
Как выбирать и как сваривать полипропиленовые трубы
Виды и особенности сварки полипропиленовых труб, советы по работе
 Многие задаются вопросом, как сваривать полипропиленовые трубы и какие ошибки при сварке полипропиленовых труб можно допустить? Ответы на эти вопросы изложены в настоящей статье. Для установки и ремонта водопроводных и отопительных систем используются не только металлические элементы, но и детали из различного вида пластмасс: полипропилена, пропилена или полиэтилена. В настоящее время эти материалы пользуются популярностью: их монтаж можно с лёгкостью осуществить своими руками, не прибегая к услугам специалистов. Сварка полипропиленовых труб (сварка ппр) обладает рядом преимуществ:
Многие задаются вопросом, как сваривать полипропиленовые трубы и какие ошибки при сварке полипропиленовых труб можно допустить? Ответы на эти вопросы изложены в настоящей статье. Для установки и ремонта водопроводных и отопительных систем используются не только металлические элементы, но и детали из различного вида пластмасс: полипропилена, пропилена или полиэтилена. В настоящее время эти материалы пользуются популярностью: их монтаж можно с лёгкостью осуществить своими руками, не прибегая к услугам специалистов. Сварка полипропиленовых труб (сварка ппр) обладает рядом преимуществ:

- Трубы из полипропилена не подвержены процессу коррозии.
- Их стоимость ниже, чем металлических.
- Они легкие.
- Имеется несколько основных способов их монтажа.
- Быстрая сборка при работе в одиночку. С напарником работа может ускорится.
- Простые способы пайки. Соблюдая определенную последовательность действий и выполняя основные правила, готовое соединение можно получить самостоятельно.
- Длительный срок службы. Современные модели изделий из полипропилена могут служить несколько десятков лет.
Сварка труб из полипропилена: этапы работы
Сварка труб пп: выбор инструментов
Многие задаются вопросом, как правильно сваривать полипропиленовые трубы в домашних условиях, что для этого нужно делать? Прежде чем начать работу, необходимо определиться с выбором сварочного аппарата. Его необходимо выбирать в зависимости от вида пайки, который предстоит осуществить. Аппарат для пайки можно как купить, так и взять в аренду, либо одолжить у знакомых.

Аппарат для пайки пп труб может быть нескольких видов: ручным, полуавтоматическим или автоматическим. Последний вид будет самым дорогим по стоимости. При работе с конкретным агрегатом следует придерживаться правил, изложенных в настоящей статье, а также инструкцией к нему.
Помимо паяльного аппарата вам понадобятся:
- специальные ножницы для обрезки необходимого размера трубы из полипропилена.
- маркер для нанесения отметок на деталях.
- спиртовая жидкость для обезжиривания поверхности кромок.
- фитинги (на пример муфты).
- пп трубы.
Муфты и трубы желательно выбирать одного производителя. Если выбирать разные, существует риск того, что детали не подойдут друг другу по размеру или по составу материала.
ПП трубы подразделяются на виды в зависимости от цели и технологии использования:
- Для водопроводных систем: как холодных, так и горячих.
- Для отопительной системы, применяется специальная технология сварки полипропиленовых труб для отопления.
Также они подразделяются на разновидности в зависимости от маркировки.
- Маркировка PN 10 применяется для холодного водоснабжения температурой до 20°, а также для обогрева половых покрытий до 45°.
- Маркировка PN 16 используется для водопроводных систем с холодной водой, а также с горячей водой до 60°.
- Полипропилен маркировки PN 20 нужно покупать для горячего водоснабжения до 95°.
- Маркировка PN 25 используется для горячего водоснабжения, а также для отопления до 95°.

Сварка полипропилена и полиэтилена: отличия
- Температура плавления у пп выше, чем у полиэтилена.
- Пп – более прочный и не такой гибкий.
- Пп более тепло- и морозостойкий.
Отличия пропиленовых труб в зависимости от цвета
- Белый и серый цвета монтируются в доме, на улице их использовать запрещается. Они идеально подходят для водопроводных и отопительных систем.
- Черные цвет содержит в составе своего материала вещества, придающие дополнительную устойчивость и износостойкость. Это отличный вариант для использования в канализационных системах.
- ПП зеленого цвета применяются, как правило, для полива насаждений. Некоторые современные изделия зеленого цвета могут использоваться также для холодной воды.
Подготовка к работе
Непосредственно перед пайкой детали должны быть очищены и обезжирены с помощью специальных спиртовых растворов. На них не должно быть посторонних предметов, пыли, грязи и заусенец. Для работы нужно подготовить не только сами детали, но и само место работ: оно не должно быть грязным, пыльным, рекомендуется отсутствие посторонних людей и предметов.

Ориентировочная температура для работы с паяльником – около 260-270 градусов. Все детали нужно подготовить заранее, до нагрева оборудования до нужной температуры. Процесс соединения занимает несколько секунд. Нужно сделать за тем, чтобы детали были расположены ровно, тогда и шов получится качественным и герметичным. Точное время соединения может отличаться в зависимости от толщины детали и исправности сварочного оборудования. Следует иметь ввиду, что, если паяльник греет не очень сильно, время нагрева нужно увеличить. Не стоит приступать к работе при слабо нагретом оборудовании. Соединение может получится не герметичным. Элементы, которые планируется соединить друг с другом, должны быть нагреты одновременно.
Перегрев элементов характеризуется тем, что материал становится очень мягкий и при контакте друг с другом может деформироваться.
 Результат перегрева полипропиленовых труб
Результат перегрева полипропиленовых труб
Таблица ниже содержит примерные показатели температуры при пайке, в зависимости от толщины детали, время сварки и остывания.
| Объем труб (см.) | Время нагрева (сек.) | Время сварки (сек.) | Время охлаждения после сварки (минуты) |
| 1,6 – 1,3 | 5 | 4 | 3 |
| 2 – 1,4 | 5 | 4 | 3 |
| 2,5 – 1,6 | 7 | 4 | 3 |
| 3,2 – 1,8 | 8 | 4 | 4 |
| 4 – 2 | 12 | 6 | 4. |
| 5 – 2,3 | 18 | 6 | 5 |
| 6,3 – 2,6 | 24 | 6 | 6 |
| 7,5 – 2,8 | 30 | 8 | 8 |
| 9 – 3 | 40 | 8 | 8 |
| 11 – 3,3 | 50 | 10 | 10 |
| 16 – 3,5 | 80 | 15 | 15 |
Сварка пп труб
Когда пластик расплавится, детали нужно снять с насадок паяльника и аккуратно соединить. Делать это нужно быстро. Запрещается сильно надавливать и крутить их. Держать элементы нужно ровно. Если по каким-то причинам шов получился некачественным, разъединить его уже невозможно. Можно только с помощью ножниц вырезать этот шов и спаять кромки заново.
Виды пайки пластиковых труб
Существует три разновидности соединения пластиковых деталей:
Стыковый метод – это результат соединения расплавленных кромок. Детали фиксируются друг с другом с помощью специального сварочного аппарата для стыковой сварки.
 Аппарат для стыковой сварки
Аппарат для стыковой сварки
Муфтовым называется метод пайки с использованием муфт. Муфта – это специальное устройство, предназначенное для соединения деталей друг с другом. Муфтовый метод осуществляется также с применением специального сварочного оборудования.
Электромуфтовый метод соединения осуществляется с использованием специальных электрических муфт. Оборудование нагревает электромуфты, а точнее, спираль внутри ее. Обычно, пайка ппр труб этим методом используется, когда необходимо соединить изделия большого диаметра и/или в местах с возможностью появления сейсмической активности.
 Аппарат для электромуфтовой сварки
Аппарат для электромуфтовой сварки
Для каждого вышеизложенного вида соединения в продаже существуют определенные виды сварочного оборудования. Существует общие правила пользования таким сварочным оборудованием, а также инструкция по сварке полипропиленовых труб конкретной моделью.
Стыковый сварочный аппарат, в свою очередь, подразделяется на ручной, полуавтоматический и автоматический. Ручное оборудование используется при соединении элементов, работающих под средним и низким давлением. Их управление полностью зависит от человека, его функции не автоматизированы, отсутствует возможность фиксации (протоколирования) данных. Полуавтоматическое оборудование автоматизировано, но не полностью. Обычно, речь идет о возможности протоколирования данных температуры. Автоматическое оборудование не требует контроля и управления со стороны человека. Нужно лишь задать необходимые параметры, а аппарат уже самостоятельно выберет необходимый режим сварки. Последний вид сварочного оборудования является самым дорогим, однако и самым эффективным. Он исключает возможность возникновения ошибок или брака.
 Автоматический сварочный аппарат с функцией протоколирования
Автоматический сварочный аппарат с функцией протоколирования
Вышеуказанные три вида соединения не применяются для соединения толстостенных пластиковых деталей (различных резервуаров, бочек, детских горок). Для их соединения используется сварочный экструдер. Это специальный аппарат, который обеспечивает соединение пластиковых элементов при помощи выдавливания уже расплавленного присадочного материала в область сварки. Для этого вида пайки достаточно проложить всего один шов. Окончания деталей при этом также нагреваются с помощью теплого воздуха. В качестве присадочного материала (прутка) используются специальные гранулы, которые по составу идентичны материалу свариваемых поверхностей. Ручной экструдер может быть шнековый и безшнековый. Обычно этим аппаратом соединяют листы полипропилена, канавки и пропиленовые углы.

Таким образом, сваривать пластиковые трубы можно и своими руками в домашних условиях. Для этого важно определиться с видом пайки, который вы будете использовать для соединения: стыковый, муфтовый или электромуфтовый. Также необходимо выбрать подходящее сварочное оборудование, муфты и фитинги. Кроме того, нужно соблюдать основные правила сварки полипропиленовых труб, руководствоваться таблицей с рекомендуемыми показателями температуры пайки, которые изложены в настоящей статье. Ознакомившись с ними, а также посмотрев видео ниже, вы будете знать, как правильно сваривать полипропиленовые трубы.
Как сваривать полипропиленовые трубы и какой инструмент нужен для этого
В этой статье мы опишем, как сваривать полипропиленовые трубы и каким набором инструмента для этого потребуется обзавестись.

Соединение труб ПП осуществляется методом диффузионной сварки, которая подразумевает размягчение окончаний труб под воздействием конкретной температуры. Нагрев достигается благодаря воздействию электричества. Сперва до требуемой температуры нагреваются сами детали сварочного аппарата, далее на них надевается на некоторое время элементы для стыковки, а уже после расплавления эти части соединяются друг с другом.
Стоит отметить, что свариваемые трубы не должны различаться по своим свойствам.
Сварить пропиленовые трубы как можно лучше несложно, главное, выполнить такие этапы:
- Прогреть сварочное приспособление, трубу и фитинг до 260 ºC.
Помните, что 260 ºC – температура плавления фитингов и труб из ПП.
- Насадить фитинг на трубу четко по одной оси.
- Подождать несколько секунд, после чего соединение считается сваренным, образуя при этом, единый элемент.

Получившееся готовое соединение является бесшовным, так как при сваривании структуры двух элементов объединяются, образуя единую деталь. Таким образом, сварить трубу из полипропилена как нельзя лучше, получив качественное соединение – легко.
Инструментарий для сваривания ПП труб
Перед тем как сварить полипропиленовые трубы, например для системы подачи воды, нужно обзавестись стандартным перечнем инструментов.
Набор должен состоять из:
- непосредственно, паяльника;
- рулетки;
- ножниц;
- крепежных болтов для фиксации насадок к паяльнику;
- строительного уровня;
- шаблона для контроля отверстий;
- шестигранника.
Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт. Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.

Как и во многих других аппаратах схожего действия, у паяльника присутствует выключатель и терморегулятор, который дает возможность контролировать температуру на отметке в 260 ºC. Читайте также: «Какие бывают аппараты для сварки полипропиленовых труб – характеристики и преимущества вариантов».
Сразу после включения на паяльнике загорается красный светодиод, который тухнет сразу же после достижения требуемой температуры. Это сигнал к тому, что инструментом можно начинать пользоваться.
Разнообразие насадок
Деталями, которые непосредственно нагревают поверхности труб и фитингов посредством контакта, являются насадки. Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Нестандартные же, большие насадки, всегда можно приобрести дополнительно в соответствующих магазинах.
Покрытие из тефлона не дает расплавленному пластику прилипать к сварочному аппарату. В то же время и поверхность таких насадок благоприятно воздействует на пластик, обеспечивая качественное соединение. Однако не забывайте, что нужно всегда держать тефлоновое покрытие насадок в чистоте.

Насадка состоит из двух элементов:
- элемент с отверстием – для введения внутрь ПП трубы;
- элемент в форме выступающего цилиндра – для одевания фитинга.
Фитинг и труба одеваются с небольшим усилием, после чего происходит их нагрев до 260 ºC, при этом у фитинга прогревается внутренняя поверхность, а у трубы – наружная. Фиксация насадок проводится идущими в комплекте болтами.
Стоит отметить, что во время пользования паяльником болты могут ослабевать, так что их нужно время от времени подтягивать.
Для закручивания болтов в комплекте предусмотрена специальная отвертка или шестигранник. Устанавливать насадки стоит лишь до начала нагревания аппарата, а их замену проводить под нагревом только в особых случаях.
Разрезание труб перед свариванием
Перед тем как варить полипропиленовые трубы, их нужно нарезать на нужные отрезки. Если сечение труб не превышает 32 мм, потребуются ножницы, у которых лезвия выполнены из высококачественной стали. Как правило, они сопровождаются годичной гарантией, если только они использовались по назначению.

Стоит отметить, что на рынке можно встретить ножницы, которые позволяют разрезать трубы сечениями, достигающими 63 мм, а трубы, диаметр которых превышает этот порог всегда можно разрезать ножовкой по металлу.
Последовательность сваривания труб ПП
Чтобы лучше понять, как правильно варить полипропиленовые трубы, следует подробнее рассмотреть последовательность подготовки паяльника к работе.
Этапы будут таковыми:
- Включить аппарат в сеть – засветится индикатор включения и индикатор регулятора температуры.
- Пока индикатор терморегулятора горит, можно судить, что идет процесс нагревания, обычно этот процесс длится 10-12 минут.
- Первый прогрев использует больше электроэнергии – насадки достигнут температуры в 300-320 ℃. Если сразу же начать им пользоваться, пластик деформируется не так, как следует. Читайте также: «Какие пропиленовые трубы используют для отопления и водоснабжения».

В этой связи следует подождать, пока индикатор нагрева не засветится и не погаснет повторно. Лишь после этого можно перейти к сварке пп труб своими руками.
Сварку проводят в такой последовательности:
- Трубу помещают в соответствующую насадку.
- Фитинг одевают на цилиндрический выступ с противоположной стороны. В обоих случаях потребуется производить несильный нажим.
- Обеими руками эти два элемента удерживают в таком положении столько, сколько требует технология (подробнее: «Правила и технология сварки полипропиленовых труб – важные особенности»). .

Продолжительность нагрева, последующего времени на соединение структур, и остывание, определяется сечением полипропиленовой трубы и глубины сварки. Приблизительные значения всегда можно найти в соответствующих справочных таблицах.

В процессе сваривания труб из полипропилена следует иметь в виду такие нюансы:
- Готовое соединение приобретет максимальную надежность лишь в случае четкого следования рекомендациям по продолжительности нагревания.
- Продолжительное неконтролируемое нагревание может стать причиной расплавления полипропилена и порчи свариваемых элементов.
- Нагрев, продолжительность которого не будет соответствовать таблице, и будет меньшим, станет причиной недостаточного расплавления элементов. Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы. Читайте также: «Как делается сварка полипропиленовых труб – технологичные способы».

В процессе сваривания ПП труб нельзя:
- двигать детали в разные стороны, кроме оси одевания и снятия элементов;
- непосредственно после стыковки деталей пытаться улучшить их размещение – это уменьшит проходной диаметр в соединительном месте;
- пытаться изменить форму трубы (гнуть), когда идет остывание соединения.
Выше мы изложили информацию о том, как правильно сварить полипропиленовые трубы своими руками. Из прочитанного можно сделать вывод, что в данном процессе нет ничего затруднительного. Основное правило – это заготовить требуемый инструмент и производить сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.
Сварка полипропиленовых труб своими руками

Термопластичные полимеры пропилена, по сравнению с традиционным полиэтиленом, имеют меньшую плотность, а также более высокие показатели твёрдости, термостойкости и устойчивости к коррозийным изменениям. Сварка полипропиленовых труб обеспечивает максимально надёжное соединение всех элементов в единую систему. Такие работы должны осуществляться при помощи специального оборудования, в условиях строгого соблюдения технологии. Разберемся подробнее в тонкостях пайки ппр труб.
Необходимое оборудование для пайки

Для создания прочных неразъёмных соединений используются современные сварочные аппараты разных конструкций. Надёжные швы на свариваемых полипропиленовых трубах получаются в результате повышения температурного режима до показателей плавления. Самый простой бытовой набор представлен аппаратом и установочным ключом для смены насадок. Данным устройством возможна сварка полипропиленовых труб маленького диаметра. Чуть более расширенная (в плане количества насадок) комплектация предназначена для работы с D 20-40 мм.
Сварка ППР труб самого большого размера или выполнение пайки на регулярной основе следует осуществлять оборудованием в профессиональной (полной) комплектации. Набор дополнительных аксессуаров для таких приборов напрямую зависит не только от производителя, но также может быть ориентирован на технические особенности конкретной модели. При выборе необходимого оборудования для пайки полипропиленовых труб нужно учитывать все требования, предъявляемые к сборным конструкциям.
Для монтажа полипропиленовых труб, получения максимальной надёжности и герметичности узлов соединения, помимо паяльника (аппарата для сварки) и набора насадок, различающихся типоразмерами (дорн для фитинга и гильза для трубы), нужно позаботиться о наличии ножниц для нарезки отдельных элементов. Кроме прочего следует воспользоваться торцевателем, обрабатывающим края труб непосредственно перед пайкой. Такой инструмент легко удаляет алюминиевую фольгу с торцовых частей.
Способы пайки
На практике сегодня применяется пара основных способов, обеспечивающих долговечное и надёжное стыкование свариваемых элементов:
- муфтовый;
- прямой.
Первый вариант – это сварка полипропиленовых трубопроводов посредством фасонного изделия (муфты) или трубы, имеющей достаточный внешний размер. Данный способ целесообразен для пластиковых трубопроводов незначительного диаметра. Он заключается в расплавлении внешней стороны элементов и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Прямая сварка предполагает расплавление концевой части пластиковых труб с одинаковым диаметром, а также их последующее стыкование торцевыми поверхностями. Особенностью метода является необходимость выполнять сварку с предельной точностью обработки всех стыкуемых участков и их соединения друг с другом.
Помимо уже перечисленных выше «горячих» технологий можно воспользоваться достаточно простым и доступным по цене способом «холодной» пайки полипропилена. В данном случае заменой активному паяльному компоненту служит особый растворитель, способствующий быстрому размягчению структуры полипропилена.
Сварочные аппараты
С конструктивной точки зрения паяльное оборудование немного напоминает самый обычный электрический утюг. Основа представлена массивным металлическим нагревателем, поверхность которого – это съёмные специальные насадки.
Приборы для стыковой сварки полипропиленовых труб обладают более сложными конструкциями. В них, помимо нагревательного элемента, также присутствует система, отвечающая за центровку свариваемых элементов.
Классификация оборудования для сварки пластиковых труб подразделяет устройства на следующие основные группы:
- непрофессиональные ручные аппараты, или «утюги» для пайки ППР труб. Оптимальный выбор для бытового использования (D не более 50 мм). При необходимости используются насадки, имеющие тефлоновую поверхность и позволяющие легко работать с более объёмными трубами;
- механические сварочные аппараты. Такая техника обеспечивает надёжную сварку больших труб, имеющих D 40 мм или более. В конструкцию входят дополнительные элементы в виде приборного блока и гидроагрегата на рамной основе. На боковых частях установлены особые захваты-полукольца с вкладышами.
Характеристики дополнительных аксессуаров и их количество зависят от фирмы-производителя, а также ориентированы на конкретные модельные особенности сварочного аппарата.
Распространённые ошибки
Существует несколько немаловажных нюансов, которые должны учитываться в процессе сварки ППР труб. Пренебрежение такими особенностями негативно сказывается на качестве соединений и существенно сокращает срок эксплуатации готовой системы.
Неправильная выдержка времени сварки
Пайка ППР труб предполагает точное соблюдение технологии. Слишком долгий нагрев вызывает сужение отверстие, что может стать причиной недостаточной теплоотдачи радиатора и излишнего давления внутри системы.
Как сварить пропиленовые трубы
Они невосприимчивы к коррозии, обладают высокой прочностью и температурной стойкостью, устойчивостью к химическим воздействиям. Также важным преимуществом труб этого вида является быстрый и простой монтаж, при котором формируется полностью герметичное и надежное соединение, рассчитанное на весь срок эксплуатации трубопровода. Однако для качественного выполнения монтажных работ необходимо хорошо знать, как варить пропиленовые трубы, поскольку допущенные ошибки приводят к возникновению протечек и значительному материальному ущербу.
 ÐаÑÑинки по запÑоÑÑ Ðак ÑваÑиÑÑ Ð¿ÑопиленовÑе ÑÑÑбÑ
ÐаÑÑинки по запÑоÑÑ Ðак ÑваÑиÑÑ Ð¿ÑопиленовÑе ÑÑÑбÑ
Технология сварки полипропиленовых труб
Соединение полипропиленовых труб выполняется методом диффузионной сварки. Эта технология предусматривает нагревание соединяемых поверхностей до температуры плавления пластика и их быстрое совмещение друг с другом. После этого за счет диффузионного перехода образуется устойчивое, практически монолитное соединение.
Трубы диаметром до 63 мм соединяют раструбной сваркой с использованием специальных соединительных элементов. При сварке труба заводится в раструб фитинга. При диаметре более 63 мм применяется стыковая сварка, однако такие трубы применяются значительно реже.
Для проведения раструбной сварки полипропиленовых труб используется ручной сварочный аппарат, называемый в просторечии утюгом или паяльником. Для сварки труб диаметром более 40 мм используется сварочный аппарат с центрирующими устройствами, который является более сложным в эксплуатации, но обеспечивает необходимую точность позиционирования. Аппарат комплектуется насадками, которые позволяют одновременно нагревать внутреннюю поверхность фитинга и наружную поверхность соединяемой с ним трубы. Диаметр насадок составляет от 14 мм до 63 мм. Нагревательные поверхности насадок имеют тефлоновое антипригарное покрытие. Эти поверхности требуют чистки после каждой операции по свариванию труб. Остатки пластика удаляются при помощи деревянных скребков или ветоши, пока насадка находится в горячем состоянии.
Порядок сварки полипропиленовых труб
Методика, как сваривать пропиленовые трубы, отличается простотой и вполне доступна для выполнения своими руками. Главное — строго придерживаться технологии, что позволит получить качественное соединение.
Этапы работ по сварке ПП труб:
- подготовка сварочного аппарата;
- подготовка трубы;
- непосредственно сварка;
- охлаждение соединяемых элементов.
Перед тем, как сварить пропиленовые трубы, необходимо подготовить сварочный аппарат и соединяемые детали. Аппарат устанавливается на ровной поверхности в удобном для доступа месте. Заранее подготавливаются насадки нужных диаметров, которые нужно установить на прибор перед нагревом. Конструкция современных паяльников зачастую позволяет устанавливать сразу два или несколько комплектов насадок, что значительно повышает удобство в работе. Сварочный аппарат необходимо разогреть до температуры 260 °C. Для этого данную температуру нужно задать на панели управления прибором. Нагрев до этого значения температуры продолжается 10-15 минут, после чего паяльником можно пользоваться.
 ÐаÑÑинки по запÑоÑÑ Ðак ÑваÑиÑÑ Ð¿ÑопиленовÑе ÑÑÑбÑ
ÐаÑÑинки по запÑоÑÑ Ðак ÑваÑиÑÑ Ð¿ÑопиленовÑе ÑÑÑбÑ
Трубу необходимо обрезать на нужную длину при помощи специальных ножниц. Место соединения должно быть тщательно зачищено и обезжирено. Для этого можно использовать спиртовой или мыльный раствор. При использовании труб, армированных алюминием, необходимо конец трубы зачистить, сняв верхний слой пластика и слой алюминиевой фольги. Такая зачистка выполняется на всю глубину, заводимую в раструб фитинга. Перед выполнением сварки необходимо убедиться в отсутствии загрязнений или воды в зоне соединения.
После подготовки детали надеваются на насадки. Трубу вставляют в гильзу насадки, а фитинг надевают на дорн. Очень важно точно выдержать время нагрева соединяемых элементов. Оно зависит от диаметра трубы и указывается в специальной таблице. После нагрева детали необходимо быстро снять с насадки сварочного аппарата и соединить друг с другом. Труба должна полностью войти в раструб фитинга. При соединении элементов не допускается их изгибать или проворачивать по оси.
После соединения детали должны остыть. До их остывания не допускаются какие-либо сгибы и деформации соединительного узла. Это может привести к негерметичности соединения или к запаиванию внутреннего прохода трубы.
Метод сварки полипропиленовых труб позволяет выполнять несложный и быстрый монтаж. При этом важно строго придерживаться требований технологии, что позволит получить надежное и долговечное соединение.
Сварка (пайка) полипропиленовых труб большого диаметра, монтаж
Надёжность пропиленовых трубопроводов во многом зависит от качества сварного шва. Для соединения труб из термопластичного пропилена применяется несколько способов сварки – враструб и встык.
При сварке полипропиленовых труб большого диаметра задействуется большее количество оборудования, чем при спаивании труб малого диаметра.
- Сварка встык полипропиленовых труб большого диаметра
- Сварка враструб полипропиленовых труб большого диаметра
- Правила монтажа полипропиленовых труб большого диаметра
- Трубы большого диаметра
- Вопросы, комментарии, отзывы
Сварка встык полипропиленовых труб большого диаметра
Стыковая технология нашла широкое применение в промышленных условиях для сваривания ПП труб большого диаметра (от 125 мм до 630 мм) при устройстве прямых участков трубопроводных сетей.
Для выполнения сварки необходимы следующие инструменты:
- установки для фиксирования заготовок и перемещения их в горизонтальном и вертикальном направлении;
- паяльный аппарат, который оснащён плоской с двух сторон нагревательной головкой;
- оборудование, предназначенное для ровной обрезки торцевой части труб.
Последовательность операций:
Неоспоримые преимущества данного способа – его простота и надёжность соединения. По уровню прочности сварной шов соответствует характеристикам самих труб. Несмотря на столь простую технологию, необходимы дополнительные инструменты и оборудование для соблюдения точного осевого совмещения изделий, обеспечения полной перпендикулярности торцевых частей и нужного давления при сжатии.
До появления пластиковых труб, для устройства трубопроводов применялась технология ручной дуговой сварки, для выполнения которой требовалось дорогостоящее оборудование. Кроме того, рабочий должен был обладать не только профессиональными знаниями и навыками для выполнения сварочных работ, но и уметь правильно подобрать электроды. При этом много времени уходило на разные второстепенные работы. В то время, как сварочный способ соединения встык ПП труб требует минимальных затрат времени и ресурсов.
Способ сварки враструб ПП труб большого диаметра

Для сварочных работ с применением технологии враструб используются те же инструменты, что и для сварки встык, за исключением оборудования, предназначенного для ровной обрезки торцевой части труб. И паяльник отличается несколько иной конструкцией. Основной элемент паяльного аппарата – нагревательная головка, на которой фиксируются дорны, предназначенные для нагревания труб снаружи, и муфты, с помощью которых обеспечивается температурное воздействие на внутренние поверхности фитингов. Во время нагревания труба вставляется в дорн, а фитинг насаживается на муфту. После извлечения паяльного аппарата, нагретые детали соединяются. Если элементы одновременно нагреть невозможно, то изначально нагреваются фитинги, а затем трубы.
Последовательность операций тоже идентична с предыдущим способом, но в этом случае не требуется точное выравнивание торцов, поэтому необходимость в выполнении данной операции автоматически отпадает.
Раструбный способ подходит для сварки труб до D=125 мм включительно.
Его применение не требует особой точности при разрезке труб на заготовки. А дополнительное использование фитинговой продукции не является недостатком данного способа, поскольку фитинги не только выполняют роль соединительных элементов, но и позволяют изменить направление трубопровода.
Таким образом, использование полипропиленовых труб значительно сокращает материальные и временные затраты при монтаже, обеспечивает простоту и удобство монтажных работ, а применяемый способ сварки позволяет получить прочный и надёжный сварной шов. Главное – соблюдать технологию и выдерживать все рабочие режимы.
Как выбирать и как сваривать полипропиленовые трубы
С появлением на российском рынке строительных материалов пластиковых труб стало возможным самостоятельно произвести замену старых водопроводов, отопительных систем и канализации. Достаточно только узнать, как сваривать полипропиленовые трубы правильно, и можно самому взяться за осуществление монтажа.

Монтаж полипропиленовых трубопроводов состоит из нескольких этапов:
- составление проекта системы;
- выбор материалов и инструментов;
- установка полипропиленовых труб.
Почему полипропилен
Сегодня производители труб предоставляют огромный ассортимент продукции для прокладки водопровода, канализации или монтажа систем отопительных. Можно приобрести металлопластиковые, металлические, или полипропиленовые трубы. Сегодня все большее количество потребителей предпочитают выбирать полипропиленовые трубы, которые имеют массу преимуществ:
- не подвергаются коррозии;
- просты в установке;
- не требуют постоянного ремонта;
- долговечны и надежны в эксплуатации;
- могут быть проложены внутри стены или пола;
- стоят существенно дешевле, чем металлические трубы.
Полипропиленовые трубы можно использовать для установки систем отопления, для водопроводных труб и для канализации.
Как нужно выбирать трубы
Диаметр магистрали
При выборе труб из полипропилена надо исходить из особенностей помещения и функционального назначении системы трубопровода. Для водопроводной магистрали с горячей и холодной водой требуются трубы небольшого диаметра. Для канализации и отопления нужно приобрести трубы большого диаметра. Вместе с этим необходимо замерить площадь, на которой будет производиться монтаж, а также учесть протяженность всего трубопровода. Также сварка полипропиленовых труб своими руками потребует наличия специальных знаний и навыков.
При выборе вида полипропиленовых труб для той или иной трубопроводной магистрали, нужно учитывать, учесть степень сложности их установки, а также как варить полипропиленовые трубы в каждом конкретном случае. Нужно точно определить, сможете ли вы самостоятельно справиться с предстоящим фронтом работ самостоятельно, или все же придется обратиться к профессионалам.

Виды труб из полипропилена
Функциональное назначение
Нужно учесть, что для отопления, горячего водоснабжения и для водопроводов, которые рассчитаны на холодную воду, существуют разные виды полипропиленовых труб, отличающиеся по своим техническим показателям. Поэтому сварка ПП труб или труб другого типа также будет зависеть от функционального назначения всей системы трубопровода.
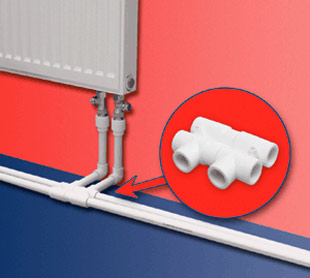
Схема подсоединения пропиленовых труб к радиатору системы отопления
Не следует брать трубы для холодного водоснабжения для систем отопления. Они не подходят для высоких температур и быстро выйдут из строя. Трубы для теплых полов, для отопления и для подачи горячей воды требуют особых технических характеристик. В этом случае технология сварки полипропиленовых труб будет также иметь свои особенности.
Чтобы правильно выбрать полипропиленовые трубы, прежде всего, нужно верно подобрать диаметр. Он не должен быть слишком маленьким, так как это повлияет на напор воды. Труба большого диаметра обойдется дороже.
Монтаж полипропиленовых труб собственноручно нельзя осуществить без наличия специализированных муфт, переходников, уголков, имеющих различный размер и конфигурацию, а также специального оборудования для сварки. В нем будет установлена требуемая температура сварки полипропиленовых труб, которая обеспечит герметичность соединения. При выборе крепежных элементов труб из полипропилена нужно ориентироваться на их диаметр и общий вес. Крепеж должен прочно фиксировать сегмент трубопровода и выдерживать его вес в рабочем состоянии.

Водопровод из полипропиленовых труб с крепежами
Основные типы монтажа полипропиленовых труб
К приборам отопления трубопроводы присоединяются с помощью резьбовых фитингов. Трубы для наружной прокладки чаще соединяют стыковой сваркой. Однако наиболее часто применяется раструбная сварка, поэтому на ней мы остановимся более подробно.
Особенности раструбной пайки
Главным и самым основным инструментом в пайке всех пластиковых соединений является паяльник. Поэтому, если хотите точно узнать, как правильно сваривать полипропиленовые трубы, прочтите инструкцию производителя к паяльному устройству.
Рассмотрим, как выполняется сварка полипропиленовых труб своими руками:
- Если производится ремонт уже действующего водопровода, то, то обязательно придется предварительно слить воду из перекрытой системы водоснабжения.
- Трубы должны быть сухими, чистыми, иначе сварка не будет герметичной и надежной. Для этого перед началом сварки их необходимо обезжирить, как и само сварочное оборудование, с помощью обычного спирта. Если вы производите ремонт уже существующего трубопровода или его замену, то места спайки обязательно просушите феном или салфетками.
- В том случае если проводится установка армированных полипропиленовых труб, необходимо их тщательно зачистить. С конца трубы удаляется алюминиевая фольга специальным острым ножом, иначе сваривание полипропиленовых труб будет выполнено некачественно. Если слой алюминиевой фольги находится внутри, то сама сварка труб осуществляется без проведения зачистки.
- Пластиковая труба режется специальными ножницами или ножом.
- Устанавливают паяльник на монтажный стол, надеть на него нужные насадки и включить в сеть.
- Если есть регулятор температур, то температура сварки полипропиленовых труб должна быть равна 260 градусов С. Конец полипропиленовой трубы вставляют в насадку аппарата подходящего размера и нагревают до 260 градусов. Время нагрева полипропиленовых труб зависит от толщины их стенок (приведено ниже). При сварочных работах надо обязательно следить, чтобы не было перегрева трубы, это может привести к образованию внутренних спаек. При расчете времени нагрева нужно учитывать диаметр труб: чем больше диаметр трубы, тем больше времени потребуется на прогрев и на соединение.
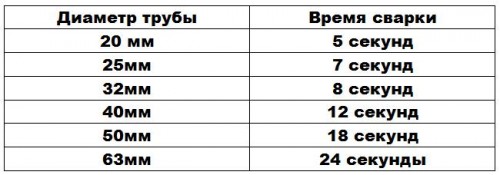
Таблица зависимости времени нагрева от диаметра труб
- Нагретый конец трубы соединяют с разогретым фитингом и фиксируют в течение семи секунд. Детали остывают в течение нескольких минут и образуют герметичное соединение.

- После соединения всех полипропиленовых труб необходимо обязательно проверить качество соединения. Для этого нужно просто продуть соединенные сегменты трубы из полипропилена. Если воздух проходит без всяких преград, то это означает, сварка прошла правильно – без спаек. Если для выхода воздуха требуется какое-либо определенное усилие, то надо сразу устранить появившиеся препятствия. Лучше всего заменить этот сегмент трубы на новый.
Полученные таким нехитрым способом соединения достаточно прочные. Правильно выбранная и прочная последующая фиксация обеспечат герметичность и прочность соединения труб.
Как сварить полипропиленовые трубы – все этапы сварки

Появившись относительно недавно, полипропиленовые трубы сразу же завоевали симпатии сантехников и простых обывателей. Экологичный, качественный материал предполагает длительный срок службы, а правильный монтаж позволяет обеспечить надежную герметичность стыков. Немаловажное значение имеет универсальность таких труб. Они используются в водоснабжении, различных оросительных и дренажных системах. Можно применять их для отопительных систем. Главное, знать, как сварить полипропиленовые трубы максимально правильно, надежно. Для этого потребуется информация о этих современных изделиях.
Плюсы полипропиленовых труб
- Вид материала позволяет иметь трубам высокую устойчивость к химическим веществам, а также не накапливает грязь внутри трубы.
- Цена на трубы, фитинги и другие комплектующие, необходимые для монтажа существенно ниже аналогичных пластиковых материалов.
[stextbox caption=»А вы знали?»]В подавляющем большинстве, все недостатки, возникающие при монтаже, связаны с несоблюдением технологического процесса и неверным подбором фитингов, кранов.
Какие трубы подойдут именно вам?
Для того чтобы система отопления или водоснабжения из полипропиленовых труб была надежной долгое время, нужно правильно их выбрать.
- Для этого необходимо знать условия эксплуатации
- Нужную пропускную способность трубы или ее диаметр
- Рабочие условия эксплуатации
- Температуру жидкости и ее давление.
Зная такие параметры, нужно подбирать соответствующую марку труб:
- PPH – для холодно водоснабжения и вентиляции
- PPB – для отопления и горячего водоснабжения
- PPR – для отопления и систем холодного и горячего водоснабжения.
Последняя разновидность полипропиленовых труб универсальная. Высокие эксплуатационные характеристики позволяют применять для самого широкого использования.
Инструменты, которые вам понадобятся
Кроме, собственно, расходных материалов (труб, кранов, фитингов) для монтажа потребуется набор соответствующего инструмента:
- Сварочный аппарат
- Труборез или ножницы
- Насадки к аппарату различного диаметра
- Рулетка
- Маркер

Как подготовить трубы

Замерив, нужный участок трубы, делается отметка маркером. Затем, труборезом или ножницами, которые следует располагать строго перпендикулярно к отрезаемой трубе, отрезается нужная часть изделия.
Особое внимание нужно обратить на качество и остроту режущего инструмента. Если он не достаточно острый, то вместо отрезания вы будете мять трубу.

Так как в армированной трубе присутствует алюминиевый слой, то необходимо избавиться от него. Дело в том, что со временем алюминиевая фольга станет разрушаться от соприкосновения с водой. Для этого, с помощью устройства для зачистки удалить верхний и фольгированный слои.
У элементов без армирующего алюминиевого слоя, отмечают глубину сварки на конце трубы, в зависимости от длины муфт.
Затем следует обезжирить места сварки с помощью спиртосодержащих жидкостей. Это сделает соединение более надежным и долговечным.
При этом следует внимательно осмотреть поверхность свариваемых труб. Любая, мельчайшая частица, которая попадет в шов, способна испортить не только этот стык, но и всю систему.
Подготовка сварочного аппарата
Аппарат для сварки труб требует определенной подготовки перед монтажом. Нужно выбрать ровную, гладкую поверхность и установить на нее прибор. Все детали сварочного агрегата должными сухими, чистыми. В случае необходимости их протирают спиртом. Элементы, служащие для нагрева, нужно установить при отключенном аппарате.

Когда сварочный аппарат подключен к сети, загораются индикаторы на корпусе. Один индикатор предназначен для контроля за температурой нагрева. Он должен погаснуть, когда нагрев достигнет требуемой величины. Рекомендуется, после того, как лампочка потухнет, подождать 5 минут, а затем приступать к сварке изделий. Второй индикатор – контрольный, он свидетельствует о подключении аппарата к сети.
Для нагрева самой трубы используется гильза, для нагрева фитингов предусмотрен дорн.
Из чего состоит процесс варки
После того, как аппарат нагрелся, насаживают свариваемые элементы на предусмотренные места. Данную операцию необходимо производить одновременно и прилагать определенные усилия.

Когда детали (труба и фитинг) установлены на сварочный аппарат, начинается отсчет времени нагрева. Правильно выбранный промежуток времени обеспечивает оптимальную расплавку материала и надежность шва. Абсолютное время нагрева зависит от диаметра трубы, который вы можете посмотреть в таблице выше.
Затем нагретые детали снимают с аппарата и стыкуют. Предварительно сделанные отметки помогут соединить детали правильно. Крутить и поворачивать элементы строго запрещено. Это приведет к нарушению стыка. Кроме того, нужно убедиться, что в нагретых деталях не появилось никаких наплывов.
Теперь стоит аккуратно отложить сваренный элемент в сторону, до полного остывания. Если вы все сделали, как положено, то должно получиться надежное и герметичное соединение.
Такие рекомендации помогут вам понять, как правильно сварить полипропиленовые трубы своими руками, а значит самостоятельно выполнить монтаж водопровода или отопления. Кроме этого читайте про монтаж полипропиленовых труб своими руками.

Видео — пайка полипропиленовых труб
Ручная и механическая сварка водопроводных полипропиленовых труб
Качественные, практичные и долговечные трубы из синтетических материалов замещают собой менее долговечные, массивные и сложные в монтаже металлические трубы. Применяют пластиковые трубы для монтажа систем обогрева и водопроводных магистралей. Основное преимущество состоит в том, что качественная сварка полипропиленовых труб своими руками при наличии необходимого оборудования доступна даже непрофессионалам. Температура безопасной эксплуатации пластиковых труб — от -10 до + 90 градусов по шкале Цельсия.

Из полипропиленовых труб создают системы водоснабжения и отопления
Достоинства полипропиленовых труб
Длительное время эксплуатации, высокая температура теплоносителя и никакой коррозии на внутренних стенках, небольшой вес и быстрый способ сварки полипропиленовых труб – это основные преимущества полипропиленовых (ПП) труб. Стоимость армированной пластиковой трубы, которая применяется, например, в системах отопления, сопоставима с ценой металлического трубопровода, но долговечность – значительно больше. О том, как сварить полипропиленовую трубу правильно, знает даже начинающий инженер-монтажник.
Маркировочный код для полипропиленовых труб, принятый производителями всего мира – это буквенное обозначение PN, что значит «полипропилен», и цифровой код, указывающий максимальное эксплуатационное давление трубы. Маркировка указывает, где можно применять изделие и как правильно варить отопление из полипропиленовой трубы этого типа.
Смонтированные трубы для отопления должны выдерживать значительное давление, с учетом постоянного нагрева.

Технические характеристики труб указываются на внешней стороне изделия
При отсутствии прямого нагрева внешней стороны полипропиленовой трубы от источников тепла – отопительный котел, прямые солнечные лучи, промышленное оборудование – водопроводная система будет работать без сбоев. Важна и температура, сварка полипропиленовой трубы своими руками будет безупречной при точном соблюдении режима прогрева деталей и минимальное количество деталей, соединенных методом «встык».
Методы соединения ПП труб
Для того, чтобы смонтировать систему правильно, необходимо точно выдерживать технологию монтажа ПП труб. Целевое назначение проекта определяет последовательность сборки системы и то, как правильно сваривать (варить) полипропиленовую трубу.
- муфтовое соединение – при этом оконечная часть ПП трубы сращивается с продолжающим отводом при помощи фитинга в виде муфты. В этом случае чаще всего применяется такая технология сварки полипропиленовых труб, когда разогреваются внешние поверхности полипропиленовых труб и внутренние поверхности стыковочной муфты, так называемая «раструбная» сварка. Результат – прочное, надежное и герметичное соединение, при соблюдении всех этапов сварки и температуры прогрева. Способ раструбной сварки полипропиленовых труб наиболее распространенный;
- соединение встык. Свариваемые поверхности – торцевые срезы ведущей ветки и ответной части полипропиленового трубопровода. Стыковая сварка чаще всего применяется при прокладке труб большого (от 40мм и выше) диаметра.
- технология сварки полипропиленовых труб большого диаметра предполагает использование специального, профессионального оборудования. Соединение обладает высокой прочностью. Если верно выбрана температура и усилие прижима, то соединение получается герметичным;
- соединение с использованием зажимных или само — фиксируемых фитингов. Рационально использовать для магистральных трубопроводов с низким уровнем давления;
- холодная сварка полипропиленовой трубы.
Использование клеевых составов и быстро застывающих компонентов с высокой адгезией для создания прочных и герметичных швов.

Трубы небольшого диаметра проще всего соединить при помощи фитингов
Холодная сварка позволяет решить задачу, как сварить полипропиленовую трубу для отопления в местах, где нет возможности задействовать электрооборудование.
Важно! От класса сварочного оборудования качество стыков зависит не меньше, чем от квалификации мастера – монтажника. Трубы необходимо подготавливать к сварочным работам. Наличие грязи, воды, органических веществ и некачественный срез, сварка труб пп с температурой ниже, чем расплав пластика приводят к непрочным швам, и как следствие, о герметичности соединений не может быть и речи.
Технология сварки полипропиленовых труб вручную
Для того, чтобы сваривать ПП трубы, необходимо запастись необходимым оборудованием и комплектующими элементами. В первую очередь составляется подробный проект, определяется вариант сборки и принимается решение о том, как сваривать полипропиленовую трубу с фитингами и ответной частью трубопровода. Исходя из конфигурации и геометрической формы будущего трубопровода, определяется и сварка для полипропиленовой трубы, какая лучше подойдет для конкретного проекта и не повлечет за собой увеличение сметы строительства. Рассчитывается количество поворотных фитингов, тройников ответвления и соединительных муфт и порядок монтажа, он же — порядок сварки полипропиленовых труб.
Во время монтажа возможна корректировка разводки труб, но благодаря легкости соединения это не вызывает особых проблем.
Для ручного сваривания полипропиленовых труб не потребуется большого запаса инструментов и особых навыков. Точное соблюдение последовательности сборки дают возможность создать надежную водопровод или систему отопления, герметичную на всей протяженности.

Ручная сварка труб производится при помощи компактного нагревательного прибора
Инструменты и оборудование:
- ножницы или резак для пластиковых труб. Предпочтительнее ножницы гильотинного типа, с мощным лезвием и зубчатым узлом передачи усилия;
- инструмент для зачистки армированных труб из ПП. Представляет собой специальный резак, а в примитивном виде – прочный нож с удобной рукоятью и коротким лезвием;
- для обезжиривания поверхности целесообразно применять спиртовые компоненты. Как правило, используют этиловый (изобутиловый) спирт. Ацетон, весьма распространенный в качестве обезжиривающего средства для лакокрасочных материалов, не годится для ПП труб – он просто разрушает поверхность, делает ее рыхлой и непрочной;
- паяльник для полипропиленовых труб представляет собой нагреваемую до выбранной температуры (не менее 260 градусов по Цельсию) поверхность – дорн – на который крепятся насадки для труб и фитингов. Паяльники бывают трубообразной формы и в форме вытянутого молота. Трубообразным паяльником удобнее варить трубы в труднодоступных местах;
- обычная строительная рулетка поможет избежать перерасхода материалов. Правильно отмеренная длина участка сведет к минимуму количество подрезов и подгонок;
- шаблон в виде короткого отрезка трубы большего диаметра. Длина шаблона должна точно соответствовать глубине вхождения трубы в фитинг. Лучше и удобнее использовать шаблон с донышком. Стыковая сварка не требует применения шаблонов.
Если правильно соблюдается технология сварки полипропиленовой трубы для отопления, то после остывания сварного шва образуется ровный, аккуратный буртик, одинаковый по высоте на всей своей протяженности.
Важно! Излишек расплавленной пластмассы внутри свариваемых деталей приведет к уменьшению внутреннего сечения трубопровода. Это приводит к незапланированному увеличению давления, и ухудшает проходимость воды или теплоносителя внутри системы отопления. Чем тщательнее подход к пайке, тем лучше качество сварных швов.
Этапы монтажа и особенности пайки
Строгое соблюдение всех этапов создания трубопровода необходимо, только так можно получить надежную систему.

Перед монтажом труб нужно рассчитать и разметить места для креплений и обозначить сложные узлы
Порядок действий таков:
- ПП трубы подготавливаются к работе. Тщательный осмотр внешней стороны позволит выявить еще до этапа сборки те трубы, которые могут иметь производственные дефекты. Это особенно важно для труб, из которых монтируется скрытая система отопления. Определяется температура нагрева труб.
- Подготавливается поверхность для монтажа. Происходит предварительный расчет точек крепления веток разводки ПП трубопровода, и определяются проблемные места будущей системы: пересечение стен и перекрытий, порядок подключения к существующим инженерным коммуникациям. Непосредственно сварка трубы из полипропилена своими руками несложная, хотя иногда варить элементы системы приходится поочередно.
- Подготавливаются инструменты. Обрезное лезвие должно быть заточено таким образом, чтобы создавать ровный перпендикулярный срез, не изменяя геометрию труб.
- Насадки утюга для труб (паяльника) должны быть чистыми, без следов расплавленного пластика и других загрязнений. Очищаются насадки для паяльника во время нагрева, при помощи хлопчатобумажной ткани или деревянной щепки. О том, как правильно варить полипропиленовую трубу каждого конкретного вида информирует в покупателя производитель – в инструкции к паяльному оборудованию указаны уровень температуры и время прогрева.
- Насадки устанавливаются на паяльник, прогреваются до температуры плавления полипропиленовой трубы, сварка происходит за счет размягчения внешнего слоя труб или внутренней поверхности фитинга. Монтаж выполняется правильно, если температура нагрева компонентов соответствует сечению трубы и фитинга.
Качественный инструмент имеет регулировку нагрева, и устойчивую подставку. Сваривать трубы таким паяльником удобно, и при соблюдении минимальной осторожности безопасно.
Промышленные трубопроводы большой протяженности, технологические системы, и системы отопления, в которых используются трубы большого диаметра, принято соединять между собой при помощи специального оборудования, необходимого для равномерного нагрева соединяемых отрезков. Именно так происходит сварка полипропиленовых труб, температуру нагрева контролирует машина автоматически.

Для сварки труб больших диаметров методом «встык» применяется специальная машина
Варить трубопроводную магистраль принято встык, и при наличии механического сварного комплекса соединение получается весьма прочным.
Компоненты стационарного автоматического сварочного комплекса:
- опорная рама, на которой монтируются все составляющие части;
- механическая пила для торцовки труб;
- автоматические захваты для пп труб;
- внутренние само — выравнивающиеся вкладыши, для надежной фиксации труб;
- электронный блок контроля температуры;
- нагревательный элемент.
Как варить трубу из полипропилена при помощи сварочного агрегата
Последовательность действий при работе с механическим сварочным аппаратом немногим отличается от работы с ручным паяльником. Технология сварки полипропиленовых труб в автоматическом режиме схожа с ручной пайкой, за исключение того что зачистка (торцовка) трубы происходит при помощи механической пилы, и прижим труб в месте пайки обеспечивают механические захваты. Процесс называют стыковой сваркой полипропиленовых труб.
Контроль уровня температуры нагрева при сварке полипропиленовых труб и автоматическое отключение нагревательного элемента обеспечивает блок системы управления.
Сварка полипропиленовой трубы встык при помощи автоматического агрегата занимает минимум времени, и отличается высоким качеством шовных соединений. Точная температура сварки полипропиленовой трубы — еще одно преимущество автоматической системы. Для систем отопления это немаловажно, но стоимость профессионального оборудования достаточно высока. Но эта проблема решается просто: можно взять нужные приборы в аренду.
Паяльник для ПП труб, особенности выбора и работы – опыт участников FORUMHOUSE
В отличие от городских квартир, в загородном доме организация систем отопления и водоснабжения – первоочередная задача, встающая перед владельцами. Существует несколько технологий прокладки внутридомовых коммуникаций для раздачи воды или теплоносителя в системе отопления. Из них наиболее бюджетной и посильной для начинающих является пайка полипропиленовых труб. При указанной технологии построение коммуникаций производится посредством нагрева сварочным аппаратом составных элементов (труб, уголков, муфт и пр.) с последующим их контактом друг с другом. С появлением этой технологии многие домовладельцы стали выбирать самостоятельный монтаж и предпочитают обходиться без найма специалистов. Но без чего не обойтись, так это без сварочного оборудования, о котором и пойдет речь в статье. Воспользуемся коллективным опытом участников портала, чтобы выбрать паяльник для полипропиленовых труб (сварочный аппарат для полипропилена), а также узнаем о тонкостях его применения.

Характеристики инструмента
Официально этот инструмент называется сварочный аппарат для полипропилетновых труб, но в народе переименован в паяльник, так как это его принцип работы – нагрев элементов посредством электрического тэна до температуры плавления, при которой получается монолитное соединение без ухудшения свойств материала. Конструкция всех паяльников для полипропиленовых труб одинакова:
- корпус с рукояткой,
- нагревательная платформа,
- подставка,
- насадки разных диаметров.
Количество насадок, следовательно, и труб, которые можно обрабатывать одновременно, зависит от формы платформы. Они бывают двух типов: стержневые и мечевидные.
Форма платформы инструмента
| Форма платформы | Нагревательный элемент |
|---|---|
| Стержневая | нагревательный элемент в виде стержня (цилиндра), на который надеваются и фиксируются насадки, |
| Мечевидная | нагревательный элемент плоский, в форме меча (или утюга) с отверстиями, в которых фиксируются насадки. |

Независимо от конфигурации платформы, паяльник для полипропиленовых труб оснащается механическими или электронными регуляторами, позволяющими настроить температурный режим. Оптимальная температура нагрева насадки – 260⁰С, при отклонении в любую сторону больше 5⁰С либо получится недостаточно прочный шов, либо начнется деструкция полипропилена. В некоторых моделях, кроме цветовой индикации, оповещающей о готовности прибора к работе, есть и звуковая, сообщающая об окончании операций.
Мощность паяльников для труб начинается от 680 Вт и достигает 2000 Вт, чем больше диаметр труб, тем сильнее должен быть агрегат. Для большинства операций по пайке водопроводных, отопительных, канализационных или поливочных систем достаточно показателей в 800-1200 Вт, что и подтверждают наши умельцы.

Мощность влияет на обеспечение температуры в 260⁰С, +/- 5⁰С для фитингов разного диаметра. Вообще 1,5-2 кВт избыточно, нужна такая мощность для больших диаметров. Для диаметров 16-63 мм достаточно модели от 680 Вт, для диаметров 16-75мм – модель 850 Вт, модель 1200 Вт – диаметры до 125 мм.
Насадки для паяльника
Комплектация паяльников для труб даже нижнего ценового сегмента включает насадки, обычно в количестве трех штук под самые «ходовые» диаметры труб – 20, 25, 32 мм. Если речь о моделях, которые продаются по более высокой цене, то в комплекте будут насадки, начиная с 16 мм и по 63 мм, как вариант – купить набор насадок отдельно, но фирменные доборы могут стоить, как сам бюджетный паяльник.

Изначально насадки делают из сплавов меди и алюминия, потом покрываются антипригарным тефлоновым слоем. Чем толще этот слой, тем дольше прослужит насадка, так как по мере истирания покрытия на формы начинает налипать пластик, появляется характерный «аромат», и возникают сложности при снятии деталей. Износ насадок происходит не только при усиленной эксплуатации или из-за исходно неважного качества, но и при небрежном обращении с инструментом.
Параметры выбора инструмента
Не у всех есть возможность платить солидную сумму за брендовый профессиональный инструмент, когда планируется только личное пользование, даже с учетом всех его положительных характеристик. И бюджетная модель не самого маститого производителя отработает на всех системах в доме и будет сваривать все должным образом. Поэтому большие, но по пять, или маленькие, но по три, каждый решает для себя, а мы рассмотрим, на что обратить внимание как при выборе, так и в процессе работы.
На градацию регулятора

Термостатической регулировки с точностью 10⁰С может быть недостаточно, так как при 270⁰С начинается уже термическая деградация ПП-Р, поэтому самое главное – температура в 260⁰С на насадке, а не на регуляторе температуры. Данную температуру при работе нужно проверять термометром.
Но если нет возможности переплачивать за модель с более точными настройками, можно схитрить.

Сразу к паяльнику для труб купите электронный тестер с щупом для определения температуры. Каждый раз перед нагревом соединяемых фитингов замеряйте температуру самого паяльника. Когда 260-265⁰С – смело работайте.
Можно использовать измерительные приборы и при выборе инструмента, чтобы знать, чего ждать.

Нужно проверять сразу – в магазин идти с пирометром, когда рассматриваешь непонятные дешевые аппараты. По моему опыту, подобный инструмент не соответствует заявленным характеристикам. Насадки не нагреваются до заданной температуры даже при полной мощности, не совпадают регуляторы и шкала, на некоторых, даже когда стоит регулятор температуры и контрольные лампочки, сам корпус нагревается до 80⁰С, температура на насадках может отличаться на 50⁰С, о равномерном нагреве и речи не идет.

На прочность соединений
Надежность креплений ручек и штативов можно проверить, просто подержав прибор в руке, как и его эргономику, и вес, что тоже немаловажно. На качество пайки труб расшатанная платформа не обязательно влияет, но и необходимость затягивать крепеж через каждые несколько рабочих часов комфорта не добавит.
Еще один участник нашего портала советует комплексный подход к выбору.

Занимаюсь сваркой ПП более пяти лет, по сварочным аппаратам сделал следующие выводы – при выборе нужно учитывать следующие моменты:
- Регулировка мощности тэнов.
- Насадки.
- Геометрия платформы.
- Расположение насадок относительно края платформы.
- Основание.
Умелец обосновывает свои выводы реальными ситуациями.
- Регулировка – посредством специальных настроек проще подобрать оптимальную температуру для фитингов разных производителей, так как при сварке одни могут все еще нагреваться, кода другие уже начинают плавиться. В зимнее время полипропилен нагревается медленнее, и обработка требует больше времени, регулятором можно задать соответствующий режим.
- Насадки – антипригарный слой на насадках дешевых моделей слишком тонкий и после десятка швов появляются остатки, которые необходимо очищать перед следующей операцией.
- Геометрия – кода приходится паять пластиковые трубы нескольких диаметров, удобнее, если на платформе можно зафиксировать сразу две пары насадок друг за другом (от края). Это экономит массу времени.
- Расположение насадок – чтобы осуществлять сварку швов в труднодоступных зонах трубопровода, легче, когда насадка закреплена вровень с краем платформы, выступы в такой ситуации мешают.
- Основание – не самый важный, но значимый параметр, неудобно работать, когда штатив хлипкий.
Новички боятся испортить соединение, неправильно выбрав паяльник, но дело не только в оборудовании.

Обезжиривайте трубу, ставьте метки глубины фломастером (не ленитесь), используйте трубы хорошего качества и нормальные ножницы (чтобы из круга эллипс не делали). И всё будет путём, даже с бюджетным паяльником.
Перед «проверкой боем» стоит потренироваться на расходниках.

Для непрофессионального использования вполне подойдут бюджетные модели. Если паять будете впервые, советую немного потренироваться – соберите десяток муфт с трубой, проследите, чтобы край трубы внутри муфты не заворачивался внутрь, сужая соединение, руку набьете – и в бой.

Какой бы паяльник для труб вы в результате ни выбрали, сам по себе он не гарант безошибочной сборки. Если есть сомнения в правильности схемы или технологии исполнения – вам в раздел инженерных систем. Конкретные модели конкретных брендов для паяльных работ посоветуют или отсоветуют в теме о выборе паяльника для полипропилена. В видео – о типах труб и особенностях их спайки.
Сварка полипропиленовых труб своими руками: правила пайки для начинающих

Фото: Андрей Дачник
Полипропиленовые трубы широко используются в настоящее время для прокладки водопроводов и трубопроводов систем отопления в частных домах.

При нагреве ППР-труб и фитингов на раструбах сварочного аппарата происходит локальная деполимеризация полипропилена, а при тугом совмещении поверхностей свариваемых труб и их остывании происходит взаимная диффузия материала и реполимеризация. Таким образом, при соблюдении всех тонкостей сварочной технологии свариваемые поверхности труб и фитингов становятся одним целым.



Оборудование для диффузной раструбной сварки полипропиленовых труб
Для работы вам понадобится:
- Труборез. Самый распространённый вариант ― это ножницы для резки труб. Однако такой труборез не гарантирует ровный рез и частично может деформировать трубу. Более ровный рез достигается при использовании циркулярного трубореза для пластиковых труб. При отсутствии специального режущего инструмента можно использовать ножовку с мелким зубом и стусло.
- Торцеватель. При использовании армированных металлической фольгой труб в системах отопления и горячего водоснабжения для предупреждения расслаивания стенок труб при гидроударах при высоких температурах рекомендуется удалять слой внутреннего фольгирования на протяжении до 2 мм. Также торцеватель позволяет получить ровную фаску среза и удалить возможные заусенцы.
- Линейка и карандаш. На трубе необходимо отмерить и отметить рекомендуемую глубину сварки. Если не соблюдать нормы заглубления труб в фитинги при сварке, внутри могут образовываться валики из полипропилена, сужающие просвет труб. Также отметки на трубе и фитингах пригодятся для сварки труб в определенном взаимном положении.
- Спиртовые салфетки. Место сварки полипропиленовой трубы должно быть тщательно обеспылено и обезжирено для предупреждения образования капиллярных ходов в толще свариваемого материала.
- Сварочный аппарат со сменными раструбными насадками (муфты-дорны). Для большинства случаев подойдёт обычный и недорогой сварочный аппарат с нагревательным элементом мечевидной формы с мощностью до 1 кВт. Такой аппарат может обеспечить сварку труб диаметром до 63 мм. Профессиональные сварочные аппараты отличаются большей мощностью, точностью регулировки температуры. Также профессиональные аппараты позволяют одновременно нагревать две пары раструбов разного диаметра, чтобы не терять время на их замену при сварке труб разного диаметра. Для сварки ППР-труб в труднодоступных местах существуют сварочные аппараты с тонким круглым нагревательным элементом, который может быть расположен как прямо, так и под углом 90 градусов. Раструбы для таких сварочных аппаратов выполнены как единое целое с отверстием для нагревательного элемента между муфтой и дорном. При выборе сварочного аппарата важно обратить внимание, чтобы раструбы в комплекте были покрыты тефлоновым антипригарным покрытием (обозначается как PTFE) для предупреждения налипания пластика на раструбы. В бытовом использовании достаточно двух световых индикаторов нагрева: красного (индикатор работы) и зелёного (индикатор достижения установленной температуры). Рукоятка регулятора нагрева должна иметь чёткую градуировку и хорошую фиксацию в выбранном положении. На подставке сварочного аппарата не будет лишней струбцина: она позволяет закрепить аппарат, чтобы он не двигался при разъёме нагретых труб.

Какие полипропиленовые трубы выбрать?
Для эксплуатации в простых системах водоснабжения в городских условиях можно выбирать ППР-трубы любых производителей. Для холодного водоснабжения используются неармированные трубы, а для горячего водоснабжения ― армированные стекловолокном или фольгой трубы (при нагреве на 10 °C армированные полипропиленовые трубы удлиняются всего на 0,3 мм на каждый погонный метр, а неармированные трубы удлиняются на 1,5 мм).


Также дорогие ППР-трубы имеют армирование из стекловолокна, которое не способствует расслаиванию стенок труб при дефектах сварки, как в трубах с армированием металлической фольгой. Более дорогие ППР-трубы легко отличить по меньшей толщине стенок труб и лучшей эластичности, особенно при охлаждении. Такие трубы лучше противостоят случайному замерзанию в них воды ― растягиваясь без нарушения целостности.

