
ГОСТ 14953-80 Зенковки конические. Технические условия
ГОСТ 14953-80
Зенковки конические. Технические условия


















Наши события —>
Разделы
- Главная
- Новости
- Статьи
- Объявления
- Форум
- Организации
- Справочники
- Документы
- Мероприятия
- Издания
- Лица отрасли
О портале
Сервисы
- СКЛАД, Тендеры, Маркет
- Расчёт веса кабеля
- Расшифровка марки кабеля
- Расчёт схемы погрузки КПП
- Фото,Видео
- На карте
- ГОСТы, СНиП
- Вакансии, резюме
- Рейтинг сайтов
- Мобильные приложения
- Версия для мобильных
- RSS-ленты
- English version
Медиахолдинг «РусКабель»
- Портал «RusCable.Ru»
- RusCable Insider Digest
- ЭНЕРГОСМИ
- ElektroPortal.Ru
- Поисковая система «1EL.ru»
- Премия RCWA
- Желтая страница электротехники
- Проект «ПУНП.РФ»
- Проект «ОГНЕСТОЙКОСТЬ.РФ»
- Хроники Cabex
- Совещание 8 декабря
- «RusCableCLUB» (гимн клуба)
- Производственный
календарь 2018 (pdf, 1.4 МБ)
- Главная
- Новости
- Статьи
- Объявления
- Форум
- Организации
- Справочники
- Документы
- Мероприятия
- Издания
- Лица отрасли
- О RusCable
- Отзывы
- Медиа-кит (pdf, 4,8 МБ)
- Презентация (pdf, 6 МБ)
- Корпоративный календарь (pdf, 15 МБ)
- Реклама на портале
- Спецпроект «Выживет сильнейший»
- Карта сайта
- Поиск по сайту
- Сообщение администрации
- FacebookВКонтактеTwitterYouTubeInstagramTelegram+7 (999) 003-33-36
- СКЛАД, Тендеры, Маркет
- Расчёт веса кабеля
- Расшифровка марки кабеля
- Расчёт схемы погрузки КПП
- Фото,Видео
- На карте
- ГОСТы, СНиП
- Вакансии, резюме
- Рейтинг сайтов
- Мобильные приложения
- Версия для мобильных
- RSS-ленты
- English version
- Портал «RusCable.Ru»
- RusCable Insider Digest
- ЭНЕРГОСМИ
- ElektroPortal.Ru
- Поисковая система «1EL.ru»
- Премия RCWA
- Желтая страница электротехники
- Проект «ПУНП.РФ»
- Проект «ОГНЕСТОЙКОСТЬ.РФ»
- Хроники Cabex
- Совещание 8 декабря
- «RusCableCLUB» (гимн клуба)
- Производственный
календарь 2018 (pdf, 1.4 МБ)
 Онлайн-приёмная секции «Кабельная промышленность» Консультативного Совета при председателе Комитета по энергетике ГД РФ
Онлайн-приёмная секции «Кабельная промышленность» Консультативного Совета при председателе Комитета по энергетике ГД РФ
Зенковка – виды инструмента и особенности обработки зенкованием
Зенковка и зенкер относятся к категории металлорежущих инструментов, специально предназначенных для обработки отверстий различной конфигурации. При помощи таких инструментов, а также приспособлений и оборудования для их использования в соответствие с требуемыми значениями приводятся следующие параметры отверстий: шероховатость внутренних поверхностей, конусность и соосность.

Зенкеры и зенковки предназначены для работы с теми же инструментами, что и сверла (дрелями, сверлильными и токарными станками)
Ознакомиться с требованиями ГОСТ к коническим зенковкам можно, скачав документ в формате pdf по ссылке ниже.
Виды инструментов для обработки отверстий
И зенковка, и зенкер по своим геометрическим параметрам должны соответствовать требованиям, которые указывают соответствующий ГОСТ или Технические условия (ТУ). Рабочая часть зенкера состоит из множества режущих лезвий. Используется он для того, чтобы выполнять обработку отверстий, предварительно полученных методом сверления. В зависимости от конструктивного исполнения и сферы применения различают следующие виды зенкеров.
- Цилиндрические инструменты, на рабочую часть которых нанесено покрытие из износоустойчивого материала. Зенкеры данного типа, требования к которым регламентирует ГОСТ 12489-71, выпускаются с диаметрами от 10 до 20 мм.
- Цельные зенкеры конического типа, выпускаемые в диапазоне диаметров 10–40 мм. Материалом для изготовления этих инструментов, характеристики которых должны соответствовать требованиям ТУ 2-035-923-83, может выступать легированная быстрорежущая сталь, а также инструментальные стальные сплавы. При этом на рабочую поверхность такого зенкера наносится износоустойчивое покрытие. Инструменты, относящиеся к данной категории, могут использоваться для обработки отверстий, выполненных в стальных и чугунных деталях.
- Зенкеры цельного насадного типа, диаметр которых может находиться в интервале 32–80 мм. Они изготавливаются в соответствии с требованиями, которые устанавливает ГОСТ 12489-71.
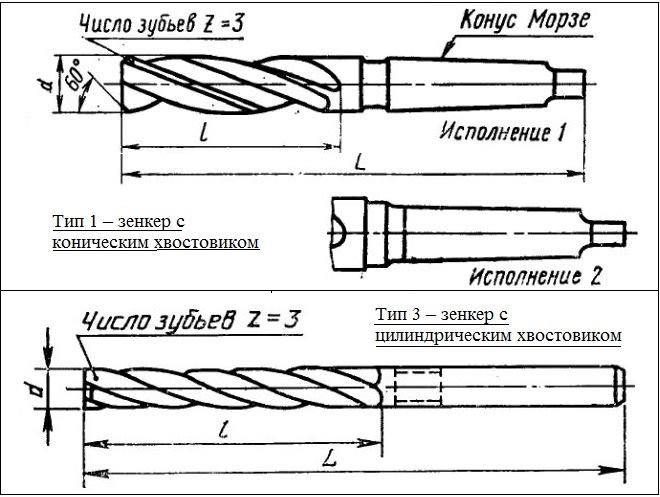
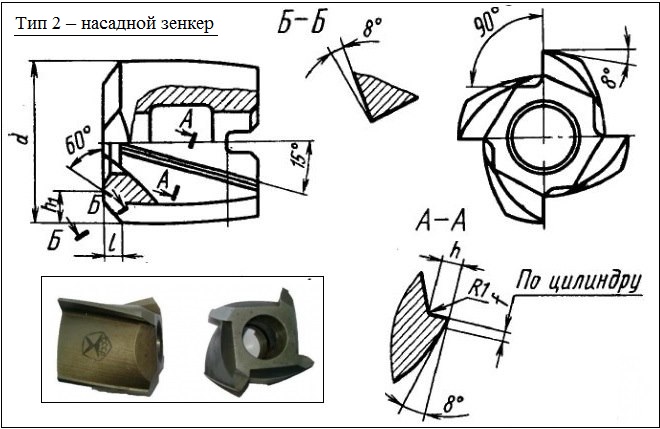
- Конические зенкеры, которые могут быть двух типов: тип 1, выпускаемый по ГОСТ 3231-71, и тип 2 – насадной зенкер, требования к характеристикам которого регламентируются положениями того же нормативного документа. Зенкеры двух данных типов отличаются только наличием пластин на их рабочей части, которые изготавливаются из твердосплавного материала.

Зенкер с направляющей цапфой
Зенковка также относится к категории многолезвийных режущих инструментов, но от зенкера ее отличает перечень технологических задач, которые можно решать с ее помощью. В частности, используя ее, можно выполнять углубления в предварительно выполненных отверстиях, формировать на их поверхности фаски и т.д. Различают следующие виды зенковок в зависимости от их конструктивного исполнения.
- Конические зенковки, рабочая поверхность которых может изготавливаться с углами 60, 90 и 120°. Производство таких зенковок регламентирует ГОСТ 14953-80Е, а используются они для обработки отверстий под крепежные элементы, металлические изделия, а также для снятия внутренних фасок.
- Зенковки цилиндрического типа, которые могут выпускаться с коническим или цилиндрическим хвостовиком, а также с износоустойчивым покрытием на рабочей поверхности. Нормативным документом, положениями которого регламентируются требования к характеристикам цилиндрических зенковок, является ГОСТ 2И22-2-80. При помощи такого инструмента обычно обрабатывают поверхности опорного типа.
Сферы применения зенковки
Зенкование и зенкерование, несмотря на то, что используются для обработки предварительно подготовленных отверстий, имеют ряд принципиальных отличий. Основным назначением зенкования является формирование в верхней части предварительно подготовленного отверстия конических или цилиндрических углублений, которые необходимы для того, чтобы скрывать головки используемых крепежных элементов.

Коническая зенковка с хвостовиком Морзе тип 8, материал режущей части — сталь HSS (аналог Р6М5)
По степени чистоты формируемого в процессе выполнения зенкования углубления такую технологическую операцию относят к получистовой. Как правило, ее выполняют перед развертыванием отверстий в заготовках из различных материалов. В качестве оборудования, на котором выполняется зенкование, могут использоваться сверлильные, токарные, фрезерные и расточные станки. Отличительной особенностью такой технологической операции является то, что выполняют ее на малых оборотах, совершаемых зенковкой или обрабатываемой заготовкой.
По конструктивному исполнению различают зенковки:
- конические (ГОСТ 14953-80);
- цилиндрического типа.

Типы конических зенковок
Отдельную категорию зенковок составляют шарошки, которые изготавливаются из твердосплавных материалов и используются преимущественно для выполнения шлифовально-обдирочных работ. Еще одним типом зенковок, которые применяются для обработки и снятия фасок в отверстиях, расположенных в труднодоступных местах, являются инструменты обратного типа. Специалисты, которые часто работают с зенковками данного типа, предпочитают иметь в своем распоряжении целые их наборы, которые позволяют выполнять обработку отверстий с различными геометрическими параметрами.

Шарошка – разновидность зенковки, используемая для прирезки клапанов двигателя внутреного сгорания
Выпускаемые по ГОСТ 14953-80 зенковки конические имеют стандартную конструкцию, составными элементами которой являются хвостовик и рабочая часть с передним концом, заточенным под конус. Угол конуса, который формируют боковые поверхности передней части такой зенковки, может составлять 60, 75, 90 или 120°. ГОСТ 14953-80 регламентирует и количество зубьев на рабочей части, которое зависит от ее диаметра.
Так, на зенковках различных диаметров (12–60 мм) может содержаться от шести до двенадцати режущих зубьев. В зависимости от длины используемого для обработки инструмента, которая также регламентируется положениями нормативного документа, для его поддержки на станке может использоваться цапфа, обеспечивающая соосность формируемой поверхности.
Типы стандартных конических зенковок
Цилиндрические зенковки, в отличие от конического инструмента (выпускаемого по требованиям, которые оговаривает ГОСТ 14953-80), целенаправленно используются для подрезания фасок под металлические изделия. Рабочая часть такой зенковки, обычно имеющая износоустойчивое покрытие, напоминает сверло, но отличается от него большим количеством режущих зубьев. В зависимости от диаметра рабочей части, на ней может быть от 4 до 10 режущих зубьев. Чтобы надежно зафиксировать положение такого инструмента в процессе его работы, на его торце имеется специальная направляющая цапфа – цельная или съемная. Наиболее удобными и практичными в использовании являются зенковки со съемными цапфами. Кроме того, для большей эффективности выполняемой обработки на зенковку могут устанавливать дополнительную режущую насадку.
Для того чтобы при помощи одной зенковки обработать несколько отверстий на одну глубину, инструмент оснащают специальной державкой с ограничителем, который может быть неподвижным или вращающимся. Режущий инструмент в таком случае крепится в державке, а его рабочая часть выступает из ее упора на величину, равную глубине обрабатываемого отверстия.

Эти фаски на отверстиях были выполнены конической зенковкой
Материалом для изготовления зенковок могут служить различные металлы и сплавы, в частности:
- углеродистые инструментальные стали;
- легированные быстрорежущие стальные сплавы;
- твердосплавные материалы.
Для обработки отверстий, выполненных в мягких металлах, а также в таких материалах, как дерево или пластик, применяются зенковки, изготовленные из стальных сплавов. Если же необходимо выполнять обработку отверстий, которые выполнены в изделиях из более твердых металлов, то для этого используют твердосплавные зенковки. Последние в состоянии выдерживать значительные нагрузки, возникающие при обработке металлов с высокой твердостью.
Классификация зенкеров
Инструменты для зенкерования в зависимости от особенностей своей конструкции могут быть:
- хвостовыми;
- насадными;
- сборными;
- цельными.
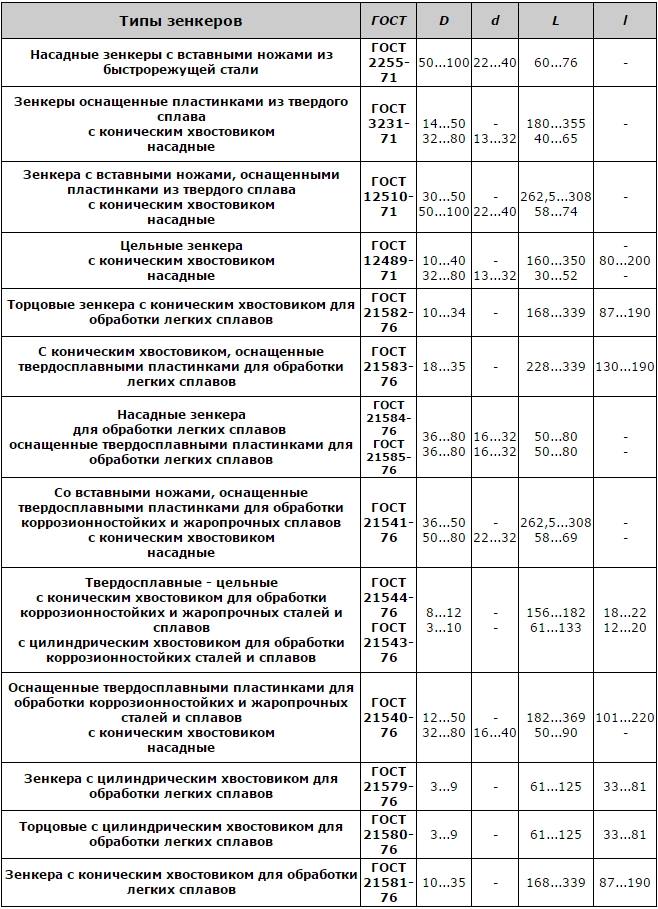
Типы стандартизированных зенкеров
Рабочая часть такого инструмента, как было сказано выше, напоминает сверло, но при этом отличается большим количеством режущих кромок. Зенкер может быть изготовлен из легированных быстрорежущих и инструментальных, а также высоколегированных сталей или твердых сплавов. Режущие кромки зенкеров, изготовленных из инструментальных сталей, затачиваются под углом 45–60°, а выполненных из твердых сплавов – под углом 60–75°.
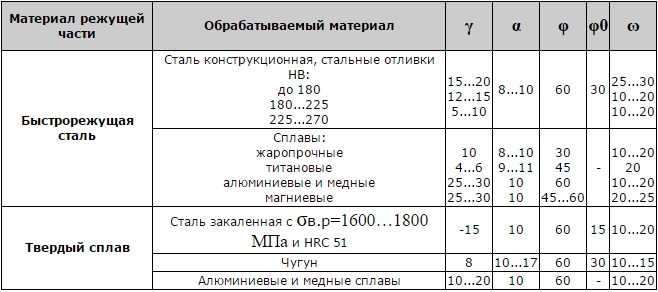
Параметры режущей части зенкеров
Зенкерами, рабочая часть которых заточена под конус, обрабатывают неглубокие отверстия соответствующей конфигурации. Отличительной особенностью инструментов данного типа является наличие на их плоской передней поверхности прямых зубьев. Количество режущих зубьев на рабочей поверхности инструментов данной категории варьируется от 6 до 12.
На технологическую операцию зенкерования, выполняемую после предварительного сверления отверстий, оставляется припуск 1–3 мм, точная величина которого зависит от диаметра обрабатываемого отверстия и характеристик самой заготовки. Наиболее сложно осуществляется зенкерование отверстий в заготовках, полученных методом литья и ковки. Чтобы инструмент легче заходил в отверстия, выполненные в таких деталях, предварительно выполняют растачивание на глубину 5–10 мм.
Зенкер может также работать в режиме резания, для этого ему сообщают более высокую скорость подачи (в полтора-два раза), чем при обычном рассверливании. Глубина резания, которую способен обеспечить зенкер, составляет примерно половину припуска, оставляемого на диаметр отверстия. При зенкеровании отверстий инструментами из быстрорежущих сталей применяют специальную эмульсию для охлаждения обрабатываемой заготовки и инструмента, при применении твердосплавного зенкера такого охлаждения выполнять не требуется.
Специалисты рекомендуют учитывать, что зенкерование, несмотря на высокую точность, может сопровождаться образованием дефектов различного характера.
ГОСТ 14953-80
Зенковки конические. Технические условия

Купить ГОСТ 14953-80 — бумажный документ с голограммой и синими печатями. подробнее
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Распространяется на конические зенковки для обработки центровых отверстий по ГОСТ 14034 и конические зенковки с углом при вершине 90° для обработки конических опорных поверхностей по ГОСТ 12876.
- Заменяет ГОСТ 14953-69
- Заменяет МН 725-60
Издание (август 2003 г.) с Изменениями № 1, 2
- Изменение №1 для ГОСТ 14953-80
- Изменение №2 для ГОСТ 14953-80
- Поправка для ГОСТ 14953-80
Оглавление
1 Типы и основные размеры
2 Технические требования
3 Правила приемки
4 Методы испытаний
5 Маркировка, упаковка, транспортирование и хранение
Приложение 1 (рекомендуемое) Конструктивные размеры и геометрические параметры зенковок
| Дата введения | 01.01.1982 |
|---|---|
| Добавлен в базу | 01.09.2013 |
| Актуализация | 01.02.2020 |
Этот ГОСТ находится в:
- Раздел Экология
- Раздел 25 МАШИНОСТРОЕНИЕ
- Раздел 25.100 Режущие инструменты
- Раздел 25.100.30 Сверла, зенковки, развертки
- Раздел 25.100 Режущие инструменты
- Раздел 25 МАШИНОСТРОЕНИЕ
- Раздел Электроэнергия
- Раздел 25 МАШИНОСТРОЕНИЕ
- Раздел 25.100 Режущие инструменты
- Раздел 25.100.30 Сверла, зенковки, развертки
- Раздел 25.100 Режущие инструменты
- Раздел 25 МАШИНОСТРОЕНИЕ
Организации:
| 30.12.1980 | Утвержден | Государственный комитет СССР по стандартам | 6138 |
|---|---|---|---|
| Издан | ИПК Издательство стандартов | 2003 г. | |
| Издан | Издательство стандартов | 1981 г. | |
| Разработан | Министерство станкостроительной и инструментальной промышленности СССР |
Taper countersinks. Specifications
- ГОСТ 1050-88Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия. Заменен на ГОСТ 1050-2013.
- ГОСТ 9.014-78Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
- ГОСТ 4543-71Прокат из легированной конструкционной стали. Технические условия. Заменен на ГОСТ 4543-2016.
- ГОСТ 2789-73Шероховатость поверхности. Параметры и характеристики
- ГОСТ 9378-93Образцы шероховатости поверхности (сравнения). Общие технические условия
- ГОСТ 5950-2000Прутки, полосы и мотки из инструментальной легированной стали. Общие технические условия
- ГОСТ 12876-67Поверхности опорные под крепежные детали. Размеры
- ГОСТ 14034-74Отверстия центровые. Размеры
- ГОСТ 15527-70Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки. Заменен на ГОСТ 15527-2004.
- ГОСТ 18088-83Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
- ГОСТ 19265-73Прутки и полосы из быстрорежущей стали. Технические условия
- ГОСТ 23726-79Инструмент металлорежущий и дереворежущий. Приемка
- ГОСТ 25557-82Конусы инструментальные. Основные размеры. Заменен на ГОСТ 25557-2006.
- ГОСТ 25706-83Лупы. Типы, основные параметры. Общие технические требования
- ГОСТ 2848-75Конусы инструментов. Допуски. Методы и средства контроля
- ГОСТ 8.051-81Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
- ГОСТ 9013-59Металлы. Метод измерения твердости по Роквеллу
- Показать все
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
- Сканы страниц ГОСТа
- Текст ГОСТа
ЗЕНКОВКИ КОНИЧЕСКИЕ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЗЕНКОВКИ КОНИЧЕСКИЕ
Технические условия
Taper countersinks. Specifications
МКС 25.100.30 ОКП 39243
Дата введения 01.01.82
Настоящий стандарт распространяется на конические зенковки для обработки центровых отверстий по ГОСТ 14034 и конические зенковки с углом при вершине 90° для обработки конических опорных поверхностей по ГОСТ 12876, изготовляемые для потребностей экономики страны и для экспорта.
(Измененная редакция, Изм. № 1).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
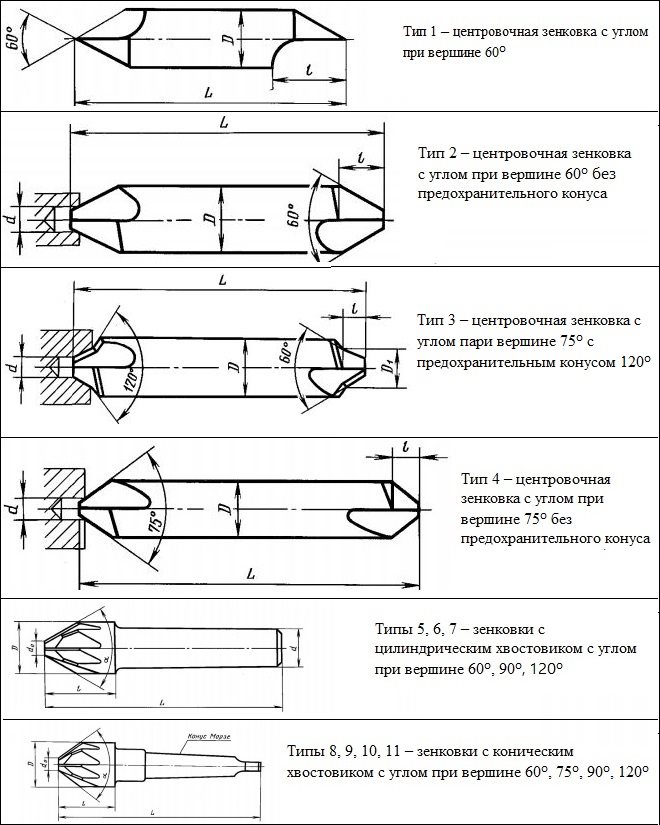
1.1. Конические зенковки должны изготовляться типов:
1 — зенковки с углом при вершине 60° центровочные;
2 — зенковки центровочные для центровых отверстий с углом при вершине 60° без предохранительного конуса;
3 — зенковки центровочные для центровых отверстий с углом при вершине 60°с предохранительным конусом 120°;
4 — зенковки центровочные для центровых отверстий с углом при вершине 75° без предохранительного конуса;
5 — зенковки с углом при вершине 60° с цилиндрическим хвостовиком;
6 — зенковки с углом при вершине 90°с цилиндрическим хвостовиком;
7 — зенковки с углом при вершине 120° с цилиндрическим хвостовиком;
8 — зенковки с углом при вершине 60° с коническим хвостовиком;
9 — зенковки с углом при вершине 75° с коническим хвостовиком;
10 — зенковки с углом при вершине 90° с коническим хвостовиком;
11 — зенковки с углом при вершине 120° с коническим хвостовиком.
1.2. Основные размеры зенковок должны соответствовать указанным на черт. 1—6 и в табл.
Пример условного обозначения зенковки типа 1, диаметром D = 5 мм:
Издание официальное Перепечатка воспрещена
© Издательство стандартов, 1981 © ИПК Издательство стандартов, 2003
Наружный диаметр зенковки D, мм
Приемочные значения периодов стойкости, мин
12,5; 14,0; 16,0; 20,0; 25,0
5.2. Вариант внутренней упаковки зенковок — ВУ-1 по ГОСТ 9.014.
5.1, 5.2. (Измененная редакция, Изм. № 1, 2).
5.3. Остальные требования к упаковке, маркировке, транспортированию и хранению — по ГОСТ 18088.
(Введен дополнительно, Изм. № 1).
Разд. 6. (Исключен, Изм. № 1).
ГОСТ 14953-80 С. 11
ПРИЛОЖЕНИЕ 1 Рекомендуемое
КОНСТРУКТИВНЫЕ РАЗМЕРЫ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ЗЕНКОВОК
1. Конструктивные размеры и геометрические параметры зенковок должны соответствовать указанным на черт. 1—6 и в табл. 1—6.
ГОСТ 14953-80 С. 13
* Размер на малом диаметре.
Продолжение табл. 6
* Размер на малом диаметре.
(Измененная редакция, Изм. № 1).
2. Для зенковок типов 1—4 задний угол на периферии режущей части в плоскости, параллельной оси зенковки, равен 14—11°.
ПРИЛОЖЕНИЕ 2. (Исключено, Изм. № 1).
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН в ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.12.80 № 6138
3. Стандарт полностью соответствует СТ СЭВ 698—77 и СТ СЭВ 699—77
4. ВЗАМЕН ГОСТ 14953-69, МН 725-60
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, по который дана ссылка
Вводная часть, 4.2
Вводная часть, 1.4, 4.2
6. Ограничение срока действия снято Постановлением Госстандарта СССР от 11.10.91 № 1607
7. ИЗДАНИЕ (август 2003 г.) с Изменениями № 1, 2, утвержденными в декабре 1986 г., марте 1989 г. (НУС 3-87, 6-89)
Редактор Л. В. Коретникова Технический редактор О.Н. Власова Корректор М.С. Кабашова Компьютерная верстка С.В. Рябовой
Изд. лиц. № 02354 от 14.07.2000. Сдано в набор 07.07.2003. Подписано в печать 10.09.2003. Усл.печ.л. 2,32. Уч.-изд.л. 1,40.
Тираж 106 экз. С 11821. Зак. 775.
ИПК Издательство стандартов, 107076 Москва, Колодезный пер., 14. http://www.standards.ru e-mail: info@standards.ru
Набрано в Издательстве на ПЭВМ Филиал ИПК Издательство стандартов — тип. “Московский печатник”, 105062 Москва, Лялин пер., 6.
Пример условного обозначения зенковки типа 2, диаметром D = 5 мм:
Зенковка 2353-0083 ГОСТ 14953-80 Тип 3
ГОСТ 14953-80 С. 3
Пример условного обозначения зенковки типа 3, диаметром D = 5 мм:
Пример условного обозначения зенковки типа 4, диаметром D = 6,3 мм:
Обозначение зенковки типа 5
Обозначение зенковки типа 6
Обозначение зенковки типа 7
Продолжение табл. 5
Обозначение зенковки типа 6
Обозначение зенковки типа 7
Пример условного обозначения зенковки типа 6, диаметром D — 10 мм:
Обозначение зенковки типа 8
Обозначение зенковки типа 9
Обозначение зенковки типа 10
Обозначение зенковки типа 11
ГОСТ 14953-80 С. 5
Продолжение табл. 6
Обозначение зенковки типа 8
Обозначение зенковки типа 9
Обозначение зенковки типа 10
Обозначение зенковки типа 11
Пример условного обозначения зенковки типа 8, диаметром D = 16 мм:
(Измененная редакция, Изм. № 1).
1.3. Размеры конусов Морзе — по ГОСТ 25557. Допуск конусов Морзе АТ8 —по ГОСТ 2848.
1.4. Центровые отверстия формы А (допускается формы R) по ГОСТ 14034, у зенковок с d0 х по ГОСТ 25706.
4.8—4.11. (Введены дополнительно, Изм. № 1).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На шейке, хвостовике или державке зенковки должны быть четко нанесены:
а) товарный знак предприятия-изготовителя;
б) диаметр d для зенковок типов 2—4 или диаметр D у зенковок типов 1,5—11;
в) угол конуса зенковки;
г) обозначение зенковки (последние четыре цифры);
д) марка стали режущей части (на зенковках из быстрорежущей стали).
Примечания: 1. На зенковках типов 1—4 диаметром D от 5 до 8 мм и типов 5—7 диаметром D от 8 до 12,5 мм допускается маркировать только данные, указанные в подпунктах а, б, в.
2. Маркировку на хвостовиках или державках зенковок допускается наносить электрохимическим, химическим или другим способом, не влияющим на качество поверхности и при условии сохранения их геометрических форм, а также в выточке для маркировки.
3. (Исключено, Изм. № 1).
4. Марку стали Р6М5 и Р6АМ5 допускается не маркировать.
5. Допускается маркировать вместо марки быстрорежущей стали буквы «HS» для стали с содержанием вольфрама до 3 % включительно, буквы «HSS» — для стали с содержанием вольфрама 6 % и более, буквы «HSSCo» — для стали с содержанием кобальта, с указанием марки стали на этикетках.
ГОСТ 14953-80 Зенковки конические. Технические условия
Текст ГОСТ 14953-80 Зенковки конические. Технические условия
ГОСТ 14953-80
ЗЕНКОВКИ КОНИЧЕСКИЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЗЕНКОВКИ КОНИЧЕСКИЕ
Технические условия
Taper countersinks. Specifications
МКС 25.100.30 ОКП 39243
Дата введения 01.01.82
Настоящий стандарт распространяется на конические зенковки для обработки центровых отверстий по ГОСТ 14034 и конические зенковки с углом при вершине 90° для обработки конических опорных поверхностей по ГОСТ 12876, изготовляемые для потребностей экономики страны и для экспорта.
(Измененная редакция, Изм. № 1).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Конические зенковки должны изготовляться типов:
1 — зенковки с углом при вершине 60° центровочные;
2 — зенковки центровочные для центровых отверстий с углом при вершине 60° без предохранительного конуса;
3 — зенковки центровочные для центровых отверстий с углом при вершине 60°с предохранительным конусом 120°;
4 — зенковки центровочные для центровых отверстий с углом при вершине 75° без предохранительного конуса;
5 — зенковки с углом при вершине 60° с цилиндрическим хвостовиком;
6 — зенковки с углом при вершине 90°с цилиндрическим хвостовиком;
7 — зенковки с углом при вершине 120° с цилиндрическим хвостовиком;
8 — зенковки с углом при вершине 60° с коническим хвостовиком;
9 — зенковки с углом при вершине 75° с коническим хвостовиком;
10 — зенковки с углом при вершине 90° с коническим хвостовиком;
11 — зенковки с углом при вершине 120° с коническим хвостовиком.
1.2. Основные размеры зенковок должны соответствовать указанным на черт. 1—6 и в табл.

Пример условного обозначения зенковки типа 1, диаметром D = 5 мм:
Зенковка 2353-0081 ТОСТ 14953-80
Издание официальное Перепечатка воспрещена
© Издательство стандартов, 1981 © ИПК Издательство стандартов, 2003

Пример условного обозначения зенковки типа 2, диаметром D = 5 мм:
Зенковка 2353-0083 ГОСТ 14953—80 Тип 3

Пример условного обозначения зенковки типа 3, диаметром D = 5 мм:
Зенковка 2357-0001 ГОСТ 14953-80
Пример условного обозначения зенковки типа 4, диаметром D = 6,3 мм:
Зенковка 2353-0089 ГОСТ 14953-80

Обозначение зенковки типа 5
Обозначение зенковки типа 6
Обозначение зенковки типа 7
Продолжение табл. 5
Обозначение зенковки типа 5
Обозначение зенковки типа 6
Обозначение зенковки типа 7
Пример условного обозначения зенковки типа 6, диаметром D = 10 мм:
Зенковка 2353-0108 ТОСТ 14953-80

Обозначение зенковки типа 8
Обозначение зенковки типа 9
Обозначение зенковки типа 10
Обозначение зенковки типа 11
Продолжение табл. 6
Обозначение зенковки типа 8
Обозначение зенковки типа 9
Обозначение зенковки типа 10
Обозначение зенковки типа 11
Пример условного обозначения зенковки типа 8, диаметром D = 16 мм:
Зенковка 2353-0121 ГОСТ 14953-80
(Измененная редакция, Изм. № 1).
1.3. Размеры конусов Морзе — по ГОСТ 25557. Допуск конусов Морзе АТ8 —по ГОСТ 2848.
1.4. Центровые отверстия формы А (допускается формы R) по ГОСТ 14034, у зенковок с d0 х по ГОСТ 25706.
4.8—4.11. (Введены дополнительно, Изм. № 1).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На шейке, хвостовике или державке зенковки должны быть четко нанесены:
а) товарный знак предприятия-изготовителя;
б) диаметр d для зенковок типов 2—4 или диаметр D у зенковок типов 1,5—11;
в) угол конуса зенковки;
г) обозначение зенковки (последние четыре цифры);
д) марка стали режущей части (на зенковках из быстрорежущей стали).
Примечания: 1. На зенковках типов 1—4 диаметром 7) от 5 до 8 мм и типов 5—7 диаметром D от 8 до 12,5 мм допускается маркировать только данные, указанные в подпунктах а, б, в.
2. Маркировку на хвостовиках или державках зенковок допускается наносить электрохимическим, химическим или другим способом, не влияющим на качество поверхности и при условии сохранения их геометрических форм, а также в выточке для маркировки.
3. (Исключено, Изм. № 1).
4. Марку стали Р6М5 и Р6АМ5 допускается не маркировать.
5. Допускается маркировать вместо марки быстрорежущей стали буквы «HS» для стали с содержанием вольфрама до 3 % включительно, буквы «HSS» — для стали с содержанием вольфрама 6 % и более, буквы «HSSCo» — для стали с содержанием кобальта, с указанием марки стали на этикетках.
Наружный диаметр зенковки D, мм
Приемочные значения периодов стойкости, мин
ГОСТ Зенковки конические. Технические условия
- Людмила Кучина 3 лет назад Просмотров:
1 ГОСТ Зенковки конические. Технические условия Дата введения Информационные данные 1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от N Стандарт полностью соответствует СТ СЭВ и СТ СЭВ ВЗАМЕН ГОСТ , МН ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
2 6. Ограничение срока действия снято Постановлением Госстандарта СССР от N ИЗДАНИЕ (август 2003 г.) с Изменениями N 1, 2, утвержденными в декабре 1986 г., марте 1989 г. (ИУС 3-87, 6-89) Настоящий стандарт распространяется на конические зенковки для обработки центровых отверстий по ГОСТ и конические зенковки с углом при вершине 90 для обработки конических опорных поверхностей по ГОСТ 12876, изготовляемые для потребностей экономики страны и для экспорта. 1. Типы и основные размеры 1.1. Конические зенковки должны изготовляться типов: 1 — зенковки с углом при вершине 60 центровочные; 2 — зенковки центровочные для центровых отверстий с углом при вершине 60 без предохранительного конуса; 3 — зенковки центровочные для центровых отверстий с углом при вершине 60 с предохранительным конусом 120 ; 4 — зенковки центровочные для центровых отверстий с углом при вершине 75 без предохранительного конуса;
3 5 — зенковки с углом при вершине 60 с цилиндрическим хвостовиком; 6 — зенковки с углом при вершине 90 с цилиндрическим хвостовиком; 7 — зенковки с углом при вершине 120 с цилиндрическим хвостовиком; 8 — зенковки с углом при вершине 60 с коническим хвостовиком; 9 — зенковки с углом при вершине 75 с коническим хвостовиком; 10 — зенковки с углом при вершине 90 с коническим хвостовиком; 11 — зенковки с углом при вершине 120 с коническим хвостовиком Основные размеры зенковок должны соответствовать указанным на черт.1-6 и в табл.1-6. Черт.1. Тип 1 Таблица 1 мм Пример условного обозначения зенковки типа 1, диаметром Пример условного обозначения зенковки типа 1, диаметром =5 мм: Зенковка ГОСТ Черт.2. Тип 2 Таблица 2
4 мм Пример условного обозначения зенковки типа 2, диаметром =5 мм: Зенковка ГОСТ Черт.1. Тип 3 Таблица 3 мм
5 Пример условного обозначения зенковки типа 3, диаметром =5 мм: Зенковка ГОСТ Черт.4. Тип 4 Таблица 4 мм Пример условного обозначения зенковки типа 4, диаметром =6,3 мм: Зенковка ГОСТ Черт.5. Типы 5, 6, 7
7 Пример условного обозначения зенковки типа 6, диаметром =10 мм: Зенковка ГОСТ
8 Черт.6. Типы 8, 9, 10, 11 Таблица 6 Размеры, мм
11 Пример условного обозначения зенковки типа 8, диаметром =16 мм: Зенковка ГОСТ Размеры конусов Морзе — по ГОСТ Допуск конусов Морзе АТ8 — по ГОСТ Центровые отверстия формы А (допускается формы R) по ГОСТ 14034, у зенковок с 7 мм со стороны рабочей части центровые отверстия не изготавливать Конструктивные размеры и геометрические параметры зенковок указаны в приложении Технические требования 2.1. (Исключен, Изм. N 2) Зенковки должны изготовляться из быстрорежущей стали по ГОСТ Допускается изготовление зенковок из других марок быстрорежущей стали, обеспечивающих работоспособность и стойкость зенковок, не уступающим зенковкам, изготовленным из быстрорежущей стали по ГОСТ По согласованию с потребителем допускается изготовление зенковок из инструментальной легированной стали марки 9ХС по ГОСТ Зенковки из быстрорежущей стали с цилиндрическим хвостовиком диаметрами от 8 до 16 мм должны изготовляться цельными, диаметрами 20 и 25 мм — сварными. Зенковки из быстрорежущей стали с коническим хвостовиком должны изготовляться сварными. В зоне сварки не допускаются: непровар, кольцевые трещины, поверхностные раковины. Допускается изготовление паяных зенковок с цилиндрическим и коническим хвостовиками диаметрами от 12,5 до 25 мм. В качестве припоя должна применяться латунь марки Л63 по ГОСТ 15527*. * На территории Российской Федерации действует ГОСТ Хвостовики сварных и паяных зенковок должны изготовляться из стали марки 45 по ГОСТ 1050 или марки 40Х по ГОСТ Твердость рабочей части зенковок должна быть: у зенковок из быстрорежущей стали диаметром до 3,15 мм HRC, свыше 3,15 мм HRC ; у зенковок из стали марки 9ХС HRC. Твердость рабочей части зенковок из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1-2 единицы HRC 2.6. Твердость лапок у зенковок с коническим хвостовиком должна быть HRC Поверхность зенковок не должна иметь трещин и следов коррозии. Шлифованные поверхности не должны иметь вмятин и черновин. На передних и задних поверхностях, на поверхностях ленточек и хвостовика не должно быть цветов побежалости. Режущие
12 кромки должны быть острыми, завалы и выкрошенные места на режущих кромках не допускаются Параметры шероховатости поверхностей зенковок по ГОСТ 2789 должны быть, мкм, не более: передних и задних поверхностей зенковок типов: 2.9. На задней поверхности зубьев зенковок типов 5-11 вдоль главных режущих кромок допускается ленточка шириной не более 0,05 мм Предельные отклонения размеров зенковок должны быть не более: Допуск биения режущих кромок зенковочной части у зенковок типов 1-4 относительно поверхности зажимной части, измеренное перпендикулярно к этим кромкам, должен быть для зенковок диаметром: Допуск биения режущих кромок зенковок типов 5-11 относительно поверхности хвостовика, измеренное перпендикулярно к этим кромкам, должен быть 0,05 мм Средний и установленный периоды стойкости зенковок должны быть не менее указанных в табл.7 при условии испытаний, приведенных в разд.4. Таблица 7
14 2.14. Критерием затупления следует считать достижение износа по задней поверхности,
15 который не должен быть более 0,6 мм для зенковок типов 1-4 и 0,8 мм для зенковок типов , (Введены дополнительно, Изм. N 1). 3. Правила приемки 3.1 Правила приемки — по ГОСТ Периодические испытания, в том числе на средний период стойкости, должны проводиться один раз в три года не менее чем на 5 зенковках. Испытания на установленный период стойкости должны проводиться один раз в год не менее чем на 5 зенковках. 4. Методы испытаний 4.1. Испытания зенковок должны проводиться на центровочных, токарных или сверлильных станках с применением патронов и цанг, соответствующих установленным для них нормам точности Зенковки должны испытываться на образцах из стали марок 45 или 50 по ГОСТ 1050, твердостью НВ по предварительно просверленным отверстиям, соответствующим ГОСТ и ГОСТ для зенковок типов 6 и Испытаниям на стойкость подвергаются зенковки диаметром 8 мм для типа 1; 6,3 мм для типов 2-4, 20 мм для типов Допускается дополнительно испытывать зенковки других типоразмеров из числа регламентированных стандартом (Измененная редакция, Изм. N 1) Испытания следует проводить на режимах, указанных в табл.8. Таблица 8
17 Примечания: 1. Частота вращения для зенковок типов 1-4 определяется по диаметру обработанного отверстия, а для зенковок типов по наибольшему диаметру раззенкованного отверстия. Для зенковок типов 7 и 11 отверстие должно быть предварительно раззенковано. 2. При испытании зенковок, изготовленных из стали 9ХС, скорость резания принимается равной 0,6 скорости резания зенковок из быстрорежущей стали Приемочные значения среднего и установленного периодов стойкости не должны быть менее указанных в табл.9. Таблица 9
19 4.5. При испытании на работоспособность каждым рабочим концом зенковки должно быть обработано на длину конической части зенковки три отверстия, и для зенковок типов пять отверстий В качестве смазочно-охлаждающей жидкости должен применяться 5%-ный раствор эмульсола в воде с расходом не менее 5 л/мин После испытаний на работоспособность на режущих кромках зенковок не должно
20 быть вмятин и выкрашиваний и они должны быть пригодны для дальнейшей работы (Измененная редакция, Изм. 1, 2) Контроль внешнего вида осуществляется визуально Контроль параметров зенковок осуществляется средствами контроля, погрешность которых не должна быть более: при измерении линейных размеров — значений, указанных в ГОСТ 8.051; при измерении углов — 35% значений допуска на проверяемый угол; при контроле формы и расположения поверхностей — 25% значений допуска на проверяемый параметр Твердость зенковок измеряется по ГОСТ Параметры шероховатости поверхностей зенковок должны проверяться сравнением с образцами шероховатости по ГОСТ 9378 или с образцовыми инструментами, имеющими значения параметров шероховатости поверхностей не более указанных в п.2.8. Сравнение осуществляется визуально с помощью лупы 2-4 по ГОСТ (Введены дополнительно, Изм. N 1). 5. Маркировка, упаковка, транспортирование и хранение 5.1. На шейке, хвостовике или державке зенковки должны быть четко нанесены: а) товарный знак предприятия-изготовителя; б) диаметр для зенковок типов 2-4 или диаметр у зенковок типов 1,5-11; в) угол конуса зенковки; г) обозначение зенковки (последние четыре цифры); д) марка стали режущей части (на зенковках из быстрорежущей стали). Примечания: 1. На зенковках типов 1-4 диаметром от 5 до 8 мм и типов 5-7 диаметром от 8 до 12,5 мм допускается маркировать только данные, указанные в подпунктах а, б, в. 2. Маркировку на хвостовиках или державках зенковок допускается наносить электрохимическим, химическим или другим способом, не влияющим на качество поверхности и при условии сохранения их геометрических форм, а также в выточке для маркировки. 3. (Исключено, Изм. N 1). 4. Марку стали Р6М5 и Р6АМ5 допускается не маркировать. 5. Допускается маркировать вместо марки быстрорежущей стали буквы «HS» для стали с содержанием вольфрама до 3% включительно, буквы «HSS» — для стали с содержанием
21 вольфрама 6% и более, буквы «HSSCo» — для стали с содержанием кобальта, с указанием марки стали на этикетках Вариант внутренней упаковки зенковок — ВУ-1 по ГОСТ , 5.2. (Измененная редакция, Изм. N 1, 2) Остальные требования к упаковке, маркировке, транспортированию и хранению — по ГОСТ Разд.6. (Исключен, Изм. N 1). Приложение 1 (рекомендуемое) Конструктивные размеры и геометрические параметры зенковок 1. Конструктивные размеры и геометрические параметры зенковок должны соответствовать указанным на черт.1-6 и в табл.1-6. Черт.1. Тип 1 Таблица 1 мм Черт.2. Тип 2
22 Таблица 2 мм Черт.3. Тип 3
23 Таблица 3 мм
24 Черт.4. Тип 4 Таблица 4
25 мм Черт.5. Типы 5, 6, 7 Таблица 5 Размеры в мм
26 * Размер на малом диаметре. Черт.6. Типы 8, 9, 10, 11 Таблица 6
27 Размеры в мм Продолжение табл.6 Размеры в мм
28 * Размер на малом диаметре. 2. Для зенковок типов 1-4 задний угол на периферии режущей части в плоскости, параллельной оси зенковки, равен Приложение 2 (Исключено, Изм. N 1).
ГОСТ 14953-80 (ct СЭВ 698-77; технические условия taper countersinks. technical conditions ст сэв 699-77) взамен гост 14953—69 и окп 39243 мн 725
60 постановлением государственного комитета ссср по стандартам от 30 декабря 1980 г. № 6138 срок действия установлен с 01.01 1982 г.
60
Постановлением Государственного комитета СССР по стандартам от 30 декабря 1980 г. № 6138 срок действия установлен
с 01.01 1982 г.
до 01.01 1987 г..
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на конические зенковкк для обработки центровых отверстий по ГОСТ 14034—74 и конические зенковки с углом при вершине 90°С, изготовляемые для нужд народного хозяйства и для экспорта.
Стандарт полностью соответствует СТ СЭВ 698—77 и СТ СЭВ 699—77.
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Конические зенковки должны изготовляться типов: 1—зенковки с углом при вершине 60° центровочные;
2 — зенковки центровочные для центровых отверстий с углом при вершине 60° без предохранительного конуса;
3 — зенковки центровочные для центровых отверстий с углом при вершине 60° с предохранительным конусом 120°.
4 — зенковки центровочные для центровых отверстий с углом при вершине 75° без предохранительного конуса;
9, 5
Пример условного обозначения зенковки типа 2, диаметром D = 5 м/м:
Зенковка 2353-0083 ГОСТ J4953—80
Тип 3
Черт. 3
Стр. 4 ГОСТ 14953—80
Таблица 3
Обозначение зенковки
Применяемость
d
D
6, 50
Пример условного обозначения зенковки типа 3, диаметром ) = 5 мм:
Зенковка 2357-0001 ГОСТ 14953—80 Тип 4
Черт. 4
Таблица 4
Обозначение зенковки
Применяемость
D
L
d
1
2353-0089 2353-0090
6, 3
8, 0
45 50
2, 0 2, 5
3, 1 3, 9
Пример условного обозначения зенковки типа 4, диаметром D = 6, 3 мм:
Зенковка 2353-0089 ГОСТ 14953—80
ГОСТ 14953—80 Стр. 5
Типы 5, 6, 7
Н Черт. 5
Таблица 5
Применяемость
Обозначение зенковки типа 6
Применяемость
Обозначение зенковки типа 7
Применяемость
D
d0
d
L
Обозначение зенковки типа 5
Тип 5
Типы 6, 7
Тип 5
Типы 6, 7
2353-0101
—-
8, 0
1, 6
8
48
__
16
—
—-
2353-0107
—
44
—
12
2353-0114
2353-0102
—
10, 0
2, 0
50
—
18
—
2353-0108
—
46
—
14
2353-0115
2353-0103
12, 5
2, 5
52
—
20
—
2353-0109
—
48
—
16
2353-0116
2353-0104
—
—-
16, 0 20, 0
3, 2 4, 0
10
60
—
24
—
2353-0111
—
56
—
20
2353-0117
—-
2353-0105
—-
64
—
28
—
—-
2353-0112
—
60
—
24
2353-0118
2353-0106
25, 0
7, 0
69
—
33
—
2353-0113
—-
—
—
65
—
29
2353-0119
Пример условного диаметром Z>= 10 мм:
Зенковка 2353-
обозначения зенковки типа 6, 0108 ГОСТ 14953—80
Типы 8, 9, 10, 11
Конус Мор
E
f§§2
Черт. 6
Размеры мм
К
Обозначение зенковки тина 9
Применяемость
Обозначение зенковки типа 10
Применяемость
Обозначение зенковки типа 11
Применяемость
D
do
L
Обозначение зенковки типа 8
Размеры мм
1*
Обозначение зенковки типа 9
а —
о. 2
С
Обозначение зенковки типа 10
Примеья-емость
Обозначение зенковки типа 11
fa
D
do
L
‘Обозначение зенковки типа 8
Тип 8
Тип 9
2353-0124
31, 5
9, 0
—
2353-0146
2353-0126
50, 0
16, 0 20, 0
ГОСТ 14953-80Зенковки конические. Технические условия



Зенкер по металлу
Внешне этот инструмент напоминает обыкновенное сверло. Поэтому иногда можно встретить такой термин – зенковочное сверло. Особенности зенкеров по металлу заключаются в наличии большего количества режущих поверхностей. Они выполняются в форме спиральных накладок, режущих кромок или режущих зубьев.
ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Конические зенковки должны изготовляться типов:
1 — зенковки с углом при вершине 60° центровочные;
2 — зенковки центровочные для центровых отверстий с углом при вершине 60° без предохранительного конуса;
3 — зенковки центровочные для центровых отверстий с углом при вершине 60°с предохранительным конусом 120°;
4 — зенковки центровочные для центровых отверстий с углом при вершине 75° без предохранительного конуса;
5 — зенковки с углом при вершине 60° с цилиндрическим хвостовиком;
6 — зенковки с углом при вершине 90°с цилиндрическим хвостовиком;
7 — зенковки с углом при вершине 120° с цилиндрическим хвостовиком;
8 — зенковки с углом при вершине 60° с коническим хвостовиком;
9 — зенковки с углом при вершине 75° с коническим хвостовиком;
10 — зенковки с углом при вершине 90° с коническим хвостовиком;
11 — зенковки с углом при вершине 120° с коническим хвостовиком.
1.2. Основные размеры зенковок должны соответствовать указанным на черт. 1—6 и в табл.
| Тип 1 |
| Черт. 1 |
Зенковка 2353-0081 ГОСТ 14953-80
Издание официальное Перепечатка воспрещена
© Издательство стандартов, 1981 © ИПК Издательство стандартов, 2003
5.1, 5.2. (Измененная редакция, Изм. № 1, 2).
5.3. Остальные требования к упаковке, маркировке, транспортированию и хранению — по ГОСТ 18088.
(Введен дополнительно, Изм. № 1).
Разд. 6. (Исключен, Изм. № 1).









Виды инструментов для обработки отверстий
И зенковка, и зенкер по своим геометрическим параметрам должны соответствовать требованиям, которые указывают соответствующий ГОСТ или Технические условия (ТУ). Рабочая часть зенкера состоит из множества режущих лезвий. Используется он для того, чтобы выполнять обработку отверстий, предварительно полученных методом сверления. В зависимости от конструктивного исполнения и сферы применения различают следующие виды зенкеров.
- Цилиндрические инструменты, на рабочую часть которых нанесено покрытие из износоустойчивого материала. Зенкеры данного типа, требования к которым регламентирует ГОСТ 12489-71, выпускаются с диаметрами от 10 до 20 мм.
- Цельные зенкеры конического типа, выпускаемые в диапазоне диаметров 10–40 мм. Материалом для изготовления этих инструментов, характеристики которых должны соответствовать требованиям ТУ 2-035-923-83, может выступать легированная быстрорежущая сталь, а также инструментальные стальные сплавы. При этом на рабочую поверхность такого зенкера наносится износоустойчивое покрытие. Инструменты, относящиеся к данной категории, могут использоваться для обработки отверстий, выполненных в стальных и чугунных деталях.
- Зенкеры цельного насадного типа, диаметр которых может находиться в интервале 32–80 мм. Они изготавливаются в соответствии с требованиями, которые устанавливает ГОСТ 12489-71.
- Конические зенкеры, которые могут быть двух типов: тип 1, выпускаемый по ГОСТ 3231-71, и тип 2 – насадной зенкер, требования к характеристикам которого регламентируются положениями того же нормативного документа. Зенкеры двух данных типов отличаются только наличием пластин на их рабочей части, которые изготавливаются из твердосплавного материала.
Зенкер с направляющей цапфой
Зенковка также относится к категории многолезвийных режущих инструментов, но от зенкера ее отличает перечень технологических задач, которые можно решать с ее помощью. В частности, используя ее, можно выполнять углубления в предварительно выполненных отверстиях, формировать на их поверхности фаски и т.д. Различают следующие виды зенковок в зависимости от их конструктивного исполнения.
- Конические зенковки, рабочая поверхность которых может изготавливаться с углами 60, 90 и 120°. Производство таких зенковок регламентирует ГОСТ 14953-80Е, а используются они для обработки отверстий под крепежные элементы, металлические изделия, а также для снятия внутренних фасок.
- Зенковки цилиндрического типа, которые могут выпускаться с коническим или цилиндрическим хвостовиком, а также с износоустойчивым покрытием на рабочей поверхности. Нормативным документом, положениями которого регламентируются требования к характеристикам цилиндрических зенковок, является ГОСТ 2И22-2-80. При помощи такого инструмента обычно обрабатывают поверхности опорного типа.
ГОСТ 14953-80 С. 11
ПРИЛОЖЕНИЕ 1 Рекомендуемое
КОНСТРУКТИВНЫЕ РАЗМЕРЫ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ЗЕНКОВОК
1. Конструктивные размеры и геометрические параметры зенковок должны соответствовать указанным на черт. 1—6 и в табл. 1—6.
ГОСТ 1677-75* Зенкеры цельные и со вставными ножами из быстрорежущей стали. Технические условия




ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Конические зенковки должны изготовляться типов:
1 — зенковки с углом при вершине 60° центровочные;
2 — зенковки центровочные для центровых отверстий с углом при вершине 60° без предохранительного конуса;
3 — зенковки центровочные для центровых отверстий с углом при вершине 60°с предохранительным конусом 120°;
4 — зенковки центровочные для центровых отверстий с углом при вершине 75° без предохранительного конуса;
5 — зенковки с углом при вершине 60° с цилиндрическим хвостовиком;
6 — зенковки с углом при вершине 90°с цилиндрическим хвостовиком;
7 — зенковки с углом при вершине 120° с цилиндрическим хвостовиком;
8 — зенковки с углом при вершине 60° с коническим хвостовиком;
9 — зенковки с углом при вершине 75° с коническим хвостовиком;
10 — зенковки с углом при вершине 90° с коническим хвостовиком;
11 — зенковки с углом при вершине 120° с коническим хвостовиком.
1.2. Основные размеры зенковок должны соответствовать указанным на черт. 1—6 и в табл.
| Тип 1 |
| Черт. 1 |
Зенковка 2353-0081 ГОСТ 14953-80
Издание официальное Перепечатка воспрещена
© Издательство стандартов, 1981 © ИПК Издательство стандартов, 2003
| Таблица 9 |
| 5.2. Вариант внутренней упаковки зенковок — ВУ-1 по ГОСТ 9.014. |
5.1, 5.2. (Измененная редакция, Изм. № 1, 2).
5.3. Остальные требования к упаковке, маркировке, транспортированию и хранению — по ГОСТ 18088.
(Введен дополнительно, Изм. № 1).
Разд. 6. (Исключен, Изм. № 1).








Зенкерование
Работы выполняются на станках токарных (для получения отверстий с торцевой стороны), сверлильных, фрезерных с ЧПУ и расточных (для изменения размера отверстия). Подбор инструмента производится исходя из месторасположения отверстия и материала, глубины и размера отверстия, способа крепления. Скорость обработки в зенкеровании идентична скорости сверления. Для стали легких видов угол наклона равен 15-20 градусов, для средней легкости сплавов – 8-10 градусов. Высоколегированные стали и чугун обрабатываются поду углом 0-5 градусов, согласно ГОСТ 12479-71.
Использование автоматического оборудования позволяет добиться высокой точности обрабатываемой поверхности. Выполняя работы нужно придерживаться следующих правил безопасности: поверхность зенкера должна быть хорошо заточенной и не иметь заусенцев и трещин. В момент крепления хвостовика нужно обратить внимание на гладкость поверхности в качестве крепежа.
ГОСТ 14953-80 С. 11
ПРИЛОЖЕНИЕ 1 Рекомендуемое
КОНСТРУКТИВНЫЕ РАЗМЕРЫ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ЗЕНКОВОК
1. Конструктивные размеры и геометрические параметры зенковок должны соответствовать указанным на черт. 1—6 и в табл. 1—6.
| Тип 1 |
| Черт. 1 |
А
|




















