
Что это — метод Роквелла? Метод определения твердости
ОПРЕДЕЛЕНИЕ ТВЕРДОСТИ ПО МЕТОДУ РОКВЕЛЛА
Цель работы:
1. Изучить метод определения твердости по Роквеллу, и область его применения.
2. Изучить устройство твердомера и приобрести навыки пользования твердомером.
3. Определить твердость заданных образцов по шкале А, В, С.
Приборы, материалы, инструменты:
1) твердомер ТК-2;
2) образцы из разных материалов для измерения твердости;
3) сменные наконечники;
Определение твердости по методу Роквелла основано на вдавливании в испытуемый материал стального закаленного шарика диаметром 1,59 мм (1/16) или алмазного конуса с углом при вершине 120° и последующем измерении глубины отпечатка. Вдавливание производится последовательными нагрузками: предварительной нагрузкой, равной 100 Н, и основной, зависящей от твердости и испытуемого материала.
Твердость по Роквеллу определяется по формуле:
 ,
,
где К – постоянная величина, равная для алмазного конуса 0,2, для стального шарика 0,26; h1 – глубина проникновения шарика (конуса), полученная после снятия основной нагрузки, мм; h – глубина проникновения шарика (конуса); С – цена деления индикатора, равна 0,002 мм.
Значение твердости на приборе Роквелла снимают непосредственно со шкалы индикатора, градуировка которой является величиной безразмерной. Прибор имеет три шкалы – В, С и А.
Шкала В (красная) предназначается для испытания твердых материалов, имеющих твердость по Бринеллю до 2300 МН/м. Для вдавливания применяется стальной шарик; основная нагрузка 1000 Н; твердость обозначается HRВ.
Шкала С (черная) предназначается для испытания твердых материалов, имеющих твердость по Бринеллю от 2300-7000МН/м. Для вдавливания применяется алмазный конус; основная нагрузка 1500 Н; твердость обозначается HRC.
Шкала А (черная) предназначается для испытания очень твердых материалов НВ > 7000 МН/м или тонких слоев. Для вдавливания применяется тот же алмазный конус; основная нагрузка 600 Н; твердость обозначается HRA.
Метод Роквелла является более совершенным, чем метод Бринелля, и благодаря высокой производительности и точности получил широкое применение в промышленности. Пользуясь специальными таблицами числа твердости по Роквеллу, можно перевести в числа твердости по Бринеллю.
Поверхность испытуемого образца должна быть плоской. Если испытанию подвергается изделия с изогнутыми поверхностями, то радиус кривизны последних должен быть снят и установлен призматический. На испытуемой и опорной поверхностях образца не должно быть окалины, трещин и выбоин, а также грязи или смазки. Для удаления указанных дефектов образец зачищают наждачной бумагой, напильником или мелкозернистым наждачным кругом, при этом температура образца не должна быть выше 100°С. Опорная поверхность образца должна обеспечивать плотное и устойчивое прилегание его к опорному столику. В зависимости от испытуемого металла испытание производится по соответствующей шкале согласно табл. 3.
Шкала А и С совмещены. На приборе отчет твердости берем непосредственно со шкалы. Толщина испытуемого образца должна быть не менее десятикратной глубины внедрения, чтобы на опорной поверхности не появлялась выпуклость или другие признаки действия нагрузки. В противном случае испытание считается недействительным.
Если по приложению предварительной нагрузки указатель отклонится более чем на 5 делений от вертикального положения, испытание считается недействительным.
Таблица выбора режимов работы твердомера
| Примерная твердость по Бринеллю, МН/м | Обозначения шкалы | Вид наконечника | Нагрузка Н | Обозначения твердости по Роквеллу | Допускаемые предельные изменения |
| 600-2300 | В | Стальной шарик | HRB | 25-100 | |
| 2300-7000 | С | Алмазный конус | HRC | 20-67 | |
| Свыше 7000 | А | Алмазный конус | HRA | Свыше70 |
Расстояние центра отпечатка от края образца или от центра другого отпечатка при испытании по шкале А и С должно быть не менее 2,5 мм, по шкале В – не менее 4 мм. За число твердости принимается результат каждого испытания, причем на каждом образце должно быть произведено не менее трех испытаний и вычислено среднее арифметическое.
Схема прибора и измерения твердости по методу Роквелла показана на рис. 16. В зависимости от твердости испытуемого образца выбирают нагрузку и индентор по табл. 3. Нагрузку обеспечивает набор грузов, состоящий из одного постоянного 13 и двух переменных 12 и 11, каждый из которых дает соответственно нагрузку 500 Н, 400 Н и 500 Н. Твердостьобразца определяют по шкале индикатора 9. При испытании алмазным конусом под нагрузкой 1500 Н отсчет производят по черной шкале С, а под нагрузкой 600 Н – по черной шкале А; при испытании стальным шариком отсчет осуществляется по красной шкале В.
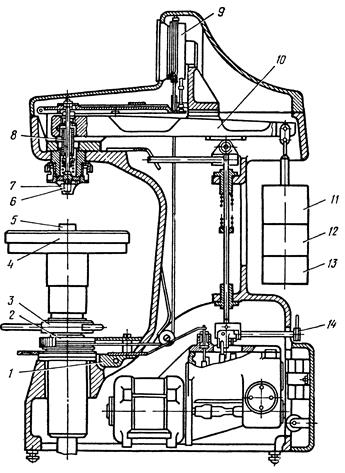
Рис. 16. Схема прибора ТР.

Рис. 17. Шкала индикатора прибора ТР.

Независимо от выбранной шкалы испытаний –
установка на ноль по шкале С.
В шпиндель 8 закрепляют оправку с индентором 6. Образец 5 устанавливают на столик 4 и, вращая по часовой стрелке маховик 3, поднимают столик до упора образца в ограничительный чехол 7 индентора, что создает предварительную нагрузку 100 Н (10 кгс). В момент упора образца в ограничительный чехол маленькая стрелка индикатора (рис. 17 а) должна дойти до точки, а большая стрелка установиться около нуля черной шкалы С. Совмещают большую стрелку индикатора с нулем шкалы С, вращая барабан 2. Такое совмещение производится при испытании всеми инденторами с любыми нагрузками. При нажатии на клавишу 1 электродвигатель опускает рычаг 10 с подвеской и грузами – создается общая нагрузка: предварительная + основная. При этом индентор углубляется в образец, а большая стрелка индикатора поворачивается против движения часовой стрелки (рис. 17 б). Длительность цикла испытания устанавливают рукояткой 14. Нормальный цикл испытания – 4 с, а ускоренный – 2 с. После окончания вдавливания основная нагрузка автоматически снимается. При этом большая стрелка индикатора поворачивается по часовой стрелке и указывает на соответствующей шкале число твердости по Роквеллу (рис. 17 в). Вращая маховик 3 против часовой стрелки, опускают стол 4 и освобождают образец 5. Пример оформления результатов проведенных испытаний представлен табл. 4
Дата добавления: 2015-09-11 ; просмотров: 3215 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Что это — метод Роквелла? Метод определения твердости
3.2. Наконечник алмазный конусный типа НК по ГОСТ 9377, угол при вершине — 120°, радиус сферической части 0,2 мм.
3.4. Столик или подставка должны иметь твердость на опорных поверхностях не менее 50 HRC.
(Поправка. ИУС N 8-2002).
4. ИЗМЕРЕНИЕ ТВЕРДОСТИ
4.1. Измерение твердости проводят при температуре (20 ) °C. При разногласиях в результатах измерение твердости проводят при температуре (23±5) °С.
4.2. Опорные поверхности столика и подставки, а также опорные и рабочие поверхности образца (или изделия) должны быть очищены от посторонних веществ (окалины, смазки и др.).
4.3. Образец должен быть установлен на столике или подставке устойчиво во избежание его смещения и прогиба во время измерения твердости.
4.4. При измерении твердости прибор должен быть защищен от вибрации и ударов.
плавное снятие основного усилия через 1-3 с после резкого замедления или остановки стрелки индикатора (или изменения показаний цифрового отсчетного устройства).
Для металлов, при измерении твердости которых резкого замедления или остановки стрелки индикатора (или изменения показаний цифрового отсчетного устройства) не наблюдается, время выдержки под общим усилием должно составлять от 10 до 15 с.
При наличии указаний в нормативно-технической документации на металлопродукцию указанное время выдержки может быть увеличено до 60 с.
4.6. Расстояние между центрами двух соседних отпечатков должно быть не менее четырех диаметров отпечатка (но не менее 2 мм).
Расстояние от центра отпечатка до края образца должно быть не менее 2,5 диаметра отпечатка (но не менее 1 мм).
4.7. На опорной поверхности образца (или изделия) не должно наблюдаться следов деформации от отпечатка.
4.8. Число твердости по Роквеллу определяется по шкале индикатора или показателя цифрового отсчетного устройства с округлением до 0,5 единицы твердости.
4.9. При измерении твердости на выпуклых цилиндрических и сферических поверхностях по шкалам А, В, С, D, F, G в результаты измерения твердости должны быть введены поправки, величины которых приведены в приложении 3. Поправки прибавляются к полученным значениям твердости.
Поправки при измерении твердости на вогнутых поверхностях устанавливаются в нормативно-технической документации на металлопродукцию.
4.10. После смены наконечника, рабочего столика или подставки первые три измерения не учитываются.
4.11. Количество отпечатков при измерении твердости, способ обработки и результаты измерений указываются в нормативно-технической документации на металлопродукцию.
5. ПРОТОКОЛ ИСПЫТАНИЯ
5.1. В протоколе измерения твердости следует указать:
значения и шкалу твердости;
продолжительность выдержки индикатора под общей нагрузкой в случае отличия от стандартных условий;
обозначение образца.
Разделы 3-5. (Измененная редакция, Изм. N 3).
Измерение твердости по Роквеллу
Металлы обладают достаточно большим количеством физико-механических свойств, которые следует учитывать при их использовании для изготовления различных изделий. Твердость – способность одного материала препятствовать проникновению в него другого, более твердого. Для измерения этого показателя были разработаны самые различные методики тестирования. Часто проводится измерение твердости по Роквеллу (HRC). Этот метод имеет довольно большое количество особенностей, о которых далее поговорим подробнее.

Методика измерения
Метод определения твердости металла по Роквеллу применяется в случае, когда нужно протестировать заготовку небольшой толщины. Кроме этого, подобным образом проверяется твердость поверхностного слоя изделия, к примеру, прошедшего закалку или процесс цементирования.
Проводится определение твердости металлов методом Роквелла следующим образом:
- Метод основан на вдавливании более твердого объекта в испытуемый. Для этого используется специальный алмазный наконечник, который имеет форму правильной пирамиды.
- Нагрузка прикладывается к наконечнику на протяжении определенного времени. При этом время выдержки и величина нагрузки могут существенно различаться. Согласно установленным стандартам в ГОСТ 9013-59, нагрузка может быть от 1 до 100 кгс. При этом уточняются конкретные значения из этого промежутка.
- Полученные отпечатки алмазного конуса измеряются. Наиболее важными показателями в этом случае можно назвать размер диагоналей оставшегося отпечатка.

Принцип измерения твердости по Роквеллу
Полученные данные сверяются с табличными значениями, в которых учитывается величина приложенной силы и время выдержки. Рассматриваемая методика позволяет получить показатель твердости в своих условных единицах.
Процесс измерения можно разделить на несколько этапов:
- Определяется тип шкалы.
- Устанавливается подходящий индикатор. Важно выбрать индикатор, который будет соответствовать типу установленной шкалы.
- Проводится два пробных теста, которые необходимы для корректирования работы применяемого оборудования.
- Прикладывается предварительная нагрузка, равная 10 кгс.
- Прикладывается основная нагрузка и выдерживается определенный период, который позволяет получить максимальное значение.
- Убирается нагрузка и считывается полученный результат.
Современное оборудование позволяет существенно упростить процесс и повысить точность получаемых результатов в ходе проводимых измерений.
Шкалы твердости
Мера твердости по Роквеллу обозначается HRC. За время проведения тестирования различных металлов было разработано 11 шкал, которые отличаются по соотношению геометрических размеров наконечника и прилагаемой нагрузки. Стоит учитывать, что сегодня в качестве вдавливаемого тела сегодня используются не только алмазные наконечники. Распространение получили:
- сферы, изготавливаемые из закаленной стали;
- шарики из сплава карбида и вольфрама.
Обозначение проводится с использованием заглавных букв латинского алфавита.

Шкалы для определения твердости по Роквеллу
Прочему так важно учитывать тип применяемой шкалы? Причин довольно много:
- От нее зависит вид вдавливаемого индикатора. При этом есть определенная связь между геометрической формой и размерами индикатора и получаемыми данными.
- У каждого типа вдавливаемого объекта есть свое ограничение по показателю максимальной нагрузки.
Получаемые результаты важны при изготовлении подшипников и прочих ответственных элементов, используемых при создании автомобилей или авиатехники. Размерность твердости, определяемой по Роквеллу, учитывается и при выборе изделий из закаленной стали.
Оборудование для проведения измерения
На момент разработки рассматриваемой методики измерения твердости специального оборудования не было. После того, как в машиностроительной и других областях промышленности установили важность этой физико-механической характеристики, было разработано специальное оборудование, которое основано также на вдавливании шарика или конуса в тестируемый объект. Современное оборудование позволяет с высокой точностью контролировать величину прилагаемой силы и времени выдержки. Твердомером измеряется твердость, как правило, небольших объектов, являющимися образцами получаемой заготовки. Это связано с весьма компактными размерами большинства моделей рассматриваемых устройств.

К особенностям применяемого оборудования можно отнести нижеприведенные моменты:
- Испытуемый образец, как правило, располагается на столике.
- Алмазный наконечник опускается с помощью грузового рычага.
- Важным моментом является то, что наконечник опускается плавно. Это достигается при применении рукоятки с масленым амортизатором.
- Время выдержки применимой нагрузки зависит от размеров испытуемого образца. Как правило, показатель составляет 3-6 секунд. Сила воздействия определяется также величиной заготовки.
- Важные параметры вводятся при помощи специального пульта программирования. За счет того, что контроль прилагаемой силы и время выдержки проводит оборудование, точность получаемых результатов довольно высока.
Рассматриваемое оборудование производится достаточно большим количеством различных компаний. При этом стоимость предложения может колебаться в достаточно большом диапазоне.
Преимущества и недостатки метода
Каждый метод вычисления твердости поверхности обладает своими определенными достоинствами и недостатками. Принято считать, что испытание на твердость по Роквеллу и Бринеллю являются основными, так как позволяют получить наиболее точный результат.
К достоинствам метода измерения твердости по Роквеллу HRC можно отнести нижеприведенные моменты:
- Технология определяет возможность тестирования поверхностей с повышенной твердостью.
- При тестировании поверхность повреждается несущественно, что позволяет исследовать уже готовые изделия.
- Существенно упрощается процесс расчетов показателя твердости, так как нет необходимости в замере диаметра получаемого отпечатка после снятия прилагаемой нагрузки.
- На проведение измерений по Роквеллу уходит всего несколько секунд.
Однако есть и несколько существенных недостатков, которые также нужно учитывать:
- В сравнении с методом по Бринеллю, получаемый результат не так точен.
- Для повышения точности проводимых измерений следует тщательно подготовить поверхность.
Несмотря на то, что получаемые результаты могут иметь достаточно высокую погрешность, этот метод получил широкое распространение в машиностроительной и других отраслях промышленности, так как на тестирование уходит мало времени.
Показатель твердости зависит от достаточно большого количества моментов, к примеру, химического состава. Кроме этого, металлы могут улучшаться закалкой и другими видами термической обработки. Сегодня можно встретить довольно много методической литературы с таблицами, в которых указывается твердость для распространенных материалов. Принимаются эти значения зачастую при выполнении расчетов или проектировании.
Твердость некоторых материалов, получаемая при проведении тестов по Роквеллу, сравнивается с соответствующим показателем алмаза. Этот материал считается одним из самых твердых. Поэтому твердость алмаза по Роквеллу составляет 100 HRC. Аналогичные показатели стекла и вольфрама будут существенно ниже.
На точность проводимых измерений может оказывать влияние:
- Толщина испытуемого образца. Согласно принятым нормам при проникновении алмазного наконечника на 0,2 мм толщина испытуемого образца должна быть не меньше 2 см. В противном случае, полученные данные будут считаться искаженными.
- Если один образец применяется для проведения нескольких тестов, то расстояние между отпечатками должно быть не менее трех их диаметров. Соблюдение этого правила также позволяет получить более точные результаты.
- Результаты на циферблате могут отличаться в зависимости от положения исследователя. Повторные тестирования должны проводиться с одной точки обзора, иначе полученные результаты могут отличаться.
В заключение отметим, что сегодня подобные исследования проводятся все реже. Это связано с тем, что при изготовлении заготовок достигают высокой точности химического состава и физико-механических свойств. Поэтому каждой марке металла соответствует определенный показатель твердости по Роквеллу. Измерения зачастую проводятся после выполнения химико-термической обработки, когда от соблюдения применяемой технологии зависит конечный результат.
1. ОПРЕДЕЛЕНИЯ И ОБОЗНАЧЕНИЯ
1.1 . При определении твердости по Роквеллу принимаются следующие определения и обозначения:
предварительная сила F 0 = 98,07 H ± 1,96 H (10 кгс ± 0,2 кгс);
общая сила F = F 0 + F 1 = 588,4 H ± 2,94 H (60 кг c ± 0,3 кгс);
глубина внедрения наконечника h 0 в испытуемый образец под действием предварительной силы F 0 , мм;
глубина внедрения наконечника h в испытуемый образец, измеренная после снятия дополнительной силы F 1 с сохранением предварительной силы F 0 , мм;
относительное увеличение глубины внедрения е после снятия дополнительной силы, но при сохранении предварительной силы, мм

твердость по Роквеллу HRA = 100 — е;
номинальная твердость меры твердости 
средняя измеренная твердость меры твердости 
средняя измеренная твердость образца 
поправка D HRA =  —
— 
среднее значение твердости образца  с учетом поправки.
с учетом поправки.
(Измененная редакция, Изм. № 1).
2. МЕТОД ОТБОРА ОБРАЗЦОВ
2.1 . Отбор образцов проводят в соответствии с требованиями ГОСТ 20559-75 .
2.2 . Поверхность или участок поверхности образца, на которой проводят намерение твердости, должны быть отшлифованы таким образом, чтобы шероховатость поверхности была Ra £ 0,63 мкм по ГОСТ 2789-73 . Шлифование следует проводить так, чтобы наклеп и нагрев поверхности были минимальными. Шлифование образца должно проводиться по ГОСТ 20019-74 .
Изделия с нанесенным поверхностным слоем и многогранные пластины классов точности U и М по ГОСТ 19042-80 — ГОСТ 19085-80, ГОСТ 24247-80 — ГОСТ 24257-80 не шлифуются.
При определении твердости образца с криволинейной поверхностью радиус кривизны должен быть не менее 15 мм.
При определении твердости образца с радиусом кривизны менее 15 мм на образце должна быть сделана площадка шириной не менее 2 мм.
(Измененная редакция, Изм. № 1, 2).
2.3 . Толщина слоя, сошлифованного с поверхности образца, должна быть не менее 0,2 мм.
2.4 . Образец после шлифования должен иметь толщину не менее 1,6 мм.
(Измененная редакция, Изм. № 2).
2.5 . Поверхность образца, где происходит внедрение наконечника, должна быть параллельна опорной поверхности. Отклонение от параллельности должно быть не более 0,1 мм на каждые 10 мм.
3. ОБОРУДОВАНИЕ
3.2 . Алмазный конический наконечник по ГОСТ 9377-81 . Радиус сферы при вершине конуса r должен быть (0,2 ± 0,005) мм.
(Измененная редакция, Изм. № 1).
3.3 . Твердосплавные меры твердости должны соответствовать приведенным в таблице. Шероховатость рабочей поверхности должна быть Ra £ 0 ,08 мкм.
Значения твердости мер в единицах HRA
Размах значений твердости для каждой испытуемой меры в ед. HRA , не более
4. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
4.1 . Подбирают меру твердости, имеющую значение твердости, наиболее близкое к предполагаемой твердости образца.
Среднее значение из трех измерений твердости выбранной меры должно быть ±0,5 HRA к значению твердости, указанному на мере.
Если среднее измеренное значение отличается от значения твердости, указанного на мере, более чем на ±0,5 HRA , необходимо проверить прибор и алмазный наконечник и устранить причину ошибки.
Если среднее значение твердости меры отличается на 0,3; 0,4 и 0,5 НРА от ее номинальной твердости, вносят поправку с соответствующим знаком среднему значению твердости образца (0,3; 0,4 и 0,5 НРА).
(Измененная редакция, Изм. № 1, 2).
4.2 . Последовательность проведения испытаний должна соответствовать требованиям ГОСТ 9013-59 .
4.2.1 . Скорость приложения дополнительной силы ограничивается условием, при котором время перемещения наконечника (рычага) прибора на холостом ходу должно составлять 5 — 8 с.
4.2.2 . Время выдержки под общей силой не должно превышать 2 с, после чего дополнительная сила снижается плавно в течение 2 с.
4.3 . Перед определением твердости образцов снимается первоначальное показание на испытуемом образце. Это показание не принимается во внимание. Затем определяется твердость испытуемого образца не менее чем в трех произвольно взятых точках. Расстояние между центрами двух соседних отпечатков, а также от центра любого отпечатка до края испытуемого образца должно быть не менее 1,5 мм.
(Измененная редакция, Изм. № 1).
4.4 . Первые два измерения после установки наконечника в расчет не принимают.
4.5 . При разногласии в оценке качества твердых сплавов испытания проводят по ИСО 3738/1-82.
5. ОБРАБОТКА РЕЗУЛЬТАТОВ
5.1 . За показатель твердости образца принимают среднее арифметическое значение трех определений, округленное до 0,5 HRA .
5.2 . За показатель твердости партии принимают среднее арифметическое значение твердости образцов, отобранных от партии, округленное до 0,5 HRA .
5.3 . Результаты испытаний заносят в протокол, форма которого приведена в приложении.
ПРИЛОЖЕНИЕ 1
ПРОТОКОЛ ИСПЫТАНИЙ №
Предприятие изготовитель _________________________
Тип прибора _____________________________________




ПРИЛОЖЕНИЕ 2
Рекомендуемое
СПЛАВЫ ТВЕРДЫЕ
Определение твердости по Роквеллу (шкала А).
Часть I . Метод испытания
Hardmetals Rockwell hardness test scale A.
1 . Назначение и область применения
Настоящий международный стандарт устанавливает метод определения твердости по Роквеллу (шкала А) для твердых сплавов.
ИСО 6508-86 Материалы металлические. Метод определения твердости по Роквеллу (шкалы А, В, С, D , Е, F , С, Н, К).
ИСО 716-86 Поверка шкал В и С испытательных машин для определения твердости по Роквеллу.
Конический алмазный наконечник вдавливают в испытуемый образец в два приема и измеряют остаточное увеличение (е) глубины проникновения этого наконечника с помощью глубиномера при определенных условиях.
4 . Символы, определения и значения параметров
Символы, определения и значения параметров приведены в табл. 1.
Угол при вершине алмазного конуса (120 ± 0,5)°
Радиус кривизны при вершине конуса (0,2 ± 0,0002) мм
Предварительная сила (98,07 ± 1,96) Н
Общая сила (98,07 + 490,3 = 588,4 ± 3,92) Н
Глубина внедрения наконечника под действием предварительной силы до приложения дополнительной силы
Увеличение глубины внедрения наконечника под действием дополнительной силы
Твердость по Роквеллу А = 100 — е
5.1 . Испытательное оборудование, обеспечивающее точность измерения до 0,2 HRA или меньше.
5.2 . Алмазный наконечник — по ИСО/Р-716.
Рабочие характеристики наконечника следует проверять на машине, для которой установлена прилагаемая сила и проверено устройство для измерения глубины внедрения. Необходимо сделать не менее пяти отпечатков на каждой серии, которая состоит из пяти стандартных твердосплавных поверочных плиток. Для каждой плитки рассчитывают среднее значение твердости. Определяют разность между этой средней твердостью и номинальной твердостью плитки. Определяют среднее арифметическое значение пяти измерений и размах по твердости каждой плитки. Если отклонения от среднего арифметического значения не более ±0,3 HRA и размах по твердости не превышает 0,6 HRA , то наконечник считается удовлетворительным.
5.3 . Стандартные твердосплавные поверочные плитки всех или любых из приведенных в табл. 2 номинальных значений твердости.
Номинальное значение твердости поверочной плитки, HRA
6 . Образцы для испытаний
6.1 . Испытание проводят на образце с шероховатостью поверхности Ra £ 0 ,2 мкм.
Толщина слоя, удаляемого с поверхности спеченного образца, должна быть не менее 0,2 мм.
Подготовка должна проводиться таким образом, чтобы изменение поверхности вследствие горячей или холодной обработки было сведено к минимуму.
При определении твердости образцов с искривленной поверхностью радиус кривизны поверхности должен быть не менее 15 мм.
Для того, чтобы определить твердость образца с радиусом кривизны менее 15 мм, нужно подготовить плоскую поверхность минимальной шириной 3 мм, на которой проводят испытание.
6.2 . Толщина подготовленного для испытания образца должна быть не менее 1,6 мм.
6.3 . Испытуемая и опорная поверхности должны быть параллельны друг другу в пределах 0,1 мм на каждые 10 мм длины.
7.1 . Порядок проведения испытания
7.1.1 . Первые два показания после установки нового наконечника не следует принимать во внимание.
7.1.2 . Скорость приложения дополнительной силы должна быть ограничена так, чтобы при отсутствии образца на испытательной машине движение грузов заканчивалось через 6 — 8 с.
7.1.3 . Продолжительность приложения дополнительной силы после того как движение указателя прекратилось должно быть не более 2 с. Сохраняя предварительную силу, плавно снимают дополнительную силу в течение 2 с.
7.1.4 . Опорную поверхность выбирают таким образом, чтобы обеспечить полную поддержку образца.
7.2 . Подбирают стандартную поверочную плитку, твердость которой наиболее близка к ожидаемой твердости испытуемого образца. Определяют твердость по шкале А в трех точках плитки. Отклонение среднего арифметического значения трех показаний должно быть в пределах ±0,5 HRA номинальной твердости данной плитки.
Если среднее значение твердости плитки отличается более чем на 0,5 HRA от ее номинальной твердости, проверяют алмазный наконечник и прибор и устраняют причину ошибки.
Если среднее значение твердости плитки от ее номинальной твердости ±0,5 HRA или менее, вносят поправку с соответствующим алгебраическим знаком к среднему значению твердости образца.
7.3 . Перед определением твердости фиксируют первоначальное показание на испытуемом образце, которое не принимают во внимание. Затем определяют твердость испытуемого образца не менее чем в трех произвольно взятых точках.
7.4 . Расстояние между центрами двух соседних отпечатков, а также от центра любого отпечатка до края испытуемого образца должно быть не менее 1,5 мм.
7.5 . Каждое полученное показание фиксируют с точностью отсчета испытательной машины.
За твердость отдельного испытуемого образца принимают среднее арифметическое значение отсчетов, округленное, как приведено в табл. 3.
Округляется до ближайших значений при числе отпечатков
Измерение твердости по Роквеллу HRC — методика, единицы измерения


Цифровой прибор для измерения твёрдости по методу Роквелла
Ме́тод Рокве́лла — метод неразрушающей проверки твёрдости материалов. Основан на измерении глубины проникновения твёрдого наконечника индентора в исследуемый материал при приложении одинаковой для каждой шкалы твердости нагрузкой, в зависимости от шкалы обычно 60, 100 и 150 кгс.
В качестве инденторов в методе применяются прочные шарики и алмазные конусы с углом при вершине 120° со скруглённым острым концом.
Из-за своей простоты, скорости по сравнению с другими методами и воспроизводимости результатов он является одним из наиболее распространённых методов испытаний материалов на твёрдость.
История
Измерение твёрдости по относительной глубине проникновения индентора было предложено в 1908 году венским профессором Людвигом (Ludwig) в книге «Die Kegelprobe» (дословно «испытание конусом»).
Метод определения относительной глубины проникновения индентора, предложенный Хью и Стэнли Роквеллами, исключал ошибки, связанные с механическими несовершенствами измерительной системы, такими, как люфты и поверхностные дефекты и загрязнения испытуемых материалов и деталей.
Твердомер Роквелла, прибор для определения относительной глубины проникновения, был изобретён уроженцами штата Коннектикут Хью М. Роквеллом (1890—1957) и Стэнли П. Роквеллом (1886—1940). Потребность в этом устройстве была вызвана необходимостью оперативного определения результатов термообработки обойм стальных шарикоподшипников. Метод Бринелля, изобретённый в 1900 году в Швеции, был медленным, не применимым для закалённых сталей, и оставлял слишком большой отпечаток, чтобы считать этот метод методом неразрушающего контроля.
Патентную заявку на новое устройство они подали 15 июля 1914 года; после её рассмотрения был выдан патент № 1294171 от 11 февраля 1919 года.
Во время изобретения Хью и Стэнли Роквеллы (они не были прямыми родственниками) работали в компании New Departure Manufacturing (Бристоль, Коннектикут). New Departure, бывшая крупным производителем шарикоподшипников, в 1916 году стала частью United Motors, а затем — корпорации General Motors.
После ухода из компании в Коннектикуте, Стэнли Роквелл переехал в Сиракьюс (штат Нью-Йорк) и 11 сентября 1919 года подал заявку на усовершенствование первоначального изобретения, которая была утверждена 18 ноября 1924 года. Новый прибор был также запатентован под № 1516207. В 1921 году Роквелл переехал в Западный Хартфорд, в Коннектикуте, где сделал дополнительные усовершенствования.
В 1920 году Стэнли Роквелл начал сотрудничество с производителем инструментов Чарльзом Вильсоном (Charles H. Wilson) из компании Wilson-Mauelen с целью коммерциализации изобретения и разработки стандартизированных испытательных машин.
Около 1923 года Стэнли Роквелл основал фирму по термообработке Stanley P. Rockwell Company, которая существует до сих пор в Хартфорде, в Коннектикуте. Через несколько лет она, переименованная в Wilson Mechanical Instrument Company, сменила владельца. В 1993 году компанию приобрела корпорация Instron.
Кто впервые предложил метод?
Впервые метод предложили уроженцы штата Коннектикут Хью М. Роквелл и Стэнли П. Роквелл в 1990 году в Швеции.
В чем заключается сущность метода Роквелла?
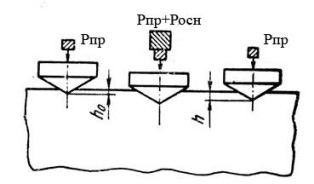 Сущность метода определения твердости по Роквеллу заключается во внедрении индентора в испытуемый образец, c измерением глубины отпечатка во время испытания.
Сущность метода определения твердости по Роквеллу заключается во внедрении индентора в испытуемый образец, c измерением глубины отпечатка во время испытания.
- где:
- Рпр– предварительная нагрузка;
- Росн– основная нагрузка;
- h0 – глубина вдавливания индентора при предварительной нагрузки Рпр;
- h – глубина вдавливания индентора при основной нагрузки Росн;
Методика проведения испытания промышленным твердомером Роквелла

- Выбрать подходящую для проверяемого материала шкалу (А, В или С).
- Установить соответствующий индентор и нагрузку.
- Перед тем, окончательным измерение надо сделать два пробных, неучитываемых отпечатка, чтобы проверить правильность установки индентора и стола.
- Установить эталонный блок на столик прибора.
- Приложить предварительную нагрузку в 10 кгс, обнулить шкалу.
- Приложить основную нагрузку и дождаться достижения максимального усилия.
- Снять нагрузку.
- Прочесть на циферблате по соответствующей шкале значение твёрдости (цифровой прибор показывает на экране значение твёрдости).
- Порядок действий при проверке твёрдости испытуемого образца такой же, как и на эталонном блоке. Допускается делать по одному измерению на образце при проверке массовой продукции.
Испытания на твердость по Роквеллу
По Бриннелю нельзя испытывать закаленную сталь, имеющую твердость более 400-450 НВ, так как будет деформироваться шарик и результаты испытания будут неточными. По Бриннелю нельзя так же испытывать образцы после химико-термической обработки (азотирования, цементации и т.д.) ввиду малой толщины цементированного или азотированного слоя, (а также тонкие пластинки, фольгу и так далее) из-за продавливания шарика при большой нагрузке.
Эти обстоятельства привели к созданию других методов и приборов для определения твердости металлов. Одним из таких приборов является прибор Роквелла, который имеет широкое применение. Принципиальным отличием способа Роквелла является определение твёрдости по глубине отпечатка, получаемого при вдавливании алмазного конуса, а не площади отпечатка как у метода Бринелля.( рис 2.4..)
Определение твёрдости по методу Роквелла имеет широкое применение потому, что этот прибор даёт возможность испытывать как мягкие, так и твёрдые материалы. Отпечатки от конуса очень малы и не портят детали. Испытание легко выполнимо и занимает всего несколько секунд, к тому же не требует никаких измерений, так как число твёрдости читается прямо по шкале прибора. Значения твёрдости легко переводятся в значения твёрдости по Бринеллю или Викерсу при помощи специальных таблиц
Рис.2.4 Схема испытания на твёрдость по способу Роквелла
Испытание на твердость по Роквеллу производят вдавливанием в испытываемый образец алмазного или твердосплавного конуса с углом 120° (шкала С и А) или стального закаленного шарика диаметром1,588 мм (шкала В). Наконечник (шарик или конус) вдавливается в испытываемый материал под действием двух последовательно прилагаемых нагрузок — предварительной Р0, и основной Р1. Общая нагрузка Р будет равна сумме Р0 и Р1нагрузок: Р=Р0 +Р1. Она выбирается в зависимости от условий испытаний и устанавливается в соответствии со шкалой индикатора (таблица 2.3.).
Предварительная нагрузка Р0 во всех случаях равна 100 Н. Эта нагрузка даётся для того, чтобы предварительно выбрать все зазоры в механизмах прибора.
Значение твердости по Роквеллу – число отвлеченное и выражается в условных единицах. За единицу твердости принята величина, соответствующая осевому перемещению наконечника на 0,002 х 10 -3 м. . Число твёрдости по Роквеллу определяется по формулам:
Величина e определяется по формуле:
где h-глубина внедрения наконечника в испытуемый материал под действием общей нагрузки
h0 глубина внедрения наконечника в испытуемый материал под действием предварительной нагрузки.
На практике никаких расчётов не делается, так как они учтены в конструкции прибора. Величина твердости определяется непосредственно по шкале индикатора. Твердость по Роквеллу обозначается HRА 75, HRC 55 и HRВ 40. Цифры указывают твердость по соответствующей шкале (А, С или В). .
ПРИМЕЧАНИЕ: Число твердости по шкале А отсчитывают по черной шкале со значком «С».
Таблица2.3. Выбор шкалы индикатора, наконечника и нагрузки
| Шкала индикатора | Наконечник | Общая нагрузка, Н. | Условия применения |
| А | Алмазный конус | Для металлов с твердостью выше HRC 70 (например, твердых сплавов) и тонкого твердого листового материала | |
| С | Алмазный или твердосплавный конус | Для закаленных сталей с твердостью HRC 20 ÷70 | |
| В | Стальной шарик | Для отожженной стали и цветных металлов и сплавов. |
Устройство твердомера Роквелла.
 Твердость по Роквеллу определяется на приборе ТК-2 (рис. 2.5.)
Твердость по Роквеллу определяется на приборе ТК-2 (рис. 2.5.)
Циферблат индикатора имеет черную (С) и красную (В) шкалы. Независимо от того, что вдавливается в испытываемый образец – алмазный конус или стальной шарик, с большой стрелкой индикатора всегда совмещается нуль черной шкалы со значком «С». Большую стрелку с нулевым штрихом красной шкалы со значком «В» не совмещают ни в коем случае.
Рис.2.5. Схема устройства твердомера ТК 2 типа Роквелла.
В шпиндель 1 закрепляется оправка 3 с шариком или конусом. Основная нагрузка создается постоянными 4 (600 Н) и сменными 5 и 6 (400 и 500 Н) грузами Испытываемый образец 8 установленный на стол 7 вращением маховика 9 поджимается к наконечнику до тех пор, пока малая стрелка индикатора не станет против красной точки 2, а большая 3 установится приблизительно в вертикальном положении с погрешностью ± 5 делений. При этом сжатием пружины создается предварительная нагрузка, равная 100 Н. Установку шкалы индикатора на нуль производят при помощи барабана с тросиком, закрепленным на рамке индикатора. Электродвигатель привода 16 работает непрерывно и отключается с помощью тумблера только при длительных перерывах в работе. Плавным нажатием клавиши 18 включается в работу механизм привода 16 кулачкового блока 19. При этом шток 21, опускаясь, обеспечивает действие основной нагрузки (сменных грузов 4-5-6) на испытуемый образец через рычаг 20.
Под действием основной нагрузки наконечник проникает в испытываемый образец. При этом большая стрелка поворачивается против часовой стрелки. После окончания цикла основная нагрузка автоматически снимается. При этом большая стрелка индикатора перемещается по часовой стрелке, и после остановки указывает твердость по соответствующей шкале. При испытании алмазным конусом под общей нагрузкой 1500 или 600 Н отсчет производится по черной шкале, а при испытании шариком под нагрузкой 1000 Н по красной шкале
Подготовка образца к испытанию.
Поверхности образца, как испытуемая, так и опорная, должны быть плоскими, параллельными друг к другу и не должны иметь таких дефектов, как трещины, окалина, масло, грязь, различные покрытия др. Все дефекты поверхности образца должны быть удалены наждачным кругом, наждачной шкуркой или напильником. При обработке поверхности образец не должен нагреваться выше 150 ° С.
Порядок проведения испытания
1. Зачистить испытываемую и опорную поверхности на наждачном круге или наждачной бумагой.
2. В зависимости от твердости испытываемого образца выбрать шкалу и установить соответствующую нагрузку.
3. Закрепить выбранный наконечник в шпиндель прибора.
4. Установить испытываемый образец на столик.
5. Вращением маховика 9 поджать образец к наконечнику до тех пор, пока малая стрелка индикатора станет против красной точки, а большая, с погрешностью ± 5, на нуль черной шкалы. Если большая стрелка будет отклоняться больше, чем на ± 5 делений относительно нуля, необходимо вращением маховика против часовой стрелки опустить стол и производить испытание в другом месте образца.
6. Вращением барабана 14 установить нуль шкалы С против большой стрелки индикатора.
7. Плавным нажатием руки на клавишу 18 включить в работу привод механизма нагружения.
8. После окончания цикла нагружения произвести отсчет по шкале индикатора. Полученный результат записать в протокол.
9. Вращением маховика 9 против часовой стрелки снять предварительную нагрузку и повторить испытание в другом месте. На каждом образце рекомендуется производить не менее трех испытаний.
10. Определить среднее значение твердости по Роквеллу.
Результаты измерений твердости по Роквеллу заносятся в таблицу 2.4.
Таблица 2.4.. Протокол испытаний на твердость по Роквеллу
| № п.п | Материал образца | Шкала | Твердость НR |
| Первое измерение | Второе измерение | Третье измерение | Среднее |
Содержание отчёта.
1. Составить сравнительную таблицу испытаний по Бриннелю и Роквеллу (табл.2.5).
2. Схема испытания на твёрдость (рис.2.3).
3. Порядок проведения испытаний.
| Метод Бриннеля | Метод Роквелла |
| индентор | |
| условия испытания Dш,м, Рнаг,кН, t,с | |
| схема испытания | |
| материал | |
| единицы измерения | |
| ограничения | |
| вывод :преимущества или недостатки |
2.6. Контрольные вопросы.
1. Какие существуют методы определения твёрдости металлов
2. Что такое твёрдость металлов
3. В чём отличие способа измерения твёрдости по Бриннелю от других способов?
4. Как подготовить образец к испытаниям на твёрдость по Бриннелю?
5. Устройство и работа твердомера Бриннеля.
6. Какова методика измерения твёрдости на приборе Бриннеля?
7. Как осуществляется выбор параметров при проведении испытания на твёрдость по Бриннелю?
8. Какие существуют формулы для определения твёрдости по методу Бриннеля?
9. Какая существует методика определения диаметра отпечатка с помощью лупы Бриннеля?
10. Как определяется твёрдость табличным и расчётным путём?
11. В чём отличие метода измерения твёрдости по Роквеллу от других методов?
12. Для измерения твёрдости каких деталей предназначен метод Роквелла?
13. Какие формулы существуют для определения твёрдости по Роквеллу?
14. Как выбираются параметры испытания на твёрдость (шкалы, нагрузки и др.) ?
15. Как устроен и работает прибор ТК 2?
16. Как готовится образец к испытаниям?
17. Методика проведения испытания на твёрдость по Роквеллу.
Стационарный твердомер Роквелла и Супер-Роквелла МЕТОЛАБ 202
Стационарный твердомер МЕТОЛАБ 202 — автоматический прибор с расширенным функционалом для измерения твердости контролируемых объектов по Роквеллу и Супер-Роквеллу.
По Роквеллу — шкалы A, B, C (пред. нагрузка 10 кгс) выполняется контроль изделий из литой и легированной стали, алюминиевых сплавов, немагнитных металлов, пластмасс и других материалов.
По Супер-Роквеллу — шкалы HR15N, HR30N, HR45N, HR30T (пред. нагрузка 3 кгс) — контроль твердости мелких и тонких деталей из металлов и сплавов; деталей с упрочненными поверхностными слоями; закаленных и незакаленных сталей; меди; цинкованных, хромированных и луженых покрытий поверхностей, подшипниковых сталей, алюминиевых сплавов, листового металла, наплавленных слоев.
Прибор внесен в Гос. Реестр средств измерений РФ, поставляется со Свидетельством о первичной поверке.
Преимущества твердомера МЕТОЛАБ 202
- Полностью автоматизированный процесс измерений.
- Возможность задания нижней/верхней границ измерений, звуковая сигнализация при выходе значений за установленные границы.
- Статистическая обработка результатов – вывод минимального/среднего/максимального значений.
- Перевод результатов измерений по шкалам Виккерса, Бринелля.
- Поправка на кривизну цилиндрических и шарообразных деталей.
- Интуитивное управление, русскоязычное меню.
- Большие удобные кнопки для ввода параметров измерения; яркий ЖК экран для считывания показаний
- Широкий диапазон измеряемых значений.
- Передача данных на ПК в виде электронных таблиц формата Excel для удобства обработки результатов.
- Встроенный мини-принтер для распечатки результатов измерений.
Этапы проведения испытания
Чтобы опыт имел положительный результат и маленькую погрешность, следует придерживаться порядка его проведения.
Этапы проведения опыта по методу определения твердости по Роквеллу:
- Определиться с выбором шкалы.
- Установить необходимый индентор и нагрузку.
- Провести два пробных (не учитываются в результаты) отпечатка для коррекции правильности установки устройства и образца.
- Расположить на столике прибора эталонный блок.
- Испытать предварительную нагрузку (10 кгс) и обнулить шкалу.
- Приложить основную нагрузку, дождаться достижения максимальных результатов.
- Убрать нагрузку и прочесть полученное значение по циферблату.
Правилами разрешено проводить испытание одного образца при тестировании массовой продукции.
Принцип измерения твердости по Роквеллу
В зависимости от поставленной задачи, применяется та или иная шкала, нагрузка и тип индентора: твердосплавный шарик диаметром 1,588 мм или алмазный конус (угол=120 градусов).
На выбор шкалы измерений и индентора влияют: минимально допустимая толщина объекта, твердость материала, толщина отвержденного слоя. Алмазный индентор подойдет для закаленной стали и твердого металла. Для мягкого материала – шариковый индентор. При измерении тонких объектов нагрузка не должна деформировать образец.
| Тип шкалы | Тип индентора | Усилие, кгс | Обозначение твердости | Область применения | |
| P0 | P0+P1 | ||||
| A | Алмазный конус с углом при вершине 120° | 10 | 60 | HRA | Особо твердые материалы. Изделия из карбида вольфрама; изделия и поверхности после химико-термической обработки. |
| B | Стальной закаленный шарик диаметром 1,588 мм | 10 | 100 | HRB | Алюминиевые сплавы, бронза, мягкие стали. Пластичные и тонкие покрытия (напр. фольга). |
| C | Алмазный конус с углом при вершине 120° | 10 | 150 | HRC | Твёрдые стали с HRB>100. Материалы после термической обработки. |
Принцип действия прибора основывается на вдавливании индентора с алмазным конусом или стальным шариком в контролируемый материал с последующим измерением полученного отпечатка.
Чем твёрже материал, тем меньше глубина проникновения индентора, тем больше будет число твердости.
При испытаниях по методу Супер-Роквелла применяются такие же инденторы, но требования к точности радиуса и угла более высокие, поскольку при малых нагрузках даже незначительное отклонение может привести к ошибкам.





Оборудование для проведения измерения
На момент разработки рассматриваемой методики измерения твердости специального оборудования не было. После того, как в машиностроительной и других областях промышленности установили важность этой физико-механической характеристики, было разработано специальное оборудование, которое основано также на вдавливании шарика или конуса в тестируемый объект. Современное оборудование позволяет с высокой точностью контролировать величину прилагаемой силы и времени выдержки. Твердомером измеряется твердость, как правило, небольших объектов, являющимися образцами получаемой заготовки. Это связано с весьма компактными размерами большинства моделей рассматриваемых устройств.

К особенностям применяемого оборудования можно отнести нижеприведенные моменты:
- Испытуемый образец, как правило, располагается на столике.
- Алмазный наконечник опускается с помощью грузового рычага.
- Важным моментом является то, что наконечник опускается плавно. Это достигается при применении рукоятки с масленым амортизатором.
- Время выдержки применимой нагрузки зависит от размеров испытуемого образца. Как правило, показатель составляет 3-6 секунд. Сила воздействия определяется также величиной заготовки.
- Важные параметры вводятся при помощи специального пульта программирования. За счет того, что контроль прилагаемой силы и время выдержки проводит оборудование, точность получаемых результатов довольно высока.
Читать также: Обмотки трансформатора изготавливают из
Рассматриваемое оборудование производится достаточно большим количеством различных компаний. При этом стоимость предложения может колебаться в достаточно большом диапазоне.
Метрологические характеристики испытательных нагрузок
| Шкалы твердости | Нагрузка, Н | Пределы допускаемой относительной погрешности, % | ||
| основная | предварительная | предварительной нагрузки | основных нагрузок | |
| Шкала Роквелла для МЕТОЛАБ 100 / 101 / 102 / 103 / 202 | ||||
| HRA | 588,4 | 98,07 (10 кгс) | ±2,0 | ±0,5 |
| HRB | 980,7 | |||
| HRC | 1471 | |||
| Шкала Супер-Роквелла для МЕТОЛАБ 202 / 301 | ||||
| HR15N | 147,1 | 29,42 (3 кгс) | ±2,0 | ±0,66 |
| HR30N, HR30T | 294,2 | |||
| HR45N | 441,3 | |||
Что представляет собой метод
Методом Роквелла называют метод испытания материалов на твёрдость. Для исследуемого элемента вычисляется глубина проникновения твердого наконечника индикатора. При этом одинаковой остается нагрузка для каждой шкалы твердости. Обычно она составляет 60, 100 ил 150 кгс.
Индикатором в исследовании являются шарики из прочного материала либо алмазные конусы. Они должны быть с закругленным острым концом и иметь угол при вершине 120 градусов.
Этот метод признан простым и быстро воспроизводимым. Что дает ему преимущество перед другими методами.

Смотреть галерею
Параметры твердомеров МЕТОЛАБ по Роквеллу
| Шкалы твердости | Диапазон измерений твёрдости | Пределы допускаемой абсолютной погрешности твердомеров |
| Шкала Роквелла для твердомеров МЕТОЛАБ 100 / 101 / 102 / 103 / 202 | ||
| HRA | от 70 HRA до 93 HRA | ±1,2 HRA |
| HRB | от 25 HRB до 80 HRB | |
от 80 HRB до 100 HRB
от 35 HRC до 55 HRC
от 55 HRC до 70 HRC
История
Измерение твёрдости по относительной глубине проникновения индентора было предложено в 1908 году венским профессором Людвигом (Ludwig) в книге «Die Kegelprobe» (дословно «испытание конусом»)[1].
Метод определения относительной глубины проникновения индентора, предложенный Хью и Стэнли Роквеллами, исключал ошибки, связанные с механическими несовершенствами измерительной системы, такими, как люфты и поверхностные дефекты и загрязнения испытуемых материалов и деталей.
Твердомер Роквелла, прибор для определения относительной глубины проникновения, был изобретён уроженцами штата Коннектикут Хью М. Роквеллом (1890—1957) и Стэнли П. Роквеллом (1886—1940). Потребность в этом устройстве была вызвана необходимостью оперативного определения результатов термообработки обойм стальных шарикоподшипников. Метод Бринелля, изобретённый в 1900 году в Швеции, был медленным, не применимым для закалённых сталей, и оставлял слишком большой отпечаток, чтобы считать этот метод методом неразрушающего контроля.
Патентную заявку на новое устройство они подали 15 июля 1914 года; после её рассмотрения был выдан патент № 1294171 от 11 февраля 1919 года[2].
Во время изобретения Хью и Стэнли Роквеллы (они не были прямыми родственниками) работали в компании New Departure Manufacturing
(Бристоль, Коннектикут).
New Departure
, бывшая крупным производителем шарикоподшипников, в 1916 году стала частью
United Motors
, а затем — корпорации
General Motors
.
После ухода из компании в Коннектикуте, Стэнли Роквелл переехал в Сиракьюс (штат Нью-Йорк) и 11 сентября 1919 года подал заявку на усовершенствование первоначального изобретения, которая была утверждена 18 ноября 1924 года. Новый прибор был также запатентован под № 1516207[3][4]. В 1921 году Роквелл переехал в Западный Хартфорд, в Коннектикуте, где сделал дополнительные усовершенствования[4].
В 1920 году Стэнли Роквелл начал сотрудничество с производителем инструментов Чарльзом Вильсоном (Charles H. Wilson) из компании Wilson-Mauelen с целью коммерциализации изобретения и разработки стандартизированных испытательных машин[5].
Около 1923 года Стэнли Роквелл основал фирму по термообработке Stanley P. Rockwell Company
, которая существует до сих пор в Хартфорде, в Коннектикуте. Через несколько лет она, переименованная в
Wilson Mechanical Instrument Company
, сменила владельца. В 1993 году компанию приобрела корпорация
Instron
.
Параметры твердомеров МЕТОЛАБ по Супер-Роквеллу
| Шкалы твердости | Диапазон измерений твёрдости | Пределы допускаемой абсолютной погрешности твердомеров |
| Шкала Супер-Роквелла для твердомеров МЕТОЛАБ 202 / 301 | ||
| HR15N | от 70 HR15N до 94 HR15N | ±1,0 HR15N |
| HR30N | от 40 HR30N до 76 HR30N | ±2,0 HR30N |
| от 76 HR30N до 86 HR30N | ±1,0 HR30N | |
| HR45N | от 40 HR45N до 78 HR45N | ±2,0 HR45N |
| HR30T | от 45 HR30T до 70 HR30T | ±3,0 HR30T |
| от 70 HR30T до 82 HR30T | ±2,0 HR30T | |
Сравнение шкал твёрдости
Простота метода Роквелла (главным образом, отсутствие необходимости измерять диаметр отпечатка) привела к его широкому применению в промышленности для проверки твёрдости. Также не требуется высокая чистота измеряемой поверхности (например, методы Бринелля и Виккерса включают замер отпечатка с помощью микроскопа и требуют полировки поверхности).
К недостатку метода Роквелла относится меньшая точность по сравнению с методами Бринелля и Виккерса.
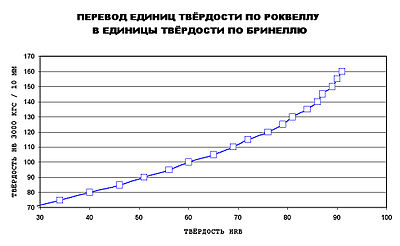
Существует корреляция между значениями твёрдости, измеренной разными методами (например, см. рисунок — перевод единиц твёрдости HRB в твёрдость по методу Бринелля для алюминиевых сплавов). Зависимость носит нелинейный характер. Существуют нормативные документы, где приведено сравнение значений твёрдости, измеренной разными методами (например, ASTM E-140).
Оценка механических свойств по испытаниям на твёрдость
Величина прочности по Роквеллу связана с другими прочностными характеристиками веществ. Эта связь исследовалась такими учёными-материаловедами, как Н. Н. Давиденков, М. П. Марковец и др.
Например, по результатам проверки на твёрдость вдавливанием можно определить предел текучести вещества. Для высокохромистых нержавеющих сталей после различных режимов термообработки отклонение результатов, полученных таким методом, от разрушающих методов составило всего +0,9%.[источник?
Также исследовалась связь между значениями твёрдости и другими прочностными характеристиками определяемыми при растяжении, такими, как предел прочности (временное сопротивление разрушению), относительное сужение и истинное сопротивление разрушению.
Определение твёрдости по Роквеллу




![]()
![]()
![]()
![]()
Схема измерения. Измерение твёрдости по Роквеллу производят вдавливанием в испытуемый образец (или деталь) алмазного конуса с углом  при вершине или стального шарика диаметром 1,5875
при вершине или стального шарика диаметром 1,5875  .
.
Вдавливание индентора осуществляется действием двух последовательно прилагаемых нагрузок: предварительной  и общей
и общей  .
.
 (2)
(2)
где  ,
,  — основная нагрузка, равная 50, 90 или 140
— основная нагрузка, равная 50, 90 или 140  .
.
Число твёрдости по Роквеллу измеряют в условных единицах, и оно является мерой глубины вдавливания индентора под определённой нагрузкой. Схема определения твёрдости приведена на рис.2.
Рис.2. Схема измерения твердости по Роквеллу.
Сначала индентор вдавливается в поверхность образца под предварительной нагрузкой , которая не снимается до конца испытания. Это обеспечивает повышенную точность испытания, т.к. исключает влияние тонкого поверхностного слоя. Под нагрузкой индентор вдавливается в образец на глубину  . Затем на индентор подаётся общая нагрузка
. Затем на индентор подаётся общая нагрузка  , и глубина вдавливания увеличивается. Глубина вдавливания
, и глубина вдавливания увеличивается. Глубина вдавливания  после снятия основной нагрузки , когда на индентор действует только предварительная нагрузка , и определяет число твёрдости по Роквеллу
после снятия основной нагрузки , когда на индентор действует только предварительная нагрузка , и определяет число твёрдости по Роквеллу  . Чем больше глубина вдавливания , тем меньше число твёрдости . За единицу твёрдости принимают величину, равную осевому перемещению индентора на 0,002
. Чем больше глубина вдавливания , тем меньше число твёрдости . За единицу твёрдости принимают величину, равную осевому перемещению индентора на 0,002
При вдавливании алмазного конуса твёрдость определяют по двум шкалам А и С. При измерении по шкале А: ,  ,
,  . При измерении по шкале С. ,
. При измерении по шкале С. ,  и
и  .
.
При вдавливании стального шарика число твёрдости определяют по шкале В при ,  и
и 
Число твёрдости по Роквеллу записывается так:
 80, или
80, или  45, или
45, или  76 и т.д.
76 и т.д.
Определение твердости по Роквеллу используется очень широко, так как этот метод позволяет измерять твёрдость различных материалов как твёрдых, так и мягких. Отпечатки от индентора на испытуемой поверхности очень малы, поэтому можно испытывать готовые детали без их порчи. Испытание легко выполнимо, не требует никаких вычислений и занимает всего несколько секунд. Число твёрдости по Роквеллу читается прямо на соответствующей шкале индикатора и может быть легко переведено в число твёрдости по Бринеллю с помощью таблицы 2.
Методика измерения. Поверхности образца, как испытуемая, так и опорная, должны быть параллельны и не иметь таких дефектов, как окалина, забоины, грязь и т.п. Все дефекты должны быть удалены мелкозернистым наждачным кругом или напильником. В процессе обработки поверхность не должна нагреваться выше  , так как это может привести к изменению её твёрдости.
, так как это может привести к изменению её твёрдости.
Величину нагрузки и тип индентора (алмазный конус или стальной шарик) выбирают в зависимости от предполагаемой твёрдости испытуемого материала, пользуясь табл.4.
Условия испытания на твёрдость по Роквеллу в зависимости от характеристик материала.
| Характеристика испытуемого материала | Шкала | Тип индентора | Нагрузка Р, кгс | Обозначение твёрдости | Пределы измерения |
| Отожжённые стали, серый чугун, цветные металлы и их сплавы |  | Стальной шарик | | 25…100 | |
| Закалённые или закаленные и отпущенные стали |  | Алмазный конус | | 20…67 | |
| Твердые сплавы |  | Алмазный конус | | 70…85 |
Выбрав необходимый индентор, нагрузку и установив их на твердомер, приступают к проведению испытаний.
Измерение твёрдости по Роквеллу рекомендуется проводить в следующем порядке:
- Включением тумблера подать напряжение на электродвигатель.
- Подготовленный образец установить на предметный стол твердомера.
- Вращением маховика по часовой стрелке плавно поднять стол с образцом до тех пор, пока индентор окажется вдавленным в образец с предварительной нагрузкой

 кгс. Этот момент будет достигнут, когда маленькая стрелка на вспомогательном лимбе индикатора совпадет с красной точкой на шкале.
кгс. Этот момент будет достигнут, когда маленькая стрелка на вспомогательном лимбе индикатора совпадет с красной точкой на шкале. - Вращением барабана, расположенного под маховиком, установить нулевую отметку чёрной шкалы (шкалы ) против конца большой стрелки.
- Плавным нажатием руки на клавишу включить привод механизма нагружения. При этом на индентор подаётся общая нагрузка, и большая стрелка индикатора вращается против часовой стрелки. После окончания вдавливания основная нагрузка автоматически снимается, и на индентор действует только предварительная. При этом большая стрелка индикатора перемешается по часовой стрелке и в момент остановки указывает на соответствующей шкале число твёрдости по Роквеллу. При испытании алмазным конусом под нагрузкой 60 или 150 кгс отсчёт производят по чёрной шкале, а при испытании стальным шариком под нагрузкой 100 кгс — по красной шкале.
- Записав полученное значение твёрдости в таблицу (см.табл.5), повторяют испытание в другом месте образца. Предварительно вращением маховика против часовой стрелки опускают стол твердомера вместе с образцом и тем самым снимают предварительную нагрузку.
- На каждом образце рекомендуется делать не менее трёх замеров в разных точках и подсчитывать среднее значение твёрдости.
8. Полученное среднее значение твёрдости по Роквеллу перевести в число твёрдости по Бринеллю, пользуясь таблицей перевода (табл.2).
Результаты измерения твёрдости по методу Роквелла.
Метод Роквелла
Метод Роквелла является методом проверки твёрдости материалов. своей простоты этот метод является наиболее распространённым и основан на проникновении твёрдого наконечника в материал и измерении глубины проникновения.
Шкалы твёрдости по Роквеллу
Существует 11 шкал определения твердости по методу Роквелла (A; B; C; D; E; F; G; H; K; N; T), основанных на комбинации «индентор (наконечник) — нагрузка». Наиболее широко используются два типа индентеров: шарик из карбида вольфрама диаметром 1/16 дюйма (1,5875 мм) или такой же шарик из закаленной стали и конический алмазный наконечник с углом при вершине 120°. Возможные нагрузки — 60, 100 и 150 кгс. Величина твёрдости определяется как относительная разница в глубине проникновения индентора при приложении основной и предварительной (10 кгс) нагрузки.
Для обозначения твёрдости, определённой по методу Роквелла, используется символ HR, к которому добавляется буква, указывающая на шкалу по которой проводились испытания (HRA, HRB, HRC).
Наиболее широко используемые шкалы твердости по Роквеллу
| Шкала | Индентор | Нагрузка, кгс |
|---|---|---|
| А | Алмазный конус с углом 120° при вершине | 20 кгс |
| В | Шарик диам. 1/16 дюйма из карбида вольфрама (или закаленной стали) | 100 кгс |
| С | Алмазный конус с углом 120° при вершине | 150 кгс |
Формулы для определения твёрдости
Чем твёрже материал, тем меньше будет глубина проникновения наконечника в него. Чтобы при большей твёрдости материала не получалось большее число твёрдости по Роквеллу, вводят условную шкалу глубин, принимая за одно её деление глубину, равную 0.002 мм. При испытании алмазным конусом предельная глубина внедрения составляет 0.2 мм, или 0.2 / 0.002 = 100 делений, при испытании шариком — 0.26 мм, или 0.26 / 0.002 = 130 делений. Таким образом формулы для вычисления значения твёрдости будут выглядеть следующим образом:
- при измерении по шкале А (HRA) и С (HRC):
Разность представляет разность глубин погружения индентора (в миллиметрах) после снятия основной нагрузки и до её приложения (при предварительном нагружении).
представляет разность глубин погружения индентора (в миллиметрах) после снятия основной нагрузки и до её приложения (при предварительном нагружении). - при измерении по шкале B (HRB):
Проведение испытания
- Выбрать подходящую для проверяемого материала шкалу (А, В или С).
- Установить соответствующий индентор и нагрузку.
- Перед тем, как начать проверку, надо сделать два неучитываемых отпечатка, чтобы проверить правильность посадки наконечника и стола.
- Установить эталонный блок на столик прибора.
- Приложить предварительную нагрузку в 10 кгс, обнулить шкалу.
- Приложить основную нагрузку и дождаться до приложения максимального усилия.
- Снять нагрузку.
- Прочесть на циферблате по соответствующей шкале значение твёрдости (цифровой прибор показывает на экране значение твёрдости).
- Порядок действий при проверке твёрдости испытуемого образца такой же, как и на эталонном блоке. Допускается делать по одному измерению на образце при проверке массовой продукции.
Факторы, влияющие на точность измерения
- Важным фактором является толщина образца. Не допускается проверка образцов с толщиной менее десятикратной глубины проникновения наконечника.
- Ограничивается минимальное расстояние между отпечатками (3 диаметра между центрами ближайших отпечатков).
- Недопущение параллакса при считывании результатов с циферблата.
Сравнение шкал твёрдости
Простота метода Роквелла (главным образом, отсутствие необходимости измерять диаметр отпечатка) привела к его широкому применению в промышленности для проверки твёрдости. Также не требуется высокая чистота измеряемой поверхности (например, методы Бринелля и Виккерса включают замер отпечатка с помощью микроскопа и требуют полировку поверхности). К недостатку метода Роквелла относится меньшая точность по сравнению с методами Бринелля и Виккерса. Существует корреляция между значениями твёрдости, измеренной разными методами (см. рисунок — перевод единиц твёрдости HRB в твёрдость по методу Бринелля для алюминиевых сплавов). Зависимость носит нелинейный характер. Имеются нормативные документы, где приведено сравнение значений твёрдости, измеренной разными методами (например, ASTM ).
Оценка механических свойств по испытаниям на твёрдость
Связь между результатами проверки на твёрдость и прочностными характеристиками материалов исследовались такими , как , и др. Используются методы определения предела текучести по результатам проверки на твёрдость вдавливанием. Такая связь была найдена, например, для высокохромистых нержавеющих сталей после различных режимов термообработки. Среднее отклонение для конического алмазного индентора составляло всего +0,9%. Были проведены исследования по нахождению связи между значениями твёрдости и другими характеристиками, определяемыми при растяжении, такими как предел прочности (временное сопротивление), относительное сужение и истинное сопротивление разрушению.

