Как запаять алюминиевый радиатор в домашних
Как запаять алюминиевый радиатор в домашних условиях
Здесь вы узнаете о том как запаять алюминиевый радиатор в домашних условиях: особенность батарей, способы пайки, холодная сварка, применение клея, как правильно заварить обогреватель и последовательность действий.
Как показывает многолетняя практика использования алюминиевых радиаторов, они отлично себя зарекомендовали, но, как и у других видов обогревателей, у них бывают протечки и аварии.
Чтобы не менять всю батарею или ее секцию, можно произвести пайку, но при этом следует знать и учитывать особенности алюминия.
Особенность батарей
Когда радиаторы начинают течь, существует два способа устранения нарушений. Их можно запаять или заклеить. Пайка алюминиевого радиатора – процедура сложная ввиду химических свойств этого металла.
При соприкосновении с кислородом алюминий окисляется, и на его поверхности образуется тонкая оксидная пленка. Это во всех отношениях полезное покрытие защищает металл от коррозии при столкновении с кислородом, но с другой стороны, он же не дает качественно произвести пайку, во время которой необходим контакт припоя с его поверхностью.
Если не создать прямого контакта металла с припоем, то заделанное отверстие или трещина в скором времени опять дадут течь. Иногда возле некачественного припоя образуются новые трещины, что только усугубляет состояние радиатора.
Чтобы получить нужный результат, оксидную пленку придется удалить, но если это сделать без специальных приспособлений, то металл при соприкосновении с кислородом вновь ее образует, так что вместо того, чтобы паять, придется все время ее удалять.
 Чтобы разорвать этот круг, были придуманы специальные растворы для пайки алюминия, которые называются флюсами.
Чтобы разорвать этот круг, были придуманы специальные растворы для пайки алюминия, которые называются флюсами.
Они обладают следующими способностями:
- В основе такого средства органические и неорганические компоненты, которые способны не только разрушать защитную пленку на металле, но и пресекать ее появление.
- Они предотвращают растекание припоя по остальной поверхности, локализуя его исключительно на обрабатываемом месте.
- Подобный флюс не вступает в химическую реакцию с припоем, обеспечивая качественную пайку.
Таким образом, на вопрос, можно ли запаять алюминиевый радиатор, ответ однозначный: «да» при условии, что под рукой есть подобное средство.
Чтобы работа была выполнена правильно, особенно если предстоит все делать самостоятельно, необходимо подготовить следующие инструменты:
- паяльное устройство;
- горелку;
- специальную емкость для разогрева припоя;
- наждачную бумагу.
В качестве припоя можно использовать железные опилки, канифоль или оловянно-свинцовую смесь.
Как запаять алюминиевый радиатор?
Способ 1
Этот способ, хотя и несложный, и с ним справится даже новичок, требует усидчивости и времени. Чтобы знать, как запаять алюминиевый радиатор с его помощью, потребуется подготовить канифольно-железный припой.
Последовательность действий, которая обеспечит качественное паяние, заключается в следующем:
- Важно подготовить поверхность радиатора к работе. Для этого его нужно снять, удалив заранее из системы теплоноситель. Поверхность места, где будут проводиться работы нужно тщательно промыть от загрязнений, затем зачистить при помощи наждачной шкурки и растворителя. Обязательно подготовленное место следует обезжирить, взяв для этого любое средство, содержащее спирт. После всех манипуляций поверхность вытирается насухо, и радиатор готов к следующему этапу работ.

 Приготовление припоя производится на тигле, который можно поставить на горелку или газовую плиту. В крайнем случае, можно применить паяльник. Канифоль нужно растопить, а затем добавить в него железные опилки и хорошо перемешать. Соотношение материалов должно быть 2:1.
Приготовление припоя производится на тигле, который можно поставить на горелку или газовую плиту. В крайнем случае, можно применить паяльник. Канифоль нужно растопить, а затем добавить в него железные опилки и хорошо перемешать. Соотношение материалов должно быть 2:1.- Флюсовый раствор наносится таким образом, чтобы покрыть весь участок работ, иначе вновь образованная оксидная пленка уничтожит все труды. По окончании пайки вся ремонтируемая поверхность должна находиться под раствором.
- Сам припой выполняется следующим образом:
- на паяльник набирается небольшое количество канифольно-железного припоя;
- его следует наносить на поверхность радиатора так, чтобы он оказался покрыт сверху флюсом;
- все действия паяльником производятся круговыми движениями, это позволяет паяльнику смещать частицы припоя, которые при этом разрушают оксидную пленку, а наличие канифоли не позволяет ей вновь образовываться.
Решая, как паять алюминиевый радиатор, следует помнить, что подобный способ годится для устранения мелких дефектов. Если требуется «залатать» большой по площади участок, то придется готовить флюс самостоятельно.
Способ 2
Для этого способа придется применить припой из сочетания олова, свинца и висмута, а средство для снятия оксидной пленки приготовить из следующих компонентов:
- криолит должен составлять 10%;
- добавить 4% сернокислого натрия;
- доля хлористого лития должна быть 23%;
- основой раствора является хлористый калий — 56%;
- поваренной соли оставшиеся 7%.
Смешав все компоненты, получается раствор, которым можно покрыть большую площадь поверхности обогревателя.
Последовательность действий позволит разобраться, как запаять алюминиевый радиатор в домашних условиях:
- Провести предварительные работы по очистке поверхности, как это было описано выше. Алюминий должен быть чистым, сухим и обезжиренным.
 Особенностью этого способа является кропотливое изготовление флюса, для чего каждый компонент по отдельности измельчается до состояния пудры, после чего их нужно соединить и тщательно перемешать.
Особенностью этого способа является кропотливое изготовление флюса, для чего каждый компонент по отдельности измельчается до состояния пудры, после чего их нужно соединить и тщательно перемешать.- Готовую смесь разогреть и вылить на место припоя.
- Пайка выполняется так же, как и в первом способе, обязательно соблюдая условие, что припой должен оказаться под слоем флюса.
Не зависимо от того, каким способом была произведена пайка, качество работы должно быть проверено. Для этого в радиатор наливается подкрашенная и вода. Если спустя час-два она так и не просочилась, значит, пайка была проведена качественно.
Применение клея
Использование клея – это крайний случай, когда ремонт требуется срочный, а отключить радиатор от теплосети не удается. Клей может обеспечить целостность конструкции, но ненадолго, поэтому по истечению отопительного сезона воду нужно из системы слить, радиатор снять и произвести полноценный ремонт.
Заклеить небольшое отверстие или трещину можно при помощи эпоксидного клея, цемента или по методу холодной сварки.
Чтобы применить эпоксидный клей, понадобится:
- Плотная ткань, которой нужно будет обмотать место течи. Этот способ не всегда эффективен, так как далеко не везде ткань можно хорошо закрепить. Полотно необходимо разрезать на длинные и узкие полосы.
- Зачистить поверхность на месте поломки. Требуется удалить всю краску и тщательно очистить металл до самой поверхности. Подготовленное место нужно промыть и обезжирить.
- Место течи смазывается клеем, поверх которого наматывается полоска ткани. На эту полоску так же наносится слой клея и обматывается второй слой ткани. Таких слоев должно быть не менее четырех.
- Зафиксировать полученные слои хомутом или обычной проволокой.
- Дать клею просохнуть, на что может потребоваться от 2 часов до 3-х дней.
Для того, чтобы улучшить свойства клея, в него добавляют бронзовую или алюминиевую пудру. Аналогичным способом производится заклейка цементом, только вместо ткани в цементе замачиваются медицинские бинты.
Холодная сварка
Одним из самых надежных способов «подлечить» обогреватель – это сварка алюминиевого радиатора холодным методом. Для этого используют либо одноцветный, либо двухцветный специальный герметик. Одноцветное средство нужно хорошо размять, предварительно надев на руки защитные перчатки. По своей пластичности эта замазка напоминает детский пластилин.
 Двухцветный аналог вначале нужно хорошо размешать до однородного цвета, а по мере замеса, он приобретает липкие свойства.
Двухцветный аналог вначале нужно хорошо размешать до однородного цвета, а по мере замеса, он приобретает липкие свойства.
Последовательность действий, как заварить алюминиевый радиатор заключается в следующем:
- Подготавливается поверхность батареи.
- Отрезается кусочек замазки нужной длины и разминается.
- Размягченную сварку нанести на трещину или дыру и хорошо затереть это место, для чего можно использовать смоченный водой шпатель.
- Все 5 минут, что холодная сварка схватывается, нужно следить, чтобы не появлялись пузыри. Если их игнорировать, то спустя время они лопнут и работу нужно переделывать заново. Если пузырь появился над местом сварки, его нужно снова растереть шпателем и так все время, пока замазка схватывается.
- Место, где была закрыта дыра, можно дополнительно прихватить хомутом.
Выполнять подобные работы можно самостоятельно, но при условии, что дефекты небольшие. В случае серьезного прорыва придется либо вызывать специалистов, чтобы они оценили, насколько радиатор пострадал, и произвели ремонт, либо покупать новую секцию, а в случае с панельной моделью – всю панель.
Пайка алюминия в домашних условиях: как можно запаять радиатор
 Сложность пайки алюминия не только в домашних условиях, но и в условиях промышленного производства, обусловлена в первую очередь особыми свойствами этого металла, что делает его принципиально отличным от других разновидностей цветных металлов, активно используемых как в промышленности, так и в быту.
Сложность пайки алюминия не только в домашних условиях, но и в условиях промышленного производства, обусловлена в первую очередь особыми свойствами этого металла, что делает его принципиально отличным от других разновидностей цветных металлов, активно используемых как в промышленности, так и в быту.
Металл алюминий обладает целым набором парадоксальных свойств, то есть свойств, которые взаимно исключают друг друга, но тем не менее легко уживаются в одном металле.
С одной стороны, это очень легкоплавкий металл, температура плавления чистого алюминия составляет 660 градусов. Это химически очень активный металл. Алюминий способен мгновенно вступать в химические реакции практически со всеми активными веществами. Это очень мягкий и не очень прочный металл.
С другой стороны, крайне высокая химическая активность алюминия приводит к тому, что он мгновенно вступает в химическую реакцию с кислородом, содержащимся в окружающем воздухе, с образованием на своей поверхности плёнки оксида алюминия: Al2O3. Оксид алюминия имеет второе название — корунд. Это очень прочное, абсолютно химически инертное вещество. Температура плавления: 2400 градусов. Используется в промышленности как огнеупорный материал.
Металл алюминий
 Таким образом, можно сказать, что в повседневной жизни, несмотря на окружающие нас со всех сторон предметы, сделанные из алюминия, мы не знаем его настоящего характера, так как настоящий алюминий всегда скрывается от нас под непроницаемым занавесом своего оксида. Именно оксид алюминия обуславливает такие свойства этого металла, как его крайне высокую стойкость к неорганическим кислотам и щелочам, неподверженность коррозии в морской воде и атмосферном воздухе, высокая отражательная способность и высокая экологичность.
Таким образом, можно сказать, что в повседневной жизни, несмотря на окружающие нас со всех сторон предметы, сделанные из алюминия, мы не знаем его настоящего характера, так как настоящий алюминий всегда скрывается от нас под непроницаемым занавесом своего оксида. Именно оксид алюминия обуславливает такие свойства этого металла, как его крайне высокую стойкость к неорганическим кислотам и щелочам, неподверженность коррозии в морской воде и атмосферном воздухе, высокая отражательная способность и высокая экологичность.
И этот же оксид алюминия превращает обычную пайку в достаточно сложный технологический процесс, требующий для своего успешного осуществления применения специальных флюсов, особых припоев и некоторых специфических методов.
Суть процесса пайки любого металла, в том числе и алюминия, состоит во введении в пространство между спаиваемыми деталями специального связывающего вещества в расплавленном состоянии. Это вещество называется припой. Застывая, оно надёжно соединяется с двумя поверхностями металла и образует единое соединение.
Трудности пайки
 С алюминием всё несколько сложнее. Поверхностная оксидная плёнка не позволяет обычному припою вступить в химическую реакцию с металлом. В результате между поверхностью металла и припоем не возникает адгезия. Говоря простыми словами, припой не прилипает к поверхности алюминия и пайка делается невозможной.
С алюминием всё несколько сложнее. Поверхностная оксидная плёнка не позволяет обычному припою вступить в химическую реакцию с металлом. В результате между поверхностью металла и припоем не возникает адгезия. Говоря простыми словами, припой не прилипает к поверхности алюминия и пайка делается невозможной.
Поэтому основная трудность заключается в проблеме удаления практически неудалимой оксидной плёнки с поверхности металла.
Вторая трудность состоит в низкой температуре плавления алюминия. Дело в том, что наиболее прочное соединение получается при применении так называемых тугоплавких припоев. Температура плавления которых составляет 550−650 градусов. Учитывая тот факт, что алюминий плавится при температуре 660 градусов, крайне сложно при пайке небольших алюминиевых изделий не разрушить саму алюминиевую конструкцию путём её расплавления вместе с припоем.
Удаление оксидной плёнки
Проблему удаления поверхностной плёнки решают двумя принципиально разными способами:
- Путем применения специальных активных флюсов с предварительной механической очисткой поверхности металла.
- С помощью процесса электролиза.
Активные флюсы
 Если очень сильно хочется, то можно изготовить флюс для пайки своими руками, у себя на кухне или в мастерской. Но для этого необходимо иметь дело с очень опасными химически активными веществами типа кислот или щелочей. Кроме того, в специализированных магазинах существует огромный выбор различных марок флюсов, как обычных, так и узкоспециализированных, и цены на них невысокие. Поэтому изготовление кислоты для пайки своими руками мы оставим особым паяльным фанатам, а сами попытаемся разобраться в том ассортименте, что нам предлагает промышленность.
Если очень сильно хочется, то можно изготовить флюс для пайки своими руками, у себя на кухне или в мастерской. Но для этого необходимо иметь дело с очень опасными химически активными веществами типа кислот или щелочей. Кроме того, в специализированных магазинах существует огромный выбор различных марок флюсов, как обычных, так и узкоспециализированных, и цены на них невысокие. Поэтому изготовление кислоты для пайки своими руками мы оставим особым паяльным фанатам, а сами попытаемся разобраться в том ассортименте, что нам предлагает промышленность.
- Ф-34А. Специальный флюс. Плавится при температуре 420−620 градусов. Применяется с тугоплавкими припоями. Состав: Хлорид калия 50% Хлорид лития 32% Фторид натрия 10% Хлорид цинка 8%
- Ф-61А. Флюс для алюминия. Плавление происходит при температуре 150−320 градусов. Применяется с обычными олово — свинцовыми припоями. Состав: Фторборат цинка 10% Фторборат аммония 8% Триэтаноламин 82%
- Ф-64. Высокоактивный флюс для алюминиевых сплавов. Расплавляется при температуре 180−350 градусов. Состав: поверхностно активные вещества.
- НИТИ-18 (Ф-380). Специальный флюс для алюминиевых сплавов. Температура пайки 390−620 градусов.
- А-214. Универсальный безотмывочный флюс средней активности.
 Перед нанесением флюса поверхность металла необходимо предварительно очистить от загрязнений и обезжирить. Делается это с помощью бензина или ацетона. После этого производят механическую обработку с помощью различных абразивных приспособлений: наждачная шкурка, металлическая щётка, шлифовальные круги и прочие подобные устройства. Цель этих действий — ослабить оксидную плёнку, потому что удалить её в принципе невозможно, так как мгновенно взамен старой образуется новая. Но новая плёнка намного тоньше и слабее старой, поэтому этот приём способствует более лёгкому проникновению флюса сквозь поверхностный оксидный барьер.
Перед нанесением флюса поверхность металла необходимо предварительно очистить от загрязнений и обезжирить. Делается это с помощью бензина или ацетона. После этого производят механическую обработку с помощью различных абразивных приспособлений: наждачная шкурка, металлическая щётка, шлифовальные круги и прочие подобные устройства. Цель этих действий — ослабить оксидную плёнку, потому что удалить её в принципе невозможно, так как мгновенно взамен старой образуется новая. Но новая плёнка намного тоньше и слабее старой, поэтому этот приём способствует более лёгкому проникновению флюса сквозь поверхностный оксидный барьер.
Электрохимический метод (процесс электролиза)
Суть этого способа заключается в том, что поверхность алюминия вместе с его непобедимым оксидом просто-напросто заменяется медной поверхностью. А пайка меди происходит намного проще, быстрее и надёжнее. Осуществляют это с помощью простейшей гальванической установки.
 Используют любой источник постоянного тока. Это может быть: бытовой выпрямитель, автомобильный аккумулятор или обычная батарейка от фонарика. Отрицательный полюс подключается к алюминиевой поверхности. Положительный полюс подключается к медному проводу сечением 1−1.3 миллиметра.
Используют любой источник постоянного тока. Это может быть: бытовой выпрямитель, автомобильный аккумулятор или обычная батарейка от фонарика. Отрицательный полюс подключается к алюминиевой поверхности. Положительный полюс подключается к медному проводу сечением 1−1.3 миллиметра.- Медный провод, лишённый изоляции, закрепляется внутри железной щетины абразивной щётки таким образом, чтобы в процессе трения щётки о поверхность алюминия провод её не касался.
- На место пайки, предварительно обработанное шкуркой или иным абразивным инструментом, капают несколько капель медного купороса.
- В процессе трения на поверхности алюминия будет постепенно образовываться слой красной меди, как следствие процесса электролиза.
- Медная поверхность намного проще подвергается процессу лужения и последующей пайки, чем поверхность алюминиевая.
Припои для пайки
 Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец в качестве основных компонентов, а также кадмий, висмут и цинк в качестве компонентов добавочных. Для алюминия такой состав крайне нежелателен, по причине того, что в этих металлах (за исключением цинка) он практически не растворяется, поэтому работа с помощью припоя подобного состава будет крайне слабой и ненадёжной. Кроме того, все припои на базе свинец-олово обладают очень низкой коррозионной устойчивостью. Поэтому пайка алюминия оловом нежелательна.
Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец в качестве основных компонентов, а также кадмий, висмут и цинк в качестве компонентов добавочных. Для алюминия такой состав крайне нежелателен, по причине того, что в этих металлах (за исключением цинка) он практически не растворяется, поэтому работа с помощью припоя подобного состава будет крайне слабой и ненадёжной. Кроме того, все припои на базе свинец-олово обладают очень низкой коррозионной устойчивостью. Поэтому пайка алюминия оловом нежелательна.
Для алюминия применяют специальные припои, в состав которых входят сам алюминий, а также кремний, медь, серебро и цинк.
 34 А. Состав: Алюминий 66% Медь 28% Кремний 6%. Температура плавления 530−550 градусов.
34 А. Состав: Алюминий 66% Медь 28% Кремний 6%. Температура плавления 530−550 градусов.- ЦОП 40. Состав: Цинк 60% Олово 40%. Плавится при температуре 300−320 градусов.
- HTS 2000. Основа состава цинк, алюминий и медь, а также некоторые незначительные добавки. Всего в припое девять компонентов, которые в совокупности обеспечивают его очень хорошие качества. Плавится при температуре 300 градусов. Производство США.
 Чем больше в припое для алюминия содержится цинка, тем более он высокопрочен и коррозионноустойчив. Содержание меди, кремния и алюминия повышает температуру плавления припоя, делая его тугоплавким. Какой выбрать припой — зависит от тех задач, которые стоят перед спаиваемыми деталями.
Чем больше в припое для алюминия содержится цинка, тем более он высокопрочен и коррозионноустойчив. Содержание меди, кремния и алюминия повышает температуру плавления припоя, делая его тугоплавким. Какой выбрать припой — зависит от тех задач, которые стоят перед спаиваемыми деталями.
Как правило, тугоплавкие припои имеют температуру плавления, сопоставимую с температурой плавления самого алюминия, поэтому их применяют в основном для паяния крупногабаритных, массивных алюминиевых деталей. В этом случае возможно обеспечить хороший теплоотвод за счёт большой массы спаиваемых поверхностей и тем самым предотвратить разрушение конструкции в результате её расплавления вместе с припоем.
Латунный припой для алюминия не применяется.
Процесс пайки алюминия
Технология процесса пайки алюминия ничем не отличается от пайки любого другого металла и состоит из ряда последовательных действий:
 Обезжиривание места пайки.
Обезжиривание места пайки.- Механическая очистка с помощью абразивных средств.
- Нанесение флюса. Необходимо практически сразу после механической обработки нанести на обработанную поверхность флюс. Так как чем больше проходит времени после абразивного воздействия на оксидную плёнку, тем прочнее она становится.
- Лужение разогретых поверхностей. Расплавление припоя и распределение его по поверхности металла.
- Соприкосновение залуженных поверхностей и фиксирование. Фиксация производится до того момента, пока припой не застынет. Как правило, это происходит в течение одной-двух минут.
- Промывка под проточной водой места пайки с целью вымывания остатков флюса. Если этого не сделать, металл в месте спайки может начать корродировать, так как флюс содержит в своём составе сильные кислоты.
Разогрев спаиваемых поверхностей
Для пайки небольших алюминиевых деталей, например, проводов, как правило, используют электрический паяльник мощностью от 50 до 100Вт, в зависимости от сечения провода. Для более массивных деталей, например, кастрюли, автомобильные радиаторы — целесообразно применять более мощные источники тепла. Как правило — это паяльная лампа или газовая горелка. При пайке алюминия газовой горелкой и разогревании спаиваемых поверхностей необходимо придерживаться следующих правил:
 Чтобы запаять деталь, нельзя допускать перегрева основного металла, так как это может привести к его расплавлению и, как следствие, к разрушению всей металлической конструкции в целом. Чтобы этого не произошло, необходимо в процессе разогрева постоянно контролировать температуру. Делают это с помощью припоя. Кусочком припоя периодически касаются разогреваемой поверхности, как только припой начинает плавиться, это является сигналом, что разогрев можно прекращать.
Чтобы запаять деталь, нельзя допускать перегрева основного металла, так как это может привести к его расплавлению и, как следствие, к разрушению всей металлической конструкции в целом. Чтобы этого не произошло, необходимо в процессе разогрева постоянно контролировать температуру. Делают это с помощью припоя. Кусочком припоя периодически касаются разогреваемой поверхности, как только припой начинает плавиться, это является сигналом, что разогрев можно прекращать.- Нельзя использовать кислород в целях дополнительного обогащения газовой смеси. Так как это будет усиливать окислительные процессы в месте пайки и, как следствие, ускорять образование оксидной плёнки на поверхности металла.
Использование канифоли
Чтобы спаять и припаять алюминиевые провода небольшого сечения, можно успешно применять свинцово-оловянные припои, используя в качестве флюса канифоль. В этом случае абразивную обработку поверхности провода производят под слоем расплавленной канифоли, а в качестве абразивного инструмента используют раскалённое жало паяльника, а также небольшое количество металлических опилок.
 Кусочек канифоли и металлические опилки помещают на место будущей пайки.
Кусочек канифоли и металлические опилки помещают на место будущей пайки.- Разогретым луженым жалом паяльника расплавляют канифоль.
- После того как канифоль полностью расплавится и равномерно распределится по поверхности, начинают тереть жалом паяльника по поверхности алюминия сквозь слой расплавленной канифоли.
- В результате раскалённое жало паяльника вместе с металлическими опилками начинает достаточно легко разрушать поверхностную оксидную плёнку, а слой канифоли не даёт возможности воздуху проникнуть в место пайки, в результате новая оксидная плёнка не образуется.
- После того как лужение завершается, спаиваемые поверхности соединяют друг с другом и снова прогревают до тех пор, пока припой не расплавится вновь и не заполнит всё пространство между спаиваемыми поверхностями.
Необходимо отметить, что данный способ подходит лишь для малогабаритных тонкостенных деталей или для проводов небольшого сечения. Во всех остальных случаях необходимо использовать специальные алюминиевые флюсы и тугоплавкие припои, предназначенные для пайки алюминия.
Минусы пайки алюминия
 Необходимо всегда помнить, что пайка — это не сварка. Она никак не затрагивает внутреннюю структуру металла, и поэтому место пайки по прочностным характеристикам всегда на несколько порядков слабее, чем сам спаиваемый металл. Место пайки нельзя подвергать большим механическим и температурным нагрузкам. В противном случае спаиваемые детали очень быстро разрушаться. Единственный вариант, когда пайка более уместна, чем сварка — это паяние алюминиевых проводов в электрических приборах или пайка прохудившегося автомобильного радиатора, когда отсутствует возможность заменить его новым.
Необходимо всегда помнить, что пайка — это не сварка. Она никак не затрагивает внутреннюю структуру металла, и поэтому место пайки по прочностным характеристикам всегда на несколько порядков слабее, чем сам спаиваемый металл. Место пайки нельзя подвергать большим механическим и температурным нагрузкам. В противном случае спаиваемые детали очень быстро разрушаться. Единственный вариант, когда пайка более уместна, чем сварка — это паяние алюминиевых проводов в электрических приборах или пайка прохудившегося автомобильного радиатора, когда отсутствует возможность заменить его новым.
Желательно исключить из домашней практики паяние и лужение прохудившихся алюминиевых кастрюль, кружек и прочих сковородок. В состав алюминиевых припоев и флюсов входят сильно ядовитые вещества. В этом случае тщательная промывка места пайки в проточной воде будет выглядеть, как игра в русскую рулетку.
Оборудование и материалы для пайки радиатора охлаждения автомобиля
Когда радиатор автомобиля начинает течь – не все автовладельцы имеют возможность сразу заменить его на новый. Для одних моделей авто радиатор стоит десятки тысяч рублей, для других — ожидать его поставки приходится не одну неделю. Пайка радиаторов охлаждения может помочь продержаться до замены. Метод пайки зависит от материала, из которого изготовлен теплообменник.
Почему появляется течь?

Основные причины, приводящие к утечке тосола из системы охлаждения через теплообменник, следующие:
- механическое разрушение трубок или коллекторных бачков при ДТП;
- термическое разрушение стыков при перегреве и работе без жидкости;
- коррозионное поражение.
Первые две причины несколько легче для ремонта, поскольку, как правило, место повреждения легко определить.
При коррозионном поражении придется обнаружить место течи. К тому же, оно может быть не единственным.
Ищем место протечки
Если после стоянки под машиной остается пятно тосола — значит, в системе охлаждения возникла течь.
Прежде, чем снимать радиатор охлаждения или кондиционера, стоит убедиться в том, что все патрубки и корпус расширительного бачка в порядке. Проверяют также теплообменник системы отопления салона.

Перед демонтажом нужно слить из системы жидкость. Снятый радиатор внимательно осматривают при хорошем освещении. Если повреждение увидеть не удалось, все отверстия затыкают плотными пробками и погружают теплообменник в воду. Выходящая цепочка пузырьков укажет на место утечки. Если увеличить давление, подключив один из патрубков к шлангу компрессора, то обнаружить течь можно будет быстрее.
Медь или алюминий?
Для качественной пайки неисправных автомобильных радиаторов, нужно узнать, из чего они сделаны. Современные устройства делают из алюминия, меди или пластика.
Проще всего различить материал по цвету:
- медь: красно-коричневый;
- алюминий: сероватые оттенки.
Пластик, используемых для радиаторов, как правило, черного цвета.
Медь достаточно легко запаять в условиях домашней мастерской или гаража. Пайка прохудившихся алюминиевых радиаторов автомобилей осложняется рядом его физико-химических особенностей.
Ремонтируем радиатор
 Пайка медных радиаторов потребует подготовить следующее:
Пайка медных радиаторов потребует подготовить следующее:
- электропаяльник большой мощности либо газовая горелка;
- правильно подобранный припой;
- флюсовая паста;
- абразивная бумага;
- плоскогубцы;
- растворитель для обезжиривания;
- ветошь.
На этапе подготовки изделие очищают от механических загрязнений и тщательно просушивают. Для ускорения просушки можно продуть его через один из патрубков сжатым воздухом под небольшим давлением. Место протечки зачищают абразивной бумагой. Если рядом находятся ламели, их аккуратно обрезают. На место пайки наносят флюсовый состав и дают ему подсохнуть.
В качестве источника тепла используют мощный паяльник либо портативную газовую горелку. Электропаяльник может питаться от сети или от аккумуляторной батареи. Припой кладут на место пайки и прогревают пламенем так, чтобы он расплавился и затек в трещину или отверстие. Если с первого раза расплавленный припой не смачивает металл и не затекает в щель, потребуется повторно зачистить поверхность и наложить флюс.
[stextbox ремонта теплообменник проверяют на герметичность тем же способом, что и при диагностике.[/stextbox]
В чем заключается сложность пайки алюминия?
На поверхности любой алюминиевой детали быстро возникает слой, состоящий из оксидов с высокой температурой плавления. Эта температура втрое выше, чем у самого металла. Пока эта пленка не разрушена — паять алюминиевые детали бессмысленно.
Для ремонта алюминиевого радиатора понадобится:
- удалить с поверхности окисный слой:
- повысить текучесть припоя;
- снизить коэффициент поверхностного натяжения;
- предотвратить повторное возникновение окисного слоя.
Этого добиваются механической обработкой поверхности и применением специально подобранных флюсовых составов.
Материалы и инструменты
Чтобы починить алюминиевый теплообменник, потребуется:
- паяльник большой мощности (не менее 100 ватт);
- оловянно-свинцовый (ПОС) или оловянно-висмутный(ПОСВ) припой;
- канифоль;
- огнестойкая плавильная емкость.
Потребуется также проволочная щетка для зачистки, ручная или насадка для дрели.
Чиним латунный
Пайка латунного радиатора осуществляется практически так же, как и медного. Следует тщательно зачистить и обезжирить место пайки. Прогревать его придется дольше, для этого удобно использовать промышленный фен. Перед пайкой зону ремонта нужно протравить паяльной кислотой, нанося ее узкой кистью. Для работы с латунью рекомендован припой ПОС-40, обладающий большей температурой плавления.
Готовим флюс
Чтобы отремонтировать теплообменник своими руками, следует позаботиться о хорошем флюсовом составе. Готовят флюс незадолго до пайки прохудившегося радиатора, поскольку со временем состав разлагается и теряет свои свойства. На две доли измельченной канифоли нужно взять одну долю стальных опилок, полученных с помощью напильника.
Состав нужно высыпать в огнестойкую тару, перемешать и нагреть горелкой. Далее еще раз перемешать и охладить.
Для максимально прочного шва
Есть еще один рецепт флюса, который в обиходе называют «плавень». С его помощью можно добиться особой прочности шва. Для создания флюса потребуются следующие ингредиенты:
- KCl : 56%;
- LiCl : 23%;
- криолит: 10%;
- NaCl: 7%;
- Na2SO4: 4%.
Все составные части следует измельчить и тщательно перемешать. Хранить состав нужно в защищенном от света месте в плотно закрытой емкости.
Правим алюминиевый своими руками
 Пайка алюминиевых радиаторов требует тщательной подготовки места ремонта.
Пайка алюминиевых радиаторов требует тщательной подготовки места ремонта.
Неисправный узел следует промыть и полностью просушить. Место ремонта нужно зачистить абразивной бумагой и обезжирить ветошью, смоченной растворителем.
Теперь паяльником можно нанести слой флюса и растереть его по детали. Далее наносится припой. Делают это в несколько слоев, растирая и растягивая каждый. Стальные опилки, содержащиеся в составе флюса, вступят в реакцию с окисным слоем и разрушат его. Это позволит припою непосредственно контактировать с поверхностью детали и существенно повысит качество пайки.
После ремонта необходимо повторно проверить радиатор на герметичность
Как запаять пластик?
На современных автомобилях для снижения общего веса и удешевления производства многие детали делают из пластика. Не избежали этой судьбы и радиаторы. Прежде всего необходимо точно определить сорт пластмассы. Это делают по маркировке на детали. Как правило, для изготовления применяется полиамид (маркировка PA) либо полипропилен (маркировка PP). Именно с такой маркировкой и нужно приобрести сварочные прутки для пластика. Их можно заменить полосками, вырезанными из ненужной пластмассовой детали с аналогичной маркировкой.
Потребуются следующие материалы и оборудование:
- промышленный фен для нагрева заготовки;
- электропаяльник с регулируемой температурой жала;
- припой, подобранный в соответствии с материалом радиатора;
- ацетон;
- ветошь.
 Действовать надо в следующем порядке:
Действовать надо в следующем порядке:
- обезжирить место повреждения ветошью, смоченной в ацетоне;
- прогреть зону ремонта феном;
- установить температуру паяльника в 250 о С;
- повести по лини шва жалом паяльника несколько раз так, чтобы образовалась выемка по форме сварочного прутка;
- вложить пруток в выемку, и, приглаживая его паяльником, разровнять вровень с корпусом радиатора.
Во время пайки нужно следить за тем, чтобы пластик размягчался, но не плавился и не горел. После ремонта и перед монтажом обратно на автомобиль следует проверить герметичность отремонтированного места в емкости с водой.
Panzer-85 › Блог › как запаять соты алюминиевого радиатора самому

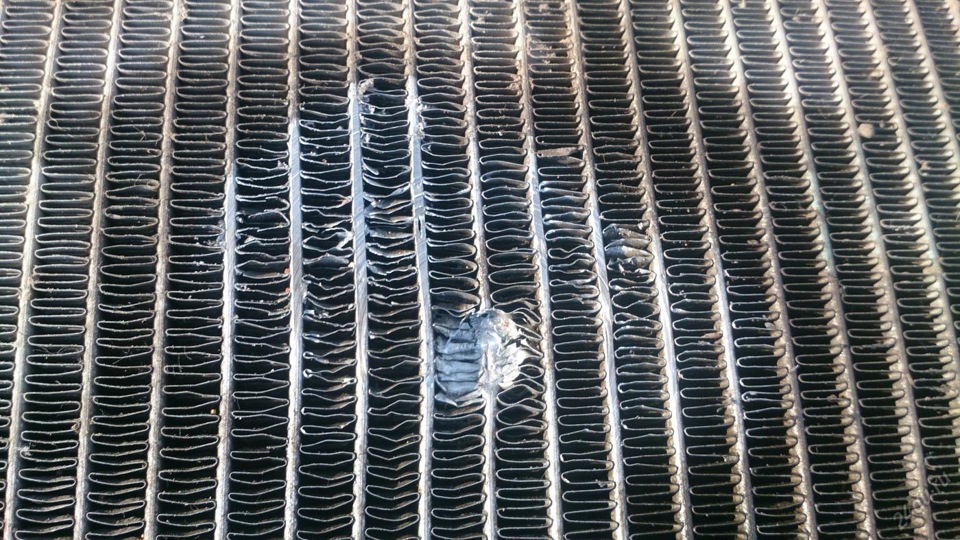
хотелось бы запаять радиатор-кто паял и как это происходило.чем мазать чем паять.флюсы какие олово мож специальное.есть обычный паяльник 40-60 вт .припой и ортофосфорная кислота с канифолью
фото с интернета
Комментарии 14

Существуют специальные припои для пайки алюминиевых деталей. Алюминий плавится при 660-ти градусах, а этот припой при 400. Представляет собой трубочку с флюсом внутри. механическая прочность припоя 80Н/мм2. (Это 8 кг на разрыв на 1 мм сечения) Дополнительные химикаты не требуются, только щётка зачистить и газовая туристическая горелка… Как этот припой называется не помню, видел много видео по пайке алюминия на ютубе.

castolin 192 fbk называется

А ещё есть HTS-2000

castolin 192 fbk называется
Присадочный припой стоит в разы дешевле кастолина. 10-15 руб. 50 мм. Это даже ESAB делает. На ютубе есть ролик как мужик паяет соты на радиаторе. Он его разогревал горелкой потом просто припоем водил по соте. Но изначально надо зачистить и обезжирить а еще флюс нужен. Потом разогревать и водить припой

Сколько не пробовал паять алюминий, спец флюсами, эффекта нет(( все равно пайка отваливается((
На какое то время олово «прилипает» к алюминию, но в итоге отваливается(((

если соты то просто нужно их скрутить в две стороны
Сколько не пробовал паять алюминий, спец флюсами, эффекта нет(( все равно пайка отваливается((
На какое то время олово «прилипает» к алюминию, но в итоге отваливается(((
Алюминий оловом нельзя паять

mellifaro ОТВЕТ САМЫЙ ВЕРНЫЙ!
загибание как тюбик зубной пасты это проверенный вариант-но получается что этим мы глушим трубку- 1-2 я понимаю пофигу а вот если их 10 это процентов 20 наверно -справится ли летом радиатор ?

запаять алюминиевый не получится, если ремонт временный или малобюджетный при таких повреждениях просто зажать плоскогубцами должно помочь, второй вариант аргоном или менять. мне первого варианта на 2-3 года хватило на предыдущей машине.
вот зажать я пробовал на висте -так и откатал всю зиму нормально.тут просто с десяток этих трубок-охлаждать будет?
будет, я зажимал только там где бежало и трубку полностью не пережимал треть или четверть трубки, все норм было
запаять алюминиевый не получится, если ремонт временный или малобюджетный при таких повреждениях просто зажать плоскогубцами должно помочь, второй вариант аргоном или менять. мне первого варианта на 2-3 года хватило на предыдущей машине.
пробовал паять? почитал вроде как просто флюс делаешь канифоль плюс металлические опилки и вводишь олово потирая паяльником
Чем и как запаять алюминиевый радиатор – лучший и надёжный способ
Когда автомобильный или отопительный радиатор из алюминия выходит из строя, многие ошибочно полагают, что починить его самостоятельно нет никакой возможности. На самом деле, решить задачу, как запаять радиатор, не так уж и сложно, если есть желание разобраться во всех тонкостях и немного потренироваться.

Почему трудно устранять дефекты у алюминия
Алюминий — третий по распространенности химический элемент на нашей планете и сочетает в себе массу великолепных качеств: прочность и хорошую теплопроводность при очень малой массе. Он незаменим тогда, когда требуется изготовить изделие большой площади с интенсивной теплопередачей.
Однако при всех своих неоспоримых достоинствах, у алюминия есть большой минус — он трудно поддаётся ремонту. Поэтому пайка алюминиевого радиатора автомобиля или отопительной системы превращается в большую проблему.

Дело в том, что этот металл относится к химически активным. Высокую стойкость к коррозии обеспечивает прочная оксидная плёнка, предохраняющая алюминий от атмосферного воздействия.
Именно эта плёнка и нарушает процесс пайки. Чтобы добиться соединения металла с металлом, нужно его нагреть. При этом обязательно образуется слой оксидов, который воспрепятствует контакту. Задача мастера, когда встаёт вопрос как запаять алюминиевый радиатор, разорвать этот круг.
Кстати, в случае с медью действует тот же принцип. Медные изделия ценятся именно из-за своей стойкости к ржавчине, но уникальная способность к самозащите от коррозии оборачивается проблемой при ремонте.
Как правильно запаять радиатор
Чтобы убрать оксиды с поверхности алюминия, используют специально приготовленные флюсы. В их состав входят кадмий, висмут или цинк. Именно эти элементы помогают очистить поверхность металла и тем самым соединить изделие с припоем.
Стоимость готовых флюсов с хорошими качественными характеристиками достаточно высокая. Поэтому домашние мастера предпочитают самостоятельно делать подобные составы (плавни).

Чтобы оградить участок изделия, который нуждается в ремонте, от контакта с воздухом, есть несколько способов:
- с использованием железно-канифольного флюса
- с помощью самодельного плавня;
- применение низкотемпературного припоя с проклейкой.
Иногда для решения проблемы, чем заделать алюминиевый радиатор, предлагают применить холодную сварку. Однако это очень ненадёжно, и работает как экстренная мера. Рано или поздно повреждение придётся чинить заново.
Использование железно-канифольного флюса
Есть несложный способ, как запаять радиатор паяльником с помощью флюса на основе канифоли. Для этого повреждённый металл подготавливают по следующей схеме:
- убирают остатки лакокрасочного покрытия и всевозможные загрязнения;
- тщательно зачищают металл абразивом;
- обезжиривают специальным растворителем.
Подготовка должна быть очень добросовестной, от этого зависит весь ремонт. Флюс приготавливают в металлическом тигле. Расплавляют канифоль и постепенно добавляют туда железные опилки в соотношении 1:2. Размешивают до однородного состояния. Опилки в данном случае будут абразивом.

Далее поверхность, которую нужно отремонтировать, покрывают тонкой плёнкой расплавленного флюса. От тщательности процедуры зависит качество будущей пайки. Таким образом алюминий предохраняют от окисления.
Материалы, которые используются в работе, выделяют токсины. Поэтому нужно всё делать под вытяжкой, либо проводить ремонт в тщательно проветриваемом помещении. Если позволяют условия — на открытом воздухе.
Далее приступают к процессу пайки. Паяльником следует захватить немного припоя и плавными круговыми движениями нанести его поверх флюса. Делать это надо не спеша, внимательно следить за тем, чтобы припой равномерно распределялся по поврежденной площади.
Как ведёт себя в данном случае флюс? Железные опилки счищают оксиды, а канифоль перекрывает доступ воздуха к алюминию. Условия для контакта между металлами соблюдены.
Этот способ работает, когда нужно решить задачу, как паять алюминиевый радиатор, если повреждение не велико. Большие площади таким способом отремонтировать не получится. Флюс очень быстро становится холодным, поэтому запаять большую поверхность будет проблемно.
Самостоятельный ремонт большой поверхности
Иногда приходится сталкиваться с необходимостью ремонта большой площади алюминиевого изделия. Обычные способы в домашних условиях не эффективны. Чем заклеить алюминиевый радиатор в таком случае, или как его запаять?
Для того чтобы починить большие поврежденные поверхности, можно использовать плавень, изготовленный в домашних условиях.
Участок, который нужно отремонтировать, предварительно зачищают и обезжиривают специальным составом. Алгоритм действий такой же, как и при подготовке поверхности при использовании железно-канифольного флюса.
Компоненты для плавня берут в следующем процентном соотношении:
- хлорид калия — 56%;
- хлорид лития — 23%;
- поваренная соль — 75%;
- сульфат натрия — 4%;
- криолит — 10%.
Сырьё для плавня перетирают в ступке до состояния пудры, ссыпают в тигель и перемешивают до однородного состояния, затем аккуратно расплавляют.
Если полученные порошки предназначены для длительного хранения, их нужно пересыпать в темные ёмкости с плотными пробками и убрать подальше от солнечных лучей и других источников тепла.

Как паять радиатор с использованием плавня:
- поврежденный участок прогревают с помощью газовой горелки;
- на прогретое место наносят тонкий слой плавня;
- пропаивают повреждение с применением оловянно-свинцового припоя с небольшой добавкой висмута.
Необходимо знать, что нельзя прогревать место повреждения сильным огнём от газовой горелки. Это приведёт к тому, что участок просто будет прожжён. Важно подобрать тот уровень горения газа, который позволит именно прогреть, а не прожечь алюминиевое изделие.
Если газовой горелкой пользуется не профессионал, он может не знать, как её правильно зажигать. Бывает, что горелку сразу включают на полную мощность. В результате газ, не успевая воспламенится, резко «проносится» сквозь пламя зажигалки. Горелка зажжётся сразу, если уменьшить её мощность.
Ремонт и пайка алюминиевого радиатора сложной конфигурации
Когда надо решить, как заварить алюминиевый радиатор автомобиля, способы с использованием железно-канифольного флюса и самодельного плавня оказываются не эффективными. Тонкостенные трубки автомобильного радиатора сложно паять из-за особенностей конструкции изделия.
В такой ситуации можно прибегнуть к альтернативному способу с использованием припоя с низкой температурой плавления и специальной проклейкой.
Подготовительные этапы перед началом пайки:
- снимают оксидную плёнку с помощью наждака или специальной насадки на дрель или шуруповёрт;
- обезжиривают место дефекта растворителем;
- обжимают поврежденный участок трубки радиатора плоскогубцами для уменьшения отверстия.
Затем приступают к процессу пайки. Сначала прогревают нужный участок огнём газовой горелки. Затем в пламя вносят пруток припоя с низкой температурой плавления и проводят им несколько раз по повреждённому месту. С каждым разом частички припоя будут цепляться за края отверстия, попадать внутрь дыры. Дефект на трубке будет постепенно «затягиваться».
Последнее, что нужно сделать при таком способе: дополнительно герметизировать дефект с помощью высокотемпературного клея для алюминия. Он закроет мельчайшие микропоры, и ремонт окажется более качественным.
Как запаять радиатор охлаждения
В процессе работы двигателя система охлаждения подвергается нагрузкам различного характера. В результате действия разрушающих факторов появляются различные повреждения.
Для ремонта системы охлаждения требуется пайка элементов. Процесс пайки проводится по определенной технологии. Для качественной пайки нужны особые инструменты и материалы.
О том, как правильно запаять радиатор охлаждения, и какие материалы для этого необходимы, расскажет наша статья.
Классификация систем охлаждения
Существуют несколько типов систем охлаждения двигателей:
- воздушная;
- жидкостная;
- комбинированная.
Для работы воздушной системы используется поток наружного воздуха. Используется в моторизованном транспорте с двигателями небольшой мощности.
В жидкостной системе нагретый двигатель охлаждается специальным теплоносителем. Большинство двигателей современных автомобилей оборудованы такой системой охлаждения.
Комбинированная система объединяет работу жидкостной и воздушной систем. Используется для работы силовых установок большой мощности. Широко применяется на предприятиях энергетического комплекса.

Для чего нужен радиатор охлаждения
Радиатором называют устройство для охлаждения двигателя. Это устройство является основным элементом системы охлаждения.
Система охлаждения состоит из верхнего и нижнего контуров. Контуры представляют собой стальные трубы прямоугольного или круглого сечения. Они предназначены для ввода и вывода теплоносителя.
Между контурами расположена металлическая решетка. Ячейки решетки имеют форму тонких пластин или трубок. Решетка предназначена для равномерного распределения и охлаждения теплоносителя.
Различные повреждения металлической решетки требуют проведения пайки пластин и трубок радиатора.
Как работает системы охлаждения двигателя
Охлаждающая жидкость от двигателя входит в верхний контур системы. При входе в систему теплоноситель имеет высокую температуру. По ячейкам решетки горячий теплоноситель спускается в нижний контур.
На пути из верхнего контура в нижний теплоноситель остывает. Охлаждение происходит в результате прохода охлажденного воздуха сквозь решетку. Остывшая жидкость из нижнего контура подается к двигателю. Для принудительного охлаждения двигателя используется вентилятор.
В качестве теплоносителя используется вода либо смесь воды с этиленгликолем (антифриз). Такие смеси не замерзают даже при температуре -40° С. При отрицательных температурах наружного воздуха антифриз превращается в густую массу. Гелеобразная масса не разрушает систему охлаждения при замерзании.
Применение антифриза позволяет использовать жидкостную систему охлаждения в зимнее время.

Причины разрушения автомобильного радиатора
В процессе работы элементы системы охлаждения могут получить различные повреждения. Различают следующие причины появления повреждений:
- механические;
- химические;
- термические.
Механические причины вызваны действием на решетку ударов при ДТП, попадания дорожных камней, наездов на различные препятствия.
Химические неисправности вызваны воздействием коррозийных процессов на внутренней и наружной поверхностях радиатора.
Неисправности термического характера возникают в результате образования накипи на внутренних стенках устройства.
В результате протечек происходит частичная или полная потеря охлаждающей жидкости. Уменьшение количества охлаждающей жидкости приводит к перегреву агрегатов и высокой вероятности выхода двигателя из строя.
Для предотвращения нарушений в работе системы охлаждения применяется пайка радиаторов.
Как найти место протечки в системе охлаждения
Неисправности системы охлаждения выявляют в процессе технического обслуживания и ремонта автомобиля.
Для выявления повреждений радиатор снимают с места установки. Через специальное отверстие сливают теплоноситель в заранее приготовленную емкость. Для слива теплоносителя устройство несколько раз переворачивают и встряхивают.
Для обнаружения протечек используют два основных способа:
- визуальный;
- инструментальный.
Визуальный метод заключается в выявлении повреждений в ходе осмотра агрегатов. Место протечки определяют по характерным следам на решетке либо других элементах системы охлаждения.
Инструментальный метод проводится с помощью различного диагностического оборудования. При обнаружении протечки аппаратура издает световой и звуковой сигнал.
![]()
![]()
Ремонт алюминиевого и медного радиаторов
Материалом для изготовления большинства устройств служит медь и алюминий. Эти металлы отличаются высокой теплопроводностью и стойкостью к действию высоких температур.
Особенности медной пайки
Радиаторы из меди обладают характерным красно-розовым оттенком. Изделия из меди легко поддаются пайке. Простота процесса позволяет ремонтировать изделия из меди в домашних условиях.
Недостатком меди служит подверженность коррозии и высокая стоимость.
![]()
![]()
Особенности алюминиевой пайки
Алюминий обладает высокой антикоррозийной стойкостью и небольшим весом. Изделия из алюминия имеют серебристый цвет.
Особенности химических свойств алюминия затрудняют процесс пайки изделий из этого металла. Ремонт алюминиевых радиаторов в домашних условиях вызывает большие трудности.
![]()
![]()
Материалы и инструменты для пайки
Для пайки автомобильных систем охлаждения используется стандартный набор инструментов и материалов.
Как правильно запаять медный радиатор
Для проведения работ потребуются следующие инструменты и материалы:
- Паяльный инструмент.
- Сплав для паяния (припой).
- Растворитель (ацетон).
- Флюс или канифоль.
- Пассатижи.
- Кисточка.
- Металлическая щетка.
- Мелкозернистая наждачная бумага.
В качестве паяльного инструмента применяют электрический паяльник с мощностью не менее 100 Вт или газовую горелку.
Для пайки медного радиатора своими руками применяют два типа паяльников. Для ремонта больших по площади повреждений используют паяльники с широким наконечником. Для заделки небольших неисправностей – с узким наконечником.
Пассатижи предназначены для удаления разрушенных элементов решетки.
Растворитель необходим для обезжиривания поверхности.
Металлическая щетка нужна для грубой очистки решетки от грязи и ржавчины.
Наждачная бумага требуется для очистки места повреждения от металлической пыли и продуктов плавления.
Кисточка предназначена для нанесения канифоли или флюса. Эти материалы используются для лучшего сцепления припоя с поверхностью металла.
Для пайки медных радиаторов используют оловянно-свинцовые припои марок ПОС-60 и ПОС-61.
![]()
![]()
Как правильно запаять алюминиевый радиатор
На вопрос автолюбителей, можно ли запаять алюминиевый радиатор охлаждения своими руками, эксперты отвечают положительным ответом.
Для пайки алюминия потребуются:
- Паяльный инструмент.
- Сплав для паяния (припой).
- Растворитель (ацетон).
- Флюс или канифоль.
- Железные опилки.
- Огнеупорная емкость (тигель).
- Пассатижи.
- Кисточка.
- Металлическая щетка.
- Мелкозернистая наждачная бумага.
Для пайки изделий из алюминия используют следующие виды припоя:
- для ремонта мелких трещин – олово плюс свинец (марка ПОС-40);
- для ремонта крупных трещин – олово плюс висмут (марки ПОСВ-33 и ПОСВ-50).
Для приготовления флюса потребуется:
- Канифоль – 2 части.
- Железная стружка – 1 часть.
Канифоль и опилки тщательно перемешивают. Полученный состав помещают в тигель. Емкость с флюсом разогревают на открытом огне. После остывания флюс готов к использованию.
Для приготовления железных опилок используют ножовку по металлу с мелким зубом. Опилки из железа предназначены для разрушения алюминиевой оксидной пленки при нанесении припоя на металл.
![]()
![]()
Принцип и технологические особенности процесса пайки
Процесс пайки зависит от материала радиатора. Медь хорошо поддается пайке. Никаких сложностей в процессе работы с медью не возникает.
Отличие пайки алюминия заключается в особенностях его химических свойств. При взаимодействии с кислородом на поверхности металла возникает оксидная термоустойчивая пленка. Поэтому при пайке алюминия используются ряд дополнительных операций по удалению оксидной пленки. Удаление пленки способствует прочному соединению припоя с поврежденной поверхностью.
Перед тем, как запаять медный или алюминиевый радиатор, очищают внутреннюю поверхность устройства от накипи. С помощью металлической щетки удаляют загрязнения с его наружной поверхности.
Очистка радиатора от накипи
Для удаления накипи используют специальные чистящие средства. В домашних условиях используют раствор лимонной либо уксусной кислоты. Чистящий раствор готовят из расчета на 500 мл воды 1-2 столовые ложки кислоты.
Для очистки от накипи чистящий раствор заливают в радиатор. После нескольких минут ожидания устройство встряхивают и удаляют раствор. При необходимости процедуру повторяют несколько раз.
Для повышения чистящего эффекта решетку снаружи подогревают с помощью газовой горелки.
Очистка радиатора от грязи
Для удаления загрязнений с наружной поверхности используют металлическую щетку. Загрязнения от нефтепродуктов удаляют с помощью специальных чистящих средств.
После очистки радиатор ополаскивают чистой водой и тщательно высушивают на открытом воздухе. При работе в помещении используют обдувку установки струей горячего воздуха.
![]()
![]()
Как правильно запаять медный или алюминиевый радиатор
После очистки от накипи и загрязнений выполняют следующие операции:
- Зачистка места повреждения наждачной бумагой.
- Обезжиривание ацетоном.
- Нагревание места пайки открытым пламенем.
- Наложение слоя канифоли
- Обработка места пайки флюсом.
- Укладка и плавка припоя.
Нагрев места повреждения проводят с особой осторожностью. При недостаточном нагреве припой не прилипнет. При перегреве быстро испаряется паяльная кислота. При достаточном нагреве происходит вскипание и постепенное испарение паяльной кислоты.
Припой толстым слоем наносят на место повреждения. Круговыми движениями паяльника осторожно втирают смесь в поверхность.
Если припой не прилипает к поверхности, место пайки повторно очищают и процедуру пайки повторяют.
Проверку работоспособности прибора осуществляют повторным погружением в воду.
Как запаять радиатор охлаждения в домашних условиях
Для обнаружения места протечки в домашних условиях действуют иным образом. Закрывают все входы и выходы в патрубках пробками из гидроизолирующих материалов.
Народные мастера придумали надевать на выходы патрубков куски велосипедных камер. Для защиты от пропускания воздуха резину завязывают узелком. На один выход надевают кусок камеры с соском. Для нагнетания воздуха используют велосипедный насос. Местоположение протечки определяют по месту появления воздушных пузырьков.
Дальнейший ход работ выполняется по известной схеме:
- Очищенную решетку укладывают на ровную горизонтальную поверхность.
- С помощью кисточки смазывают нагретое место паяльной кислотой.
- Паяльником наплавляют припой.
- Равномерно распределяют припой по поверхности повреждения. Работу выполняют до полного заполнения повреждения припоем.
После выполнения пайки устройство испытывают погружением в емкость с водой.
В случае большого количества повреждений необходимо обратиться в специализированную мастерскую либо подумать о покупке нового радиатора.
Возможна ли пайка алюминиевых радиаторов отопления
Алюминий относится к распространенным металлам, сочетающим в себе множество замечательных качеств, включая высокий показатель теплопроводности при сравнительно небольшой массе. Но у этого востребованного в быту и на производстве материала есть один существенный недостаток – он легко вступает в реакцию с другими элементами. Указанное свойство существенно усложняет пайку радиаторов охлаждения автомобилей, например, а также приводит к трудностям, когда нужно заварить отопительную батарею.
Можно ли паять алюминиевые радиаторы

Из-за активности алюминия на его поверхности всегда имеется пленка из окислов, препятствующая соединению с другими металлами. Поэтому пайка радиаторов на его основе для большинства владельцев авто и рядовых пользователей представляется очень серьезной проблемой.
Получить качественное и надежное соединения алюминия с другим металлом удается лишь после нагревания места контакта до высокой температуры.
В процессе разогрева поверхности также образуется слой защитных оксидов, не позволяющих припаять к ней даже небольшой элемент конструкции. Поэтому при пайке этого металла применяются особые флюсы, позволяющие убрать пленку с места обработки. В их состав входят висмут, кадмий или цинк. Только с их помощью удается очистить поверхность свариваемого металла и сделать ее доступной для рабочих припоев.
Стоимость фирменных флюсов, имеющих гарантированное качество, бывает слишком высокой. По этой причине домашние мастера предпочитают изготавливать такие составы (плавни) самостоятельно. При соблюдении указанных в инструкции пропорций припои, подготовленные своими руками, не уступают фирменным составам и иногда превосходят их по эффективности действия.
Что используют для пайки
 Прежде чем запаять алюминиевые радиаторы проверенным способом, важно разобраться с основными компонентами, используемыми в процессе пайки. Для качественного восстановления поврежденного места необходимо применять припои с добавками из кремния, цинка и небольшого количества меди. Их можно изготовить самостоятельно или приобрести в специализированном магазине.
Прежде чем запаять алюминиевые радиаторы проверенным способом, важно разобраться с основными компонентами, используемыми в процессе пайки. Для качественного восстановления поврежденного места необходимо применять припои с добавками из кремния, цинка и небольшого количества меди. Их можно изготовить самостоятельно или приобрести в специализированном магазине.
На рынке расходные материалы представлены типовыми прутками марки ЦОП-40, согласно ГОСТ имеющими следующий состав:
- олово;
- цинк;
- алюминий;
- кремний и медь.
Входящие в припой элементы (особенно – цинк) обеспечивают высокую прочность образующегося соединения, а также гарантируют его антикоррозийную защищенность. С его помощью удается паять мелкие элементы конструкции и крупные детали алюминиевых радиаторов.
Порядок пайки
Правильная организация процедуры пайки алюминия предполагает основательную подготовку, без проведения которой не удастся добиться нужного результата. Перед тем как самому паять радиатор, следует внимательно ознакомиться с соответствующей инструкцией. В ней указывается, что подготовительный этап включает в себя зачистку восстанавливаемой зоны и приготовление паяльного состава требуемого качества.
Подготовительные операции

Перед тем как запаять алюминиевый радиатор с помощью флюса на основе канифоли, поврежденный участок подготавливается согласно следующей инструкции:
- Удаляются остатки старого покрытия и следы загрязнения.
- Зона пайки зачищается посредством абразива.
- Сразу вслед за этим ее обезжиривают растворителем.
Прежде чем запаять радиатор, потребуется заранее приготовить флюс в металлическом тигле. Для этого канифоль сначала расплавляется газовой горелкой, после чего в расплав добавляются мелкие опилки железа, взятые в соотношении 1:2 (они выполняют функцию абразива). Одновременно с этим подготавливаемый состав перемешивается до состояния однородной массы.
Используемые при пайке материалы токсичны и выделяют опасные для человека ядовитые пары. Поэтому все операции проводятся при наличии вытяжки или на открытом воздухе. При невозможности выполнить эти условия работающему человеку потребуется респиратор.
Устранение небольших дефектов
 По завершении подготовительных операций переходят к самому процессу пайки:
По завершении подготовительных операций переходят к самому процессу пайки:
- Паяльником захватывается небольшое количество припоя.
- Круговыми плавными движениями он наносится на заранее обработанное флюсом место.
- В процессе обработки важно внимательно следить за тем, чтобы слой припоя распределялся по поверхности по возможности равномерно.
Восстановление значительных повреждений

С необходимостью восстановления значительных по площади алюминиевых поверхностей приходится сталкиваться довольно часто. Потребуется специальный паяльный состав, называемый «плавнем». Перед его применением проводится подготовка обрабатываемой поверхности батареи, как это делалось для небольших участков.
Исходные компоненты для приготовления плавня:
- хлориды калия и лития;
- обычная поваренная соль;
- сульфат натрия;
- криолит.
Подготовленная в определенной пропорции смесь сначала основательно перетирается в ступке до состояния пудры. После этого она пересыпается в тигель, где тщательно перемешивается до однородной массы, годной для получения расплава.
Если полученный порошок сразу не употребляется в работу, он пересыпается в подходящую емкость, закрытую плотной пробкой, и хранится в темном месте.
Порядок пайки с использованием плавня:
- Поврежденный участок тщательно прогревается посредством газовой горелки.
- На подготовленное место тонким слоем наносится порция плавня.
- Повреждение пропаивается оловянно-свинцовым припоем с добавкой малых количеств висмута.
Ремонт радиаторов сложной конфигурации

Возможны ситуации, когда требуется восстановить (распаять) алюминиевый радиатор автомобиля, имеющий множество труднодоступных мест. В этом случае методы, основанные на применении железно-канифольного флюса и приготовленного своими руками плавня, не подходят. Тонкостенные трубки медного или латунного радиатора автомобиля, например, из-за особенностей конструкции паять очень непросто. В указанной ситуации рекомендуется использовать низкотемпературный припой (НТП) с одновременной проклейкой восстанавливаемой поверхности. В перечень рассмотренных подготовительных операций следует добавить необходимость обжима плоскогубцами поврежденного участка радиатора или печки, что позволит уменьшить размеры отверстия.
По ходу пайки обрабатываемая зона сначала тщательно прогревается газовой горелкой, после чего в ее пламя вносится пруток НТП. Периодически проводя им по этому месту, нужно постараться сделать так, чтобы частички припоя цеплялись за края повреждения и постепенно «затягивали» его. На завершающей стадии потребуется герметизировать зону дефекта, используя для этого специальный высокотемпературный клей. С его помощью удается «заделать» все оставшиеся мелкие неровности и изъяны.
Использование холодной сварки и клея

Когда требуется исправить мелкое повреждение или заделать небольшой скол на поверхности детали, лучше всего воспользоваться клеящим составом, называемым «холодная сварка». Он представляет собой особую смесь, обладающую высокой степенью пластичности, и изготавливаемую на основе эпоксидной смолы – полимера с неповторимыми прочностными показателями. Кроме того, в состав «холодной сварки» входят различные наполнители (сера и пластификаторы), еще более повышающие этот показатель.
Чаще всего она выпускается в виде двух пластичных брусков, внешне напоминающих детский пластилин. Перед употреблением они одновременно разминаются пальцами рук, в результате чего получается нужная смесь из двух компонентов. Чтобы заклеить поврежденное место, достаточно отделить небольшой кусочек размятой массы и нанести его на заранее подготовленную поверхность.
Любой из способов восстановления алюминиевых радиаторов может быть реализован без помощи посторонних лиц. Однако если полной уверенности в собственных силах нет, лучше всего обратиться в специализированную мастерскую по ремонту автомобилей.
Пайка алюминиевого радиатора отопления
Здесь вы узнаете:
- Сложности в ремонте алюминиевых батарей
- Как запаять алюминиевый радиатор в домашних условиях
- Заключение
С развитием технологий на смену чугунным и стальным батареям пришли более легкие биметаллические и алюминиевые радиаторы. Если биметалл не слишком требователен к используемой в качестве теплоносителя жидкости, то в алюминиевых аналогах из-за нарушения состава воды может образоваться трещина. В возникшей ситуации не всегда есть деньги, чтобы приобрести новую батарею. Остается один выход – запаять алюминиевый радиатор самостоятельно. Но пожалуй, сложность ремонта – это единственный недостаток алюминиевых батарей. В остальном они отличаются от своих аналогов крайне малым весом, универсальным дизайном, высокой теплоотдачей и приемлемой ценой.
Сложности в ремонте алюминиевых батарей

Строение алюминиевой батареи отопления.
Главная проблема в работе с алюминием – это его химические свойства. Этот металл мягкий, но он способен окисляться при малейшем воздействии с внешней средой. В результате химической реакции с кислородом образуется налет, так называемая оксидная пленка, которая не дает достаточно прочно спаять поверхности изделия между собой. Но эта пленка также и защищает алюминий от коррозии и разрушения, тем самым делая его очень практичным промышленным металлом.
Как удалить оксидную пленку
Чаще всего для снятия налета используют флюсы. Последние представляют собой смеси, в состав которых входят неорганические и органические вещества, нацеленные на удаление оксидной пленки, а также защиты поверхности металла от окисления во время пайки, улучшения сцепления припоя с поверхностью.
Флюс можно изготовить как самостоятельно, так и приобрести в специальном магазине. Последние могут включать в себя: цинк, кадмий, висмут. Самодельные аналоги называют плавнями.
Как запаять алюминиевый радиатор в домашних условиях
Прежде чем переходить непосредственно к пайке, сначала вам необходимо снять батарею, слить с нее всю жидкость, затем хорошо ее просушить. После подготовки можно переходить одному из способов пайки. Они отличаются в зависимости от того, выбрали ли вы флюс, плавень или медь.
Способ 1
Для данного метода вам понадобятся следующие материалы и инструменты:

Материалы и инструменты необходимые для пайки батареи первым способом.
- мелкие железные опилки;
- припой (лучше использовать П300А или П250А);
- канифоль;
- паяльник мощностью от 100 Вт;
- наждачная бумага;
- напильник;
- тигель из керамики.
Начать работу необходимо с приготовления плавня и припоя. Для этого вам понадобится;
- висмут;
- олово;
- натрий сернокислый;
- поваренная соль;
- хлористый литий;
- криолит;
- хлористый калий.
Сначала нужно сделать припой – смешать висмут с оловом. Их нужно расплавить в тигле в соотношении 95 (олово) к 5 (висмут). После чего нужно сделать плавень: добавьте поваренную соль (6,5%), хлористый калий (56%), хлористый литий (23%), натрий сернокислый (4%) и криолит (10%). Сосуд с раствором нужно плотно закупорить, потому что смесь быстро впитывает влагу. Прогрейте поверхность паяльником, после этого нанесите на рабочую область получившийся плавень. Далее можно наносить припой, чтобы закрыть трещину.
Инструкция по пайке:
- Первым делом место вокруг трещины нужно зачистить наждачной бумагой. Но ни в коем случае не царапайте поверхность батареи.
- Приготовьте смесь расплавленной канифоли с опилками в пропорции 2 к 1.
- Очистите паяльник от налета, включите его в электрическую сеть для нагрева.
- Подготовленную поверхность радиатора обработайте смесью из канифоли. При этом канифоль нужно наносить на прогретую поверхность, а не на паяльник, иначе она может обуглиться и потерять свои свойства. Смесью канифоли и опилок можно заделать лишь небольшие трещины, в противном случае вам понадобится плавень.
- После обработки флюсом/плавнем лудите поверхность, делая при этом кругообразные движения, как бы протирая ее.
- Со временем канифоль начнет растекаться, но вы должны продолжать лудить, при этом, начать добавлять припой с опилками, цепляя его паяльником.
- Запаяйте трещину припоем окончательно.
По окончании всех работ не забудьте проверить качество пайки. Заполните батарею водой (желательно подкрасить ее марганцовкой). Оставьте радиатор на пару часов. Если течь не обнаружена, то работа выполнена корректно.
Способ 2
Чтобы не готовить плавень, поврежденный участок можно закрыть небольшим слоем меди. Для работы вам понадобится:

Материалы и инструменты необходимые для пайки алюминиевого радиатора отопления вторым способом.
- наждачная бумага;
- батарейка;
- паяльник;
- припой;
- флюс;
- медная проволока диаметром около 1 мм;
- раствор медного купороса.
Когда все материалы и инструменты найдены, подготовительные мероприятия завершены, можно переходить непосредственно к работе. Пайка радиатора осуществляется следующим образом:
- Зачистите поверхность вокруг поврежденного участка наждачной бумагой.
- Капните большую каплю медного купороса на поврежденную область.
- Присоедините «минус» от батарейки к радиатору, а «плюс» к медному проводу.
- Другой конец проволоки из меди присоедините к «капле» купороса так, чтобы провод не касался батареи.
- Подождите некоторое время, пока не появится тонкий слой меди на поверхности батареи (слой под каплей медного купороса).
- Теперь поверхность нужно промыть, а затем высушить. Только после этого можно переходить к лужению паяльником и пайке.
- Запаяйте трещину припоем.
Заключение
Несмотря на простоту действий, выполнить работу по ремонту радиатора не так просто. Обязательно нужно соблюдать все требования и инструкции, иначе припой плохо скрепится с поверхностью батареи и отвалится. Подобные работы рекомендуем выполнять лишь в крайнем случае. Лучше приобретите новую батарею.
Возможно ли запаять алюминиевый радиатор в домашних условиях?
Опции темы
- Подписаться на эту тему…
Поиск по теме
Возможно ли запаять алюминиевый радиатор в домашних условиях?
Мужики, как вы думаете можно таким способом запаять радиатор кондиционера? А то у меня там совсем малюсенькая дырочка, может получится?
Способ:
Запаять алюминий
Чтобы запаять трещину в алюминиевом радиаторе, автолюбители применяют разные хитрые способы, обеспечивающие его связь с оловянным припоем, – мешает окисная пленка.
Предлагаю еще один вариант. Зачистите место пайки и нанесите на него несколько капель медного купороса. Присоедините к радиатору отрицательный вывод батарейки 3336 (от карманного фонаря), а к положительному – отрезок медной проволоки. Конец этой проволоки опустите в каплю купороса, не дотрагиваясь до металла. Через некоторое время здесь осядет слой красной меди. Высушив его, можно приступать к пайке обычным способом – припой хорошо ложится на медь и надежно закрывает трещину.

Теоретически — так паяют люмин. Еще флюсы разные пробывать надо (для пайки люмина). Хорошо прогревать надо , а не «вешать сопли», иначе отвалится. Если просто дырочка — думаю легче будет запаять, нежели трещенку..
Я как канистру поймал, то там на двух трубочках вмятинки есть, насквозь. через них фреон вылетел. М ожет их зглушить и запаять? И как фреон ведет себя по проникновению?
В месте контакта меди и алюминия будет образовываться окисл и этот способ не на долго. У нас в городе например радиаторы заваривают.
Можно поспрашивать у сварщиков кто занимается сваркой алюминевых деталей (блоки,головки и другое),у нас даже в газете объява о том что варят алюминий.Язык до Киева доведет :))
А у нас восстанавливают радиаторы (и не только) методом напыления металла.
Как правильно запаять радиатор автомобиля
Потеря герметичности радиатора является частой неисправностью автомобиля. Во многих случаях ее можно устранить, не заменяя радиатор на новый. Для этого выполняют локальный ремонт поврежденного элемента устройства. Как запаять радиатор, чтобы он восстановил свою работоспособность на длительное время? Рассмотрим основные приемы.
Основные причины потери герметичности радиатора, признаки, особенности ремонта
Потеря герметичности радиатора системы охлаждения может быть связана со следующими причинами:
- Естественный износ. Примерный срок эксплуатации радиатора составляет около 10-12 лет. В процессе износа устройства его внутренняя рабочая поверхность покрывается слоем накипи, отложений, образовавшийся в результате химических и термодинамических процессов. Стенки пластин и трубок радиатора утончаются. Так как в устройстве жидкость находится под давлением, возможны микротрещины, в результате которых жидкость начинает уходить из системы.
 Учитывая, что размеры микротрещин небольшие, сильная течь в таком случае не наблюдается. Мокрые следы утечки могут пропадать после охлаждения двигателя и антифриза. Желательно сразу обнаружить последствия и место ухода жидкости. Чем быстрее в этой ситуации будет произведен ремонт, тем меньшее повреждение придется ремонтировать. Можно с успехом ремонтировать холодной сваркой.
Учитывая, что размеры микротрещин небольшие, сильная течь в таком случае не наблюдается. Мокрые следы утечки могут пропадать после охлаждения двигателя и антифриза. Желательно сразу обнаружить последствия и место ухода жидкости. Чем быстрее в этой ситуации будет произведен ремонт, тем меньшее повреждение придется ремонтировать. Можно с успехом ремонтировать холодной сваркой.
- Заправка системы охлаждения водой. Замерзание в холодное время года. При незначительной утечке антифриза многие водители доливают в систему воду в ограниченном количестве. За теплый сезон эксплуатации автомобиля количество таких доливок может быть большим. В результате этого изменяется концентрация и характеристики антифриза. Зимой даже при незначительных отрицательных температурах он может замерзнуть. При этом происходит расширение объема. Радиатор может «разорвать».
Образовавшаяся при этом трещина обычно имеет большие размеры. Она может произойти в месте соединения пластмассовых и металлических элементов радиатора. В большинстве случаев такое повреждение устранить затруднительно.
- Заправка системы охлаждения некачественным антифризом. Избыточное давление. В большинстве современных двигателей охлаждающая жидкость находится под давлением. При этом температура кипения антифриза увеличивается более 100 градусов Цельсия. Это позволяет увеличить КПД двигателя. Если в систему залить некачественный антифриз, он может вскипеть при более низкой температуре. При этом возможно повреждение радиатора. Оно может быть небольшим. В таких случаях лучше применять ремонт методом пайки, так как он обеспечивает лучшие характеристики на предмет устойчивости к повышенному давлению. Пайку нетрудно выполнить в домашних условиях.
- Механическое повреждение. Такая неисправность может быть следствием:
- попадания в область радиатора посторонних предметов;
- ДТП;
- разрушения лопастей вентилятора;
- некачественного ремонта.
В зависимости от места и размеров повреждения для ремонта можно применять методы холодной сварки, пайки.
Выполнение пайки радиатора в домашних условиях
Пайка радиаторов системы охлаждения является классическим методом ремонта. Она применялась еще в начале прошлого века. В то время радиаторы изготавливались из меди или ее сплавов (обычно латунь). Технология пайки в то время была отработана. Медный чайник могли отремонтировать в любом городе. Процесс пайки выполняется при температуре плавления используемого припоя. Для выполнения пайки требуются следующие материалы и инструменты:
- мощный паяльник на 220 Вольт (лучше использовать молоткового типа мощностью 250 или 200 Ватт, при отсутствии – минимум на 100 Ватт);
- наждачная бумага средней зернистости;
- активный флюс;
- припой оловянно-свинцовый ПОС-60 или ПОС -40;
- растворитель для очистки поверхности.
Предварительно ремонтируемую поверхность радиатора очищают от посторонних загрязнений. Далее в случае необходимости для обеспечения доступа к месту пайки аккуратно удаляют охлаждающие ребра. Затем производят чистовую зачистку при помощи наждачной бумаги.
Паяльник (если он новый) предварительно залуживают. Для этого на его разогретое до рабочей температуры жало наносят активный флюс, далее на жало паяльника расплавляют припой. В случае отсутствия активного флюса можно использовать таблетку аспирина. При этом желательно не вдыхать «термоядерные» испарения от таблетки.
Далее активный флюс наносят на зачищенное место. После этого на жало паяльника наносят большую каплю припоя и производят процесс пайки. Он требует наличия небольшого опыта. Возможно, потребуется время, чтобы выполнить качественную пайку.
Особенности пайки алюминиевых радиаторов
В современных автомобилях применяют, в основном, алюминиевые радиаторы. Материал алюминий плохо паяется. Он практически мгновенно после зачистки покрывается слоем оксида, который препятствует пайке. На радиорынках можно найти специальный активный флюс для алюминия. Он значительно облегчает процесс пайки.
Можно при пайке использовать мелкую металлическую стружку. Она наносится на место ремонта в смеси с флюсом. В процессе нанесения припоя стружка царапает поверхность алюминия. Под слоем флюса металл не успевает окислиться, пайка проходит успешно. Следует учитывать, что алюминий мягкий материал, поэтому нельзя прикладывать чрезмерное усилие, чтобы не повредить радиатор.
Сварка, как метод ремонта радиатора
В домашних условиях применять сварку для ремонта радиаторов затруднительно. Для этого требуются особые навыки и специальное сварочное оборудование. В противном случае тонкий металл стенок будет прогорать, и вместо ремонта радиатор может полностью придти в негодность.
Холодная сварка
Под холодной сваркой понимают соединение материалов при помощи специального клея. Обычно это двухкомпонентный клей на основе мастик, эпоксидных составов, металлических порошков для укрепления структуры соединения, присадок.
Технологический процесс ремонта радиаторов практически для всех типов холодной сварки приблизительно одинаков. Предварительно место ремонта очищается при помощи растворителя и наждачной бумаги. Затем компоненты клея тщательно смешиваются (мастика разминается). После этого состав наносится на место ремонта, оставляется в теплое место.
Чтобы увеличить надежность холодной сварки обычно выполняют объемный ремонт. Для этого ограничивают вытекание клея из соседних зон и с обратной поверхности радиатора. Создается своеобразная «чаша», куда заливается клей. Это позволяет увеличить надежность соединения. При тепловом расширении блокируется утечка антифриза.
Особенностями эксплуатации автомобиля после выполнения холодной сварки является необходимость в течение месяца периодического контроля места ремонта. Радиатор в процессе эксплуатации подвергается большим механическим, термическим, химическим нагрузкам. Место склеивания может разрушиться, треснуть, там могут произойти нежелательные химические реакции.
Радиатор в первую очередь отвечает за охлаждение двигателя. Его исправность – непременное условие работоспособности двигателя.
Понравилась статья? Поделитесь в соц. сетях: