
Что нужно знать о гибке нержавейки
Гибка металлов: методы и технологические особенности
ВВЕДЕНИЕ
«Гибка» звучит как простой процесс, но в действительности, он очень сложен.
«Лист» и «гибка» не очень ассоциируются с высокой технологией. Однако, для того, чтобы гнуть «непослушный» лист необходимы специальные знания и большой опыт. Объясните техническому специалисту, который не знаком с листовым металлом, что в нашем высокотехничном мире невозможно постоянно получать при гибке угол 90°, не меняя параметров настройки. То получается, а то — нет!
Без изменения программы угол будет меняться, если, например, лист толщиной 2 мм сделан из нержавеющей стали или алюминия, если его длина — 500 мм, 1000 мм или 2000 мм, если гибка производится вдоль или поперек волокон, если линия гибки находится в окружении пробитых или прорезанных лазером отверстий, если лист имеет различную упругую деформацию, если поверхностное упрочнение, вследствие пластической деформации, сильнее или слабее, если. если.
КАКОЙ МЕТОД ГИБКИ ВЫБРАТЬ?
Различается 2 основных метода:
Мы говорим о «воздушной гибке» или «свободной гибке», если между листом стенками V-образной матрицы существует воздушный зазор. В настоящее время это наиболее распространенный метод.
Если лист прижат полностью к стенкам V-образной матрицы, мы называем этот метод «калибровкой». Несмотря на то, что этот метод является достаточно старым, он используется и даже должен использоваться в определенных случаях, которые мы рассмотрим далее.
Свободная гибка
Обеспечивает гибкость, но имеет некоторые ограничения по точности.
Основные черты:
- Траверса с помощью пуансона вдавливает лист на выбранную глубину по оси Y в канавку матрицы.
- Лист остается «в воздухе» и не соприкасается со стенками матрицы.
- Это означает, что угол гибки определяется положением оси Y, а не геометрией гибочного инструмента.
Точность настройки оси Y на современных прессах — 0,01 мм. Какой угол гибки соответствует определенному положению оси Y? Трудно сказать, потому что нужно найти правильное положение оси Y для каждого угла. Разница в положении оси Y может быть вызвана настройкой хода опускания траверсы, свойствами материала (толщина, предел прочности, деформационное упрочнение) или состоянием гибочного инструмента.
Приведенная ниже таблица показывает отклонение угла гибки от 90° при различных отклонениях оси Y.
| а° /V mm | 1° | 1,5° | 2° | 2,5° | 3° | 3,5° | 4° | 4,5° | 5° |
| 4 | 0,022 | 0,033 | 0,044 | 0,055 | 0,066 | 0,077 | 0,088 | 0,099 | 0,11 |
| 6 | 0,033 | 0,049 | 0,065 | 0,081 | 0,097 | 0,113 | 0,129 | 0,145 | 0,161 |
| 8 | 0,044 | 0,066 | 0,088 | 0,110 | 0,132 | 0,154 | 0,176 | 0,198 | 0,220 |
| 10 | 0,055 | 0,082 | 0,110 | 0,137 | 0,165 | 0,192 | 0,220 | 0,247 | 0,275 |
| 12 | 0,066 | 0,099 | 0,132 | 0,165 | 0,198 | 0,231 | 0,264 | 0,297 | 0,330 |
| 16 | 0,088 | 0,132 | 0,176 | 0,220 | 0,264 | 0,308 | 0,352 | 0,396 | 0,440 |
| 20 | 0,111 | 0,166 | 0,222 | 0,277 | 0,333 | 0,388 | 0,444 | 0,499 | 0,555 |
| 25 | 0,138 | 0,207 | 0,276 | 0,345 | 0,414 | 0,483 | 0,552 | 0,621 | 0,690 |
| 30 | 0,166 | 0,249 | 0,332 | 0,415 | 0,498 | 0,581 | 0,664 | 0,747 | 0,830 |
| 45 | 0,250 | 0,375 | 0,500 | 0,625 | 0,750 | 0,875 | 1,000 | 1,125 | 1,250 |
| 55 | 0,305 | 0,457 | 0,610 | 0,762 | 0,915 | 1,067 | 1,220 | 1,372 | 1,525 |
| 80 | 0,444 | 0,666 | 0,888 | 1,110 | 1,332 | 1,554 | 1,776 | 1,998 | 2,220 |
| 100 | 0,555 | 0,832 | 1,110 | 1,387 | 1,665 | 1,942 | 2,220 | 2,497 | 2,775 |
Преимущества свободной гибки:
- Высокая гибкость: без смены гибочных инструментов вы можете получить любой угол гибки, находящийся в промежутке между углом раскрытия V-образной матрицы (например, 86° или 28°) и 180°.
- Меньшие затраты на инструмент.
- По сравнению с калибровкой требуется меньшее усилие гибки.
- Можно «играть» усилием: большее раскрытие матрицы означает — меньшее усилие гибки. Если вы удваиваете ширину канавки, вам необходимо только половинное усилие. Это означает, что можно гнуть более толстый материал при большем раскрытии с тем же усилием.
- Меньшие инвестиции, так как нужен пресс с меньшим усилием.
Все это, однако, теоретически. На практике вы можете потратить деньги, сэкономленные на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, на дополнительное оснащение, такое как, дополнительные оси заднего упора или манипуляторы.
Недостатки воздушной гибки:
- Менее точные углы гибки для тонкого материала.
- Различия в качестве материала влияют на точность повторения.
- Не применима для специфических гибочных операций.
Совет:
- Воздушную гибку желательно применять для листов толщиной свыше 1,25 мм; для толщины листа 1 мм и менее рекомендуется использовать калибровку.
- Наименьший внутренний радиус гибки должен быть больше толщины листа. Если внутренний радиус должен быть равен толщине листа -рекомендуется использовать метод калибровки. Внутренний радиус меньше толщины листа допустим только на мягком легко деформируемым материале, например меди.
- Большой радиус может быть получен воздушной гибкой путем использования пошагового перемещения заднего упора. Если большой радиус должен быть высокого качества, рекомендуется только метод калибровки специальным инструментом.
Какое усилие?
По причине различных свойств материала и последствий пластической деформации в зоне гибки, определить требуемое усилие можно только примерно.
Предлагаем вам 3 практических способа:
1. Таблица
В каждом каталоге и на каждом прессе вы можете найти таблицу, показывающую требуемое усилие ( Р ) в кН на 1000 мм длины гиба ( L ) в зависимости от:
- толщины листа ( S ) в мм
- предела прочности ( Rm ) в Н/мм2
- V — ширины раскрытия матрицы ( V ) в мм
- внутреннего радиуса согнутого листа ( Ri) в мм
- минимальной высоты отогнутой полки ( B ) в мм
Пример подобной таблицы Необходимое усилие для гибки 1 метра листа в тоннах. Предел прочности 42-45 кг/мм2.
Рекомендуемое соотношение параметров и усилия
2. Формула
1,42 — это эмпирический коэффициент, который учитывает трение между кромками матрицы и обрабатываемым материалом.
Другая формула дает похожие результаты:
3. «Правило 8»
При гибке низкоуглеродистой стали ширина раскрытия матрицы должна в 8 раз превосходить толщину листа (V=8*S), тогда Р=8хS, где Р выражается в тоннах (например: для толщины 2 мм раскрытие матрицы /=2х8=16 мм означает, что вам необходимо 16 тонн/м)
Усилие и длина гиба
Длина гиба пропорциональна усилию, т.е. усилие достигает 100% только при длине гиба 100%.
Например:
| Усилие | Длина гиба |
| 100% | 3 000 мм |
| 75% | 2 250 мм |
| 50% | 1 500 мм |
| 25% | 750 мм |
Cовет:
Если материал ржавый или не смазан, следует добавлять 10-15% к усилию гиба.
Толщина листа (S)
DIN допускает значительное отклонение от номинальной толщины листа (например, для толщины листа 5 мм норма колеблется между 4,7 и 6,5 мм). Следовательно, вам нужно рассчитывать усилие только для реальной толщины, которую вы измерили, или для максимального нормативного значения.
Предел прочности на растяжение ( Rm )
Здесь также допуски являются значительными и могут оказывать серьезное влияние при расчете требуемого усилия гиба.
Например :
St 37-2: 340-510 Н/мм2
St 52-3: 510-680 Н/мм2
Совет:
Не экономьте на усилии гиба! Предел прочности на растяжение пропорционален усилию гиба и не может быть подогнан, когда вам это нужно! Реальные значения толщины и предела прочности являются важным факторами при выборе нужного станка с нужным номинальным усилием.
V — раскрытие матрицы
По эмпирическому правилу, раскрытие V-образной матрицы должно восьмикратно превосходить толщину листа S до S=6 мм:
V=8xS
Для большей толщины листа необходимо:
V=10xS или
V=12xS
Раскрытие V-образной матрицы обратно пропорционально требуемому усилию:
• большее раскрытие означает меньшее усилие гиба, но больший внутренний радиус;
• меньшее раскрытие означает большее усилие, но меньший внутренний радиус.
Внутренний радиус гиба (Ri)
При применении метода воздушной гибки большая часть материала подвергается упругой деформации. После гибки материал возвращается в свое первоначальное состояние без остаточной деформации («обратное пружинение»). В узкой области вокруг точки приложения усилия материал подвергается пластической деформации и навсегда остается в таком состоянии после гибки. Материал становится тем прочнее, чем больше пластическая деформация. Мы называем это «деформационным упрочнением».
Так называемый «естественный внутренний радиус гибки» зависит от толщины листа и раскрытия матрицы. Он всегда больше чем толщина листа и не зависит от радиуса пуансона.
Чтобы определить естественный внутренний радиус, мы можем использовать следующую формулу: Ri = 5 x V /32
В случае V=8хS, мы можем сказать Ri=Sх1,25
Мягкий и легкодеформируемый металл допускает меньший внутренний радиус. Если радиус слишком маленький, материал может быть смят на внутренней стороне и растрескаться на внешней стороне гиба.
Совет:
Если вам нужен маленький внутренний радиус, гните на медленной скорости и поперек волокон.
Минимальная полка (В):
Во избежание проваливания полки в канавку матрицы, необходимо соблюдать следующую минимальную ширину полки:
| Угол гиба | В |
| 165° | 0,58 V |
| 135° | 0,60 V |
| 120° | 0,62 V |
| 90° | 0,65 V |
| 45° | 1,00 V |
| 30° | 1,30 V |
Упругая деформация
Часть упруго деформированного материала «спружинит» обратно после того, как усилие гиба будет снято. На сколько градусов? Это уместный вопрос, потому что важен только реально полученный угол гиба, а не рассчитанный теоретически. Большинство материалов имеют достаточно постоянную упругую деформацию. Это означает, что материал той же толщины и с тем же пределом прочности спружинит на одинаковую величину при одинаковом угле гибки.
Упругая деформация зависит от:
- угла гибки: чем меньше угол гибки, тем больше упругая деформация;
- толщины материала: чем толще материал, тем меньше упругая деформация;
- предела прочности на растяжение: чем выше предел прочности, тем, больше упругая деформация;
- направления волокон: упругая деформация различна при гибке вдоль или поперек волокон.
Продемонстрируем сказанное выше для предела прочности, измеряемой при условии V=8хS:
| Предел прочности в Н/мм2 | упругая деформация в ° |
| 200 | 0,5-1,5 |
| 250 | 1-2 |
| 450 | 1,5-2,5 |
| 600 | 3-4 |
| 800 | 5-6 |
Все производители гибочного инструмента учитывают упругую деформацию, когда предлагают инструмент для свободной гибки (например угол раскрытия 85° или 86 ° для свободных гибов от 90° до 180°).
Калибровка
Точный — но негибкий способ
При этом методе угол гиба определен усилием гиба и гибочным инструментом: материал зажат полностью между пуансоном и стенками V образной матрицы. Упругая деформация равняется нулю и различные свойства материала практически не влияют на угол гиба.
Рассчитать требуемое усилие гиба очень трудно. Самый надежный способ -выяснить необходимое усилие путем пробной гибки короткого образца на испытательном гидравлическом прессе.
Грубо говоря, усилие калибровки в 3 -10 раз выше усилия свободной гибки.
Преимущества калибровки:
- точность углов гиба, несмотря на разницу в толщине и свойствах материала
- возможно выполнение всех специальных форм с помощью металлического инструмента
- маленький внутренний радиус
- большой внешний радиус
- Z-образные профили
- глубокие U-образные каналы
- возможно выполнение всех специальных форм для толщины до 2 мм с помощью стальных пуансонов и матриц из полиуретана.
- превосходные результаты на гибочных прессах, не имеющих точности, достаточной для свободной гибки.
Недостатки калибровки:
- требуемое усилие гиба в 3 — 10 раз больше, чем при свободной гибке;
- нет гибкости: специальный инструмент для каждой формы;
- частая смена инструмента (кроме больших серий).
Ответы на часто задаваемые вопросы по гибке металла
Что такое гибка?
Фактически понятие гибки само себя и раскрывает — это операция, заключающаяся в придании плоскому листу металла по чертежам заказчика требуемой объёмной формы без дополнительных операций резки, сварки иди иных слесарных операций.
В слесарном деле принято считать, что гибка металла во многом сокращает количество именно сварочных швов, что является несомненным плюсом, поскольку любой сварной шов имеет два главных недостатка:
- более подвержен коррозии
- у него меньшая прочность нежели «тело» сплошного изделия.
Таким образом листовая гибка — это не только операция по изменению геометрии заготовки, но и операция по увеличению прочности изделия и срока службы такого изделия, как побочный фактор в связи с отсутствием (или уменьшением количества) сварных швов.
В чём плюсы гибки листового металла?
Как мы отметили выше, к преимуществам промышленной листовой гибки мы относим высокую технологичность процесса (при механической гибке на станках), отличную точность и быстроту выполнения операций, получение изделия без сварных швов даже при весьма сложных геометрических параметрах, а значит — большую долговечность и коррозийную стойкость.
Какие есть способы гибки?
Гибку металла можно проводить двумя способами:
- холодным способом
- горячим (прокатным) способом.
Также различают гибку вручную (от примитивных изделий, зажатых в тиски и обрабатываемых киянкой, до бюджетных ручных станков) или полностью автоматическую на листогибочных станках (прессах) с ЧПУ.
Как происходит сама гибка?
Металлический лист (заготовка детали) гнётся на листогибочном станке (прессе). Сам станок имеет автоматическое управление с загруженной программой, что позволяет оператору добиваться высокой точности и скорости работы.
Подробнее о листогибах можете прочитать в нашей статье.
Сам процесс работы по металлообработке можно разбить на несколько операций:
- рубка/резка листа для получения заготовок плоской формы (см. раздел лазерная резка);
- придание изделию необходимой объёмной формы на листогибочном прессе;
- контроль правильности гибки детали;
- проверка на соответствие детали конструкторским чертежам и корректировка работы станка в случае необходимости;
- запуск в работу всей серии изделий с контрольными выборочными замерами параметров.
Какова цена гибки листового металла?
Стоимость гибки величина — непостоянная и зависит от ряда факторов: сложности развёртки, количества гибов, количества изделий в заказе, наличия истории наших партнёрских отношений, срочности заказа.
В среднем цена может варьироваться от 30 рублей за гиб.
Каковы отрасли применения гибки листового металла?
Листогибочные машины с ЧПУ, которые применяются в настоящее время, позволяют выполнять весьма сложные изделия практически из любых металлов. Главное, чтобы их пластические свойства позволяли осуществлять холодную деформацию без разрушения листа.
Изделие, произведённое при помощи пресса, является более долговечным и надёжным по сравнению с изделием, подвергнутым процессу сварки. К тому же сам процесс является более дешёвым и требует меньших временных затрат, нежели другие виды металлообработки.
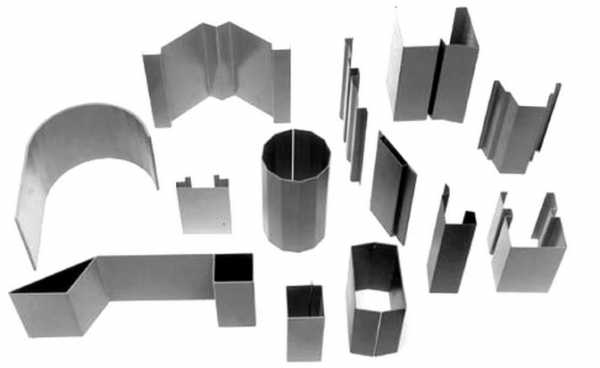
Какие изделия могут изготавливаться гибкой металла?
Перечень работ может быть ограничен фактически только фантазией разработчика и толщиной металла. Это могут быть изделия сугубо утилитарного городского назначения (листы кровли, металлические подоконники, откосы, отливы, желоба, корпуса уличных светильников или видеокамер наблюдения, корпуса платёжных терминалов, лавочки, ограждения и так далее), бытового (корпуса компьютеров, различных бытовых приборов), торгового (различные стеллажи, тележки, корпуса прилавков и так далее) или декоративного назначения (мебель, утварь, различные элементы декора и интерьера).
Что нужно знать о гибке нержавейки
Металлические заготовки сегодня выпускаются согласно определенным стандартам, поэтому изначально получить готовое изделие таким способом не получиться. Особенно это касается листового проката, имеющего форму плоского листа определенной толщины.

Данные материалы в дальнейшем применяются для получения конкретных изделий, необходимых для решения конкретной задачи. Приобрести лист из нержавеющей стали можно в специальных магазинах или напрямую с завода.
Гибочный станок. Преимущества
Деформация металла зачастую предполагает не только изменение формы, но снижение качественных характеристик. Поэтому гнуть листовую сталь желательно только с помощью специальных станков.
Применение таких инструментов для гибки, имеет несколько преимуществ:
- сохранение высокой прочности заготовки;
- возможность создания цельной заготовки;
- образование угла происходит без шва и т.д.

Алгоритм гибки
Сегодня листовые заготовки можно гнуть несколькими способами, которые отличаются применяемым для этого оборудованием:
- Относительно тонкие листы можно деформировать с помощью молотка, плоскогубцев или киянки. Для этого следует организовать определенный упор, по торцу которого и будет выполняться гибка. Это может быть обычный стол, на краю которого и располагается лист.
- Для придания заготовке различной и точной формы, а также для сталей большой толщины применяются специальные прессы роликового типа или гидравлические вальцы. С помощью этих механизмов можно получить разную форму и придать необходимых угол.
Следует отметить, что принцип гибки остается один и тот же. Здесь меняется только физическое усилие, которое может быть, как выполняемым человеком, так и автоматизированными у
Как гнуть листовой металл в домашних условиях
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
- радиусная,
- многоугловая,
- одноугловая,
- п-образная.
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.
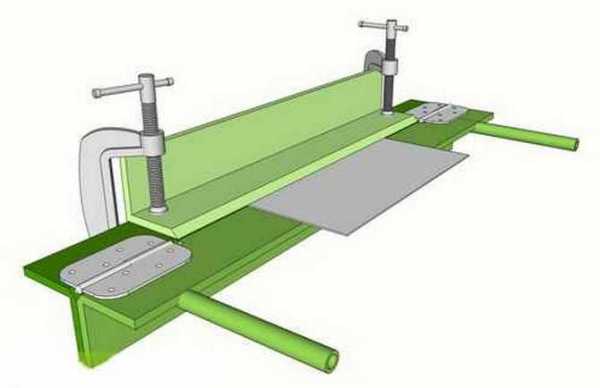
Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.

Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
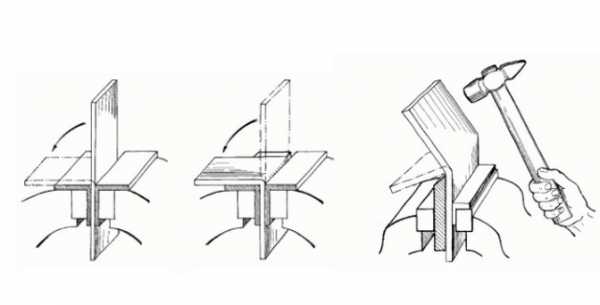
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.

Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.

Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.

Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
Как согнуть листовой металл своими руками
Металлические заготовки сегодня выпускаются согласно определенным стандартам, поэтому изначально получить готовое изделие таким способом не получиться. Особенно это касается листового проката, имеющего форму плоского листа определенной толщины.

Данные материалы в дальнейшем применяются для получения конкретных изделий, необходимых для решения конкретной задачи. Приобрести лист из нержавеющей стали можно в специальных магазинах или напрямую с завода.
Гибочный станок. Преимущества
Деформация металла зачастую предполагает не только изменение формы, но снижение качественных характеристик. Поэтому гнуть листовую сталь желательно только с помощью специальных станков.
Они имеют относительно простую конструкцию и состоят из нескольких элементов:
- струбцины;
- щечки и основания;
- кронштейна, сварного прижима и оси;
- уголка пуансона.
Применение таких инструментов для гибки, имеет несколько преимуществ:
- сохранение высокой прочности заготовки;
- возможность создания цельной заготовки;
- образование угла происходит без шва и т.д.

Алгоритм гибки
Сегодня листовые заготовки можно гнуть несколькими способами, которые отличаются применяемым для этого оборудованием:
- Относительно тонкие листы можно деформировать с помощью молотка, плоскогубцев или киянки. Для этого следует организовать определенный упор, по торцу которого и будет выполняться гибка. Это может быть обычный стол, на краю которого и располагается лист.
- Для придания заготовке различной и точной формы, а также для сталей большой толщины применяются специальные прессы роликового типа или гидравлические вальцы. С помощью этих механизмов можно получить разную форму и придать необходимых угол.
Следует отметить, что принцип гибки остается один и тот же. Здесь меняется только физическое усилие, которое может быть, как выполняемым человеком, так и автоматизированными устройствами.
В домашних условиях можно согнуть относительно тонкие листы. Чтобы придать им точную форму, их зажимают в тисках и уже на них производят остальные операции. Согнуть лист в полукруг можно с помощью круглой трубы, по контуру которой следует гнуть металл.
При выполнении всех подобных операций желательно придерживаться основных правил безопасности. Это позволит избежать травм и получить качественную и ровную деталь. Когда необходимо получить очень сложную форму, тогда решить данную проблему следует доверять специалисту с необходимым оборудованием.
Как согнуть нержавейку
Среди технологий обработки металла гибка занимает одно из ведущих мест. Для получения деталей необходимой формы листовой металл (в том числе нержавеющую сталь) и заготовки иной формы приходится подвергать такой деформации с использованием различных технологий и оборудования.
станок, навык работы со сталью
Спонсор размещения P&G Статьи по теме «Как согнуть нержавейку» Как нарезать шлицы Как выбрать сталь для чайника Как определить нержавейку
Сегодня расскажем, как согнуть трубу без вальцовочного станка. Нужна, чтоб установить «буржуйку». В данном случае аналогичная из гаража выходит. Можно, конечно, купить в металлопрокате, но там нет с толщиной стенки 1,5 мм, есть по 3-4 мм и она тяжелая. Поэтому решение купить листовой металл 1,5 мм и согнуть самому.
Для этого нужна труба, на которой будем ее гнуть. На нее будем крутить металл. С торцов приварены две трубки. Вставлять лом и крутить с одной стороны и с другой. А сюда приварен листовой металл, чтобы его зафиксировать.
На видео «Авраменко Garage» покажем, как это происходит.
Получили на выходе. Стоит задача. Как согнуть край, его в конце не получается захватить. Пробовать молотком, киянкой, сгибать или просто отрезать часть, что не согнулась (просто удалить). Потом делаем мерную веревочку. Отмеряем, какой диаметр нужен и делаем мерную веревочку, допустим, 30 см. Замеряем. С другой стороны делаем отметку и болгаркой отрезаем и снимаем часть. Следующий отрезок трубы. Когда все срезали и сняли, свариваем шов, получаем трубу из металла 1,5 мм, не используя листогибочные станки.
Следующая, такое же расстояние отрезается и снова сваривается. В одну длинную трубу они сварятся.
Конечный результат сваренного готового изделия. Это одна часть, как видно, вторая и третья, так набирать длину. Таким несложным способом можно сделать в домашних условиях трубу, какую нужно.
Спасибо за внимание.
Что нужно знать о гибке нержавейки
 Нержавеющая сталь нашла широчайшее применение во многих сферах деятельности человека: строительном деле, автомобильной промышленности, производстве посуды и других. Но для того, чтобы лист нержавейки превратился в конечное изделие, его необходимо обработать: обрезать, согнуть, просверлить и т.д. Все эти виды обработки, несмотря на кажущуюся простоту, являются сложными технологическими процессами, требующими профессионального подхода и наличия специального оборудования. Даже такой, казалось бы, простейший процесс, как гибка, требует высокой точности и соблюдения технологии, иначе конечное изделие вряд ли будет отличаться высоким качеством.
Нержавеющая сталь нашла широчайшее применение во многих сферах деятельности человека: строительном деле, автомобильной промышленности, производстве посуды и других. Но для того, чтобы лист нержавейки превратился в конечное изделие, его необходимо обработать: обрезать, согнуть, просверлить и т.д. Все эти виды обработки, несмотря на кажущуюся простоту, являются сложными технологическими процессами, требующими профессионального подхода и наличия специального оборудования. Даже такой, казалось бы, простейший процесс, как гибка, требует высокой точности и соблюдения технологии, иначе конечное изделие вряд ли будет отличаться высоким качеством.
Особенности гибки нержавеющей стали
Нержавейка представляет собой устойчивую к коррозии сталь. Эта устойчивость достигается благодаря специальным легирующим веществам, входящим в состав стали. Помимо защиты от коррозии легирующие компоненты способны заметно повлиять на свойства стали: прочность, хрупкость, пластичность и т.д. Поэтому при любой обработке нержавеющей стали, необходимо обязательно учитывать ее марку.
Перед гибкой стальной лист обычно подвергается резке с помощью лазера, водной струи высокого давления или другого метода. В процессе резки создается плоская развертка будущего изделия. Далее лист подвергается гибке, при которой ему придается необходимая форма. Гибка листов из нержавейки принципиально ничем не отличается от гибки листов из обычной стали, алюминия или других металлов. Для этого применяются специальные листогибочные станки или прессы. Гибка листа нержавеющей стали обычно осуществляется в холодном состояния. Если требуются более серьезные деформации, то лист, во избежание повреждений, нагревают перед гибкой.
В последнее время процесс гибки листового металла все больше автоматизируется. Это позволяет добиться:
- увеличения объемов производства;
- снижения себестоимости изделий;
- улучшения их качества;
- уменьшения количества бракованной продукции.
Станок, управляемый компьютером, четко выполняет все шаги, заданные в программе. Участие человека в процессе обработки требуется минимальное. Но это касается только высокоразвитых крупных производств. На сравнительно малых производствах часто используется преимущественно ручной труд.
Преимущества гибки
Гибку очень часто сравнивают с другим распространенным видом обработки металла – сваркой, т.к. изделие, созданное путем сгибания стального листа, в большинстве случаев можно изготовить, сварив между собой отдельные его элементы. Однако для производства изделий, которые могут быть изготовлены путем гибки, сварка практически не используется. Это объясняется огромным числом достоинств гибки по сравнению со сваркой. Среди основных достоинств гибки можно выделить:
- отсутствие сварного шва (наименее прочного элемента конструкции);
- меньшая себестоимость изделия;
- меньший расход материалов;
- высокая скорость изготовления;
- более привлекательный внешний вид и т.д.
Также стоит отметить, что гибке можно подвергнуть не только нержавейку, но и многие другие материалы, сварка которых сложна или невозможна.
Чтобы конечная продукция отличалась высоким качеством, необходимо строго соблюдать производственный процесс и использовать качественное оборудование. К квалификации рабочего, работающего за листогибочным станком или прессом, также предъявляются высокие требования. И, как уже отмечалось, перед гибкой или любой другой обработкой необходимо обязательно учитывать марку нержавеющей стали, т.к. лист из нее может обладать специфическими свойствами.
Технология гибки металлов и сплавов
Гибка – одна из распространённых операций деформирования металлов. В зависимости от сложности контуров гиба и толщины заготовки, её производят и в холодном, и в горячем состояниях, с применением ручного и механизированного инструмента.
Листогиб Metal Master LBM Изготавление колпака (дефлюгера)
Виды гибки
Гибка определяется как процесс обработки металлов давлением, в результате которого изменяется продольная ось деформируемой заготовки. Различают следующие варианты реализации гибки:
 Виды гибок Одноугловая или V -образная (рис.1 а) — двуугловая или U- образная (рис.1 б ) — многоугловая (рис.1 в, г); — криволинейная (рис.1 д, е, з) и позволяющая получать изделия типа труб (рис.1 ж)
Виды гибок Одноугловая или V -образная (рис.1 а) — двуугловая или U- образная (рис.1 б ) — многоугловая (рис.1 в, г); — криволинейная (рис.1 д, е, з) и позволяющая получать изделия типа труб (рис.1 ж)
- П-образную (двухугловую).
- М-образную (одноугловую).
- Многоугловую гибку.
Все эти разновидности могут выполняться следующими способами:
 Гибка калибрующим ударом
Гибка калибрующим ударом
- Свободной гибкой, при которой центр симметрии заготовки не фиксируется, а сама гибка металла происходит путём нажима рабочего инструмента – пуансона на поверхность изгибаемой заготовки. Конфигурация деформированной заготовки зависит от формы пуансона;
- Гибка калибрующим ударом, при которой заготовка укладывается в матрицу. Конфигурация матрицы и определяет конечную форму заготовки;
- В роликовых матрицах, когда поворачивающиеся части рабочего инструмента постепенно формируют ось изогнутой заготовки.
Характерная особенность гибки – резко различное положение сетки макроструктуры в зависимости от направления гибки. Поэтому для мало- и среднепластичных металлов и сплавов направление волокон существенно важно: при совпадении такого направления с направлением перемещения оси деформируемой заготовки разрушение её в ходе штамповки маловероятно. В противном случае происходит расслаивание частиц в некоторых объёмах заготовки; в таких ситуациях гибка металла считается неисправимым браком.
Параметры гибки и их определение
Для выяснения принципиальной возможности гибки заготовки из конкретного металла или сплава требуется знать:
- Величину предельного радиуса гиба, и сравнения его с фактической толщиной деформируемой заготовки.
- Направление волокон прокатки.
- Исходное значение предела текучести металла.
- Допускаемые отклонения формы готового изделия после гибки.
 Гибка тонколистового металла
Гибка тонколистового металла
Указанные исходные данные необходимы в случае гибки тонколистовых заготовок. Для гибки труб, а также некоторых видов профильного проката – круга, шестигранника, уголка и пр. – необходимо знать также допустимую относительную деформацию профиля после гибки.
Гибка металлов не относится к числу энергоёмких операций штамповки. Усилие процесса невелико, поэтому основным критерием для выбора деформирующего оборудования являются длина рабочей зоны обработки, и скорость перемещения деформирующего инструмента. Во многих случаях тонколистовая гибка заготовок возможна даже на ручных станках – профилегибах, трубогибах и т.д.
Дефекты и трудности при гибке
Гибка малопластичных сталей (в частности, содержащих более 0,5% С) усложняется, главным образом, из-за явления пружинения – несоответствия конфигурации готовой детали требованиям чертежа. Пружинение – основная проблема при разработке технологического процесса гибки.
Суть явления состоит в упругом последействии материала после снятия рабочей нагрузки. В результате форма заготовки искажается (в некоторых случаях фактический угол пружинения может доходить до 12…15 0 , что впоследствии резко сказывается на точности сопряжения гнутой детали со смежной).
Пружинение ликвидируют или уменьшают использованием следующих технологических приёмов:
 Пружинение при гибке
Пружинение при гибке
- Компенсацией угла пружинения соответствующим изменением параметров рабочей части пуансона и матрицы. Метод эффективен, если точно известна марка металла/сплава или его прочностные характеристики, в частности, предел временного сопротивления. В особо ответственных ситуациях потребуется проведение технологических проб на загиб. Если, например, угол пружинения составляет 12 0 , то рабочую кромку пуансона увеличивают на такой же угол.
- Изменением рабочего профиля матрицы, в результате чего гибка металлов по всей длине зоны деформирования должна постоянно происходить при контакте с активным рабочим инструментом. Для этого в матрице выполняют технологические поднутрения или выемки, если это возможно.
- Повышением пластичности металла, для чего его перед штамповкой подвергают отжигу. Для высокоуглеродистых сталей температуру отжига обычно устанавливают в пределах 570…600 0 С, а для низкоуглеродистых 180…200 0 С.
- Проведением гибки в горячем состоянии, когда пластические характеристики металла заведомо лучше. Правда, при этом в технологический процесс вводится дополнительная операция очистки поверхности детали, а рабочую поверхность матрицы после каждого хода пуансона необходимо очищать от частиц окалины.
Оборудование для гибки
В производственных условиях гибку ведут на так называемых листогибочных прессах серии И13. Они могут изготавливаться с механическим или гидравлическим приводом. Механические двухкривошипные прессы состоят из следующих узлов:
 Механический листогибочный пресс серии И — 13
Механический листогибочный пресс серии И — 13
- Сварной двухстоечной станины;
- Электродвигателя;
- Клиноременной передачи;
- Пневмофрикционной системы управления прессом, которая включает в себя сблокированные муфту и тормоз (ввиду относительно небольшого крутящего момента муфта и тормоз часто выполняются однодисковыми);
- Промежуточного вала, на котором размещается понижающая зубчатая передача;
- Главного вала, к которому присоединяется основной исполнительный механизм кривошипно-шатунного типа (число шатунов – обычно два);
- Ползуна, к которому в нижней его части крепится активный рабочий инструмент – пуансон (их может быть несколько) и направляющая плита со втулками.
- Стола, к которому крепится неподвижная часть штампового блока с матрицами, направляющими колонками и устройствами фиксации заготовки в штампе.
- Системы смазки и блока управления листогибочным прессом.
 Пресс иб1430Б-02
Пресс иб1430Б-02
Листогибочные прессы с гидроприводом (серия И14__) конструктивно мало отличаются от кривошипных, за исключением того, что привод ползуна осуществляется от гидростанции, а сам ползун имеет плунжерное направление. Гибочные прессы с гидроприводом могут обеспечивать изменение скорости перемещения ползуна – от увеличенной на стадии холостого хода, до сниженной в момент начала операции деформирования. Это способствует снижению брака при гибке малопластичных сталей и сплавов.
Гибка профилей
Ввиду того, что данные профили имеют повышенное значение момента сопротивления, традиционные способы гибки тут неприемлемы. Поэтому для гибки используют преимущественно машины ротационного действия. По сравнению с листогибочным оборудованием они имеют то преимущество, что приложение усилия происходит не одновременно по всей поверхности заготовки, а последовательно. В результате усилие гибки снижается, а требуемый для выбора электродвигателя крутящий момент снижается.
Для небольших заготовок ротационные машины вообще могут иметь ручной привод. Поскольку гибка выполняется по последовательной схеме, то одновременно с деформацией может производиться и правка изделия, что способствует снятию внутренних напряжений в материале.
Правильно-гибочные машины различают по количеству рабочих валков – их может быть три или четыре. Валки могут устанавливаться по симметричной или асимметричной схеме. Регулировка параметров гибки заготовок производится соответствующим изменением положения оси приводного валка, а также изменением их диаметров и профиля рабочей части.
 Валы профилегибочного станка
Валы профилегибочного станка
Несмотря на некоторые сложности автоматизации процесса валковые машины конструктивно очень просты и неэнергоёмки. Для них не требуется также изготовление специализированного инструмента — штампов.
Видео: Станок ручной для производства профнастила (гофролист)
Как правильно согнуть нержавеющую трубу
В процессе работ требуется согнуть трубу из нержавейки, чтобы получить изгиб нужного радиуса. О некоторых способах гибки труб из нержавейки мы и поговорим.

Нержавеющая сталь — это легированная сталь, устойчива к коррозии и агрессивным средам. Базовым элементом легирования выступает хром. Для усиления антикоррозионных и улучшения физических свойств, нержавеющую сталь дополнительно легируют и другими элементами. Из-за этого труба из нержавейки обладает замечательным набором свойств:
- устойчивость к агрессивным средам и коррозии;
- приятный внешний вид обработанной поверхности;
- высокая устойчивость к термическому воздействию;
- повышенная механическая прочность.
Благодаря этим достоинствам материал получил широчайшее применение: в промышленности, на транспорте, в медицине и, конечно, в быту. Зачастую, во время ремонтных или строительных работ, домашнему мастеру приходится использовать конструкции из труб криволинейной формы. Не всегда необходимая конфигурация имеется под рукой, поэтому приходится самостоятельно додумывать, как согнуть трубу из нержавейки, чтобы получить изгиб нужного радиуса. О некоторых способах гибки труб из нержавейки в домашних условиях мы и поговорим ниже.
Ручная гибка
Простейшая схема гибки трубы представлена на Рис.1. Она состоит из двух элементов, жестко закрепленных на некоторой поверхности:

- упор – фиксирует один конец трубы в процессе изгиба;
- радиусное основание – вокруг него прикладывается усилие со стороны второго конца трубы.
Геометрия поверхности радиусного основания, в которую упирается труба во время изгиба, играет роль матрицы для формирования стенки по внутреннему радиусу изгиба.
Классическим способом холодного сгибания вручную является применение станка Вольнова (рис. 2).
Схема конструкция станка несложная:

- упорная скоба;
- хомут с рукояткой;
- подвижный ролик;
- шаблонный ролик;
- изгибаемая деталь.
На строительной площадке легко изготовить следующее незатейливое приспособление. В бетонной плите проделываются отверстия по дуге нужного загиба. В них фиксируются твердые металлические штыри, которые можно забетонировать, чтобы не выпали во время действия. Труба заводится в упор с одного края дуги и загибается по линии, обозначенной штырями. В качестве упора используется тот же металлический прут или трубный отрезок, зафиксированный в бетонной плите. Здесь реализована схема, представленная на Рис. 1, где в качестве упора и радиусного основания выступают штыри.
Изгибание негативно влияет на эксплуатационные характеристики трубы. Возникают разные недостатки, основными из которых являются:
- утончение наружной стенки на внешнем радиусе изгиба;
- наличие сплющивания и образование складок внутри изгиба;
- изменение сечения трубы, которое в месте изгиба приобретает форму овала.
Для предотвращения деформаций можно воспользоваться прокаленным речным песком. С одного конца труба закрывается заглушкой, со второго конца засыпается песок и тоже забивается пробкой. Затем производится гибка нержавейки, после чего песок удаляется.
Гибка с помощью трубогиба

- относительная дешевизна;
- компактный размер;
- удобство применения на весу или в тисках;
- легкость гибки из-за большого плеча рычага;
- регулируемость положения рычажного плеча для наилучшей ориентации гибки и передачи усилия;
- быстрая смена элементов;
- возможность загиба до 180 градусов.
Ручные трубогибы с механическим винтовым штоком позволяют гнуть трубу из нержавейки до 18 мм в диаметре. Лидерами в производстве такого рода приспособлений являются компания из США RIDGID и немецкая фирма REMS.
Гибка с помощью арбалетного типа
Такой метод позволяет сгибать трубу до 351 мм в диаметре, при угле сгиба до 90 градусов. Легкие, компактные переносные трубогибы такого типа позволяют гнуть трубу из нержавейки диаметром до 4 дюймов. Усилие изгиба создается штоком различного исполнения. Различаются также конструкции рамы устройства:
- гидравлика, ручной привод; открытая рама (Рис.4);
- то же, с закрытой рамой (Рис.5);
- гидравлика, электропривод, открытая рама (Рис.6);
- то же, с закрытой рамой (Рис.7).
Аппараты с открытой рамой предназначены для труб с диаметром не более 1 дюйма. В них толкающая сила поршня не превышает 80 кН. Аналогичные устройства с закрытой рамой применяются для изгибания труб, диаметром до 4 дюймов. Рама придает повышенную жесткость в процессе работы с большими усилиями. Толкающая сила поршня доходит до 200 кН.
Одноконтурная гидравлическая система оснащена пружиной, что облегчает работу, так как можно быстро отводить поршень, легко и точно выполнять работу. А наличие электропривода еще больше облегчает и ускоряет ее, поскольку здесь не требуется приложение физической силы.
Гибка с помощью электрического трубогиба
Стоит такой аппарат недешево, однако обладает следующими исключительными характеристиками:
- универсальность – благодаря наличию комплекта сегментов и упоров для гибки различных диаметров, материалов и радиусов изгиба;
- угол сгиба до 180 градусов;
- автоматический режим (нет никаких предварительных манипуляций);
- регулировка скорости хода, наличие реверса хода;
- возможность использования без тисков в любом месте;
- практически полное отсутствие деформации трубы в месте изгиба за счет идеального согласования гибочного сегмента и упора;
- плавность подачи;
- легкость применения, быстрая смена насадок;
- высокая скорость работы;
- компактность и небольшая масса за счет высокой удельной мощности привода.
Если в месте работы нет электросети, то можно использовать электрический трубогиб с аккумуляторным приводом (рис. 9).
Приобретение фирменного трубогиба в личное пользование – удовольствие дорогое. Тем не менее, есть возможность воспользоваться ими через систему проката инструмента, которая уже достаточно развита у нас в стране. Для разовых работ затраты получаются небольшими. При этом можно выбрать именно тот инструмент, который подходит под ваши нужды.
Методы гибки труб из нержавейки: промышленным способом и вручную
При монтаже системы отопления из нержавеющих труб возникает необходимость произвести сгибы и переходы под углом для точной подгонки стыков трубопроводов. Для выполнения этой операции применяется специальное устройство, трубогиб для нержавейки. В зависимости от объема работ трубогиб может быть в ручном варианте, или для промышленной гибки.
Технические особенности и свойства труб из нержавейки
Нержавеющая сталь обладает целым набором замечательных полезных свойств и поэтому широко применяется в промышленности, в медицинском производстве, в коммунальном хозяйстве и в быту. К ее основным свойствам относятся способность противостоять агрессивным средам, устойчивость к коррозии и высокой температуре, и высокая механическая прочность.
Такие свойства сталь приобрела благодаря химическому составу, основным элементом которого является хром. При изготовлении стали добавляются и другие легирующие добавки, которые придают полученным изделиям приятный гладкий внешний вид.
Важно! Нержавеющая сталь не оказывает вредного воздействия на проводимую среду, поэтому она абсолютно безопасна для пищевых продуктов и воды.
Методы предотвращения овализации
При гибке нержавеющих труб, особенно тонкостенных, проявляются нежелательные изменения формы и толщины стенок материала изделия, в частности:
- меняется внешняя форма, появляется овализация;
- происходит уменьшение толщины наружной стенки вследствие растяжения при изгибе;
- появление складок и изломов на внутреннем радиусе изгиба;
- после окончания гибки вследствие пружинящих свойств изделия увеличивается радиус гиба и угол поворота.
Все эти негативные последствия влияют на внешний вид изделия, уменьшение толщины стенки ослабляет прочность. А овализация снижает проходное сечение и вызывает дополнительное сопротивление движению рабочей среды.
Поэтому для предотвращения подобных изменений гибка труб производится с помощью методов, позволяющих сохранить круглую форму изделия без деформаций. Один из этих способов основан на том, чтобы с помощью внутреннего заполнения трубы жестким или упругим материалом предохранить внутренние стенки от деформации.
 Изменение сечения, овализация
Изменение сечения, овализация
В качестве наполнителя можно использовать песок, измельченную пробку, резину и даже воду. Для предотвращения высыпания наполнителя при гибке, отрезок трубы закрывают с двух сторон пробкой. Для предотвращения наружного смещения стенок трубы применяют внешние ограничители в виде ролика.
Лучший эффект дает применение в качестве наполнителя жесткой субстанции, поэтому такой метод больше распространен. Обычно при гибки применяют сразу два способа предотвращения деформации, внутренний и внешний, он дает наилучший эффект.
Промышленные способы гибки
В промышленных условиях, чтобы согнуть трубы, изготовленные из нержавейки, применяют различные способы: с помощью трубогиба, методом наматывания, способом обкатки, вальцовка, волочение и растяжение на опорах. Применение того или иного способа зависит от серийности производства, а также от вида и размера получаемого гнутого конечного продукта.
Гибка трубогибом
При небольших объемах производства или при монтаже трубопроводных систем для отопления на строительных площадках применяют ручной трубогиб. Трубогиб имеет небольшой вес и его легко можно доставить к месту работ. В них предусмотрена быстрая смена роликов разного диаметра и максимальный угол сгиба составляет 180 градусов. Винтовой шток трубогиба приводит в действие сгибающий ролик, который сгибает трубу диаметром до 18 мм.
В тех местах, где имеются электрические сети применяется переносной электрический трубогиб для нержавеющей стали. В комплектность поставки входит большой набор различных приспособления для гибки различных размеров материалов и радиусов изгиба. Регулировка скорости сгиба, наличие заднего хода и автоматического режима, а также небольшой вес дает весомое преимущество этого устройства перед другими трубогибами.
 Электрический трубогиб
Электрический трубогиб
При отсутствии электрических сетей для работы устройства можно подключить аккумулятор.
Гибка методом наматывания
Методом наматывания гибка труб производится на специальных трубогибочных станках. Такой способ применяют, в основном, для тех отраслей промышленности, где надо получить профильную трубу высокого качества с небольшим радиусом сгиба и полной неизменяемостью геометрии стенок. Это авиационная и космическая отрасль, машиностроение и производство мебели.
Процесс гибки происходит следующим образом: трубопровод надевается на специальное устройство, называемое дорном, и с помощью зажима прикрепляется к гибочному ролику. Гибочный ролик с зажимом поворачивается и протягивает трубу, которая наматывается на ролик до заданного угла сгиба. Находящийся внутри изделия дорн сохраняет форму изделия, не позволяя менять ее сечение.
 Трубогибочный станок для гибки методом наматывания
Трубогибочный станок для гибки методом наматывания
Гибка с помощью обкатки
Для строительной промышленности, а также для изготовления мелких и штучных партий, применяются трубогибы, которые производят гибку способом обкатки. При выполнении работы изделие прижимается к ручью неподвижного ролика и надежно фиксируется. Обкаточным роликом производятся круговые движения, сгибая трубу из стали до требуемого размера. При этом размеры ручья роликов должны соответствовать диаметру сгибаемой трубы.
Этот способ применяют при гибке труб с большой толщиной стенок, с радиусом сгиба не менее 3,5 D. Изменение сечения в месте сгиба может достигать значения 10…12 %. Гибку обкаткой применяют тогда, когда овальность не имеет значения при использовании изделий. Трубогибочные станки для таких работ имеют простое устройство и недорогую стоимость.
Вальцовка
Вальцовые трубогибы предназначены для сгибания изделий в кольцо, дуги и даже можно заготовку изогнуть в спираль, причем вы можете задать шаг витка спирали. Процесс сгибания в кольцо состоит из двух этапов:
 3-роликовый трубогиб
3-роликовый трубогиб
- Вначале на станке создается предварительный натяг с изделия, задается кривизна и радиус сгиба. Такой натяг производится средним подвижным роликом, когда труба опирается на два конечных роликов.
- Гибка трубы производится под воздействием силы трения, которая появляется за счет вращения ведущих роликов и изделием. Труба устремляется по направлению вращения и происходит изгиб на заданный радиус. В случае если при прогоне не получается получения заданного радиуса, операцию можно повторить, с большим прижатием подвижного ролика.
На 3-роликовых трубогибах радиус сгиба зависит от толщины стенки. Для тонкостенных труб радиус сгиба больше -10D, для толстостенных -10D, и для изделий с очень толстой стенкой может составлять-5D.
Волочение
Иногда возникает необходимость произвести гибку трубы с уменьшением диаметра. Такой способ называется волочением. Применяют его для изделий с тонкой стенкой. Вначале производится обжимка конца под расчетный диаметр. Затем обжатый конец протягивается через фильеру и крепится с помощью зажима к гибочному шаблону.
 Схема гибки волочением
Схема гибки волочением
При вращении шаблона изделие протягивается через фильеру, при этом происходит уменьшение диаметра и производится гибка. При таком способе гибки толщина стенки уменьшается больше, чем при обычной гибке.
Растяжение
Очень редко применяют способ гибки методом растяжения. Он заключается в том, что концы изделия закрепляются, а на среднюю часть воздействуют нажимным роликом. При этом заготовка удлиняется, стенки утончаются и производится изгиб на заданный угол.
Гибка на опорах
Для гибки на опорах применяется трубогиб так называемый арбалетного типа. Труба устанавливается между двумя опорными роликами, а усилие прикладывается посередине нажимным роликом с помощью винтового домкрата или гидравлического привода. С помощью такого стационарного устройства можно сгибать изделия диаметром до 350 мм. Выпускаются и легкие переносные трубогибы арбалеты, которые применяются для труб диаметром до 100 мм.
 Трубогиб арбалетного типа
Трубогиб арбалетного типа
Способы гибки в домашних условиях
При производстве гибочных работ в домашних условиях применяют два способа: с помощью ручного трубогиба или без его использования.
Важно! Наличие трубогиба с необходимым запасом роликов различного диаметра облегчает работу, тем более, что меняя ролики, вы можете сгибать изделия различных диаметров.
Устройство устанавливают в тисках, подбирают по размеру ролики и вводят трубу между роликами, чтобы он концом упиралась в упор. Далее рукояткой поворачивают подвижный ролик на угол сгиба, еще раз проверяют размеры и снимают готовое изделие.
 Ручной трубогиб
Ручной трубогиб
Без трубогиба трубу можно согнуть с использованием пружины из проволоки сечением не больше 4 мм. Пружину закрепляют на конце, а заготовку вставляют в упор для фиксации, или можно зажать в тисках, но чтобы не деформировать конец. Затем другой конец сгибают по заранее подготовленному шаблону. После окончания гибки пружину вынимают из профиля изделия.
Выбор способа гибки зависит от многих условий, это и серийность производства, качество, и форма конечного продукта, места производства работ, и стоимость оборудования. Но при гибке изделии могут возникать различные дефекты, утончение стенок, овальность и образование складок. Поэтому все эти факторы надо учитывать перед началом работ.
Как согнуть трубу из нержавеющей стали
В процессе монтажа трубопроводов различного назначения, а также строительных конструкций на основе труб с круглым сечением или профильных часто возникает необходимость в изгибе труб на требуемый радиус. Способов сделать это существует множество. Выбор зависит от материала, толщины стенки, диама, объема работ, наличия необходимого оборудования. Трубы из нержавеющей стали часто применяются в промышленном и индивидуальном строительстве. Чтобы согнуть трубу из нержавейки, нужно применить специальные знания и навыки, о чем будет рассказано в данной статье.
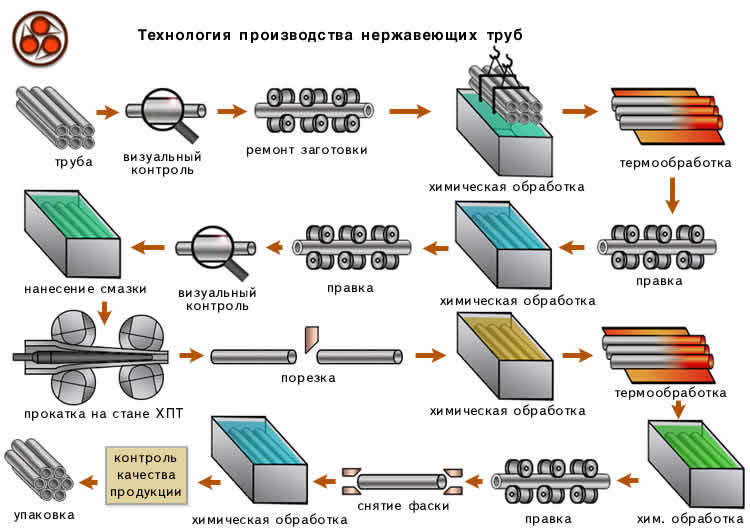
Схема технологии производства нержавеющих труб.
Существующие способы гибки металлических труб можно разделить на горячие и холодные, а также на ручные и механические. Важно знать, что трубы из нержавейки нельзя гнуть горячим способом (при нагревании горелкой), поэтому будут описаны только способы холодного изгиба.
Гибка труб, как правило, сопровождается нежелательными явлениями, влияющими на последующую эксплуатацию. Возможность их появления зависит от материала, диама, способа изгиба.
Негативные последствия гибки:
- Истончение наружной стенки изгиба,
- Образование складок и изломов на внутренней стенке,
- Изменение формы просвета (овализация),
- Увеличение радиуса изгиба после процесса гибки вследствие пружинящего эффекта.
При изгибе трубы происходит неравномерное изменение ее цилиндрической формы и толщины стенок. В результате возникающих при изгибе напряжений металла происходит истончение внешней и утолщение внутренней стенок. При выраженном утончении наружной части изгиба возникает ослабление трубы. Это весьма нежелательно, так как внешняя стенка изгиба трубопровода в большей степени подвергается давлению движущегося по нему продукта.
Еще одним важнейшим фактором, ослабляющим трубу после сгибания, является ее овализация. Особенно важно это учитывать при монтаже трубопровода, предназначенного для транспортирования продукта при пульсирующей нагрузке. При использовании гнутых труб в строительстве овализация, кроме того, ухудшает внешний вид конструкции. Поэтому при выполнении изгиба стремятся к минимизации этого явления.

Схема деформации при гибке труб.
Под действием сжимающих сил, возникающих при изгибе, на внутренней его части образуются утолщения, а в ряде случаев — складки. Эти изменения формы просвета в трубопроводах увеличивают сопротивление движению продукта и вероятность коррозии, а кроме того, приводят к ослаблению трубы как несущей конструкции.
Методы предотвращения овализации
Поэтому основные способы холодной гибки предусматривают приемы, сохраняющие исходную форму поперечного сечения заготовок. Существует два основных способа сохранения исходной круглой формы: поддерживание стенки изнутри — внутренний ограничитель и ограничение перемещения боковых стенок трубы в направлении расширения — наружный ограничитель.
В качестве внутреннего ограничителя можно применять калибрующую пробку (дорн) или различные наполнители. Наполнителями могут быть резина, легкоплавкие металлы, смолы или вода. Жесткие наполнители дают более надежные результаты в плане сохранения формы просвета, поэтому они более распространены. Однако при использовании упругих наполнителей наблюдается меньшее растяжение наружной стороны изгиба.
Для лучшего сохранения формы поперечного сечения и более точного изготовления рекомендуют применять одновременно внешний и внутренний ограничители.
В зависимости от объема работ и диама труб, которые требуется загнуть, используют либо ручные приспособления – трубогибы, либо станки с электромеханическим приводом.
Основные промышленные способы холодной гибки:
- с обкаткой;
- наматыванием;
- волочением;
- вальцовкой;
- на двух опорах;
- растяжением;
- с внутренним гидростатическим давлением.

Способы холодной гибки труб: а —с обкаткой; б — наматыванием; в — волочением; г — вальцовкой; д — на двух опорах; е— растяжением; ж—с внутренним гидростатическим давлением; и — через фильеру, имеющую криволинейную ось; к — по копирам.
Таким способом можно изогнуть трубу диамом до 150 мм и значительной толщиной стенки. Принцип метода: вокруг неподвижного гибочного ролика нужного размера по дуге двигается обкатывающий ролик, прижимающий заготовку и выполняющий изгиб.
Метод получил широкое распространение в цехах трубной заготовки с большими объемами выпускаемой продукции. Этим способом можно загнуть трубу диамом от 10 до 426 мм в разных плоскостях. Для сохранения круглой формы внутреннего сечения заготовок применяют калибрующие пробки (дорны), сплошные в виде стержня или составные.
Самым простым дорном для труб диамом до 32 мм может служить стальной канат, один конец которого закреплен в рукоятке, а второй соединен с проволокой для протягивания каната в просвет. Диам дорна должен быть меньше внутреннего диама трубы на 0,1 – 0,5 мм.
При работе с дорном на внутренней поверхности трубы могут возникать насечки и задиры в результате больших контактных усилий. Чаще всего это наблюдается при гибке труб из нержавейки. Профилактика этих недостатков достигается соответствующим выбором материала дорна, чистотой его поверхности и смазкой.
Лучше всего смазывать внутреннюю и наружную стенки заготовки. Для этого короткие трубы перед сгибанием погружают в ванну со смазочным маслом. К месту изгиба длинной трубы, удаленному от ее концов, смазку лучше подводить через отверстия дорна. Для смазки используют машинное масло или антикоррозионную мыльную эмульсию.
Гибка на двух опорах
Труба укладывается на две опоры, поворачивающиеся вокруг своих осей по мере изгиба заготовки. Шаблон для гибки соединяется со штоком гидравлического или винтового домкрата таким образом, чтобы усилие изгиба прикладывалось в середине трубы между опорами. Этим методом можно гнуть трубу диамом до 351 мм. Оборудование данного типа особенно удобно, когда элементы трубопровода надо загнуть непосредственно на строительном участке.
Используется для того, чтобы загнуть трубу небольшого диама в кольцо или спираль. На гибочных вальцах заготовка перемещается в направлении вращения роликов и приобретает кривизну, определяемую взаимным расположением этих роликов.
Тонкостенную цельнотянутую трубу можно согнуть способом волочения. Сущность метода заключается в том, что в качестве заготовки берется труба большего диама, чем требуемая, и укороченной длины. Конец заготовки обжимается под нужный диам, затем продевается через фильеру и удерживается зажимом, укрепленным на гибочном шаблоне. Вращением шаблона труба протягивается через фильеру и одновременно загибается вокруг него.
Гибка с растяжением
Преимущество данного способа заключается в уменьшении возможности образования деформаций внутренней стенки трубы в месте изгиба. При этом труба фиксируется по краям, растягивается и одновременно сгибается с помощью выдвижения гибочного шаблона.

Гибка труб с помощью раскатывания.
Гибка с внутренним гидростатическим давлением
Выполняется нагнетание жидкости в трубу, в концы которой предварительно вставлены заглушки. В результате возникающих в стенке напряжений металл доводится до состояния, близкого к пластическому. Затем к месту изгиба подводят гибочный шаблон, который гнет трубу.
В основном применяется, чтобы гнуть трубы из нержавейки диамом от 3/16″ до 3/8″. Метод состоит в проталкивании заготовки через подвижную и неподвижную матрицу. Величина смещения матриц относительно друг друга определяет кривизну изгиба. Данным способом на одной трубе можно сделать до 20 изгибов в разных плоскостях.
Описанные способы изгиба труб эффективны в условиях промышленного производства и строительства, позволяют получить качественные результаты, регламентированные отраслевыми стандартами.
Как согнуть трубу ручным способом
В условиях индивидуального строительства может возникнуть потребность согнуть трубу из нержавейки ручными способами. При этом следует учитывать описанные выше возможные негативные последствия изгиба.

Виды ручных турбогибов.
В домашних условиях гнуть трубу из нержавейки можно при помощи ручного трубогиба. Чаще всего применяется трубогиб в виде арбалета, который гнет заготовку, выдавливая ее в точке изгиба.
Чтобы избежать деформации просвета нужно использовать средства внутреннего противодействия деформации – внутренние ограничители. Для этих целей можно применить чистый сухой песок. В один конец трубы плотно забивается заглушка, просвет наполняется песком через свободное отверстие. Затем оно тоже забивается заглушкой. После выполняется изгиб трубы вокруг болванки нужного размера.
В качестве внутреннего ограничителя можно применять специально изготовленную пружину. Она навивается из проволоки толщиной 1 – 4 мм с таким расчетом, чтобы свободно поместилась внутрь трубы в месте предполагаемого изгиба. Трубу с помещенной внутрь пружиной загибайте вокруг металлической болванки или ручным трубогибом. После этого пружина вынимается с помощью проволоки, предварительно оставленной снаружи. Особенно полезна такая технология для сгибания профильных заготовок квадратного сечения. Соответственно, пружина тоже должна иметь квадратное сечение.
Еще один вариант внутреннего ограничителя – пучок проволоки, который последовательно, по одной, вставляется в трубу до места сгиба. После выполнения работы проволока также по одной извлекается.
Ручными способами можно согнуть трубы из нержавеющей стали, диам которых не превышает 40 мм, а толщина стенки 3 мм. Во всех остальных случаях необходимо применять профессиональное оборудование.
Как согнуть трубу из нержавейки
На протяжении строительных, ремонтных и монтажных работ употребляются трубы для прокладок канализаций, газопровода, водопровода, вентиляций, канализации и т.д. В зависимости от места эксплуатации используют трубы из различных материалов, разных толщины, диаметра и длины. Наряду с этим не всегда имеется возможность применять колено либо переходники. В аналогичных случаях приходится сгибать трубу, в следствии ее возможно повредить либо по большому счету сломать. Потому, что таковой материал как нержавеющая сталь владеет достаточной прочностью, имеет долгое время эксплуатации и не поддается влиянию жидкости, его довольно часто применяют на протяжении монтажных работ. Исходя из этого в данной статье разберем, как согнуть трубу из нержавейки.
Сам процесс сгибания железных изделий возможно поделить на два типа. Температурный, в то время, когда заготовку либо ее часть разогревают либо охлаждают с последующим изгибом. Механический, в то время, когда на заготовку воздействуют с определенной силой, применяя особые устройства либо изгибая ее вручную. Стоит подметить, что нержавеющая сталь относительно технологичный материал и трудностей при работе в большинстве случаев не появляется.
Трубы из нержавеющей стали нельзя сгибать с предварительным нагревом (к примеру, газовой горелкой либо паяльной лампой).
Изгиб как негативный фактор

Сгибание трубы есть негативным причиной для эксплуатационных черт. Имеют место различные недостатки, зависящие от материала, угла изгиба, устройства и способа изгиба, внутреннего диаметра и толщины материала. К отрицательным последствиям возможно отнести:
- изменение радиуса изгиба на протяжении эксплуатации под действием температурного расширения либо сужения и механического действия, благодаря чего отмечается пружинящий эффект;
- уменьшение толщины наружной стены в месте изгиба;
- появление резких изломов либо складок в виде гармошки на внутренней стенке изгиба;
- овализация ? изменение формы трубы и появление просвета овальной формы;
- повышение действия коррозии на внутренней и внешней стенке изгиба.
При проходе вещества по внутренней полости трубы особенное давление приходится на внешнюю стенку, исходя из этого при монтаже в местах с протеканием жидкостей на больших давлениях рекомендуется применение колено, утолщения либо трубу с более толстыми стенками. Появившаяся овализация кроме этого очень плохо воздействует на трубы при стремительном движении потока жидкости. В аналогичных местах происходит сужение по одной оси и расширение по другой, что, со своей стороны, кроме этого увеличивает давление на внешнюю стенку изгиба. Еще необходимо учитывать овализацию при прокладке труб в узких местах, поскольку ее ширина в месте изгиба возрастает.

Не допустить овализацию и сохранить круглую форму при холодной гибке возможно двумя методами. Первый, поддерживать стены изнутри, применяя внутренний ограничитель. Второй, поддерживать стены как изнутри, так и снаружи, используя внутренний и внешний ограничитель. Внутренним ограничителем может служить шепетильно утрамбованный в трубу песок, резина, вода, смолы либо легкоплавкие материалы. Основное, это надежно закрыть отверстия трубы, дабы при повышении давления на протяжении изгиба наполнитель не выпадал наружу. По возможности рекомендуется хорошо заваривать отверстия труб.
При применении второго метода целостные показатели мало выше, но для этого нужны особые механические элементы либо резервуары, каковые в большинстве случаев употребляются при промышленном изготовлении труб. В случае если использовать более твёрдое и жёсткое внутреннее наполнение, сохранится более круглая форма просвета, исходя из этого их применяют чаще. Но при применении упругих наполнителей, наружная сторона в меньшей степени поддается растяжению.
Методы гибки

На производстве, в то время, когда приходится гнуть трубы из нержавеющей стали, в большинстве случаев употребляется холодная гибка по обстоятельству высших показателей рентабельности, а в случаях, где нужна тёплая гибка, довольно часто выгоднее просто сходу вылить нужную форму. Исходя из этого потом приведены методы холодной гибки, тем более что большая часть технологий не резко отличается от тёплого метода.
Гибка с применением двух опор

Заготовка укладывается между двух опор так, дабы первая опора удерживала, а вторая была несущей. При действии винтового либо гидравлического пресса либо домкрата потом второй опоры происходит изгиб. Данным методом возможно гнуть трубы диаметром до 350 миллиметров. Оборудование владеет достаточной простотой и может употребляться конкретно в местах монтажа.
Вальцевание

Таковой способ употребляется, в то время, когда необходимо взять кольцо либо спираль из трубы маленького диаметра. Заготовка посредством механических крепежей и толкателя продвигается через вращающиеся ролики, потом чего обретает нужную кривизну.
Гибка посредством раскатывания
В этом случае заготовка закрепляется и производится раскатывание в определенных местах с помощи особых шариков. Подобный процесс может происходить как с наружной части – обматывание, так и с внутренней – раскатывание. В итоге труба получает треугольную форму с округлыми краями.
Гибка наматыванием
Данный способ стал широко распространен в промышленном производстве из-за относительной простоты при маленьких затратах энергии и выхода качественной продукции. В этом случае употребляется внутренние наполнение, значительно чаще им есть железный канат диметром меньшим на 0,1–0,5 мм, чем внутренний диаметр заготовки. Канат при изгибах может покинуть след на внутренней поверхности трубы, исходя из этого применяют тросы из узких сплетенных железных волокон нетвердых марок метала. Кроме этого при применении данного способа нужна смазка между канатом и внутренней поверхностью, которой в большинстве случаев есть машинное масло либо антикоррозийная мыльная эмульсия. Возможно сгибать трубы диаметром от 10 до 425 миллиметров в различных плоскостях. Исходя из этого при громадных диаметрах трос не употребляется, а при возможности заменяется сыпучим либо жидким веществом.
Гибка посредством обкатки

Способ пребывает в том, что около ролика либо опоры нужных габаритов двигается обкатывающий ролик, между ними ложится заготовка и получается изгиб. Подобным методом возможно работать с трубами диаметром до 150 миллиметров с толстыми стенками.
Гибка посредством внутреннего гидростатического движения
В этом случае в трубу закачивается жидкость, в большинстве случаев это вода либо масло, и хорошо закрывается заглушками. Потом в создается давление, и заготовка делается более податливой для механических изгибов.
Ручной метод

В условиях домашнего строительства лучше применять особые трубогибы. Но нужно учитывать вероятные нежелательные последствия, обрисованные выше.
Совет! Для меньшей деформации просвета направляться применять внутренние наполнители.

Кроме этого рекомендуем вам ознакомиться со статьями, в которых обрисованы способы сгибания других труб:
- Как согнуть бронзовую трубу.
- Как согнуть полипропиленовую трубу.
- Как согнуть металлопластиковую трубу.
- Как согнуть профильную трубу дома.
Видео
В этом видео продемонстрировано, как возможно согнуть нержавеющую трубу на самодельном трубогибе:
Гнем трубу со льдом в и без него. В этом ролике вы заметите отличие:
Гибка и гнутье листового металла
 Гибка листового металла позволяет при сравнительно небольших усилиях получить изделие нужной формы. Ибо при сварке затрачивается больше усилий как физических, так и финансовых. Лист металла можно сгибать вручную или с применением автоматики, однако общие принципы работы остаются прежними. Именно об особенностях данного процесса и пойдет речь.
Гибка листового металла позволяет при сравнительно небольших усилиях получить изделие нужной формы. Ибо при сварке затрачивается больше усилий как физических, так и финансовых. Лист металла можно сгибать вручную или с применением автоматики, однако общие принципы работы остаются прежними. Именно об особенностях данного процесса и пойдет речь.
- Основные принципы
- Типы гибки металлических изделий
- Виды оборудования
- Ручная работа
- Самостоятельное изготовление станка
Основные принципы
Гнутье металла осуществляется различными методами. Часто используется сварка, однако температурное воздействие способно изменять форму и свойства готового изделия. Это снижает эксплуатационные свойства и точность изготовления.
 Так как при гибке металла внешние слои металла растягиваются, а внутренние начинают сжиматься, то необходимо перегибать на заданный угол часть металлопроката относительно другого. Угол же можно отыскать с помощью расчетов.
Так как при гибке металла внешние слои металла растягиваются, а внутренние начинают сжиматься, то необходимо перегибать на заданный угол часть металлопроката относительно другого. Угол же можно отыскать с помощью расчетов.
Изделие деформируется на те значения, которые находятся в заданных пределах. Они зависят от следующих параметров:
- Толщина металлического листа;
- Сколько составляет угол перегиба;
- Насколько прочен материал;
- Скорость и время выполнения процедуры.
Именно от них будет зависеть показатель допустимой деформации. Следующим этапом является выбор типа гибки.
Типы гибки металлических изделий
 Сгибание металла производится вручную и с применением автоматических устройств. В первом случае процесс будет достаточно трудозатратен, потребует использования пассатижей и молотка, в результате на эту процедуру уйдет немало времени.
Сгибание металла производится вручную и с применением автоматических устройств. В первом случае процесс будет достаточно трудозатратен, потребует использования пассатижей и молотка, в результате на эту процедуру уйдет немало времени.
Гораздо проще и качественнее будет механизация процесса с помощью станков и соответствующих приспособлений. Форму цилиндра изделию придают специальные вальцы. С их помощью создаются дымоходы, желоба, трубные изделия.
Развитие станкостроительного производства позволило достичь сгибания материала для изготовления самых сложных изделий. А быстрая замена рабочего инструмента позволяет максимально эффективно и ускоренно перенастроить станочное устройство.
Виды оборудования
Для современного процесса по сгибанию металла имеется немало вариантов новейших аппаратов. На производстве обычно применяются прессы, которые можно разделить на следующие виды:

 Ротационные, гнущие металл с помощью перемещения между специальными валиками. Подходят для изготовления крупногабаритных изделий небольшими сериями.
Ротационные, гнущие металл с помощью перемещения между специальными валиками. Подходят для изготовления крупногабаритных изделий небольшими сериями.- Поворотные прессы сгибают пластины с помощью гибочных балок и двух плит. Стационарная плита располагается внизу, а наверху находится поворотная плита. Оптимальный вариант для обработки изделий из листового металла с простым рельефом и маленькими габаритами.
- Стандартные прессы пневматические или гидравлические применяются для массовых или мелкосерийных изделий из нержавейки или другого металла. Сгибка производится между пуансоном и матрицей. За счет этого можно обрабатывать даже утолщенные изделия. При этом следует отметить, что гидравлические прессы применяются чаще, чем на пневматике, за счет более простой эксплуатации и стоимости.
Из всех вышеописанных видов оборудования наиболее современным является ротационное. Оно действует в автоматическом режиме, и рабочему не нужно заранее рассчитывать оптимальное значение усилия.
Автоматизированными считаются и поворотные прессы. Здесь отправляется один лист в устройство, который необходимо расположить его как необходимо по заданию. Чаще всего применяется на небольших предприятиях, где работают с металлическими деталями.
Ручная работа
 Такая работа производится обычно ручными ножницами. В нужных местах ставятся отметки, по которым будет осуществляться ручная гибка металла. Лист надежно фиксируют в тисках. Массивным молотком производят первый сгиб. Изделие передвигают к новому месту сгиба, зажимают с бруском из дерева, загибают в нужную сторону.
Такая работа производится обычно ручными ножницами. В нужных местах ставятся отметки, по которым будет осуществляться ручная гибка металла. Лист надежно фиксируют в тисках. Массивным молотком производят первый сгиб. Изделие передвигают к новому месту сгиба, зажимают с бруском из дерева, загибают в нужную сторону.
По завершении работы необходимо удостовериться, что изделие соответствует установленным стандартам. Проверка ведется с применением угольника и при необходимости недочеты устраняются.
Самостоятельное изготовление станка
Иногда требуется сделать станок в домашних условиях. Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
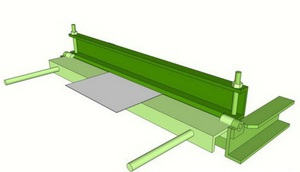 Делается основа из металла, подойдет двутавровый профиль.
Делается основа из металла, подойдет двутавровый профиль.- Крепится кверху балки уголок с помощью болтов.
- Сварочным аппаратом под уголок привариваются три петли.
- Сгинаем алюминиевый лист поворотом уголка.
- Плотное прижатие металла обеспечивают две струбцины.
- Уголок необязательно убирать, можно приподнимать его. Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.
Проверьте болты, чтобы они крепко были закреплены. Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Каким бы ни были устройства, главные принципы остаются неизменными. Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.

