
[Инструкция] Пайка алюминия в домашних условиях
Пайка алюминия в домашних условиях

Большая номенклатура деталей, изделий, приспособлений из алюминия и его сплавов предсказуемо обеспечивает работой специалистов по сборке таких изделий при помощи сварки и пайки; или, при необходимости, по их восстановлению и ремонту.
Соединять детали можно и механическими способами – вальцевание, холодная сварка, с помощью заклепок, винтов и болтов.
Подробнее рассмотрим пайку в домашних условиях.
Трудности пайки алюминия
- Теплопроводность алюминия очень высокая, поэтому требуется предварительный подогрев перед пайкой или более мощный тепловой источник во время самого процесса.
- Плотный и очень тугоплавкий окисел, обязательно покрывающий своей пленкой поверхность любого изделия из алюминия или алюминиевого сплава, затрудняет пайку кромок и является источником загрязнений шва своими частичками.
- Склонность материала к деформациям и короблению в два раза превышает аналогичные показатели для подобных стальных изделий. Это объясняется малой упругостью алюминия при большом линейном расширении.
- При перегреве прочность металла падает так резко, что возможны провалы твердых участков кромок под весом сварочной ванны. Другой недостаток перегрева – возможность вытекания жидкотекучего алюминия. Момент перегрева отследить невозможно из-за отсутствия изменений цвета металла в это время.
- Соединительный шов склонен к появлению трещин из-за своей столбчатой грубой структуры и высокой (почти 7%) усадки алюминия при литье.
- Необходимость тщательной механической очистки и максимального обезжиривания места пайки.
- Нужный флюс с припоем не всегда доступен (имеется в наличии) в бытовых условиях.

Преимущества домашней пайки
- не являясь квалифицированным специалистом такую работу можно выполнить качественно при соответствующей подготовке к процессу пайки;
- рабочий процесс занимает мало времени, в любой момент он может быть остановлен или возобновлен;
- не требуется дорогостоящего специального промышленного оборудования; нужен лишь паяльник, газовая горелка или паяльная лампа, при необходимости – тиски или струбцина;
- возможность работы с проводами, трубами и заготовками (различной геометрии, веса, толщины);
- легкость механической обработки деталей из алюминия доступным домашним инструментом (напильник, надфиль, щетка по металлу, наждачная бумага, заточной или абразивный круг) при подготовке к пайке;
- возможность замены (в некоторых случаях) специальных флюсов и припоя на доступные, имеющиеся в наличии, с небольшими потерями в качестве пайки.

Способы пайки
1. Пайка с припоем-пастой. Паста распределяется равномерно по линии соединения. После расплавления, с использованием газовой горелки, она растекается и образует соединительный шов.
2. Самый элементарный и доступный способ – пайка специальным карандашом. Имея в своем составе магний, карандаш легко разжигается от любого источника открытого огня. Расплавленная масса, получаемая на краю карандаша при нагревании, наносится в местах соединения. «Рисовать» карандашом удобно и легко при любом его наклоне.
3. Классическая пайка, имеющая свои характерные особенности из-за соединяемого металла:
- Обычные припои с основой из олова и свинца (ПОС) не обеспечат соединению высокую надежность из-за нерастворимости в этих металлах самого алюминия. Результат достигается применением припоя с основой из кремния, цинка, меди, алюминия и других металлов. Марки некоторых припоев – 34А, П-300-А, В-62, П-425-А. Прочность полученного соединения и его коррозионная стойкость повышается с увеличением содержания цинка в применяемом припое.
- При пайке понадобятся сильнодействующие активные флюсы, имеющие на упаковке пометку «для пайки алюминия» (например, 34А, Ф61А, ФТКА).
Процесс пайки алюминия в домашних условиях
 Алюминий является материалом с хорошей прочностью, высокой тепло- и электропроводностью. Эти положительные качества способствуют широкому применению металла в промышленности и быту. Достаточно часто возникает необходимость соединить алюминиевые детали или заделать образовавшееся отверстие в алюминиевой ёмкости. Но не каждый знает, как спаять алюминий в домашних условиях.
Алюминий является материалом с хорошей прочностью, высокой тепло- и электропроводностью. Эти положительные качества способствуют широкому применению металла в промышленности и быту. Достаточно часто возникает необходимость соединить алюминиевые детали или заделать образовавшееся отверстие в алюминиевой ёмкости. Но не каждый знает, как спаять алюминий в домашних условиях.
- Пайка алюминия
- Зачистка под слоем флюса
- Абразивные материалы
- Использование медного купороса
- Специальные припои
Пайка алюминия
 Одним из наиболее известных способов соединения металлов, особенно в электротехнических работах, является пайка. Она обеспечивает меньшее сопротивление соединений, и, как следствие, их меньший нагрев под воздействием электрического тока. Поскольку алюминий наряду с медью — основной проводящий материал в электрических сетях и устройствах, необходимость в его пайке возникает достаточно часто.
Одним из наиболее известных способов соединения металлов, особенно в электротехнических работах, является пайка. Она обеспечивает меньшее сопротивление соединений, и, как следствие, их меньший нагрев под воздействием электрического тока. Поскольку алюминий наряду с медью — основной проводящий материал в электрических сетях и устройствах, необходимость в его пайке возникает достаточно часто.
Сложность в том, что «крылатый металл» на воздухе мгновенно покрывается плёнкой окисла, к которой расплавленный припой не пристаёт. Необходимо с помощью механической зачистки удалить слой окисла, но он практически мгновенно образуется снова.
Для того чтобы избежать повторного образования оксидной плёнки, разработаны множество методик. Среди них:
- Зачистка небольших деталей под слоем жидкого флюса.
- Применение флюсов совместно с абразивными материалами.
- Использование медного купороса для создания медной плёнки на алюминиевом изделии.
- Применение специальных флюсов и припоев.
Зачистка под слоем флюса
Небольшие алюминиевые детали, например, проводники, можно зачищать, опустив часть детали в жидкий флюс, которым может служить обычный раствор канифоли или паяльная кислота. Жидкий флюс предохранит зачищаемый участок от контакта с кислородом и образования плёнки. Тем же защитным эффектом обладает и обычное трансформаторное масло.
Абразивные материалы
Часто к флюсу (той же канифоли) добавляются железные опилки. В процессе пайки необходимо тереть нагреваемое место жалом паяльника. Под действием трения опилки сдирают слой окиси, а канифоль закрывает доступ кислорода к освобождённому металлу. Вместо опилок может быть использован любой крошащийся абразив: наждачная бумага или даже кирпич.
Использование медного купороса
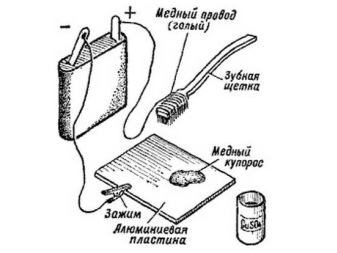
Любопытный метод, использующий гальваностегию. Два алюминиевых электрода опускаются в раствор медного купороса и соединяются с полюсами электрической батареи. Электрод, присоединённый к плюсу, зачищается. На зачищенную поверхность в результате электролиза начинает осаждаться медь. Когда алюминий оказывается полностью покрыт медной плёнкой, деталь высушивается. После этого пайка проходит гораздо легче, ведь медь — прекрасный материал для этого типа соединений.
Специальные припои
 Наиболее качественное соединение в домашних условиях можно получить, используя легкоплавкие припои на основе олова и меди и специальные флюсы. Самым популярным отечественным флюсом является Ф64, который позволяет паять алюминиевые детали без механической зачистки. Так, к примеру, без проблем осуществляется пайка алюминия с медью, или запаивается изнутри алюминиевая трубка, зачистить которую иными способами не представляется возможным.
Наиболее качественное соединение в домашних условиях можно получить, используя легкоплавкие припои на основе олова и меди и специальные флюсы. Самым популярным отечественным флюсом является Ф64, который позволяет паять алюминиевые детали без механической зачистки. Так, к примеру, без проблем осуществляется пайка алюминия с медью, или запаивается изнутри алюминиевая трубка, зачистить которую иными способами не представляется возможным.
При этом используются обычные легкоплавкие оловянно-свинцовые припои с температурой плавления 200−350 градусов. Паяльник должен быть довольно мощным — от 100 Вт и выше. Причина — в высокой теплопроводности алюминия. Недостаточно мощный паяльник просто не сможет нагреть место спайки до температуры плавления припоя. Лишь очень маленькие детали (преимущественно в радиоэлектронике) можно соединять паяльником мощностью 60 Вт.
Для пайки больших алюминиевых деталей паяльник не подойдёт. Здесь лучше воспользоваться любой газовой горелкой, обеспечивающей нагрев до 500−600 градусов, и одним из специализированных припоев. Одним из наиболее популярных является HTS-2000 — безфлюсовый припой для пайки алюминия, меди, цинка и даже титана.
Он обладает несколькими достоинствами:
- Низкой температурой плавления (390 градусов Цельсия).
- Возможностью применения без флюса.
- Надёжностью соединения (во многих случаях способен заменить аргонную сварку).
Правда, HTS-2000 не исключает процесса зачистки. Более того, в процессе пайки необходимо сдирать прутком припоя или металлической щёткой оксидную плёнку, чтобы обеспечить надёжное соединение. Однако этот способ позволяет выполнять такие работы как запаивание прохудившихся алюминиевых ёмкостей, например, канистр, или даже автомобильных алюминиевых радиаторов.
Кроме того, HTS-2000 — это практически единственный (за исключением аргона) способ соединения двух «крылатых» металлов: алюминия и титана.
Существуют и другие высокотемпературные припои, разработанные специально для пайки алюминия. Например, 34А, в составе которого содержится две трети алюминия, а также медь и кремний. Но температуры плавления таких припоев — 500−600 градусов Цельсия, что близко к температуре плавления самого алюминия.
Поэтому использование высокотемпературных припоев в домашних условиях опасно — алюминиевая деталь при нагреве до столь высоких температур может быть непоправимо испорчена.
Пайка алюминия в домашних условиях
Пайка алюминия в домашних условиях можно считать сложным занятием. Но при правильном подходе и соблюдении соответствующей технологии, выполнить ее вполне реально даже неопытному мастеру.

Проблемы часто возникают при использовании неподходящего флюса, например, для пайки стали или меди. Очень важно использовать специальный вещество для пайки алюминия, а также подходящий припой. В случае их применения, пайка алюминия не вызовет особых трудностей.
Особенности пайки алюминия
Пайка алюминия в домашних условиях может сопровождаться некоторыми трудностями, которые связаны с особыми характеристиками этого металла. В частности с тем, что поверхность алюминиевых деталей покрыта оксидной пленкой. Она препятствует процессу выполнению соединений из-за высокой температуры плавления, превышающей свойства чистого алюминия. Также оксидная пленка устойчива к воздействию агрессивной среды и активным химическим веществам. Из-за этого пленка препятствует соединению алюминиевых деталей и припоя.
Чтоб избежать подобных трудностей, стоит очищать поверхность изделий от пленки, что можно сделать с помощью абразивных материалов или применения флюса. Флюс состоит из сильнодействующих веществ, которые способны разрушить оксид.
Температура плавления алюминия, в отличие от оксида, намного ниже, примерно 660 градусов, что часто становится причиной осложнений. При перегреве алюминий может значительно потерять в прочности, деформироваться или полностью стать непригодным.

Температура плавления алюминия и его окисной пленки
Следует избегать использования припоев, которые имеют в составе такие компоненты. Они плохо соединяются с алюминием, что становиться причиной создания некачественного соединения.
Лучше всего с алюминием взаимодействует цинк, который обладает хорошим свойством растворимости.
Методы пайки в домашних условиях
Существует несколько способов пайки, наиболее популярными являются методы с использованием паяльника и пайка алюминия газовой горелкой. Можно выделить три способа пайки деталей:
- Пайка с канифолью применяется для соединения небольших алюминиевых деталей, проводов и кабелей. Для этого нужно зачистить рабочую область и покрыть канифолью. Затем прижать нагретым паяльником несколько раз. Для этих целей нужно использовать канифольный раствор в диэтиловом эфире.

Процесс пайки алюминия
Пайка выполняется без отрывания от рабочей области с последующим добавлением канифоли. Рекомендуется использовать паяльник с мощностью 50 Вт. Если толщина деталей и проволоки превышает 1 мм, следует увеличить мощность до 100 Вт, а более толстые предметы лучше заблаговременно прогревать.
Данный способ наиболее широко применяется в электротехнических работах и пайке автомобильных деталей. Перед выполнением работ детали нужно залужить. Это позволяет соединять детали с другими сплавами и металлами. В данном случае происходит пайка алюминия оловом или припоем с содержанием цинка и кадмия. Это позволяет выполнять соединения при температуре 400 градусов, что не влияет на физические свойства алюминия.
- Припой необходим при использовании практически всех методов пайки, будь то использование паяльника или горелки.
- Электрохимический метод предусматривает создание гальванического покрытия, которое выполняется с помощью специальной установки или ручным способом. Для этого нужно на зачищенную поверхность нанести раствор медного купороса. После этой процедуры на детали воздействуют отрицательным электрическим полюсом.
Материалы и инструменты
Для выполнения пайки алюминия следует иметь различные материалы и инструменты, к которым относят нагревательные инструменты, припои и флюсы.

Необходимые материалы и инструменты
Наиболее часто в качестве нагревательного инструмента используют электропаяльник. Его можно считать универсальным инструментом, который легко использовать в домашних условиях. Но с его помощью можно проводить ремонт предметов только небольших размеров, обычно трубок небольшого диаметра, проволоки и кабелей, а также небольших электроприборов. Его можно использовать в дома в проветриваемом помещении, так ка он не требует особых условий и много пространства.
Большие предметы следует паять с помощью газовой горелки, работающий на аргоне, пропане или бутане. В домашних условиях можно также использовать паяльную лампу.
При использовании горелок стоит строго контролировать подачу пламени, которое должно характеризоваться сохранением баланса газа и кислорода. При проведении работ, пламя должно быть ярко-синим. Любые изменения цвета могут свидетельствовать об излишнем количестве кислорода.
Припои для пайки алюминия
Пайка алюминия припоем очень сложное занятие. Поэтому выбор припоя важен для создания качественного шва и прочного соединения. При использовании обычного паяльника нужно подбирать припой из металла, имеющего низкую температуру плавления. Наиболее распространенные сплавы это:
- цинково-оловянный;
- висмутово-оловянный;
- медно-оловянный.
Эти виды очень часто называют радиолюбительскими. Они имеют низкую температуру плавления, что очень важно для сохранения алюминия в первоначальном состоянии без изменения структуры и физических свойств. Стоимость таких припоев низкая, поэтому их приобретение становиться доступным для домашних мастеров.

Припои для алюминия
Но их использование имеет ряд минусов и ограниченную сферу применения. Так, соединение предметов с помощью таких припоем не отличается высокой прочностью и надежностью. Поэтому они применяются практически исключительно при ремонте электрооборудования, в том числе соединения проводов и кабелей.
При ремонте крупногабаритным алюминиевых предметов с помощью таких припоев соединение быстро потеряет прочность и разрушиться. В таких случаях лучше использовать тугоплавкий припой, в состав которого входит цинк и олово.
Но для создания прочных соединений следует применять тугоплавкие припои, имеющие в составе алюминий, медь и кремний. Благодаря наличию алюминия в составе, припой хорошо растворяется в структуре ремонтированного предмета.
Использовать такого припоя при работе с паяльником невозможно, так как их температура плавления составляет порядка 600 градусов. Поэтому для работы с ними нужно иметь газовую горелку.
Следует отметить, что при пайке с помощью газовой горелки металл заготовки не расплавляется, произйдет плавление только припоя.
Флюсы для пайки алюминия
При пайке алюминия нужно использовать специальные флюсы, так как не каждый флюс активен по отношению к алюминию. Наиболее подходящими считаются вещества на основе фторборатора аммония и триэтаноламина. Большинство специальных флюсов помечены специальной маркировкой, которая указывает на возможность их применения при пайке алюминия.

Флюсы для пайки алюминия
В случае необходимости работы при высоких температурах следует обратить внимание на смеси, содержащие хлористый калий, который составляет половину; хлорида калия; фторита натрия и хлористого цинка. Подобный состав позволяет создать наиболее оптимальные условия при высокотемпературных работах.
Пошаговая инструкция
Технология пайки зависит от способа выполнения работ. Но подготовительный этап практически идентичен во всех случаях. Начинать работу следует со следующих операций:
- обезжиривание поверхности заготовки с помощью растворителя, например, бензина или ацетона;
- зачистка оксидной пленки, которую можно выполнить с помощью металлической щетки, наждачной бумаги или другого абразивного материала.
Затем следует подогреть место паяльных работ. В зависимости от размеров предмета можно сделать это с помощью паяльника или горелки. При этом следует соблюдать несколько рекомендаций:
- Не рекомендуется перегревать поверхность — это может привести к расплавлению алюминия. Контроль нагрева можно проводить с помощью припоя, если он при касании к заготовке начинает плавиться, то это значит, что температура нагрева оптимальна и последующий нагрев стоит прекратить.
- Не нужно использовать дополнительное насыщение кислородом, что может привести к химической реакции с алюминием и созданию оксидной пленки.
Выполнение паяльных работ стоит проводить в зависимости от типа нагревательного предмета. При использовании газовой горелки нужно приложить припой с флюсом к рабочей поверхности с последующим его нагревом.
Очень важно полностью расплавить припой, но не перегреть заготовку. С паяльником сделать это проще, но выполнить большой объем работ в таком случае затруднительно.
Посредством контроля скорости движения припоя и температуры воздействия можно создавать шов, желаемый толщины и структуры. Для повышения качества работы рекомендуется предварительное лужение места обработки и обработка антикоррозийным средством.
Источники нагрева и материалы для пайки алюминия в домашних условиях
 По сравнению с другими металлами, массовое использование алюминия началось сравнительно недавно. Его начали применять в авиационной промышленности, за что тот получил название «крылатый металл». Благодаря основным показателям алюминия – легкому весу и стойкости к коррозии, его широко используют в строительстве, приборостроении и других отраслях промышленности.
По сравнению с другими металлами, массовое использование алюминия началось сравнительно недавно. Его начали применять в авиационной промышленности, за что тот получил название «крылатый металл». Благодаря основным показателям алюминия – легкому весу и стойкости к коррозии, его широко используют в строительстве, приборостроении и других отраслях промышленности.
Пайка алюминия – один из способов создания неразъемного соединения. При правильном выборе расходных материалов и соблюдении технологии, пайку алюминиевых заготовок можно выполнить в домашних условиях своими руками.
Особенности процесса
Как и при сварке, основным фактором, влияющим на процесс пайки алюминия, является наличие оксидной пленки. Она образуется на поверхности под действием атмосферного воздуха. Температура плавления оксида, гораздо выше, чем у основного металла. Этот параметр достигает величины 660 Сº, при температуре плавления основного металла 250-300 Сº. Кроме того, пленка отличается высокой устойчивостью к химическим воздействиям, поэтому использование нейтральных флюсов не позволит нормально взаимодействовать алюминиевому припою и базовой поверхностью.
Преимущества
 Пайка не получила широко промышленного применения из-за относительно низкой производительности работ. Тем не менее, данный метод соединения выгодно отличается от прочих способов создания неразъемных соединений:
Пайка не получила широко промышленного применения из-за относительно низкой производительности работ. Тем не менее, данный метод соединения выгодно отличается от прочих способов создания неразъемных соединений:
- Классическими рабочими инструментами является электрический паяльник и газовая горелка. Наука не стоит на месте, и на отечественном рынке уже давно положительно зарекомендовали себя установки для пайки ультразвуком и электронными волнами. Эти устройства отличаются способностью к выполнению работ на загрязненной поверхности без предварительной подготовки.
[stextbox информация. С помощью ультразвука паяют особо тонкие листы, толщиной до 0,001 мм.[/stextbox]
- Процесс сопровождается низким температурным воздействием на обрабатываемые детали.
- Пайка сохраняет структуру металла, не меняя физические и химические свойства – шов формируется за счет расплавленного присадочного материала.
- С помощью данной технологии можно соединять даже миниатюрные элементы и тонкостенные изделия, не опасаясь поверхностной деформации заготовки.
- Имеется возможность соединения разнородных материалов.
Флюсы
Рассмотрим составы, с помощью которых можно подготовить заготовки к нанесению припоя для пайки алюминия.
Канифоль
Как было сказано выше, нейтральные составы плохо справляются со своими задачами. Исключение составляет использование канифоли в вакуумной среде, при отсутствии оксидной пленки. На практике данный способ встречается очень редко.
Порошковый
Работая газовой горелкой, специалисты рекомендуют использовать следующие порошковые составы:
- Флюс Ф-34, основу которого составляют соли щелочных металлов соляной кислоты;
- Бура – классический состав, отличающийся высокой температурой плавления;
- Ацетилсалициловая кислота отлично подходит для домашней пайки;
- Паяльный жир не является порошком, однако относится к категории твердых составов.
Жидкий
Такой флюс очень удобно наносить на заготовки, контролируя равномерное распределение по поверхности. Лучше всего себя зарекомендовали следующие составы:
- Ортофосфорная кислота;
- Ф-64;
- Ф-61.

Независимо от типа флюса, необходимо соблюдать требования техники безопасности. Под действием высокой температуры активные составы переходят в газообразное состояние, что несет угрозу зрению и дыхательным путям. После проведения работ флюс необходимо смыть с поверхности детали.
Припой
Припой для алюминия – это присадочный материал, от выбора которого зависит качество и надежность будущего соединения. Для чистого материала и дюралюминия следует использовать совершенно разные составы. Начинающие мастера испытывают сложности при пайке алюминия именно из-за выбора неподходящего состава, предназначенного для работы с другими металлами.
Все припои можно условно разделить на две группы:
- Легкоплавкие. К этой группе относятся составы, основу которых составляют мягкие металлы – олово, цинк, висмут и медь. Такие материалы, за низкую температуру плавления, называют радиолюбительскими. Доступная стоимость делает такие припои идеальным выбором для домашних мастеров. Их выпускают в форме проволоки, толщиной до 6 мм.
[stextbox припои не применяют для ответственных работ. Например, пайку алюминиевых трубок холодильника, работающих под давлением, лучше выполнять тугоплавкими присадочными материалами.[/stextbox]
- Тугоплавкие. К ним относятся припои, в состав которых входит алюминий, цинк, кадмий, кремний и другие химические элементы. Наличие алюминия обеспечивает высокий уровень смачивания и высокую прочность шва. Для работы с тугоплавкими припоями необходимо профессиональное оборудование с высокими температурными показателями.
Подготовка деталей

Пайке предшествует тщательная подготовка рабочей поверхности. Процедура заключается в очистке заготовок, удалении оксидной пленки с последующим обезжириванием.
Окисленный слой можно снять путем механической и ручной обработки, любым удобным способом:
- болгаркой со специальной насадкой;
- щеткой или ершиком по металлу;
- наждачной бумагой.
Кроме того, можно использовать сильнодействующие кислотные растворы. При этом следует соблюдать осторожность, не допуская попадания очистителя на открытые участки кожи.
Следует помнить, что очистку проводят непосредственно перед пайкой. В противном случае на поверхности образуется новая пленка и процедуру придется повторять. В качестве альтернативы можно использовать активный флюс – он с легкостью справится с вновь образованным слоем оксида.
Источники нагрева
Рабочим инструментом может служить любое приспособление с функцией генерации тепла. Выбор зависит от габаритов заготовки и условий выполнения работ.
Паяльник
Наиболее распространенный нагревательный инструмент. Приборы работают от электричества с минимальным напряжением сети, что делает его оптимальным выбором для домашней эксплуатации. Пайка алюминиевых проводов, кабелей, ремонт бытовых приборов, выполняется с помощью обычных паяльников, мощностью до 150 Вт.
[stextbox рекомендуют выбирать паяльники с зазубренным жалом – с их помощью оксидная пленка удаляется гораздо быстрее.[/stextbox]
Горелки

Газовая горелка – это прибор, который работает на смеси горючих газов. Мощность и величина пламени зависит от характера работ и габаритов деталей. Дома можно использовать обычную паяльную лампу. При соединении толстолистовых заготовок лучше выбрать профессиональное инжекторное оборудование с рассекателем для пламени.
Главное отличие горелок – высокая производительность при бесконтактном способе разогрева поверхности.
Продвинутые модели оснащают механизмом регулировки температуры пламени.
Что выбрать – сварку или пайку?
На вопрос, какая технология создания неразъемных соединений лучше всего подходит для работы с алюминием, не существует однозначного ответа. Все зависит от производственных условий, габаритов деталей и других факторов. Исходя из этого, выбирают, сварку или пайку алюминия использовать в данном случае. Естественно, такой вопрос может лишь возникнуть при наличии как сварочного, так и паяльного оборудования.
С технологической точки зрения, сварка считается более сложным процессом, требующим от исполнителя высоких профессиональных навыков. При этом сварочные швы отличаются отличными эксплуатационными показателями, при большей, по сравнению с пайкой, себестоимости работ.
Как удалить оксидную пленку?
Это самая сложная задача, с которой сталкиваются в процессе проведения работ. Рассмотрим проверенные способы удаления оксида с поверхности.
Осаждать медь или цинк?
 Схема осаждения меди.
Схема осаждения меди.
Для выполнения осаждения понадобится аккумуляторная батарея небольшой мощности. На зону соединения наносят медный купорос в чистом виде. Провод от минуса крепят к заготовке с помощью крокодиловых зажимов. К плюсу подключают медную или цинковую проволоку. После погружения проволоки в раствор, анодный металл начинает осаживаться на детали. После этого можно приступать к пайке.
Использовать трансформаторное масло
Метод заключается в подготовке зоны соединения под слоем масла. Лучше всего себя зарекомендовала смазка для трансформатора, однако при его отсутствии можно использовать любую автомобильную синтетику с низкой вязкостью.
Перед употреблением масло необходимо нагреть до 150-200 Сº. Такая температура удалит остатки воды из смеси. После этого смазку наносят на место соединения и приступают к удалению пленки из оксида. Для этого в масло добавляют абразивный материал и очищают налуженным паяльником зону соединения.
В высокотемпературном режиме
Алгоритм выполнения работ следующий:
- Готовим рабочую поверхность любым доступным способом и выполняем обезжиривание.
- Удаляем оксидную пленку с поверхности.
- Нагреваем поверхность до 400 Сº с помощью паяльной лампы.
- Наносим припой на поверхность плавными движениями. Важно, чтобы присадочный материал полностью расплавился и при этом заготовка не перегрелась.
- Остывание проходит в естественных условиях.
В низкотемпературном
В отличие от предыдущего метода, процесс протекает при температуре до 300 Сº. Единственное отличие заключается отсутствии необходимости в предварительном нагреве поверхности.
Самое главное – по завершению работ промыть полученный шов. Это необходимо для удаления остатков флюса.
Сфера применения процесса

Пайка алюминия широко используется как в домашних работах, так и на производственных предприятиях.
Опытные автомобилисты сталкивались с необходимостью пайки радиаторов, для восстановления герметичности, а также устранения дефектов масляных поддонов двигателя и коробки переключения переда, которые также изготавливают из алюминиевого сплава.
Трубопроводы из рассматриваемого металла можно встретить в конструкциях многих промышленных систем. Пайка является надежной и доступной альтернативой сварке, при заделке трещин в трубах.
Заключение
Пайка алюминия – достаточно простая процедура, навыки которой может без труда освоить любой желающий. При выполнении работ, помимо грамотного выбора расходных материалов, важно качественно удалить оксидную пленку, которая покрывает все алюминиевые поверхности.
[stextbox 6-го разряда Алферов Дмитрий Русланович. Опыт – 15 лет: «Я занимаюсь пайкой уже 15 лет. Сталкиваясь с алюминием, будь то посуда или автомобильный радиатор, я предпочитаю мощный электрический паяльник с широким жалом. Особой разницы межу лучшим американским припоем HTS-2000 и классическим ПОС-61, я не вижу. Главное, не нарушать требования технологии. Для удаления пленки я предпочитаю метод очистки под слоем масла».[/stextbox]
Способы пайки алюминия в домашних условиях
Пайка алюминия — достаточно сложный процесс, требующий определенных навыков, умений, и без специального оборудования здесь не обойтись. Обычно пайка происходит в специально оборудованных мастерских или в промышленных условиях, что позволяет получить качественный шов и уверенное соединение нескольких алюминиевых деталей или фрагментов. Но как быть, если потребовалось приварить два профиля друг к другу в домашних условиях?
Существуют способы, помогающие провести пайку самостоятельно. В большинстве случаев для этой цели применяется аргонная сварка, т. к. данная технология помогает добиться нужного результата. В домашних условиях можно воспользоваться другим методом.

Для чего это нужно
Способ, о котором будет рассказано далее, позволяет решить проблему на скорую руку. Он применим, когда необходимо:
- починить раму велосипеда;
- запаять радиатор;
- собрать теплицу или алюминиевый каркас.
 Пайка алюминиевого радиатора
Пайка алюминиевого радиатора
У описанного далее метода есть два важных преимущества:
- он получается эффективнее холодной сварки;
- данный способ не требует больших затрат.
Благодаря перечисленным качествам этот метод приобрел популярность среди мастеров и народных умельцев.
Определимся с материалами
Для соединения алюминиевых деталей достаточно воспользоваться подручными материалами, имеющимися в любом гараже или мастерской. Первое и основное — газовая горелка. Подойдет любая, главное, чтобы ее мощности было достаточно для плавки алюминия. Второй компонент — порошковая проволока. Она удобна в работе и отлично подходит для создания надежного и крепкого соединительного шва.

Если горелка отсутствует, можно воспользоваться стандартной насадкой на газовый баллон. Этого будет достаточно для работы с порошковой проволокой. Разумеется, работая с подобными приборами, необходимо соблюдать предельную осторожность, не забывая о технике безопасности.
Порошковая проволока играет роль припоя. В ее структуре содержатся мелкие крупицы, которые быстро плавятся и столь же быстро отвердевают, создавая крепкий шов. Такой припой отлично подходит для соединения алюминиевых деталей.
Где приобрести материалы
Все необходимое продается в специализированных магазинах. Можно спросить в салонах, продающих автозапчасти или на строительном рынке. Хозяйственные магазины так же реализуют материалы для пайки алюминия в домашних условиях. На крайний случай можно заказать горелку и порошковый припой с популярного китайского маркетплейса AliExpress, причем многие продавцы не берут плату за доставку.
 Паяльная горелка с Алиэкспресс к содержанию ↑
Паяльная горелка с Алиэкспресс к содержанию ↑
Процесс пайки: поэтапно
Перейдем непосредственно к технологии пайки. Ключевым элементом является профиль, который необходимо запаять. Рассмотрим процесс на примере квадратного алюминиевого профиля небольшого сечения, поскольку он легок и прост в обращении.
Чтобы пайка была качественной, надежной, долговечной, необходимо зачистить поверхность профиля металлической щеткой. Это помогает избавиться от тонкого поверхностного слоя, препятствующего соединению компонентов, а также устраняет жирные пятна. При отсутствии щетки подойдет обыкновенная наждачная бумага, главное, чтобы ее зерна были крупными, грубыми.
Правило простое: грубые и глубокие шероховатости обеспечивают качественную пайку. Соединить идеально гладкие детали можно, но малейшее усилие приведет к растрескиванию шва.
Алюминиевая конструкция собирается по чертежу и фиксируется. Для этого рекомендуется воспользоваться струбциной, поскольку данное приспособление надежно удерживает алюминиевый профиль, исключая смещение.
Все стыки прогреваются газовой горелкой, после чего достаточно поднести припой и пройтись им по краям, соединяя их вместе. Работая горелкой, можно заметить, что порошковый припой легко плавится и растекается по стыкам, быстро схватываясь при охлаждении.
Секрет порошкового припоя
Именно мелкие гранулы обеспечивают быструю плавку и прекрасную текучесть. Данные качества необычайно важны, поскольку припой без труда проникает глубоко в стыки, обеспечивая качественное соединение. В результате шов образуется с нескольких сторон, а не только на поверхности алюминиевого профиля, что делает соединение более качественным.
 Порошковая алюминиевая сварочная проволока
Порошковая алюминиевая сварочная проволока
Когда припой полностью расплавился и растекся по стыку, рекомендуется прогреть место соединения еще немного. Это поможет усилить эффект скрепления, что особенно важно в углах. Далее при необходимости можно зачистить шов шкуркой, сделав его более ровным, гладким, однако в случае с порошковым припоем соединение получается достаточно эстетичным.
Как видите, данный метод не отнимает много времени. Он прост и необычайно эффективен, а главное — применим в домашних условиях. Горелку нужно разогреть до температуры примерно 450 градусов Цельсия. Этого будет вполне достаточно для плавки припоя.
Другие способы пайки
Существует еще несколько способов соединения алюминиевых деталей в домашних условиях. Например, можно воспользоваться надфилем и шкуркой. Покрыв стык канифолью, и воспользовавшись надфилем, можно соединить алюминиевые детали при помощи паяльника мощностью 50 Вт. Возможно, потребуется попрактиковаться, но в целом данный метод достаточно эффективен.

Многие умельцы приноровились использовать железные опилки. Они добавляются в канифоль, растворенную в этиловом спирте до тягучего состояния. Полученная смесь наносится на паяльник в небольшом количестве, после чего можно приступать к пайке алюминия.
Удивительно, но добиться желаемого результата помогает даже анальгин. Он используется вместо канифоли и втирается в место соединения. Поверхность залуживается припоем и горячим паяльником, а после соединения можно обработать поверхность ацетоном. Дополнительно прогрев стык паяльником, получаем качественное и прочное соединение.
Вот еще несколько советов, которые могут пригодиться при пайке алюминиевых деталей:
- минеральное машинное масло, смешанное с абразивными веществами (например, с железными опилками) помогает добиться хороших результатов, причем припой должен содержать более 50% олова;
- промышленные флюсы — верный способ получить качественный и крепкий шов, устойчивый к механическому воздействию;
- если есть вакуумная камера, то можно обойтись без предварительной зачистки детали;
- как вариант, можно создать своего рода гальваническую установку, используя медный купорос (алюминий покрывается медью и тщательно залуживается).
 Припой и паяльная кислота
Припой и паяльная кислота
Каждый приведенный способ был опробован на практике, а эффективность пайки алюминия доказана богатым опытом. Обратите внимание, что в обычных условиях в ходе пайки алюминиевых деталей на поверхности образуется оксидная пленка, вследствие чего соединение получается менее прочным, ломким, хрупким. Избавиться от нее помогает аргон — инертный газ. С его помощью пайка алюминиевых деталей становится возможной, поэтому в промышленной сфере чаще применяется именно этот метод.
Не забывайте обезжиривать детали перед соединением. Простой обработки металлической щеткой может быть недостаточно (жирные пятна могут проникнуть глубоко в рубцы). Воспользуйтесь обезжиривающими веществами, и сможете добиться действительно качественного соединения.
Расскажите в комментарии о том, какой способ вы готовы применить на практике и каким уже успели воспользоваться. Поделитесь накопленным опытом с другими читателями.
Пайка алюминия паяльником и газовой горелкой
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
 Припой отечественного производства – ЦОП-40
Припой отечественного производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
 «Aluminium-13» производства компании Chemet
«Aluminium-13» производства компании Chemet
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
 Флюс отечественного производства
Флюс отечественного производства
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
 Рекомендуемый флюс для паки при высокой температуре
Рекомендуемый флюс для паки при высокой температуре
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
 Паяльник мощностью 300 Вт
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
 Простая газовая горелка
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Пайка алюминия в домашних условиях
 Пайка алюминия в домашних условиях — реальный способ починить домашнюю утварь, бытовые и автомобильные алюминиевые радиаторы, трубки, сантехнические приспособления и многое другое. В промышленных условиях пайка и сварка деталей из этого материала производится на автоматизированном оборудовании. В домашних условиях пайка и сварка алюминия также возможна.
Пайка алюминия в домашних условиях — реальный способ починить домашнюю утварь, бытовые и автомобильные алюминиевые радиаторы, трубки, сантехнические приспособления и многое другое. В промышленных условиях пайка и сварка деталей из этого материала производится на автоматизированном оборудовании. В домашних условиях пайка и сварка алюминия также возможна.
Для этого применяют обычный паяльник, обычные припои ПОС-50 и ПОС-61, содержащие олово. Кроме того, возможно применить сварочный магниевый карандаш или использовать газовую горелку.
После того как вы выбрали припой, необходимо выбрать флюс для паек. Самый главный секрет при пайке алюминия — работать быстро, соединить спаиваемые детали сразу после того, как они были очищены от оксида.
Подготовка к работе
Определение сплава изделия
 Нужно определить сплав спаиваемых деталей, насколько это возможно, алюминий ли это вообще или нет. Многие алюминиевые предметы и детали в домашнем хозяйстве являются алюминиевыми сплавами. Многие сплавы можно успешно спаивать в домашних условия, используя домашние тиски и паяльник. Но некоторые сплавы — только на промышленной сварочной установке. Состав алюминиевой детали можно предположить исходя из твёрдости материала. Чем мягче кажется материал при обработке, тем большее количество чистого алюминия он содержит. Это условие успешных и качественных паек.
Нужно определить сплав спаиваемых деталей, насколько это возможно, алюминий ли это вообще или нет. Многие алюминиевые предметы и детали в домашнем хозяйстве являются алюминиевыми сплавами. Многие сплавы можно успешно спаивать в домашних условия, используя домашние тиски и паяльник. Но некоторые сплавы — только на промышленной сварочной установке. Состав алюминиевой детали можно предположить исходя из твёрдости материала. Чем мягче кажется материал при обработке, тем большее количество чистого алюминия он содержит. Это условие успешных и качественных паек.
Выбор припоя
- Если вы спаиваете алюминий с другими металлами, например, алюминиевый и медный провода, то эта пайка требует особый подход. Часто в таких случаях сам алюминиевый провод, небольшой его участок покрывают слоем меди. Потом лудят обычным припоем и спаивают провода.
- Для паек необходим низкотемпературный припой. Так как температура плавления алюминия составляет 660 ºC, и он обладает хорошей теплопроводностью, то необходимое условие для успешных паек паяльником — необходимость достаточно легкоплавкого припоя, содержащего олово, а значит, быстрое плавление припоя. Во многих случаях вполне подходит припой ПОС-50. Также возможно использовать припой ПОС-61.
- Можно приобрести специальные припои для паек алюминия. Это сплавы алюминия с кремнием и цинком. Они бывают разными, в зависимости от того, что вы будете соединять — алюминий с алюминием или алюминий с медью и другими материалами. Необходимо внимательно прочитать этикетку на упаковке.
Выбор флюса
 Необходимо выбрать подходящий флюс для паек алюминия. Алюминий можно паять разными способами. В связи с тем, что основной проблемой при пайке и сварке алюминия является удаление оксидной плёнки с поверхностей соединяемых деталей, то при разных способах паек применяется различный флюс. В домашних условиях применяют обычную канифоль или щелочное масло. Также используют насыщенный раствор медного купороса. Кроме того, часто применяют обычное минеральное масло для швейных машин, которое можно купить в хозяйственном магазине. Оно наносится прямо на алюминий.
Необходимо выбрать подходящий флюс для паек алюминия. Алюминий можно паять разными способами. В связи с тем, что основной проблемой при пайке и сварке алюминия является удаление оксидной плёнки с поверхностей соединяемых деталей, то при разных способах паек применяется различный флюс. В домашних условиях применяют обычную канифоль или щелочное масло. Также используют насыщенный раствор медного купороса. Кроме того, часто применяют обычное минеральное масло для швейных машин, которое можно купить в хозяйственном магазине. Оно наносится прямо на алюминий.
Выбор инструмента
- Нужно правильно выбрать источник тепла. Для мелких деталей вполне подойдёт паяльник с рабочей мощностью до 150 ватт, но для массивных деталей, например, радиатора автомобиля, необходима низкотемпературная газовая горелка. Её рабочая температура 315–425°C . Она может обеспечить хороший прогрев мест паек изделия и быстрое плавление припоя.
- Купите или соберите дополнительные приспособления. Когда вы будете соединять алюминий, вам будет необходим какой-то зажим или тиски. Кроме того, необходимо после завершения паек промыть спаянные поверхности в воде или в моющем средстве для удаления остатков кислотных или масляных флюсов. Если использовался флюс на основе смолы, то нужно промыть алюминий с помощью ацетона. Соответственно, для этого нужна какая-то ёмкость или ванна.
- Позаботьтесь о своей безопасности. Создайте комфортную рабочую зону. Обязательно приобретите респираторную маску для защиты от токсичных паров. Работайте только в хорошо проветриваемом помещении. При использовании жидких, а особенно кислотных флюсов, применяйте маску или защитные очки. При использовании газовой горелки алюминий может расплавиться, поэтому при работе нужно применять хлопчатобумажную спецодежду и сапоги.
Процесс пайки алюминия
Подготовка изделия

 До соединения кусков алюминия возможно предварительное лужение этих кусков. Это полезно при пайке сложных конструкций. В этом случае очень легко стянуть алюминий в зажиме, а потом паять паяльником или газовой горелкой. Соответственно, это не нужно делать, если вы заделываете трещины или отверстия в одном изделии.
До соединения кусков алюминия возможно предварительное лужение этих кусков. Это полезно при пайке сложных конструкций. В этом случае очень легко стянуть алюминий в зажиме, а потом паять паяльником или газовой горелкой. Соответственно, это не нужно делать, если вы заделываете трещины или отверстия в одном изделии.- Далее, необходимо зачистить алюминий, его обрабатываемую поверхность с помощью щётки из нержавеющей стали. При контакте с воздухом алюминий быстро покрывается слоем оксида алюминия, который не может быть залужен и пропаян. Ещё одно условие качественных паек — нужно быть готовым к быстрой очистке, покрытию флюсом и пайке, чтобы алюминий не успел покрыться новым слоем оксида. Изделие с сильным загрязнением или окислением нуждается в шлифовании и протирке изопропиловым спиртом или ацетоном.
 Зажмите спаиваемые металлические части вместе. Нужно, чтобы они соприкасались в том месте, где вы их хотите спаять. Для припоя нужно оставить небольшой зазор, меньше 1 мм. Если части металла не соприкасаются плавно, то нужно сделать шлифованные участка гладкими. Есть и другой вариант работы. Поскольку при работе с алюминием нужно работать достаточно быстро, то можно несильно закрепить алюминиевые куски вместе в тиски, там их зачистить, а потом сильно затянуть зажим тисков.
Зажмите спаиваемые металлические части вместе. Нужно, чтобы они соприкасались в том месте, где вы их хотите спаять. Для припоя нужно оставить небольшой зазор, меньше 1 мм. Если части металла не соприкасаются плавно, то нужно сделать шлифованные участка гладкими. Есть и другой вариант работы. Поскольку при работе с алюминием нужно работать достаточно быстро, то можно несильно закрепить алюминиевые куски вместе в тиски, там их зачистить, а потом сильно затянуть зажим тисков.- Далее, быстро, пока не образовался новый слой оксида алюминия, нанесите флюс вдоль площади спаивания. Для этого можно применить деревянную палочку или стержень припоя. Это обеспечит вытяжку припоя по всей площади соединения и прочный паяный шов.
Пайка изделия
Теперь можно нагревать спаиваемые детали. Для этого можно применить паяльник мощностью до 150 ватт или газовую горелку, в зависимости от массы спаиваемого изделия.
- Нагревать нужно рядом с местом соединения. Начинать нагрев нужно с нижнего конца изделия. Прямое пламя горелки может перегреть соединение, и тогда вся работа пойдёт насмарку. Поэтому наконечник горелки нужно держать на расстоянии 10 – 15 мм от поверхности металла. Для того чтобы равномерно прогреть спаиваемый шов, необходимо плавно, маленькими кругами перемещать источник тепла по площади спаивания. Учтите, что при использовании паяльного утюга он может нагреваться до нужной рабочей температуры в течение 10 минут. Если при нагреве спаиваемого соединения используемый флюс почернеет, то это значит, что температура нагрева соединения была слишком высока. Флюс нужно удалить и после охлаждения добавить новый и продолжать работу.
 После прогрева рабочей области до нужной температуры нужно применить припой. Температура нагрева определяется по цвету флюса. В основном, флюсы, которые применяются при пайке алюминия, при достижении рабочей температуры приобретают светло-коричневый цвет и начинают пузыриться. Поднесите припой к месту пайки, продолжая нагревать это место косвенно с противоположной стороны детали или близлежащей поверхности. Продолжая передвигать паяльник или горелку вдоль паяного шва, необходимо добиться равномерного растекания расплавленного припоя по всей площади места пайки и образования блестящей, как бы зеркальной, поверхности.
После прогрева рабочей области до нужной температуры нужно применить припой. Температура нагрева определяется по цвету флюса. В основном, флюсы, которые применяются при пайке алюминия, при достижении рабочей температуры приобретают светло-коричневый цвет и начинают пузыриться. Поднесите припой к месту пайки, продолжая нагревать это место косвенно с противоположной стороны детали или близлежащей поверхности. Продолжая передвигать паяльник или горелку вдоль паяного шва, необходимо добиться равномерного растекания расплавленного припоя по всей площади места пайки и образования блестящей, как бы зеркальной, поверхности. Если на спаиваемых поверхностях до нанесения флюса успеет образоваться новый слой оксида алюминия, то припой не будет связываться с алюминием. Тогда поверхности деталей нужно заново зачистить, добавить флюс и заново запаять. Такая ситуация может возникнуть, если тип припоя и флюса не соответствуют работе с алюминием и его сплавами. Либо алюминиевый сплав вашего изделия действительно плохо спаивается.
Если на спаиваемых поверхностях до нанесения флюса успеет образоваться новый слой оксида алюминия, то припой не будет связываться с алюминием. Тогда поверхности деталей нужно заново зачистить, добавить флюс и заново запаять. Такая ситуация может возникнуть, если тип припоя и флюса не соответствуют работе с алюминием и его сплавами. Либо алюминиевый сплав вашего изделия действительно плохо спаивается.- После охлаждения спаиваемой детали её нужно очистить от остатков флюса и оксидов, образовавшихся при высокой температуре пайки. Если используемый флюс был изготовлен на водной основе, то его можно смыть водой или нейтральным моющим средством. Если же флюс был изготовлен на основе смолы, то для очистки можно применить ацетон. Иногда для очистки от оксидов применяется кислотный травильный раствор.
Один домашний способ, как паять алюминий паяльником
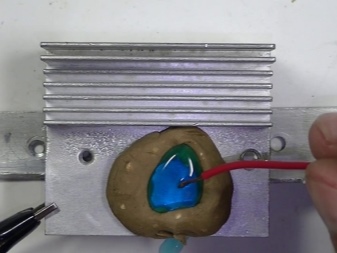
Нужно подготовить небольшую поверхность на алюминиевом изделии, просто зачистив её. На эту поверхность нанести несколько капель концентрированного раствора медного купороса. Алюминиевое изделие подключить, используя провод диаметром примерно 1 мм к источнику постоянного тока. Можно использовать алюминиевый провод. Другой медный провод свернуть так, чтобы получился небольшой диск. Другой конец этого провода подключить к «+» источнику постоянного тока.
В эту цепь можно последовательно включить обычную лампу накаливания на соответствующее напряжение. В качестве источника питания подойдёт трансформаторный выпрямитель от 3 до 12 вольт, аккумуляторная батарея или даже батарейка от карманного фонарика с напряжением 4,5 вольт.
Есть много видео в сети на YouTube. Вот инструкция для проведения успешной пайки алюминия.
После включения источника питания медный провод со свёрнутым диском подносится к месту пайки на небольшое расстояние и опускается в нанесённый ранее раствор медного купороса. Касаться самого алюминиевого изделия не нужно, ток должен течь через медный купорос. Загорается лампочка, и происходит электролитическое осаждение меди на поверхность алюминия. Через некоторое время медный купорос может закипеть и испариться. На его месте останется осаждённая медь. Потом этот участок можно залудить обычным способом и припаять к нему медный провод.
Особенности пайки алюминия
Алюминий относится к металлам, плохо поддающимся пайке. Это обусловлено его склонностью к образованию на поверхности изделий прочной плёнки окисла, препятствующей смачиванию детали расплавленным припоем.
Одна только механическая зачистка поверхности не помогает, так как новый окисел образуется мгновенно после снятия старого. По этой причине, для пайки алюминия применяют специальные флюсы и соблюдают особую технологию.
Соединение проводов
Обычно пайка алюминия применяется в тех случаях, когда соединяемые детали достаточно малы и применение аргоновой сварки невозможно, либо она отсутствует. Один из примеров применения пайки – соединение электрических проводов из разных материалов.
Нередко на практике приходится производить соединение медных и алюминиевых проводов. Выполнять такие соединения скруткой нельзя, так как эта пара металлов образует очаг электрохимической коррозии. В этом случае, отличным вариантом соединения может служить пайка алюминия с медью.
Такую операцию можно выполнить обыкновенным мягким свинцово-оловянным припоем, но при этом следует использовать специальный флюс для пайки алюминия. Процедура должна выполняться в следующей последовательности:
 сначала необходимо зачистить медный провод и залудить его с применением канифоли;
сначала необходимо зачистить медный провод и залудить его с применением канифоли;- для лужения алюминиевого провода следует, после механической зачистки от окисной плёнки, покрыть его слоем флюса для пайки алюминия;
- для лучшей механической прочности соединения залуженные провода можно скрутить;
- нагревая паяльником соединение с добавлением флюса добиться расплавления припоя и образования спайки.
Полученное таким образом соединение можно смело заделывать в стену, прослужит оно очень долго.
Снятие оксидной пленки
Обычно при наличии хорошего флюса, специально предназначенного для пайки алюминия, применение каких-либо особых ухищрений не требуется, достаточно произвести механическую зачистку и смочить паяемую поверхность флюсом.
Также возможно применение кислоты для пайки алюминия. Используют соляную кислоту, в которой растворен цинк (паяльная кислота), применяют также флюсы на основе ортофосфорной кислоты.
Но если такой флюс отсутствует или в силу плохого качества не обеспечивает пайку, можно пойти другим путём. Есть несколько способов удаления окисной плёнки для успешного лужения заготовки.
В канифоли
 Алюминиевый провод или другую деталь можно освободить от окисной плёнки, погрузив её в жидкую канифоль. Для этого можно либо расплавить её, либо приготовить спиртовой раствор.
Алюминиевый провод или другую деталь можно освободить от окисной плёнки, погрузив её в жидкую канифоль. Для этого можно либо расплавить её, либо приготовить спиртовой раствор.
Погрузив деталь в канифоль, острым ножом нужно соскоблить плёнку окисла. Слой канифоли препятствует доступу воздуха и образованию нового окисла. После этого деталь можно залудить, используя разогретый паяльник с припоем.
Абразивным порошком
При отсутствии флюса и канифоли пайку алюминия можно произвести следующим образом. Готовится паста, состоящая из порошка абразива и трансформаторного масла.
В качестве абразива можно также использовать мелкие металлические опилки. Заготовка покрывается данным составом, после чего натирается горячим паяльником с припоем.
В результате этого зёрна абразива или металлической стружки снимают плёнку, а поверхность тут же, без доступа воздуха смачивается припоем. После лужения изделие можно легко запаять.
Химический способ очистки
 По сути, этот способ является не чем иным, как обмеднением алюминиевой поверхности. Выполняется он следующим образом.
По сути, этот способ является не чем иным, как обмеднением алюминиевой поверхности. Выполняется он следующим образом.
Ту часть алюминиевой заготовки, которую предстоит покрыть слоем меди, смачивают раствором медного купороса. Затем берут источник постоянного тока, напряжением 4,5 вольта.
Это может быть батарейка или аккумулятор. Алюминиевую деталь соединяют с минусовым выводом источника питания. К плюсовой клемме присоединяют медный провод, конец которого запутывают в щетине зубной щётки.
Далее щётку смачивают раствором медного купороса. Провод, находящийся в щетине, должен быть хорошо увлажнён. После этого щёткой натирают место детали, предварительно смоченное раствором.
В результате гальванической реакции поверхность алюминия покрывается тонким слоем меди, что позволяет её паять, как если бы это была медная деталь.
Разогрев детали
 При пайке достаточно массивных деталей, мощности обычного электрического паяльника может не хватить, чтобы нагерть заготовку до нужной температуры.
При пайке достаточно массивных деталей, мощности обычного электрического паяльника может не хватить, чтобы нагерть заготовку до нужной температуры.
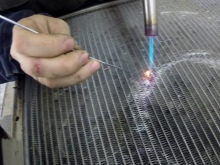
Можно воспользоваться для разогрева алюминия в домашних условиях газовой горелкой. Для этой цели лучше использовать портативную горелку, питающуюся от маленького газового баллончика. При этом работать нужно очень аккуратно. Недопустимо перегреть основной металл до состояния, когда он начнёт плавиться.
Можно также применить комбинированный метод нагрева. Например, массивную алюминиевую деталь поместить на конфорку кухонной газовой плиты и зажечь малый огонь. В месте пайки можно орудовать электрическим паяльником.
Всё сказанное о способах пайки алюминия относится к различным сплавам на основе этого металла. Несколько обособлена только тема пайки силумина. Этот материал является сплавом алюминия, содержащим кремний (грубо говоря, песок).
Пайка этого сплава доставляет особые трудности. Попытки спаять силумин часто терпят неудачи.
Даже после, казалось бы, удачной пайки, оказывается, что соединение не обладает нужной прочностью и может разрушиться. Специалисты не советуют паять этот материал. Лучший способ соединения этого сплава – аргонодуговая сварка.
Высокотемпературный процесс
Промышленные способы алюминиевой пайки отличаются применением более твёрдых припоев, содержащих алюминий. Для применения такой технологии требуется заводское оборудование и наличие специальных флюсов.
Так, нагрев и пайка заготовок производится в специальных печах туннельного типа. Процесс пайки осуществляется в среде инертных газов при температуре, достигающей 600 ℃. Эта технология применяется при изготовлении алюминиевых радиаторов и теплообменников современных автомобилей.
Как паять алюминий?

- Особенности пайки
- Способы
- Выбор необходимых инструментов и соответствующих материалов
- Флюсы
- Припой
- Проволока
- Паяльник
- Горелки
- Технология
Изначально важно отметить, что речь пойдет о металле, основными эксплуатационными показателями которого являются легкость и гибкость. Для многих актуален ответ на вопрос, как правильно и качественно паять алюминий – это объясняется одним уникальным свойством материала, а именно образованием оксидной пленки. С одной стороны, это увеличивает привлекательность алюминия в качестве сырья, но в то же время создает определенные проблемы при соединении деталей, выполненных из него.

Особенности пайки
Изначально следует напомнить, что пайка представляет собой один из эффективных способов создания неразъемных, надежных соединений элементов, выполненных из металлов. Важно при этом учесть, что в течение достаточно длительного времени технология характеризовалась сравнительно низкой производительностью. Параллельно акцентировалось внимание на том, что прочность соединений оставляет желать лучшего. Именно с учетом этих ключевых факторов описываемый тип пайки не получил широкого применения в промышленных масштабах.

На сегодняшний день существует мнение, сторонники которого утверждают, что паять и лудить рассматриваемый металл и его сплавы невозможно без использования специального оборудования. Доказательством подобных утверждений являются следующие аргументы.
- На поверхности любых алюминиевых деталей при их контакте с воздухом неизбежно формируется оксидная пленка, имеющая формулу AL2O3. Ее главные характеристики – это химическая устойчивость и тугоплавкость. Именно эти свойства создают существенные проблемы в процессе соединения алюминиевых элементов конструкций и ремонте изделий.
- Описываемый процесс также сильно осложняется из-за свойств самого металла. Все дело в том, что он начинает плавиться при температуре, достигающей 660 градусов Цельсия. При этом в ситуациях со сплавами на его основе температурный показатель варьируется в пределах от 500 до 600 градусов. Параллельно следует учесть, что при температуре металла 300 градусов, а сплавов – 250 градусов они существенно утрачивают свою прочность, что может в итоге крайне негативно отразиться на эксплуатационных показателях монтируемых конструкций.



С учетом всего перечисленного, можно сделать вывод, что стандартными методами выполнить качественную пайку алюминия практически невозможно.
Выходом в подобных ситуациях будет применение специальных сильнодействующих флюсов в тандеме с припоями, имеющими соответствующие свойства.

Способы
Многих интересует возможность применения аргона, холодной сварки, а также низкотемпературной и газопламенной технологий. Пайка отдельных конструктивных элементов и изделий осуществляется при помощи обычных паяльников, горелок, а также хорошо известных многим паяльных ламп. На данный момент можно выделить 3 основных варианта создания подобных соединений, а именно:
- с применением канифоли в качестве флюса;
- при помощи припоев с разной основой;
- электрохимический процесс.
Первый способ актуален преимущественно для соединения поверхностей небольших площадей. Чаще всего таковыми являются провода и кабели, спаиваемые участки которых на этапе подготовки требуется максимально качественно обработать и залудить, создав соответствующий слой канифоли. Допускается применение раствора упомянутого типа флюса в диэтиловом эфире. Данный метод предусматривает добавление средства без отрыва жала паяльника.
Важно учитывать, что его мощность при спаивании тонких проводов может составлять 50 Вт, а при толщине в 1 мм – 100 Вт.

Пайка с применением припоев достаточно широко используется в современной электротехнике, а также в процессе ремонта автомобилей и изделий из алюминия. На первоначальном этапе необходимо покрыть соединяемые места деталей сплавом. Речь идет об обязательном лужении данных частей непосредственно перед их спаиванием.
Электрохимический метод – это процедура, выполнение которой требует наличия специальной установки, предназначенной для создания гальванического покрытия. Данное оборудование позволяет выполнять омеднение поверхностей соединяемых элементов. Если такая установка отсутствует, то, в принципе, создать необходимый слой можно самостоятельно. В домашних условиях на предварительно зачищенную наждачной бумагой область наносится медный купорос. Следующий шаг – это подключение к обрабатываемой детали или изделию минусового полюса источника питания.
В качестве независимого источника энергии вполне можно использовать батарейку, АКБ и даже выпрямители. К плюсовому выводу при этом подключают электрод в виде зачищенного медного провода, сечение которого составляет около 1 мм. Его следует расположить на изолированной поверхности (подставке). В результате электролиза на обрабатываемые детали оседает медный слой.
Выбор необходимых инструментов и соответствующих материалов
С учетом всех технических нюансов и свойств самого алюминия рассматриваемый тип пайки – это реальный и достаточно эффективный способ восстановить:
- всевозможную утварь;
- автомобильные, а также бытовые отопительные радиаторы;
- трубы различных диаметров и сечения;
- разнообразные изделия, включая сантехнические.


На предприятиях пайка деталей, выполненных из описываемого металла и сплавов, осуществляется с применением специализированных аппаратов. В домашних условиях, гараже и маленьких мастерских аналогичные процессы реализуют при помощи:
- обычных паяльников разной мощности;
- горелок (преимущественно газовых);
- специальных присадок, включая средства в виде порошков;
- магниевых карандашей;
- оловосодержащих припоев.


Флюсы
Прежде всего необходимо напомнить, что флюсы характеризуются повышенной активностью. Исходя из этого, после завершения пайки данные вещества следует удалять при помощи щелочных растворов и воды. В процессе выполнения работ требуется уделять внимание защите органов дыхания от испарений.
На сегодня можно выделить следующие наиболее распространенные типы флюсов.
- Канифоль, которой по праву принадлежит пальма первенства в рейтингах популярности. Данный флюс широко используют при пайке с латунью, нержавейкой и другими металлами. В ситуациях с алюминием обязательным условием является отсутствие воздуха, исходя из чего канифоль применяется редко.
- Порошковые соединения, которые используют, как правило, при пайке с применением газовых горелок. При этом специалисты не советуют добавлять кислород, который негативно отражается на эффективности флюса. На данный момент чаще всего используются бура, паяльный жир, ацетилсалициловая кислота и соединение марки Ф-34А.
- Жидкие флюсы, которые наносят тонким слоем на места будущих соединений. Важно помнить, что подобные средства в процессе выполнения работ при нагревании активно испаряются, выделяя потенциально опасные для здоровья пары. Так, в составе Ф-64 присутствуют дионизированная вода, ингибиторы коррозии, а также тэтраэтиламмоний и фториды. Это соединение эффективно разрушает злополучный слой оксида.



Флюс Ф-61 используют для лужения и качественной пайки алюминиевых сплавов при температуре в пределах 250 градусов. В свою очередь Castolin Alutin 51 L эффективен при рабочей температуре от 160 градусов. В состав данного флюса входят 32-процентное олово, свинец и кадмий.


Припой
В подавляющем большинстве случаев основные компоненты припоев с низкой температурой плавки – это олово, кадмий, цинк, свинец, а также висмут. Ключевым моментом является то, что в перечисленных металлах (исключение представляет только цинк) алюминий практически не растворяется. Это, в свою очередь, негативно отражается на качестве соединений.
С одной стороны, возможно применение активных флюсов при тщательной обработке мест спаивания. Параллельно используют припои на основе свинца и олова. Однако подобные стыки характеризуются пониженной устойчивостью к коррозии.
Частично нивелировать данный эффект поможет нанесение качественного лакокрасочного покрытия.

Оптимальным выбором станет припой, основой которого являются алюминий, медь, цинк или серебро. В перечень подобных материалов входит, к примеру, припой марки 34А, в составе которого присутствуют алюминий, медь и кремний в концентрации 66, 28 и 6 процентов соответственно. Не менее распространенный – это припой ЦОП-40, в состав которого входит 60% свинца и 40% цинка. Важно учитывать, что прочность соединений и устойчивость к коррозии прямо пропорциональны содержанию цинка.
Отдельного внимания заслуживают высокотемпературные припои, содержащие алюминий, кремний и медь. В их перечень входят уже упомянутый 34А, а также его аналог Aluminium-13. В составе последнего 87% алюминия и 13% кремния.
Подобные пропорции позволяют выполнять пайку при температурах в диапазоне 590-600 градусов.
Несколько прекрасных способов пайки алюминия и дюрали в быту


Его преимущества существенные, он легкий, а дюраль так вообще можно сравнить по твердости со сталью. При том дюраль легче стали в 3 раза.
Электротехника широко использует алюминий.
Ведь электропроводность чистого алюминия составляет 62% проводимости меди. Чистый алюминий используют в производстве фольги, которая часто применяют для электролитических конденсаторов.


Но по сравнению с медью у него ниже цена.
Алюминий третий за содержанием и самый распространенный метал земной коры, что составляет 8% от ее массы. И вдруг проблема, припаять алюминий или хотя бы залудить, радиолюбители знают, это еще то жуткое испытание нервов и усидчивости. Ведь такая пайка является достаточно сложным в выполнении технологическим процессом. Так что не так с алюминием, почему он не хочет лудится?


Вот тот оксид не хочет приставать к нашему припою. Поэтому почти все потуги при пайке алюминия должны быть направлены на снятие той оксидной пленки, любыми не запрещенными методами.
Способ 1. Пайка с надфилем или шкуркой:


Место пайки тут также должно быть постоянно в той опилочной канифоле. Как не сложно догадаться опилки тут расцарапывают окисел, в результате к нему пристает припой.
Способ 3. Анальгин при пайке:



Способ 4. Машинное масло (для швейных машин или точных механизмов, жидкое):
Не плохие результаты может дать пайка в минеральном (машинном) масле с использованием абразивных в нем инструментов. Тех же железных опилок, ножа или стоматологического бура.

При толщине детали более 2 мм перед нанесением масла деталь надо прогреть. Но осторожно, не забывая что нанесения масла на горячую поверхность может вызвать брызги. Припой должен содержать не менее 50% олова. Лучшие результаты получаются в случае применения щелочного масла для чистки оружия после стрельбы.
Способ 5. Специальные флюсы для пайки алюминия:





Способ 6. Пайка в вакууме:
Если есть возможность то пайка алюминия в вакуумной камере дает хорошие результаты. Но здесь так же нужна предварительная зачистка поверхности детали.
Пайка и сварка в космосе вообще, как говорят некоторые космонавты очень качественная и прочная.
Способ 7. Омеднение алюминия:
Используя медный купорос (CuSO4) можно создать гальваническую установку для покрытия алюминия медью с последующей ее залужением.


Интересно что сварка алюминия не возможна по тем же причинам-образования оксидной пленки на аллюминие. Поэтому для сварки используют инертный газ-аргон. Аргон частично вытесняет кислород воздуха. Но все равно при начале сварки места стыков должны быть обезжирены и зачищены абразивными инструментами, желательно под струей аргона. Иначе алюминиевый электрод, даже с аргоном, при подаче будет просто-напросто плавится и сворачиваться шариками и не прилипать.
Если у кого есть свои способы пайки алюминия, делитесь, будет интересно.
![[Инструкция] Пайка алюминия в домашних условиях](https://rich--house.ru/wp-content/cache/thumb/4c/1ef0e235002194c_320x200.jpg)