
Если соединить медь и олово получится
Как называется сплав олова и меди?
На протяжении многих тысячелетий человек экспериментировал с различными металлами и получал из них всё более высокопрочные сплавы. Для этого использовались самые различные химические элементы. Бронзовый век – эпоха, во время которой стал популярным сплав олова и меди (CuSn6). Что это за материал и почему он был столь популярен?

История возникновения бронзы
Благодаря улучшению качества обработки таких металлов, как медь и олово, в 3000 году до н.э. начался Бронзовый век. Он характеризуется активной выработкой такого сплава, как бронза, которая использовалась для изготовления орудий труда и украшений.
В современной металлургической промышленности, кроме меди и олова, используют также такие материалы, как алюминий, фосфор, свинец, цинк. Само название происходит от персидского слова «berenj», которое переводится «медь».
Известно, что первая бронза была изготовлена из Cu и мышьяка и называлась мышьяковистой. Однако из-за своей токсичности она очень быстро сменилась оловянной. Не удивительно, что кузнецов очень часто рисовали некрасивыми и изуродованными. На самом деле так и было. Длительный контакт с мышьяком очень плохо влиял на их организм. По этой причине сплав меди с оловом называется бронзой, так как именно эти компоненты присутствуют в ней чаще всего.

Характеристика бронзы
Все мы знаем, что такой металл, как медь, очень мягкий, пластичный и абсолютно непрочный. В то же время он обладает очень высокой электро- и теплопроводностью. Сплав олова и меди – материал, который значительно превосходит характеристики этих химический элементов по отдельности. Другими словами, бронза обладает высокой твердостью, прочностью, но в то же время она довольно легкоплавка.
Открытие этого сплава сыграло большую роль в металлургической промышленности. Несмотря на то что позже было изобретено множество других материалов, даже сегодня он пользуется большой популярностью за счет своих хороших механических свойств.
Способность бронзы сопротивляться коррозии
Одним из самых важных свойств сплава является его коррозионная устойчивость. Особенно это касается тех составов, в которых присутствует значительное содержание марганца и кремния (более 2%).
Было установлено, что высокая коррозионная устойчивость проявляется при контакте бронзы с водой (морской и пресной), концентрированными щелочами и кислотами, сульфатами и хлоридами легких металлов, а также при контакте с сухими газами (безоловянные бронзы).
Конечно же, в целом коррозионные свойства сплава зависят от легирующих элементов. Так, высокое содержание свинца уменьшает способность сопротивляться коррозии, а никель повышает это свойство.
Виды бронзы
Легирующие элементы, которые могут быть в составе этого сплава, способны значительно менять его свойства, от них зависит и вид бронзы. К тому же и олово может быть заменено другими элементами. Например, БрАМЦ-7-1 можно расшифровать так: 92% меди, 7% алюминия, 1% марганца. Данная марка бронзы не содержит в себе олова и благодаря этому обладает высоким сопротивлением к знакопеременной нагрузке. Её используют для изготовления болтов, винтов, гаек и деталей для гидравлических установок.
Другой пример – оловянная литейная бронза марки БрО10С10. В ней содержится до 83% меди, 9% олова, 8% свинца и до 0,1% железа, кремния, фосфора и алюминия. Она предназначена для деталей, которые работают в условиях высоких удельных давлений, например, для подшипников скольжения.

Несмотря на то что бронза является сплавом олова и меди, в некоторых случаях такой химический элемент, как Sn, не используется. Еще один пример безоловянной бронзы – жаропрочная. Для её изготовления применяют только медь 98-99% и кадмий 1-2%. Примером может послужить марка БрКд1. Это жаропрочная кадмиевая бронза, обладающая высокой жаропрочностью и электропроводностью. Она может быть применена для изготовления деталей машин контактной сварки, коллекторов электродвигателей и других деталей, работающих в условиях высоких температур и требующих хорошей электропроводности.
Еще один вид сплава, используемый для изготовления прокладок в подшипниках и втулках автомобилей – обрабатываемая давлением оловянная бронза. Сплав меди и олова содержит такие легирующие элементы как свинец (4%), цинк (4%), алюминий (0,002%), железо (0,005%). Марка стали называется БрОЦС4-4-4. Именно благодаря процентному соотношению данных химических элементов этот сплав можно обрабатывать давлением и резанием. Цвет бронзы также зависит от примесей. Так, чем меньше меди содержит сплав, тем менее выраженный цвет: более 90% — красный, до 80% – желтый, менее 35% — серо-стальной.

Обработка бронзы
Как уже было сказано ранее, сплав олова и меди – это достаточно прочный материал. Он плохо поддается заточке, резанию и обработке давлением. В целом это литейный материал, обладающий малой усадкой — около одного процента. И даже несмотря на невысокую текучесть и склонность к ликвации, бронзу применяют для изготовления сложных по конфигурации отливок. Не исключение и художественное литьё.
Легирующие элементы, которые добавляются в сплав олова и меди, улучшают его свойства и уменьшают цену. Так, например, легирование свинцом и фосфором позволяет улучшить обработку бронзы, а цинк увеличивает её коррозионную стойкость. Для определенных целей изготавливают деформированные сплавы. Они легко изменяют свой вид при использовании холодной ковки.
Область применения
Конечно же, использование бронзы не теряет своей популярности и в наше время. Сувенирная продукция, декоративные предметы интерьера, украшения на ворота и калитки. Кроме того, сплав применяют для изготовления фурнитуры (ручки, петли, замки) и сантехники (краны, фитинги, прокладки, смесители). В промышленных сферах бронза также имеет обширные области использования. Так, литейный сплав используют для изготовления подшипников, уплотнительных колец, втулок.

На широкое применение бронзы особенно влияют её коррозионные свойства. По этой причине её используют для изготовления деталей механизмов, работающих при постоянном контакте с водой. Высокая упругость сплава позволяет изготавливать из него пружины и части контрольно-измерительной аппаратуры.
Переплавка бронзы
Конечно, каждый сплав имеет как свои плюсы, так и минусы. Бронза – сплав, который состоит из меди и олова, и поэтому он отлично переносит любые переплавки. Его можно использовать несколько раз в совершенно разных целях. С другой стороны, если бронза содержит большое количество примесей, таких как магний, кремний, алюминий, то при переплавке механические свойства могут уменьшиться.
Это обусловлено тем, что легирующие элементы, улучшающие характеристики бронзы, при плавке окисляются и образуют тугоплавкие оксиды, которые располагаются по границам кристаллической решетки. Они нарушают связь между зернами, что делает бронзу более хрупкой.

Как отличить бронзу от латуни и меди
Один из самых распространенных вопросов — это отличие этого сплава от других, похожих на него внешне. Конечно, в пределах промышленности и при помощи специальных реагентов сделать это довольно просто. Но как же быть, если определить материал необходимо в домашних условиях?
Начнем с того, что сплав состоит из олова и меди. Массы этих веществ в процентном содержании могут быть разными. Чем больше меди, тем более ярким будет цвет, а вот за счет содержания в сплаве олова, он будет на порядок тяжелее, чем, например, чистый Cu.
Если же сравнивать бронзу с латунью, то последняя имеет более желтоватый оттенок. Сама по себе медь очень пластична, а вот сплавы на её основе достаточно упругие и твердые. Определить, какой материал перед вами, можно также путем нагрева. Так, у латуни под воздействием высокой температуры выделяется оксид цинка и изделие приобретает пепельный «налет». А вот бронза при нагревании не будет изменять своих свойств.
Произведения искусства
Довольно часто можно встретить различные бронзовые статуэтки и фигурки. Многие произведения искусства были созданы еще в античные времена и в Средние века.

Сплавы, содержащие медь и олово, применяются для изготовления:
- Заборов и ворот, которые получаются не только невероятно красивыми, но и прочными.
- Элементов лестничных конструкций.
- Сувенирной продукции и скульптурных композиций.
- Декоративных осветительных приборов: бра и люстр.
- Предметов для оформления интерьера.
Для того чтобы отлить необходимую композицию, создают специальную модель из дерева, гипса или полимерных материалов – так называемая формовка. Полости данной фигуры заполняют глиной и после отливки извлекают. После изготовления поверхность может быть покрыта позолотой, слоем никеля, хрома или же серебром.
Очень важно отметить, что, как правило, для изготовления произведений искусства используется сплав олова и меди без легирующих элементов. Это обуславливается тем, что чем больше таких составляющих присутствует в бронзе, тем больше её усадка, что негативно сказывается на качестве и форме изделия.
Как паять медь: методы, особенности, совместимость с другими металлами

Любой домашний мастер сталкивался с проблемой соединения медных деталей и элементов. Сюда можно отнести как электромонтажные работы, так и соединение медных труб при организации отопительных контуров. Но как правильно подойти к решению подобного вопроса? В сегодняшней статье речь пойдёт о том, как правильно выполнить пайку медных элементов, возможно ли совмещение этого металла с алюминием или нержавеющей сталью, а также какие дополнительные составы потребуются для выполнения подобных работ.
Как спаять медные элементы: общая информация
Наиболее часто встречающаяся проблема – это необходимость пайки скруток медных проводов. Но, независимо от того, какие металлы придётся спаивать, всегда остаётся необходимость очистки поверхностей от жиров и окисла. Для этого используется канифоль, паста для пайки медных труб или паяльная кислота.
Для того чтобы элементы были спаяны прочно, рекомендуется сначала обработать их по отдельности флюсом, после чего облудить – нанести тонкий слой припоя на их поверхности. После этого их можно соединить и, добавив немного припоя, основательно прогреть. Олово расплавится и максимально прочно соединит элементы.

В некоторых случаях вместо паяльника используется газовая горелка. Она применяется, когда спаиваемые детали слишком крупные. В этих случаях даже самый мощный паяльник не способен их прогреть, а значит, о прочном соединении можно забыть. Горелка же прогревает их более основательно.
Некоторые данные по расходным материалам
В качестве расходных материалов в подобной работе используются:
- флюс;
- припой;
- соединительные фитинги.
Стоит разобраться с этими материалами более подробно.

Использование флюса для пайки меди
Флюсом называют различные вещества или их соединения, способные удалить с металлической поверхности различные загрязнения, жиры и оксидную плёнку. В качестве флюса чаще всего используют канифоль или паяльную кислоту, которую можно изготовить в домашних условиях. Для этого необходима обычная серная кислота и цинк. Цинковые таблетки постепенно добавляются в соляную кислоту, с которой вступают в реакцию. О том, что кислота готова к работе, можно узнать по прекращению реакции, называемой травлением.

ФОТО: vashtehnik.ru Различные варианты флюсов – аммиак слишком едкий и лучше от него отказаться
Иногда может возникнуть ситуация, когда под рукой отсутствует какой-либо флюс. Если поблизости есть сосновые доски или ещё лучше деревья, вполне может выручить обычная смола, которая также способна снять окисел и иные загрязнения.

ФОТО: almaty.satu.kz Наиболее оптимальный флюс – это канифоль
Припой для пайки меди и из чего он состоит
Припой – состав с невысокой температурой плавления, способный максимально уплотнить соединение. Обычно это сплав олова и свинца. Причём чем меньше в составе свинца, тем легче будет проходить процесс пайки. В настоящее время довольно популярны стали припои в форме проволоки, внутри которой уже имеется флюс. При работе с ними не требуется предварительная обработка элементов кислотой или канифолью.

ФОТО: promelec.ru Этот припой сразу изготавливается с флюсом, дополнительной обработки поверхности не требует
Фитинги и их применение при пайке
При необходимости пайки медных труб систем водоснабжения или отопления применяются фитинги. Это вспомогательные элементы, обеспечивающие простоту соединения, ответвления или поворота магистральных труб. Более полно пайка медных труб будет рассмотрена ниже.

ФОТО: potok-holoda.ru Фитингов для пайки существует огромное множество
Нюансы самостоятельной пайки меди: что требуется знать
Для того чтобы качественно выполнить пайку, требуется разобрать различные варианты её производства, как при помощи паяльника, так и посредством газовой горелки для пайки медных труб и иных элементов. Попутно рассмотрим различные припои, от тугоплавких до мягких.

ФОТО: vseinstrumenti.ru Горелка для пайки в разобранном состоянии
Использование газовой горелки для пайки меди и иных металлов
Горелка используется при необходимости пайки более габаритных элементов. Это может быть, к примеру, медная посуда, чайник или провода большого сечения. В этом случае в качестве флюса удобнее будет использовать буру. Припой здесь также понадобится высокопрочный, поэтому оптимальным будет применение ПМФ 7 (припой медно-фосфорный). Его температура плавления выше, чем у олова, но горелка легко справится с этой проблемой.
Пайка медных проводов: пошаговая инструкция
Попробуем разобраться, как паять медные провода, на основании фото примеров.





Подробнее с мастер-классом можно ознакомиться в этом видео.
Любой флюс, как и припой для пайки медных проводов можно купить в магазинах хозяйственных товаров. Сегодня на прилавках можно найти различные составы и сплавы, предназначенные для подобных целей.
Различия в работе с мягкими и твёрдыми припоями
Для мелких работ по дому лучше всего использовать мягкие проволочные припои. С ними можно работать даже при помощи маломощных паяльников. А вот твёрдые сплавы требуют более «жёсткого» подхода. Для работы с ними используют молоточные паяльники или горелки.

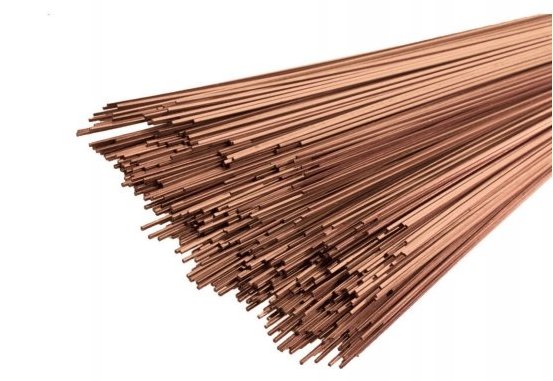
ФОТО: тд-рубин.рф Твёрдые припои могут продаваться вот такими прутками
Иные варианты пайки: работа с медными трубами и различными металлами
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.

ФОТО: m-chel.ru Аккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.

ФОТО: poliasmet.ru Иногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.

ФОТО: kak-eto-sdelat.info Спаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.

ФОТО: mastergrad.com Иногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).

ФОТО: cusi3.ru Сложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.

ФОТО: svarkavol.ru Спайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.
Как правильно соединить провода из разных металлов
Ответ вроде бы простой, но тем не менее часто соединяя провода, электрики и люди, которые делают электромонтажные работы самостоятельно, нарушают основные требования к электрическим контактам. К чему это приводит? В лучшем случае к обгоранию проводов в месте соединения, в худшем к воспламенению и обширному пожару. Чтобы этого не произошло, далее в статье будут рассматриваться основные способы соединения проводов при ведении электромонтажных работ.
Методы соединения:
-скруткой;
-через клемму;
-через зажим;
-болтовое соединение;
-пайка;
-через наконечники.
Соединение проводов методом скручивания.
Это самый быстрый и простой способ соединить один или несколько проводов, поэтому он используется чаще других. Если провода скрутить правильно, то при использовании их в домашней сети с небольшой нагрузкой, они прослужат долго без напоминаний о себе.
Частые ошибки при соединении проводов методом скрутки.
Самая частая ошибка которую допускают монтажники — это скручивание жил разных металлов (медь с алюминием). При таком соединении в скрутке происходит сложный процесс электролиза, что приводит к разрушению самого металла. Он покрывается окислами и рытвинами. Все это приводит к плохому контакту в месте соединения, и впоследствии нагреву. В конце концов проводники просто обгорают друг от друга. Это сопровождается запахом паленой изоляции, потрескиванием, а иногда и возгоранием.
Как сделать скрутку из проводов с разными металлами правильно.
Найти небольшой отрезок луженого провода
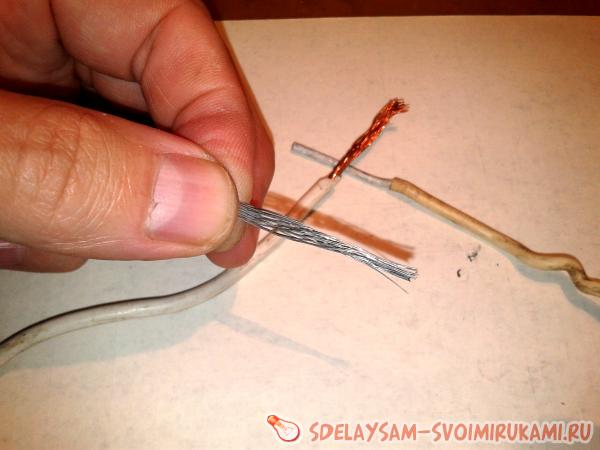
и снять с него изоляцию. Далее распушить жилы и равномерно накрутить их на алюминиевый провод. С помощью плоскогубцев, с усилием обвить вокруг него медный проводник.

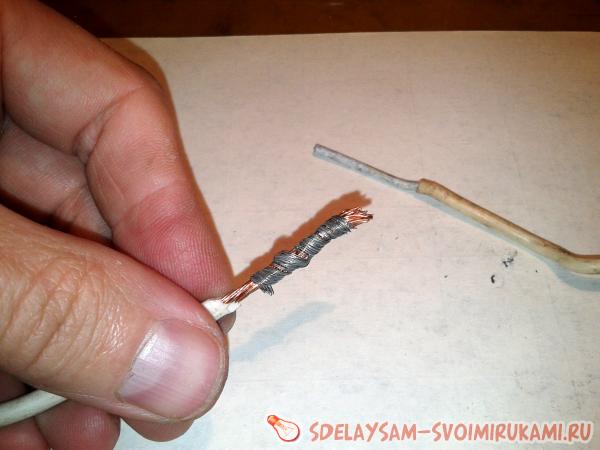
В конце, загнуть лишнее на эту скрутку.

Теперь медь соприкасается непосредственно с алюминием через луженый провод. И это не даст возникновению электролиза на разных проводниках.
Соединение через клемму.
Наличие клемм также может облегчить эту работу и обеспечить качественное соединение. Видов клемм бывает очень много, но принцип у них один и тот же. На фото видно два вида клемм, которые часто можно увидеть в разных устройствах.


Например, в светильниках дневного света, в месте соединения питающих проводов. Также эти клеммы есть свободно в продаже и могут составлять 10 шт. и более в длину. Купив такой блок, можно просто отрезать нужное количество элементов ножом. Соединить проводники из разных металлов в клемме не составляет особого труда. Сначала нужно снять изоляцию с окончания проводов на 3—4 мм, чтобы оголенный участок сильно не выходил за пределы клеммы.
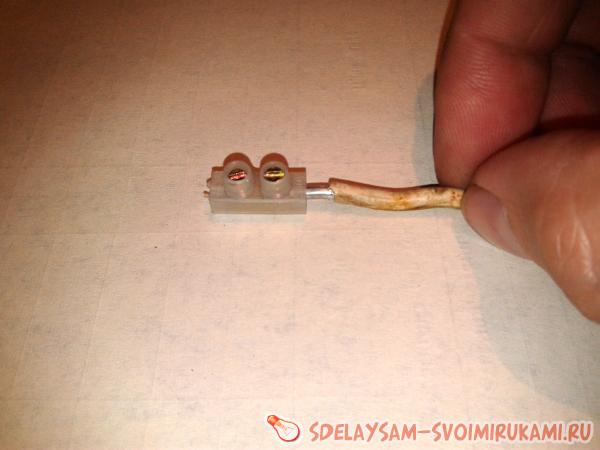

Откручиваем винты до свободного прохождения жил проводов, и вставив, зажимаем их.
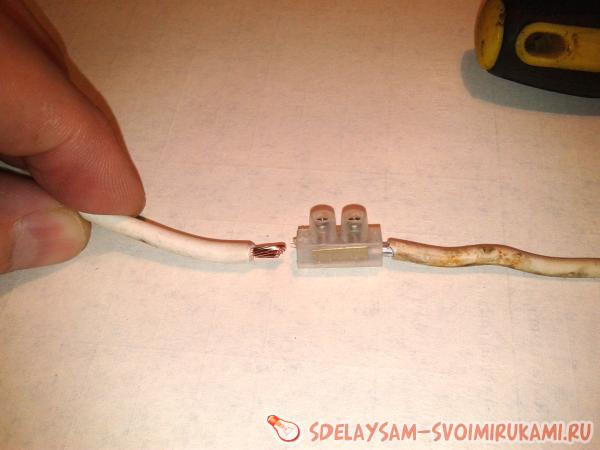

Не стоит прилагать слишком много усилия, иначе хрупкая резьба «сорвется», из-за чего потребуется заменить клемму. Такое соединение довольно надежное. При токе до 1,5 кВт оно свободно справиться со своей задачей. Все зависит от того, какую клемму применить. Здесь рассматривается самая слабенькая, используя более мощную, ток протекания может быть увеличен. Кроме варианта соединить провода из разного материала, клеммы с успехом можно использовать для наращивания длины. Такое может пригодиться в случае, когда провод в коробке настолько короткий, что не хватает, чтобы сделать скрутку. Вот тут и поможет клемма. То же касается обломанного провода, выходящего с потолка на светильник. Это кстати говоря, очень частая проблема. Даже если немного проводника еще торчит с потолочной плиты, клемма с успехом поможет удлинить его.
Соединение через зажим. Иногда под рукой может оказаться вот такой, или подобный ему зажим.

То проблему с соединением можно решить с его помощью. Как это сделать понятно из фотографии.


После того как винты надежно зажаты, весь этот оголенный участок, нужно изолировать липкой ПВХ лентой.
Болтовое соединение.
Болты, гайки и шайбы всегда найдутся под рукой. Поэтому за неимением зажимов и клеммов они тоже сгодятся. Кстати сказать, на болтах больших размеров, делают довольно качественные соединения мощных кабелей большого сечения, и этот метод до сих пор с успехом используется на промышленных предприятиях.
Итак, вам понадобиться:
-болт нужной длины;
-гайка;
-три широкие шайбы.

Сначала на болт одеваем одну шайбу, далее, можем круглогубцами сделать кольца или просто плоскогубцами обвить проводник вокруг резьбы.


Загибать нужно по движению резьбы. То есть так, чтобы при закручивании гайки, петля не разжималась в стороны.
Шайба между двумя проводниками не даст им соприкасаться, и предотвратит эффект электролиза, разрушающий металлы.


Пайка.
Соединение пайкой считается наиболее качественным, так как сопротивление в этом месте становится минимальным. Некоторые сами пропаивают скрутки в коробках, улучшая таким образом соединение. Но это можно сделать с медью. А алюминий не очень хорошо паяется. Да, можно применить разные кислоты и присадки, но они, как правило, сами со временем разрушают соединение.
Но с помощью канифоли и олова можно залудить медный проводник. И после этого спокойно скрутить его с алюминиевым. Соединение также получится довольно качественное.


Наконечники.
Если вы найдете такие наконечники, то будет совсем хорошо. Это одно из надежнейших видов соединения. Вставляем провода в наконечники, и зажимаем их с помощью плоскогубцев, а после дожимаем молотком и наставкой.

Наконечники должны быть луженые, или нужно алюминиевый проводник, обвернуть луженным проводом перед тем, как вставить в отверстие наконечника. После наконечники следует сжать болтом с гайкой, и все изолировать лентой.
Заключение.
Конечно, сейчас существуют более продвинутые методы и приспособления для соединения проводов, но их нужно покупать и осваивать, на что уходит лишние деньги и время. Старые—добрые методы, описанные выше, еще долго будут использоваться, и также долго прослужат верой и правдой. Так зачем же платить больше?!
Ремонт и реставрация джезв, турок, кофеварок
Немного теории
Медно-фосфорный припой применяется для пайки меди, а также ее сплавов, таких как бронза и латунь.
Обратите внимание, что при пайке меди с медью при помощи медно-фосфорного припоя не применяется никакой дополнительный флюс.

Различное содержание серебра в припое влияет на пластичность соединения. Чем больше будет серебра, тем сам шов будет более пластичный, тем больше он подвержен различным деформациям и нагрузкам.
При пайке деталей из латуни медно-фосфорным припоем нужно обязательно использовать дополнительный флюс.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Читать также: Литье золота в домашних условиях
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).

Припой отечественного производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.

«Aluminium-13» производства компании Chemet
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».

Флюс отечественного производства
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.

Рекомендуемый флюс для паки при высокой температуре
Особенности пайки меди
При пайке медных трубок можно применять как обычный медно-фосфорный припой, так и с содержанием серебра. Результат примерно одинаков, качество шва получается хорошим.
Перед началом пайки поверхность меди нужно будет хорошо прогреть газовой горелкой, и только потом прикладывать припой. В противном случае качество шва может получиться неудовлетворительным.

Некоторые отличия между двумя этими припоями можно заметить непосредственно в процессе пайки. Например, обычный медно-фосфорный припой лучше растекается, а припой с серебром уже не такой текучий.
Давайте паять!
Когда готовы все нужные инструменты и материалы подготовлены, беремся за работу. Рассмотрим технологию пайки медных проводов в распределительной коробке. В домашних условиях самый распространенный способ соединения – пайка скруток одножильных проводников. Зачищаем их от изоляции – снимем по 4-5 см с каждого конца. Для хорошего качества скруток следует плотно скрутить и обжать концы пассатижами. Только не переусердствуйте, иначе можете обломать токоведущую жилу. Берем в руки паяльник, который должен быть достаточно прогрет, и начинаем пропитывать нашу скрутку канифолью так, чтобы она как можно лучше проникала между проводами. Затем на жало паяльника наносится припой, состоящий из олова и свинца, и, постепенно прогревая место соединения, добиваемся равномерного нанесения припоя. Он должен хорошо проникнуть между проводами. Когда они «окрасятся» в серебряный цвет, можно считать их залуженными.
Чтобы залудить многожильный медный проводник необходимо хорошо скрутить все мелкие жилки в одну жилу и подтянуть пассатижами. Затем нанести паяльником сначала канифоль, а потом уже нужный припой.

Отличительной особенностью пайки алюминиевых проводов является высокая степень окисления алюминия на воздухе. А если жилы окислятся, то нанести на них припой при электромонтаже уже будет проблематично. Поэтому придётся постоянно механически очищать поверхность от окисления и одновременно выполнять лужение. Для нагрева используется газовая горелка, флюс же подбирается исходя из способа пайки и сечения провода.

Ножом аккуратно срезаем изоляцию с жил примерно по 5 см. Очищаем поверхность до появления характерного блеска с помощью того же ножа либо воспользуемся наждачной бумагой. Далее, нужно соединить жилы в виде желобка, который образуется в результате соединения жил внахлест, методом двойной скрутки. Берем горелку и начинаем греть скрутку примерно до температуры плавления припоя. Продолжаем нагревать соединение и натираем специальной палочкой припоя место пайки. Желобок заполнится припоем. Таким же образом обрабатывается вся поверхность, пока она не покроется полностью оловом.
Особенности пайки латуни
Для пайки латуни медно-фосфорным припоем (с серебром и без него) нужно использовать специальный флюс. Перед использованием его нужно тщательно перемешать. Наносим на поверхность с помощью кисточки.

Как и в случае с медью, поверхность латуни предварительно необходимо хорошо прогреть газовой горелкой, и только затем можно приступать к самой пайке.

В принципе, все пять видов припоя отлично справляются со своей задачей — шов получается качественным. Правда, есть один нюанс.
Если вам важны визуальные качества, то лучше всего использовать для пайки медно-фосфорный припой с высоким содержанием серебра (от 30% и выше).

При использовании обычного медно-фосфорного припоя и припоев с содержанием серебра 2%, 5% и 15% швы довольно отчетливо видны, и имеют характерный медный оттенок.
Более подробный обзор и тест припоев для пайки меди и латуни можно посмотреть на видео ниже. Материал подготовлен на основе авторского видеоролика с YouTube канала «Олег Певцов».
Оцените запись
[Голосов: 23 Средняя оценка: 4.3]
Если соединить медь и олово получится
Приветствуем вас! Вы пришли на наш портал, потому-что ищите ответ на задание, из викторины. У нас на веб-сайте самая база отгадок и многим другим анологичным викторинам. По-этому, мы рекомендуем добавить наш портал к себе в браузерные закладки, чтобы не потерять его. Чтобы вы могли быстро отыскать ответ на нужный вопрос из игры-викторины, рекомендуем воспользоваться поиском по сайту, он находиться в верхней-правой части сайта(если вы просматриваете наш ресурс со смартфона, то ищите форму поиска внизу, под коментариями). Чтобы найти требуемый вопрос, достаточно будет ввести всего начальные 2-3 слова из разыскиваемого вопроса.
Если вдруг случилось невероятное и вы не нашли верного ответа на какой-то вопрос через поиск по сайту, то очень просим вас написать об этом в комментариях. Мы очень постараемся быстро исправить это.
Если соединить медь и олово получится бронза.
Бронза — это сплав, в основе которого лежит медь. Вспомогательными металлами могут быть никель, цинк, олово, алюминий и другие. В этой статье мы рассмотрим виды, технологические признаки, хим. состав бронзы, а также способы ее изготовления.
Оловянная бронза — это сплав, у которого жидкотекучесть ниже, чем у других видов. Однако она имеет несущественную объемную усадку, что позволяет получать фасонные бронзовые отливки.
Указанные свойства обуславливают активное применение бронзы при литье антифрикционных деталей. Также рассматриваемый сплав применяют при изготовлении арматуры, предназначенной для эксплуатации в водной среде (в том числе в морской воде) или в водяном паре, в маслах и под высоким давлением.
20 Ноября 2020 Согласно знаменитой поговорке, «электротехника — наука о контактах».
Любому электромонтажнику известно, что нельзя скручивать между собой медный и алюминиевый провода. Медная шина заземления или латунная стойка для платы плохо сочетаются с оцинкованными винтиками, купленными в ближайшем строительном супермаркете — коррозия может уничтожить электрический контакт. Голая алюминиевая деталь вообще может постепенно превратиться в прах, если к ней приложить даже низковольтное напряжение.
Свойства
Поскольку латунь — это сплав меди с цинком, ее характеристики перекликаются с их качествами. В зависимости от соотношения компонентов, ее цвет может варьироваться от красноватого до светло-желтого. Ее плотность составляет 8500 кг/м3, а температура плавления достигает 880-950 градусов Цельсия. Латунь хорошо обрабатывается давлением как в горячем, так и в холодном состоянии, обладает хорошими механическими характеристиками, сопротивляется воздействию внешней среды, но без покрытия со временем чернеет. Латунь и медь не всегда легко отличить друг от друга неспециалисту, тем не менее первая обладает твердостью, износоустойчивостью, она менее тугоплавкая, но более ковкая и вязкая, а потому удобнее в обработке. В зависимости от содержания основного металла, различаются тепло- и электропроводность латуни — чем его доля выше, тем эти свойства сильнее выражены.
Ремонт и реставрация джезв, турок, кофеварок
Редкое дело – реставрация турок. По всему союзу мы нашли только два предприятия по ремонту джезв, и оба – одно торговое в Москве, которое вроде как берется и джезву починить и одно, хорошо нам известное – ИП Александра Георгиевича Кулешова в Пятигорске, которое продает джезвы только крупным оптом и ремонт отдельных джезв для них, скорее всего, мало интересен. Беремся поделиться опытом, как малое предприятие, которое занимается как реставрацией джезв, так и самоваров, чайников, торшеров и всяческих осветительных приборов.
Что в турке сломано
Повреждения у турок бывают нескольких типов, параллельно мы оцениваем их в тыс. рублей, которые у вас уйдут на реставрацию.
- деформация корпуса – 1500-2500
- утрата или повреждение ручки – 1000-2000
- утрата или частичное повреждение лакового покрытия ручки – 500-1000
- нарушение элемента крепления ручки к корпусу – 1000-2000
- повреждение оловянного покрытия, лужение – 1500-2500
- чистка, полировка снаружи – 1500-2500
Большинство турок – штампованные изделия, как правило Пятигорские, Владимирская область, как правило тонкостенные – по 0,5-1 мм толщиной. Кстати, это большая разница, изделие толщиной от миллиметра можно и сварить твердым припоем. Но также распространены литые изделия – от 1 до 5 миллиметров в отдельных деталях. Как правило это индийские, сирийские, турецкие, иранские и т.п. в общем изделия с востока. Иногда медные, иногда – латунные. К таким предметам восточного быта, можно применить помимо пайки мягким припоем с температурой плавления 232 -328 , пайку твердым припоем, из латуни и серебра с температурой плавления – 800-900 градусов, выбирается из конструктивных особенностей изделия. Деформация, понятно дело исправляется рихтовкой, иногда рихтовкой на правилках.
Лужение – обязательная ли процедура ?
Отдельно надо сказать о лужении. Лужение изнутри – обязательная процедура перед приготовлением кофе в турке. Если лужение сошло, или сошло частично, турку необходимо заново лудить. При этом неважно если лужение сошло снаружи, там может не быть лужения изначально или поверхность снаружи покрыта блестящим составом, это скорее всего никель.
Новая ручка для турки
Чаще все ручка у турки деревянная, как правило из твердых пород дерева. Это делается, чтобы турку было удобно брать. Гораздо реже, как правило у литых изделий, ручка также делается полой, с целью теплоизоляции. Если ручка утрачена, например сгорела, вы можете заказать у нас новую ручку.
Пошаговая инструкция по ремонту
Поврежденную металлическую посуду ремонтируют следующим образом:
- Подготавливают небольшой отрезок алюминиевой проволоки или специальный припой. Если дырка большая, используют медную заплатку. Она должна полностью перекрывать пробоину.
- Перед пайкой поврежденный участок кастрюли очищают от эмали абразивной бумагой или напильником. Зачистку выполняют до появления металла. На поверхностях не должно быть нагара, жирной пленки или налета. Медную полоску зачищают до блеска.
- Поверхность посуды обезжиривают ацетоном. После этого кастрюлю обрабатывают флюсом, пользуясь кистью. Паяльная кислота применяется для удаления остатков жира, оксидного налета с металла.
- Нагревают паяльник, погружают его жало в нашатырь или канифоль. Это способствует удалению оксидов с поверхности насадки. После появления дыма можно начинать лудить кастрюлю. Инструментом касаются припоя, на котором должна появиться блестящая пленка. Расплавленное олово переносят на нужную область. Припоем замазывают всю поврежденную часть кастрюли.
- Если заделать отверстие оловом не получается, используют пластину. Припоем обмазывают прилегающие к пробоине участки. После разравнивания слоя прикладывают заплатку. Ее поверхность прогревают так, чтобы пластина прочно села на место.
- Когда олово остынет, поверхность протирают сухой тряпкой. После этого отремонтированную область зачищают наждачной бумагой.

Починить ведро из алюминия несложно. После очищения и обезжиривания поверхность быстро обмазывают канифолью, препятствующей появлению оксидной пленки. Паять нужно инструментом мощностью не менее 100 Вт.
Припой должен включать не менее 80% олова, 5% висмута. Для предварительной обработки подойдет парафиновый или стеариновый флюс.
Как припаять олово?
Как припаять олово? — Чтобы припаять олово к алюминию, меди или любому другому металлу, нужно выполнить ряд действий, которые мы подробно опишем в нашей статье.
Что нужно для пайки?
- паяльник;
- оловянный припой;
- канифоль.
Все это можно приобрести в магазине радиолюбителя.

Как залудить паяльник?
Перед началом работы подготовьте паяльник особым образом – залудите его. Если этого не сделать, паяльник не будет работать.
Возьмите напильник и приложите к жалу паяльника. Точите до тех пор, пока жало не станет плоским и блестящим. Затем опустите жало паяльника в канифоль и сразу в олово. Сразу после этого нужно приложить жало к дощечке. Цикл «напильник-канифоль-дощечка» нужно повторить много раз, пока срез жала не будет блестеть.
Пайка алюминия
Алюминий паять сложно. Для пайки нужен мощный паяльник, припой используется, на 80% состоящий из олова и на 20% — из цинка. Припой нужно набрать на паяльник и перенести на место пая.
Можно зачистить алюминий, смазать раствором канифоли и посыпать медными опилками. Затем залудить его оловом.
Пайка меди
Широко используются такие способы пайки меди:
- паяльником;
- погружением в припой;
- в печах;
- с помощью газовой горелки.

Погружением в припой олова паяют медные трубчатые теплообменники. Для пайки лучше всего подойдут спиртовые флюсы. Но при флюсовом способе получить герметичные соединения непросто. Соединения, которые паяют оловянно-свинцовыми припоями, отличаются теплостойкостью. Но медь образует с оловом интерметаллиды. Поэтому припой нельзя сильно перегревать.
Прочность паянного соединения определяется прочностью химической связи между припоем и паяемым металлом и прочностью соединения частиц в припое. Припой вводится между деталями, которые необходимо спаять. Чтобы металлы прочно соединились, необходимо, чтобы припой растекся по деталям. Хорошее смачивание возможно, если предварительно очистить детали от окислов. Пайкой при помощи оловяного припоя вы можете соединить медь с любыми другими металлами. При этом вы можете при необходимости распаять соединение. Чтобы соединение было прочным, детали нужно правильно подготовить перед пайкой, удалить загрязнения и следы окислов. Медь поддается пайке очень хорошо. Она не взаимодействует с кислородом бурно, это означает, что вам не потребуется дорогой флюс.
Правила пайки медных проводов
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Суть процесса
 Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.

Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.

Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.

Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Применение флюса
 Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.

Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
 Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
 Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.


Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.

Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.


Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.
Разновидности и применение сплавов меди с другими металлами

Сбор цветного металла для вторичного передела — древний промысел. Медь (Cu) начали одной из первых применять для изготовления оружия и посуды. Период зарождения металлургии — бронзовый век, он выделен в истории по получению сплава меди самородной с оловом. Простота обработки материала и высокие потребительские свойства обеспечивают спрос на легированные изделия и сегодня. Легирующие возможности медных добавок используют для улучшения различных типов стали.
Свойства и применение чистой меди
В чистом виде металл имеет лёгкий розовый оттенок, в естественном состоянии его наблюдают редко: на воздухе оксидная плёнка окрашивает поверхность в жёлто- или коричнево-красный цвет. Световые отличия позволяют отнести медь и её сплавы к разряду самых ценных и широко применяемых в промышленности металлов — цветных. Одно из свойств — отсутствие намагничивания, температура перехода в жидкую фазу 1083ºС.
Высокая технологичность меди обусловлена пластичностью, мягкостью и тягучестью: поддаётся обработке давлением, хорошо сваривается и паяется, режется и полируется.
 Химическая активность низкая — в условиях нормальной влажности и температуры коррозии не наблюдается. Прочностные качества невысоки, как конструкционный материал чистую медь используют редко.
Химическая активность низкая — в условиях нормальной влажности и температуры коррозии не наблюдается. Прочностные качества невысоки, как конструкционный материал чистую медь используют редко.
Основные свойства — высокая электро- и теплопроводность, эти качества предопределяют спектр поиска ценного металла сборщиками цветного лома, а также указывают на производства, где наблюдается накопление отходов медных изделий или некондиционных обрезков латуни и бронзы. Это электротехника — провода и кабели, строительство и химические предприятия — инструменты, детали декораций и приборов, металлургия — изготовление сплавов, бытовая и художественная сферы — посуда, чеканка по меди, бронзовые бюсты и детали интерьера.
Оценить количество Cu в обнаруженных дефектных кабелях, трубопроводах и калориферах поможет обмер кучи — полученный объём нужно умножить на удельный вес металла (8,9 г/м3) и сделать поправку на пустоты и посторонние примеси. Собственно медь присутствует обычно в электротехнических устройствах в виде контактов, передаточных шин, проводов и обмоток. Примерное содержание ценного металла в некоторых бытовых приборах:

 телевизор ламповый весом 50―70 кг — до 1500 г;
телевизор ламповый весом 50―70 кг — до 1500 г;- полупроводниковый домашний экран — 500 граммов;
- двигатель-компрессор и трубки холодильника — 1 кг;
- обычные электромоторы дают хороший доход сборщикам меди: 1кг/кВт мощности изделия.
Немало красного металла содержат отслужившие магнитные пускатели и трансформаторы, автомобильные стартеры и генераторы, дроссели люминесцентных ламп и реле различного назначения. Одним из способов получения чистой меди является переплавка вторичного лома и термическое рафинирование — освобождение от посторонних примесей.
Элементи, сплавливаемые с медной основой
Существует много легирующих присадок к главному веществу, посредством которых сплавам меди с другими металлами придаются требуемые для производства свойства. Чтобы довести до пользователей состав многокомпонентного материала, принято обозначать наименования входящих в новый металл элементов по первым буквам их названий: цинк — Ц, никель — Н, олово — О, марганец — Мц, магний — Мг. Аналогичным образом шифруют хром, железо, свинец, кремний, алюминий, фосфор и бериллий.
Примеры маркировки
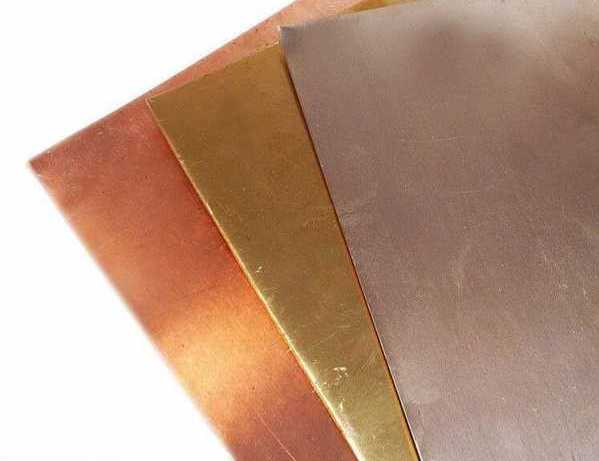
Медь входит в состав многих сплавов, и для определения содержания Cu в предмете надо разбираться в маркировках, представлять, в каких пределах изменяется доля основного металла. Наибольшую известность приобрели:
 латунь (Cu + Zn);
латунь (Cu + Zn);- бронза (Cu + Sn);
- мельхиор — сплав с никелем; из него чеканили советские монеты от 10 копеек, изготавливали подарочные наборы столовых ножей, вилок и ложек.
Больше распространены изделия из бронзы и латуни — жёлтой меди, как её именуют в сантехнике. По химическому составу сплав с цинком бывает двойным и многокомпонентным. В последнем случае в него входят другие легирующие добавки, например, марганец. Соотношение основного металла и вторичных компонентов варьирует в широких пределах.
Если двойная латунь содержит Zn до 20%, её называют томпак. В маркировке после буквенного обозначения указывают количество меди: Л60 — 60%. Многокомпонентный сплав с участием 2% марганца шифруется как ЛМц58−2, цинка в нём — 40%.
Сбор легированного красного металла
Оценивая с точки зрения прибыльности доход от сдачи 1 кг лома меди и её сплавов, приходят к выводу о предпочтительности поиска чистого металла: в этом случае рентабельность оказывается выше в 1,5―2 раза. Найти Cu без добавления легирующих элементов — большая удача и случается редко. Медные сплавы часто встречаются в отслуживших свой век бытовых приборах:
- в сантехнике — душевые шланги и трубки, смесители, краны и вентили, регистры отопления;
- в мебели и элементах квартиры — фурнитура шкафов, окон и дверей;
- в светильниках старого года выпуска.
 Практически во всех применяемых сегодня медных сплавах, кроме латуни, количество легирующих элементов не превышает 10%. Свойства сплавов меди и их применение зависят от добавок: кремний и алюминий придают пластичность, свинец — улучшает антифрикционные качества и упрощает обработку резанием. Стойкость против коррозии усиливается за счёт цинка, олова и марганца.
Практически во всех применяемых сегодня медных сплавах, кроме латуни, количество легирующих элементов не превышает 10%. Свойства сплавов меди и их применение зависят от добавок: кремний и алюминий придают пластичность, свинец — улучшает антифрикционные качества и упрощает обработку резанием. Стойкость против коррозии усиливается за счёт цинка, олова и марганца.
Латунь используется преимущественно в приборо- и машиностроении — запорные устройства и вкладыши скольжения, из неё изготавливают гильзы для боеприпасов. Детали оборудования также делают на основе сплавов. В известном материале дюраль меди содержится 4,4%. Соединения Cu + Au применяют в ювелирном деле для придания золоту большей стойкости к истиранию.
Сплавы медно-оловянные
Бронза в классическом понимании, это сплав меди с оловом, но на практике термин используется для определения любых соединений Cu с основным легирующим металлом, исключая цинк и никель. Отсюда пошло разделение бронзы на две категории: с содержанием Sn и безоловянные. Последние сорта встречаются чаще. Ещё сплав меди с оловом называется оловянистой бронзой.
По технологическому признаку металл бывает деформируемым или литейным, маркировка аналогична латуни с заменой буквы Л на сочетание Бр. В первом случае шифровка выглядит как БрОЦС 8−4−2, что означает процентное вхождение в состав сплава:
- олова — 8;
- цинка — 4;
- свинца — 2;
- меди — 100-(8+4+2)=86%.
Литейные сорта бронзы кодируются сходно с аналогичными видами латуни — буквы и цифры чередуются. Например: БрО6Ц3Н5: 6% Sn, 3 — Zn, 1 — Ni, 90% Сu.
Подразделение от содержания олова — сплав общего назначения 6―10%, у высокопрочной бронзы количественные значения Sn выше: до 16―19%. С увеличением в соединении оловянной составляющей до 30%, хрупкость бронзы возрастает до такой степени, что от удара молотком изделие крошится. Искры при этом не возникают. Области применения бронзы различного состава и плотности сплавов приведены в таблице.
| Марка бронзы | Удельный вес, т/м3 | Направления использования |
| БрО3Ц12С5 | 8,6 | Тонкостенные литые элементы, способные работать в морской воде, насыщенном пару и под давлением |
| БрО3Ц7Н1 | 8,8 | То же |
| Бро4Ц7С5 | 8,9 | Заготовки для подвижных конструкций тракторов и автомобилей, оснастка поршневых головок и шатунов дизелей |
| БрО4Ц4С7 | 9,2 | Антифрикционные изделия и муфты для машиностроительных станков |
| БрО5Ц5С5 | 8,8 | Литые детали узлов скольжения, червячные колёса |
| БрО5С25 | 9,4 | Подшипники и втулки поршневой системы дизельных двигателей, водяных насосов и турбин, маслосъёмные кольца |
Как видно из таблицы, удельный вес оловянистых сплавов меди находится на уровне плотности основного металла: 8,9 т/м3
8,6―9,4. Это позволяет подходить к оценке количества собранного лома бронзы с меркой, применяемой для самой меди.
Медистые ферросплавы
В отличие от других случаев соединения металлов, основой для легирования является не медь, а железо. Сплав Cu + Fe обладает высокой пористостью.
 С точки зрения заготовки медного лома, медистые стали интереса не представляют — содержание Cu находится в пределах 0,2―0,5%. Но для переплавки чугуна и чёрного металлолома сплав железа и меди играет роль легирующей присадки при термическом переделе. За счёт добавления Cu антикоррозийные свойства стали улучшаются в 1,5―3 раза против обычной углеродистой. В порошковой металлургии в отношении медистой стали отмечаются следующие явления:
С точки зрения заготовки медного лома, медистые стали интереса не представляют — содержание Cu находится в пределах 0,2―0,5%. Но для переплавки чугуна и чёрного металлолома сплав железа и меди играет роль легирующей присадки при термическом переделе. За счёт добавления Cu антикоррозийные свойства стали улучшаются в 1,5―3 раза против обычной углеродистой. В порошковой металлургии в отношении медистой стали отмечаются следующие явления:
- Медь повышает прочность при одновременном введении 5―6% Cu и углерода 0,3―0,6%. При этом ухудшаются пластические свойства сплава.
- Улучшается обрабатываемость стали.
- Возрастает стойкость к атмосферной коррозии.
Малоуглеродистая сталь с медью используется для обшивки ж/д вагонов, изготовления резервуаров. Краска на изделиях из такого металла удерживается дольше.
Выбор припоя для медных труб: по температуре плавления и химическому составу
При устройстве инженерных сетей нередко используются медные трубы. Из них монтируются локальные и глобальные системы, транспортирующие газообразную и водную среду, продукты нефтеперерабатывающей промышленности, жидкости для охлаждения и другие ресурсы.
Отдельные элементы коммуникаций соединяются с помощью припоя для медных труб. Этот расходный материал подбирается с учетом эксплуатационных условий создаваемой инженерной сети.
- Что такое припой
- Различия по уровню термической обработки
- Распределение по химическому составу
- Мягкие легкоплавкие
- Твердые тугоплавкие
- Какой припой лучше для пайки медных труб
- Видео по теме
Что такое припой
Для выполнения качественной пайки нужно знать, что такое припой для меди? Он всегда применяется для герметичного соединения трубопроводов из одноименного металла. Что бы изготовить медный припой для пайки медных труб может использоваться сплав, состоящий сразу из нескольких элементов. Для создания расходного материала также нередко применяется чистый металл.
 Проволока припой на катушках
Проволока припой на катушках
При воздействии высокой температуры расходник легко плавится и растекается по обрабатываемой зоне соединяемых деталей инженерной системы. Он позволяет создать ровный шов. Надежное соединение образуется сразу же после остывания расплавленного расходного материала. Этот процесс соединения элементов трубопровода называется пайкой.
Метод стыковки фрагментов инженерной сети с припоем, достоинства:
- отсутствует деформация во время соединения медных деталей трубопровода;
- обрабатываемые элементы даже при воздействии высокой температуры сохраняют свою изначальную форму;
- скрепленная область получается полностью герметичной и отличается высокой прочностью;
- исключается внутреннее напряжение;
- созданный шов устойчив к различным температурам, его целостность не нарушается даже при интенсивном прогревании;
- соединенный участок можно легко разъединить путем повторного нагрева, если нужно изменить конфигурацию инженерной сети.
Если соединение будет создано по всем правилам, получится обеспечить герметичность системы. Поэтому не произойдет утечка перемещаемого вещества. В противном случае может возникнуть большое количество проблем, включая заражение окружающей среды.
Различия по уровню термической обработки
Припои для пайки медных труб различаются по температуре плавления на низко-, средне- и высокотемпературные расходные материалы.
 Мягкий припой для медных труб
Мягкий припой для медных труб
Компоненты, которые плавятся при низкой температуре, не способны изменить начальные параметры медных элементов, потому что их нагревают только до 150-450 °C. Низкотемпературные припои позволяют создать аккуратное и не очень прочное соединение.
Используется такой расходный материал при монтаже водопровода и систем отопления, на которые не действуют большие нагрузки. С помощью низкотемпературных соединяются трубопроводы диаметром 100 мм, если по ним перемещается вода, нагретая не выше 130 °C.
Расходные материалы, плавящиеся при средней и высокой температуре, позволяют надежно соединить медные детали. Они начинают размягчаться при 450 °C. Верхним порогом температуры плавления является 1110 и 1850 °C в зависимости от вида расходника.
С их помощью создаются прочные швы, устойчивые к повреждениям механического характера и переносящие влияние высоких температур. Поэтому они применяются во время монтажа систем с газом, частных и централизованных сетей отопления.
Распределение по химическому составу
Современный материал для пайки может быть мягким, который легко плавится. Существуют также тугоплавкие расходники, обладающие твердой структурой.
Мягкие легкоплавкие
К этой группе относятся:
- Чистый свинец — температура плавления расходного материала составляет 180-230 °C.
- Олово — расплавляется при 220 °C и создает пластичное, но прочное соединение.
- Медь и олово в количестве соответственно 3% и 97%. Это самый популярный материал, позволяющий выполнить прочный шов с высокой стойкостью перед коррозией.
- Медь с серебром — количество этих металлов в припое составляет соответственно 95% и 5%. Такой расходный материал позволяет надежно соединить элементы трубопроводных систем.
Мягкие припои используются при монтаже труб с диаметром 6-108 мм. С их помощью создаются швы, у которых ширина составляет 7-50 мм. Они применяются во время обустройство разных коммуникаций за исключением газовых сетей.
 Применение припоя
Применение припоя
Расходный материал со свинцом нельзя использовать при устройстве питьевого водопровода, потому что металл опасен для человека.
Твердые тугоплавкие
К этой группе относятся:
- Медно-серебряный с цинком, содержащий металлы в количестве соответственно 30%, 44% и 26%. Соединение получается прочным, коррозионностойким, с хорошей теплопроводностью и высокой степенью пластичности.
- Медно-фосфорный с содержанием металла соответственно 94% и 6%. Во время его применения не нужно использовать флюс. Расходник позволяет получить надежное соединение, способное потерять эластичность, если у воздуха понизится температура.
- Серебряный, не использующийся без флюса. С помощью этого материала создаются пластичные, коррозионностойкие, надежные швы. Он продается по более высокой цене по сравнению с другими.
 Твердый припой для меди
Твердый припой для меди
Расходниками с высокой температурой плавления паяют трубопроводы, включая газопроводы, диаметром 12-159 мм. С их помощью также можно соединить трубы отопления и водопровода. Диаметр таких коммуникаций может составлять не менее 28 мм.
Какой припой лучше для пайки медных труб
Опытным путем определено, что для состыковки медных элементов трубопроводов из мягких компонентов лучше всего подходит оловянно-медный материал. Если же используются твердые расходники, тогда нужно выбирать медно-фосфорную продукцию. При подборе обязательно нужно обращать внимание на процентный состав компонентов в материале.
Видео по теме
Мягкая пайка, ответы на вопросы.
Практическое применение мягкого расходника.
Практическое применение твёрдого расходника.
Высокотемпературное соединение с серебром.
Пайка меди в домашних условиях
Мягкие металлы довольно сложно поддаются термической обработке. Пайка меди, латуни и бронзы в домашних условиях чаще всего выполняется твердым припоем, хотя иногда используются специальные пасты.
Теория
Медь – один из древнейших металлов, который используется людьми для создания различных украшения, приспособлений и коммуникаций. Характеризуется высокой пластичностью и розовато-красным цветом, иногда с золотистым оттенком. В домашнем хозяйстве медь наиболее часто применяется в водопроводных трубах, в отоплении, т. к. она не поддается коррозии и устойчива к перепадам температур.
 Фото — медные соединения
Фото — медные соединения
Существует множество видов пайки, для меди применяется капиллярная. Она позволяет максимально аккуратно и прочно соединить две части трубопровода или радиодеталей. Также это термическое воздействие делится на:
- Высокотемпературное;
- Низкотемпературное.
Высокотемпературная пайка характеризуется более высокой прочностью шва. Помимо этого она позволяет обеспечить соединению термоустойчивость, что очень важно для различных коммуникаций. Но при этом, этот вид работ не используется на резьбовых соединениях. Для проведения такой пайки требуется специальное оборудование – горелка с пьезоподжигом и ацетилом, пропаном.
 Фото — медные элементы
Фото — медные элементы
Низкотемпературная используется при работе с мягкими припоями (пастями, гелями). Главное достоинство этой методики – простота и легкость проведения работ. Проводится при температуре ниже, чем 425 градусов, поэтому спайка может производиться даже паяльником. Он заключается в том, что под воздействием определенной температуре припой, нанесенный на зазор между деталью и соединяемым участком, расширяется, закрывая собой зазор.
 Фото — процесс пайки
Фото — процесс пайки
Также есть одно важное правило, которое нельзя нарушать ни в коем случае. Пайка меди и алюминия, или алюминия с латунью строго запрещена. Она выполняется для электрических проводов, например, если нужно разветвить проводку в старых домах. Это запрещено из-за разности линейного теплового расширения металлов и вероятности короткого замыкания в месте стыка.
Инструменты для пайки
Перед началом работы нужно подготовить специальные инструменты и приспособления для пайки медных соединений. Вам понадобится:
- Газовая или кислородная горелка для пайки меди (с азотом, ацетатом и т. д.);
- Припой (для капиллярной пайки согласно ГОСТ Р 52955-2008);
- Щетка (жесткая, но не металлическая) и абразивная бумага для зачистки медных соединений;
- Фитинги или другие соединяемые элементы;
- Паяльный флюс.
Нужно отметить, что если работа производится на трубных соединениях, то еще может понадобиться фаскосниматель, расширитель, специальное устройство для резки. Все эти приспособления можно найти у профессионального сантехника, чтобы не покупать их.
 Фото — горелка
Фото — горелка
Горелки для меди бывают: профессиональными (для работы с твердыми припоями), для разогрева труб и пайки мягкими пастами, полупрофессиональными или комбинированными. Также есть специальные фены, которыми производится мягкая пайка. Они позволяют быстро разогреть место стыка температурой до 650 градусов.
- Твердые. Они представлены стержнями определенного диаметра, который подбирается исходя из определенного зазора при соединении. Используется при соединении меди с железом в системах водоснабжения, подвода газа и системах кондиционирования. Этот припой может быть с фосфором или серебром;
 Фото — твердый припой
Фото — твердый припой - Мягкие могут быть как в виде пасты, так и тонкой проволоки до 3 мм диаметром. Они производятся со свинцом, оловом. Также иногда процесс осуществляется ортофосфорной кислотой.
Также для соединения медных сплавов обязательно нужно использовать флюс. Он выполняет несколько полезных функций: способствует лучшему растеканию припоя по металлу, защищает место обработки от кислородной пленки, очищает шов от окиси. Флюсы бывают с бурой (для различных высокотемпературных припоев), применяется для среднеплавких соединений золота, меди, бронзы, чугуна, нержавейки. Внешне они выглядят как паста, наносятся специальной кистью.
 Фото — флюс-паста
Фото — флюс-паста
Щетки и абразивные листы (наждачная бумага) нужны для того, чтобы после окончания работ удалять с места шва остатки припоя. Фитинги подбираются исхода из потребных соединений (они могут быть разветвляющими, угловыми, изогнутыми и т. д.).
 Фото — паяльник
Фото — паяльник
Сварка
Рассмотрим, как осуществляется трубная пайка меди и своими руками:
- Любая технология подразумевает подготовку трубы. Вам понадобится обрезать коммуникацию до нужного размера и обработать концы фаскоснимателем. Это нужно для того, чтобы следующий элемент при соединении не повредился и получилось максимально жесткое сцепление деталей;
- На край трубы из меди наносится флюс для пайки, его же намазывают на фитинг или другую трубу. После нужно аккуратно вставить коммуникации друг в друга. Если распайка производится самофлюсующимся припоем или электродом, то флюс можно не использовать;
- В стык вставляется выбранный припой. Нужно отметить, что если используется паста, то её нужно наносить после флюса. Под воздействием определенной температуры вещество начнет плавиться, заполняя собой свободное пространство в трубе. Очень важный момент: на припой нельзя воздействовать прямым огнем, он должен расплавиться только от тепла разогретой трубы;
 Фото — пайка с припоем
Фото — пайка с припоем - Если используется лужение, то флюс и припой наносятся очень тонким слоем, иначе в противном случае, на месте пайки образуется некрасивый объемный шов. Если осуществляется ремонт замков или радиодеталей (usb, контактов), то это может нарушить процесс работы элемента;
- После окончания нагрева инструмент убирается. В этот момент трубу нельзя двигать – соединение еще слишком пластичное, при повороте металлических отводов можно повредить крепление. Остывают медные трубы естественным путем;
- Остается только удалить остатки припоя или флюса щеткой, абразивной бумагой или кистью. Место стыка не рекомендуется переохлаждать первые сутки, когда процесс застывания металла не завершен.
 Фото — после зачистки
Фото — после зачистки
Купить все необходимые инструменты, которыми производится пайка бронзы или меди, можно в любом электрическом магазине, цена зависит от категории. Горелки стоят от 3 долларов до нескольких десятков, стоимость припоя начинается от 5 у. е., флюса – от 3.
Как паять латунь: как выбрать флюс, припой и подходящий инструмент
Сплав меди с цинком, известный с давних времен, широко применяется и в наше время. Латунь обладает высокой прочностью, стойка к коррозии, пластична. Благодаря таким свойствам из нее изготавливают детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
В чем особенности технологии?

Этот метод получения неразъемных соединений не настолько популярен, как сварка. Причина — более низкий показатель прочности пайки. Швы образуются благодаря расплавлению присадочного материала, называемого припоем. Самое главное отличие пайки — температура плавления, которая должна быть ниже, чем у соединяемых элементов. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Низкотемпературное воздействие на спаиваемую поверхность сделало пайку незаменимой, а в некоторых случаях единственно возможной: например, когда требуется получить неразъемное соединение разнородных металлов. Целостность обрабатываемых деталей — главное преимущество такой технологической операции, так как она позволяет работать с самыми мельчайшими элементами, не опасаясь за их деформацию или изменение структуры.
Пайка особенно актуальна в электронике, где приходится работать с миниатюрными, очень хрупкими микросхемами, и электрике, когда возникает необходимость в соединении либо наращивании проводников.
Классификация латунных сплавов

Латунь бывает двойной либо многокомпонентной. В первом случае в состав входит только медь и цинк, повышающий твердость сплава. В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
Латунь классифицируется по химическому составу:
- Двухкомпонентная (двойная, простая). Она состоит только из меди и цинка. Процентное соотношение этих компонентов может быть различным. Эти составы маркируются буквой «Л» и числом, всегда указывающим количество меди. Например, Л90 содержит от 88 до 91% меди, на долю цинка приходится 8,8-12%. Примеси есть, но их количество минимально — около 0,2%.
- Многокомпонентная (специальная). Эта латунь имеет большое количество ингредиентов, повышающих коррозионную стойкость сплава, его прочность, твердость. Его маркируют по-другому: к букве «Л» добавляют еще одну, означающую легирующий элемент, появляется еще одна цифра — процентное содержание легирующего металла. Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
Латунь идет на изготовление различных изделий. По степени обработки эти сплавы делят на:
- деформируемые, из них производят болты, гайки, детали автомобилей, латунные ленты, листы, проволоку, патрубки, трубы;
- литейные (арматура, втулки, детали приборов, подшипники, штуцера гидросистемы автомобилей).
По процентному содержания цинка латуни разделяют на:
- Красную (томпак), имеющую в составе 5-10% этого компонента. Такие сплавы идеальны для ювелирных украшений, статуэток и подобных художественных изделий.
- Желтую, здесь процент цинка составляет 21-36%.
Причина популярности латуни — ее долговечность, надежность, устойчивость к перепадам температур, к механическим воздействиям. Поэтому детали, изготовленные из этого сплава, широко используют в системах водоснабжения, обустройстве канализации, в машино- и приборостроении. Латунные изделия имеют длительный срок службы, однако это справедливо лишь в том случае, если не нарушаются их правила эксплуатации.
Эффективность и препятствия
Есть несколько технологий, позволяющих без труда сваривать детали или изделия из латуни, однако они не отличаются простотой, обещают ощутимые затраты, требуют от мастера определенных навыков работы. Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.

Если содержание цинка в сплаве не слишком высоко, то на пути к цели не возникает непреодолимых препятствий: справиться с поставленной задачей позволяет простая пайка с использованием обычной канифоли. Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Причина — сильное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить довольно сложно. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Выбор оптимальных материалов
Прежде чем искать оптимальный вариант для пайки латуни, необходимо установить ее марку. Только в этом случае можно гарантировать приемлемый результат операции.
Выбор подходящего припоя
Это материал, обычно сплав, которым спаивают элементы. Главная его особенность — температура плавления, обязанная быть ниже, чем у соединяемых металлов. Типичные примеры сплава — олово со свинцом, чистое олово. Однако качество, механическая прочность такого сцепления и внешний вид очень далеки от идеала. Причины низкого качества — поры, появляющиеся в результате испарения цинка. Чтобы обеспечить надежный контакт, температура плавления материала обязана быть значительно ниже латунной, а припой должен обладать отличной адгезией с этим сплавом.
- Для пайки латуни, содержащей большое количество меди, лучше брать составы, относящиеся к медно-цинковым припоям, так как в результате присадки цинка снижается температура плавления данных сплавов. Например, припои ПМЦ54 и ПМЦ-48 плавятся при температуре 880°, ПМЦ-36 — при 800-825°.
- Для таких же сплавов можно пользоваться серебряными припоями — марки от ПСр12 до ПСр72. Если в латуни большее содержание цинка, то рекомендованы аналогичные припои, однако не ниже ПСр40.
- Относительно недороги медно-фосфорные припои — МФ-1, МФ-2, МФ-3. Они пластичны, но обладают хорошей электропроводностью. Если механические и вибрационные нагрузки будут велики, то лучше приобрести припои с серебром.
- Если необходимо гарантировать особую прочность, то выбирают твердые медные сплавы: например, универсальный L-CuP6.

Последняя марка припоя имеет диапазон температур — 710-880. Она предназначена для работы с бронзой, красной бронзой, латунью, а также медью, при монтаже труб, радиаторов, системы отопления. При использовании серебряных или фосфорных припоев надо учитывать, что латунь интенсивно растворяется, поэтому время обработки (нагрева и пайки) необходимо сократить.
Флюсы: самодельные или готовые
Флюсы очищают поверхность металлов от жира, а также предотвращают образование оксидной пленки. Их тоже подбирают в зависимости от состава сплавов. Для соединений меди достаточно одной лишь канифоли, однако для латуни уже необходимо более агрессивное средство. Самый простой вариант флюса для пайки латуни — смесь буры с борной кислотой (1:1). Ее заливают водой (5 мм на 1 г), кипятят, помешивая, потом остужают. Однако лучшими характеристиками обладают «профессионалы» — покупные составы.
- Флюс Бура. Он известен очень давно, однако с тех пор не растерял своих поклонников. Причина популярности — его качественная работа.
- Не менее эффективны другие марки: ПВ-209 (от 700 до 900°), ПВ-209Х (от 650 до 850°).
Популярные импортные марки — немецкие порошки FELDER Cu-Rosil, Chemet FLISIL-NS-Pulver, флюс-паста Chemet FLISIL-NS-Paste. На рынке существует множество флюсов, предназначенных и для пайки латуни — как импортных, так и отечественных, поэтому с выбором проблем не возникнет.
Два метода пайки латуни
Как уже было замечено, самая большая сложность в работе с латунью — образование при нагреве сплава оксидной пленки, с которой канифоль (даже в компании со спиртом) справиться не в состоянии.
Использование паяльника

Для пайки этого сплава необходим мощный аппарат — как минимум 500 Вт, максимум — 1000 Вт. Связано это требование с высокой температурой плавления — как сплава, так и припоев. Однако исключения есть: это латунные сплавы, имеющие более низкую температуру плавления (большой процент меди). Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Если в сплаве преобладает медь, то в этом случае можно использовать инструмент скромной мощности — 100 Вт. В роли флюса используют ортофосфорную либо паяльную кислоту: перед пайкой поверхности латунных изделий тщательно обрабатывают. В качестве припоя используют ПОС-60 (олово-свинец).

