
Флюс для пайки: описание и особенности
Припои и флюсы для пайки
 Припой — это легкоплавкий сплав металлов, предназначенный для соединения проводов, выводов, деталей и узлов пайкой. Ранее припои обозначали тремя буквами — ПОС (припой оловянно-свинцовый), за которыми идет двузначное число, показывающее содержимое олова в процентах, например ПОС-40, ПОС-60.
Припой — это легкоплавкий сплав металлов, предназначенный для соединения проводов, выводов, деталей и узлов пайкой. Ранее припои обозначали тремя буквами — ПОС (припой оловянно-свинцовый), за которыми идет двузначное число, показывающее содержимое олова в процентах, например ПОС-40, ПОС-60.
Лучший припой — чистое олово. Однако оно дорогое и используется в исключительных случаях. Во время радиомонтажа чаще применяют оловянно-свинцовые припои. По прочности спаивания они не уступают чистому олову. Плавятся такие припои при температуре 180 — 200 °С.
Выбор припоя для пайки
Выбор припоя производят в зависимости от таких факторов: от соединяемых металлов или сплавов, от способа пайки, от температурных ограничений, от размера деталей, от требуемой механической прочности, от коррозийной стойкости и др.
Для пайки толстых проводов используют припой с температурой плавления более высокой, чем для пайки тонких проводов.
В некоторых случаях необходимо учитывать и электропроводность припоя (напоминание: удельное сопротивление олова равно 0,115 Ом х мм2/м, а свинца — 0,21 Ом х мм2/м).
Разновидности припоев.
Припои разделяются на три группы: тугоплавкие, легкоплавкие и сверхлегкоплавкие. Тугоплавкие припои (радиолюбители их практически не используют). К тугоплавким относятся припои с температурой плавления свыше 500 °С, создающие очень высокую механическую прочность соединения (сопротивление разрыву до 50 кг/мм2). Недостатком их является именно то, что они требуют высокой температуры нагрева и, хотя прочность такой пайки получается весьма высокой, интенсивный нагрев может привести к нежелательным последствиям: можно, например, «отпустить» стальную деталь.
Недостатком твердых припоев является то, что они требуют высокой температуры нагрева, и хотя прочность такой пайки весьма высока, интенсивный нагрев может привести к весьма нежелательным последствиям: можно перегреть дорогостоящую деталь и вывести ее из строя (например, транзистор или микросхему), можно «отпустить», например, стальную деталь (пружину).
Легкоплавкие (радиолюбительские) припои. К этой категории относятся припои с температурой плавления до 400 °С, имеющие сравнительно невысокую механическую прочность (сопротивление разрыву до 7 кг/мм2). При радиотехнических монтажных работах применяются главным образом легкоплавкие припои. В их состав входят олово и свинец в различных пропорциях, например, припой ПОС-61 , который содержит 61% свинца, 38 % олова и 1% различных присадок.
Сверхлегкоплавкие (радиолюбительские) припои. Существуют также сплавы, в состав которых, кроме олова и свинца, входят висмут и кадмий. Эти сплавы наиболее легкоплавкие: у некоторых из них температура плавления менее 100 °С. Механическая прочность соединения у таких сплавов весьма невелика. Раньше их применяли для пайки кристаллов в кристаллических детекторах. В настоящее время легкоплавкие кадмий-висмутовые сплавы находят применение при ремонте печатного монтажа. Используются они также для пайки транзисторов, так как по техническим условиям их рекомендуется паять припоем с температурой плавления, не превышающей 150 °С.
Для пайки транзисторов можно применять так называемый сплав Вуда с температурой плавления 75 °С, в состав которого входят: олово — 13%, свинец — 27%, висмут — 50%, кадмий — 10%. Сплав Вуда можно приготовить по указанному рецепту самому или купить в аптеке. Пайка ведется слабо нагретым паяльником. В качестве флюса используется канифоль.
Форма радиолюбительских припоев
В прошлом веке порекомендовали оловянный прут сечением 10 мм. Сейчас для пайки пользуются припойной проволокой сечением от 1 до 5 мм. Наиболее распространены 1,5—2 мм многоканальные припои. Многоканальность означает, что внутри оловянной проволоки расположены несколько каналов флюса, который обеспечивает образование ровной блестящей и надежной пайки.
Продается такой припой в мотках — на радиорынках, в колбах — в которых он находится свернутым в спираль, и в бобинах (в них количество припоя такое, что его хватит не на один год). Рекомендуется приобретать в виде проволочки, толщиной со спичку — удобнее паять.
При пайке монтажных проводов радиоаппаратуры удобно пользоваться оловянно-свинцовыми припоями, отлитыми в виде тонких прутков диаметром 2 — 2,5 мм. Такие прутки можно изготовить самому, выливая расплавленный припой в сосуд, в дне которого заранее проделано отверстие. Сосуд при этом следует держать над листом жести или металлической плитой. После остывания прутки следует разрезать на куски необходимой длины.
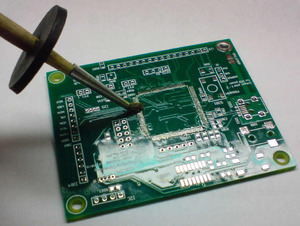
Современные припои, используемые при пайке электронных схем, выпускаются в виде тонких трубочек, заполненных специальной смолой (колофонием), выполняющей функции флюса. Нагретый припой создает внутреннее соединение с такими металлами, как медь, латунь, серебро и т. д., если выполнены следующие условия: поверхности подлежащих пайке деталей должны быть зачищены, то есть с них необходимо удалить образовавшиеся с течением времени пленки окислов, деталь в месте пайки необходимо нагреть до температуры, превышающей температуру плавления припоя. Определенные трудности при этом возникают в случае больших поверхностей с хорошей теплопроводностью, поскольку мощности паяльника может не хватить для ее нагрева.
Самостоятельное приготовление припоя
Для самостоятельного приготовления припоя компоненты состава (олово и свинец) отвешивают на весах, расплавляют смесь в металлическом тигле над газовой горелкой и, перемешав расплав стержнем из стали, стальной пластинкой снимают пленку шлака с поверхности расплава. Затем осторожно разливают расплав в формы — желоба из жести, дюралюминия или гипса.
Плавку необходимо выполнять в хорошо проветриваемом помещении, надев защитные очки, перчатки и фартук из грубой ткани.
Флюсы для пайки
Для чего при пайке нужен флюс? Во время пайки температура соединяемых деталей значительно повышается. При этом скорость окисления металлических поверхностей возрастает. В итоге припой хуже смачивает соединяемые детали. Поэтому необходимо использовать вспомогательные вещества, флюсы.
Что такое флюс? Флюс — это вспомогательный материал, который призван во время пайки удалять оксидную пленку с деталей, подвергаемых пайке, и обеспечивать хорошее смачивание поверхности детали жидким припоем. Без флюса припой может не прикрепиться к поверхности металла. Назначение флюсов: надежно защищают поверхность металла и припоя от окисления, улучшают условия смачивания металлической поверхности расплавленным припоем.
Действие флюса зависит от его состава, имеемые флюсы: или растворяют окисные пленки на поверхности металла (а иногда и сам металл), или предохраняют металл от окисления при нагреве. Таким образом, флюс образует защитную пленку над местом пайки.
Флюс уже содержится в современном припое в виде тонкого сердечника. При расплавлении припоя он распределяется по поверхности жидкого металла. Флюсом покрывают поверхности уже залуженных металлов также и перед их соединением (собственно пайкой). При этом флюс является ПАВ, то есть Поверхностно Активным Веществом. После соприкосновения деталей избыток флюса между ними вылезает наружу и все время испаряется потому, что температура его испарения ниже, чем у припоя.
Флюсы бывают разные. Например, для ремонта металлической посуды пользуются «паяльной кислотой» — раствором цинка в соляной кислоте. Паять радиоконструкции с таким флюсом нельзя — со временем он разрушает пайку. Для радиомонтажа надо применять флюсы, в которых нет кислоты, например, канифоль.
Требования к радиолюбительским флюсам
Выбор флюса — важный вопрос. Раньше использовалась только канифоль, другого флюса не было. Чем плоха канифоль — канифоль, спиртовой канифольный флюс относятся к категории активных флюсов. Первый недостаток — при высоких температурах удаляется не только оксид металла, но и сам металл. Второй недостаток — очистка платы после пайки с канифолью является большой проблемой. Смыть остатки можно только спиртом или растворителями (да и то, порой проще отковырять чем-то острым).
Остатки флюса на плате не только некрасиво с эстетической точки зрения, но и вредно. На платах с малыми зазорами между проводников возможен рост дендритов (проще говоря, замыканий) вызванных гальваническими процессами на загрязненной поверхности. Каков же выход — на современном рынке материалов можно найти широкую гамму флюсов, которые смываются обычной водой, не разрушают жало паяльника и обеспечивают высокое качество пайки. Продаются такие флюсы, как правило, в шприцах, что очень удобно для использования.
Независимо от того, какой флюс используется, готовую пайку нужно обязательно протирать тряпочкой, смоченной в спирте-ректификате или ацетоне, а также прочищать жесткой щеточкой или кисточкой, смоченной растворителем, для удаления остатков флюса и грязи. В некоторых исключительных случаях вместо канифоли можно пользоваться ее заменителями:
— канифольным лаком, имеющимся в продаже в хозяйственных магазинах. Его можно применять как жидкий флюс взамен раствора канифоли в спирте. Этот же лак можно использовать и для антикоррозийного покрытия металлов.
— живицей — смолой сосны или ели — доступным материалом, особенно любителям, живущим в сельской местности. Такой флюс можно приготовить самому. Набранную в лесу с деревьев смолу нужно растопить в жестяной банке на слабом огне (на сильном огне смола может воспламениться). Расплавленную массу разлить в спичечные коробки.
— таблеткой аспирина, имеющейся в любой домашней аптечке. Недостаток этого флюса — неприятный запах дыма, выделяющийся при плавлении аспирина.
Сейчас выпускается большое количество разнообразных, так называемых «безотмывочных», флюсов, как жидких, так и в виде полужидкого геля. Особенность их такова, что они не содержат компонентов, вызывающих окисление и коррозию соединяемых деталей, не проводят электрический ток и не требуют промывки платы после пайки. Хотя все равно лучше после завершения пайки удалять с припаянных деталей все остатки флюса.
Для нанесения жидкого флюса можно воспользоваться кисточкой, ватной палочкой или просто спичкой, но удобнее пользоваться так называемым «флюсапликатором». Можно попробовать купить фирменный флюсапликатор стоимостью примерно 20—30$, но куда проще и дешевле сделать его самому. Для этого потребуется кусочек силиконового или резинового шланга с внутренним диаметром 5 — 6 мм и одноразовый медицинский шприц.
Шприц разрезается на 2 части. Обе части вставляются в резиновую трубку. Иголка слегка укорачивается, ее можно для удобства пользования слегка изогнуть. Слегка нажимая на шланг, выдавливаем из кончика капельку флюса на припаиваемые детали и производим пайку. При хранении, чтобы не засыхала иголка внутрь нее можно вставлять тонкую проволоку. Так же удобно пользоваться флюсом в виде геля или пасты. Для его нанесения тоже можно воспользоваться одноразовым шприцем, только из-за его густоты иголку шприцевую придется взять потолще.
Другие статьи из цикла про пайку:
Флюс для пайки: описание и особенности
 Сегодня пайка распространена практически во всех промышленных областях. Используют её для получения между твёрдыми металлами неразъёмного соединения. Но не всё так просто, как кажется. Для того чтобы работа была качественной, необходимо иметь расходные материалы, оборудование и нужный набор инструментов. Паяльный флюс относится именно к таким материалам.
Сегодня пайка распространена практически во всех промышленных областях. Используют её для получения между твёрдыми металлами неразъёмного соединения. Но не всё так просто, как кажется. Для того чтобы работа была качественной, необходимо иметь расходные материалы, оборудование и нужный набор инструментов. Паяльный флюс относится именно к таким материалам.
- Определение и особенности
- Особенности легкоплавких флюсов
- Тугоплавкие флюсы
- Классификация альтернативных видов припоя
- Изготовление своими руками
Определение и особенности
Паяльным флюсом называют сплав металлов, который имеет легкоплавкую структуру. Его используют для того, чтобы спаивать два различных вида материалов. Если вы точно знаете, каковы особенности соединения при термической обработке у двух разных материалов, то такой флюс можно сделать самостоятельно.
Соединить два разных материала с помощью флюса получится тогда, когда на уровне шва будет выдержана необходимая температура. Температура может колебаться, в зависимости от типа материалов, в пределах 50−500 градусов. Обязательно температурный режим плавки припоя должен быть намного выше температурного режима обрабатываемого материала.
Паяльный флюс подразделяется на несколько типов. Его выбирают, опираясь на такие факторы:

 Устойчивость материала к коррозии.
Устойчивость материала к коррозии.- Прочности материалов.
- Температура параметров поверхности работы.
- Температура флюса.
- Температура пайки.
- Вид металла.
Флюс для пайки подразделяют на две группы:
- Мягкие. Температура плавки небольшая.
- Твёрдые. Температурный порог высокий.
Припой тугоплавкий имеет температуру плавления более 500 градусов. При помощи его создаётся прочное соединение. Недостатком является тот фактор, что в некоторых случаях повышенный температурный режим может вызвать перегрев ключевого элемента конструкции и вывести её из строя.
Легкоплавкие припои имеют температуру плавки в пределах 50−400 градусов. В эти припои входят такие компоненты, как:
- Олово.
- Свинец.
- Прочие примеси.
 Подобный тип флюсов применяется для спаивания радиотехнических предметов при их установке. Имеются и припои сверхлегкоплавкие, применяемые для соединения и пайки транзисторов. Максимальная температура плавки может быть 150 градусов.
Подобный тип флюсов применяется для спаивания радиотехнических предметов при их установке. Имеются и припои сверхлегкоплавкие, применяемые для соединения и пайки транзисторов. Максимальная температура плавки может быть 150 градусов.
Для спаивания тонких поверхностей необходимо применять мягкие флюсы, а для проводов большого диаметра — твёрдые, имеющие высокий температурный порог. Флюс должен обладать следующими характерными чертами:
- Различия температуры при плавке основного материала и припоя.
- Устойчивость к коррозии.
- Способность к растяжке.
- Прочность конструкции.
- Способность нормально проводить ток и тепло.
В качестве припоя могут быть применены такие материалы:
- Трубочки с колофонием.
- Проволочные катушки.
- Ленты.
- Прутья.
- Прочие флюсы.
Самой распространённой формой является прут из олова с диаметром сечения 1−5 метров.
 Существуют и многоканальные типы флюсов, имеющие несколько источников поступления припоя для того, чтобы создать более прочное соединение. Продаваться они могут в колбах или мотках, содержаться в бобинах или иметь спиралевидную форму. Для использования одноразового рекомендовано брать небольшой кусок проволоки, размер которой не будет превышать спичку.
Существуют и многоканальные типы флюсов, имеющие несколько источников поступления припоя для того, чтобы создать более прочное соединение. Продаваться они могут в колбах или мотках, содержаться в бобинах или иметь спиралевидную форму. Для использования одноразового рекомендовано брать небольшой кусок проволоки, размер которой не будет превышать спичку.
Для того чтобы спаять электросхемы, следует применять флюсы трубочные, которые содержат колофоний. Это смола, играющая роль припоя. Этим присадочным материалом можно без проблем соединить такие металлы, как латунь, серебро и медь.
Особенности легкоплавких флюсов
Мягкие паяльные флюсы могут плавиться до температуры 400 градусов. Благодаря им шов становится эластичным, мягким и прочным. Флюсы легкоплавкие можно разделить на следующие категории:
- Сверхлегкоплавкие.
- Специальные.
- Свинцово-оловянные.
- С минимальным количеством олова.
Самым оптимальным вариантом припоя можно считать олово, но из-за дороговизны материала он практически не применяется в чистом виде. В основном используют соединения свинца и олова. Из них получаются прочные соединения.
 В маркировке пишется, какой процент олова содержится в припое. В незначительном количестве в состав этого припоя входит сурьма. Поэтому такой вид припоя можно применять для соединений, которые не будут подвергаться вибрации или нагрузкам.
В маркировке пишется, какой процент олова содержится в припое. В незначительном количестве в состав этого припоя входит сурьма. Поэтому такой вид припоя можно применять для соединений, которые не будут подвергаться вибрации или нагрузкам.
Флюс с низким содержанием олова и без свинца применяется для спаивания контактов при температуре до 300 градусов на небольших электрических схемах.
При температурном режиме 60−145 градусов флюсы сверхлегкоплавкие могут переходить в жидкое состояние и использоваться для ручного спаивания деликатных изделий. Но при этом соединение не очень прочное.
Специальные припои необходимы в том случае, если нужно получить совместимость характеристик припоя и основного материала. Для этого применяются составы, не поддающиеся пайки. К таковым относят:
- Чугун.
- Низкоуглеродистая сталь.
- Никель.
- Алюминий.
Для того чтобы спаять деталь из алюминия, необходимо сделать припой почти полностью состоящий из олова. А для того чтобы диффузия была лучшей, в него добавляют незначительное количество кадмия, буры и цинка.
Тугоплавкие флюсы
Твёрдые припои применяются для соединения тех швов, которые подвержены различным перепадам температурного режима, вибрациям, ударам и нагрузкам.
Плавиться они начинают при температуре более 400 градусов. Они имеют следующие разновидности:
- Чистая медь.
- Серебро.
- Фосфорно-медные сплавы.
- Медно-цинковые сплавы.
 Нужно заметить тот факт, что не очень часто применяются сплавы меди с цинком. Связано это с тем, что стоимость их высокая, а качество шва не очень надёжное. Такой вид припоя можно заменить бронзово-цинковым сплавом или латунью.
Нужно заметить тот факт, что не очень часто применяются сплавы меди с цинком. Связано это с тем, что стоимость их высокая, а качество шва не очень надёжное. Такой вид припоя можно заменить бронзово-цинковым сплавом или латунью.
Медно-фосфорный сплав можно применять для пайки элементов из латуни, бронзы или меди, которые нагрузкам подвержены не сильно. А ещё этим составом заменяют дорогостоящий серебряный припой.
Нельзя использовать твёрдые флюсы при пайке низкоуглеродистых сталей и чугуна, так как при нагревании железа с фосфором или медью образуются хрупкие элементы, вследствие чего шов разрушается.
Оптимальным, но очень дорогим вариантом для пайки железа является серебро. Но благодаря ему материалы соединяются очень прочно. Используется серебряный припой для спаивания сложных плат и проводов на основе серебра.
Классификация альтернативных видов припоя
Существуют и прочие альтернативные виды припоя:
- На основе канифоли со спиртом. Этот флюс относится к активным, но при повышенных температурах удаляется не только оксид, но ещё и металл. После пайки таким припоем необходимо хорошо почистить плату.
- Активированный самодельный флюс. Используется для спаивания соединений, которые часто подвергаются ударам и прочим нагрузкам. Для его приготовления необходимо смешать салициловую кислоту, диатиламин, ангидрид, анилин канифоль.
- Смешанный с канифолью бур. Применяется такая смесь для спаивания водопроводных медных труб. Эта смесь высокоактивна и в зачистке материалов не нуждается. Бура может плавиться при температуре 70 градусов. Вредных веществ при этом не выделяется.
 Соединение канифоли с воздухом. Такой флюс является нейтральным и применяется для высокоточностных электроприборов (схемы мобильных телефонов, выключатели, реле и прочие). Применять канифоль нужно на предварительно очищенных и залуженных металлах. А для качественной очистки алмазных контактов можно взять лазер.
Соединение канифоли с воздухом. Такой флюс является нейтральным и применяется для высокоточностных электроприборов (схемы мобильных телефонов, выключатели, реле и прочие). Применять канифоль нужно на предварительно очищенных и залуженных металлах. А для качественной очистки алмазных контактов можно взять лазер.- Флюсы жидкого типа на основе этилового спирта, салициловой кислоты, золота или вазелина используются для спаивания радиаторов или электрических проводов. При этом швы получаются чистыми и аккуратными.
- С повышенными антикоррозионными характеристиками на основе растворителя, фосфора и кислот. Дополнительные средства очистки после спаивания применять не нужно.
Остатки флюса оставлять нельзя. Кроме того, что они портят вид изделия, они ещё и вредные. Они могут вызвать короткое замыкание в электрических схемах, если вовремя не очистить поверхность.
Флюсы ещё классифицируют по такому принципу:
- Защитные. К ним относятся инертные вещества по отношению к металлу. Предназначаются они для защиты зачищенных элементов от образования окиси. К ним относят сахарную пудру, минеральные и оливковые масла, воск и вазелин.
- Антикоррозионные. Их задачей является освобождение поверхности, которую необходимо паять, от коррозии и дальнейшей защиты от образования окислов. Обязательным компонентом является ортофосфорная кислота.
- Активные (кислотные). Готовятся эти составы на основе кислоты соляной. Применяется она в чистом виде. Ею спаиваются железные изделия. Хлористый цинк является ещё одним составляющим флюса из соляной кислоты. Такой флюс известен многим под названием «паяльная кислота». Сферой его применения является паяние серебра, железных сплавов и меди. Так как кислотный флюс является реагентом с высокой химической активностью, он эффективнее на обрабатываемых поверхностях уничтожает разнообразные плёнки. Но с самим металлом он взаимодействует также энергично.
Чтобы спаять изделие трубочками с канифолью, необходимо произвести следующие действия:
 Соединяемые поверхности нужно тщательно очистить от грязи и окисления.
Соединяемые поверхности нужно тщательно очистить от грязи и окисления.- В месте шва необходимо нагревать деталь до значения, которое будет превышать температуру плавки флюса.
- После этого производится процесс пайки.
Для больших поверхностей, у которых хорошая теплопроводность, такой метод практиковать не стоит, так как для нагревания металла в достаточном количестве будет мало мощности паяльника.
Изготовление своими руками
Для спаивания радиотехнических проводов используют припои в виде тонких прутков, которые имеют диаметр 2 миллиметра. Они легко делаются своими руками.
Для того чтобы их сделать нужно будет взять сосуд. На его дне сделать отверстие. А после этого нужно будет вылить в него расплавленный оловянно-свинцовый припой. При этом сосуд должен будет располагаться над металлической плитой или жестяным листом. После застывания прутья разрезаются на куски необходимой длины.
Можно разлить такую смесь в формы:
- Гипсовые.
- Дюралюминиевые ёмкости.
- Жестяные желобы.
Осуществляется это всё следующим образом:
- Нужно на весах взвесить необходимое количество олова и свинца.
- В металлической тигле над газовой горелкой расплавьте металл. Его стоит перемешивать с помощью стального стержня.
- С расплавленной поверхности необходимо снять плёнку, используя стальную пластину.
- Сплав стоит разлить по формам.
Вне зависимости от того, какой тип флюса вы применяете, готовую пайку протрите тряпочкой, предварительно смочив её в ректификате или ацетоне. Для очистки шва применяйте жёсткую щётку, окунув её перед этим в растворитель.
На сегодняшний день на рынке можно приобрести гелеобразные и жидкие флюсы, которые имеют следующие преимущества:
- После пайки не требуется очистка.
- Такой флюс не проводит ток.
- Отсутствуют компоненты, которые провоцируют возникновение коррозии и окисления.
Жидкий флюс наносится с помощью кисточки или ватной палочки. Можно самостоятельно сделать приспособление для его нанесения при помощи силиконового шланга и обыкновенного шприца. Именно шланг будет наполняться жидким флюсом.
Пайка является одним из лучших способов соединения металлов. С её помощью обеспечивается высокий уровень герметичности и прочности, а процесс, по сравнению со сваркой не занимает много времени и прост.
Но в процессе пайки выделяются вредные газы. Именно поэтому при работе не забывайте о таких средствах защиты, как фартук на основе плотной ткани, очки и перчатки. А ещё риск отравления будет минимальным, если использовать флюсы хороших производителей.
Для чего нужен флюс при пайке?
Автор: Игорь
Дата: 04.10.2017
- Статья
- Фото
- Видео
Наверняка нет такого человека, который бы не сталкивался с тем, что он задаётся вопросом, как эффективно осуществить соединение разорванных металлических частей, и неважно как это произошло механическим путём, или при помощи разрыва другой природы. В данном случае многие правдиво задают вопрос, для чего нужен флюс при пайке, и какие характерности препаратов.

Использование флюса при пайке
Определение и терминология 
Для того чтобы понять зачем нужен флюс при пайке, необходимо обратиться к первоисточникам и терминологии, которая позволит ясно раскрыть картину. Флюсы являются стойкими и активными химическими веществами, которые в процессе пайки обеспечивают очистку поверхности от образования загрязнений, а также оксидных плёнок. В итоге образуется натяжение поверхности, в результате которого обеспечивается качественное растекание припоя. Дополнительно нужно понимать, для чего нужен паяльный флюс, это качественная защита рабочего места обработки поверхности изделия от воздействия внешней рабочей среды окружающей природы.
Далее, главный принцип флюса – это подготовка рабочего места соединения изделий, которые должны будут прикрепить одну часть изделия к другому. При решении задачи, зачем флюс при пайке используется, руководствуемся некоторыми критериями:
- Для флюса температура плавления должна быть на порядок ниже, чем для припоя, это обязательное условие и требование качественного обеспечения соединения изделий.
- Флюс не должен никаким образов взаимодействовать в процессе пайки с припоем. Если мы осуществляет технологическую работу, то каждый компонент должен образовать два независимых слоя обеспечения качества соединения обрабатываемых изделий.
- Для газообразных характеристик флюса, последний должен обеспечить плавное растекание припоя по поверхности.
- Для жидкого флюса обязательным условием является отличная растекаемость и смачиваемость всех обрабатываемых изделий.
- Флюс должен любым способом разрушать и удалять образуемые на поверхности неметаллические образующиеся характеристики в виде плёнки.
- Ко всем паяемым сплавам, а также ко всем металлам, флюс должен иметь инертную природу и характеристику, которая указывает на минимально активную составляющую.
Что может быть в качестве материала для пайки
Технологический процесс паяния, и для чего нужна паяльная паста, подскажет одна из самых популярных технологий, где в качестве компонента используют 10 грамм хлорида аммония и 30 грамм химического компонента цинка хлорида, которые необходимо растворить в 60 миллиграммах водного раствора.
Точно таким же образом формируется вещество паяльная кислота или паяльная жидкость, которое готовятся из заранее подготовленного консервированного вещества в виде соляной кислоты и металлического цинка.
- Заполняем фарфоровую посуду в равных долях соляной кислотой и порционными частями цинка.
- Заполняя цинком, в кислоте происходит выделение кислорода, в итоге образуется готовый препарат хлорид цинка.
- После того, как начнётся замедление выделения кислорода, стеклянную посуду помещаем в тёплый раствор воды.
- По окончании процесса должно произойти сливание жидкости, где остаётся не растворившийся цинк, к которому необходимо добавить нашатырный компонент, представленный как 2 граммы аммония, рассчитанного на 3 граммы металлического порошка цинка.
Не обязательно нужно сливать жидкость, достаточно ее высушить или выпарить досуха плод воздействием тёплой воды. В непосредственной части пайки можно добавить водный раствор в соотношении 1:2.»
Особенности флюсовых компонентов
Не стоит обольщаться тем, что этот простейший флюсовый препарат подойдёт практически ко всем металлическим поверхностям.

Флюс для пайки алюминия
Согласно ТУ и ГОСТ существует определённый критерий препаратов, которые по степени эффективности можно разделить на 3 условные группы:
- Защитные или некоррозионные компоненты. Благодаря невысокой активности препаратов, такие вещества слабо очищают обрабатываемую поверхность. Как правило, не коррозионная группа используется для сплавов меди, а также для медных групп, которые имеют покрытия из кадмия, серебра или олова. По всем правилам данной группы, все задействованные припои должны быть легкоплавными. К данной группе относятся традиционная канифоль, вазелин простой группы, а также древесные смолы, стеарин и восковые компоненты.
- Слабая коррозионная группа. Для этой группы характерно растворение в спиртовых растворах, воде, а также в минеральных и органических веществах природного и искусственного происхождения, например стеариновая кислота, олеиновая кислота, молочный и растительный жир. Ко всем материалам добавляется канифоль, которая играет антикоррозионную роль. В процессе пайки, слабая группа эффективно разлагается, испаряется и под воздействием температуры сгорает.
- Сильная коррозионная группа. В этом классе используют фториды и хлориды металлической группы, а также сильнейшие неорганические кислоты. Этот тип флюсов способен удалять стойкие плёночные группы, которые характерны для цветных, а также для черных металлов. Все исследуемые коррозионные материалы изготавливаются как в виде жидких паст, так и в твёрдом состоянии.
Технические регламенты
Единый государственный регламент определён для флюсов, которые используются для сварочных работ, в этом случае применяют ГОСТ 9087-81. В радиоэлектронной отрасли также применяют технический стандарт, который имеет свою маркировку, это ГОСТ Р 56427-2015, который распространяется на безсвинцовую технологию. Кроме этого, данный регламент был разработан на основе ранее утверждённых и действующих регламентов, в частности:
- ГОСТ 17325—79 Пайка и лужение.
- ГОСТ Р 53429—2009 Платы печатные.
- ГОСТ 29137—91 Формовка выводов и установка изделий электронной техники на печатные платы.
- ГОСТ 23752—79 Платы печатные
Кроме этого, существует ряд подведомственных нормативных актов, которые имеют отраслевую структуру использования.
Заключение
При проведении работ связанные с пайкой микросхем или при соединении деталей изделий, необходимо строго соблюдать требования техники безопасности. При проведении работ, необходимо обеспечить качественную вентиляцию помещения, по окончании технологического процесса, необходимо тщательно проветрить комнату. Все операции необходимо выполнять только в защитных средствах, как для рук, так и для глаз и органов дыхания. В ряде отраслевых стандартах можно увидеть технические регламенты на маски и другие средства защиты. В домашних условиях пайку необходимо осуществлять только в проветриваемом помещении, по окончании необходимо вымыть руки с мылом и убрать все препараты в недоступное место для детей.
Флюс для пайки
Разновидности состава флюса

В тех вариантах, когда осуществляется пайка деталей из меди, для равномерного распределения припоя по месту предполагаемого соединения, а также для очистки металлической поверхности от хлористого цинка, соляной и борной кислоты, грязи, пыли, применяют флюс. Благодаря этому появляется защита от молекул кислорода, находящихся в воздухе. В качестве флюса могут использоваться материалы, богатые воском, смолой, канифолью.
Очень важно верно подобрать флюс. Для этого нужно учесть типы металлического состава, припоев, температурного режима нагревания. Различают три основных вида флюсов.
Флюс надёжно предохраняет расплавленный металл от реакции с кислородом воздуха, поэтому такие соединения отличаются качественными швами. От того, что поверхность металла покрыта шлаками, кристаллизация проходит с повышенной скоростью. Следствием чего является отсутствие включений и пор. Единственным недостатком пайки с использования флюса это растекающаяся консистенция расплавленного металла.
Особенности паяльных соединений с применением флюса
Если сравнивать соединение медного материала с использованием флюса со сваркой вручную, то первый вариант увеличивает эффективность рабочего процесса в пятеро. Почему такое происходит? Когда применяется паяние с применением флюса, подача электротоков производится через электродный проволочный элемент на вылет.
При применении флюса допускается пользоваться более высокой плотностью сварочных токов. Благодаря этому не будет риска перегрева электродного элемента в вылете и отслойки обмазки. Если используются увеличенные сварочные токи, основной металл проплавляется на значительную глубину. Благодаря этому пайка производится без разделения утолщённых краёв.
Как подобрать флюс
Для того, чтобы верно подобрать вид флюса для того или иного случая, нужно принимать в расчёт несколько факторов. Если вы хотите избежать образования оксидной плёнки на шве, нужно контролировать температурные режимы припоя и металлического состава, они должны быть одинаковыми. Поэтому при выборе флюса нужно ориентироваться на вид припоя. Если температуры металлического и припойного состава одинаковы, то флюс может послужить температурным индикатором и позволит избежать повреждения деталей.
Флюсы могут быть трёх видов консистенции: паста, порошок, жидкость. Использование жидкого флюса практикуется при использовании мягкого припоя. Они могут храниться в тюбиках. Порошковый вариант иногда бывает неудобным в использовании. Паста наносится равномерно, удобно хранится, применяется без предварительной подготовки.

Слесарные работы
Токарные работы
Фрезерные работы
Факторы качественного флюса
- Флюс должен создавать равномерное покрытие.
- Плотность и вязкость должна соответствовать припою, который в итоге занимает место флюса.
- Флюс должен полностью удалить оксидные соединения и не допустить их взаимодействия с материалом.
- Химический состав флюса должен быть стабилен.
- Во время процесса пайки шов должен хорошо просматриваться.
- Флюс должен позволять производить вертикальные соединения.
- После рабочего процесса загрязнения должны легко удаляться с поверхности.
После окончания работ необходимо убрать весь оставшийся флюс. Для этого применяются специальные растворы.
Принимаем заказы на любые виды слесарных работ:
- сварка металлических деталей;
- зачистка под покраску;
- нарезка резьбы;
- снятие заусенцев;
- рихтовка;
- сборка;
- подгонка;
- притирка;
- пайка.
Для чего нужен флюс при пайке
Перед тем как покупать новый электронный прибор, большинство все же стараются починить старый своими руками. Способов, с помощью которого можно исправить поломку, много и все будет зависеть от вида прибора, что требует починки. Однако, пайка была и остается очень распространенным методом исправления неполадок. Освоить ее не так трудно, как может показаться, просто нужно учесть несколько правил. Например, что одного паяльника будет мало и чаще всего без флюса не обойтись. В этом материале подробнее о том, что такое флюс для пайки.

Что такое флюс для пайки
Если говорить кратко, то флюс для пайки, это средство, помогающее делать качественную спайку. Оно может быть как органического, так и неорганического происхождения, но в большинстве случаев это всегда смесь из нескольких материалов.
Перед использованием этого состава нужно зачищать место спайки, но иногда флюсы и сами могут очистить материал. Других подготовительных работ перед его использованием обычно не предполагается, кроме тех, кто нацелены на защиту от паров, которые средства для пайки почти всегда вырабатывает.

Для чего он нужен
Назначение флюсов понять легко. Чтобы спаять контакты друг с другом, металлу нужно нагреться как минимум до 500 градусов. Но в этот момент на металлах образуется оксидная пленка, которая мешает припою соединять металлические детали. Именно для этих случаев и нужен флюс.
Обычно при комнатной температуре флюс стабилен, и начинает действовать только при нагревании, снижая влияние высоких температур на металлы. Так, флюсы помогают:
- Убирать оксидную пленку, которая появляется при свертывании металла.
- Предотвращать дальнейшее окисление.
- Смачивать поверхность во время пайки.
В первую очередь все флюсы должны выдерживать нагревание и сохранять свои свойства. Но это далеко не все признаки, на которые нужно обращать внимание при поиске вещества для пайки, что даже сложнее, чем его использование.
Классификация флюсов
То, как работает вещество для пайки, понять легко. Но его еще нужно правильно выбрать, а для этого нужно изучить и учесть виды флюсов. И в этом состоит главная сложность, так как нужно учесть очень много параметров при выборе.
Подробнее о том, на какие категории подразделяются средства для пайки и чем они друг от друга отличаются, рассказывается далее.

По типу воздействия на контакты
Среди типов флюсов для пайки выделяют:
- Бескислотные флюсы или «нейтральные». Они не уничтожат спайку и вообще не показывают никаких химических реакций в тех зонах, где сделана спайка. Используются обычно для спайки небольших деталей. В само средство входят этиловый спирт, глицерин, скипидар. Температура плавления достигает 150 градусов.
- Антикоррозийные имеют ортофосфорную кислоту как основной ингредиент, что часто используется для производства антикоррозийных пропиток. Поэтому при нагревании эти составы не только очищают место спайки от возникшей коррозии, но и предотвращают ее повторное появление.
- Активные составы имеют соляную кислоту, поэтому используются только для железа. Для радиотехники не подойдут, так как портят плату. Этот флюс удаляет окислы, вступает в реакцию с самим металлом, из-за этого соединения получаются очень прочными. Зачистка перед работой обязательна, как и строгое соблюдение правил безопасности — такие вещества для пайки ядовиты при испарении. Будьте осторожны, так как этот флюс окажется хорошим проводником из-за своего состава. Так что, если им работать неаккуратно, можно получить короткое замыкание. Иногда активные средства для пайки делаются из хлористого цинка.
- Активированные — делаются из салициловой кислоты или анилина солянокислого, делать зачистку перед их использованием не требуется, так как они сами очищают место спайки. Смывать не требуется, но обычно рекомендуется. Обычно такой состав применяется для соединения, которое будет постоянно механически повреждаться.
- Защитные флюсы для пайки не вызывают никакой химической реакции, не выделяют вредные вещества при пайке, защищают материалы от коррозии. Их изготавливают из вазелина, воска или оливкового масла. Плавиться такие средства для пайки начинают при 70 градусах, зачистка при их применении не требуется.
Это не все виды флюсов, но самые распространенные.
Также есть альтернативные составы, которые используются для спайки особых материалов.
По состоянию
Помимо состава, флюсы для пайки различают по консистенции:
- Пастообразные использовать удобнее всего. Они легко наносятся, не высыхают моментально после нанесения и подходят для всех видов пайки. Но нужно помнить, что так как они самые распространенные, легко наткнуться на подделки, так что выбирать нужно внимательно. А хранят такие флюсы в шприцах, нанося на место пайки только в нужных количествах.
- Твердые составы многим подходят по своей цене и нейтральным свойствам. Но у них есть и недостатки, к примеру, низкое поверхностное натяжение, а также они не удаляют окислы, их не всегда удобно наносить, много вредных испарений.
- Жидкие флюсы наносить проще всего, благодаря чему время на пайку значительно сокращается. Однако, такие средства быстро высыхают и могут пролиться, а удалять их с любых поверхностей очень трудно. Самый распространенный вид жидких флюсов для пайки — канифоль, продающаяся с кисточкой для удобного нанесения.
От состояния средства-помощника напрямую может зависеть скорость пайки и ее качество.
Какой флюс лучше выбрать
Чтобы выбрать флюс для пайки, нужно, чтобы он еще и подходил к материалу, который предстоит паять:
- К меди, к примеру, часто применяется канифоль. Она подойдет для любой простой электроники, большого количества проводов.
- Жидкие припои с вазелином или салициловой кислотой пригодятся для радиаторов, проводов с одной жилой.
- Жидкая канифоль подходит для многожильных проводов.
- Пастообразный состав подходит для радиодеталей и разных разъемов, для сим-карт и флешек, к примеру.
- Провода и разъемы просят активных флюсов для пайки.
- Для мелких радиокомпонентов на платах подходят нейтральные флюсы в пасте. При работе с платами нужно выбирать такие средства, которые не испачкают саму плату, так как удалить средство с поверхности вокруг места паяния почти невозможно.
- Обычно как флюс для пайки микросхем выбирают активированные составы, не требующие смывания. Они должны быть жидкими или гелеобразными.
Также при выборе флюсов стоит читать чужие отзывы, чтобы сделать выбор из проверенных марок, так как многие фирмы выпускают средства для пайки, но далеко не все из них качественные.
У флюсов есть вещества заменители, но их стоит применять только если есть навык паяния, так как работать с ними сложнее.
Хранение
Тюбик с флюсом для пайки может храниться до 12 месяцев, однако, только в том случае, если условия хранения не нарушены. Так, чтобы не сократить срок годности, нужно:
- Плотно закрывать тюбик после использования, крепко завинчивая крышку.
- Не допускать соприкосновения с влагой самого состава.
- Не хранить около открытого огня или нагревательных приборов.
- Не допускать увеличения температуры в месте хранения выше 25 градусов.
Перед каждым использованием рекомендуется проверять, нет ли на упаковке повреждений, которые могли привести к нарушению герметичности. Если такие найдутся, средство лучше выбросить и приобрести новое. Также не стоит пользоваться составом, срок годности которого истек.
Если упаковка флюса случайно повредиться, состав можно переложить, главное — герметично закрывать.
Можно ли приготовить флюс самостоятельно?
Если не хочется покупать средство для пайки в магазине, всегда можно попробовать сделать его самостоятельно. Для этого всего лишь потребуется точно следовать рецепту и подробной инструкции по изготовлению флюса для пайки.
Для самодельного состава действуют те же правила хранения, что и для обычного, срок годности составит от 6 до 12 месяцев.
Как пользоваться флюсом для пайки
Чтобы правильно применить флюс паяльный, нужно посмотреть на его консистенцию:
- Если применяется твердый припой, например, из олова, то сам паяльник нужно окунать в реагент, а потом брать немного припоя.
- Жидкий флюс предполагает, что его будут наносить специальной кисточкой. Здесь нужно быть внимательным, так как от высоких температур кисточки нередко быстро портятся.
- Пасту наносят палочкой, зубочисткой или шприцем с отрезанным кончиком иглы.
А потом действовать так:
- Очистить поверхность от окислов. Иногда это не требуется, если флюс того позволяет.
- Наносится слой флюса.
- Состав и детали нагреваются на паяльной станции.
После окончания паяния нужно дождаться, когда шов застынет.
Техника безопасности
Работа с паяльным флюсом предполагает использование перчаток, так как в состав этого средства входят разрушающие компоненты, к примеру, кислоты. По этой же причине при пайке с флюсом нельзя допустить попадание состава в глаза и слизистые, более того, его очень нежелательно вдыхать.
После использования средства для пайки нужно тщательно помыть руки и в особенности лицо, так как пары вещества могут осесть на нем и потом все равно попасть на слизистые. Пары могут попасть также на еду или в чашки, стоящие рядом, поэтому их стоит убрать дальше от рабочего места.
Чтобы снизить влияние паров, потребуется угольный фильтр или хотя бы просто хорошо проветриваемое помещение. Но даже в нем может возникнуть легкое головокружение после работы. Это нормально, если пользоваться флюсом в первый раз или после долгого перерыва.
Но если со временем будет становиться только хуже, нужно срочно обратиться к врачу.
Работать с самим флюсом легко, сложнее подобрать правильный. Но если опираться на этот материал, поиск паяльного вещества станет проще, как и его безопасное использование.
Назначение разного вида флюсов для пайки
Пайка деталей и изделий с применением специальных реагентов, называемых флюсами, широко распространена в самых различных отраслях промышленного производства.
При этом основное назначение флюсов – обеспечить идеальное растекание припоя по поверхности паяного соединения и создать условия для его надёжной адгезии к металлическим изделиям. Иными словами, без флюса в большинстве случаев при пайке не обойтись, они нужны для соблюдения технологии.
Разновидности флюсовых составов
 При рассмотрении вопроса о том, для чего нужен флюс при выполнении пайки материалов, любое дополнительное пояснение можно считать излишним.
При рассмотрении вопроса о том, для чего нужен флюс при выполнении пайки материалов, любое дополнительное пояснение можно считать излишним.
Для полного понимания сферы применения и особенностей работы необходимо ознакомиться с известными видами используемых на практике флюсов.
В соответствие со своим основным назначением, а также по степени воздействия на соединяемые изделия все флюсовые составы для пайки подразделяются на следующие категории:
- неактивные или нейтральные флюсы, не включающие кислот и практически не проводящие электрический ток;
- активные или кислотные флюсовые реактивы, приготавливаемые на основе соляной кислоты;
- защитные (антикоррозийные) флюсы, позволяющие уберечь контактную зону пайки уже готового соединения от ржавчины и разрушения.
Каждая из этих категорий находит свою сферу применения. Есть флюсы, которые нужны преимущественно для пайки электронных схем. Производят флюсы в виде паст, гелей и жидкостей.
А известный флюс бура применяется в виде порошка, и нужен для пайки медных труб. Паяльная паста – смесь припоя и флюса – нужна для поверхностного монтажа деталей на платах.
Нейтральные вещества
 К нейтральным флюсам можно отнести канифоль, использовать которую рекомендуется при пайке мелких радиотехнических компонентов и микросхем.
К нейтральным флюсам можно отнести канифоль, использовать которую рекомендуется при пайке мелких радиотехнических компонентов и микросхем.
Этот популярный реагент нужен для того, чтобы паять разнородные по структуре детали из меди и её сплавов при сравнительно невысоких температурах нагрева места стыка (не более 450-ти градусов). Причём проведение этой операции допустимо даже при наличии на поверхности заготовок тонких оксидных плёнок.
 Благодаря малой активности флюсы на основе канифоли обеспечивают защищённость изделий от коррозии и пользуются в связи с этим повышенным спросом.
Благодаря малой активности флюсы на основе канифоли обеспечивают защищённость изделий от коррозии и пользуются в связи с этим повышенным спросом.
При приготовлении рабочего состава в растолчённую до порошкообразного состояния канифоль добавляются спирт, глицерин или скипидар, что способствует улучшению качественных показателей смеси.
Продаются нейтральные флюс-гели, которые нужны для бессвинцовой пайки микросхем. Их удобно наносить специальным шприцем-дозатором.
Активные и антикоррозионные
Активные флюсы так же нередко изготавливаются на основе канифоли, доведённой до порошкообразного состояния. Однако в этом случае в составе приготавливаемой смеси в небольших объёмах содержатся органические соединения (кислотные или аминовые).
 Благодаря этому с её помощью удаётся припаять к металлическому основанию не только медные детали, но и серебряные, никелевые и стальные изделия или заготовки.
Благодаря этому с её помощью удаётся припаять к металлическому основанию не только медные детали, но и серебряные, никелевые и стальные изделия или заготовки.
В более сложных условиях пайки нужны активные флюсы на основе соляной кислоты с добавкой хлористого цинка, получаемого в результате простой реакции замещения.
Эта разновидность флюсовой добавки хорошо известна профессионалам: чаще всего она выпускается и продаётся под названием «паяльная кислота». Кислотные флюсы нужны для пайки алюминиевых деталей.
Сфера применения флюсов этого класса – запайка изделий из меди и серебра. Также они нужны для пайки стальных заготовок и различных сплавов.
Поскольку эти реагенты относятся к разряду химически активных составов, паяние с их применением позволяет эффективнее бороться с окисными плёнками. Такая активность обеспечивает более интенсивное взаимодействие с основным металлом, из которого изготовлены сплавляемые заготовки.
Ещё одной особенностью этих реагентов является высокая электрическая проводимость, что исключает возможность их использования в качестве изоляционного защитного покрытия.
 Существуют составы на основе фосфорной и органических кислот. Зачем вообще нужны такие флюсы?
Существуют составы на основе фосфорной и органических кислот. Зачем вообще нужны такие флюсы?
Они относятся к категории антикоррозионных и применяются для удаления с металлических поверхностей остатков и следов ржавчины, а также для защиты от возможности появления окислов после пайки (в процессе эксплуатации).
Поскольку при приготовлении этих смесей используются кислотные составляющие – они очень напоминают паяльные кислоты.
Однако в отличие от последних антикоррозийный флюс для пайки не устраняет оксидных плёнок. Он нужен доя защиты от разрушений, возможных из-за реакции окисления.
Порядок применения
 Флюсы могут находиться как в твёрдом (пастообразном), так и жидком состоянии и продаваться в упаковках самой различной формы и объёма.
Флюсы могут находиться как в твёрдом (пастообразном), так и жидком состоянии и продаваться в упаковках самой различной формы и объёма.
Так, твёрдая канифоль поступает в продажу в плоских баночках, оснащённых плотно закрывающейся крышкой.
Согласно исходному агрегатному состоянию этих составов различают следующие способы их применения:
- при твёрдом флюсе во время пайки жало паяльника сначала нужно окунуть в тело реагента, после чего им захватывают небольшое количество припоя;
- в тех случаях, когда на основе канифоли приготавливается или используется уже готовая жидкая смесь – она просто наносится на место спайки посредством обычной кисточки с мягким ворсом;
- при работе с пастообразным составом небольшие порции флюса наносятся на место контакта любой подходящей для этого палочкой (выдавливаются из шприца, заранее заправленного до нужной дозировки).






Нередко в магазинах продаётся канифоль, приготовленная в виде специального геля, уже размещённого в шприце определённой ёмкости.
Такие гелеобразные составы принято относить к нейтральным реагентам, широко применяемым в радиоэлектронике для пайки миниатюрных деталей.
Самостоятельное приготовление
Приготовить рабочий флюс для пайки на основе канифоли можно самостоятельно. Для этого достаточно раздробить и растереть её в порошок, а затем засыпать полученный состав в ёмкость и сразу же залить небольшим количеством технического спирта.

Соотношение используемых при подготовке флюса компонентов должно составлять три к пяти. После тщательного встряхивания приготавливаемой смеси следует оставить её на пару дней и не трогать до тех пор, пока канифоль окончательно не растворится в спирте.
Самой подходящей ёмкостью под жидкий флюс является обычный пузырёк из-под лака, в крышке которого уже имеется встроенная кисточка. Непосредственно перед использованием рекомендуется тщательно отмыть бывшую в употреблении бутылочку от следов лака.
Довольно часто специалистами применяется ещё одна близкая к флюсам разновидность активных добавок, называемая паяльным жиром. Этот реагент принято относить к условно нейтральным составам. Они нужны, чтобы несколько улучшить условия пайки металлических соединений.
Следует напомнить, что прежде чем покупать какую-либо марку флюса, нужно изучить инструкцию к ней, и понять, для чего конкретно она предназначается.
Только в этом случае получится сделать качественное паяльное соединение.
Виды флюсов для пайки и особенности применения
Материалы
Сравнительная таблица
Рекомендации
по выбору
Рекомендации
по применению
Файлы для скачивания
- Indium WF9945 флюс на канифольной основе не требующий отмывки, без галогенов
- Indium WF9942 флюс на органической основе
- Indium WF7742 флюс на водной основе, не требующий отмывки
- Indium 1095NF водосмываемый флюс
- Indium #1010 водосмываемый флюс, не содержащий летучих органических веществ

Паяльные флюсы — это вспомогательные вещества, используемые для пайки и сварки металлов. В ассортименте компании «Остек-Интегра» представлена продукция, применяемая в радиотехнической отрасли — флюсы на различной основе.
Принцип действия
Для облегчения соединения деталей и печатной платы требуется нагрев металла. При этом на его поверхности образуется оксидная пленка, снижающая способность припоя соединяться с металлическими деталями. Решить проблему позволяет флюс для пайки. При комнатной температуре данное химическое соединение остается инертным, а для получения полезных свойств требуется его интенсивный нагрев. Флюсы могут добавляться в припой или наносятся непосредственно на металлические поверхности для предотвращения нежелательного окисления.
Таким образом выполняются сразу три задачи:
- растворение оксидной пленки, образовавшейся на поверхности обрабатываемого металла;
- роль кислородного барьера для предотвращения дальнейшего окисления;
- улучшение смачивания поверхностей, подлежащих пайке.
Одним из главных требований к флюсам является способность выдерживать высокие температуры, сохраняя при этом все полезные эксплуатационные свойства.


Виды флюсов для пайки
Флюсы могут быть органическими или неорганическими соединениями. Выбор определенного варианта зависит от предполагаемого применения. Большинство органических флюсов не обладает коррозионными свойствами. Однако некоторые разновидности, в особенности кислотные, могут вызывать коррозию. Поэтому использование последних требует особого внимания. Также следует учитывать, что несоблюдение рекомендаций производителя может стать причиной ухудшения электрических свойств готовых печатных плат.
Основой органических флюсов являются следующие компоненты:
- активаторы (активные вещества, воздействующие на оксиды металлов);
- протекторы (предохраняют поверхности от образования оксидного слоя);
- растворители для поддержки оптимальной консистенции;
- разнообразные добавки (ингибиторы коррозии, стабилизаторы, загустители и красители).
Неорганические флюсы подразделяются на два типа — канифольные и синтетические. По консистенции и способу фасовки различают следующие разновидности — жидкости, пасты и водорастворимые порошки.

Флюсы для пайки при помощи мягких припоев нужны для очистки окисленных металлических поверхностей и для улучшения активации и смачиваемости уже спаянных поверхностей, минимизации дефектов и обеспечения защиты мягкого припоя и места пайки от окисления. Предварительный нагрев необходим при удалении основы флюса, при уменьшении и активации термоудара по печатным платам и компонентам, изготовленным из различных материалов.
Жидкие флюсы могут быть применены при пайке волной и двойной волной припоя, которые используются в технологиях монтажа компонентов в отверстия или смешанного монтажа. Некоторые виды активно применяют также для ручной пайки на опытном производстве и для ремонта.
Во время пайки флюсы растворяют при помощи оксидов и сульфидов, обеспечивая защиту поверхностей от окисления, а также снижают поверхностное натяжение припоя.
Классификация, а также требования и методы испытаний флюсов прописаны в стандарте IPC/ANSI-J-STD-004, по которому выделяют флюс нескольких типов.
Активность флюса
(% содержание галогенов)Канифольные
Rosin (RO)Синтетические
Resin (RE)Органические
Organic (OR)Низкая (0%) RROL0 RREL0 OORL0 Низкая ( 2,0%) RROH1 RREH1 OORH1
Другие материалы нашего каталога: паяльная паста
Назначение флюса и особенности его применения при пайке
Процесс пайки заключается в соединении различных металлических деталей методом заполнения пространства между ними расплавленным металлом. Это сопровождается нанесением флюса на сопрягаемые поверхности. Удаление оксидной плёнки, лучшее растекание припоя по поверхности сопрягаемых деталей и более качественное их соединение — вот для чего при пайке нужен вспомогательный материал флюс. 
Назначение материала
Задача флюсов — подготовить детали к пайке, очистить поверхности от жиров и солей, предохранить припой от окисления в процессе пайки и способствовать его лучшему растеканию по поверхности. Флюс при пайке продлевает срок службы соединений, так как защищает места пайки от окисления и разрушения. Флюс должен характеризоваться невысокой температурой плавления и малым удельным весом. Тогда он успеет растворить окислы, но не проникнет вглубь пайки. Хорошие флюсы не должны испаряться при нагреве и вызывать коррозию. Их можно легко удалять с деталей.

Классификация флюсов
Флюсы различаются по степени их воздействия на обрабатываемые детали. При пайке применяются следующие виды вспомогательных материалов:
Активные флюсы. Эти вспомогательные вещества активно взаимодействуют с соединяемыми металлами. В зависимости от соединяемых материалов и их свойств применяются следующие виды:
 Содержащие разбавленную соляную кислоту. Используются при пайке цинка и оцинкованных металлов. После пайки детали необходимо очистить, чтобы избежать коррозии. Можно промыть в тёплой воде.
Содержащие разбавленную соляную кислоту. Используются при пайке цинка и оцинкованных металлов. После пайки детали необходимо очистить, чтобы избежать коррозии. Можно промыть в тёплой воде.- Раствор хлористого цинка (травленая соляная кислота). Используется при спаивании меди, медных сплавов и стали.
- Хлористый цинк-аммоний. Получается при добавлении аммония в раствор хлористого цинка. Аммоний способствует повышению активности вспомогательного материала и понижает его температуру плавления.
Кислотные составы обладают химической активностью. После их применения требуется нейтрализация. Ещё одним свойством этих составов является высокая электропроводность, и поэтому они непригодны для применения в электротехнике.
 Бескислотные. Их ещё называют неактивными. Они взаимодействуют только с припоем, а не с соединяемыми деталями. К ним можно отнести канифоль. Это прошедшая специальную обработку смола хвойных деревьев. Имеет вид стекловидных кусков жёлтого цвета, напоминающих янтарь. Содержит малое количество жирных кислот и не разъедает контакты, если не полностью удалена после пайки. Применяется для спаивания меди, серебра, латуни, золота. К неактивным флюсам можно отнести и вещества, изготовленные на основе канифоли с добавлением спирта, глицерина, скипидара.
Бескислотные. Их ещё называют неактивными. Они взаимодействуют только с припоем, а не с соединяемыми деталями. К ним можно отнести канифоль. Это прошедшая специальную обработку смола хвойных деревьев. Имеет вид стекловидных кусков жёлтого цвета, напоминающих янтарь. Содержит малое количество жирных кислот и не разъедает контакты, если не полностью удалена после пайки. Применяется для спаивания меди, серебра, латуни, золота. К неактивным флюсам можно отнести и вещества, изготовленные на основе канифоли с добавлением спирта, глицерина, скипидара.
Антикоррозионные. Применяются для очистки поверхностей соединяемых деталей от коррозии. Впоследствии на деталях должен образовываться защитный слой, препятствующий окислению. В состав этих соединений обязательно входит ортофосфорная кислота.
Защитные. Сюда относятся вещества, предназначенные только для защиты соединения. Это может быть вазелин, воск или минеральные масла. Наносить жидкий флюс можно ватной палочкой или кисточкой. Для удобства можно приобрести «флюс-аппликатор».
Вспомогательные вещества характеризуются разницей в консистенции. Они бывают:
- жидкие;
- твёрдые;
- пастообразные.
Жидкие используются в труднодоступных местах. Пастообразные наиболее удобны в применении. Их легко наносить.
Ещё одним отличительным признаком разных типов флюсов является температура плавления. Низкотемпературные плавятся при температуре меньше 450 °C, а высокотемпературные имеют температуру плавления выше 450 °C.
Требования к вспомогательным материалам
Существуют общие требования, которые относятся ко всем видам вспомогательных веществ. Какими основные свойствами они должны обладать:
 Текучесть и вязкость состава должны находиться в таком соотношении, чтобы имелась возможность смочить всю обрабатываемую поверхность без растекания за границы обработки.
Текучесть и вязкость состава должны находиться в таком соотношении, чтобы имелась возможность смочить всю обрабатываемую поверхность без растекания за границы обработки.- Флюсы должны реагировать только с окисленными плёнками, а не с соединяемыми деталями и припоем.
- Флюс должен обладать меньшей адгезией, чем припой.
- Вещество не должно испаряться или выгорать.
- Флюс должен легко удаляться после окончания работ.
Как паять флюсом: сначала нужно подготовить детали, потом обработать их материалом, далее разогреть детали до нужной температуры и внести припой в обрабатываемую зону.
Применение для различных металлов
 Ортофосфорная и паяльная кислоты применяются для пайки деталей из нержавеющей и легированной стали. Бура используется при пайке чугуна, драгоценных металлов, никель-кобальтовых сплавов. Часто бура находит применение при ремонте водопроводных систем. Паяльный жир используется при пайке свинцовых муфт к свинцовой оболочке кабеля. Он состоит из канифоли, животного жира и стеарина.
Ортофосфорная и паяльная кислоты применяются для пайки деталей из нержавеющей и легированной стали. Бура используется при пайке чугуна, драгоценных металлов, никель-кобальтовых сплавов. Часто бура находит применение при ремонте водопроводных систем. Паяльный жир используется при пайке свинцовых муфт к свинцовой оболочке кабеля. Он состоит из канифоли, животного жира и стеарина.
Флюс марки ФППУ25 применяется для лужения и пайки токоведущих частей из меди и её сплавов. Для пайки чёрных металлов используется активный вспомогательный материал хлорид цинка.

Если нет готового флюса под рукой, то можно использовать вместо него раствор таблетки аспирина в одеколоне, фруктовый сок или оливковое масло.
Для создания прочного паяльного соединения необходим хороший паяльник с правильно подобранным жалом, а также припой и флюс, которые подходят для этого типа работ. Только при выполнении этих условий можно обеспечить необходимое качество соединения.
Припои и флюсы
Одним из основных элементов электромонтажных и радиомонтажных работ является пайка. Качество монтажа во многом определяется правильным выбором необходимых припоев и флюсов, применяемых при пайке проводов, сопротивлений, конденсаторов и т. п.
Для облегчения этого выбора ниже приводятся краткие сведения о твердых и легких припоях и флюсах, пользовании ими и их изготовлении.
Пайка представляет собой соединение твердых металлов при помощи расплавленного припоя, имеющего температуру плавления меньшую, чем температура плавления основного металла.
Припой должен хорошо растворять основной металл, легко растекаться по его поверхности, хорошо смачивать всю поверхность пайки, что обеспечивается лишь при полной чистоте смачиваемой поверхности основного металла.
Для удаления окислов и загрязнений с поверхности спаиваемого металла, защиты его от окисления и лучшего смачивания припоем служат химические вещества, называемые флюсами.
Температура плавления флюсов ниже, чем температура плавления припоя. Различают две группы флюсов: 1) химически активные, растворяющие пленки окиси, а часто и сам металл (соляная кислота, бура, хлористый аммоний, хлористый цинк) и 2) химически пассивные, защищающие лишь спаиваемые поверхности от окисления (канифоль, воск, стеарин и т. п.). .
В зависимости от химического состава и температуры плавления припоев различают пайку твердыми и мягкими припоями. К твердым относятся припои с температурой плавления выше 400°С, к легким — припои с температурой плавления до 400°С.
Основные материалы, применяемые для пайки.
Олово — мягкий, ковкий металл серебристо-белого цвета. Удельный вес при температуре 20°С — 7,31. Температура плавления 231,9°С. Хорошо растворяется в концентрированной соляной или серной кислоте. Сероводород на него почти не влияет. Ценным свойством олова является его устойчивость во многих органических кислотах. При комнатной температуре мало поддается окислению, но при воздействии температуры ниже 18°С способен переходить в серую модификацию (“оловянная чума”). В местах появления частиц серого олова происходит разрушение металла. Переход белого олова в серое резко ускоряется при понижении температуры до —50°С. Для пайки может применяться как в чистом виде, так и в виде сплавов с другими металлами.
Свинец — синевато-серый металл, мягкий, легко поддается обработке, режется ножом. Удельный вес при температуре 20°С 11,34. Температура плавления 327qC. На воздухе окисляется только с поверхности. В щелочах, а также в азотной и органических кислотах растворяется легко. Стоек против воздействий серной кислоты и сернокислых соединений. Применяется для изготовления припоев.
Кадмий — серебристо-белый металл, мягкий, пластичный, механически непрочный. Удельный вес 8,6. Температура плавления 321°С. Применяется как для антикоррозийных покрытий, так и в сплавах со свинцом, оловом, висмутом для легкоплавких припоев.
Сурьма — хрупкий серебристо-белый металл. Удельный вес 6,68. Температура плавления 630,5°С. На воздухе не окисляется. Применяется в сплавах со свинцом, оловом, висмутом, кадмием для легкоплавких припоев.
Висмут — хрупкий серебристо-серый металл. Удельный вес 9,82. Температура плавления 271°С. Растворяется в азотной и горячей серной кислотах. Применяется в сплавах с оловом, свинцом, кадмием для получения легкоплавких припоев.
Цинк — синевато-серый металл. В холодном состоянии хрупок. Удельный вес 7,1. Температура плавления 419°С. В сухом воздухе окисляется, во влажном воздухе покрывается пленкой окиси, которая предохраняет его от разрушения. В соединении с медью дает ряд прочных сплавов.. Легко растворяется в слабых кислотах. Применяется для изготовления твердых припоев и кислотных флюсов.
Медь — красноватый металл, тягучий и мягкий. Удельный вес 8,6 — 8,9. Температура плавления 1083 С. Растворяется в серной и азотной кислотах и в аммиаке. В сухом воздухе почти не поддается окислению, в сыром воздухе покрывается окисью зеленого цвета. Применяется для изготовления тугоплавких припоев и сплавов.
Канифоль —продукт переработки смолы хвойных деревьев Более светлые сорта канифоли (более тщательно очищенные) считаются лучшими. Температура размягчения канифоли от 55 до 83°С. Применяется как флюс для пайки мягкими припоями.
Пайка мягкими припоями получила широкое распространение, особенно при производстве монтажных работ. Наиболее часто применяемые мягкие припои содержат значительное количество олова. В табл. 1 приведены составы некоторых свинцово-оловянных припоев.
Химический состав в %
примесей не более
При выборе типа припоя необходимо учитывать его особенности и применять в зависимости от назначения спаиваемых деталей. При пайке деталей, не допускающих перегрева, используются припои, имеющие низкую температуру плавления.
Наибольшее применение находит припой марки ПОС-40. Он применяется при пайке соединительных проводов, сопротивлений, конденсаторов. Припой ПОС-30 используют для пайки экранирующих покрытий, латунных пластинок и других деталей. Наряду с примеиением стандартных марок находит применение и припой ПОС-60 (60% олова и 40% свинца).
Мягкие припои изготовляются в виде прутков, болванок, проволоки (диаметром до 3 мм) и трубок, наполненных флюсом. Технология указанных припоев без специальных примесей несложна и вполне осуществима в условиях мастерской: свинец расплавляют в графитовом или металлическом тигле и в него небольшими частями добавляют олово, содержание которого определяют в зависимости от марки припоя. Жидкий сплав перемешивают, снимают нагар с поверхности и расплавленный припой выливают в деревянные или стальные формочки. Добавление висмута, кадмия и других присадок не обязательно.
Для пайки различных деталей, не допускающих значительного перегрева, применяются особо легкоплавкие припои, которые получают добавлением в свинцово-оловянные припои висмута и кадмия или одного из этих металлов. В табл. 2 приведены составы некоторых легкоплавких припоев.
Химический состав в %
Температура плавления в °С
При использовании висмутовых и кадмиевых припоев следует учитывать, что они обладают большой хрупкостью и создают менее прочный спай, чем свинцово-оловянные.
Твердые припои создают высокую прочность шва. В электро-и радиомонтажных работах они используются значительно реже, чем мягкие припои. В табл. 3 приведены составы некоторых медно-цинковых припоев.
Химический состав в %
Температура плавления в о С
примесей не более
В зависимости от содержания цинка изменяется цвет припоя. Эти припои применяются для пайки бронзы, латуни, стали и других металлов, имеющих высокую температуру плавления. Припой ПМЦ-42 применяется при пайке латуни с содержанием 60—68% меди. Припой ПМЦ-52 применяется при пайке меди и бронзы. Медно-цинковые припои изготовляются путем сплавления меди и цинка в электропечах, в графитовом тигле. По мере расплавления меди в тигель добавляют цинк, после расплавления цинка добавляется около 0,05% фосфорной меди. Расплавленный припой разливается в формочки. Температура плавления припоя должна быть меньше температуры плавления припаиваемого металла. Кроме указанных медно-цинковых припоев, находят применение и серебряные припои. Составы последних приведены в табл. 4.
Химический состав в %
Температура плавления в о С
примеси не более
Серебряные припои обладают большой прочностью, спаянные ими швы хорошо изгибаются и легко обрабатываются. Припои ПСР-10 и ПСР-12 применяются для пайки латуни, содержащей не менее 58% меди, припои ПСР-25 и ПСР-45 — для пайки меди, бронзы и латуни, припой ПСР-70 с наиболее высоким содержанием серебра — для пайки волноводов, объемных контуров и т. п.
Кроме стандартных серебряных припоев, используются и другие, составы которых приведены в табл. 5.
Химический состав в %
Первый из них применяется для пайки меди, стали, никеля, второй, обладающий высокой проводимостью,— для пайки проводов; третий может применяться для пайки меди, но не пригоден для черных металлов; четвертый припой обладает особой легкоплавкостью, является универсальным для пайки меди, ее сплавов, никеля, стали.
В ряде случаев в качестве припоя используется технически чистая медь с температурой плавления 1083°С.
Припои для пайки алюминия.
Пайка алюминия вызывает большие затруднения вследствие его способности легко окисляться на воздухе. В последнее время находит применение пайка алюминия с помощью ультразвуковых паяльников. В табл. 6 приведены составы некоторых припоев для пайки алюминия.
Химический состав в %
Твердые припои с температурой плавления 525 о С
При пайке алюминия в качестве флюсов применяют органические вещества: канифоль, стеарин и т. п.
Последний припой (твердый) применяется со сложным флюсом, в состав которого входит: хлористый литий (25—30%), фтористый калий (8—12%), хлористый цинк (8—15%), хлористый калий (59—43%). Температура плавления флюса около 450°С.
От качества флюса во многом зависит хорошее смачивание припоем мест спайки и образование прочных швов. При температуре паяния флюс должен плавиться и растекаться равномерным слоем, в момент же пайки он должен всплывать на внешнюю поверхность припоя. Температура плавления флюса должна быть несколько “иже температуры плавления применяемого припоя.
Химически активные флюсы (кислотные)— это флюсы, имеющие в большинстве случаев в своем составе свободную соляную кислоту. Существенным недостатком кислотных флюсов является интенсивное образование коррозии паяных швов.
К химически активным флюсам прежде всего относится соляная кислота, которая употребляется для пайки стальных деталей мягкими припоями. Кислота, оставшаяся после пайки на поверхности металла, растворяет его и вызывает, появление коррозии. После пайки изделия необходимо промыть горячей проточной водой. Применение соляной кислоты при пайке радиоаппаратуры запрещается, так как во время эксплуатации возможно нарушение электрических контактов в местах пайки. Следует учитывать, что соляная кислота при попадании на тело вызывает ожоги.
Хлористый цинк (травленая кислота) в зависимости от условий пайки применяется в виде порошка или раствора. Используется для пайки латуни, меди и стали. Для приготовления флюса необходимо в свинцовой или стеклянной посуде растворить одну весовую часть цинка в пяти весовых частях 50-процентной соляной кислоты. Признаком образования хлористого цинка служит прекращение выделения пузырьков водорода. Из-за того, что в растворе всегда имеется небольшое количество свободной кислоты, в местах пайки возникает коррозия, поэтому после пайки место спая должно тщательно промываться в проточной горячей воде. Пайку с хлористым цинком в помещении, где находится радиоаппаратура, производить нельзя. Применять хлористый цинк для пайки электро и радиоаппаратуры также нельзя. Хранить хлористый цинк необходимо в стеклянной посуде с плотно закрытой стеклянной пробкой.
Бура (водная натриевая соль пироборной кислоты) применяется как флюс при пайке латунными и серебряными припоями. Легко растворяется в воде. При нагревании превращается в стекловидную массу. Температура плавления 741°С. Соли, образующиеся при пайке бурой, необходимо удалять механической зачисткой. Порошок буры следует хранить в герметически закрытых стеклянных банках.
Нашатырь (хлористый аммоний) применяется в виде порошка для очистки рабочей поверхности паяльника перед лужением.
Химически пассивные флюсы (бескислотные).
К бескислотным флюсам относятся различные органические вещества: канифоль, жиры, масла и глицерин. Наиболее широко в электро- и радиомонтажных работах применяется канифоль (в сухом виде или раствор ее в спирте). Самое ценное свойство канифоли, как флюса, заключается в том, что ее остатки после пайки не вызывают коррозии металлов. Канифоль не обладает ни восстанавливающими, ни растворяющими свойствами. Она служит исключительно для предохранения места пайки от окисления. Для приготовления спирто-во-канифольного флюса берется одна весовая часть толченой канифоли, которая растворяется в шести весовых частях спирта. После полного растворения канифоли флюс считается готовым. При применении канифоли места пайки должны быть тщательно очищены от окислов. Часто для пайки с канифолью детали следует предварительно облуживать.
Стеарин не вызывает коррозии. Используется для пайки с особо мягкими припоями свинцовых оболочек кабелей, муфт и др. Температура плавления около 50°С.
В последнее время широкое применение получила группа флюсов ЛТИ, применяемых для пайки металлов мягкими припоями. По своим антикоррозийным свойствам флюсы ЛТИ не уступают бескислотным, но в то же время с ними можно паять металлы, которые раньше не поддавались пайке, например детали с гальваническими покрытиями. Флюсы ЛТИ могут применяться также для пайки железа и его сплавов (включая нержавеющую сталь), меди и ее сплавов и металлов с высоким удельным сопротивлением (см. табл. 7).
Назначение флюса и особенности его применения при пайке
 Процесс пайки заключается в соединении различных металлических деталей методом заполнения пространства между ними расплавленным металлом. Это сопровождается нанесением флюса на сопрягаемые поверхности. Удаление оксидной плёнки, лучшее растекание припоя по поверхности сопрягаемых деталей и более качественное их соединение — вот для чего при пайке нужен вспомогательный материал флюс.
Процесс пайки заключается в соединении различных металлических деталей методом заполнения пространства между ними расплавленным металлом. Это сопровождается нанесением флюса на сопрягаемые поверхности. Удаление оксидной плёнки, лучшее растекание припоя по поверхности сопрягаемых деталей и более качественное их соединение — вот для чего при пайке нужен вспомогательный материал флюс.
Назначение материала
Задача флюсов — подготовить детали к пайке, очистить поверхности от жиров и солей, предохранить припой от окисления в процессе пайки и способствовать его лучшему растеканию по поверхности. Флюс при пайке продлевает срок службы соединений, так как защищает места пайки от окисления и разрушения. Флюс должен характеризоваться невысокой температурой плавления и малым удельным весом. Тогда он успеет растворить окислы, но не проникнет вглубь пайки. Хорошие флюсы не должны испаряться при нагреве и вызывать коррозию. Их можно легко удалять с деталей.

Классификация флюсов
Флюсы различаются по степени их воздействия на обрабатываемые детали. При пайке применяются следующие виды вспомогательных материалов:
Активные флюсы. Эти вспомогательные вещества активно взаимодействуют с соединяемыми металлами. В зависимости от соединяемых материалов и их свойств применяются следующие виды:
 Содержащие разбавленную соляную кислоту. Используются при пайке цинка и оцинкованных металлов. После пайки детали необходимо очистить, чтобы избежать коррозии. Можно промыть в тёплой воде.
Содержащие разбавленную соляную кислоту. Используются при пайке цинка и оцинкованных металлов. После пайки детали необходимо очистить, чтобы избежать коррозии. Можно промыть в тёплой воде.- Раствор хлористого цинка (травленая соляная кислота). Используется при спаивании меди, медных сплавов и стали.
- Хлористый цинк-аммоний. Получается при добавлении аммония в раствор хлористого цинка. Аммоний способствует повышению активности вспомогательного материала и понижает его температуру плавления.
Кислотные составы обладают химической активностью. После их применения требуется нейтрализация. Ещё одним свойством этих составов является высокая электропроводность, и поэтому они непригодны для применения в электротехнике.
 Бескислотные. Их ещё называют неактивными. Они взаимодействуют только с припоем, а не с соединяемыми деталями. К ним можно отнести канифоль. Это прошедшая специальную обработку смола хвойных деревьев. Имеет вид стекловидных кусков жёлтого цвета, напоминающих янтарь. Содержит малое количество жирных кислот и не разъедает контакты, если не полностью удалена после пайки. Применяется для спаивания меди, серебра, латуни, золота. К неактивным флюсам можно отнести и вещества, изготовленные на основе канифоли с добавлением спирта, глицерина, скипидара.
Бескислотные. Их ещё называют неактивными. Они взаимодействуют только с припоем, а не с соединяемыми деталями. К ним можно отнести канифоль. Это прошедшая специальную обработку смола хвойных деревьев. Имеет вид стекловидных кусков жёлтого цвета, напоминающих янтарь. Содержит малое количество жирных кислот и не разъедает контакты, если не полностью удалена после пайки. Применяется для спаивания меди, серебра, латуни, золота. К неактивным флюсам можно отнести и вещества, изготовленные на основе канифоли с добавлением спирта, глицерина, скипидара.
Антикоррозионные. Применяются для очистки поверхностей соединяемых деталей от коррозии. Впоследствии на деталях должен образовываться защитный слой, препятствующий окислению. В состав этих соединений обязательно входит ортофосфорная кислота.
Защитные. Сюда относятся вещества, предназначенные только для защиты соединения. Это может быть вазелин, воск или минеральные масла. Наносить жидкий флюс можно ватной палочкой или кисточкой. Для удобства можно приобрести «флюс-аппликатор».
Вспомогательные вещества характеризуются разницей в консистенции. Они бывают:
- жидкие;
- твёрдые;
- пастообразные.
Жидкие используются в труднодоступных местах. Пастообразные наиболее удобны в применении. Их легко наносить.
Ещё одним отличительным признаком разных типов флюсов является температура плавления. Низкотемпературные плавятся при температуре меньше 450 °C, а высокотемпературные имеют температуру плавления выше 450 °C.
Требования к вспомогательным материалам
Существуют общие требования, которые относятся ко всем видам вспомогательных веществ. Какими основные свойствами они должны обладать:
 Текучесть и вязкость состава должны находиться в таком соотношении, чтобы имелась возможность смочить всю обрабатываемую поверхность без растекания за границы обработки.
Текучесть и вязкость состава должны находиться в таком соотношении, чтобы имелась возможность смочить всю обрабатываемую поверхность без растекания за границы обработки.- Флюсы должны реагировать только с окисленными плёнками, а не с соединяемыми деталями и припоем.
- Флюс должен обладать меньшей адгезией, чем припой.
- Вещество не должно испаряться или выгорать.
- Флюс должен легко удаляться после окончания работ.
Как паять флюсом: сначала нужно подготовить детали, потом обработать их материалом, далее разогреть детали до нужной температуры и внести припой в обрабатываемую зону.
Применение для различных металлов
 Ортофосфорная и паяльная кислоты применяются для пайки деталей из нержавеющей и легированной стали. Бура используется при пайке чугуна, драгоценных металлов, никель-кобальтовых сплавов. Часто бура находит применение при ремонте водопроводных систем. Паяльный жир используется при пайке свинцовых муфт к свинцовой оболочке кабеля. Он состоит из канифоли, животного жира и стеарина.
Ортофосфорная и паяльная кислоты применяются для пайки деталей из нержавеющей и легированной стали. Бура используется при пайке чугуна, драгоценных металлов, никель-кобальтовых сплавов. Часто бура находит применение при ремонте водопроводных систем. Паяльный жир используется при пайке свинцовых муфт к свинцовой оболочке кабеля. Он состоит из канифоли, животного жира и стеарина.
Флюс марки ФППУ25 применяется для лужения и пайки токоведущих частей из меди и её сплавов. Для пайки чёрных металлов используется активный вспомогательный материал хлорид цинка.

Если нет готового флюса под рукой, то можно использовать вместо него раствор таблетки аспирина в одеколоне, фруктовый сок или оливковое масло.
Для создания прочного паяльного соединения необходим хороший паяльник с правильно подобранным жалом, а также припой и флюс, которые подходят для этого типа работ. Только при выполнении этих условий можно обеспечить необходимое качество соединения.

