
Зачем сварщику нужен осциллятор, как он работает
Сборка сварочного осциллятора своими руками по схеме
Без сварочных работ трудно представить современный мир. Даже в быту время от времени приходится выполнять некоторые сварочные работы. Для облегчения сварочного процесса нержавейки или цветных металлов необходим осциллятор.
Этот аппарат может зажигать электрическую дугу без контакта с поверхностью детали и поддерживать горение, необходимое для сварки. Для бытовых нужд необязательно приобретать промышленное изделие, поскольку вполне можно собрать осциллятор своими руками в условиях дома или небольшой мастерской.

Принцип работы осциллятора
При сварках где участвуют цветные металлы обычно применяют аргонодуговые аппараты, в которых вольфрамовые электроды подплавливают края и создают своеобразную ванну. Алюминиевый материал и нержавеющую сталь сшивают, когда источником напряжения и тока является инвертор.
В любых случаях наблюдается одна и та же проблема — первоначальное разжигание дуги. При работе с цветными металлами постукивают электродом по поверхности, в результате чего образуются трещины и следы, которые требуют дальнейшей обработки. Осциллятор — это то, что нужно для аргонной сварки.
Если лист металла тонкий, то при работе на небольших токах дуга постоянно тухнет. Неоднократное и постоянное её возбуждение забирает рабочее время. Для предотвращения подобных ситуаций тоже необходим осциллятор.
Сборка этих приборов может быть разная, но все они необходимы для возбуждения сварочной дуги между электродом и изделием на расстоянии около пяти миллиметров. Осциллятор размещают между источником тока и горелкой с электродом из вольфрама.
Принцип работы заключается в изменении входящего напряжения в высокочастотные короткие импульсы. Эти импульсы суммируются со сварочным током и принимают активное участие в розжиге. Можно собрать такой осциллятор для инвертора своими руками.
Эти устройства могут питаться от переменного или постоянного тока и повышают как значение напряжения, так и частоту электротока. Если на вход прибора подать напряжение 220В с частотой тока в 50 Герц, то на выходе получится напряжение от 2500 до 3000В при частоте от 150 000 до 300 000 Герц. Полученные импульсы имеют продолжительность десятков микросекунд.
Номинальная мощность таких устройств примерно 250–350 Ватт.
Функциональная схема
Технические характеристики каждого прибора зависят от его конструкции и свойств элементов на схеме. Принципиально агрегат состоит из таких элементов:
- Колебательный контур. Он собран из индуктивной катушки и конденсатора. Катушка представляет собой вторичную обмотку трансформатора высокой частоты. Сам контур генерирует необходимые искры.
- Разрядник.
- Катушки дроссельные. Их количество — две единицы.
- Высокочастотный повышающий трансформатор. Он преобразует входные параметры напряжения в высокочастотные колебания.

Прибор также содержит вспомогательные электрические детали, которые отвечают за безопасность использования агрегата. Это защитный конденсатор, предохраняющий работника от поражения электрическим током и предохранитель.
Предохранитель должен срабатывать при коротком замыкании и пробое конденсатора.
Входное напряжение, проходя через обмотки повышающего трансформатора, проходит через колебательный контур и начинает зарядку конденсатора. Затем, после зарядки последнего до необходимой ёмкости, происходит разряд и возникает пробой. Пробой вызывает короткое замыкание колебательного контура, вследствие которого возбуждаются резонансные колебания. Ток высокой частоты, создающий эти колебания, через защитный конденсатор и обмотки катушки доходит до сварочной дуги.
Защитный конденсатор свободно пропускает высокочастотный ток, который отличается также большой величиной напряжения. Но этот блокировочный конденсатор не способен пропускать ток низкой частоты, так как обладает большим сопротивлением. Это свойство мешает пройти низкочастотному току от сварочного прибора и является надежной защитой от короткого замыкания.
Последовательность процесса сварки
Невзирая на некоторые отличия в сборке, использование устройств этого класса проходит по одному сценарию. Можно так представить последовательность работы прибора:
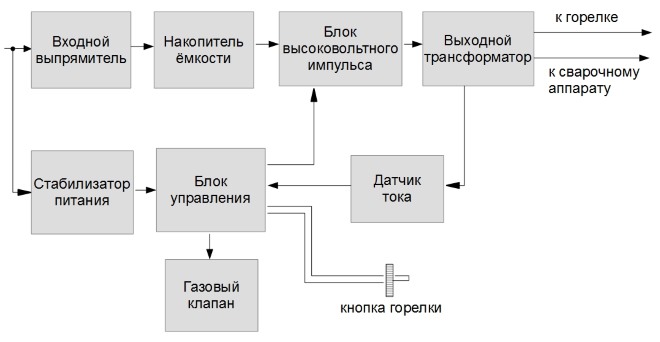
- Сварщик на горелке нажимает кнопку «Пуск».
- Выпрямитель на входе получает напряжение из сети, выпрямляет и отправляет на накопитель.
- Накопительный узел заряжается.
- После срабатывания накопительного конденсатора, освобождается импульс.
- Импульс поступает на высокочастотный трансформатор и преобразовывается в высоковольтный импульс.
- Одновременно срабатывает клапан газа и выходит аргон из аргонно содержащей камеры.
- После короткого разряда тока, дуга зажигается в газовом облаке и начинается процесс сварки.
- Когда начинает работать сварочный ток с силой, превышающей пять ампер, то импульс затухает. Происходит процесс сварки с установленными на аппарате значениями. При потере контакта возникает следующий импульс для возрождения дуги.
- Когда сварка заканчивается, прибор завершает процесс.
При изготовлении аргоновой горелки своими руками, конструкция может быть упрощена и прибор становится полуавтоматом. В этом случае при случайном завершении процесса сварки надо вручную включать бесконтактный поджиг, нажимая кнопку «Пуск».
Виды осцилляторов
Устройства этого типа в зависимости от вида работ, могут быть кратковременного или постоянного действия. Таким образом, осцилляторы делятся на:
- Устройства непрерывной работы.
- Аппараты с импульсным питанием.
При сварке тонких листовых материалов лучше подходит прибор постоянного действия, так как розжиг будет производиться сразу при поднесении к заготовке. В процессе сварки горение будет ровное и все время поддерживаться. В результате получится чистый и аккуратный шов.
Для безопасности рекомендуется последовательное соединение устройства. Если предусмотрено параллельное подключение, то надо установить защиту от напряжения. При выполнении работ с алюминием, которые выполняются исключительно на переменном токе, применяют импульсные аппараты.
Сборка в бытовых условиях
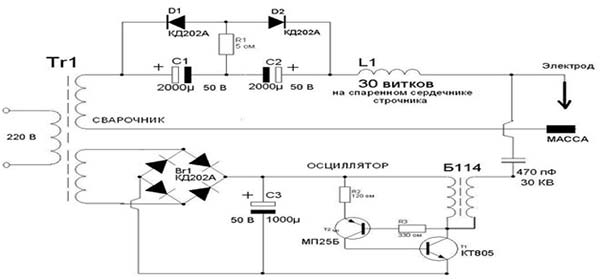
Для сборки прибора аргонной сварки своими руками из инвертора чаще всего используют распространенную и несложную схему.

В этой схеме главным элементом является повышающий трансформатор. Именно он увеличивает величину стандартного напряжения до трёх тысяч вольт. Самым проблемным узлом при сборке этого устройства является разрядник, который вырабатывает сильную искру. Разрядник и катушка индуктивности обеспечивают главное — они генерируют затухающие высокочастотные импульсы, которые зажигают дугу и поддерживают равномерное горение. Катушка и разрядник совместно с блокировочным конденсатором образуют узел колебательного контура.
Самодельные аппараты тоже могут быть выполнены по двум различным схемам. Они могут быть импульсного или непрерывного действия. Приборы, использующие принцип непрерывного действия менее эффективны и в их конструкцию надо обязательно включать блок защиты от напряжения. Импульсные устройства считаются лучше, удобнее и производительнее.
Основной деталью узла управления является кнопка. Она выполняет две функции: включение разрядника и контролирование подачи защитного газа в область сварки. Первичными данными при самостоятельной сборке являются детальные ответы на следующие вопросы:
- Применение для алюминия или нержавейки.
- Вид электрического тока — переменный или постоянный.
- Какое напряжение предусматривается.
- На какую мощность будет рассчитан прибор.
- Какая величина вторичного напряжения.
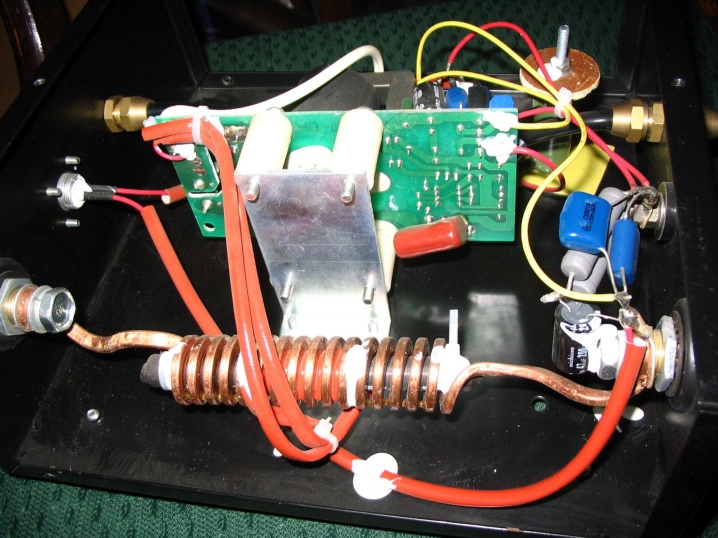
Сборка деталей производится на прямоугольной плате. Слева обычно располагается трансформатор высокой частоты, блок управления и предохранительный узел. В центральной части логично расположить разрядник с конденсатором колебательного контура и блокировочный конденсатор. Последний становится преградой для низкочастотного тока на пути к сварке. Место справа остается для дросселя.
Трансформатор выбирают исходя из потребностей по величине тока во вторичной обмотке. При этом катушку индуктивности лучше сделать сдвоенной. Тогда напряжение и величина тока оказываются более стабильными, а защита аппарата надежнее. Контуры подобны друг другу и состоят из:
- Конденсатора, запас которого по напряжению в первой части должен быть не менее 500В и 5–6 кВ для второй. Емкость первого конденсатора должна составлять не менее 0.3 мФ, а второго до 1 мФ.
- Варистора с напряжением во вторичной обмотке около 90–100 В (для первого каскада) и до 140–150 В во второй линии.
- Катушки индуктивности. Обе катушки имеют ферритовый стержень с намотанной на него медной проволокой сечением около 20 миллиметров квадратных с зазором не менее 0.8 миллиметров. В первом каскаде количество витков от семи, а во втором — меньше. Катушка второго каскада является фильтром и защитой от колебаний тока. Ток различной амплитуды может привести к нестабильному горению.
Для разрядника находят плату с ребрами теплоотвода. Эта плата охлаждает при срабатывании разряда. Электроды из вольфрама иногда заменяют на обычные. Главное, чтобы их диаметр составлял не менее двух миллиметров. Кончики электродов должны быть строго параллельны. При помощи специального винта делают возможной регулировку расстояния между электродами.
Чтобы получить максимальную стабильность, ко второй обмотке второго каскада подключают катушку от любого электрошокера. Для этого в схему устройства приходится подключать аккумулятор напряжением в шесть вольт. Он обеспечивает питание этой катушки.
Наличие аккумулятора не дает забыть, что время от времени всё устройство нужно осматривать и проводить регламентные работы. Первый каскад подключается к инвертору, а второй предназначен для сварочной горелки и заготовки, которую надо сварить. Корпус прибора должен иметь вентиляционные отверстия и быть влагозащищенным.
Правила эксплуатации
Применение осцилляторов несложно, но требует выполнения ряда правил. Тогда работа с прибором становится безопасной, удобной и продуктивной. Правила использования следующие:
- Применение этих устройств разрешено как в помещениях, так и на воздухе.
- В случае обильного снегопада или дождя лучше воздержаться от включения прибора при работе на улице.
- Температурный режим окружающей среды должен быть от -10 до +40 градусов по Цельсию.
- Влажность воздуха не должна быть больше 98%.
- Крайне не рекомендуются работать со сварочным аппаратом в помещениях где сильно накопилась пыль или едкие газы способные повредить металл или изоляцию.
- Обязательно перед включением нужно убедиться в наличии заземления.
- Защитный кожух прибора можно снимать только в выключенном состоянии. Во время сварки кожух должен быть надет.
- На рабочей поверхности разрядника не должно быть следов нагара или грязи. В случае загрязнения нужно вычистить кончики разрядника тонкой наждачной шкуркой.
При сборке осциллятора для инвертора своими руками необходимо также соблюдать правила поведения с электрическими устройствами. Необходимо строго соблюдать основные правила сборки электрических схем и использовать только те детали, которые обладают нужными характеристиками.
Зачем сварщику нужен осциллятор, как он работает
В работе с электродуговой сваркой необходимо обладать определенным навыком. Он потребуется не только при формировании шва, но и уже на начальной стадии, когда происходит процесс розжига дуги. В классическом представлении дуга возникает в результате соприкосновения электрода с поверхностью металла. Чтобы 1 см воздуха стал проводником, необходимо приложить разность потенциалов примерно в 30 тысяч вольт. Естественно, такое напряжение слишком высоко даже для современных инверторов, поэтому единственной возможностью зажечь дугу является соприкосновение с постепенным удалением электрода.

Результат такой манипуляции напрямую зависит от мастерства сварщика, однако даже профессионалы не гарантируют того, что стабильная дуга образуется после первого соприкосновения.
Зачастую сварщик совершает колебательные движения держателем, выполняя при этом постукивания о поверхность детали с целью нарушения слоя окисла. Особенно явно такие сложности возникают при работе с цветными металлами. Если учесть то, что по регламенту сварка цветных металлов ведется малыми токами, то вероятность получить стабильную дугу резко снижается.

Избежать подобных проблем помогает устройство, более известное, как осциллятор для сварки. Он выступает в качестве дополнительного оборудования к источнику питания при ведении аргонодуговой сварки. Для его использования мастер обязан обладать достаточным объемом знаний, начиная от устройства и заканчивая способом подключения.
Принцип действия и назначение
Применение осциллятора позволяет обеспечить бесконтактный розжиг дуги, что существенно облегчает задачу сварщика, а также влияет на стабильность электрической дуги в процессе работы. Хотя мы отметили, что устройство является обособленным элементом, иногда оно интегрировано в сварочный инвертор, то есть, источник питания и осциллятор находятся в одном корпусе. При достаточном объеме знаний в области электроники и электричества возможно изготовление самодельного осциллятора. Именно на этом обычно концентрируют свое внимание читатели, так как экономия денежных средств всегда выглядит привлекательно.

Начнем с того, что сформулируем основную идею работы данного устройства. При работе сварочного инвертора на электроды подается напряжение 220 В. Если сварка ведется переменным током, то его частота составляет 50 Гц. «Поверх» этого напряжения в импульсном режиме подается высокая разность потенциалов и высокая частота. Количество таких импульсов, как правило, невелико. Добавочный высокочастотный ток должен лишь разжечь дугу. На это уходят доли секунды. Для качественно оценки следует подчеркнуть, что амплитуда колебаний напряжения достигает 6 кВ, а частота при этом составляет 500 кГц. Но за счет малой продолжительности импульса мощность электрического тока не превышает 300 Вт.
Среди пользователей возникает лаконичный вопрос: «Может ли осциллятор генерируемым током проводить сварку металлов?». Действительно, это было бы логично, однако низкая мощность не позволяет расплавить металл и присадку, поэтому импульс используется исключительно для пробоя воздушного зазора. В задачи сварщика входит лишь приближение электрода на расстояние примерно 5 мм и нажатие кнопки. В осцилляторах интегрированного типа кнопка локализуется прямо на держателе. Длительность импульса соответствует времени удержания кнопки. Далее сварка проводится в обычном режиме.

Высокочастотный ток протекает через диэлектрик (воздух) после активной ионизации. Практически моментально возникает дуговой разряд. Одновременно ионизированный воздух становится проводником, и основной ток сварочного аппарата течет, образуя электрическую дугу. Если процесс сварки автоматизирован и инвертор обладает микропроцессором, то осциллятор в процессе формирования шва автоматически включается при необходимости, когда возникает тенденция гашения дуги. Примером может служить ситуация с перепадом напряжения или случайного движения руки сварщика в сторону. В результате работы осциллятора можно получить качественный и равномерный шов.
Устройство и работа
Если с назначением осциллятора разобраться не так сложно, то для понимания его работы потребуются некоторые знания в области физики. Первым делом необходимо понимать, что с помощью этого прибора мы получаем дистанционный розжиг дуги и в процессе сварки стабильную дугу, которая статична по отношению к изменяющемуся зазору между электродом и поверхностью металла.

Осциллятор принципиально состоит из нескольких блоков:
- Повышающий трансформатор служит для преобразования амплитуды напряжения.
- Колебательный контур, имеющий классическое строение. Он состоит из конденсатора и катушки индуктивности. В этом контуре возникают высокочастотные колебания.
- Разрядник. Его основной элемент – воздушный зазор, в котором возникает искра.
Естественно, нами не учтены различные датчики, обеспечивающие автономность работы и систему контроля. При реализации интегрированной схемы, когда осциллятор является составной частью аргонодугового инвертора, устройство оснащено клапаном подачи газа. Последний управляется микропроцессором и подает аргон в нужный момент времени. Осциллятор оснащен системой безопасности, обеспечивающей бесперебойную работу электрической цепи, а также сохранность жизни и здоровья самого сварщика. От поражения электрическим током защищает конденсатор. В случае его пробоя в работу вступает плавкий предохранитель, размыкающий цепь при превышении силы тока.

Алгоритм работы осциллятора можно представить в виде последовательности процессов. Рабочее напряжение бытовой сети поступает на первичную обмотку повышающего трансформатора. После преобразования тока на вторичной обмотке индуцируется ЭДС заданной величины (5-6 тысяч вольт). На данный момент частота тока равна промышленной частоте, то есть, 50 Гц. К обмотке вторичной катушки подключен конденсатор колебательного контура. Он начинает заряжаться, но так как собственная частота колебательного контура превышает частоту тока на обмотке, то в контуре возникают колебания. Изначально контур разомкнут, но пробой в разряднике играет роль своеобразного ключа и замыкает цепь. Колебания тока в контуре поступают на электрод.
Одним из примечательных свойств конденсатора является пропускание переменного электрического тока. Емкостное сопротивление с повышением частоты уменьшается. Блокировочный конденсатор является препятствием для низкочастотного тока, которым питается сам инвертор, однако пропускает высокочастотный ток. Таким образом, обеспечивается защита осциллятора от короткого замыкания.
Виды, подключение
По принципу работы устройства делятся на два типа:
- Осцилляторы непрерывного действия.
- Осцилляторы импульсного действия.

При работе осциллятора первого типа сварочный ток суммируется с высокочастотным током высокого напряжения. Зажигание дуги происходит без непосредственного контакта электрода с поверхностью металла. При малом значении силы тока дуга остается стабильной. Исключается разбрызгивание металла и поражение сварщика электрическим разрядом. Такой осциллятор может быть включен в сеть последовательно или параллельно. При последовательном соединении устройство включается в разрыв кабеля электрода. Подобное подключение позволяет использовать осциллятор более эффективным образом. Нет потери энергии на обеспечение защиты от высокого напряжения.
Импульсный осциллятор подключается параллельно и используется преимущественно в тех случаях, когда требуется вести сварочные работы переменным током. Вся сложность заключается в том, что устройство должно реагировать на смену полярности, причем за минимальное время. Поддержать дугу, повысив ее стабильность, может только ток высокой частоты импульсного типа. Если применить при такой сварке аппараты непрерывного действия, то дуга будет получена без особых проблем, однако повторное ее зажигание уже невозможно, то есть осциллятор будет выполнять только одну свою функцию.
Наличие в схеме конденсаторов позволяет сделать более функциональное устройство. Накопленный электрический заряд позволяет производить повторные импульсы и поджигать дугу в процессе формирования шва, если сварщик случайно отклонил электрод на большое расстояние. В схеме устройства без обратной связи не обойтись. Именно управляющая система обеспечивает синхронизированный разряд конденсатора.
Осциллятор для инвертора своими руками — схемы, устройство

Многие начинающие сварщики сталкиваются с проблемой розжига дуги. Опытные мастера так же не прочь облегчить этот процесс. Чтобы сварка всегда начиналась ровно и стабильно, придуман осциллятор. Особенно он полезен при сварке нержавеющей стали или цветных металлов.
Зачем нужен самодельный осциллятор
Осциллятор как генерирующее устройство способен работать на постоянном и переменном токе. Предназначение прибора – возбуждение сварочной дуги без контакта электрода с объектом сварки и стабилизация горения. Вид электрода: вольфрамовый наконечник горелки или стандартный в обмазке — не имеет значения. Эффект достигается трансформацией сетевого тока в частотные импульсы высокого напряжения, с характеристиками параметров:
- Напряжение сети 220 В – напряжение на выходе — 2,5–3 тыс. В;
- Частота тока 50 Гц – частота на выходе — 15–30 тыс Гц;
- Мощность осциллятора – 250–400 Вт.
Электрическая схема осциллятора
Принцип работы самодельного осциллятора, включённого в схему сварочного устройства с долей упрощения:
- Подача сетевого напряжения на сварочное устройство;
- Напряжение проходит обмотки повышающего трансформатора и начинает заряжать конденсатор колебательного контура;
- Конденсатор-накопитель аккумулирует высокочастотное высоковольтное напряжение разряда;
- Параллельно блок управления системой открывает газовый клапан;
- Блок управления высвобождает импульс при наполнении ёмкости конденсатора на разрядник, происходит пробой;
- Колебательный контур закорачивается, возникают резонансные затухающие колебания, идущие на сварочную дугу;
- Предохранитель при пробое конденсатора размыкает электрическую цепь;
- При падении напряжения формируется следующий разряд;
- Дуга вспыхивает в облаке газа в 3–5 мм над деталью;
- При разрыве дистанционного контакта схема управления дублирует импульс поджога дуги.
Функциональная схема осциллятора
Взаимодействие с инвертором
Принцип действия аппаратуры, стабилизирующей работу инвертора, состоит в дополнительной подаче высокого напряжения к электроду. Оно поступает периодически, вместе с основным выходным напряжением самого сварочного агрегата. Напряжение поступает в виде импульсов, имеющих характерную амплитудную модуляцию. Их параметры могут достигать 6 кВ, а частота находится в пределах 150-500 кГц.
Продолжительность сформированных импульсов незначительная, поэтому они отличаются очень маленькой скважностью, вполне достаточной для получения необходимой мощности – до 300 Вт. Их воздействие приводит к образованию кратковременного электрического пробоя между деталью и электродом, повышающего надежность контакта. Осциллятор запускается в тот момент, когда электрод приближается к металлу примерно на 5 мм. Под действием электрических импульсов воздушный промежуток ионизируется, после чего возникает мгновенный разряд.
Управление осциллятором производится специальной кнопкой, удобно расположенной на держателе. Если используется аргоновая сварка, то управляющая кнопка размещается непосредственно на горелке.
Благодаря высокой степени ионизации, электропроводность воздуха существенно повышается. Через этот промежуток происходит мгновенное течение дугового тока, сформированного в инверторе. В результате, сварочная дуга появляется и затем продолжает гореть в рабочем режиме. За счет импульсов этот процесс поддерживается непрерывно и не прекращается даже при случайном увеличении воздушного зазора. Ток, произведенный осциллятором, объединяется с током инвертора, и их совместных усилий вполне хватает для поддержания дуги в любых условиях.
Какие бывают сварочные осцилляторы
Сварочный осциллятор не является основным устройством для проведения сварочных работ. Использовать его самостоятельно не представляется возможным, так как он не обладает большой мощностью, способной расплавлять и соединять металлы. Основная его функция – зажечь дугу без прикосновения электрода к рабочей поверхности, и далее поддерживать ее стабильное состояние.
Такой эффект возможен благодаря генерации прибором высокочастотного высоковольтного напряжения, способного осуществлять пробой воздушного промежутка между электродом и металлом. По мостику этого пробоя уже начинает течь основной сварной ток. Различают такие типы сварочных осцилляторов:
- Аппарат с непрерывным режимом действия;
- Аппарат с питанием импульсным режимом;
- Аппарат с накопительными конденсаторами.
Схема сварочного осциллятора
Осциллятор непрерывного действия
Прибор такого типа выдает ток, частота которого доходит до 250 кГц, и амплитуда напряжения может достигать 6 киловольт. Это электричество дополнительно накладывается на основной ток сварки, дуга мгновенно зажигается на расстоянии от заготовки и держится стабильно при любых амплитудных значениях силы основного тока за счет высокой частоты. Ток сварочного осциллятора не представляет реальной угрозы для оператора, так как мощностью обладает небольшой.
Схема включения прибора в общую сеть со сварочным аппаратом может быть выполнена параллельно и последовательно. Последовательное включение более целесообразно. Здесь не нужно применять дополнительную защиту устройства по высокому напряжению.
Осциллятор импульсный
Конструкция осциллятора этого типа удобна в использовании, если сварка осуществляется током переменного значения. Оборудование способно удержать дугу в момент перехода полярности электричества, что наблюдается постоянно. Схема осциллятора непрерывного действия в этом смысле проигрывает. Импульсный прибор также без физического контакта зажигает дугу в первоначальный момент времени.
Осциллятор с накопительными конденсаторами
Прибор, в схеме которого имеются накопительные конденсаторы, работает по режиму заряд-разряд. Для насыщения конденсаторов используется специальный зарядный модуль. В первоначальный момент времени заряженные конденсаторы отдают энергию дуге и, отключаясь от схемы разряда, соединяются с зарядным модулем. При угрозе срыва дуги синхронизирующий модуль вновь переключает разрядники на рабочую линию сварочного аппарата.
Сварочный осциллятор своими руками
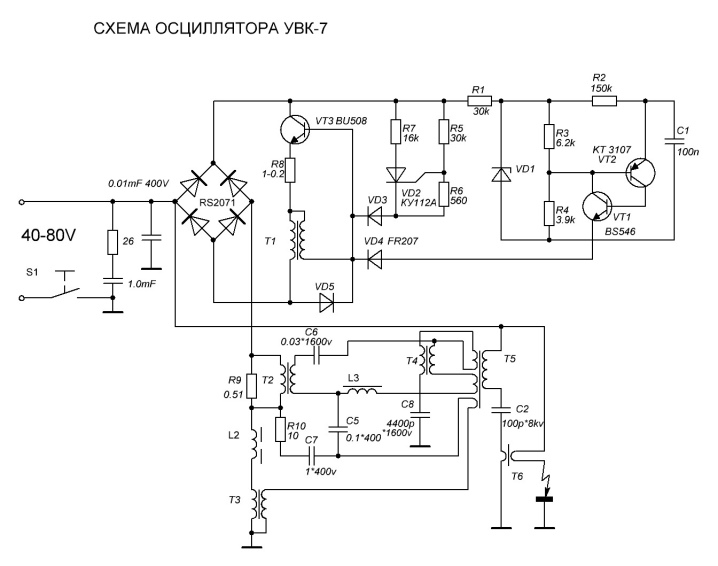
Промышленных конструкций сварочных осцилляторов немало. Например, модель УВК-7, используемая для питания сварочных аппаратов постоянного и переменного тока. Недостаток такого устройства в том, что оно непригодно для инвертора, поскольку требует питания не более 80 В против 220 В, от которого работают сварочные инверторы.
Модель ОССД-300 рассчитывается на напряжение холостого хода не ниже 60 В и обязательно потребует балластного реостата, что поднимает планку требований к мощности сварочного аппарата. Подобные ограничения действуют и в отношении популярного осциллятора ОП-240 «Огниво».

Исходными данными для изготовления осциллятора своими руками являются:
- Назначение (для алюминия или нержавеющей стали).
- Род используемого тока – переменный, постоянный и его напряжение.
- Потребляемая мощность – обычно не более 200…250 Вт, в противном случае стоимость компонентов схемы резко возрастёт.
- Вторичное напряжение, которое должно быть не ниже 2500 В, иначе изготовление самодельного осциллятора себя не окупит.
Работу легче начинать, располагая сварочным преобразователем: в этом случае осциллятор можно делать не импульсно, а непрерывно действующим, и подключать к сварочной сети по более простой последовательной схеме. Наконец, при высокой частоте тока поджиг дуги произойдёт без контакта электрода со свариваемой поверхностью, а устойчивое горение дуги гарантируется даже при сравнительно небольших значениях силы тока.
Компоновку осциллятора на прямоугольной плате лучше выполнять следующим образом. Слева размещается высокочастотный трансформатор, предохранители и цепь управления, справа — дроссель, в центре – разрядник, конденсатор колебательного контура и блокировочный конденсатор, который будет отсекать ток низкой частоты от сварочной цепи.
Трансформатор подбирается по его требуемым характеристикам тока во вторичной обмотке. Катушку индуктивности надёжнее собрать сдвоенной: при последовательном соединении двух колебательных контуров подача тока и напряжения оказывается более стабильной, а защита осциллятора от выхода из строя – более надёжной. Обе части контуров – одинаковы, и состоят из:
- конденсатора, рассчитанного на менее, чем на двукратный запас по напряжению (не менее 450…500 В для первой части и хотя бы 4 кВ – для второй) при ёмкости от 0,3 мФ (во втором каскаде может быть до 1 мФ);
- варистора напряжением не менее того, которое требуется для напряжения на вторичной обмотке – 90…100 В (во втором каскаде может быть до 140…150 В);
- катушки индуктивности, представляющей собой ферритовый стержень, на который с зазором не менее 0,8 мм наматывается проволока сечением 15…20 мм2. Число витков на первом каскаде должно быть не менее 7, во втором – меньше Вторая катушка служит своего рода фильтром от возможных колебаний тока большей амплитуды, которые могут привести к нестабильному горению дуги;

Для изготовления разрядника подбирается плата с рёбрами жёсткости, которая должна понижать температуру при срабатывании. В качестве вольфрамовых электродов можно воспользоваться сварочными, с диаметром не менее 2 мм. Торцы электродов предварительно торцуют, чтобы они были строго параллельны. Обязательно предусматривается регулировка зазора при помощи винта.
Во вторичную обмотку второго каскада для повышения стабильности работы подключается катушка от любого электрошокера. Правда, для питания этой катушки требуется напряжение 6В, которое можно получить только от аккумулятора, но это даже и лучше: всё равно самодельный осциллятор время от времени необходимо подвергать регламентному обслуживанию.
Первый каскад подключают к зажимам сварочного инвертора, а второй – к свариваемой детали и сварочной горелке. Осциллятор следует собрать во влагозащищённом корпусе, который снабжается вентиляционными отверстиями.

Правила эксплуатации осцилляторов
Применение осциллятора для сварки алюминия, других цветных металлов или нержавеющей стали требует соблюдения ряда несложных правил, которые сделают работу с таким устройством комфортной и безопасной.
- Использовать осцилляторы можно как в помещениях, так и вне их.
- Не рекомендуется применение сварочных осцилляторов на открытом воздухе, если на улице идет дождь или снег.
- Работать с такими устройствами разрешается при температуре окружающего воздуха от –10 до +40 градусов Цельсия.
- Использовать осцилляторы допустимо при уровне влажности окружающего воздуха, не превышающей 98%.
- Атмосферное давление, при котором можно использовать такие устройства, должно находиться в интервале 85–106 килопаскалей.
- Не рекомендуется использовать такое устройство в помещениях, атмосфера которых сильно загрязнена пылью, едкими парами и газами, которые могут разрушить изоляцию и металл.
- Начинать работу со сварочным осциллятором можно лишь в том случае, если он надежно заземлен.
- Перед началом работы всегда следует проверять, правильно ли устройство подключено в сварочную цепь и исправны ли его контакты.
- Кожух осциллятора в процессе выполнения сварочных работ всегда должен быть надет на него, снимать его можно только тогда, когда устройство отключено от электрической сети.
- Рабочая поверхность разрядника должна всегда содержаться в чистоте, на ней не должно быть следов нагара. В случае появления нагара от него необходимо избавиться с помощью шлифовальной шкурки.
Такое устройство, которое поможет вам выполнять сварку цветных металлов и нержавейки, можно не только купить, но и сделать своими руками.
Использование осциллятора при сваривании металлов, его характеристики и применение

Когда у мастеров возникает потребность в том, чтобы сварить стыки которые не идеальны имеют коррозии наплывы или например большие стальные сооружения, при этом используют электроды, что имеют оболочку и аппарат с постоянным током.
Ещё в обиходе существуют вольфрамовые электроды, например для сварки стали, которая не подвержена процессу ржавления.
Но наибольшее количество вопросов возникает с тем, как сделать так, чтобы ваша дуга была стабильной, на это уже никак не влияет вид электрода.
Для решения этой извечной проблемы для сварщиков придуман осциллятор, вы просто должны подключить его ко всем остальным элементам цепочки, можно приступать к комфортной бесперебойной роботе.
Наша статья расскажет вам, как работает этот прибор подключенный в цепь сварочного аппарата, все его характеристики, краткие рекомендации по использованию.
- Вводная часть
- Организация
- Главное про работу осциллятора
- Особые характеристики
- Использование
- Итог
Вводная часть
Как создать ток достаточной силы, когда мы свариваем такие виды металлов, как алюминий и другие- для этого предназначен осциллятор. Именно высокое напряжение тока позволяет электроду хорошо соединяться с видами металлов.
Но все начинается с типичного сварочного аппарата, и держателя электродов, тогда в эту цепочку можно прибавить осциллятор. Он должен быть расположен между держателем для электродов и самим аппаратом для сварки.
Самые популярные модели это ОССД300, ОСССД400 так же ОП400, ОП240.
Общей принцип роботы таких приспособлений в том, что прибор создает импульс электричества, который в свою очередь разжигает сварочную дугу. После того как дуга сформирована импульс прекращается.
В такие условиях совершенно не нужно что бы металл и сам электрод соприкасались. Такой импульс подобен к не большой молнии, что появилась между металлов и электродом. Что ещё очень приятно то, так это то что осциллятор можно соорудить самостоятельно.
Организация

Самый стандартный вид осциллятора, что представлен на полках магазинов, это такое себе приспособление из конденсаторов, что сохраняют энергию и выпрямителя.
Также в комплект входит блок питании, самостоятельного узла, который ответственный за образование импульса электричества с разрядником, и колебательным контуром, так же в это входит панель управления, и датчики, что показывают повышение падение в трансформаторе.
Главное про работу осциллятора

Задача такого аппарата не только в том что он образует импульс тока, но также он меняет напряжение, что входит, напряжение становится выше а за ним повышаться и вольты.
На это идут считаные микросекунды и получаете результат. Поговорим более углубленно о том как же, все таки он работает. Начинается все с того, что нужно пустить в роботу всю систему для этого есть кнопка сварочной горелки.
Тогда в силу входит выпрямитель, он делает ток равномерным, тогда весь ток меняет направление на общее для все. Далее конденсаторы собирают этот ток.
Далее ток освобождается в отправляется в колебательный контур. На этом этапе вольты поднимаются. Но возможно и такое развитие событий, когда открывается клапан газа, если вы выполняете сварку с помощью аргона.
Снова же появляется импульс, который так погож на маленькую молнию. Он объединяет электрод и металл далее происходит процес сварки. НО не забудьте перед тем прикрепить кабель массы к поверхности.
Настройка закончена. Ваш аппарат полностью подключен в цепь, готов к сварочной работе. А постоянную дугу вам гарантирует осциллятор моделей (ОССД300, ОП240 или же ОП400).
Особые характеристики
Среди осцилляторов для сварки также существует небольшой специализированный ассортимент, так что можно найти его для разнородных задач. Но конечно есть в них много общего, родовые особенности так сказать.
Начнем каждый осциллятор может перерабатывать ток до 5000 Ват и увеличивать частоту до 500 кГц.
Но все они различаются определёнными особенностями, есть специальные осцилляторы для роботы с алюминием или иными металлами, которым необходима непрерывная работа.
Именно эта его характеристика гарантирует стабильность. НА данный момент это самый популярный тип, его доля в магазинах наибольшая, он максимально универсален, практичен.
Но такой вид осциллятора может быть не безопасен для вас, если вы новичок и не правильно его подключите в общую систему, если подключить его без определенной последовательности, то возникнет скачет напряжения.
Помните, что ваша жизнь самое дорогое что вы имеет, так что лучше потратите лишние 2 минуты на правильное подключение.
Такой аппарат позволяет безпроблемно делать стабильную дугу даже при небольшом значении тока.
Чаще всего осцилляторы приспосабливают на сварочное оснащение или к трансформатору, если предстоит робота с покрытыми электродами.
Ещё существуют приборы для бесконтактного производства дуги, его применение распространено при работе с аргоновыми аппаратами. Их конструкция немного другая, у их присутствует газовый клапан.
Самый часто применяемый материал при таком виде сварки — это вольфрамовые электроды, их нельзя использовать не без контактно, потому что от легких ударов о метал они начинают тупиться.
Это значительно снижает качество шва, он может получиться не красивым, кривым, а дуга будет постоянно тухнуть.
Конечно всегда можно взять подточить электрод и он снова будет острым, но делать это рутинно не хочет никто, так что лучший выбор при таком виде сварки-это осциллятор.
Использование

Всем нам знакомо как ты безрезультатно стукаешь электродом по той злосчастной калитке, а результат мягко говоря не идеален, это типичное поведение новичков, которые пытаются разжечь дугу в такой насильнический метод, а это часто занимает много времени, сил.
Достаточно себя мучить, осциллятор специально придуман для того, чтобы сварочная дуга всегда была стабильной, хорошо сваривала цветные металлы.
У вас с легкостью получаться аккуратны прочные стыки, даже на поверхностях алюминиевых или же фрагментах из нержавейки.
Также осциллятор позволит вам комфортно заняться плазменной резкой. Он идеально подходит при сваривании сложных зон и истонченным металлом.
Просто не включайте очень сильный ток и подключите осциллятор, результат должен выйти не плохой. Дуга будет стабильна даже при маленькой мощности, а это очень полезно когда нужно сварить длинный участок, особенно на видном месте
Осциллятор моделей (ОССД300 или же ОП240) упростит процесс сварки в разы, сделает его дешевле, быстрее. Ваша сварочная дуга не будет прерываться, и гаснуть за секунды, когда вы ещё даже ничего толком не успели сделать.
Ведь это самая большая и неприятная проблема при роботе со сваркой, дуга постоянно тухнет и работа которую ты планировал сделать за пол часа растягивается на часы.
Также значительно принижается качество сварочного шва, возникают наплывы или просто не проваренные участки, которые не продержаться долгое время. Настоящие мастера даже научились делать такой прибор самостоятельно, но это точно не для новичков.
Попробуйте в эксплуатации осциллятор и поделитесь с нами своим опытом и особенностями работы. Пишите комментарии, делитесь статей. Всем успехов!
Что такое осциллятор
Когда требуется заварить трещину или собрать конструкцию из высоколегированной стали, используют покрытые электроды с соответствующим составом и источник постоянного тока. Хорошо поддается сварке нержавеющая сталь и вольфрамовым электродом. Для соединения деталей из алюминия используют те же средства, только на переменном токе. Но в каждом случае возникает сложность — розжиг дуги. Такие металлы покрыты оксидной пленкой, мешающей установлению контакта между поверхностью и электродом. Для решения этой проблемы в схему оборудования добавляют осциллятор. Он способствует быстрому возбуждению сварочной дуги и поддерживает ее горение. Что такое осциллятор в деталях? Какие встречаются разновидности таких аппаратов, и по какому принципу они работают?

Что это такое
Осциллятор для сварки — это генератор, используемый для выработки тока высокой частоты, который связывает конец электрода и свариваемую поверхность без физического контакта. Устанавливается такое оборудование между сварочным аппаратом и держателем. Существуют отдельные устройства и входящие в корпус самого сварочника. Подобные аппараты могут работать по двум схемам:
- Создавать кратковременный импульс, способствующий возбуждению дуги, не прикасаясь к изделию. Визуально, это выглядит как небольшая «молния», посылаемая с конца электрода на свариваемую поверхность. При достижении последней, и наличии предварительно подсоединенной массы на изделие, устанавливается контакт и становится возможно ведение шва. Сам импульс после розжига дуги затухает.
- Поддерживать постоянное напряжение с высоким показателем V , которое накладывается на сварочный ток. Это позволяет одновременно вести сварку и сохранять стабильность горения дуги.
Применение осцилляторов
Осцилляторы для сварки, благодаря своим свойствам, широко используются в оборудовании для работы с цветными металлами. Когда требуется наложить шов на нержавейку, алюминий, или медь, то применение осциллятора позволяет быстро возбудить дугу и начать сварку, вместо утомительного постукивания и чирканья об изделие электродом.
Использовать это устройство удобно и для точного начала ведения шва. Сварщик устанавливает конец вольфрамовой иглы на ближний край соединения, опускает маску, и нажатием кнопки возбуждает дугу. Это значительно снижает последующую обработку изделия от следов касания электрода. Внедряют их и на аппараты по плазменной резке, позволяющие быстро приступить к процессу разделывания материала.
Осциллятор сварочный применяется еще и для работы с тонкими листами металлов. Как правило, ток инвертора в таких случаях выставляется на низких значениях, и малейшее удаление конца электрода из сварочной ванны ведет к прерыванию дуги. Внедрение в схему осциллятора позволяет стабилизировать электросварку в работе на малых токах.
Устройство осциллятора
Подобные аппараты интегрируются в цепь оборудования всегда между трансформатором или выпрямителем и сварочным держателем для электродов. Вследствие чего обеспечивается установление контакта и стабилизация работы. Большинство осцилляторов имеют похожее строение и включают в себя следующие узлы:
- выпрямитель напряжения;
- блок накопителя заряда из конденсаторов;
- источник питания;
- узел для формирования импульса, с колебательным контуром и разрядником;
- блок управления;
- газовый клапан (в аргоновых установках);
- повышающий трансформатор;
- датчик напряжения.
Принцип работы
Главная задача устройства для генерирования импульса — модернизировать входящее напряжение, повысив его частоту и показатель V, и уменьшив его длительность до интервала менее секунды. Работает эта схема следующим образом:
- На горелке нажимается кнопка и запускается электрическая цепь.
- Выпрямитель на входе выравнивает ток и делает его однонаправленным.
- Конденсаторы накапливают в себе напряжение для разряда.
- При высвобождении тока он поступает на колебательный контур, состоящий из обмоток трансформатора. Там же повышается значение V.
- Схема управления руководит высвобождением импульса.
- Параллельно с этим открывается газовый клапан.
- Импульс производит разряд, связывающий по воздуху конец электрода и изделие. Для этого на последнее должен быть подсоединен кабель массы.
- После прохождения по цепи сварочного тока, высокочастотный импульс прекращается. Шов ведется на установленных ранее настойках сварочного аппарата.
- Когда горение дуги окончено, осциллятор обеспечивает продувку аргоном горелки еще в течение 4 секунд. Это остужает вольфрамовый электрод и последний участок шва.
Разновидности
Осциллятор может применять по-разному, в зависимости от его типа и вида выполняемых сварочных работ. Общими параметрами всех устройств является преобразование тока до 3000-5000 В, и повышение частоты колебания до 150-500 кГц. Различие же заключается во временном показателе высокочастотного тока.
Модели с непрерывным действием применяются для поддержания и стабилизации сварочной дуги. Их подключение должно быть последовательным, чтобы защитить сварщика от высокого напряжения, которое постоянно присутствует в цепи. Такие осцилляторы накладывают высокочастотный ток поверх сварочного, что помогает производить беспрепятственный розжиг и вести сварку на малых токах. Чаще всего эти модели устанавливают на инверторы или трансформаторы для работы с покрытыми электродами.
Второй тип осцилляторов применяется лишь для бесконтактного поджига дуги. Обычно это используется в аргоновых аппаратах. Вольфрамовый электрод быстро затупляется при чирке об изделие. Это сказывается на качестве шва, который становится толще, и на свойствах дуги, чье действие рассеивается. Постоянная заточка конца иглы тормозит рабочий процесс. Внедрение в схему осциллятора с кратковременным импульсом позволяет возбуждать дугу без непосредственного контакта с поверхностью. Количество заточек электрода зависит лишь от аккуратности сварщика во время ведения шва.
Использование осцилляторов значительно оптимизирует сварочный процесс и экономит дорогостоящие расходные материалы. Выбрав аппарат в зависимости от типа намеченных работ, можно облегчить ее выполнение и повысить качество.
Применение осциллятора для сварки
При необходимости заварить швы с дефектами или сварить металлоконструкции из стали сварщики используют электроды с покрытием и инвертор, выдающий постоянный ток. Также в сварке нержавеющей стали часто применяются вольфрамовые электроды. Вне зависимости от выбранного электрода или модели сварочника часто возникает проблема правильного и быстрого розжига дуги. Чтобы решить эту проблему достаточно подключить в цепочку оборудования сварочный осциллятор.

В этой статье мы расскажем, что такое осциллятор в сочетании с остальным сварочным оборудованием, каков принцип действия и как применять его в своей работе.
Общая информация
Сварочный осциллятор для сварки алюминия или любого другого металла — это прибор, генерирующий ток высокой частоты. Благодаря этому току электрод лучше взаимодействует с поверхностью металла. Чтобы использовать осциллятор нужен сварочный аппарат и держатель электродов. В данном случае осциллятор устанавливается между ними. Наиболее известные модели осцилляторов: ОССД 300 и ОССД 400, ОП 240, ОП 400.

В целом, такие приборы работают по следующему принципу: осциллятор генерирует кратковременный электрический импульс, зажигая дугу. Импульс исчезает сразу после розжига дуги. При этом нет необходимости в физическом контакте электрода и поверхности металла. Со стороны этот импульс выглядит, как маленький разряд молнии между концом электрода и свариваемой поверхностью. Кстати, осциллятор можно сделать своими руками.
Устройство
Большинство осцилляторов, представленных в магазинах, имеют схожее строение и состоят из выпрямителя, конденсаторов (накапливающих заряд), источника питания, отдельного узла (отвечающего за генерирование электрического импульса) с колебательным контуром и разрядником, блока управления, датчика напряжения и повышающего трансформатора. В моделях для работы с аргоном также есть газовый клапан.
Принцип работы
Прибор не просто генерирует электрический импульс, он изменяет входящее напряжение, повышая его частоту и вольтаж. Весь этот процесс занимает секунду. Давайте подробнее остановимся на принципе работы осциллятора.

Сначала запускается электрическая цепь путем нажатия на кнопку горелки. Выпрямитель выравнивает поступающий ток, переводя его в однонаправленное состояние. Затем ток накапливается в конденсаторах. Впоследствии ток высвобождается и попадает в колебательный контур. Именно здесь повышается вольтаж. Если прибор предназначен для сварки аргоном, то одновременно открывается газовый клапан.
Образуется тот самый импульс, с виду напоминающий молнию. Он связывает конец электрода и поверхность свариваемого металла. К металлу предварительно подсоединяют кабель массы. Вот и все! Сварочный аппарат, включенный в эту цепь, позволяет сварить детали. А осциллятор сварочный (например, модель ОССД 300 или ОП 240, ОП 400) обеспечивает стабильное горение дуги.
Особенности
Существует несколько типов осцилляторов и все они применяются для конкретных задач. Но мы начнем с характеристик, которые объединяют все типы осцилляторов. Итак, все приборы способны преобразовывать ток до 5000В и повышать частоту до 500 кГц.
Теперь о различиях. Существует осциллятор для сварки алюминия или любого другого металла, который работает непрерывно. Благодаря непрерывному действию обеспечивается стабильное горение дуги. К этому типу относится большинство современных приборов, продающихся в магазине. Такой осциллятор следует подключать последовательно, чтобы избежать повышенного напряжения, из-за которого вы можете пострадать. Не забывайте соблюдать технику безопасности на рабочем месте. С помощью таких приборов можно вести сварку с использованием малого значения тока и легко разжигать дугу. Зачастую такой осциллятор устанавливают на сварочный инвертор или трансформатор, для работы с электродами с покрытием.

Также есть осцилляторы для бесконтактного возбуждения дуги при сварке с использованием аргоновых аппаратов. Они отличаются тем, что имеют газовый клапан. Обычно сварку аргоном производят с помощью вольфрамовых электродов, которые могут часто тупиться при поджиге методом постукивания. Из-за этого шов получается неаккуратным и неровным, а дуга горит нестабильно. Вы, конечно, можете постоянно затачивать электрод, но мы все же рекомендуем использовать осциллятор.
Применение
Начинающие сварщики часто пытаются зажечь сварочную дугу методом постукивания или чирканья, даже если это требует массу времени и сил. Упростите себе задачу, ведь осциллятор сварочный специально разработан, чтобы без труда возбудить дугу и сварить цветные металлы. Вы без труда сделаете качественный и прочный шов на деталях из нержавеющей стали или алюминия. Также осцилляторы устанавливают на сварочный аппарат, предназначенный для плазменной резки.
Также прибор можно применять при сварке тонких металлов. Достаточно установить минимальное значение тока в инверторе и включить в цепь осциллятор. Дуга не будет прерываться даже на крайне маленьких значениях тока, что особенно удобно при сварке непрерывных длинных швов.
Вместо заключения
Сварка с осциллятором (например, с моделью ОССД 300 или ОП 240) упрощает и ускоряет сварочные работы, экономя расходники. Не нужно беспокоиться о стабильности горения дуги и о том, как быстро зажечь ее. Особые умельцы могут сделать осциллятор своими руками. Испробуйте осциллятор сварочный и поделитесь своим опытом в комментариях к нашей статье. Желаем удачи!
Принцип работы сварочного осциллятора
Сварочный осциллятор создает дугу и обеспечивает необходимые для поддержания стабильного процесса горения условия. Осциллятор – генератор для сварки типа автомат, производящий токовые импульсы на максимальных частотах и связывающий концевые части электродных элементов со свариваемыми рабочими поверхностями. Прямой механический контакт отсутствует.

Устанавливается между устройством-держателем и установкой для сварки. Есть отдельно стоящие модели и интегрированные – такие, которые сразу заключены в корпус основного агрегата.
2 схемы работы
- Создание кратковременного импульса, который возбуждает дуговой импульс без прямого контактирования с изделием. Визуально процесс похож на создание маленькой молнии – она посылается с конца одного электрода к рабочей детали. По мере достижения «молнией» поверхности и при условии наличия нужной массы (она подсоединяется заранее) будет установлено взаимодействие, станет возможным создание шва. Импульсная дуга затухает сама естественным образом.
- Поддержание постоянных параметров напряжения с высоким значением V, которое в процессе проведения работ на ток сварки накладывается. За счет этого процесс дугового горения будет стабильным.
Оба варианта простые, понятные, легко реализуемые, что объясняет популярность данного оборудования.
Где применяют аппараты
Осцилляторы широко применяются в обработке цветных металлов. Если нужно сделать крепкий аккуратный шов, осциллятор позволит решить задачу максимально быстро – возбудив дугу-молнию и запустив сварочный процесс. Это намного проще и эффективнее, чем чиркать по изделию электродом.
Незаменим осциллятор тогда, когда нужно провести точный шов. Мастер крепит конец железной иглы на ближайшую краевую часть соединения, опускает маску на лицо, потом нажимает кнопку, и появляется дуга. Это в разы уменьшает сложность обработки изделий в целях удаления следов касаний электродных элементов.
Сварочный осциллятор применяют также для обработки тонких листов из разных сплавов. Инверторный ток в них выставляется на минимальных отметках, незначительные корректировки электродных концов из сварочных ванн чреваты сбоями, пробелами в дуге. Осциллятор позволяет стабилизировать процессы низкотоковой электросварки.

Принцип действия
Все установки категории интегрируют внутрь цепи оборудования на участке между выпрямительным элементом, трансформаторной станцией и сварочным электродным держателем. В результате создается контакт, работа установок стабилизируется. Большинство установок имеют аналогичную конструкцию из:
- выпрямителя;
- рабочих блоков;
- источника питания;
- основного рабочего узла;
- клапанов;
- трансформаторных устройств;
- датчика напряжения.
Основная задача устройства, генерирующего импульсы, – модернизация показателей входящего напряжения, повышение V, частоты, снижение длительности импульсной вспышки до секундного интервала.
Особенности реализации схемы:
- Выполняют пуск (нажимают соответствующую кнопку).
- Выпрямляющий прибор стабилизирует силу входного тока, придает ему однонаправленность.
- Конденсаторные рабочие части копят разрядное напряжение.
- При освобождении ток идет на контур колебательных движений (его основную часть составляют трансформаторные обмотки), возрастает сила V.
- Импульс высвобождается, открывается клапан подачи газа.
- Импульсная сила запускает разряд.
- По мере прохождения токового заряда внутри цепи импульс приостанавливается. Шовное соединение будет создаваться на стойках.
После затухания дуги осциллятор продувает горелки аргоновой газовой массой еще несколько секунд. После остывания шва работы можно считать завершенными.

Разновидности установок
Осцилляторы можно применять в разных целях – с учетом типа и особенностей выполняемых работ. Единая для всех установок характеристика – преобразование токового импульса до значений максимально до 500 кГц.
Осцилляторы отличаются временными характеристиками высокочастотных импульсов.
Модель непрерывного цикла поддерживают горение дуги. Подключение нужно делать последовательным – это защитит мастера от негативного влияния высоких показателей напряжений, присутствующих внутри электроцепи. Установки накладывают высокие частотные токи поверх сварочных, розжиг происходит быстро и без препятствий, сварку можно проводить на минимальных токах. Установками оснащают инверторы, трансформаторы.
Второй вид осцилляторных аппаратов используют в ходе бесконтактных дуговых поджигов. Данный принцип активно задействуется в аргоновых установках. Электродный элемент из вольфрама будет быстро затупляться в ходе чирканья, что снизит качество шва, увеличит его толщину, начнет рассеивать дугу. Регулярные затачивания кончика иглы возможны, но они замедляют рабочий процесс. Введение в схему осцилляторной установки с импульсом кратковременного типа даст возможность возбуждать дугу, избежав контакта с рабочей поверхностью.
Эксплуатация
Процесс применения аппарата для сварки сложностей не представляет, но требует следования инструкции.
- Ограничений в плане условий среды нет – аппараты эксплуатируют на улице и в помещениях. Но если на открытом воздухе неблагоприятные климатические условия (особенно осадки), выполнять работы с применением оборудования нежелательно.
- Температурный диапазон применения – 10-40 градусов, предельная влажность – до 98%.
- Давление атмосфер должно быть в районе 85-06 КПск, отклонения крайне нежелательны.
- Эксплуатация аппаратов в сильно запыленных помещениях чревата преждевременным выходом из строя. Вредны едкие газовые и прочие пары – они разрушают металлические сплавы, изоляционную обмотку.
- Начинать выполнять работы можно только при наличии надежного заземления.
- Всегда до начала выполнения операций проверяют корректность подключения устройства к цепи, исправность его контактов.
- Кожух осциллятора обязательно надевают на прибор, снимают только после отключения от цепи.
- Поверхность разрядника нужно содержать в чистоте, нагар своевременно удалять. Если он появится снова, можно выполнить обработку с применением шкурки для шлифовки.
При желании агрегат можно соорудить самостоятельно. Для человека с базовыми навыками задача особых сложностей не представляет.

Как сделать сварочный осциллятор
Сделать осциллятор своими руками не так то трудно. Аппарат должен быстро зажигать дугу без контактирования электрода с поверхностями деталей, которые соединяются и поддерживать стабильное качество горения.
Проще всего будет сделать аппарат для сварки алюминиевых изделий.
Для осцилляторов домашнего производства чаще всего применяют следующую схему. Главным ее компонентом будет трансформаторный элемент, отвечающий за наращивание напряжения со стандартной отметки в 220 В до 3000 В. Сложность состоит в создании хорошего разрядника – приспособления, пропускающего искровые разряды высоких мощностей.
Следующим важным рабочим компонентом бытового самодельного осциллятора является контур колебательных движений с блокировочным конденсаторным блоком. Он с катушкой-индуктором, разрядником обеспечивает поддержание непрерывного течения генерации затухающих высокочастотных импульсов. Они упрощают процесс дугового розжига, отвечают за стабильность процесса.
Самодельные аппараты делятся на импульсные и непрерывной подачи тока. Импульсные модели более практичные и комфортные в эксплуатации, гарантируют стабильное горение дуги.
Важные нюансы самостоятельной сборки
До начала работ по изготовлению сварочного осциллятора нужно досконально разобраться в схеме функционирования, подобрать компоненты – начиная с высоковольтной трансформаторной установки.
Сразу предусмотрите кнопку управления – в ее состав входит разрядник, отвечающий за подачу защитных газовых масс к месту создания сварочного шва. Высокочастотные импульсные токи, необходимые для осуществления процесса сварки, производят разрядник с трансформаторной установкой. Выходные компоненты прибора – пара рабочих контактов (с минусом и плюсом). Положительный контакт, поступающий от трансформатора, подается на горелку аппарата для сварки, второй направлен к деталям, которые свариваются.
Для создания аппарата будет достаточно минимальных познаний по вопросам электротехники и сборки соответствующих устройств.

Возможные схемы сборки
Аппарат должен повышать показатели напряжения, которое поступает. Колебания частот могут находиться в диапазоне 150-500 кГц.
Схема сборки может включать разные компоненты. Стандартный набор:
- выпрямитель;
- источник (стабилизатор);
- зарядник с накопителем;
- блок для программирования, управления;
- формирователь импульса;
- трансформаторная станция;
- определитель силы тока;
- клапан (газ).
Осциллятор устанавливают в цепь за обычным трансформаторным, инверторным узлом, перед рукавом с идущим к горелке либо держателю электрода кабелем. Отдельные системные блоки можно собрать из купленных деталей, другие сделать с нуля. Так контур колебаний, который функционирует как генератор искр, можно собрать из конденсаторов, в качестве катушки индуктивности подойдет высокочастотная трансформаторная обмотка. Следует обязательно предусмотреть предохранитель, который предотвратит замыкания, заземление.

Подготовка составляющих
Начинать изготовление бытового осциллятора для сварочных работ нужно с повышающего трансформатора. Он отвечает за повышение напряжения. Площадь, сечение, количество витых деталей выбирают по электротехническим справочным нормам. Нужно ориентироваться на необходимость корректировки показателей до 3000-6000 В.
Колебательный рабочий контур создают из индуктивных катушек, приматываемых кабелем к сердечнику из феррита. Хватит одного витка провода на первичку и пяти для вторички. В контур устанавливают блокировочный конденсатор и разрядное устройство.
Внутри разрядника протекают процессы генерации и высвобождаются затухающие импульсы. Этот узел получают из пары вертикально расположенных медных стержней. К стержням фиксируются прутки из вольфрама – они передают ток. Желательно заливать медные металлические стойки составом с диэлектрическими свойствами, который самостоятельно затвердевает. Предварительно к стойкам проводят контактные провода.
Можно собрать осциллятор с катушкой зажигания – после нее в схему устанавливают диод ВВ, конденсатор, только потом подсоединенный к первичной трансформаторной обмотке разрядник.
Накопительный конденсатор покупайте отдельно или достаньте из старого телевизора. Клапаны подачи газа для монтажа на выходе в продаже есть, так что можно выбрать любое устраивающее в плане соотношения цены и качества решение.
Заключение
Домашний сварочный аппарат в разы упростит работу с нержавейкой, алюминием, процесс разрезания заготовок металла с задействованием плазмотрона. И самодельные, и покупные осцилляторы делятся на модели переменного либо постоянного импульсного тока. Устройства простые и понятные в использовании, надежные, долговечные, но требуют строгого соблюдения правил эксплуатации.
Сварочный осциллятор. Стабилизация горения сварочной дуги

 В быту часто приходится производить сварку изделий из цветных металлов, в частности, алюминия и его сплавов. При этом надлежащее качество сварки может обеспечить только стабильное горение дуги. Не имея сварочного преобразователя, и пользуясь лишь инверторным аппаратом, такого качества достичь сложно. Выход – в применении сварочного осциллятора, стабилизующего горение дуги, и облегчающего её поджиг.
В быту часто приходится производить сварку изделий из цветных металлов, в частности, алюминия и его сплавов. При этом надлежащее качество сварки может обеспечить только стабильное горение дуги. Не имея сварочного преобразователя, и пользуясь лишь инверторным аппаратом, такого качества достичь сложно. Выход – в применении сварочного осциллятора, стабилизующего горение дуги, и облегчающего её поджиг.
Устройство
Принципиальная схема сварочного осциллятора предполагает наличие следующих блоков:
- Повышающего трансформатора, который преобразует первичные значения напряжения бытовой сети – 220 В, 60 Гц – в высокочастотные колебания частотой до 250 кГц, при одновременном повышении напряжения до 5…6 кВ.
- Искрового генератора затухающих колебаний, представляющего собой одноконтурный разрядник, контакты которого представляют собой эрозионно стойкие вольфрамовые электроды.
- Управляющей ветки, включающей в себя стабилизатор внешнего питания, пускорегулирующий блок и линию обратной связи с датчиком тока. При длительной работе потребуется ещё газовый клапан от перегрева осциллятора.
- Выходного трансформатора, которым ток повышенного напряжений и высокой частоты передаётся на контакты сварочного аппарата. Параллельно этот трансформатор соединяется с датчиком тока.
- Блока безопасности, защищающего сварщика и оборудование от недопустимого превышения силы тока или напряжения на дуге.

Устройство сварочного осциллятора зависит от интенсивности его применения и вида используемого сварочного аппарата. Так, для сварки алюминия, когда чаще используется постоянный ток и обратная полярность, более выгодным считается последовательное подключение, а для кратковременных операций, а также сварки нержавеющих сталей – параллельное. Соответственно, разной будет и схема.
Сварочный осциллятор с последовательным подключением состоит из одного трансформатора. В его первичную обмотку включаются предохранитель и два сглаживающих конденсатора, а во вторичную – разрядник и колебательный контур (конденсатор + катушка индуктивности). Схема сварочного осциллятора с параллельным подключением сложнее: в ней должны быть два трансформатора. В первичной обмотке первого из них имеется двойной колебательный контур, а вторичная обмотка, вместе с параллельно подключенным разрядником составляет первичную обмотку второго, высокочастотного трансформатора, от которого и осуществляется питание дуги. Кроме сложности сборки и регулировки, параллельная схема требует специальной защиты от превышения допустимого напряжения.
Сварочный осциллятор своими руками
Промышленных конструкций сварочных осцилляторов немало. Например, модель УВК-7, используемая для питания сварочных аппаратов постоянного и переменного тока. Недостаток такого устройства в том, что оно непригодно для инвертора, поскольку требует питания не более 80 В против 220 В, от которого работают сварочные инверторы.
Модель ОССД-300 рассчитывается на напряжение холостого хода не ниже 60 В и обязательно потребует балластного реостата, что поднимает планку требований к мощности сварочного аппарата. Подобные ограничения действуют и в отношении популярного осциллятора ОП-240 «Огниво».
Исходными данными для изготовления осциллятора своими руками являются:
- Назначение (для алюминия или нержавеющей стали).
- Род используемого тока – переменный, постоянный и его напряжение.
- Потребляемая мощность – обычно не более 200…250 Вт, в противном случае стоимость компонентов схемы резко возрастёт.
- Вторичное напряжение, которое должно быть не ниже 2500 В, иначе изготовление самодельного осциллятора себя не окупит.
Работу легче начинать, располагая сварочным преобразователем: в этом случае осциллятор можно делать не импульсно, а непрерывно действующим, и подключать к сварочной сети по более простой последовательной схеме. Наконец, при высокой частоте тока поджиг дуги произойдёт без контакта электрода со свариваемой поверхностью, а устойчивое горение дуги гарантируется даже при сравнительно небольших значениях силы тока.
Компоновку осциллятора на прямоугольной плате лучше выполнять следующим образом. Слева размещается высокочастотный трансформатор, предохранители и цепь управления, справа — дроссель, в центре – разрядник, конденсатор колебательного контура и блокировочный конденсатор, который будет отсекать ток низкой частоты от сварочной цепи.
Трансформатор подбирается по его требуемым характеристикам тока во вторичной обмотке. Катушку индуктивности надёжнее собрать сдвоенной: при последовательном соединении двух колебательных контуров подача тока и напряжения оказывается более стабильной, а защита осциллятора от выхода из строя – более надёжной. Обе части контуров – одинаковы, и состоят из:
- конденсатора, рассчитанного на менее, чем на двукратный запас по напряжению (не менее 450…500 В для первой части и хотя бы 4 кВ – для второй) при ёмкости от 0,3 мФ (во втором каскаде может быть до 1 мФ);
- варистора напряжением не менее того, которое требуется для напряжения на вторичной обмотке – 90…100 В (во втором каскаде может быть до 140…150 В);
- катушки индуктивности, представляющей собой ферритовый стержень, на который с зазором не менее 0,8 мм наматывается проволока сечением 15…20 мм 2 . Число витков на первом каскаде должно быть не менее 7, во втором – меньше Вторая катушка служит своего рода фильтром от возможных колебаний тока большей амплитуды, которые могут привести к нестабильному горению дуги;
Для изготовления разрядника подбирается плата с рёбрами жёсткости, которая должна понижать температуру при срабатывании. В качестве вольфрамовых электродов можно воспользоваться сварочными, с диаметром не менее 2 мм. Торцы электродов предварительно торцуют, чтобы они были строго параллельны. Обязательно предусматривается регулировка зазора при помощи винта.
Во вторичную обмотку второго каскада для повышения стабильности работы подключается катушка от любого электрошокера. Правда, для питания этой катушки требуется напряжение 6В, которое можно получить только от аккумулятора, но это даже и лучше: всё равно самодельный осциллятор время от времени необходимо подвергать регламентному обслуживанию.
Первый каскад подключают к зажимам сварочного инвертора, а второй – к свариваемой детали и сварочной горелке. Осциллятор следует собрать во влагозащищённом корпусе, который снабжается вентиляционными отверстиями.
Обслуживание и эксплуатация сварочного осциллятора
Основополагающим правилом является безопасность и надёжность функционирования осциллятора. С этой целью необходимо:
- Периодически контролировать работоспособность блокировочного конденсатора, поскольку в противном случае сварщик может быть поражён низкочастотной составляющей сварочного тока.
- Все регулировки и настройки выполнять при отключении устройства от питающей электросети.
- Регулярно очищать электроды разрядника от нагара.
- Проверять частоту импульсов, которые выдаёт осциллятор: их частота должна быть в пределах 10..40 мкс.
Следует помнить, что наличие двойного колебательного контура в сварочном осцилляторе – источник наведения довольно сильных помех в радиосвязи.
Осциллятор для сварки: характеристика и применение

- Что это такое и для чего нужен?
- Внутреннее устройство
- Разновидности
- Правила эксплуатации
Когда необходимо осуществить заваривание дефектных швов, или нужно сварить стальную конструкцию, мастера пользуются специальными электродами, инверторами с постоянным током. Вне зависимости от того, какой электрод или модель агрегата были выбраны, проблема со срочным розжигом дуги остается актуальной. Именно в подобных моментах возникает необходимость пользоваться сварочными осцилляторами.

Что это такое и для чего нужен?
Осциллятором для сварки принято считать вид генератора, который необходим для образования тока с высокой частотой – он способен связать окончание электрода и поверхность сварки без какого-либо контакта. Установку данного оборудования осуществляют на границе с держателем и сварочным аппаратом.
Устройство может быть независимым, а также входящим в состав корпуса сварочного агрегата.

Функционирование стабилизатора дуги может проводиться по нескольким схемам.
- Создание кратковременного импульса, который возбуждает дугу при отсутствии прикосновения к изделию. Визуально это имеет вид молниевого разряда, который подается от окончания электрода к обрабатываемой поверхности.
- Поддержание высокого напряжения на постоянной основе, которое может накладываться на ток сварки. Данная особенность способствует одновременной сварке и сохранению стабильного горения в дуге.
Характеристики данного вида оборудования способствуют тому, что оно широко используется во время работ с металлами цветной категории. При необходимости накладывания шва на лист алюминия, нержавейки либо меди осциллятор с высокой скоростью приводит в возбуждение дугу и начинает процедуру сваривания. Данный вид сварочного оборудования применяется для точности в начальной стадии шовного элемента.
Эта особенность способна снизить последующий процесс обработки изделия от последствий прикосновения электрода.
Внедрение таких аппаратов распространено в плазменной резке, так как он способствует быстроте начала разделки материала. Осциллятор практически незаменим при работе с тонким металлическим листом. Обычно инверторный ток в данном случае выставляют на значении минимума. При внедрении осциллятора в работу можно стабилизировать электросварку, которая работает с малым напряжением.

Внутреннее устройство
Благодаря особенностям изготовления обеспечивается правильная установка контактов и стабильность функционирования осциллятора. У многих приспособлений данного вида идентичная схема конструкции, в ней не обойтись без:
- выпрямителя усилий тока;
- блока накопительного заряда конденсаторов;
- основы зарядки;
- узла, что формирует импульс, имеющий колебательный контур, разрядник;
- блока по регулировке;
- вентиля газа;
- трансформатора с увеличивающей возможностью;
- датчика напряжений.

Основным предназначением осциллятора является модернизация входящего напряжения с увеличением частот и показателей напряжения, а также уменьшением интервала. Рассмотрим, как функционирует вышеописанная схема конструкции.
- При нажатии кнопки на горелке происходит запуск электрической цепи.
- На входе выпрямителю свойственно выравнивание тока, а также установка его однонаправленности.
- Накопление напряжения для заряда в конденсаторах.
- Направление тока на контур колебания после его высвобождения. Увеличение показателя напряжения.
- Руководство импульсным высвобождением схемы.
- Параллельное открытие газового клапана.
- Произведение разряда импульсом, что связывает по воздуху электродное окончание и изделие. С этой целью на изделие подсоединяют массовый кабель.
- Прекращение высокочастотного импульса по окончании прохождения по цепочке сварочных швов.
- Когда прекратится возгорание дуги, осциллятором обеспечивается продувка горелки с помощью аргона на протяжении 4-х секунд. В результате данного мероприятия происходит остужение электрода из вольфрама и окончания шва.


Разновидности
Согласно принципу действия осцилляторов известно 2 типа оборудования.
- Агрегат непрерывного функционирования. В данном случае происходит суммирование сварочного и высокочастотного тока. Дуга зажигается без контакта электрода с металлической поверхностью. В этом случае не происходит разбрызгиваний, а мастер не получает удара током. Этот принцип действия осциллятора способствует повышению эффективности использования агрегата. В данном случае не происходит энергетических потерь.
- Аппарат с импульсной работой характеризуется параллельностью подключения и использованием в случае, когда требуется работать с переменным видом тока. Сложностью данной процедуры можно назвать необходимость реагирования на смену полярности за короткое время.
Присутствие конденсатора в конструкции осциллятора обеспечивает хорошую функциональность устройства. А также в устройстве должна присутствовать обратная связь.


Правила эксплуатации
Самыми важными требованиями при функционировании осциллятора являются безопасность и надежность. Для того чтобы агрегат работал исправно, не стоит забывать о таких моментах, как:
- проверка работы блокировочного конденсатора, так как в случае его неисправности сварщика может поразить током;
- регулировка и настройка устройства исключительно в состоянии отключенном от сети;
- постоянное счищение нагара с электродов;
- отслеживание частоты импульсов, которая не должна превышать 40 мкс.

Практически все модели сварочных осцилляторов имеют инструкцию по эксплуатации, которой стоит руководствоваться при его использовании. Для того чтобы диагностировать поломку данного вида оборудования, стоит провести следующие мероприятия:
- визуально осмотреть все имеющиеся узлы;
- зачистить окисленные контакты с помощью растворителя и щетки;
- диагностировать возможные поломки путем подобного изучения инструкции;
- заменить нерабочие детали;
- осуществить пробный запуск.


Ремонт осциллятора можно сделать своими руками в следующих случаях:
- если неправильно выбран сварочный режим;
- если нарушено функционирование одного элемента конструкции;
- если в корпус или блок питания попала пыль, посторонние предметы.
Осциллятор можно назвать технологическим грамотным дополнением к сварочному оборудованию. Его возможно не только купить, но и сделать собственноручно.


Детальный обзор осциллятора для сварки в видео ниже.

