
Как развальцевать алюминиевую трубу в домашних условиях
Обзор технологии и оборудования для развальцовки труб
Развальцовка труб — это процесс по изменению конфигурации края трубы для придания полому изделию требуемой формы по расширению или сужению диаметра.

Развальцовка — это процесс по частичному изменению конфигурации края трубы для придания полому изделию требуемой формы по расширению или сужению диаметра путем заданной деформации металла.
Сферы применения
Применение на практике развальцовки труб имеет несколько специфичное положение. Это связано с тем, что сам метод соединения труб с помощью развальцовки довольно старый технологический прием, который с развитием промышленности был в основном заменен другими типами соединений. А вот ряд конкретных сфер применения развальцовки так и не нашли должной технологической замены и используются в своем неизменном виде до сих пор. Для примера приведем наиболее характерные и часто встречающиеся сферы применения развальцовки, а именно:
Это связано с тем, что сам метод соединения труб с помощью развальцовки довольно старый технологический прием, который с развитием промышленности был в основном заменен другими типами соединений. А вот ряд конкретных сфер применения развальцовки так и не нашли должной технологической замены и используются в своем неизменном виде до сих пор. Для примера приведем наиболее характерные и часто встречающиеся сферы применения развальцовки, а именно:
- В энергетической промышленности при изготовлении решеток водотрубных теплообменников с целью создания прочного герметичного соединения между медными или латунными трубами и цилиндрическими отверстиями стальной трубной решетки. А также на предприятиях жилищно-коммунального хозяйства для уже соответственно ремонта этих водотрубных теплообменников. Развальцовку все реже используют для закрепления труб в различном котельном оборудовании как конденсаторы, парогенераторы, экономайзеры и маслоохладители.
- В сфере бытового хозяйства для создания разъемных соединений из медных трубок, при монтаже систем кондиционирования. С помощью медных трубок и соединяют внешние и внутренние блоки сплит-системы, по которым и циркулирует хладагент.
- В пищевой отрасли при изготовлении промышленных холодильных камер для создания надежных разъемных соединений медных и латунных трубок непосредственно на месте монтажа оборудования, позволяя со стандартным оборудованием вписываться в любую конфигурацию помещений.
- В альтернативной энергетики при монтаже тепловых насосов, для соединения медных трубок по полной аналогии со сплит-системами.
- На предприятиях автопрома при изготовлении быстроразъемных соединений стальных трубок для гидравлической тормозной системы или медных трубок для гидравлической системы сцепления автомобиля. А также развальцовку методом штамповки применяют при изготовлении различных радиаторов охлаждения для двигателей внутреннего сгорания.
Особенности технологии

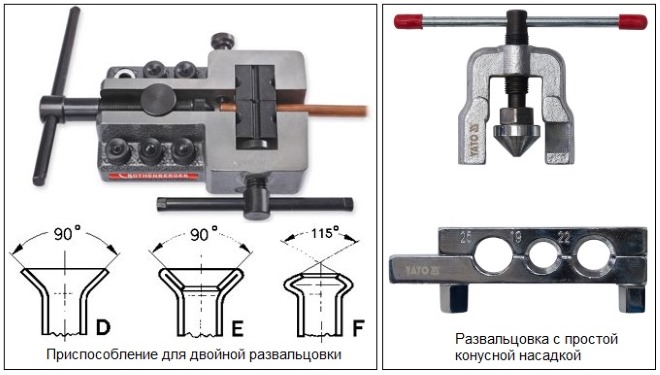
Но основные три типа развальцовки являются наиболее распространенными и применяются как в автомобилестроения, так и при монтаже различного энергетического оборудования. К ним относится:
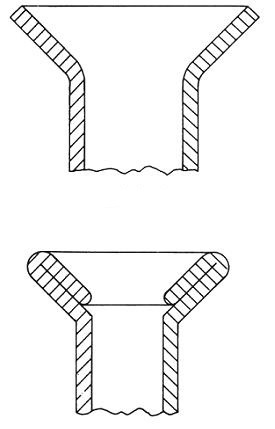
- простая одинарная развальцовка под конус типа «D», делается под углом в 45 градусов в виде одинарной воронки, для ее изготовления подойдет большинство ручных приспособлений для развальцовки трубок;
- двойная развальцовка трубок под конус типа «E» также выполняется под углом в 45 градусов в виде одинарной воронки с двойным усиленным краем трубки, для ее выполнения подойдет уже более специализированный инструмент для развальцовки со специальными насадками;
- одноразовая развальцовка стальных труб под грибок типа «F», выполняется специальной эксцентриковой развальцовкой.
Развальцовка труб является достаточно непростой в технологическом плане операцией и требует тщательной подготовки. Поэтому для получения качественного соединения с помощью развальцовки необходимо выполнять и соблюдать следующие условия:
- срез трубы должен быть идеально ровным,
- стенки трубы, предназначенной под развальцовку, должны иметь одинаковую толщину по всему диаметру;
- место развальцовки должно быть идеально ровным и гладким, при этом не должно иметь следов остаточной деформации и трещин.
Технология развальцовки трубок

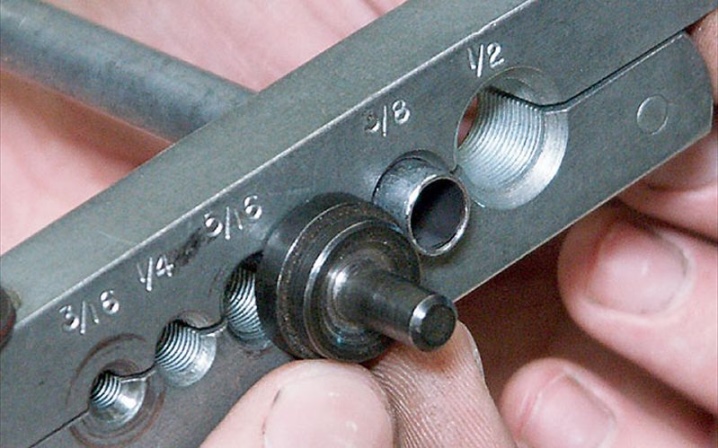
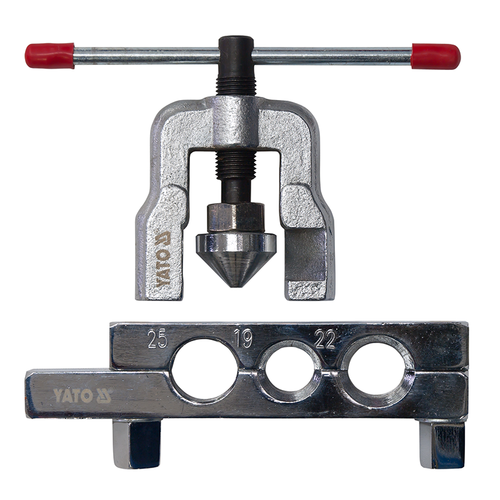
Технологию развальцовки трубок можно привести на примере работы ручного инструмента для развальцовки, состоящего из основания с раззенкованными отверстиями на основные типоразмеры труб и соответствующего им набора насадок.
Перед началом работ трубку необходимо ровно обрезать, так, чтобы срез был строго перпендикулярным центральной оси. Рекомендуется использовать специально приспособленные для этого труборезы. После этого отрезанный край трубы обрабатываем напильником или срезаем фаску с помощью риммера и тем самым удаляем все заусенцы с внутренней и внешней части торца.
Далее, в отверстие основания строго по диаметру вставляется трубка и зажимается прочной металлической рамкой так, чтобы край трубки немного выступал над плоскостью уровня основания.
Берем соответствующую отверстию насадку, представляющую с одной стороны стальной цилиндрический предмет с поверхностью конусообразной формы и приспособлением для прижимного винта на другой стороне. В зависимости от вида будущего соединения насадка для развальцовки может иметь различную форму, поэтому подбираем поверхность необходимой конфигурации.
Установив нужную нам насадку, начинаем постепенно закручивать винт центрирующего стержня, давя поверхностью насадки на трубку, постепенно прижимая ее к краям отверстия в основании. По завершении операции винт стержня раскручивается, основание разбираем и развальцованная трубка свободно достается из приспособления.
Самое главное, не забывать одевать гайку штуцера на трубку заранее, в противном случае вам придется повторить все операции в той же последовательности еще один раз.
Совет: как и при любой обработке металлических изделий, рекомендуется место развальцовки заранее смазать небольшим количеством машинного масла.
Применяемое оборудование
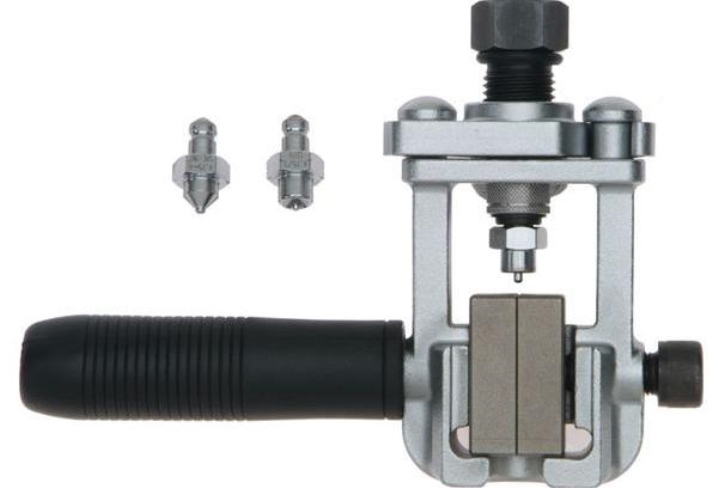
Следующей категорией ручного инструмента для развальцовки служат различные наборы, в комплект которых, как правило, входят:
- две планки основания со специальной формы отверстиями, соответствующих основным типоразмерам стальных и медных трубок, в количестве от 5 до 11 штук в зависимости от комплектации и цены,
- приспособление развальцовки с резьбой для крепления пяти сменных штампов.
- набор сменных штампов.
Нередко такие наборы комплектуют ручными роликовыми, предназначенными для резки алюминиевых, латунных, медных, стальных и металлопластиковых труб с диаметром от 3 до 29 мм включительно.
Стоит отметить, что по многочисленным отзывам на форумах в интернете пользователи обращают внимание на прямую зависимость качества и надежности в работе таких инструментов от стоимости наборов. Как правило, дешевый станок для развальцовки трубок быстро ломается и не рекомендуется для использования при больших объемах работ.
Следующей категорией приспособлений являются различные виды станков для развальцовки трубок. Они отличаются более надежными и качественными узлами, высокой стоимостью и предназначаются для профессионального применения.
На станках развальцовку труб производят с помощью электрического, гидравлического или пневматического привода с применением контроллеров крутящего момента для полной автоматизации рабочих процессов.
Специфика развальцовки стали и алюминия.
При неуверенности в достаточной пластичности материала стальных или алюминиевых трубок их рекомендуется предварительно перед развальцовкой нагревать соответственно для стали до 500-600⁰ C, а для алюминия до 200-300⁰ C.
Как выполнить развальцовку трубок
Вам необходимо поменять стальную или медную трубку в вашем автомобиле, а специализированный инструмент для развальцовки отсутствует, причем идея найти его или купить связана с определенными трудностями. Вот тут и пригодиться совет, как развальцевать трубку своими руками.
- Для начала берем два небольших деревянных бруска, подобрав размеры и толщину так, чтобы можно было зажать их в обычных тисках.
- Зажимаем выбранные бруски в тисках и по центру шва их соединения сверлим сквозное отверстие диаметром той самой стальной или медной трубки, которую вам надо развальцевать.
- Далее, с одной стороны отверстия сверлом большего диаметра высверливаем небольшое конусообразное углубление. Все основание готово.
- Закрепляем трубку в изготовленном основании из двух деревянных брусков и прочно зажимаем всю конструкцию в тисках. Трубка должна возвышаться на один-два миллиметра над поверхностью брусков.
- Берем стальной шарик от подшипника диаметром примерно в полтора-два раза большим, чем у трубки и не очень сильными ударами молотка начинаем процесс развальцовки. Если трубка начнет проскальзывать в деревянном основании, то, по необходимости, обматываем ее тонкой наждачной бумагой.
Совет. Если «развальцованное» соединение подтекает, то для устранения течи можно подложить тонкую свинцовую шайбу между трубкой и штуцером.
Если вы знаете свой способ развальцовки или у вас есть особый опыт в этом деле, поделитесь им в блоке комментариев.
Москвич 426 «Примус» (третья жизнь) › Бортжурнал › [Знание-сила!] Как развальцевать тормозную трубку

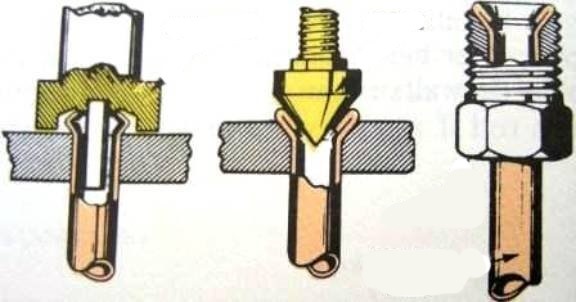
Во-первых, какие бывают виды разцвальцовок:

1) Одинарная воронка – в автомобилестроении не применяется. Развальцовывается просто конусом в одну операцию. Хотя в принципе, мне известны случаи, когда такую одинарную воронку прикручивали вместо двойной и вроде как даже при этом, после очень сильной затяжки, тормозная жидкость не вытекала. Сам так делал при отсутствии инструмента.
2) «Грибок». Считается одноразовым соединением (хотя в реальной жизни позволяет прикрутить трубку до нескольких раз). Является стандартом для европейских и азиатских автомобилей. Это результат европейской жадности: во-первых вальцуется за одну операцию, во-вторых одноразовость способствует демотивации ремонта автомобиля и увеличению продаж автомобилей. В СССР такой вид развальцовки впервые появился на автомобилях ВАЗ, а потом «переполз» на Москвичи, затем Волги и совсем недавно на УАЗы.
3) «Двойная воронка» – Американский стандарт, считается многоразовым соединением. Вальцуется за 2 операции: первая операция – получается «пузырь» или «Грибок», делается оправкой. Вторая операция – заминание конусом и образование воронки. Этот стандарт применялся и в СССР на старых Москвичах, Волгах и УАЗах.
Более подробный рисунок, демонстрирующий разницу между одинарной и двойной воронкой:
Теперь о том, как развальцовывать. Для начала фото набора, состоящего из отрезки, оправок, планки и струбцины с конусом:

Оправка выглядит вот так:

Набор нужно покупать метрический. Почему-то в продаже много дюймовых. Наш (Москвичёвско-волговско-уазовский) размер трубки – 6мм.
1) Отрезаем трубку с помощью отрезки. Для этого надеваем её на трубку, слегка зажимаем. Прокручиваем вокруг трубки несколько раз, поджимаем, опять прокручиваем несколько раз пока не отвалится.
2) Прочищаем внутреннюю кромку трубки острым предметом (вставляем и прокручиваем). Как правило, лезвие для такой прочистки находится на отрезке. Можно использовать обычный стальной нож с острым концом.
3) Зачистка конца трубки. Для этого зажимаем планку в тиски за длинный конец, гладкими отверстиями вверх. Зажимаем в соответствующее отверстие нашу трубку почти заподлицо с поверхностью планки. Подтачиваем торец трубки напильником.
4) Надеваем на трубку гайку. Это важно сделать именно сейчас, лично я часто забываю 🙂
5) Переворачиваем планку вверх ногами и теперь зажимаем её в тиски конусными отверстиями вверх. Зажимаем в неё трубку с выпуском. Выпуск трубки должен быть равен высоте гурта оправки. Если гурт 2-ступенчатый, то ориентируемся по высоте нижней части гурта. Эта нижняя часть гурта кстати бывает как меньше так и больше по диаметру чем верхняя Вот так это выглядит:
6) Смазываем штырь и прилегающую поверхность оправки тормозной жидкостью. Вставляем оправку штырём в трубку, надеваем на планку струбцину и вжимаем оправку до прилегания к планке. Снимаем оправку. Мы сейчас получили «грибок» или «пузырь». Если у нас Евростандарт, то всё готово и можно ставить трубку на машину.
7) Если же нам нужна двойная воронка, то нужно проделать ещё одну операцию. Снимаем оправку и заминаем пузырь конусом, находящимся на струбцине. Вот теперь готово.
Вот так выглядят 2 операции:
Ну и видос, где я рассказываю и показываю как это делается:
Развальцовка труб: тонкости технологии и основные инструменты
Специалистам часто приходится изменять как конфигурацию, так и другие геометрические параметры трубопроката для решения различных задач. Чаще всего для изменения формы и размеров трубного изделия используется такая технологическая операция, как развальцовка. Следует иметь в виду, что данная операция в корне отличается от той, которую называют вальцовкой, причем различия эти существенны.
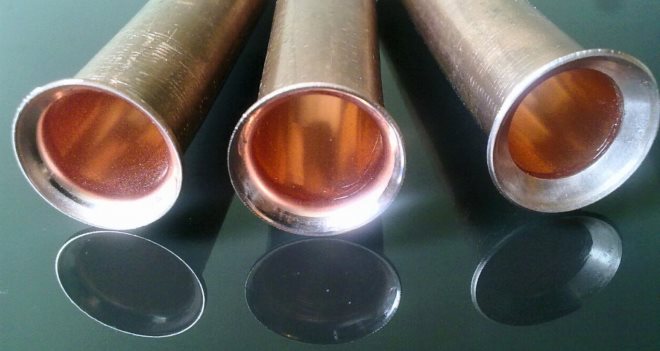
Концы этих медных труб развальцованы: расширены до определенной формы и подготовлены для соединения
Развальцовка и вальцовка
Прежде всего, следует понимать, что развальцовка труб не может называться вальцовкой, так как суть у этих технологических операций совершенно разная.
- Вальцовка, для выполнения которой используется специальный вальцеватель (станок, оснащенный рабочими валками), – это технологическая операция, в процессе которой осуществляется деформирование листового проката или металлической трубы в радиальном направлении. При помощи такой операции, в частности, из листового металла формируют изделия цилиндрической или конической формы, а также изготавливают из круглого трубопроката изделия с другой формой поперечного сечения.
- Инструмент для развальцовки не содержит в своей конструкции рабочих валков, а суть самой процедуры заключается в том, что пластической деформации подвергается только конец трубы, при этом его внутренний и наружный диаметры увеличиваются до требуемых параметров. Необходимость в выполнении такой операции чаще всего возникает в тех случаях, когда два отрезка трубы требуется надежно соединить между собой.

Разновидности развальцовки трубок
Чтобы получить надежное и герметичное соединение двух труб, используют различные методы – пайку, применение накидных муфт и других фитинговых элементов и т.д. В некоторых из таких случаев (в частности, при пайке и использовании накидных муфт) концы трубных изделий необходимо расширить. Для выполнения этой процедуры и требуется развальцовщик.
Многие домашние мастера под развальцовкой подразумевают и другие технологические операции, целью которых также является пластическая деформация отдельного участка трубного изделия. Сюда можно отнести, например, завальцовку и гибку.
- Завальцовка – процедура, подразумевающая не расширение, а сужение края трубы. При этом используется метод простого обжатия, для чего применяют обычные клещи или миниатюрные вальцы. Необходимость в выполнении такой операции возникает в тех случаях, когда на конце трубы надо нарезать резьбу, используя для этого ручной инструмент.
- Гибка – технологическая операция, для выполнения которой используются специальные устройства с рабочими вальцами и которую часто также называют развальцовкой, хотя это в корне неправильно. Целью гибки, которой могут подвергаться как мягкие медные трубки, так и трубопрокат из стали и других металлов, является не расширение, а изгиб отдельной части изделия под требуемым углом.
Таким образом, под вальцовкой и развальцовкой следует понимать совершенно разные технологические операции.

Развальцовка трубок в процессе установки кондиционера
Как развальцевать трубу
Задаваясь вопросом о том, как развальцевать трубу, следует иметь в виду, что подвергаться такой процедуре могут только изделия, изготовленные из достаточно пластичного материала. Сюда, в частности, можно отнести мягкие трубки из меди и алюминиевых сплавов, а также из отдельных марок нержавейки. Для выполнения такой технологической операции может быть использован как серийно изготовленный развальцовщик, так и самодельное устройство. Между тем развальцовка стальных труб большого диаметра или изделий, изготовленных из другого металла, должна выполняться с применением профессионального оборудования.
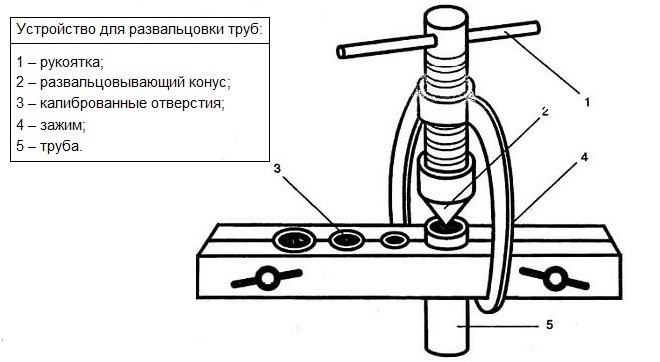
Приспособление для развальцовки труб
Как же развальцовывать трубы в домашних условиях? Развальцовке в таких ситуациях чаще всего подвергаются трубки из меди и других мягких металлов, но вне зависимости от материала изготовления изделий такая технологическая операция выполняется в следующей последовательности:
- Конец трубы тщательно зачищают, с его поверхности удаляют заусеницы.
- Затем на него устанавливают специальную муфту и помещают в приспособление для развальцовки.
- Если для выполнения развальцовки используется развальцовщик ручного типа, то процесс ее выполнения выглядит следующим образом: при завинчивании винта конус развальцовывающего устройства, оказывая механическое воздействие на внутреннюю поверхность трубы, деформирует ее.
- После того как конец трубки принимает воронкообразную форму с углом скоса, равным примерно 45°, приспособление для развальцовки снимают.
- Разъемную муфту, которая предварительно была надета на трубку, перемещают к ее торцу и закручивают гайку.
В том случае, если развальцовщик применяется для подготовки трубок к пайке, резьбовая разъемная муфта не используется.
Инструменты и приспособления
Для развальцовки трубок в зависимости от материала их изготовления могут быть использованы различные приспособления. Если необходим развальцовщик для обработки трубок из меди, то для этого вполне подойдет и самодельное устройство для развальцовки трубок.
В случае развальцовки медных трубок своими руками требуется не столько сила воздействия, сколько аккуратность. Формируемая при выполнении такой процедуры воронка на конце медной трубы должна быть без дефектов, перекосов и сколов.
Разновидности ручных приспособлений для развальцовки
Для выполнения развальцовки может использоваться и изготовленный своими руками инструмент. Перечислим приспособления, требующиеся в таких случаях чаще всего:
- устройство, конструкция которого состоит из двух частей – фиксатора, которым обеспечивается удерживание трубки определенного диаметра, а также конуса, соединенного с винтом (фиксатор представляет собой металлическую пластину, в которой выполнены отверстия различного диаметра);
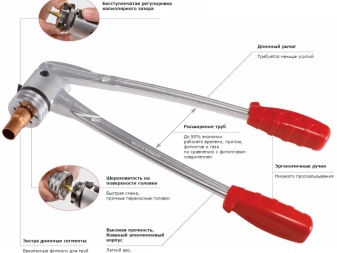
- экстендер – это устройство рычажного типа, рабочим органом которого является регулируемая расширительная головка для обработки труб различного диаметра (разводные лапки такого устройства, которое фиксируется в определенном положении, воздействуют на внутренние стенки трубы, растягивая их).
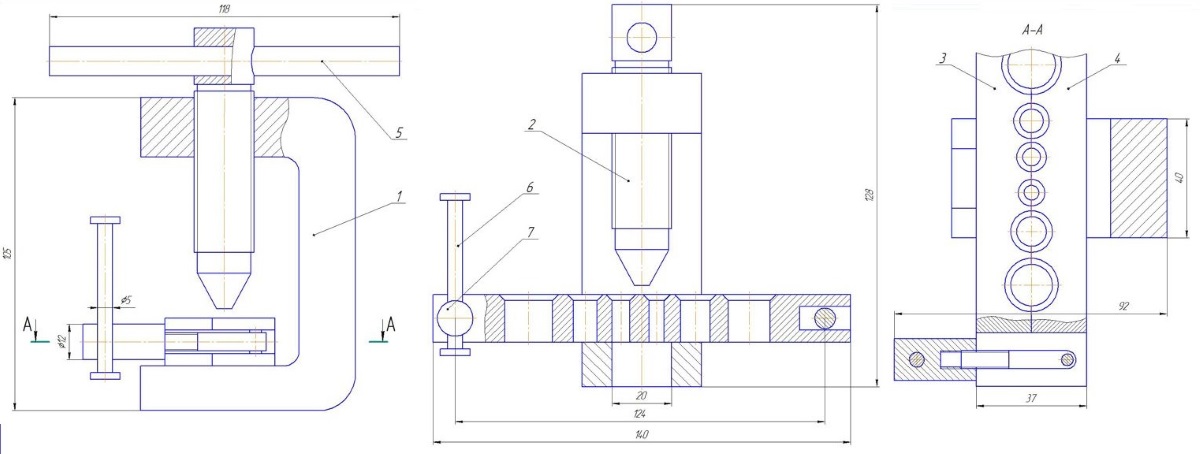
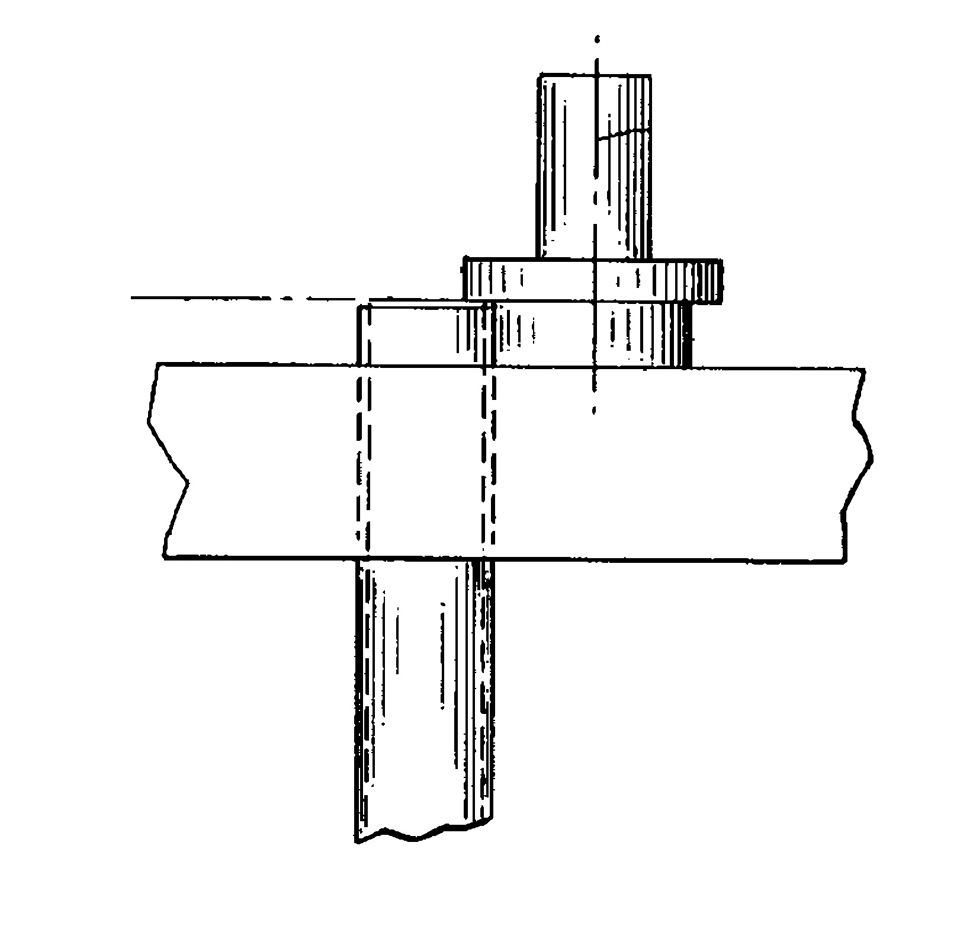
Чертеж самодельного приспособления для развальцовки трубок (нажмите для увеличения)
Ручное приспособление для развальцовки следует использовать максимально аккуратно, в противном случае у обрабатываемой трубы могут сформироваться стенки различной толщины.
Профессиональное приспособление для развальцовки – это устройство, оснащенное электрическим приводом. Рабочая головка такого устройства, выполненная в форме конуса, прокатывается по внутренней поверхности трубы, пока изделие не приобретет требуемую форму и не достигнет заданных геометрических параметров.
При использовании таких устройств для развальцовки удается добиться более высокой равномерности толщины стенок и симметричности геометрических параметров трубных изделий.
Развальцовка: что это такое и какие инструменты нужны?

- Что это такое и зачем нужна?
- Когда применяется?
- Обзор видов
- Инструменты и приспособления
- Этапы
- Рекомендации по выполнению
Трубы можно соединять разными способами, но нередко возникают сложности, которые делают невозможным применение любого из них. Это могут быть незначительные расхождения в диаметрах труб, неровности на стенках и прочие дефекты. Исправить такие ситуации можно за счет проведения развальцовки торца труб.


Что это такое и зачем нужна?
Развальцовка — это процесс обработки труб, в ходе которого на одном из концов заготовки получается коническая «юбка». По диаметру это образование больше, чем размеры заготовки. Такой результат достигается за счет растяжения материала. При увеличении сечения «юбки» уменьшается толщина металла в этом месте.
Развальцовка выполняется в соответствии с требованиями, которые прописаны в соответствующих ГОСТах. Только в этом случае можно быть уверенным в качественном и надежном соединении деталей, которое выдержит рабочие нагрузки и давление.

Когда применяется?
Развальцовка нашла широкое применение в современном мире. К этому методу обработки металлических труб обращаются в различных случаях.
- Соединение трубок кондиционера требует употребления муфт. Применение этого метода объясняется необходимостью в контроле рабочих жидкостей и неприемлемостью использования сварки. Аналогичная ситуация складывается в сфере производства холодильных установок.
- Пайка медных заготовок может быть выполнена на высоком уровне только при условии хорошего соприкосновения поверхностей труб. В случае обработки заготовок с разным диаметром проблем не возникает — они просто вставляются друг в друга и спаиваются между собой. Для труб с одинаковым диаметром приходится применять развальцовку для торцов, увеличивая тем самым площадь соприкосновения. Если ее не применять, то соединение не получится прочным и разорвется от рабочих усилий или вибрации.
- Создание подводок из нержавеющих гофрированных труб.
- При конструировании трубопроводов или проведении ремонтных работ в процессе создания различных приборов возникает необходимость в качественном соединении медных трубок. Благодаря развальцовке можно подготовить отверстия для дальнейшего соединения.
- Монтаж трубопроводов из металлопластиковых, алюминиевых, стальных и прочих материалов, а также устранение протечек в уже существующих конструкциях.
- Упрощенный процесс соединения торца труб может потребоваться в декоративных и прочих целях. В этом случае развальцовка позволяет зафиксировать заготовку торцом к плоскости, например.
- Создание сложных конструкций, которые, к примеру, предполагают прокладку электрических жгутов, требуют обеспечение прохождения через изгибы. Для решения таких задач вся конструкция разбивается на несколько фрагментов, которые соединяются между собой муфтами.
- В сфере производства автомобилей существует необходимость создания быстроразъемных соединений для формирования гидравлических тормозных систем и элементов для систем сцепления.
- Подготовка труб под шланг, изготовление заклепок, втулок и прочих деталей.




На самом деле развальцовка имеет широкое применение, и всего не перечислишь.
Главные моменты мы указали, потому можем продвигаться дальше в процессе изучения особенностей этого способа обработки труб из разных материалов.
Обзор видов
Существует несколько основных видов развальцовки.

Одинарная
Одинарный тип является самым простым из всех существующих. Этот способ довольно редко применяется, поскольку характеризуется низким качеством и недостаточно прочным соединением труб. Одинарная развальцовка делается под углом в 45 градусов, имеет вид одинарной воронки, выполняется при помощи любого ручного устройства.

«Под грибок»
Это одноразовая развальцовка. Для нее нужен специальный эксцентрик. Хотя такая развальцовка считается одноразовой, но на практике трубка может прикручиваться несколько раз, и качество соединения при этом не страдает — это неоднократно было проверено на практике.

Двойная
Двойная воронка —это американский стандарт. С такой обработкой трубы могут соединяться многократно. Для достижения такого результата необходимо проделать две операции. В результате первой получается «пузырь» в виде оправы.
В ходе второй операции происходит заминание конусом – и образовывается воронка.
Двухсторонняя
Такая развальцовка имеет вид одинарной воронки с двойным краем. Этот результат можно получить за счет применения профессионального инструмента, который поставляется с комплектом насадок.

Инструменты и приспособления
Справиться с развальцовкой на высоком уровне невозможно без использования специальных инструментов и агрегатов. Лишь в единичных случаях обработки труб из податливого материала возможно обойтись конусами и шаблонами. Для большого объема работ или обработки заготовок из жесткого материала такой метод не подойдет. Для развальцовки применяется специальное оборудование.
- Экспандер на настоящий момент является самым простым устройством для развальцовки труб. Этот агрегат работает в паре с насадками-шаблонами или штампами. Меняя эти насадки, можно обрабатывать трубы с разным диаметром. Растягивание происходит быстро, с минимальными усилиями. Недостатками являются неоднородность деформации и вероятность образования трещин.

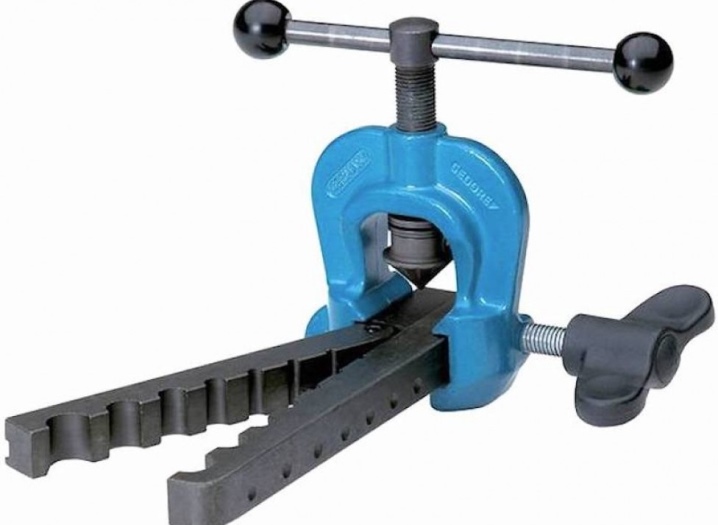
- Конусный развальцовщик также является простым устройством, которое позволяет получать достойные результаты. Фиксирование трубы осуществляется в тисках, в заготовку вдавливается конус несколько раз. С каждым разом конус погружается на большую глубину. Популярность этого станка объясняется низкой стоимостью и простой эксплуатацией.
- Механический развальцовщик демонстрирует более высокое качество обработки заготовок. На трубу воздействует сразу несколько стальных валиков. Вместе с агрегатом пользователь получает набор валиков, рассчитанных на разный диаметр заготовок. За счет многократного прокатывания валиков по внутренней части трубы с определенным усилием материал растягивается равномерно и одинаково по всему диаметру.
- Развальцовщик с электроприводом — это профессиональное автоматизированное оборудование. Стоимость таких агрегатов высокая, но она полностью соответствует производительности и отменному качеству обработки труб. Работа также построена на многократном воздействии валиков на заготовки. На российских предприятиях обычно устанавливаются агрегаты из Италии, Германии и Британии. Рассчитывать на окупаемость станка можно лишь при постоянной его эксплуатации.

- Стационарные станки для развальцовки встречаются только на крупных промышленных объектах.


Этапы
Чтобы лучше понимать технологию развальцовки, будет полезно рассмотреть основные этапы этого процесса.
- Тщательная торцовка, результатом которой должен стать прямой угол между торцом и плоскостью. Чем меньше в этом показателе будет отклонений, тем качественнее получится результат.
- Зачистка металла, удаление заусениц, окислов и прочих дефектов.
- Надевание на трубу резьбовой муфты.
- Зажимание заготовки в станине. При этом над станиной оставляется несколько миллиметров круглой заготовки — это будет рабочей областью.
- При вкручивании винтового элемента развальцовывающий конус должен упираться в торец с такой силой, чтобы возникающего давления хватало для деформации трубы. Результатом такого воздействия будет образование «юбки» со скосом в 45 градусов.
- Труба может выниматься из станины, а муфта при этом перемещается к обработанному краю.
- Для облегчения обработки трубы используется смазка. Винт перемещается вперед и назад, пока не будет получен желаемый результат.


При работе с ручным инструментом принцип работы немного меняется.
- Заготовка торцом насаживается на головку с подходящим диаметром до упора.
- Стационарная рукоятка удерживается, а подвижная – перемещается по окружности. При таком воздействии губки головки будут постепенно разводиться. Чрезмерных усилий применять не нужно, поскольку можно разорвать заготовку.
- Когда диаметр будет расширен до нужного значения, можно снимать обрабатываемую трубу, и проверять полученный результат.


Рекомендации по выполнению
Даже если ранее никогда не приходилось сталкиваться с процессом развальцовки, можно с первого раза получить хороший результат. В этом помогут советы и рекомендации от специалистов.
- Трубы перед работой нужно тщательно проверить. Их сечение должно быть идеально круглым, без заусенцев, мусора и прочих дефектов.
- В процессе обработки нельзя допускать перекоса заготовок и расширяющего наконечника. Иначе раструб будет асимметричным, и надежного соединения уже не получится.
- В случае ручной обработки болванка не вдавливается, а вкручивается. В этом случае усилие будет равномерно распределяться, и вероятность повреждений трубы будет снижена.
- Если работа выполняется экспандером, обработка трубы делится на несколько этапов. Растягивание трубы должно выполняться после небольшого расширения кромки.
- Используя станки с матрицами, нужно четко подбирать отверстие под диаметр заготовки – погрешность здесь должна быть минимальной.
- Труба по внешней стороне обрабатывается абразивной губкой, что позволит убрать пыль и прочие загрязнения. Пропустив этот этап, можно столкнуться с проскальзыванием заготовки в матрице, что сильно усложнит работу.
Обзор инструмента для развальцовки труб смотрите далее.
Как выполняется вальцовка труб – варианты и способы
Вальцовкой труб или вальцеванием принято называть процесс, результатом которого является деформация металлических изделий в разных направлениях. С помощью данного действия выполняют сгиб такого материала как металла. В промышленных условиях вальцовку обычно осуществляют при помощи ковочных вальцов.

Что такое процесс вальцовки
Чтобы разобраться с тем, что такое вальцовка труб, следует ознакомиться со всеми операциями, производимыми с трубной продукцией, которые подразумевают применение данной технологии:
- Заготовки, имеющие круглую или плоскую форму, превращаются в изделия, называемые трубами.
- Диаметр конца трубки увеличивают для того, чтобы произвести стыковку между нею и другой деталью или отрезком магистрали.
- Конец изделия подвергают обжиму, чтобы обеспечить герметичность места стыка, а также для уменьшения размера внешнего диаметра или для прочих целей.
- Производят профилирование труб – превращают их в прямоугольную, овальную или квадратную трубную продукцию.
- Загибают изделия относительно большого радиуса.
Производство трубной продукции
Благодаря вальцовке труб можно получить изделия:
- электросварные;
- бесшовные.
В первом случае из плоских листов, которые называют штрипсами, формируют заготовки круглой формы. После этого их сваривают с помощью индукционных токов и отправляют в вальцы. Когда происходит вальцовка трубок, будущие изделия после выравнивания становятся идеально круглыми в сечении и их потом калибруют относительно диаметра.

При производстве бесшовных труб основной технологической операцией является вальцевание. Их изготавливают из круглых заготовок, получаемых в результате литья или прессования разогретого металла. Начиная с момента попадания заготовки на стан, она подвергается обработке несколькими вальцами: ее вытягивают и утончают, далее у нее формируют стенки требуемой толщины. В завершении процесса продукцию калибруют.
В соответствии с величиной температуры, при которой из заготовок формируют изделия, трубы бывают горяче-, тепло- или холоднодеформированными.
Процесс развальцовки
Данную операцию можно выполнить при помощи ручного инструмента. Технология развальцовки труб не нуждается в обязательном использовании вальцов, хотя при желании их можно задействовать.
В качестве примера использования развальцованных труб в быту можно назвать их применение при сборке медного трубопровода. Чтобы соединить вместе два участка, нужно конец одного изделия вставить в гильзу другого, а получившийся между ними просвет запаять. Но дело в том, что трубы, имеющиеся в продаже, реализуют без гильз, с абсолютно гладкой поверхностью. Поэтому и требуется развальцевать конец изделия.

Простейшее приспособление для выполнения ручной вальцовки — это фиксатор, подходящий под разные диаметры, и конус, который ввинчивают в торец труб и тем самым расширяют их.
Существует еще один способ, позволяющий формировать гильзу – это использование экстендера, растягивающего изделие за одно действие. Его устройство аналогично патрону дрели, но его лапки не сжимают, а напротив, расширяют трубы. В движение экстендер приводят рычагом с большим плечом, что позволяет приложить повышенное усилие на расширительную головку сменного типа.
Кроме этого используют оборудование для вальцовки труб — вальцы. В них валик, перемещаясь по внутренней поверхности изделий, постепенно с каждым оборотом расширяет их конец.

Результат получается лучшим, чем при применении ручных приспособлений. Дело в том, что конус создает небольшое расширение, а не полноценную гильзу, а экстендер в процессе использования формирует стенки, имеющие разную толщину. Но в тоже время вальцы стоят дороже.
Специалисты рекомендуют задействовать ручной инструмент в тех случаях, когда трубная продукция сделана из мягких металлов. Например, когда выполняется вальцовка алюминиевых труб или изделий из меди (прочитайте: «Как выполнить вальцовку для медных труб – теория и практика от опытного мастера»).
Иногда возникает необходимость развальцевать тонкостенные стальные трубы, несмотря на то, что использование их при прокладке водопроводных магистралей нельзя назвать хорошей идеей, вне зависимости от способа сварки – с гильзами или встык. Срок службы таких изделий на холодной воде составляет около 5 лет, после чего начинаются коррозийные процессы.
Завальцовка
Необходимость в выполнении данного процесса возникает, когда требуется подготовить элементы будущего трубопровода к соединению – обжимают конец трубы, который будет входить в гильзу. Также уменьшают диаметр изделия с торца, когда нужно вручную нарезать резьбу и для обеспечения герметичности на месте стыка медной трубки со штуцером. Читайте также: «Способы развальцовки медных трубок и необходимые инструменты».

Ручной инструмент для завальцовки трубы — это клещи с большим плечом у рычага и небольшие вальцы с винтовой подачей. Одновременно для стальных изделий для прокладки водопроводов используют даже молоток.
Профилирование трубной продукции
Полный цикл изготовления профильных труб состоит из нескольких этапов:
- Стальные плоские заготовки разрезают на узкие полоски.
- Их сваривают встык с образованием длинной ленты и наматывают на барабан.
- По мере необходимости лента передается на прокатный стан, где сворачивается в заготовку круглой формы.
- Ее края сваривают, обычно при помощи индукционных токов.
- Заготовку пропускают через вальцы, которые придадут ей требуемую форму.

Чтобы снять у металла внутренние напряжения, профилированные изделия после холодной деформации прокаливают и оставляют остывать. В случае, когда запланировано задействовать в строительстве самодельные профтрубы, необходимо их прогревать. Допускается использование даже таких простых способов, как применение паяльной лампы или сварочного трансформатора.
Трубогибы
При помощи механических или электрических вальцов можно выгнуть трубную продукцию в дугу. Простейший станок для завальцовки труб состоит их двух опорных валов, рукоятки, которая приводит изделие в движение, и деформирующего вала, имеющего винтовую подачу. При этом такие устройства могут быть снабжены электромоторами.
Как развальцевать медную трубу
Медные трубки по ГОСТ 21646-2003 ввиду своей большой теплоёмкости и пластичности часто используются в системах охлаждения и кондиционерах. Для формирования сложных отводов и соединений дома изделия приходится пластически деформировать. Правильная развальцовка медных трубок – определяется выбором технологии и инструмента. Как это делать узнаем далее.
- Что это такое и для чего необходима развальцовка
- Когда может понадобиться развальцовка
- Инструменты для развальцовки медных труб
- Механический развальцовщик
- Конусный развальцовщик
- Развальцовщик с электроприводом
- Эксцентрический развальцовщик
- Рычажный развальцовщик
- Советы по выбору инструмента
- Как изготовить инструмент
- Как развальцевать медную трубу своими руками
- Заключение
Что это такое и для чего необходима развальцовка
Развальцовкой (бытует также домашний термин «раздача») называют технологическую операцию, в результате которой на одном из торцов трубы образуется коническое расширение. Поэтому развальцовка медных трубок часто проводится при помощи конического пуансона, который поступательно (или вращательно-поступательно) внедряется на требуемую глубину в закреплённую часть трубы.

Поскольку в схеме напряженно-деформированного состояния присутствуют опасные (с точки зрения возможного разрушения материала) растягивающие напряжения, то успех операции зависит от следующих параметров:
- Твёрдости исходного материала.
- Угла развальцовки.
- Правильного значения развальцовочного коэффициента.
- Толщины стенки трубы.
ГОСТ 21646-2003 предусматривает изготовление труб для теплообменников из меди марок М1р или М2р, которые могут иметь различную твёрдость (показатель обычно приводится к сопроводительным сертификатам на партию трубок). Механические показатели данных видов поставляемого металла представлены в таблице:
| Состояние поставки | Предел прочности, МПа | Относительное удлинение, % | Твёрдость по Виккерсу, HV |
| Мягкое | 200 | 35 | 80 |
| Полутвёрдое | 240 | 12 | 100 |
| Твёрдое | 290 | 3 | 125 |
Анализируя данные таблицы, можно сделать вывод, что непосредственно развальцовывать удаётся только трубки из мягкой меди. В остальных ситуациях заготовку следует предварительно отжигать. Впрочем, как вариант, торец медной трубки перед началом раздачи можно подогреть до 220…2500С.
Когда может понадобиться развальцовка
Данный процесс облегчает монтаж медных трубок. Дело в том, что большинство фитингов в трубопроводных системах относится к так называемому компрессионному типу. Такой фитинг состоит из двух частей: накидной гайки и конической части с резьбовым окончанием. При сборке развальцованный торец медной трубы крепится к коническому фитингу с помощью накидной гайки. Это обеспечивает главное условие – герметичное и устойчивое к давлению уплотнение.

Симметричность развальцовки должна быть высокой, чтобы обе части конусного фитинга – накидная гайка и корпус, легко совмещались при монтаже. С целью уплотнения соединения шлангов операцию используют и при ремонте/восстановлении тормозных топливных труб в автомобилях.
Инструменты для развальцовки медных труб
Виды развальцовок для большинства медных труб выполняют специальными, ручными и приводными развальцовочными приспособлениями. Первые из-за своей компактности и малого веса используются чаще.
В основу действия инструмента положен принцип поперечной раздачи ограниченного участка трубы. При этом должны учитываться следующие условия:
- Коэффициент развальцовки k = d/D (d – внутренний диаметр недеформированной части медной трубки, D – максимальный диаметр нижнего конуса после окончания развальцовки) не должен быть 0,75…0,85;
- Угол развальцовки не должен превышать 300; на практике это условие часто не выполняется, вследствие чего на торце конуса возможны волнообразные складки и даже трещины (в ряде случаев микротрещины видны даже на внутренней поверхности трубки). Такие изделия дефектны, и к установке допущены быть не могут;
- Торец трубки, которая подлежит развальцовке, должен быть ровно отрезан от мотка и тщательно зашлифован. Для резки рекомендуется использовать не обычную ножовку по металлу, а приспособление для кругового реза, которое обеспечивает чистый срез. Приспособление включает режущее лезвие, направляющее колесо и ручку для затяжки. При вращении инструмента вокруг заготовки, лезвие постепенно внедряется в материал, оставляя чистую кромку;
- После развальцовки наблюдается утонение стенки трубки, которое можно определить по формуле s1 = sk0,5 (s – исходная толщина стенки трубки, s1 – толщина стенки после развальцовки, в нижней части конуса).
При подогреве медной трубки предельное значение коэффициента развальцовки может быть снижено на 15-20 %.

Кратко рассмотрим наиболее часто встречающиеся типы развальцовочной оснастки.
Механический развальцовщик 

Ключевой деталью такого приспособления является валик (реже – шарик), который изготовлен из твёрдого сплава или быстрорежущей закалённой стали. Валик прижимается к подготовленной кромке заготовки и с нажимом прокатывается по ней.
Интенсивность развальцовки устанавливается визуально, с учётом приведенных выше ограничений. Передвижение валика по деформируемой поверхности производят вручную. При выборе типоразмера устройства следует соотнести геометрические характеристики валика – радиус закругления, диаметр – с необходимым размером деформируемого торца изделия.
Конусный развальцовщик
Представляет собой наиболее удачную конструкцию инструмента. Основным элементом является конический пуансон. Перемещаясь в винтовой направляющей, он производит равномерную раздачу боковых стенок трубки. По внешнему виду напоминает ручной винтовой пресс, который можно закреплять на рабочем столе или верстаке.

Перемещение пуансона контролируется визуально, по достижении требуемой степени деформации. Для снижения трения внутреннюю поверхность заготовки можно смазать. При работе с конусным развальцовщиком усилие операции будет непрерывно возрастать.
Развальцовщик с электроприводом
Производители такого инструмента обычно комплектуют их наборами различных насадок, отличающихся углом конуса, радиусами закругления рабочей части и её длиной. Цена инструмента возрастает, зато и его эксплуатационные возможности увеличиваются. Развальцовка медных трубок приводными развальцовщиками целесообразна при значительном объёме выполняемых операций. Привод осуществляется от аккумулятора.
Эксцентрический развальцовщик
Работает по принципу перекатывания давильного приспособления по поверхности заготовки. Усилие обработки при этом – минимальное, однако существенным недостатком считается неравномерность характеристик деформируемой части трубки. Кроме того, сам процесс развальцовки происходит более длительное время.
Рычажный развальцовщик 
Наиболее простой тип оснастки, который доступен для изготовления своими руками. Другое название – эспандер. Представляет собой систему из 2…4 рычагов, которые равномерно располагаются вокруг деформируемой заготовки, преодолевая при работе сопротивление возвратных пружин.
Развальцовка происходит последовательным и одновременным перемещением рычагов в направлении деформирования. Трёхрычажную схему используют реже, потому что для неё требуется работать вдвоём. Другим недостатком приспособления является невозможность текущего контроля качества.
Советы по выбору инструмента
Выбор производят после анализа достоинств и недостатков каждого из вышеописанных исполнений оснастки. В расчёт стоит принимать также требуемую производительность, а также необходимость в дополнительных приспособлениях – паяльной лампе (для подогрева заготовки), роликовых ножах и т.п.

Как изготовить инструмент
Проще всего изготовить своими руками инструмент со сменными коническими шаблонами, каждый из которых будет рассчитан на определённые параметры процесса. Чертежи всегда можно найти в интернете.
 Пример чертежей самодельного инструмента
Пример чертежей самодельного инструмента
Самодельная оснастка будет состоять из:
- Винтового рычага с рукояткой;
- Стального корпуса с внутренней резьбой;
- Сменных пуансонов;
- Зажимных полуматриц с последовательно расположенными отверстиями разного диаметра.
- Стягивающего зажима.
Винтовой рычаг можно изготовить из приспособления, используемого при обжиме электрических кабелей большой мощности. Важно, чтобы ход приспособления соответствовал параметрам развальцовки.
В качестве корпуса можно использовать станину лабораторного микроскопа или ручного твердомера типа ТШ. Диаметры резьбы в винте и гайке должны совпадать, а резьба – быть трапецеидальной или упорной.

В торце винтового зажима выполняют отверстие под коническую насадку, которую следует изготавливать из инструментальной стали, после чего закалить и прошлифовать. Для изготовления полуматриц используют два прямоугольных прутка, которые прочно скрепляют вместе, и по линии касания изготавливают несколько сменных отверстий под медные трубки разных диаметров. Готовое приспособление монтируют на верстаке
Как развальцевать медную трубу своими руками 
Как можно развальцевать медную трубку в домашних условиях? Рассмотрим процесс на примере конусного развальцовщика. Перед началом работ на трубку устанавливают накидную гайку – это необходимо для того, чтобы убедиться, что она размещена в правильном положении. Далее выбирают отверстие подходящего размера в полуматрице и вставляют в него трубку, надёжно фиксируя полуматрицы при помощи зажимного устройства. Свободный конец трубы не должен быть длиннее двух её внешних диаметров, иначе заготовка в процессе деформирования получит продольный изгиб.
Проверив соосность трубы и конического шаблона, установленного в пуансоне, ввинчивают его вниз, до касания со стенками. Убедившись в том, что медная трубка не перекошена, продолжают вальцовку до достижения необходимой степени деформации.
Если на готовом изделии имеются складки, необходимо прокалибровать боковую стенку образовавшегося конуса, проворачивая пуансон с усилием (его можно снизить, смазав зону калибровки). По достижении нужного результата пуансон поднимают, а развальцованную деталь извлекают из полуматриц.
Заключение
Раздача медных трубок окажется успешной, если строго придерживаться оптимальной технологии резки и последующей пластической обработки заготовки. Также следует проверить механические свойства материала и точность наладки приспособления (при необходимости – отжечь или подогреть заготовку).
В качестве альтернативы можно посмотреть видео, в котором применены подручные инструменты:
Что такое и как происходит развальцовка труб
Изготовление труб или их модификация для использования в той или иной системе, предполагает разнообразное воздействие. Применяют при этом как термические методы обработки, так и «холодные». Большинство процессов холодных связаны с участием вальцов.

Часто такого рода работы объединяются в одну категорию – развальцовка, что в корне неверно.
Вальцовка: что это означает
Термин используется для обозначения следующих процессов.
- Вальцовка – основная технологическая операция при производстве бесшовного трубопровода заключается в формировании изделия из круглой заготовки. Заготовка вытягивается, утончается и калибруется на соответствующем оборудовании – вальцах. Отсюда и название.
- Развальцовка – не требует обязательного участия вальцов, может производиться своими руками. Суть ее заключается в увеличении диаметра края трубы с помощью механического воздействия. Необходимость такая часто возникает при соединении прямых отрезков.

Качественный стык подразумевает вставку одного отрезка в гильзу – расширение, другого и запаивание зазора. Но так как далеко не все изделия имеют такую гильзу, операцию приходится делать самостоятельно. В быту под развальцовкой обычно понимают этот процесс.
- Завальцовка – обратная операция: обжимание края трубы перед установкой в гильзу. Если предполагает нарезка резьбы вручную, край трубопровода также нужно уменьшить в объеме – завальцевать. Используются для этого обычные клещи или миниатюрные вальцы.
- Гибка – большинство трубогибочных станков как ручных, так и гидравлических, включают в себя вальцы. Изделие вставляется в станок, деформирующей ролик прокатывается по длине отрезка и постепенно выгибает под требуемым углом. Так как в операции участвуют вальцы, этот процесс тоже часто именуют развальцовкой. Гибке подвергаются водоводы из нержавейки и алюминия.

Правомерно называть так стоит только второй вариант – увеличение диаметра края перед соединением. ГОСТ регламентирует качественные и количественные характеристики результата вальцовки.
Развальцовка: последовательность действий
Операции подвергаются изделия из нержавейки, алюминия и меди – то есть, материала, обладающего определенным уровнем пластичности. Применяются для этого как приспособления, изготовленные своими руками, так и специальные. Для развальцовки трубы с большим диаметром необходимо профессиональное оборудование.
Развальцованные края чаще всего можно встретить у канализационных водоводов среднего и большого диаметра. Именно их размеры и допустимая погрешность описываются ГОСТом.
В домашних условиях чаще приходится иметь дело с медными трубами. А вот завальцовке подвергаются изделия из нержавейки. Технология процесса одинакова для любого инструмента.
- Торец отрезка зачищается, устраняют заусеницы.
- На край одевается муфта.
- Труба устанавливается в какое-то приспособление для развальцовки и зажимается.
- Если речь идет о ручном приспособлении, то выглядит это так: конус развальцовщика, когда завинчивается винт, оказывает давление на внутреннюю поверхность водовода и деформирует ее.
- Развальцовщик снимается. Конец отрезка должен иметь правильную воронкообразную форму со стенками, скощенными под углом в 45 градусов.
- Затем муфту перемещают на развальцованный край и закручивают гайку.

На видео демонстрируется развальцовка медной трубы перед соединением.
Инструменты для развальцовки
При монтаже медного трубопровода своими руками вполне достаточно ручного приспособления. Медь – металл пластичный. Для формирования воронкообразного края нужны не столько усилию, сколько аккуратность. Воронка должна быть совершенно симметричной, без перекосов или сколов.
- Самый простой механизм состоит из двух частей: фиксатор с типовыми диаметрами – металлическая пластина, в которой удерживается изделие, и конус с винтом. На фото демонстрируется образец.
- Экстендер – рычажный инструмент со сменной расширительной головкой под разные диаметры. Экстендер фиксируется на край, рычаги разводятся и лапки растягивают трубу.

Работать с механическими приспособлениями нужно аккуратно, так как здесь велика опасность сформировать стенки неравной толщины.
- Развальцовщик профессиональный – как правило, оборудуется электроприводом и относится к вальцовым аппаратам. Конусовидная головка соответствующего диаметра прокатывается по краю изделия, пока воронка не достигает требуемой величины и формы. Равномерность и симметричность в этом случае значительно выше.
Для работы с водоводами из нержавейки, большого диаметра использовать можно только этот инструмент. В противном случае требования ГОСТ выполнены не будут, а соединения трубопровода окажутся некачественными.
Уменьшение диаметра трубы своими руками в домашних условиях
Уменьшение диаметра трубы в домашних условиях может пригодиться каждому, кто делает ремонт различной техники своими руками. Конечно, если нужно уменьшить какой-то элемент системы, то лучше всего воспользоваться специальным переходником и просто соединить две трубы разного диаметра. Однако если необходимо получить зауженную или согнутую трубку из того, что уже имеется, то можно прибегнуть к вальцовке. Завальцовка представляет собой пластическую деформацию изделия в нужную форму.
Виды вальцовки и гибки
С помощью вальцевания можно изготовить из трубок изделие необходимой формы. При этом с помощью этого способа можно не только согнуть изделие из любого металла, но и уменьшить диаметр.
 Уменьшить диаметр трубы можно с помощью специального оборудования
Уменьшить диаметр трубы можно с помощью специального оборудования
Гибка и изменение формы трубы называется вальцовкой. Такое название этот процесс получил потому, что инструмент, который для этого используется, является вальцами.
Вальцовка применяется для разных целей:
- Для уменьшения диаметра трубок из разных материалов. Так можно деформировать тонкостенные изделия из нержавейки, чугуна, стали и т. д.
- С помощью вальцовки можно загнуть изделие. В этом случае нужно гнуть по специальному шаблону.
- Разгибание и выпрямление. Однако этого делать не рекомендуется, так как изделие теряет прочность.
- Увеличение диаметра. Однако этот процесс считается наиболее трудоемким.
- С применением специального трубогиба можно согнуть своими руками изделие в змеевик.
Все описанные процессы используются при изготовлении и ремонте трубчатых изделий. С их помощью можно даже сделать согнутые в кольцо элементы для украшения кованых ворот.
Описание сути процесса
Завальцовка – это достаточно сложный процесс. Однако в некоторых случаях его вполне можно осуществить своими руками. Особенно просто согнуть тонкостенные трубы из нержавеющей стали и оцинковки.
Сужение может понадобиться и при строительстве металлического трубопровода. Этот способ используется, когда нужно присоединить трубу с большим диаметром к изделию с меньшим.
Самостоятельное сужение связано с некоторыми рисками. Дело в том, что при таком процессе на трубу воздействуют два усилия, направленных в противоположные стороны. Поэтому действия, которые можно произвести с такими элементами, ограничиваются несколькими факторами.
 При уменьшении диаметра трубы следует соблюдать правила техники безопасности
При уменьшении диаметра трубы следует соблюдать правила техники безопасности
Чем ограничивается оказываемое давление:
- Прежде всего, учитывается пластичность материала. Чем он пластичнее, тем по большему радиусу его можно гнуть.
- Нужно обратить внимание на то, насколько тоньше можно сделать стенку трубы для конкретного изделия.
- Нужно проверить предел прочности конкретного металла на изгиб. Чем пластичнее материал, тем этот показатель будет выше.
- Предельный параметр радиуса, перехода от боковой стенки к торцу тоже имеет значение.
- Также необходимо обращать внимание на качество поверхности самого изделия.
Каждый из этих параметров необходимо учесть. Для каждой толщины стенок и для каждого конкретного диаметра он свой.
При уменьшении трубы в домашних условиях необходимо смотреть на то, чтобы на металле не образовывалось большое количество складок. Они уменьшают прочность.
Сгибание нержавейки вручную
Итак, теперь можно поговорить непосредственно о процессе сужения. Это можно сделать или на заводе специальным инструментом, или в домашних условиях подручными средствами.
Можно воспользоваться молотком. Однако этот способ нельзя считать оптимальным, так как при этом труба может сильно деформироваться. Кроме того, уменьшенная часть получится неровной, что отрицательно скажется на прочности.
Самым лучшим способом является использование специальных клещей. Их можно приобрести в специализированном магазине, однако стоят они недешево. Изготовить инструмент можно своими руками. Для этого необходимо взять трубный ключ, можно даже использовать старое изношенное изделие. С него нужно снять губку с подвижного рычага, а вместо этой губки необходимо установить вставку под полукольцо. Далее изготавливается полукольцо нужного радиуса и устанавливается на подвижный рычаг. Если вы хотите заниматься и впредь зажимом труб, то можно изготовить несколько колец с разными диаметрами. Это повысит универсальность изделий.
Как пользоваться специальными клещами:
- Взять клещи с зевом не менее половины диаметра обжимного кольца. Обхватить зевом внешний диаметр.
- Гайку клещей подвести вплотную к поводку прибора.
- Теперь можно поворачивать подвижный рычаг. Делайте это до тех пор, пока он полностью не обхватит второй полупериметр.
- Далее с усилием сжать оба рычага и повернуть ключ на 30 градусов.
- Все эти действия необходимо повторять до тех пор, пока труба не достигнет нужного диаметра.
 Перед тем как сгибать нержавейку, следует предварительно ознакомиться с рекомендациями специалистов
Перед тем как сгибать нержавейку, следует предварительно ознакомиться с рекомендациями специалистов
Таким способом вы сможете придать необходимый размер. Заранее стоит оговорить, что эта работа требует наличия физической силы.
Использование токарного аппарата
Легче всего сузить трубу с помощью специального станка. Этот процесс может производиться даже человеком, который не обладает большой физической силой. Ведь в этом случае большую часть работы выполняет именно техника.
 Для работы с токарным аппаратом следует обладать определенными навыками
Для работы с токарным аппаратом следует обладать определенными навыками
По шаблону можно загнуть не только металлическую трубку. Такой прибор пригодится для придания необходимой формы куску толстой проволоки. Проволоку можно согнуть и вручную.
Последовательность действий:
- Необходимо закрепить трубу в патрон прибора. При этом важно рассчитать глубину погружения заготовки. Ход рукоятки должен совпадать с местом глухого отверстия.
- Когда вы включите станок, необходимо подвести ручку к трубе. Далее нажать на заготовку, и начинается закольцовка.
- Материал начинает нагреваться. Это снижает усилие, но повышает пластичность материала.
- Рукоятка должна иметь ход не менее 180 градусов. А резцедержателями должны быть отверстия самого популярного размера.
В ходе процесса изделие разогревается, и материал становится податливым. Благодаря этому диаметр заготовки легко уменьшается до нужных показателей. Сжать трубу своими руками сложно, но возможно. Для этого нужно сделать специальный аппарат и научиться правильно его использовать.
Вальцовка труб – как выполнить ее в домашних условиях?
Вальцовка труб, которая также часто называется вальцеванием, представляет собой технологическую операцию, цель которой состоит в деформировании по разным направлениям труб из стали и металла. Используя специальный инструмент, можно выполнить такую операцию своими руками.
1 Приспособления и инструмент для вальцевания
Вальцовка различных трубных изделий (медных, из обычной и нержавеющей стали, алюминиевых, из черных металлов) выполняется при помощи станков, машин, гибочных вальцов, которые по своей сути являются универсальным оборудованием. Оно производится из высоких по качеству и твердости стальных сплавов, поэтому все приспособления для вальцевания характеризуются отличными эксплуатационными параметрами.

Инструмент для вальцовки крайне редко требует серьезного ремонта, им можно пользоваться очень долго, не беспокоясь о замене каких-либо частей, входящих в его конструкцию. В настоящее время существует немало машин для обработки трубных изделий, сделанных из разных материалов. Любой современный станок для вальцовки труб можно причислить к одной из следующих групп:
- «РТ»: инструмент, который создается специально для работы с трубами сечением от 5,5 до 11,5 миллиметров;
- «Т»: станки для изделий, имеющих сечение от 6 до 11 миллиметров, их особенность – возможность контролирования глубины вальцевания;
- «5Р»: приспособления, с помощью коих осуществляется вальцовка трубных конструкций с малой толщиной стенок, изготовленных из титановых либо коррозионно-стойких сплавов;
- «Р»: станки этой группы подходят для работы с большими трубами (сечение – от 12 до 40 миллиметров);
- «СТ»: инструмент, используемый в тех случаях, когда требуется обработать трубы за их сварочным швом, приспособления серии «СТ» обычно применяются для изделий сечением не более 11 миллиметров.

Кроме того, имеется и еще одна группа специальных вальцующих станков – «СР». На них происходит обработка труб, входящих в конструкцию толстых трубных решеток.
2 Основные стадии процесса вальцовки
Технологически вальцевание своими руками представляет собой операцию раздачи в отверстия трубопроводных систем торцов трубных изделий, которые прочно и очень плотно соединяются, обеспечивая стабильную эксплуатацию коммуникационных сетей. Весь процесс состоит из нескольких отдельных операций. На практике все выглядит таким образом:
- Сначала в отверстие монтируют трубу. При этом между ее стенками и отверстием появляется зазор, имеющий незначительную величину (не более одного миллиметра).
- Затем приступают к процессу расширения трубного изделия, применяя тот или иной инструмент.
В результате озвученных действий на стальных либо медных трубах образовываются упругие и небольшие проявления деформации. Они в ходе операции становятся все более заметными. Это говорит о том, что обрабатываемая труба стала расширяться. Финалом данного предварительного этапа вальцовки (его называют прихваткой или привальцовкой) является плотная фиксация трубы и исчезновение зазора, о котором мы упоминали выше. Обратите внимание, что на описанной стадии деформации подвергается исключительно труба.

Следующая стадия вальцовки под названием развальцовка базируется на том, что наружная часть трубной конструкции оказывает определенное давление на отверстие (это происходит из-за расширения металла). Деформация материала продолжается, он начинает давить на трубу, образуется сильное сжимание. Итогом всех этих явлений становится долговечное и сверхнадежное соединение деталей трубопровода.
При выполнении вальцевания своими руками медных или алюминиевых труб следует очень внимательно следить за процессом деформации. Если конструкция подвергнется чересчур сильному давлению, расширение изделий будет слишком большим. Это во многих случаях приводит к разрыву трубы либо к недостаточной плотности и прочности полученного соединения. Заметим, что разрыв может произойти не только на медных трубах, но и на более жестких металлических или стальных.
Избежать проблем при выполнении вальцевания получается только тогда, когда вы четко придерживаетесь технологии осуществления операции, знаете принципы функционирования инструмента для вальцовки, имеете представление о каких-либо особых характеристиках обрабатываемого материала. Для обработки труб (медных, из «нержавейки», алюминия, других металлов) в домашних условиях чаще всего используют трубогибы, оснащенные тремя валиками.

Такой инструмент позволяет работать и с профильной трубой, и с круглыми изделиями. С его помощью производят гибку конструкций в дугу либо в круг за счет того, что он применяется с двух сторон. Также трубогибы дают возможность вальцевать стальные полосы.
Маленькие трубы (например, те, которые используются в теплообменниках) сгибают одной из сторон трубогиба. А вот другая сторона предназначена для работы с более «серьезными» по размерам изделиями. Она предназначена в основном для профильной металлической трубы.
3 Особенности вальцовки трубных изделий из меди
Медные трубки используются в бытовых холодильных агрегатах и сплит-системах. Именно по этим трубкам происходит перемещение охлаждающего состава (как правило, фреона). При проведении ремонта указанных агрегатов нередко требуется замена их трубных элементов, которую нельзя выполнить без вальцовки.

Описываемая нами операция вальцевания в случае ремонта бытовой техники может производиться при помощи экспандера – простейшего механизма, который позволяет растянуть за одно движение трубку до необходимого сечения. Подобные устройства оснащаются несколькими насадками (они являются сменными, рассчитанными на различные стандартные диаметры труб).

Экспандеры не гарантируют стопроцентного качества вальцевания. В связи с этим рекомендуется применять профессиональные твердосплавные устройства для сгибания медных труб кондиционеров и холодильников. Найти их несложно в любом строительном магазине, выбрав подходящий по цене и качеству механизм для самостоятельного вальцевания.

