом видео Апетора не хватает? )))
Размещено через приложение ЯПлакалъ
На заводе ебались,шарики делали.А он взял и всё в кучу склепал.
Молодец,зелень
Размещено через приложение ЯПлакалъ

| Цитата (01max @ 18.12.2019 — 21:41) |
| Очередная работа мастера (не реклама) |
Это не «дамаск», плять вы хотя бы учебники по металлам изучайте, плять!
Очередные «мастера» из тросов «да маск» делать.
Походу забыл добавить в сборку маянез, чтоб резало как по маслу..
X Международная студенческая научная конференция Студенческий научный форум — 2018








АНАЛИЗ ОПТИМАЛЬНЫХ ПАКЕТОВ СБОРКИ И МЕТОДОВ ПОЛУЧЕНИЯ ДАМАССКОЙ СТАЛИ
- Авторы
- Файлы работы
- Сертификаты
Цель работы: выявить наиболее оптимальный метод получения дамасской стали, определить наиболее выгодный состав.
Для реализации поставленной цели в работе решены следующие задачи:
Привести общую характеристику дамасской стали.
Выбор оптимального пакета сборки дамасской стали.
Рассмотрение методики ковки стали.
Анализ основных узоров, получаемых при ковке.
Дамасская сталь состоит из чередующихся слоев высоко- и низкоуглеродистой стали. Важную роль играет среднее содержание углерода в дамаске.
Для изготовления дамаска собирается специальный «пакет», который состоит из девяти полос мягкого железа, а также из десяти полос инструментального металла. Получается девятнадцать полос, при этом крайние полосы должны превосходить остальные по ширине, так как тонкий металл может сгореть.
Главное отличие дамаска в том, что, чем больше сварок, тем больше у него слоев, а значит, мягкие прожилки обеспечивают лучшее качество стали, которая не ломается, а также имеет отличные качественные характеристики.
После того, как пакет будет собран, а он должен состоять из полос одинаковых размеров, можно приступать к изготовлению. Свариваются слои стали благодаря высокой температуре. Если не догреть пакет, то сталь не сварится, а если перегреть, то заготовка развалится. В этом вся и сложность дамаска.
Пакет сборки для дамасской стали может быть различным, мы конкретно рассмотрим 1 пакет из 3 приведенных.
37% – У8А, 27% – ШХ15, 27% – ХВГ, 9% – Ст3 – «Кузница Назарова»
34% – ШХ15, 48% – У10, 20% – Ст65Г – «Клинки и ножи Приказчикова»
40% –У8, 37% – ХГ, 23% – Ст3 — Завод «ЗЗОСС» Златоустовский завод оружейных специализированных сталей
Рассмотрим оптимальный пакет 37% – У8А, 27% – ШХ15, 27% – ХВГ, 9% – Ст3
На основе того, что данный пакет имеет наивысшую востребованность и популярность на рынке.
Далее рассмотрим методику ковки стали
Данный собранный пакет посыпается флюсом, нагревается в горне и куется. По мере вытяжки брусок разрезается поперек, опять складывается в пакет и операция повторяется, и так несколько раз. Число слоев может доходить в итоге до десятков тысяч, но оптимальным, на наш взгляд является число примерно в триста слоев.
Рассмотрим наиболее типичные узоры
Узор «Птичий глаз», или «Павлиний глаз». (Рис. 1 а, б)
Штемпельный узор имеет вид ряда правильных концентрических окружностей, расположеных в строгой последовательности.Получается путем насверливания неглубоких отверстий в подготовленном пакете и дальнейшей внимательной и аккуратной проковкой.
Вся сложность здесь в том, чтобы получить максимально ровные слои в подготовленном пакете. Слои должны залегать строго паралельно, как в фанере. В таком случае, при сверловке узор будет вскрываться правильными окружностями.Большое значение имеет и то, как и чем будет сверлиться отверстия. Необходимо следить, чтобы сверловка шла строго на одинаковую глубину, в таком случае все колечки узора будут одинаково вскрыты.
Сверло имеет конусную заточку на определенный угол. Меняя этот угол, мы можем менять и глубину засверленного «кратера» и, следовательно, вскрытие колечек узора. При сверлении необходимо следить, чтобы сверло не заглублялось в сталь более, чем на глубину заточки. Прямые стенки отверстия не вскрывают узор, и более того, могут служить причиной брака при последующей проковке.
Процесс производства узора «Птичий глаз», или «Павлиний глаз»
Узор «Птичий глаз», или «Павлиний глаз»
«Волчий зуб» (Рис. 2).
Очень характерный вид узора клинка на фоне основного рисунка дамаска. Имеет вид «пиков» или «зубов» отходящих от РК.Узор формируется только слесарным методом, путем нарезки, вскрывается проковкой.
Основная трудность в формировании этого вида узора — получить четко выделенные «зубы», при этом весьма желательно, чтобы они были разделены друг от друга на фоне основного рисунка дамаска.При формировании изначального пакета необходимо добиться четкого залегания слоев, дабы при нарезке узора слои вскрывались равномерно. При этом необходимо стремиться, чтобы «фоновый рисунок» был не «полосаткой», а без четко прослеживаемой структуры, т.е. «диким»
Этого эффекта можно добиться, если ковать пакет неравномерно (т.е. ручником, разбивая четкую слоистую структуру), или комбинировать нарезку «зуба» с другими способами провоцирования рисунка (например, насверлив неравномерных и хаотичных «лунок», как при формировании узора «капли дождя»).
При нарезке «зуба» следует уделять большое внимание разметке и равномерности нарезки. Нарезку следует выполнять таким образом, чтобы канавки равномерно заглублялись к линии РК. При этом не столь важно, на сколько глубоко ведется нарезка, гораздо важнее следить за одинаковой и равномерной толщиной получающейся «волны на РК»
Рисунок 2 Узор «Волчий зуб»
Самым ценным следует считать такой узор, слои стали в котором деформированы на всю толщу пакета.
Основные дефекты при ковке дамаска — пережог и непровар.
Пережогом называется дефект, при котором участок заготовки нагревается выше 1200°C значительное время (20-30 секунд). В результате, сталь вступает в непосредственную реакцию с кислородом воздуха — фактически происходит горение стали. Пережженный участок заготовки не подлежит дальнейшей обработке и обычно удаляется. Поскольку сварка дамаска происходит при температурах, близких к температуре пережога, этот дефект возникает часто и иногда может загубить всю работу.
Непровар — это дефект, при котором слои стали не свариваются между собой из-за неудалённой окалины, недостаточного сближения или недостаточной температуры сварки. На готовом изделии непровар выглядит как трещина среди дамасского узора.
Дамасскую сталь после ковки нужно закалить термообработкой. Термическая закалка стали осуществляется путем нагрева выше 727°С (температуры превращения объемно-центрированного феррита в гранецентрированный аустенит) и быстрого охлаждения (собственно закалки) в воде или другой среде. Если созданы условия для медленного охлаждения сверхвысокоуглеродистая сталь переходит из аустенитной фазы в перлит, структура которого состоит из чередующихся слоев мягкого бедного углеродом феррита и богатого углеродом цементита. Если же сталь подвергается закалке, то превращение аустенита в перлит подавляется. Получающиеся кристаллы железа являются объемно-центрированными, но имеют не кубическую, а вытянутую тетрагональную форму. Такая структура называется мартенситом. В ней имеются свободные места для атомов углерода, и поэтому она может быть твердой.
В итоге получаем сталь с твердостью 58-63 HRC
Таким образом, нами выбран оптимальный пакет сборки дамасской стали и рассмотрены наиболее типовые узоры.
Список литературы:
1) Лавров Н. Булат, дамаск, оружие. – М : Феникс, 2006. — 65с.
2) Марьянко А. Современная дамасская сталь. 2000. –124с.
Дамасская сталь: виды традиционного и современного дамаска, методы изготовления

О том, что такое дамасская сталь, о её истории и способах получения знают, пожалуй, все любители ножей и другого холодного оружия. Но вот в его типах и разновидностях разбирается далеко не каждый. В сегодняшней статье мы расскажем об основных видах традиционного и современного дамаска, а также поговорим о его особенностях и методах изготовления.
«Дикая» дамасская сталь

Одним из наиболее распространенных и одновременно – наиболее простых в изготовлении типов дамасской стали является так называемый дикий дамаск. Он получается сваркой пакета полос из нескольких сортов стали, его многократной перегибкой и проковкой. В результате этого процесса происходит довольно хаотичное перемешивание слоев металла и, как следствие, образуется случайный, неоднородный рисунок. В зависимости от количества слоев, марок применяемых сталей и толщины заготовок его узор может получаться самым разнообразным.
Именно эта разновидность дамаска является одной из самых древних и чаще всего встречается на коллекционных образцах ножей, кинжалов и сабель. Но, несмотря на свою простоту, он не потерял свою актуальность, и активно применяется и в настоящее время – как в качестве самостоятельного материала для клинков, так и в качестве заготовки для производства других, более сложных и визуально привлекательных видов дамасской стали.
Штемпельный дамаск

Штемпельная дамасская сталь — еще одна разновидность традиционного дамаска. Её узор, в отличие от упомянутого выше дикого дамаска, характеризуется большой однородностью с чередованием кругов, полос и других геометрических фигур. Изготавливают такой дамаск двумя основными способами – либо нанося во время ковки в заданном порядке удары по заранее сваренному пакету стали либо наоборот — проковывая пакет с предварительно нарезанными на нем слесарным способом (сверлением, фрезерованием) узорами. В первом случае готовое изделие дополнительно шлифуется, дабы снять лишний металл с оставшимся рельефом и проявить весь рисунок.
По типу применяемых для нанесения рисунка штампов (по-немецки – штемпелей, откуда и название этого дамаска) различают сетчатый, ступенчатый (он же – лестничный), волнистый, ромбический и кольчатый узоры. В свою очередь, все они делятся на огромную массу разновидностей, включающих в себя многие и многие виды рисунков, очень часто – специфических для конкретного мастера либо фирмы-производителя. Здесь можно назвать и дамаск типа волчий зуб, и близкий к нему линейный дамаск в виде сталагмитов, как бы направленных от обуха клинка к его РК, и дамаск типа павлиний глаз, популярный в США и получаемый равномерным сверлением заготовки по всей ширине, и клинки с узором в виде крестиков, сетки или имитации колючей проволоки.
Турецкая дамасская сталь

Иногда также называемая волнистым дамаском (при этом его не стоит путать с волнистым штемпельным дамаском), турецкая дамасская сталь является еще одной традиционной разновидностью узорчатой стали. Она изготавливается проковкой не пакета стальных полос, а пучка перевитых друг с другом стальных прутков, отличающихся друг от друга по составу. Получаемый после такой обработки дамаск характеризуется обилием плавных волнистых линий, образующих сложный рисунок на поверхности готового клинка. Его характер может зависеть как от химического состава используемых при изготовлении прутков, так и от их диаметра и характера переплетения.
Иногда встречаются и более сложные варианты турецкой дамасской стали, например, когда окончательная формовка клинка происходит из нескольких пакетов, каждый из которых скован из прутков, закрученных в разном направлении.
Мозаичный дамаск

Этот дамаск, в отличие от всех предыдущих типов и разновидностей, относится не к традиционным, а к современным. Изготавливается мозаичная дамасская сталь несколькими методами, наиболее популярными среди которых являются два:
Первый – это подготовка большого количества контрастных друг с другом мозаичных элементов, укладываемых внутрь металлического контейнера (чаще всего металлической трубы) и свариваемых внутри него. За такую свою особенность эта разновидность дамаска получила за рубежом название оболочечного.
После того, как все составляющие будущего пакета уложены внутрь трубы, она заполняется либо инертным газом либо маслом (которое при нагревании связывает кислород и также приводит к образованию внутри оболочки нейтральной среды) и полностью заваривается. В дальнейшем труба прогревается в горне до сварочной температуры и отковывается (а в подавляющем большинстве случаев – подвергается прессовке гидравлическим прессом). После того, как пакет внутри оболочки окажется сваренным воедино, она удаляется механическим способом, а находящаяся внутри нее заготовка идет на дальнейшую обработку. Использование подобного метода (с образованием внутри металлической трубы нейтральной среды) позволяет сваривать в пакет даже такие стали и сплавы, соединение которых обычной кузнечной сваркой на открытом воздухе оказывается невозможным.
Вторым способом образования мозаичного рисунка является еще более технологичный метод обработки заготовки. Он подразумевает вырезание в бруске стали при помощи плазмореза серии отверстий, представляющих собой будущий рисунок, в которые затем помещаются вкладыши, также вырезанные плазменным резаком, но из стали (или сплава) другой марки. Затем полученный пакет сваривается диффузионным методом в среде инертного газа. Подобный способ изготовления дамаска очень далек от классического, но при этом позволяет получать необходимый рисунок строго заданной формы, а также наносить на клинок различные изображения, составляющие с ним одно целое (в отличие от той же гравировки).
Комбинированная дамасская сталь

Сам по себе комбинированный дамаск не является отдельным видом, но представляет собой сочетание нескольких – классических и традиционных методов, одновременно применяемых при изготовлении одной заготовки. Чаще всего он совмещает в себе технологические процессы, характерные для производства мозаичного и штемпельного дамасков. В данном случае на поверхность поковки, произведенной мозаичным способом, наносится штемпельный рельеф, после чего она проковывается и подвергается шлифовке (в некоторых случаях рельеф наносится «на холодную» путем сверления/фрезерования/пиления, после чего заготовка только проковывается и травится, но не шлифуется).
Еще одной разновидностью такой дамасской стали является сочетание техник ковки дикого дамаска со вставкой внутрь поковки элементов из контрастных сплавов (чаще всего – никелевых, эффектно выделяющихся своим белым цветом на общем фоне черно-серого рисунка дамаска).
Промышленный дамаск

Иногда в ножевой среде можно встретить упоминание так называемого промышленного дамаска, выпускаемого не отдельными мастерами, а металлургическими предприятиями. К числу таких сталей, к примеру, относится знаменитый Damasteel, применяемый многими крупными производителями ножей. Правда, отличие так называемого «промышленного» дамаска от дамаска остальных типов заключается лишь в масштабах его производства и более современном оборудовании, позволяющем обрабатывать большее количество заготовок. В целом же, он не является какой-то отдельной категорией и точно также, как и дамасская сталь, выкованная отдельным кузнецом, делится на дикий, мозаичный, комбинированный и другие виды.
В заключение стоит отметить, что вовсе не относятся к категории дамасской стали его различные имитации (очень часто также выпускаемые в промышленных масштабах), где характерный узор на клинке получается не проковкой и сваркой большого количества слоев стали, а простым травлением поверхности одного цельного бруска.
Дамасская сталь
Как ни крути, но в кузнечном (в частности — оружейном) ремесле самым большим ореолом тайны и романтики окружена легендарная дамасская сталь.
Процесс создания дамасской стали и ее свойства всегда были чем-то таинственным, почти сакральным. Считается, что секрет изготовления этой стали давно и навеки утерян.
На самом деле — все не так сокрыто и потеряно, как принято считать. Для начала давайте избавимся от самых устойчивых мифов о дамасской стали.
Развенчание мифов
Миф первый и самый устойчивый: «Секрет дамасской стали давно и безнадежно утерян».
Так утверждают все, кто не связан с производством клинков.
Дамасская сталь — композит как минимум из двух сортов сталей, что ни для кого не секрет. Приготовляют дамасскую сталь методом соединения пластинок из этих самых сталей путем кузнечной сварки (и это — тоже не тайна).
Так в чем же этот самый «утерянный секрет»? В используемых сталях? Отчасти — верно. До технической революции очень остро стояла проблема получения качественной стали, которая использовалась в том числе и как сырье для производства дамаска. Поэтому у каждого мастера имелись свои проверенные методы испытания сталей. Именно их мастера и делали тем самым «секретом».
В современном мире все несравненно проще. Марки сталей имеют постоянный состав в соответствии с ГОСТом, и где бы вы ни находились, взяв сталь марки У10, или ШХ15, или 65 Г, получите каждый раз практически один и тот же рабочий материал, свойства которого более или менее стабильны.
Получается, что тот самый «сокровенный секрет» действительно утерян, но намеренно. Причина — в потери актуальности.
Миф второй: «Дамасская сталь — самая прочная сталь в мире».
Миф только отчасти. Говорящие так просто повторяют точку зрения наших далеких предков, которых действительно удивляли и впечатляли свойства и внешний вид дамасских клинков в сравнении с обычными сталями того периода. Ведь, как уже было отмечено, проблема получения качественной стали была очень трудноразрешима несколько веков назад.
В сравнении же с современным качеством сталей исторический дамаск в большинстве своем не дотягивает до привычных стандартов качества.
Хотя это можно проверить, если взять и попробовать самому сварить дамаск!
Выбор стали
Для получения качественного дамаска мы должны приобрести качественные стали, которые и будем сваривать в пакет. Чтобы обеспечить будущей стали хорошие свойства, среднее содержание углерода в пакете должно быть не менее 0,7 %. Поэтому в качестве сырья подходят инструментальные стали; кроме того, можно использовать конструкционные стали с содержанием углерода не менее 0,5 %.
Легирующие добавки в инструментальных и конструкционных сталях зачастую все усложняют. Однозначно непригодны для первых опытов со сваркой все нержавеющие стали. Следует воздержаться от использования обойм подшипников, так как их изготавливают из стали ШХ15, в которой содержится излишнее количество хрома.
Лучше всего остановить свой выбор на простых углеродистых сталях. В качестве источника материала можно использовать старые напильники, рессоры, пружины.
Предварительная подготовка
Давайте остановимся на варианте сборки пакета из напильника и рессоры. Напильники изготавливают из стали У10– У12 (т. е. содержание углерода — 1–1,2 %), на рессоры идет сталь с содержанием углерода примерно 0,5–0,6 %. Взяв эти стали в соотношении 1:1, получаем среднее содержание углерода в пакете 0,7–0,8 %.
Перед сборкой пакета нужно порезать напильник и рессору на пластинки одинакового размера. С напильника можно сточить насечку, а с рессоры следует удалить ржавчину и окалину. Зачистите пластинки, сложите их в стопку, чередуя напильник и рессору, и скрепите пакет по углам точками электросварки.
Для сварки и ковки вручную пакет должен быть невысоким и узким, шириной около 25 мм и высотой 25–30 мм. В длину пакет не должен превышать 200 мм.
Для кузнечной сварки необходим флюс, который растворяет образующуюся окалину и защищает сталь от окисления. Самым лучшим флюсом считается бура (тетраборат натрия), обладающая хорошей текучестью в расплавленном состоянии, прекрасно растворяющая окалину и окислы и легко удаляющаяся во время ковки. Для сварки небольшого пакета нам вполне хватит горсти флюса.
В качестве топлива для горна при кузнечной сварке древесный уголь практически не знает себе конкурентов. Годится литейный кокс. А вот каменный уголь для сварки не подходит.
Следует не забыть приготовить пару молотков: один — полегче, граммов 500–700 (для выдавливания расплавленного флюса и сварки сталей), второй — потяжелее (для протяжки проваренного пакета).
Нам пригодится стальная щетка-крацовка, чтобы смахивать с пакета окалину и излишки флюса. Щетка должна быть стальная, а не латунная, так как присутствие меди при кузнечной сварке сведет все попытки сварить пакет к неминуемому провалу.
Следует заранее позаботиться о емкости, в которой будет находиться бура при флюсовании пакета. Подойдет неглубокая металлическая ванночка или старая сковорода. Подготовьте также «ложку», чтобы наносить буру на раскаленный пакет стали.
Внимание! При работе обязательно используйте средства защиты! Плотная куртка с длинными рукавами, кожаный фартук, кожаные рукавицы, защитные очки или маска-щиток обязательны!
Прогрев пакета
Сначала нужно разжечь горн и как следует прокалить уголь. Загрузив пакет в среднюю (нейтральную) зону горна, его следует медленно прогреть при слабом дутье до желто-оранжевого цвета (примерно +850–900 °С), что займет минут 15–20 (для пакета среднего размера).
Как только пакет хорошенько прогрелся, достаем его из горна и быстро смахиваем с него образовавшуюся окалину металлической щеткой-крацовкой. При прогреве до светло-оранжевого цвета окалина легко отстает от стали. Сразу же обсыпаем пакет флюсом.
Снова загружаем пакет в горн и на этот раз быстро нагреваем его до сварочной температуры при достаточно сильном дутье. Как только языки пламени окрасились в желтый цвет, значит, сталь нагрелась до температуры +1 100 °С — достигнута нижняя граница сварочной температуры.
Продолжаем нагрев и внимательно наблюдаем за пламенем! Как только замечаем первые одиночные «пушистые» искорки, начинающие проскакивать в пламени, значит, нужная нам температура достигнута.
Прекращаем дутье в горн и достаем пакет. Не допускайте сильного перегрева стали — это будет уже пережог.
Выдавливание флюса
Теперь нужно выдавить флюс с растворенной окалиной из пространства между пластинами пакета и добиться плотного примыкания пластин стали между собой.
Вооружившись небольшим ручником, начинаем наносить не сильные, но точные удары, выдавливая флюс с одного конца пакета к другому. Работать следует, нанося только кистевые удары. Как только мы выдавили весь флюс между пластинами, необходимо зачистить пакет от остатков шлака щеткой и снова нанести порцию свежего флюса для защиты от окисления при следующем прогреве.
Два способа ковки
Нагреваем пакет до сварочной температуры и интенсивно проковываем. Повторяем эту процедуру столько раз, сколько будет необходимо для того, чтобы осадить пакет примерно в 2–3 раза от первоначальной высоты.
Далее можно действовать двумя способами. Первый — «одноходовая ковка». Прокованный пакет в горячем состоянии надрубается на две или три части и складывается вдвое или втрое. Надрубать следует на 2/3 или 3/4 толщины пакета со стороны, противоположной складыванию. Перед складыванием поверхности зачищаются щеткой и флюсуются.
Мы увеличиваем количество слоев в пакете соответственно способу надрубания. Предположим, изначальный пакет состоял из 6 слоев стали. Надрубая пополам и складывая вдвое, мы получаем соответственно 12 слоев, далее — 24, 48, 96 и т. д. Складывая втрое, мы получаем 18 слоев, затем — 54, 162, 486 и т. д. Набирая слои стали, следует остановиться в промежутке от 150 до 350 слоев.
Второй способ — «многоходовая ковка». При нем после сварки пакета он проковывается на полосу, которой нужно дать остыть и которая затем режется на пластинки, снова укладывающиеся в первоначальный пакет. Получается, мы каждый раз свариваем первоначальный пакет. Набор слоев стали при этом будет выглядеть так: изначальный пакет из 6 слоев; проковав на полосу и снова собрав пакет из 6 пластинок, получим пакет с 36 слоями стали; повторив процедуру, получим пакет с 216 слоями и т. д.
Каждый способ по-своему хорош и дает несколько различные рисунки полученной стали.
Чтобы увидеть результаты своего труда, нужно зачистить пакет и протравить сталь в слабом растворе кислоты или хлорного железа.
Антон Жуйков, руководитель регионального отделения Союза кузнецов России по Кировской области, фото автора

