Формовочная смесь для литья алюминия
Как плавить алюминий в домашних условиях в разные формы
Алюминий – металл, который широко используется в промышленности и быту.
Из него производят не только детали самолетов и кораблей, но и посуду, и другие предметы утвари. Поэтому нередко возникает потребность в самостоятельном изготовлении алюминиевых деталей, вышедших из строя.
Производить из него литые изделия в кустарных условиях позволяет свойство алюминия плавиться при относительно невысоких температурах. Для того чтобы самостоятельно изготавливать литые изделия из алюминия, нужно знать поведение этого металла при высоких температурах и его физико-химические свойства.
Характеристики алюминия
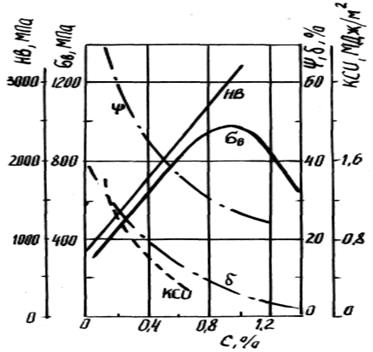
Температура плавления алюминия зависит от степени чистоты металла и составляет приблизительно 660 °C. Его точка кипения – 2500 °C.

Алюминий отличается своей легкостью и пластичностью, поэтому хорошо гнется и поддается обработке штамповкой.
Этот металл является отличным проводником тепла и активно вступает в химическую реакцию при высоких температурах с кислородом воздуха, образуя на поверхности окисную пленку. Она защищает алюминий от дальнейшего окисления, однако при расплавлении лома существенно отражается на составе сплава. В процессе плавки металла структура алюминия меняется.
При его резком охлаждении могут возникнуть внутренние напряжения и усадка полученного сплава. Это надо учитывать при работе с алюминием в домашних условиях.
Технологии домашнего литья алюминия и необходимое оборудование
Принцип литья алюминия в домашних условиях должен исходить из технологии его получения на производстве с поправкой на условия, которые можно использовать дома.
Алюминиевые изделия путем литья получают несколькими способами. В бытовых условиях наиболее распространенным и удобным способом является технология литья алюминиевого расплава в специально изготовленные формы.

Поэтому для проведения процесса необходимо обеспечить две вещи:
- соорудить печь для расплавления алюминиевого лома;
- создать нужную форму для получения литого сплава или отдельной детали.
Процесс литья должен включать несколько этапов:
- Подготовка алюминиевого лома, включающая очистку от грязи, примесей и разных наполнителей, а также его измельчение до небольшого размера.
- Проведение процесса плавки запланированным способом. При полном расплавлении металла с его поверхности нужно удалить шлаковые образования.
- Заполнение приготовленной формы жидким алюминиевым расплавом. После отвердевания слиток освобождается от формовочной массы.
Рассмотрим, как плавить алюминий в домашних условиях, какие конструкции печей для расплавления металла можно использовать, а также варианты самостоятельного изготовления формы.
Самодельные печи и способы расплавления алюминия
Для того чтобы расплавить алюминий, нужно разогреть его до температуры, близкой к 660 °C. На открытом пламени костра такой температуры невозможно достичь. Поэтому необходимо закрытое пространство, которое может обеспечить самодельная печь. Нагревать ее можно с помощью сжигания угля и дров или использования природного газа.
Можно также использовать электрическую муфельную печь, если она есть в хозяйстве.
При самостоятельно изготовленной печи нужно обеспечить принудительную вентиляцию для поддержания процесса горения.
1. Самый простой вариант самодельного очага можно изготовить из старых кастрюль.

Его конструкция выполняется следующим образом:
- В качестве каркаса используют стальную емкость, например, старую кастрюлю, сбоку которой нужно проделать отверстие для подачи воздуха через подведенный металлический патрубок.
- Воздух через шланг принудительно может подаваться с помощью пылесоса.
- Внутрь устройства проводится закладка каменного угля.
- Затем уголь поджигают и подают воздух, чтобы огонь не погас.
- Емкость для расплавления алюминия предварительно ставят внутри импровизированной печной конструкции и обкладывают ее с боков углем. При его сгорании обеспечивается равномерное распределение тепла.
- Чтобы тепло не расходовалось на окружающий воздух, сверху «кастрюльную» печь следует неплотно накрыть крышкой, оставив небольшую щель для выхода дыма.

Идеальной конструкцией может служить топливник, имеющий овальный свод, выполненный из кладочной смеси, применяемой для жаропрочного кирпича. В качестве каркаса для создания овального свода можно использовать цветочный горшок нужного размера.

После высыхания смеси получается добротный топливник, который может выдержать несколько плавок.
2. Второй вариант печи подразумевает использование для нагрева алюминия пламени бытовой газовой горелки.
Его можно применять только для штучных изделий из алюминия весом не более 150 грамм. Имитация печи создается с помощью использования двух емкостей, вставленных друг в друга с небольшим зазором. Это могут быть обыкновенные жестяные банки из-под консервов.

Внешняя банка должна иметь больший размер. В ней проделывается отверстие, диаметром около 4 см, чтобы обеспечить подвод пламени к внутренней банке.

Струя пламени должна поступать направленно в отверстие банки. Греется непосредственно только внутренняя емкость, а наружная служит оболочкой, удерживающей тепло. Сверху конструкцию нужно прикрыть имитированной крышкой, оставив зазор для отвода продуктов сгорания.
Такая конструкция является одноразовой и можно использовать только для одной плавки, т. к. жесть тонкая и может быстро прогореть.
Способы создания формы для литья алюминия
Одной из основных задач домашнего плавления алюминия является подготовка формы, в которую сливается расплавленный металл. Существуют разные варианты заливки алюминиевого расплава. Основными являются открытый и закрытый способ литья.
Открытый способ литья
Самый простой – это слив жидкого металла в подручную форму, например металлическую кружку или банку из-под консервов.

После застывания сплава болванку из емкости достают. Чтобы облегчить этот процесс, производят простукивание по неостывшей до конца форме.
Если не требуется придавать литью четкой формы, можно просто слить жидкий расплав на приготовленную устойчивую к горению поверхность.
Закрытая форма
При необходимости получения сложной отливки сначала изготавливают для нее форму, соответствующую всем параметрам детали. Чтобы обеспечить четкое соответствие изделия заданным параметрам, ее изготавливают из составных формовочных частей.

Материалы для литых форм
При открытом способе заливки часто используется самый простой материал, который всегда под рукой, это – кремнезем. Сначала земля укладывается с послойной трамбовкой. Между слоями закладывают макет отливки, который после тщательной трамбовки оставляет отпечаток в кремнеземе. Эту форму осторожно вынимают и заливают вместо нее алюминий.
Некоторые мастера используют при приготовлении основы формы речной песок с добавлением жидкого стекла. Также иногда применяется смесь цемента с тормозной жидкостью.
Гипсовые формы
При изготовлении макета сложной формы часто используют гипс, который в основном может служить для разового процесса литья. При литье алюминия в гипсовую форму в качестве макетов используют парафин или пенопласт.
Восковой макет изделия заливается гипсом и после его сушки при высокой температуре расплавляется и сливается через специальное отверстие.
В случае изготовления макета из пенопласта его заливают гипсовой смесью и оставляют в ней до полного отвердевания формы. Горячий алюминиевый расплав заливают прямо на пенопласт. Благодаря высокой температуре металла происходит расплавление и испарение пенопласта, а его место занимает алюминиевый расплав, принимая заданную пенопластом форму.
При использовании пенопласта в качестве макета работы необходимо проводить в открытом пространстве или обеспечить хорошее проветривание помещения, т. к. продукты горения пенопласта вредны для человека.
Типичные ошибки и советы для правильного проведения литья
- При работе с гипсом следует избегать типичных ошибок. Несмотря на то, что гипсовые формы являются удобным способом отливки нужных конфигураций деталей, этот материал очень чувствителен к влаге. При обычной сушке на воздухе она остается в составе гипса. Это вредит качеству алюминиевой отливки, т. к. может спровоцировать образование мелких раковин и пузырьков. Поэтому сушить гипсовые формы нужно несколько суток.
- Металл перед заливкой должен быть достаточно горячим, чтобы успеть заполнить всю форму, прежде чем начать отвердевать. Поэтому после достижения температуры расплавления с учетом быстрого остывания алюминия не надо затягивать с его разливкой в форму.
- Не рекомендуется окунать полученную отливку в холодную воду для ускорения процесса отвердевания. Это может нарушить внутреннюю структуру металла и приведет к трещинам.
ТехноБлог Dimanjy
Изготовление литейных форм для литья алюминия
 Я уже немного рассказывал в своем ТехноБлоге Dimanjy про плавку алюминия в домашних условиях, но сама по себе плавка алюминия не является самоцелью. Наша цель — отливка деталей из алюминия, а для этого нужно сперва изготовить так называемую литейную форму. Литейные формы для литья алюминия могут изготавливаться из множества различных материалов. На промышленных предприятиях для крупносерийного производства обычно применяют металлические литейные формы, но изготовить такую в домашних условиях своими руками крайне проблематично, особенно для сложной детали. Поэтому самым благодарным материалом для изготовления литейных форм для литья алюминия в домашних условиях является гипс. Именно о нем и пойдет речь в данной статье.
Я уже немного рассказывал в своем ТехноБлоге Dimanjy про плавку алюминия в домашних условиях, но сама по себе плавка алюминия не является самоцелью. Наша цель — отливка деталей из алюминия, а для этого нужно сперва изготовить так называемую литейную форму. Литейные формы для литья алюминия могут изготавливаться из множества различных материалов. На промышленных предприятиях для крупносерийного производства обычно применяют металлические литейные формы, но изготовить такую в домашних условиях своими руками крайне проблематично, особенно для сложной детали. Поэтому самым благодарным материалом для изготовления литейных форм для литья алюминия в домашних условиях является гипс. Именно о нем и пойдет речь в данной статье.
Подходящий гипс для самостоятельного изготовления литейных форм можно найти практически на любом строительном рынке или даже в хозяйственном магазине по доступной цене. Наилучшей маркой гипса является Г-16, но это уже скульптурный гипс, и найти его трудно. В магазинах обычно можно найти белый гипс марки Г-7. Стоит, однако, предупредить, что вместо гипса вам могут предложить алебастр. Алебастр не подходит для изготовления форм для литья алюминия! Нужен именно белый гипс.


Итак, все, что нам потребуется для изготовления нашей первой литейной формы — это гипс Г-7 (для начала хватит даже мешка 3 кг ценой
60 рублей), пачка обычного пластилина из детского магазина, немного плотного картона и скотч, а также небольшие листы оргстекла или какого-либо пластика для изготовления опалубки (подойдет даже ламинированная ДСП или фанера; главное, чтобы гипс хорошо от нее отходил). Также нам потребуется несколько парафиновых/стеариновых (или из чего их там делают) свечей для изготовления модели самой детали, которую мы будем отливать из алюминия. Я купил себе целый пакет (штук 20, наверное) свечей в соседнем хозяйственном магазине.
Материалами запаслись — приступаем к делу. Сперва нужно изготовить модель нашей детали, для которой мы будем делать литейную форму. Модель детали — это точная копия будущей детали из алюминия, только сделанная из другого материала. Самый простой и доступный способ — вырезать модель детали из парафина/стеарина (в общем, из растопленной свечки). Этот материал вполне неплохо держит форму и очень легко обрабатывается любым инструментом. Кладем нужное количество свечей в обрезанную сверху банку из под пива (да, забыл включить литрушечку пивка в перечень материалов ) и заправляем все это в нашу муфельную печь. (Как, вы еще не обзавелись муфельной печью?! Скорее идем по ссылке на ТехноБлог Dimanjy и делаем муфельную печь своими руками!).
 Надо сказать, что процесс растопки свечей в 4-ех киловаттной муфельной печи без терморегулятора — это тот еще геморрой! Нужно сидеть и постоянно включать и выключать печку, чтобы спираль ТЭНа не успела разогреться до 1000°C. Настоятельно рекомендую — обзаведитесь терморегулятором для своей муфельной печи — сэкономьте электроэнергию, а главное — свои нервы!
Надо сказать, что процесс растопки свечей в 4-ех киловаттной муфельной печи без терморегулятора — это тот еще геморрой! Нужно сидеть и постоянно включать и выключать печку, чтобы спираль ТЭНа не успела разогреться до 1000°C. Настоятельно рекомендую — обзаведитесь терморегулятором для своей муфельной печи — сэкономьте электроэнергию, а главное — свои нервы!
После того, как свечи расплавятся, вынимаем банку из муфельной печи и даем ей немного остыть. Свечи сейчас слишком горячие и слишком жидкие — как водичка. Они будут оставаться жидкими и при более низкой температуре, а пока они остывают, мы как раз успеем изготовить из картона коробочку, в которую выльем наш парафин/стеарин. Стенки коробочки плотненько обматываем скотчем, чтобы она случайно не раскрылась. Стараемся заклеить все щели, иначе вся наша свечка вытечет через них. Если это случится, то соскребаем свечку с пола и плавим ее заново в нашей муфельной печи. Не беда, если в свечку попадет мусор — он весь осядет на дне пивной банки.
 Выливаем расплавленные свечи в нашу картонную форму и даем ей остыть. Остывает свеча очень долго. Даже если кажется, что все затвердело, внутри парафин/стеарин может быть еще жидким. Я заливал свечу вечером и лишь на следующее утро приступал к изготовлению модели детали. Хотя, конечно, все зависит от размеров.
Выливаем расплавленные свечи в нашу картонную форму и даем ей остыть. Остывает свеча очень долго. Даже если кажется, что все затвердело, внутри парафин/стеарин может быть еще жидким. Я заливал свечу вечером и лишь на следующее утро приступал к изготовлению модели детали. Хотя, конечно, все зависит от размеров.
Также нужно помнить, что при застывании свечи дают очень заметную усадку. Посреди формы образуется глубокая воронка. Поэтому растапливайте свечи с большим запасом, потому как очень многое потом придется обрезать для получения ровного прямоугольного брусочка.
Получив таким образом парафиновый кирпичик, можно приступать к изготовлению модели нашей будущей детали. Т.к. парафин очень мягкий, то его можно резать даже детскими пластмассовыми резцами, которые можно купить в магазине игрушек рядом с пластилином и пластиком для лепки. Также незаменим в этом деле обычный ножичек.
 Сразу хочу предупредить, что процесс вытачивания модели будущей алюминиевой детали из парафина вручную крайне трудоемкий и требует большой выдержки и сноровки. И даже счастливые обладатели прямых рук, потратив целый день на выпиливание, могут быть слегка разочарованы — точную деталь вручную вырезать практически нереально! Если же вы хотите изготовить некую скульптурную композицию, то тогда ручной труд оправдан, ведь вы вкладываете в изделие частицу своей души, да и природа не терпит прямых линий. Однако для изготовления алюминиевых деталей технического назначения лучше использовать более точную технику. Например настольный станок с ЧПУ (числовым программным управлением), который способен вытачивать сложнейшие детали с высокой точностью. Все, что от вас потребуется — это просто нарисовать деталь на компьютере.
Сразу хочу предупредить, что процесс вытачивания модели будущей алюминиевой детали из парафина вручную крайне трудоемкий и требует большой выдержки и сноровки. И даже счастливые обладатели прямых рук, потратив целый день на выпиливание, могут быть слегка разочарованы — точную деталь вручную вырезать практически нереально! Если же вы хотите изготовить некую скульптурную композицию, то тогда ручной труд оправдан, ведь вы вкладываете в изделие частицу своей души, да и природа не терпит прямых линий. Однако для изготовления алюминиевых деталей технического назначения лучше использовать более точную технику. Например настольный станок с ЧПУ (числовым программным управлением), который способен вытачивать сложнейшие детали с высокой точностью. Все, что от вас потребуется — это просто нарисовать деталь на компьютере.
Получив парафиновую модель нашей будущей детали, мы, наконец, приступаем к изготовлению литейной формы для литья детали из алюминия. Для этого вокруг модели нужно сгородить опалубку из листов оргстекла, склеив их пластилином и промазав им же все швы.



На дно получившегося «аквариума» помещается модель детали. Очень желательно ее также прикрепить ко дну небольшим пластилиновым шариком, иначе выливаемый в опалубку раствор гипса может сместить модель, и форма получится кривая (у меня сперва так и получилось).


Все готово к заливке гипса. Замешивать гипс можно в старой кастрюле. Воды нужно добавить ровно столько, чтобы получить консистенцию очень жидкой сметаны или кефира. Помним, что гипс очень быстро начинает схватываться, поэтому делать все нужно достаточно бодро. Важно точно прикинуть количество гипсового порошка, чтобы при заливке наша модель полностью погрузилась в гипс. Если не хватит раствора, то домешивать и доливать крайне не желательно. Форма тогда получится неоднородной, а то и вовсе развалится. Лучше сразу намесить немного лишнего — гипс не такой дорогой, чтобы его экономить.


Итак, выливаем гипсовый раствор в недра нашей опалубки. Для наглядности я прилепил сбоку небольшую пластилиновую полоску, чтобы было видно, до какого уровня нужно заливать гипс. После заливки нужно хорошенько потрясти «аквариум», чтобы из раствора вышли лишние пузыри и гипс заполнил все полости и закутки нашей парафиновой модели. Некоторые для этого используют специальный вибрационный стол. Для его изготовления подойдет обычный электродвигатель с болванкой на валу, установленной со смещением центра тяжести. Но я просто потряс опалубку руками, т.к. делать вибростол мне пока лень, да и нет времени.
 Гипс уже через несколько минут начинает схватываться, поэтому слишком долго трясти нельзя. Отвердевающий гипс начинает нагреваться под действием химической реакции. Разбирать опалубку можно уже тогда, когда этот нагрев пойдет на спад. Но лучше не торопиться и просто подождать, когда поверхность гипса остынет — это не займет много времени.
Гипс уже через несколько минут начинает схватываться, поэтому слишком долго трясти нельзя. Отвердевающий гипс начинает нагреваться под действием химической реакции. Разбирать опалубку можно уже тогда, когда этот нагрев пойдет на спад. Но лучше не торопиться и просто подождать, когда поверхность гипса остынет — это не займет много времени.

После разборки опалубки края получившейся литейной гипсовой формы желательно обработать ножиком, чтобы они приняли гладкую округлую форму.
Следующим этапом в изготовлении гипсовой литейной формы будет вытапливание парафина/стеарина, который остался закован в гипсе. Для этого можно гипс разогреть до температуры плавления свечки, и она вытечет в поддон, на который необходимо положить форму. Но есть более надежный способ, хотя и не самый «чистый» — кипячение гипсовой формы в воде, при котором весь парафин/стеарин всплывает на поверхность воды, как жир в супе. Этот способ практически исключает неполное вытапливание свечки и полностью очищает внутреннюю поверхность гипсовой формы от парафина/стеарина, однако мыть потом кастрюлю замотаешься!
После вытапливания свечки гипсовую форму можно сразу начинать активно сушить. Для сушки гипсовых форм можно воспользоваться обычной кухонной духовкой или же использовать муфельную печь, но только исключительно с терморегулятором! Если сушить гипсовые литейные формы в муфельной печи без терморегулятора, то тонкие части формы могут попросту перегореть и осыпаться, как показано на рисунке ниже.
 В общем, в работе со своей муфельной печью я неоднократно убедился, что без хорошего терморегулятора мне не обойтись. Именно поэтому первое изделие, которое я решил выплавить из алюминия — это корпус для терморегулятора муфельной печи, который будет одновременно радиатором для силовых симисторов, управляющих ТЭНами.
В общем, в работе со своей муфельной печью я неоднократно убедился, что без хорошего терморегулятора мне не обойтись. Именно поэтому первое изделие, которое я решил выплавить из алюминия — это корпус для терморегулятора муфельной печи, который будет одновременно радиатором для силовых симисторов, управляющих ТЭНами.
Как бы то ни было, но моя первая гипсовая форма для литья алюминия готова. Позднее я подробнее расскажу о тех граблях, которые возникают при литье алюминия в гипсовые формы, по которым мне лично довелось пройтись. Надеюсь, это поможет вам избежать моих ошибок.
В общем, следите за обновлениями!
Обновление на ТехноБлоге Dimanjy!
На практике делать формы из чистого гипса нельзя! Дело в том, что в затвердевшем гипсе на молекулярном уровне заперта вода, которую никаким нагреванием не выпарить. При заливке алюминия в такую гипсовую форму вода начинает в любом случае высвобождаться и алюминий начинает бурлить, что сильно портит выплавляемую деталь.


На рисунке видно, что из абсолютно сухой (на вид) формы сразу после заливки начинает сочиться вода и идти пар. Это может быть очень опасно, если вы забыли надеть защитные очки. Алюминий также начинает булькать и выплескиваться из формы. А далее видна отлитая с таким бурлением деталь. Газы в итоге не только испортили поверхность, но и проделали довольно большую воронку. Кроме того, если сделать надпил в такой детали, то мы также сможем столкнуться со следами внутренней газификации алюминия — большое число раковин, неравномерная структура. Одним словом — брак. Такое годится только для не ответственных деталей, там, где потом можно зашпатлевать и закрасить.
А вот и рецепт, который позволит избежать такого нежелательного эффекта: при замесе гипсового раствора нужно просто добавить 50% мелкого песка.
Литье алюминия
В производственных цехах литье алюминия выполняется с помощью автоматических установок.
Машины разных моделей в большом ассортименте представлены в компании «ИМСТЕК».
Все оборудование от лучших Китайских и Тайваньских производителей. Отличается высокой степенью автоматизации и безупречным качеством.

Рис.1. Машина для литья алюминия DC-250V4N
Характеристики алюминия
Алюминий — пластичный легкий металл серебристого цвета. Отлично гнется, хорошо поддается штамповке, литью, металлообработке.
На воздухе быстро окисляется, образуя тонкую оксидную пленку, защищающую от коррозии.
Характерные свойства:
• малая плотность;
• высокая электропроводность;
• невысокая температура плавления, около 660°С, с точкой кипения 2500°С.
В расплавленном состоянии металл хорошо растекается, заполняя пресс-формы для литья алюминия.
Высокая пластичность позволяет раскатывать его в тончайшую фольгу, используемую для создания упаковок.
Отличные технические и эксплуатационные качества позволяют использовать алюминий в транспортном машиностроении, строительстве, электротехнике, производстве потребительских товаров разного назначения.
Технологии домашнего литья алюминия, материалы и оборудование
Благодаря относительно невысокой температуре плавления, литые детали из алюминия можно изготовить кустарным способом.
Изготовление изделий выполняется в следующем порядке:
1. Расплавленный воск или парафин заливается в емкость, имеющую параметры будущей детали и оставляется до полного затвердевания.
2. Из отлитой заготовки вырезается макет будущей детали, помещается в подготовленную опалубку и закрепляется.
3. Смесь из гипса или цемента, песка мелкой фракции и воды перемешивается до сметанообразного состояния и выливается в опалубку. При этом заготовка должна полностью накрываться раствором.
4. Форму с раствором необходимо слегка потрясти, для удаления пузырьков воздуха.
5. После набора прочности из гипсовой формы вытапливается парафин, гипс полностью высушивается.
6. Сырье плавится в специальных печах или при помощи горелок.
7. Сверху расплава снимается слой окисла, раскаленный металл заливается в готовые формы.
Для работы понадобятся:
• алюминиевый лом;
• гипсовый или цементный раствор;
• воск, пенопласт или парафин;
• емкость из чугуна или нержавеющей стали;
• печь для разогрева металла бензиновая или газовая горелка;
Чтобы подготовить необходимое для заливки количество сырья, нужно определить вес и массу будущего изделия с помощью металлического калькулятора.
Самодельные печи и способы расплавления алюминия
На производственных предприятиях и литейных цехах металл плавится в тигельных индукционных печах.
Плавка кустарным способом возможна в самодельных печах или устройствах, работающих от бензиновых или газовых горелок.
В муфельной печи имеется специальная камера, изолирующая расплавляемую заготовку от контакта с углем или продуктами горения.
Нагревательная камера может быть изготовлена из шамотного огнестойкого кирпича, глины или теплоизоляционных панелей ШПГТ-450. Для уменьшения тепловых потерь муфельную печь снаружи можно изолировать минеральной базальтовой ватой.
Нагрев в такой печи происходит от угля, газа или электричества.
Электрические печи самые популярные и эффективные. В них быстро достигается необходимая температура. Они не занимают много места и отличаются чистотой производства.

Рис.2 Самодельная электрическая муфельная печь
Принцип действия угольной печи:
1. В камеру, выложенную из шамотного кирпича, устанавливается емкость для плавки сырья.
2. Вокруг укладывается и поджигается уголь.
3. Снизу подается воздух, поддерживающий горение.
4. Дым от горения угля удаляется в оставленное в крышке отверстие или трубу.

Рис.3. Схема печи кустарного изготовления: 1. Крышка с проемом для выхода топочных газов; 2. Стенки печи из шамотного кирпича, глины или плит; 3. Тигель для алюминия; 4. Чугунная решетка; 5. Дверка для удаления золы; 6. Камера зольная; 7. Подача воздуха; 8. Угольная камера.
Небольшие заготовки, весом до 150 граммов, можно плавить при помощи газовых или бензиновых горелок, приспособив для этого разные по размеру жестяные банки.

Рис.4. Устройство для плавки с газовой горелкой
Способы создания форм для литья алюминия
Для производства изделий методом плавки нужны соответствующие пресс-формы для литья алюминия.
Они могут изготавливаться из гипса, цемента, смеси песка и жидкого стекла.
1. Открытый способ литья
Простые изделия изготавливают в открытых формах. Для этого используются приспособленные емкости в виде жестяных банок, коробок, сковородок, самодельные формы из гипса.
2. Закрытая форма
Сложные детали и узлы создаются в закрытых разъемных пресс-формах для литья алюминия. Они обычно состоят из основной детали и двух или нескольких боковых, или верхних частей. В верхней части формы делаются воронкообразные проемы для подачи металла.
Материалы для литых форм
Мастера, занимающиеся литьем алюминия, чаще всего используют гипсовый или цементный раствор для изготовления форм.
Макет детали изготавливается из воска, пенопласта или парафина.
Восковый шаблон устанавливается в коробку или ящик, выступающий в роли опалубки, фиксируется и заливается раствором из гипса.
Для изготовления формы лучше подойдет белый гипс, марки Г-7.
В процессе схватывания и сушки формы парафин или воск расплавляется и выливается. В образовавшиеся полости заливается горячий алюминий.
Если в качестве макета используется пенопласт, раскаленный алюминий заливается по пенопласту, расплавляя и вытесняя его из формы.
Типичные ошибки и советы по правильному литью
Литье из алюминия — непростой процесс, требующий выполнения сложных операций. Если вы решили, что отливка изделий вам под силу — смело беритесь за дело.
Важно трезво оценить свои возможности, запастись необходимыми материалами и прислушаться к советам профессионалов:
1. Важно разогревать расплав до нужной температуры, чтобы обеспечить хорошее растекания по форме и предотвратить образование пустот. Слишком высокая температура расплава также может повлиять на прочность готовых изделий.
2. В качестве сырья лучше использовать мягкие виды алюминиевых изделий. В твердых образцах может содержаться большой процент оксидов.
3. При заливке металла в формы из гипса, необходимо дождаться полного их высыхания. В противном случае, испаряемая влага может создавать на готовых деталях из алюминия полости и поры.
4. Не допускается закалка раскаленных отливок в холодной воде, так как при резком остывании может возникнуть внутреннее напряжение и усадка металла.
5. При устройстве печи с электрическими нагревательными элементами, необходимо предусмотреть заземление конструкции.
При выполнении последовательности и технологии работ, литье — доступный процесс создания изделий из алюминия в кустарных условиях.
Формовочная смесь для литья алюминия
Виды и состав смесей
К формовочным смесям для литья предъявляются следующие требования:
- механическая прочность;
- теплопроводность;
- газовая проницаемость;
- огнестойкость;
- теплоемкость.
Формовочные и стержневые смеси обладают одинаковыми свойствами. Но к стержням предъявляются более высокие требования, потому что на него расплавленный металл оказывает более сильное давление.

Состав различных смесей
Формовочные смеси делятся на три типа:
- единые;
- облицовочные;
- наполнительные.
Единая смесь предназначается для наполнения всего объема литейной формы. В полном объеме используется при машинной формовке при выпуске отливок в большом количестве. Для ее приготовления используется большой объем еще неиспользовавшихся материалов.
Облицовочная смесь предназначена для получения слоя формы, контактирующего непосредственно с расплавом. Его толщина зависит от типа смеси и тяжести отливки и составляет 20-100 мм. Для того чтобы дополнить оставшийся объем используется наполнительная смесь.
Состав формовочной смеси напрямую зависит от формы и метода ее изготовления. Формирование песчано-глинистых форм происходит двумя способами, в результате которых получаются сухие и сырые формы. Для их податливости при формировании в смесь вводятся сгорающие наполнители – торф или древесные опилки. В состав подсушиваемых форм кроме глины и песка закладываются крепитель, измельченный асбест и барда.
Кроме них используются:
- быстро отверждающиеся;
- самостоятельно отверждающиеся;
- твердеющие при химическом преобразовании;
- жидкостекольные составы.
В быстро отверждающихся смесях связкой выступает жидкое стекло. Если для сушки жидкого стекла необходима теплая продувка, то в данном случае отвердение происходит за счет феррохромового шлака.

Классификация формовочных смесей
Самостоятельно отверждающиеся составы в первоначальном состоянии жидкие. Затем в них вводятся ПАВ и песочный наполнитель. Такой состав сохраняет текучесть не более 10 минут. Поэтому они приготавливаются на формовочных участках.
Химически отверждающиеся смеси имеют малый срок жизни. В следствие чего в смесь добавляется едкий натр.
Жидкостекольные разновидности после формирования подвергаются сушке продуванием углекислым газом. В процессе сушки протекают химические реакции: образование кремниевой кислоты и углекислого натрия.
Для изготовления стержня, например, первого класса, смесь целиком состоит кварца и крепителей. Для формовки крупных стержней используется 1/3 часть использованного и восстановленного состава.
Температура плавления цветных металлов значительно ниже, чем у сталей и чугунов. Из-за чего формовочные смеси имеют меньшую огнеупорность. Для литья бронзы и медных сплавов формовочные составы готовят при использовании глинистого песка П класса. Такие наполнители как борная кислота, серный цвет или фтористая присадка используются для литья алюминия. Они препятствуют активному окислению расплава.






Разновидности сплавов
Бронза включает в свою основу медь и легирующие добавки (бериллий, свинец, алюминий, кремний и олово). Во всех ее сплавах присутствуют и такие компоненты как цинк, фосфор и пр. Помимо бронзы современная промышленная индустрия занимается изготовление и иных сплавов из меди — константан, копель, нейзильбер, мельхиор, латунь и т. д.
Количество и тип легирующих компонентов в составе бронзового сплава определяет его химические и физические характеристики, а также расцветку материала.
Марки сплавов бронзы, температура плавления которых лежит в пределах от 930 до 1140 градусов Цельсия, имеют свою маркировку. По химическому составу сплавы на основе бронзы классифицируются на:
Сочетать олово с медью для получения бронзы люди научились очень давно. Олово делает материал крепче, а также уменьшает его температурные показатели плавления. Ярким примером данной разновидности сплава считается колокольная бронза. В ней содержится двадцать процентов олова и восемьдесят процентов меди. Однако изделия, сделанные на основе колокольной бронзы, характеризуются высокой хрупостью.
Читать также: Схема сварочного аппарата переменного тока
Бронзы безоловянного типа, как видно из названия, не имеют олова в составе. Такие сплавы сегодня выделены в отдельные категории бронз:
- Бериллиевые — наиболее крепкие, многими характеристиками превосходят сталь;
- Кремне-цинковые — обладают повышенной стойкостью к стиранию (преимуществом таких бронз данной группы считается и то, что будучи расплавленными они имеют высокую текучесть);
- На основе алюминия и меди — отличаются высокой антикоррозийной защитой и прекрасными антифрикционными качествами.
В настоящее время наибольшее распространение имеют бронзы, в состав которых добавлено олово. Для целей маркировки материала независимо от состава применяется обозначение «Бр», после которого указаны используемые добавки и их содержание в материале. Для примера можно произвести расшифровку бронзы «БР ОЦСНЗ-7−4−2-. В этом оловянном сплаве содержится олово, цинк, свинец и никель. Цифры обозначают их процентное содержание в бронзе. Состав любой марки бронзы может содержать и иные элементы, имеющие следующие обозначения:
- А — алюминиевые сплавы;
- Б — сплавы на основе бериллия;
- Ж — обыкновенное железо;
- К — кремниевый элемент;
- Мц — обычный марганец;
- Ф — фосфор.
Требуемые свойства
Для получения качественной отливки необходима литейная форма, изготовленная из ингредиентов, подобранных под разлив определенного металла. Формовочная смесь для литья должна обладать определенной влажностью. При малой влажности форма склонна к осыпаемости, что затрудняет формовку.
Плохая газовая проницаемость провоцирует образование в отливке дефектов — газовых пор и раковин. Из-за чего необходим песок крупной фракции (более 50%).
Свойства формовочных смесей характеризует твердость. Она зависит от равномерности и степени уплотнения. Уплотнение формы сверх нормы провоцирует появление таких дефектов как:
- пригар;
- распор;
- вскип.

Литье в песчано-глинистую форму
Высокая прочность формы и стержня не позволяет изменять геометрию отливки. Чтобы ее получить применяются специальные связующие материалы.
Процесс литья алюминия в домашних условиях
Процедуру литья алюминия можно провести в домашних условиях. Существует множество разных методик, обладающих своими плюсами и минусами, поэтому иногда сделать выбор может быть непросто, именно в этой статье будет разобран вопрос: «Как совершить литье алюминия в домашних условиях?».
Интересный факт, что алюминий является самым популярным металлом в мире. Он широко используется для промышленных производств различных сфер жизни. Не обошел он стороной и различные домашние производства. Чем же обусловлен такой большой спрос? Небольшой вес и отличные характеристики, легко подается ковкости, является пластичным металлом. Но несмотря на обширный спектр методик обработки, этот вопрос иногда создает трудности. Например, изготовление формы иногда оказывается непосильной задачей.
Для начала следует вспомнить некоторые свойства алюминия. Он плавится при температуре 660 градусов, а его температура кипения – 2500 градусов. особенность, на которую стоит обратить внимание – чрезвычайно быстрое окисление в случае контакта с воздухом. Зная свойства алюминия можно заниматься его литьем даже дома, многие люди самостоятельно создают различные устройства, помогающие в этом деле. Но большее количество проблем возникает именно на моменте изготовления формы для заливки.
Технология домашнего получения алюминия практически идентична промышленным способам. Поэтому при отливе требуют использовать заводские методы с небольшими поправками на масштабы производства и домашние условиях. Наиболее распространенная технология лить алюминия дома – использование форм.
Пресс-форм для литья алюминия
Учитывая все вышесказанное, требуется подобрать необходимое оборудование (печь для лома алюминия) и соорудить форму для литья (как сделать будет рассмотрено позже).
Сам процесс будет состоять из нескольких этапов:
- Очищение лома от грязи, примесей и различных наполнителей, которые могут повлиять на конечную чистоту сплава. На этом же этапе требуется измельчить алюминий до малого размера.
- Проводится процесс плавления при помощи заранее подобранного способа. Полное расплавление металла позволяет убрать из массы металла все ненужные добавки. А также на этом шаге подбирается формовочная смесь.
- Последним шагом станет добавление алюминия в подготовленную форму для плавления. Далее, следует дождаться затвердевания массы и после этого можно освобождать сплав от формы.
На этом процесс литья будет завершен. На протяжении всей процедуры следует соблюдать правила безопасности при работе с раскаленным металлом.
Подготовка материалов для литья
На первом этапе требуется подготовить алюминиевый лом. Важно понимать, что алюминий бывает разных видов, например, если взять проволоку, то может попасться та, что очень легко гнется, а можно выбрать практически не поддающуюся физическому воздействию.
Если вы собрались заниматься литьем алюминия, то выбор следует остановить на той, что более мягкая, именно такой материал содержит малое количество оксидов.
Второй этап заключается в подборе гипса. Именно из него изготавливается форма, если работы идут на дому. Наиболее выгодная марка – гипсовая. Однако стоимость такого продукта довольно высока и найти его бывает непросто, поэтому допускается использование белого гипса.
Его покупка возможна в любом магазине строительных материалов. Но остерегайтесь такого материала, как алебастр. Он крайне похож на гипс и именно его может посоветовать продавец в качестве замены, однако, для наших целей его применение невозможно.
На третьем этапе нужно подобрать воск, именно он является лучшим вариантом для литья деталей малого размера. Чистый воск стоит довольно дорого и его покупка возможна лишь в больших объемах, что не имеет никакого смысла, поэтому лучше всего приобретать обычные свечи, неважно какого вида. Именно при помощи их и будет происходить изготовления пресс форм.
Последнее, что нам понадобится это емкость для растапливания алюминия, сделанная из чего-то прочного, ведь ей предстоит выдержать нагревание до высоких температур. А также нельзя обойтись без главного – источника температуры.
Для этого можно использовать что угодно, хоть газовый горн, хоть самодельную печь, это неважно. Все, что нам требуется – достичь нужной температуры.
Литье алюминия в домашних условиях от формы до плавки
Изготовление форм для литья
В домашнем производстве невыгодно использовать промышленные пресс-формы для литья алюминия. Процесс получится сложным и дорогим, да и сами приборы занимают очень много места.
Для того чтобы алюминий принял нужную форму, можно прибегнуть к использованию земли или изготовлению формы самостоятельно. Под первым вариантом предполагается, что пользователь должен вырыть яму определенно формы, в которую и будет производиться заливка алюминия.
Но мы пойдем другим путем и изготовим формы своими руками. Для этого можно использовать пенопласт, из которого просто вырезается нужная форма. Литье алюминия в пенопласт является безопасным и эффективным.
Литье алюминия по газифицируемым моделям
А также можно использовать гипс или цемент, но использование второго способа нецелесообразно, так как форма будет иметь только прямоугольный вид. При помощи гипса можно создать любую конфигурацию.
Самодельные печи
К печам, в которых будет расплавлен алюминий, не предъявляется практически никаких требований, нужно достичь температуры 600 градусов и все. Необходимость печи возникает из-за того, что открытый огонь не обеспечивает такой температуры, именно поэтому приходится создавать закрытое пространство, разогретое до такой температуры.
Можно изготовить печь из старых кастрюль. Делается это довольно просто: нужно взять кастрюлю с проделанным сбоку отверстием для воздуха, подавать воздух (например, при помощи шланга от пылесоса), в устройство закладывается уголь и поджигается, начинается подача воздуха для удерживания пламени, емкость обкладывается углем со всех сторон и для выхода дыма немного открывается крышка.
Независимо от формовки изделия, температура во всей печи будет находиться на одинаковом уровне.
Отличным вариантом будет использование газовой горелки.
Следует знать, что такой способ возможно использовать при отливке небольших штучных изделий. Печь можно соорудить при помощи двух консервных банок, вставленных друг в друга. При таком использовании нагревается только нижняя емкость, а наружная выступает в качестве оболочки, удерживающей тепло. Конструкция может быть прикрыта крышкой для отвода продуктов горения.
Приготовление смесей
Процесс приготовления формовочных и стержневых смесей проводится в три этапа. Первый этап — подготовительный. Здесь происходит подготовка еще неиспользованных материалов. Проводится сушка, дробление и последующее просеивание.
На втором этапе происходит подготовка отработанного состава. Это позволяет экономить на материалах. Процесс начинается на охладительных барабанах. Происходит выбивка, размельчение, охлаждение.
Формовочные смеси для литья готовятся на третьем этапе в смесителях. Широкое применение нашли катковые модели. Они используются для приготовления таких составов как:
- единые;
- стержневые смеси;
- облицовочные;
- с добавками: вязкие;
- жидкие;
- пылевидные.
При больших объемах выпуска производство автоматизировано. Механизация процессов отражается на снижении себестоимости продукции.
Применение формовочных смесей для алюминия в производстве
Применение формовочных смесей для алюминия в производстве
К основным требованиям, выдвигаем к формовочным смесям для литья алюминия относится жаропрочность и механическая прочность. Наибольшее внимание к правильности состава формовочной массе необходимо уделять при изготовлении больших отливок. Чтобы увеличить уровень устойчивости к температурным и химическим воздействиям формы подвергаются сушке. Эта технологическая операция увеличивает время технологического процесса, из-за чего наибольшее распространение получили быстрозатвердевающие смеси.
Наиболее распространенные составы
Технологический процесс широко использует формовочный материал на основе жидкого стекла. Такие формы хорошо переносят высокие температуры и применяются при изготовлении крупных отливок.
Хромомагнезитовые смеси с основой из жидкого стекла имеют несколько меньшую податливость, чем аналогичные смеси с основой из технического лингосульфаната. Недостатком такого продукта является низкая степень газопроницаемости, из-за чего толщина облицовочного слоя не может превышать 15 миллиметров. При приготовлении формовочной смеси для литья алюминия используется переработанный хромомагнезитный кирпич, в котором содержится Сr2O3 в пределах 15-20% и не менее 42% оксида магния.
Не менее популярны составы на основе хромистого железняка. В составе такой смеси должно содержаться не более 40% мелкофракционного железняка, а чтобы увеличить прочность формы в некоторых случаях добавляют до 3% технического лингосульфаната.
Очень редко состав содержит цирконовый песок. Применение таких материалов позволяет получать отливки с высокими показателями чистоты поверхности. Однако из-за высокой стоимости материалов их использование рентабельно только в исключительных случаях.
Очень широко применяется песчано-глинистая смесь на основе жидкого стекла. Использование таких материалов существенно снижает продолжительность технологического процесса, увеличивает производительность и качество изделий. Однако существуют трудности с использованием регенерата.
Изготовление отливок из алюминия при хтс литье требует обеспечение чистоты поверхности. Требования к огнеупорности несколько занижены, по сравнению с литьем из черных металлов. Часто в состав входит мелкодисперсный песок. Также масса может содержать небольшую часть отработанных элементов. Для защиты от пригара применяется мазут и другие схожие материалы, либо специализированные противопригарные покрытия.
Особенности алюминиевого литья
При контроле качества отливок необходимо уделять особое внимание стабилизации состава формовочной массы, так как она оказывает непосредственное влияние на качество изделий и, как следствие, количество брака. Приготовление формовочных смесей для литья алюминия происходит на специальном литейном оборудовании. Например, смесители песка позволяют существенно повысить производительность технологического процесса, не повышая себестоимость.
Литье алюминия в домашних условиях: изготовление форм, технологический процесс
В детстве многие пробовали плавить свинец. Материал можно было найти в отработанных аккумуляторах. Он быстро плавился в костре и хорошо выливался в простые формы. Литье алюминия в домашних условиях также возможно. Этот металл более практичен и представляет определенный интерес для самобытных мастеров. Однако для литья необходимо обеспечить в два раза большую температуру, и пламени костра для этого будет недостаточно.
Алюминий: характеристики
Этот металл до открытия и внедрения доступного способа промышленного получения считался драгоценным. На определенном историческом этапе он был дороже золота. Его свойства могли быть использованы во многих отраслях. Алюминий – легкий и пластичный материал. Он поддается штамповке, гнется, хорошо льется в сложные формы, особенно под давлением. Температура его плавления составляет 660 °C, ее можно достигать и без промышленного оборудования. А значит, литье алюминия в домашних условиях вполне возможно.
Кому это пригодится? Алюминий – материал проверенный. Из него изготавливали и посуду, и детали для авиационной и космической промышленности. Отливки, обладающие хорошей теплопроводностью, коррозионной стойкостью и приемлемой прочностью, ценят любители мастерить. Материал подойдет для изготовления сувениров, декоративных элементов утвари, для ремонта или восстановления деталей и узлов в технике.
Литье алюминия в домашних условиях
Достичь температуры плавления без использования промышленных технологий можно различными способами. В старину кузнецы ковали сталь и разогревали ее энергией сжигаемого угля. Это первый вариант, но для его реализации понадобится печь с принудительной подачей воздуха.
Второй вариант – использование природного, или сжиженного газа. Процесс можно организовать в самодельной печи. Есть и другая возможность, если объемы плавки незначительны. В этом случае можно использовать бытовую газовую плиту.
Литье алюминия в домашних условиях также можно организовать, если в хозяйстве имеется ацетиленовый генератор и резак. Подойдет и вариант с электрической муфельной печью. Такое оборудование уже можно отнести к промышленному. Но если нет желания изготавливать печь, его вполне реально взять напрокат и заказать услугу оператора.
Технологический процесс
В принципе, должна моделироваться ситуация промышленного литья с оговоркой на домашние условия. В любом случае необходимо подготовить сырье. Лом алюминия очищают от грязи, сторонних примесей, всевозможных наполнителей. Крупные части измельчают до нужного размера.
Технология литья алюминия состоит из нескольких этапов. Подготовленный лом плавят выбранным способом. При достижении текучей фазы с поверхности расплава снимается шлак. На завершающей фазе форма заполняется жидким металлом. Одноразовая форма разбивается после остывания.
Предварительно нужно определиться, что предстоит отлить. Даже если это пробная попытка плавки, есть смысл подготовить хоть какую-то форму. А вдруг удастся достичь нужной температуры? Интересно же увидеть результат плавки и оценить результаты: внешний вид, пористость, чистоту. Любой опыт, даже неудачный, пойдет на пользу.
Условия и необходимое оборудование
При плавке вторичного сырья обгорает покрытие, выделяются испарения, есть задымленность. Работать в условиях закрытого помещения без интенсивно функционирующей вытяжки проблематично. Лучший вариант – открытое пространство.
Даже в этом случае будет полезен дополнительный источник вентиляции. Формовочное литье алюминия в пенопласт сопровождается интенсивным выделением продуктов горения. Вентилятор с боковым обдувом рабочего места будет удалять едкий дым, что обеспечит нормальные условия для литья.
Оборудованное и хорошо продуманное в организационном плане рабочее место также важно. Желательно иметь в качестве основы на столе листовой металл или другую поверхность, не поддающуюся воздействию высокой температуры расплавленного алюминия. Вероятность брызг и пролива жидкой массы высока. Помня это, следует задуматься о необходимости проведения работ в условиях жилого помещения.
Самодельная печь для плавки
Проще всего взять несколько огнеупорных кирпичей и выложить из них очаг. Это удобно делать в подходящей металлической емкости (старая кастрюля), которая будет использована в качестве каркаса. Сбоку делается отверстие для подведения патрубка подачи воздуха. Можно приспособить подходящий по диаметру отрезок металлической трубы. К нему подключают шланг пылесоса, фен или другое подающее воздух устройство.
Внутрь закладывается древесный (каменный) уголь. Разжигается огонь, включается подача воздуха. Сосуд, где будет плавиться алюминий, устанавливается внутрь печи. С боков он также обкладывается углем. Желательно на печь сделать крышку, чтобы тепло не уходило напрасно, а оставить лишь отверстие для отвода дыма.
В идеале топливник делают цельным с овальным сводом. Используют специальные смеси для кладки жаропрочного кирпича и футеровки печей. Такую конструкцию вполне можно соорудить из старого ведра. Внутренний свод формируют, используя пластмассовые цветочные горшки подходящего размера. Внутрь массы для армирования можно вмуровать металлическую сетку. После застывания смеси получится добротная печь, способная выдержать не одну плавку.
Использование кухонной плиты
Штучное литье из алюминия можно организовать без изготовления специальной печи. Необходимая температура достигается с использованием бытового газа. Сам процесс плавки занимает около получаса, если объем алюминия не превышает 100-150 грамм.
В качестве емкости используют жестяную банку из-под сгущенки, например. В нее засыпают очищенный и измельченный лом алюминия. Но расплавить его, поставив жестяную банку на решетку над горелкой, не получится – не хватит температуры. Чтобы уменьшить потери тепловой энергии, изобретатели придумали хитрую конструкцию.
Банка с сырьем для плавки помещается внутрь другой жестянки и устанавливается на распорках таким образом, чтобы снизу до дна и с боков до стенок был зазор 5-10 мм. Вторая банка, соответственно, должна быть большего диаметра. В ней снизу проделывается отверстие (диаметром 3-4 см) для подвода струи пламени. Рассекатель с горелки газовой плиты снимается.
Поджигается пламя. Конструкция устанавливается строго над его фитилем. Пламя должно проходить внутрь и греть только жестянку с ломом. Банка большего диаметра играет роль оболочки и удерживает тепло внутри. Сверху проем прикрывается, оставляется лишь зазор для выхода продуктов горения. Интенсивность горения регулируется.
Тигель и вспомогательное оборудование
Жестяная банка одну плавку выдержит. Дальнейшее ее использование возможно, но уже с риском быть прожженной. В таком случае расплавленный алюминий рискует попасть внутрь плиты, что чревато не только забиванием сопел горелки.
Для работы в печи, работающей на угле или сжиженном газе, да и вообще для многоразовых плавок, желательно изготовить специальную емкость – тигель. Ее делают из стали. Подойдет отрезок трубы с заваренным дном. Хороший вариант получается из обрезанного огнетушителя или малогабаритного кислородного баллона с овальным сводом. Желательно сделать боковой желоб для удобства выливания тонкой струи.
Какое дополнительное оборудование для литья алюминия может понадобиться? Пригодятся надежные пассатижи или их вариант с фиксаций зажима. В идеале тигель можно оборудовать по принципу промышленных образцов: с боковыми захватами съемного подвеса и нижним фиксированным упором для удобства его переворачивания. Нужна ложка с длинной рукоятью для снятия шлака с поверхности расплава.
Простые формы
Какие есть способы литья алюминия? Проще всего вылить расплавленный металл в металлическую форму: старую кружку, сковородку, консервную банку. После остывания болванку извлекают. Проще это сделать, если обстучать еще не остывшую форму. Если на ней были рифленые бортики или обратные углы, каркас придется разрезать. Можно вылить слегка остывшую каплю металла просто на подготовленную несгораемую поверхность. Такие способы называют открытыми.
Если есть необходимость сделать особую отливку, сначала нужно приготовить для нее форму по размеру. Чтобы металл после остывания приобрел четкие очертания, делают закрытые формы из двух или более составных частей. Одна из них является основной, а другая обычно формирует свод или боковую поверхность. В ней делают отверстия. Часто сверху над ними добавляют еще одну часть формы – воронкообразные летники для удобства.
Материал
Формы для литья алюминия в зависимости от способа можно изготавливать по разной технологии. Есть несколько простых вариантов. Для открытой заливки в простую форму часто используют просеянную землю (кремнезем). Ее укладывают слоями и трамбуют. После извлечения формирующего элемента земля держит форму и выдерживает заливку. Такой материал простой и дешевый в использовании.
Есть мастера, которые льют алюминий в песок. При замешивании используют жидкое стекло (силикатный клей). Есть информация об использовании цемента. Смесь замешивается, как ни странно, на тормозной жидкости. Разминается руками и протирается через сито, чтобы не было комков. Консистенция должна быть такая, чтобы при сжимании в кулаке формировался комок. При трамбовке песок и цемент хорошо удерживаются внутри опоки и повторяют даже мелкие детали формы заготовки.
Изготовление сложных форм
Отливки сложной конфигурации делают по другой методике. Чаще всего материалом служит гипс (алебастр). Формы без обратных углов и поднутрений могут быть разборными и состоять из двух или более частей. Долго они не прослужат, но несколько отливок вполне реально получить.
Сложный узел или декоративную объемную модель можно изготовить один раз, при этом форму придется разбивать. Есть два метода в работе. Можно изготовить восковую (парафиновую) модель, залить ее гипсом. Позже в процессе интенсивной сушки этот материал расплавится и выльется через летники.
Литье алюминия в гипсовую форму по пенопласту предполагает изготовление из этого материала макета будущей отливки. Он заливается подготовленной смесью и уже не извлекается. Расплавленный алюминий заливается поверх. Температура металла плавит пенопласт, он испаряется в процессе, а жидкий алюминий заполняет освободившееся при этом пространство.
Ошибки при литье
Изготовление форм из гипса – удобный и недорогой способ. Но в материале имеется влага. При естественной сушке она остается. При заливке расплавленного металла влага начинает интенсивно испаряться. Даже интенсивная сушка в духовке не гарантирует ее полное отсутствие. В зависимости от количества оставшейся влаги в форме отливка алюминия может иметь мелкие раковины или большие застывшие пузыри и кратеры.
Если металл был недостаточно разогрет или перед заливкой он успел остыть, алюминий плохо выливается и не заполняет объем формы. Фактически образуется капля, которая не имеет достаточной текучести. То же самое может случиться и при использовании небольшого объема металла в холодной форме. Алюминий быстро отдает тепло и не успевает растечься.
Бывалые мастера не рекомендуют погружать отливку в воду для ускорения ее остывания. В таком материале возможно нарушение внутренней структуры и появление микротрещин. Для последующей токарной обработки такие заготовки могут не подойти.
Безопасность
Технологический процесс предполагает использование открытого огня, что накладывает дополнительные ограничения. Есть смысл проверить наличие средств пожаротушения, исправность газовых приборов, вентиляцию в помещении.
Работа с расплавленным металлом – опасный технологический процесс. Все операции должны проводиться с соблюдением правил техники безопасности. Обязательны спецодежда и средства защиты органов дыхания и зрения.
Формовочные смеси для литья
Литейное производство достаточно простой и широко распространенный технологический процесс для получения отливок различного размера и разнообразной формы. Получение деталей методом литья практикуется в автомобилестроении, станкостроении, вагоностроении и многих прочих отраслях машиностроения. Для получения полых или с множеством отверстий отливок используются стержневые и формовочные смеси различных составов. Экономически обосновано использование песчано-глинистых форм при массовом производстве.

Состав смесей зависит от:
- способа формовки:
- ручная;
- машинная;
- типа металла:
- сталь;
- чугун;
- цветной металл и его сплавы;
- типа производства:
- единичное;
- серийное;
- массовое;
- типа литья;
- технологического оснащения.
Материалы, которые используются для получения формовочных смесей, подразделяются на следующие группы:
- песчаник;
- различные сорта глины;
- вспомогательные:
- связующие материалы;
- противопригарные смазки и покрытия;
- огнеупорные;
- специальные.
Глинистые пески могут содержать глины в своем составе до 50%. Делят их по количеству содержания глины на:
- тощие – до 10%;
- полужирные – до 20%;
- жирные – до 30%;
- очень жирные – до 50%.
Также используются кварцевые пески. Силикатная основа позволяет принимать в форму расплав, температура которого достигает 1700С.
Получение отливок высокого качества требует использования противопригарных покрытий и материалов мелкой фракции, чтобы предупредить образование в форме пор.
Виды и состав смесей
К формовочным смесям для литья предъявляются следующие требования:
- механическая прочность;
- теплопроводность;
- газовая проницаемость;
- огнестойкость;
- теплоемкость.
Формовочные и стержневые смеси обладают одинаковыми свойствами. Но к стержням предъявляются более высокие требования, потому что на него расплавленный металл оказывает более сильное давление.

Состав различных смесей
Формовочные смеси делятся на три типа:
- единые;
- облицовочные;
- наполнительные.
Единая смесь предназначается для наполнения всего объема литейной формы. В полном объеме используется при машинной формовке при выпуске отливок в большом количестве. Для ее приготовления используется большой объем еще неиспользовавшихся материалов.
Облицовочная смесь предназначена для получения слоя формы, контактирующего непосредственно с расплавом. Его толщина зависит от типа смеси и тяжести отливки и составляет 20-100 мм. Для того чтобы дополнить оставшийся объем используется наполнительная смесь.
Состав формовочной смеси напрямую зависит от формы и метода ее изготовления. Формирование песчано-глинистых форм происходит двумя способами, в результате которых получаются сухие и сырые формы. Для их податливости при формировании в смесь вводятся сгорающие наполнители – торф или древесные опилки. В состав подсушиваемых форм кроме глины и песка закладываются крепитель, измельченный асбест и барда.
Кроме них используются:
- быстро отверждающиеся;
- самостоятельно отверждающиеся;
- твердеющие при химическом преобразовании;
- жидкостекольные составы.
В быстро отверждающихся смесях связкой выступает жидкое стекло. Если для сушки жидкого стекла необходима теплая продувка, то в данном случае отвердение происходит за счет феррохромового шлака.

Классификация формовочных смесей
Самостоятельно отверждающиеся составы в первоначальном состоянии жидкие. Затем в них вводятся ПАВ и песочный наполнитель. Такой состав сохраняет текучесть не более 10 минут. Поэтому они приготавливаются на формовочных участках.
Химически отверждающиеся смеси имеют малый срок жизни. В следствие чего в смесь добавляется едкий натр.
Жидкостекольные разновидности после формирования подвергаются сушке продуванием углекислым газом. В процессе сушки протекают химические реакции: образование кремниевой кислоты и углекислого натрия.
Для изготовления стержня, например, первого класса, смесь целиком состоит кварца и крепителей. Для формовки крупных стержней используется 1/3 часть использованного и восстановленного состава.
Температура плавления цветных металлов значительно ниже, чем у сталей и чугунов. Из-за чего формовочные смеси имеют меньшую огнеупорность. Для литья бронзы и медных сплавов формовочные составы готовят при использовании глинистого песка П класса. Такие наполнители как борная кислота, серный цвет или фтористая присадка используются для литья алюминия. Они препятствуют активному окислению расплава.
Требуемые свойства
Для получения качественной отливки необходима литейная форма, изготовленная из ингредиентов, подобранных под разлив определенного металла. Формовочная смесь для литья должна обладать определенной влажностью. При малой влажности форма склонна к осыпаемости, что затрудняет формовку.
Плохая газовая проницаемость провоцирует образование в отливке дефектов — газовых пор и раковин. Из-за чего необходим песок крупной фракции (более 50%).
Свойства формовочных смесей характеризует твердость. Она зависит от равномерности и степени уплотнения. Уплотнение формы сверх нормы провоцирует появление таких дефектов как:
- пригар;
- распор;
- вскип.

Литье в песчано-глинистую форму
Высокая прочность формы и стержня не позволяет изменять геометрию отливки. Чтобы ее получить применяются специальные связующие материалы.
Приготовление смесей
Процесс приготовления формовочных и стержневых смесей проводится в три этапа. Первый этап — подготовительный. Здесь происходит подготовка еще неиспользованных материалов. Проводится сушка, дробление и последующее просеивание.
На втором этапе происходит подготовка отработанного состава. Это позволяет экономить на материалах. Процесс начинается на охладительных барабанах. Происходит выбивка, размельчение, охлаждение.
Формовочные смеси для литья готовятся на третьем этапе в смесителях. Широкое применение нашли катковые модели. Они используются для приготовления таких составов как:
- единые;
- стержневые смеси;
- облицовочные;
- с добавками:
- вязкие;
- жидкие;
- пылевидные.
При больших объемах выпуска производство автоматизировано. Механизация процессов отражается на снижении себестоимости продукции.
Состав формовочной смеси для литья алюминия
Виды и состав смесей
К формовочным смесям для литья предъявляются следующие требования:
- механическая прочность;
- теплопроводность;
- газовая проницаемость;
- огнестойкость;
- теплоемкость.
Формовочные и стержневые смеси обладают одинаковыми свойствами. Но к стержням предъявляются более высокие требования, потому что на него расплавленный металл оказывает более сильное давление.

Состав различных смесей
Формовочные смеси делятся на три типа:
- единые;
- облицовочные;
- наполнительные.
Единая смесь предназначается для наполнения всего объема литейной формы. В полном объеме используется при машинной формовке при выпуске отливок в большом количестве. Для ее приготовления используется большой объем еще неиспользовавшихся материалов.
Облицовочная смесь предназначена для получения слоя формы, контактирующего непосредственно с расплавом. Его толщина зависит от типа смеси и тяжести отливки и составляет 20-100 мм. Для того чтобы дополнить оставшийся объем используется наполнительная смесь.
Состав формовочной смеси напрямую зависит от формы и метода ее изготовления. Формирование песчано-глинистых форм происходит двумя способами, в результате которых получаются сухие и сырые формы. Для их податливости при формировании в смесь вводятся сгорающие наполнители – торф или древесные опилки. В состав подсушиваемых форм кроме глины и песка закладываются крепитель, измельченный асбест и барда.
Кроме них используются:
- быстро отверждающиеся;
- самостоятельно отверждающиеся;
- твердеющие при химическом преобразовании;
- жидкостекольные составы.
В быстро отверждающихся смесях связкой выступает жидкое стекло. Если для сушки жидкого стекла необходима теплая продувка, то в данном случае отвердение происходит за счет феррохромового шлака.

Классификация формовочных смесей
Самостоятельно отверждающиеся составы в первоначальном состоянии жидкие. Затем в них вводятся ПАВ и песочный наполнитель. Такой состав сохраняет текучесть не более 10 минут. Поэтому они приготавливаются на формовочных участках.
Химически отверждающиеся смеси имеют малый срок жизни. В следствие чего в смесь добавляется едкий натр.
Жидкостекольные разновидности после формирования подвергаются сушке продуванием углекислым газом. В процессе сушки протекают химические реакции: образование кремниевой кислоты и углекислого натрия.
Для изготовления стержня, например, первого класса, смесь целиком состоит кварца и крепителей. Для формовки крупных стержней используется 1/3 часть использованного и восстановленного состава.
Температура плавления цветных металлов значительно ниже, чем у сталей и чугунов. Из-за чего формовочные смеси имеют меньшую огнеупорность. Для литья бронзы и медных сплавов формовочные составы готовят при использовании глинистого песка П класса. Такие наполнители как борная кислота, серный цвет или фтористая присадка используются для литья алюминия. Они препятствуют активному окислению расплава.






Разновидности сплавов
Бронза включает в свою основу медь и легирующие добавки (бериллий, свинец, алюминий, кремний и олово). Во всех ее сплавах присутствуют и такие компоненты как цинк, фосфор и пр. Помимо бронзы современная промышленная индустрия занимается изготовление и иных сплавов из меди — константан, копель, нейзильбер, мельхиор, латунь и т. д.
Количество и тип легирующих компонентов в составе бронзового сплава определяет его химические и физические характеристики, а также расцветку материала.
Марки сплавов бронзы, температура плавления которых лежит в пределах от 930 до 1140 градусов Цельсия, имеют свою маркировку. По химическому составу сплавы на основе бронзы классифицируются на:
Сочетать олово с медью для получения бронзы люди научились очень давно. Олово делает материал крепче, а также уменьшает его температурные показатели плавления. Ярким примером данной разновидности сплава считается колокольная бронза. В ней содержится двадцать процентов олова и восемьдесят процентов меди. Однако изделия, сделанные на основе колокольной бронзы, характеризуются высокой хрупостью.
Читать также: Пресс из двух уголков
Бронзы безоловянного типа, как видно из названия, не имеют олова в составе. Такие сплавы сегодня выделены в отдельные категории бронз:
- Бериллиевые — наиболее крепкие, многими характеристиками превосходят сталь;
- Кремне-цинковые — обладают повышенной стойкостью к стиранию (преимуществом таких бронз данной группы считается и то, что будучи расплавленными они имеют высокую текучесть);
- На основе алюминия и меди — отличаются высокой антикоррозийной защитой и прекрасными антифрикционными качествами.
В настоящее время наибольшее распространение имеют бронзы, в состав которых добавлено олово. Для целей маркировки материала независимо от состава применяется обозначение «Бр», после которого указаны используемые добавки и их содержание в материале. Для примера можно произвести расшифровку бронзы «БР ОЦСНЗ-7−4−2-. В этом оловянном сплаве содержится олово, цинк, свинец и никель. Цифры обозначают их процентное содержание в бронзе. Состав любой марки бронзы может содержать и иные элементы, имеющие следующие обозначения:
- А — алюминиевые сплавы;
- Б — сплавы на основе бериллия;
- Ж — обыкновенное железо;
- К — кремниевый элемент;
- Мц — обычный марганец;
- Ф — фосфор.
Требуемые свойства
Для получения качественной отливки необходима литейная форма, изготовленная из ингредиентов, подобранных под разлив определенного металла. Формовочная смесь для литья должна обладать определенной влажностью. При малой влажности форма склонна к осыпаемости, что затрудняет формовку.
Плохая газовая проницаемость провоцирует образование в отливке дефектов — газовых пор и раковин. Из-за чего необходим песок крупной фракции (более 50%).
Свойства формовочных смесей характеризует твердость. Она зависит от равномерности и степени уплотнения. Уплотнение формы сверх нормы провоцирует появление таких дефектов как:
- пригар;
- распор;
- вскип.

Литье в песчано-глинистую форму
Высокая прочность формы и стержня не позволяет изменять геометрию отливки. Чтобы ее получить применяются специальные связующие материалы.
Литьё алюминия в песчано-глинистые формы.
Доброго времени суток, пикабушники и пикабушницы. В этом посте мне хотелось бы рассказать о одном из способов изготовления отливок из металла. А конкретно, адресных табличек. Вот таких.

Печь и тигель для плавления металла. Так как используем мы легкоплавкий алюминий, то температура нам нужна не меньше 660 градусов. Делали мы это всё в расчищенном складском помещении на самодельной печи и “на глаз”. Так что, конкретного температурного режима не было.
Саму печь я не фотографировала, но конструкция её была простейшая: внешний слой огнеупорного кирпича, внутри слой каолиновой ваты. Снизу под тигель направлена газовая горелка. Тигель грубо сварен из куска металлической трубы. Прогорали часто и весело, регулярно организовывая красивые серебристые лужи на полу вокруг печи.
Сам алюминий. Покупался в виде различного лома, от обрезков алюминиевого профиля для дверей купе до витых кабелей (самое классное сырьё, кстати).
Модель нашего изделия. Мы делали из мдф на фрезерном станке, покрывали на два слоя порозаполняющим грунтом.
Форма. Представляет собой две металлические рамы, в которые плотно утрамбована формовочная смесь (состоит из глины и песка в определённых пропорциях, слегка смочена водой до состояния “лепится куличик”).
Опока – это та самая металлическая рама. Состоит из двух частей, горизонтальная линия на рисунке по верхнему краю “модели” – это плоскость разъёма.
Выпор – канал для выхода воздуха, литник – канал для заливки металла. Чёрное и серое в формовочной смеси – это пустоты, покрасила для наглядности.
То есть, имеем мы вот такой вот кулич в раме с пустотой в форме нашего изделия.

Здесь видно модель таблички про злую собаку, металлическую раму первой половины формы (на схеме – нижняя). Лежит это всё на самой ровной плоской штуке, которую мы смогли найти.

Покрыли модель тальком, чтобы повысить шансы на то, что потом она из нашего “куличика” вытащится без потерь. Присыпали сверху смесью через сито – это делается только для первого лицевого слоя, чтобы потом поверхность отливки была качественнее, так как формовочную смесь мешали в ящике с помощью дрели, и в ней оставалось дофига комков от предыдущих использований.
Потом сверху прямо горстями и вёдрами сыпется ещё формовочная смесь, долго и старательно утаптывается киянкой, такой-то матерью и прочими подручными предметами.

Здесь у меня не произошла внезапная метаморфоза одной таблички в другую, просто Злую Собаку я на таком этапе не сфотографировала. Здесь мы видим ту же самую нижнюю часть формы, но уже перевёрнутую и готовую для формовки верхней части. То есть, той поверхностью, которую мы видим здесь, на первой и второй фотографиях полуформа лежала вниз.

Щедро посыпаем тальком, кладём сверху вторую металлическую раму, втыкаем обрезки трубы. Последнее делается для того, чтобы в верхней полуформе остались каналы для литника и выпоров (воздухоотводов, помните?). И снова насыпаем формовочную смесь, уже без просеивания – это будет тыльная поверхность таблички, тут на качество поверхности можно подзабить.

Когда готовы обе половины, трубки вытаскиваются, верхняя полуформа снимается, модель изделия вытаскивается. Очень ответственный этап, на котором может оказаться, что пара часов работы потрачены впустую: верхняя полуформа может осыпаться при переносе, модель вытащится вместе с куском смеси или ещё что-либо в таком духе. Так что, все действия нужно производить медленно и печально.
Форму в собранном виде я не фотографировала, бо там ничего интересного – куличик в раме и всё. А вот на фотографии ниже можно увидеть готовую для литья форму, из которой уже вытащили модель и трубки.
Это та полуформа, которую можно было увидеть на третьей фотографии. Только там мы видели серую “спину” модели, а здесь видно полость, которая от этой модели осталась. Которая заполнится металлом.
Каналы под литник (толстый двойной слева, здесь потечёт металл) и два выпора (два тонких одиноких справа, отсюда будет отходить воздух) ковыряли вручную перед извлечением модели. Это не слишком непрофессионально, под это дело нормальные люди тоже используют модели.

Затем, верхняя полуформа кладётся на место, ставятся верхние части литников и выпоров (железная труба сантиметров 20 в длину, внутри набита формовочной смесью, внутри канал – на фотографии слева).
Заливается алюминий, все нервно идут курить, пока металл твердеет и, наконец, наступает момент истины.

Отливка получилась достаточно качественная, металл протёк везде, где должен был, форма нигде не осыпалась.

Дальше отрезаются литники, торец шлифуется, лицевая выступающая поверхность шлифуется и полируется.

Потом, лицевая поверхность фона грунтуется и красится в выбранный заказчиком цвет.



В общем, времени на изготовление одной такой таблички уходит где-то один рабочий день. Если уже есть готовая модель, всё получается с первого раза, нет дефектов, которые надо шлифовать долго и мучительно и прочих форс-мажоров.
Приготовление смесей
Процесс приготовления формовочных и стержневых смесей проводится в три этапа. Первый этап — подготовительный. Здесь происходит подготовка еще неиспользованных материалов. Проводится сушка, дробление и последующее просеивание.
На втором этапе происходит подготовка отработанного состава. Это позволяет экономить на материалах. Процесс начинается на охладительных барабанах. Происходит выбивка, размельчение, охлаждение.
Формовочные смеси для литья готовятся на третьем этапе в смесителях. Широкое применение нашли катковые модели. Они используются для приготовления таких составов как:
- единые;
- стержневые смеси;
- облицовочные;
- с добавками: вязкие;
- жидкие;
- пылевидные.
При больших объемах выпуска производство автоматизировано. Механизация процессов отражается на снижении себестоимости продукции.
Способы создания форм для литья алюминия
Для производства изделий методом плавки нужны соответствующие пресс-формы для литья алюминия.
Они могут изготавливаться из гипса, цемента, смеси песка и жидкого стекла.
1. Открытый способ литья
Простые изделия изготавливают в открытых формах. Для этого используются приспособленные емкости в виде жестяных банок, коробок, сковородок, самодельные формы из гипса.
2. Закрытая форма
Сложные детали и узлы создаются в закрытых разъемных пресс-формах для литья алюминия. Они обычно состоят из основной детали и двух или нескольких боковых, или верхних частей. В верхней части формы делаются воронкообразные проемы для подачи металла.
Металлургическая продукция
Литье в песчаные формы
Определения литья в землю
Определим, какими терминами называют литейную технологию заливки металла в формы на основе песка. Аналогичными считаются формулировки:
— Литье в песчаные формы, смеси;
— Литье в песчано-глинистые формы, смеси;
— Литье в землю.
Все эти термины обозначают одну и туже технологию литья. Применение далее любого из названий, будем считать аналогами.
Литейная продукция
Литье в песчаные формы – метод литья металлов и сплавов, при котором расплавленный металл заливается в форму сделанную из плотно утрамбованного песка. Для связи песчинок между собой, песок смешивают с глиной, водой и другими связующими материалами.
Более 70% всех металлических отливок производится с помощью процесса литья в песчаные формы.
Основные этапы
Есть шесть шагов в этом процессе:
-Поместить модель в опоку с песком, чтобы создать форму.
-В необходимых местах присоединяются литниковая система и выпоры.
-Удалить из опоки модель и соединить полуформы.
-Заполнить полость формы расплавленным металлом.
-Выдержать застывающий металл в опоках согласно технологии.
-Выбить отливку и освободить от литников и выпоров.

Литейные модели
По чертежам и литейным технологиям, разработанных технологом или конструктором, опытный модельщик изготавливает модель детали из дерева, металла или пластмассы или пенополистирола. Металл в процессе охлаждения даёт усадку, и кристаллизация может быть неоднородной из-за неравномерного охлаждения. Таким образом, модель должна быть чуть больше, чем готовая отливка, с применением, так называемого, коэффициента усадки металла. Различные усадочные коэффициенты используются для различных металлов. Модели в процессе формовки оставляют в песке полости-отпечатки в форме, в которые помещают стержень из песка. Такие стержни иногда усиливается проволочной арматурой, которые используются для создания полостей, которые не могут быть сформированы основной моделью, например, внутренние проходы клапанов или места охлаждения в блоках двигателей.
Литниковая система для входа металла в полости формы представляют собой направляющую и включает воронку, литники, которые поддерживают хороший напор жидкого металла, для более равномерного заполнения полости формы. Газ и пар, образующихся при литье выходят через проницаемые пески или через стояки, которые изготавливаются либо в самой модели, или в виде отдельных частей.
Опоки для формовочных материалов
Для формовки используют две или несколько опок. Опоки изготавливаются в виде ящиков, которые могут быть соединены друг с другом и скреплены между собой. Модель утапливается в нижней части опоки вплоть до её самого широкого поперечного сечения. Затем монтируется верхняя часть модели. К нижней части опоки зажимами прикрепляется верхняя и туда добавляется и утрамбовывается формовочная смесь таким образом чтобы она полностью закрывала модель. В необходимых местах устанавливаются литники и выпора. Затем опока половинится и из неё вынимается модель, деревянные литники и выпора.
Охлаждение металла
Для управления кристаллизацией структуры металла, в форму можно поставить металлические пластины, холодильники. Соответственно быстрое локальное охлаждения образует более детальную структуру металла в этих местах. В черной отливке эффект аналогичен закалке металла в кузнице. В других металлах, холодильники могут быть использованы для управления направленной кристаллизации отливки. При управлении способом охлаждения литья можно предотвратить внутренние пустоты или пористость внутри литья.
Производство
Для получения полостей в отливке, например, для охлаждающей жидкости в блоке двигателя и головок цилиндров используются стержни. Обычно стержни для литья ставятся в форму после удаления модели. После сушки опоку с формой устанавливают на литейный плац для заполнения расплавленным металлом, обычно сталь, бронза, латунь, алюминий, магний и цинк. После заполнения жидким металлом опоки не трогают до охлаждения отливки. После выбивки отливки, стержни удаляются из литья. Металл литников и прибылей любым способом должен быть отделен от отливки. Различные термические обработки могут быть использованы для снятия напряжений от первоначального охлаждения и добавить твёрдости в случае закалки в воде или масле. Поверхность литья может быть дополнительно упрочена дробеструйной обработкой, которая добавляет устойчивости к растрескиванию, растягивает и разглаживает шероховатую поверхность.
Разработка технологии
Чтобы было возможным удалить модель не нарушая целостности формовочной смеси все части модели должны быть предварительно рассчитаны технологом и иметь знаковые части для установки стержней. Небольшой уклон должен использоваться на поверхностях, перпендикулярных линии разъема, для того, чтобы была возможность удалить модель из формы. Это требование также распространяется на стержни, так как они должны быть удалены из полостей, которые они образуют. Выпора и стояки должны быть расположены так, чтобы обеспечить оптимальный поток металла в форму и газов из неё для того, чтобы избежать недолива литья.
Способы литья в землю
Различают два способа литья в песчаные формы, первый с использованием «сырого» песка, так называемые сырые формы, а второй метод — жидкостекольный.
Сырые формы
Мокрый песок, используются, чтобы сделать форму в опоке. Название произошло от того, что мокрым песком пользуются в процессе формования. «Сырой песок» – это смесь:
-кремнеземистый песок (SiO2), или хромистые пески (FeCr2O), или циркониевый песок (ZrSiO4), от 75 до 85%, и другие составляющие, включая графит, глину от 5 до 11%, воды от 2 до 4%, других неорганических элементов от 3 до 5%, антрацит до 1%.
Есть много формовочных смесей с глиной, но все они различны по пластичным свойствам смеси, качеству поверхности, а также возможностью применения в литье расплавленного металла в отношении пропускной способности для выхода газов. Графит, как правило, содержится в соотношении не более 5%, он частично сгорает при соприкосновении с расплавленным металлом с образованием и выделением органических газов. Сырые смеси как правило для литья цветных металлов не используются, так как сырые формы приводят к сильному окислению, особенно медного и бронзового литья. Сырые песчаные формы для литья алюминия не используют. Для алюминиевого литья используют более качественные формовочные смеси. Выбор песка для формовки зависит от температуры заливки металла. Температура заливки меди, стали и чугуна выше других металлов, поэтому, глина от воздействия высокой температуры далее не регенерируется. Для заливки чугуна и стали на основе железа как правило, работают с кварцевым песком – он относительно недорог по сравнению с другими песками. Так как глина выгорает, в новую порцию песчаной смеси добавляют новую порцию глины и некоторую часть старого песка. Кремний является нежелательным в песке, т.к. зерна кварцевого песка имеют тенденцию взрываться при воздействии высокой температуры во время заливки формы. Эти частицы находятся во взвешенном состоянии в воздухе, что может привести к силикозу у рабочих. В литейном цехе имеется активная вентиляция для сбора пыли. Мелкие древесные опилки (древесная мука) добавляется, чтобы создать место, при ее выгорании, для зерен песка, когда они расширяются без деформации формы.
Технология ЖСС (жидко-стекольная смесь)
Эта технология состоит в следующем:
в состав формовочной смеси входит прокаленный песок без глины, затем его в специальной емкости перемешивают с жидким стеклом и перемешанной массой заливают модель. Залитую форму накалывают для последующего подвода углекислоты. Опоку накрывают колпаком и подают газ СО2. После чего залитый формовочный состав ЖСС приобретает твердость.
В обоих методах, песчаная смесь остается вокруг модельной оснастки, образуя полости формы для заливки металла. Формовка жидкостекольными смесями позволяет получить две полуформы, которые после затвердевания собирают. Модель удаляется, образуя полость формы. Эту полость заливают жидким металлом. После того, как металл остыл отливки очищают от формовочного состава. Форма из ЖСС полностью разрушается при извлечении отливки.
Точность литья напрямую связана с типом формовочной смеси и формовки. Сырые формы создают на поверхности отливки повышенную шероховатость. Поэтому литье в землю можно сразу отличить от литья по ЖСС и ХТС. Литье в формы из мелкого песка значительно чище и менее шероховато. Технология ЖСС позволяет изготавливать отливки с гладкой поверхности, особенно при использовании пластиковых моделей. В отдельных случаях, например при литье корпусных деталей, можно обойтись даже без механической обработки на больших поверхностях – это позволяет отливать крупногабаритные чугунные блоки цилиндров. Остатки пригоревшей к отливке формовочной смеси удаляются дробеструйной обработкой.
С 1950 года, частично автоматизированные литейные процессы литья были переработаны для полностью автоматизированных производственных линий.
Холодно твердеющая смесь (литье в ХТС)
Использование органических и неорганических связующих, которые укрепляют формы для литья химически связывают песок. Этот тип формовки получил свое название от того, что он не требует просушки, как другие виды песчаной формовки. Литье в ХТС является более точным, чем литье в землю. Размеры форм ХТС меньше, чем при литье в песчаные смеси, но дороже. Таким образом, ХТС используется реже, в тех случаях, когда требуется более качественное литье. Наше предприятие готово поставлять вам отливки по ХТС.
Формовка ХТС
Формы из холодно твердеющей смеси, требуют быстрой формовки, в отличие от песчано-глинистых смесей, т.к. они содержат быстро твердеющие жидкие смолы, ускорители затвердевания и катализаторы. Вместо трамбовки смеси (как при литье в землю), формовочную смесь ХТС заливают в опоку и дожидаются, когда смола затвердеет. Обычно затвердевание происходит при комнатной температуре в течение 20 минут. Литье в ХТС значительно улучшает качество необработанных поверхностей стальной отливки по сравнению с другими технологиями литья в песчаных формах. Обычно для изготовления модельной оснастки по ХТС используют дерево, металл или пластик МДФ. Чаще других формовка холодно твердеющими смесями применяется при литье меди, литье алюминия, углеродистой стали, жаропрочной и нержавеющей стали, а также легированного чугуна, так как значительно снижает вероятность образования литейного брака.