
Литье алюминия в домашних условиях
Литье алюминия в домашних условиях: изготовление форм, технологический процесс
В детстве многие пробовали плавить свинец. Материал можно было найти в отработанных аккумуляторах. Он быстро плавился в костре и хорошо выливался в простые формы. Литье алюминия в домашних условиях также возможно. Этот металл более практичен и представляет определенный интерес для самобытных мастеров. Однако для литья необходимо обеспечить в два раза большую температуру, и пламени костра для этого будет недостаточно.
Алюминий: характеристики
Этот металл до открытия и внедрения доступного способа промышленного получения считался драгоценным. На определенном историческом этапе он был дороже золота. Его свойства могли быть использованы во многих отраслях. Алюминий – легкий и пластичный материал. Он поддается штамповке, гнется, хорошо льется в сложные формы, особенно под давлением. Температура его плавления составляет 660 °C, ее можно достигать и без промышленного оборудования. А значит, литье алюминия в домашних условиях вполне возможно.
Кому это пригодится? Алюминий – материал проверенный. Из него изготавливали и посуду, и детали для авиационной и космической промышленности. Отливки, обладающие хорошей теплопроводностью, коррозионной стойкостью и приемлемой прочностью, ценят любители мастерить. Материал подойдет для изготовления сувениров, декоративных элементов утвари, для ремонта или восстановления деталей и узлов в технике.
Литье алюминия в домашних условиях
Достичь температуры плавления без использования промышленных технологий можно различными способами. В старину кузнецы ковали сталь и разогревали ее энергией сжигаемого угля. Это первый вариант, но для его реализации понадобится печь с принудительной подачей воздуха.
Второй вариант – использование природного, или сжиженного газа. Процесс можно организовать в самодельной печи. Есть и другая возможность, если объемы плавки незначительны. В этом случае можно использовать бытовую газовую плиту.
Литье алюминия в домашних условиях также можно организовать, если в хозяйстве имеется ацетиленовый генератор и резак. Подойдет и вариант с электрической муфельной печью. Такое оборудование уже можно отнести к промышленному. Но если нет желания изготавливать печь, его вполне реально взять напрокат и заказать услугу оператора.
Технологический процесс
В принципе, должна моделироваться ситуация промышленного литья с оговоркой на домашние условия. В любом случае необходимо подготовить сырье. Лом алюминия очищают от грязи, сторонних примесей, всевозможных наполнителей. Крупные части измельчают до нужного размера.
Технология литья алюминия состоит из нескольких этапов. Подготовленный лом плавят выбранным способом. При достижении текучей фазы с поверхности расплава снимается шлак. На завершающей фазе форма заполняется жидким металлом. Одноразовая форма разбивается после остывания.
Предварительно нужно определиться, что предстоит отлить. Даже если это пробная попытка плавки, есть смысл подготовить хоть какую-то форму. А вдруг удастся достичь нужной температуры? Интересно же увидеть результат плавки и оценить результаты: внешний вид, пористость, чистоту. Любой опыт, даже неудачный, пойдет на пользу.
Условия и необходимое оборудование
При плавке вторичного сырья обгорает покрытие, выделяются испарения, есть задымленность. Работать в условиях закрытого помещения без интенсивно функционирующей вытяжки проблематично. Лучший вариант – открытое пространство.
Даже в этом случае будет полезен дополнительный источник вентиляции. Формовочное литье алюминия в пенопласт сопровождается интенсивным выделением продуктов горения. Вентилятор с боковым обдувом рабочего места будет удалять едкий дым, что обеспечит нормальные условия для литья.
Оборудованное и хорошо продуманное в организационном плане рабочее место также важно. Желательно иметь в качестве основы на столе листовой металл или другую поверхность, не поддающуюся воздействию высокой температуры расплавленного алюминия. Вероятность брызг и пролива жидкой массы высока. Помня это, следует задуматься о необходимости проведения работ в условиях жилого помещения.
Самодельная печь для плавки
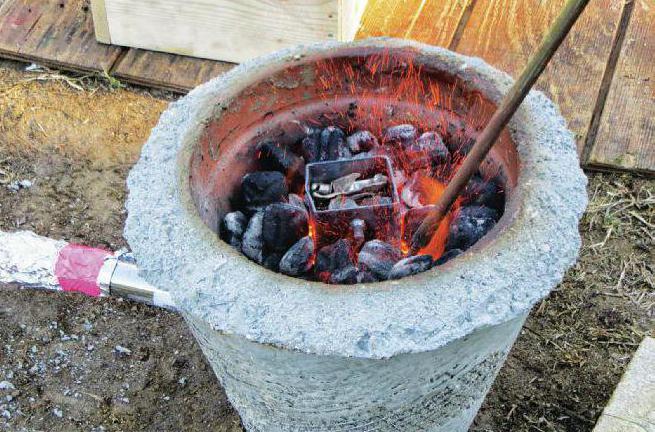
Проще всего взять несколько огнеупорных кирпичей и выложить из них очаг. Это удобно делать в подходящей металлической емкости (старая кастрюля), которая будет использована в качестве каркаса. Сбоку делается отверстие для подведения патрубка подачи воздуха. Можно приспособить подходящий по диаметру отрезок металлической трубы. К нему подключают шланг пылесоса, фен или другое подающее воздух устройство.
Внутрь закладывается древесный (каменный) уголь. Разжигается огонь, включается подача воздуха. Сосуд, где будет плавиться алюминий, устанавливается внутрь печи. С боков он также обкладывается углем. Желательно на печь сделать крышку, чтобы тепло не уходило напрасно, а оставить лишь отверстие для отвода дыма.
В идеале топливник делают цельным с овальным сводом. Используют специальные смеси для кладки жаропрочного кирпича и футеровки печей. Такую конструкцию вполне можно соорудить из старого ведра. Внутренний свод формируют, используя пластмассовые цветочные горшки подходящего размера. Внутрь массы для армирования можно вмуровать металлическую сетку. После застывания смеси получится добротная печь, способная выдержать не одну плавку.
Использование кухонной плиты
Штучное литье из алюминия можно организовать без изготовления специальной печи. Необходимая температура достигается с использованием бытового газа. Сам процесс плавки занимает около получаса, если объем алюминия не превышает 100-150 грамм.
В качестве емкости используют жестяную банку из-под сгущенки, например. В нее засыпают очищенный и измельченный лом алюминия. Но расплавить его, поставив жестяную банку на решетку над горелкой, не получится – не хватит температуры. Чтобы уменьшить потери тепловой энергии, изобретатели придумали хитрую конструкцию.
Банка с сырьем для плавки помещается внутрь другой жестянки и устанавливается на распорках таким образом, чтобы снизу до дна и с боков до стенок был зазор 5-10 мм. Вторая банка, соответственно, должна быть большего диаметра. В ней снизу проделывается отверстие (диаметром 3-4 см) для подвода струи пламени. Рассекатель с горелки газовой плиты снимается.
Поджигается пламя. Конструкция устанавливается строго над его фитилем. Пламя должно проходить внутрь и греть только жестянку с ломом. Банка большего диаметра играет роль оболочки и удерживает тепло внутри. Сверху проем прикрывается, оставляется лишь зазор для выхода продуктов горения. Интенсивность горения регулируется.
Тигель и вспомогательное оборудование
Жестяная банка одну плавку выдержит. Дальнейшее ее использование возможно, но уже с риском быть прожженной. В таком случае расплавленный алюминий рискует попасть внутрь плиты, что чревато не только забиванием сопел горелки.
Для работы в печи, работающей на угле или сжиженном газе, да и вообще для многоразовых плавок, желательно изготовить специальную емкость – тигель. Ее делают из стали. Подойдет отрезок трубы с заваренным дном. Хороший вариант получается из обрезанного огнетушителя или малогабаритного кислородного баллона с овальным сводом. Желательно сделать боковой желоб для удобства выливания тонкой струи.
Какое дополнительное оборудование для литья алюминия может понадобиться? Пригодятся надежные пассатижи или их вариант с фиксаций зажима. В идеале тигель можно оборудовать по принципу промышленных образцов: с боковыми захватами съемного подвеса и нижним фиксированным упором для удобства его переворачивания. Нужна ложка с длинной рукоятью для снятия шлака с поверхности расплава.
Простые формы
Какие есть способы литья алюминия? Проще всего вылить расплавленный металл в металлическую форму: старую кружку, сковородку, консервную банку. После остывания болванку извлекают. Проще это сделать, если обстучать еще не остывшую форму. Если на ней были рифленые бортики или обратные углы, каркас придется разрезать. Можно вылить слегка остывшую каплю металла просто на подготовленную несгораемую поверхность. Такие способы называют открытыми.
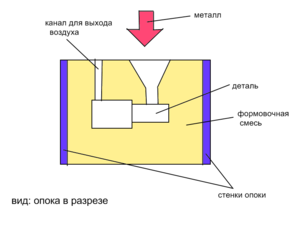
Если есть необходимость сделать особую отливку, сначала нужно приготовить для нее форму по размеру. Чтобы металл после остывания приобрел четкие очертания, делают закрытые формы из двух или более составных частей. Одна из них является основной, а другая обычно формирует свод или боковую поверхность. В ней делают отверстия. Часто сверху над ними добавляют еще одну часть формы – воронкообразные летники для удобства.
Материал
Формы для литья алюминия в зависимости от способа можно изготавливать по разной технологии. Есть несколько простых вариантов. Для открытой заливки в простую форму часто используют просеянную землю (кремнезем). Ее укладывают слоями и трамбуют. После извлечения формирующего элемента земля держит форму и выдерживает заливку. Такой материал простой и дешевый в использовании.
Есть мастера, которые льют алюминий в песок. При замешивании используют жидкое стекло (силикатный клей). Есть информация об использовании цемента. Смесь замешивается, как ни странно, на тормозной жидкости. Разминается руками и протирается через сито, чтобы не было комков. Консистенция должна быть такая, чтобы при сжимании в кулаке формировался комок. При трамбовке песок и цемент хорошо удерживаются внутри опоки и повторяют даже мелкие детали формы заготовки.
Изготовление сложных форм
Отливки сложной конфигурации делают по другой методике. Чаще всего материалом служит гипс (алебастр). Формы без обратных углов и поднутрений могут быть разборными и состоять из двух или более частей. Долго они не прослужат, но несколько отливок вполне реально получить.
Сложный узел или декоративную объемную модель можно изготовить один раз, при этом форму придется разбивать. Есть два метода в работе. Можно изготовить восковую (парафиновую) модель, залить ее гипсом. Позже в процессе интенсивной сушки этот материал расплавится и выльется через летники.
Литье алюминия в гипсовую форму по пенопласту предполагает изготовление из этого материала макета будущей отливки. Он заливается подготовленной смесью и уже не извлекается. Расплавленный алюминий заливается поверх. Температура металла плавит пенопласт, он испаряется в процессе, а жидкий алюминий заполняет освободившееся при этом пространство.
Ошибки при литье
Изготовление форм из гипса – удобный и недорогой способ. Но в материале имеется влага. При естественной сушке она остается. При заливке расплавленного металла влага начинает интенсивно испаряться. Даже интенсивная сушка в духовке не гарантирует ее полное отсутствие. В зависимости от количества оставшейся влаги в форме отливка алюминия может иметь мелкие раковины или большие застывшие пузыри и кратеры.
Если металл был недостаточно разогрет или перед заливкой он успел остыть, алюминий плохо выливается и не заполняет объем формы. Фактически образуется капля, которая не имеет достаточной текучести. То же самое может случиться и при использовании небольшого объема металла в холодной форме. Алюминий быстро отдает тепло и не успевает растечься.
Бывалые мастера не рекомендуют погружать отливку в воду для ускорения ее остывания. В таком материале возможно нарушение внутренней структуры и появление микротрещин. Для последующей токарной обработки такие заготовки могут не подойти.
Безопасность
Технологический процесс предполагает использование открытого огня, что накладывает дополнительные ограничения. Есть смысл проверить наличие средств пожаротушения, исправность газовых приборов, вентиляцию в помещении.
Работа с расплавленным металлом – опасный технологический процесс. Все операции должны проводиться с соблюдением правил техники безопасности. Обязательны спецодежда и средства защиты органов дыхания и зрения.
Литьё алюминия в домашних и промышленных условиях
 Литьё алюминия в домашних условиях — это процесс, который может быть под силу домашнему мастеру, однако выполнять его нужно в соответствии с определенной методикой. Нужно знать особенности самого материала и понимать, как правильно с ним работать.
Литьё алюминия в домашних условиях — это процесс, который может быть под силу домашнему мастеру, однако выполнять его нужно в соответствии с определенной методикой. Нужно знать особенности самого материала и понимать, как правильно с ним работать.
- Особенности алюминия
- Процесс литья
- Необходимое оборудование
- Производство форм
- Алгоритм работы в домашних условиях
Особенности алюминия
Алюминий — материал, широко применяемый в разных видах промышленности, подходит он и для домашнего литья. Его преимущества такие:
- Универсальность в применении;
- Хорошие эксплуатационные характеристики;
- Относительно небольшой вес;
- Высокие показатели по пластичности и ковкости.
Есть у него и недостатки. В частности, некоторым видам обработки металл поддается плохо.
Процесс литья
Благодаря литью можно быстро сделать на основе алюминия различные приспособления для бытовых или промышленных нужд.
Процесс может выполняться под давлением или с применением форм. В первом случае потребуются:
- Специальное оборудование;
- Специализированные технологические знания;
- Пресс-формы.
 Также процесс выполняют и с использованием обычных форм, которые изготавливаются на основе специальной самодельной смеси. Технологию производства освоить достаточно просто. Алюминий имеет высокую пластичность, благодаря чему может приобретать любую форму. Его температура плавления составляет более 600 градусов.
Также процесс выполняют и с использованием обычных форм, которые изготавливаются на основе специальной самодельной смеси. Технологию производства освоить достаточно просто. Алюминий имеет высокую пластичность, благодаря чему может приобретать любую форму. Его температура плавления составляет более 600 градусов.
Раньше для изготовления алюминиевых деталей использовали формы, которые вставлялись в землю, затем стали применяться гипсовые самодельные. Сейчас существуют специальные пресс-формы, из которых изготавливают детали под давлением.
На крупных предприятиях литье осуществляется под большим давлением и усадка практически отсутствует. Для работы применяют специальные машины и оборудование. Технологический процесс достаточно сложный:
- Нужное рабочее давление создается благодаря работе поршня, а он приводится в работу посредством сжатого воздуха;
- Ускорению движения способствуют масло и эмульсия;
- Материал, разогретый до температуры плавления, быстро попадает в пресс форму под давлением и целиком ее заполняет.
Изделия, которые производятся таким способом, редко имеют какой-либо брак и обладают высокой точностью. Подобная технология актуальна при изготовлении деталей для авиастроения и приборостроения. Пресс-формы позволяют применять расплавленный металл любой температуры.
Необходимое оборудование
 Чтобы изготовить алюминиевые детали разного назначения с высокой точностью под давлением, потребуется специальное оборудование: автоматическая машина и прочные пресс-формы. Для литья алюминия их обычно делают на основе стальных сплавов.
Чтобы изготовить алюминиевые детали разного назначения с высокой точностью под давлением, потребуется специальное оборудование: автоматическая машина и прочные пресс-формы. Для литья алюминия их обычно делают на основе стальных сплавов.
Их поверхность отливки должна быть почти идеальной, не допускаются никакие искажения геометрической конфигурации и размера. Пресс-форма должна быть оснащена механизмом, благодаря которому из нее готовую деталь можно будет извлечь без труда. Помимо этого, в ее составе должны присутствовать и подвижные стержни из металла, с помощью которых образуются внутренние полости заготовок.
Будущим изделиям, которые вы будете заливать в специальные формы, потребуется придать ту или иную конфигурацию, которые преимущественно зависят от самих форм. В таком литейном процессе также используются специализированные машины и прочее оборудование.
Литейные машины могут иметь холодную или горячую камеру, в которой осуществляется процесс прессования форм. Обычно машины с горячей камерой для плавки металла применяются для изготовления сплавов преимущественно на основе цинка. Нужное давление в них нагнетается благодаря применению поршня или сжатого воздуха. Под давлением расплавленная смесь медленно вытесняется вовнутрь предварительно приготовленных пресс-форм.
А машины, где применяют холодное давление, в основном используются тогда, когда потребуется сделать отливки с добавлением медных и магниевых сплавов. Расплавленная смесь в таком случае в процессе литья попадает вовнутрь форм под очень большим давлением, иногда оно может составлять около 700 мегапаскаль.
Благодаря литью под давлением можно в плане производительности достичь высоких показателей, также не нужно будет детали подвергать дополнительно механической обработке. Машины отличаются по моделям в зависимости от своих рабочих параметров.
Производство форм
 Специальные литейные машины в домашних условиях практически не используются. Это не целесообразно не только в отношении больших затрат на их приобретение, но и потому что процесс достаточно сложный в техническом плане. А еще оборудование, которое работает под давлением, очень габаритное.
Специальные литейные машины в домашних условиях практически не используются. Это не целесообразно не только в отношении больших затрат на их приобретение, но и потому что процесс достаточно сложный в техническом плане. А еще оборудование, которое работает под давлением, очень габаритное.
В домашних условиях выплавляемым изделиям на основе алюминия требуемая форма придается ручным способом. Форму при этом тоже можно сделать самому. Многие домашние мастера применяют методику литья «в землю», благодаря которой можно в итоге получить необходимые алюминиевые детали без специального оборудования.
Моделям форм, с которыми приходится работать, вы сможете придать определенную конфигурацию, причем сами формы изготавливаются на основе подручных материалов своими руками. В частности, форму можно получить из простого цементного раствора. В такой ситуации выплавляемой заготовке можно придать прямоугольную или квадратную форму. В интернете можно отыскать видеоуроки, как правильно залить алюминий в цемент.
Для литья нередко применяются гипсовые формы. Гипсовым моделям в такой ситуации можно придать почти любую конфигурацию. Очень важным показателем при работе с формами является усадка материала. При его застывании он должен быть минимальным.
Под заливку алюминия моделям можно придать желаемую конфигурацию благодаря применению воска. Но здесь нужно сказать, что посредством воска можно изготавливать на основе алюминия только небольшие детали. Благодаря ряду эксплуатационных характеристик восковым моделям можно будет придать даже сложные конфигурации, но изготовить детали таким способом можно только один раз.
Литейным методом можно с легкостью изготавливать детали на преимущественно дюралевой основе. Дюраль — это материал, состоящий преимущественно из алюминиевого сплава с рядом других компонентов. Но нужно знать, что заготовки, которые выплавляются на его основе, застывают долго.
Модели, которые используются под литье металла, должны обязательно быть подготовлены: их потребуется очистить и нанести масло в качестве смазки.
Алгоритм работы в домашних условиях
 Изготавливать алюминиевые детали литейным способом дома не так уж и сложно, для процесса не потребуется дорогое специальное оборудование. Те модели, которые будут принимать участие в литейной работе, потребуется очистить сверху и смазать изнутри. Подготовка потребуется и тогда, когда вы практикуете метод литья «в землю». Обязательно проконтролируйте, чтобы технологическое углубление по своим контурам строго соответствовало контурам будущей детали.
Изготавливать алюминиевые детали литейным способом дома не так уж и сложно, для процесса не потребуется дорогое специальное оборудование. Те модели, которые будут принимать участие в литейной работе, потребуется очистить сверху и смазать изнутри. Подготовка потребуется и тогда, когда вы практикуете метод литья «в землю». Обязательно проконтролируйте, чтобы технологическое углубление по своим контурам строго соответствовало контурам будущей детали.
Как говорилось, усадка расплавленного алюминия является немаловажным параметром при работе. При выполнении заливки она должна быть минимальной, иначе деталь по размерам не будет соответствовать тем, которые были заданы.
С той целью, чтобы при застывании металла усадка имела минимальный показатель, на форме нужно будет выполнить незначительный глиняный кант, по который в нее и заливают расплавленный алюминий.
С целью расплавления металла обычно применяется емкость из стали и специальная печка. При этом при выполнении работы не стоит забывать и о правилах по технике безопасности. В случае если вы решили заниматься литейным процессом дома, нужно соблюдать правила личной безопасности. Обязательно надевайте специальную одежду, которая будет защищать кожу от возможных ожогов.
Ниже были рассмотрены ключевые аспекты, связанные с процессом литья алюминия как в промышленных, так и домашних условиях. Как видите, заниматься этим дома может каждый, для работы не потребуется дорогое оборудование, с помощью подручных средство можно научиться изготавливать всевозможные алюминиевые детали прямо не выходя из дома.
Литье алюминия
Один из наиболее выгодных способов получения сложных деталей – их изготовление методом литья. Литье алюминия избавляет от необходимости покупки или аренды специального дорогостоящего оборудования. Дело в том, что использование различных технологий позволяет получить изделие, абсолютно готовое для использования и не требующее дополнительной обработки. В данной статье мы рассмотрим различные способы и технологии.

Характеристики и свойства алюминия
Алюминий – один из самых широко используемых металлов, изделия из которого применяются как в производстве, так и в быту. Металлургическая промышленность, строительство, изготовление предметов домашней утвари – в этих и во многих других сферах не обходится без литья алюминия.
Одно из главных свойств, позволяющих работать с этим металлом практически в любых условия – способность плавиться при невысоких температурах.
Температура плавления алюминия – в среднем около 650°С. металл начинает кипеть при 2500°С.
К прочим свойствам алюминия, способствующих его литью, относятся:
- Пластичность – благодаря данному качеству металл достаточно легко гнётся;
- Масса – алюминий отличается относительной лёгкостью, что также упрощает процесс работы;
- Хорошая теплопроводность – при нагревании до высоких температур, частицы алюминия вступают в реакцию с кислородом. В результате такой реакции на поверхности образуется окисная плёнка, защищающая метал от окисления.
Стоит учитывать некоторые нюансы при обработке алюминиевых материалов. Например, при плавке структура металла способна изменяться. Кроме того, резкое охлаждение может привести к усадке материала.
Технологии литья
Существуют различные способы получения алюминиевых изделий литьем, каждый из которых позволяет в тех или иных условиях изготовить необходимые отливки.
Литье под давлением
Такое производство осуществляется с использованием специальных машин. В основе конструкции – гидравлический пресс, работающий под высоким давлением сжатого газа, для высокоточного создания алюминиевой детали.
Такое литье избавляет от необходимости дальнейшей обработки детали, так как литые детали, изготовленные подобным образом, имеют высокую точность и полностью готовы к использованию. Это значительно экономит исходные материалы. Кроме того, производство не требует использования дополнительных формовочных смесей, что значительно сокращает вредное воздействие материалов. Обработка алюминия под давлением подходит для производства сложных деталей разных форм.

При использовании данной технологии литья не ухудшается качество алюминия, что позволяет применять его для отливок изделий повышенной прочности.
Литье под давлением считается наиболее экологичным способом и одним из самых не дорогостоящих, поэтому активно используется в промышленном производстве.
Литье в кокиль
Самый выгодный способ – алюминиевое литье кокилем. Он представляет собой металлическую форму, позволяющую изготовить деталь любой сложности. В зависимости от целей, форма может быть двух видов:
- цельная – представляет собой готовую форму, в которую заливается сплав, а по завершении работы отливок достают при помощи рабочих инструментов;
- разборная – используется для изготовления деталей повышенной сложности;
Суть технологии заключается в следующем:
- в начале форму нагревают до температуры равной примерно 310°С и наносят на неё специальную краску, способную выдержать высокие температуры. Если работа происходит с разборной формой – её части скрепляют стержнем. Главное – сделать это максимально точно и прочно.
- Далее в полученную форму заливается необходимый объём расплавленного алюминия. В отличие от первой технологии, такое литье требует гораздо больших временных затрат. Однако, себестоимость форм значительно ниже цен на дорогостоящее оборудование, в котором применяется гидравлический пресс.
С другой стороны, если есть необходимость в быстром получении большого количество деталей, необходимо приобрести сразу несколько форм. Несколько увеличивается и расход исходных материалов. Но экономически выгодным становится тот факт, что использование одной матрицы позволяет получить большое количество отливок.
Литье алюминия в домашних условиях
Литье алюминия можно осуществлять не только в условиях промышленного производства, но и даже в домашних условиях. Всё что необходимо для этого – подбор формы, подходящей по объёму и создание места для подготовки материала.
Литье осуществляется в несколько этапов:
- подготовка исходного материала – удаление грязи с заготовки, измельчение лома на мелкие детали;
- осуществление непосредственной плавки алюминия;
- наполнение (заливка) формы необходимым объёмом материала.
В чём плавить алюминий? Как уже говорилось ранее, для плавки необходимо достичь температуры, равной приблизительно 650°С. Это возможно только в замкнутом пространстве, так как открытое пламя не позволит добиться такой величины. Поэтому для производства вполне подойдёт самодельная печь.

Сделать её довольно просто:
- взять ёмкость, например, кастрюлю;
- сбоку сделать отверстие, в которое поместить трубу (в данном случае подойдёт труба от пылесоса, который и будет подавать воздух, тем самым поддерживая пламя);
- внутрь самодельной печи ставят форму для плавки, закладывая её углём по периметру;
- после поджигания угля, необходимо постоянно подкачивать воздух, что пламя не погасло; крышка должна быть прикрыта не плотно, оставляя место для выхода дыма.
Материалы для отливок
В качестве материалов можно использовать:
- песчаные формы – при её изготовлении необходимо выбирать самый мелкий песок, чтобы поверхность литой детали была как можно ровнее, без шероховатостей и неровностей, а также глину высокого качества. При этом соотношение глины и песка определяется качеством и плотностью материалов. Стоит отметить, что литье в песок – весьма сложная технология, требующая определённых навыков и умения. Кроме того, после отлива в песчаную форму необходима повторная обработка детали;
- пенопласт – один из самых простых выходов. Вначале необходимо подготовить форму для заливки, повторяющую контур детали. Затем разместить её в форме из гипсового материала. Такой способ также требует дальнейшей обработки и подготовки детали к использованию, однако гораздо меньшей, чем в первой технологии;
- цементный раствор – максимально простой способ. Однако, главным его минусом является тот факт, что форма может быть исключительно квдратной или прямоугольной;
- стальные материалы – способ, активно использующийся в промышленном производстве, в том числе и в отливе деталей под прессом, о котором было рассказано выше.
Литье алюминия может осуществляться как в промышленных, так и в домашних условиях. Это объяснятся его свойствами, в том числе лёгкостью и относительной мягкостью, которые способствуют довольно простой работе с материалом. Однако, чтобы достичь наивысшего качества изготавливаемой детали, необходимо знать свойства этого металла и следовать правилам его обработки.
Простой способ литья из алюминия в домашних условиях
Когда мы слышим «литейное производство» это всегда ассоциируется с чем- то очень сложным, доступным только профессионалам. Но сегодня мы развеем этот миф и сами отольем деталь из алюминия. Это сможет сделать абсолютно каждый, не имея профессионального образования. Да, конечно есть в этом деле свои тонкости, как правило, они связаны с характеристиками металла, с которым нужно работать. Также алюминий можно паять без аргона.

Технические особенности алюминия
Алюминий считается одним из самых популярных металлов. С ним очень удобно работать, температура плавления 658 градусов. Обладает отличной тепло и электропроводностью, устойчив к коррозии.
Сегодня мы будем отливать крышку для водяного насоса машины.
- Песок.
- Алюминий.
- Гипс.
- Пластилин.
- Силиконовая смазка.
- Стальная проволока.
- Конструктор lego или любой детский конструктор.
Необходимые инструменты для работы:
- Токарный станок.
- Шуруповерт.
- Муфельная печь.
- Сверло.
- Пассатижи.
- Гравер дремель.
Этап первый
Сломанный насос делим на две секции с помощью пластилина. Для этого нам понадобятся перегородки из пластилина, они используются для разделения патрубков на две части. Лишний пластилин на стыке детали убираем ножиком.


Форма, которую мы будет делать, состоит из трех секций. Прежде чем заполнить первую секцию смесью, смажем ее разделителем. Разделитель можно сделать из подсолнечного масла и стеарина. Теперь переходим к конструктору. Все пустые места в конструкторе залепим пластилином.

Перегородки из пластилина на насосе прикрепим к бортикам конструктора. Необходимо, чтобы конструкция была герметична, иначе смесь может вытечь за пределы конструктора. В таком случае придется все начинать сначала.

Готовим саму смесь. Размешиваем в емкости гипс и песок в пропорции 1:1. Песок можно использовать речной или кварцевый, оба варианта подойдут. Гипс мы взяли марки Г- 16, это обычный художественный гипс для скульптур. Добавляем воду до тех пор, пока не получится довольно густая текущая смесь, напоминающая нежирную сметану. Первую секцию конструкции зальем смесью, постучим по бортикам конструктора, для равномерного распределения смеси и подождем затвердевания.

Прежде чем начать заливать вторую секцию, необходимо убрать пластилиновую перегородку. Теперь патрубки насоса разделим перегородками. Не забудем смазать разделителем деталь и перегородки.

Зальем следующую вторую секцию смесью, также постучим по стенкам конструктора, для равномерного распределения. Разберем опалубку из конструктора. В получившемся изделии сделаем пару отверстий, с помощью сверла 10 миллиметров. Это своеобразные замки, не дающие сместиться секции номер три относительно первой и второй.

Соединим две получившиеся формы, вставим заготовку. Восстановим опалубку из конструктора. В данном вопросе конструктор незаменимая вещь, из него можно создать любую форму. Смажем разделителем форму. Прибавим сверху один ряд конструктора. Это будет заготовка для третьей секции.

Все мы закончили с заливкой формы. Теперь необходимо очень аккуратно разобрать конструкцию.

Соберем снова первую и вторую секцию и отметим место для литья. Для этого нужно просверлить отверстие диаметром 15 миллиметров. Этого будет достаточно.

Теперь нужно собрать все три формы вместе и скрепить их проволокой.
Второй этап
Обжиг заготовки в муфельной печи. Устанавливаем режим обжига в 350 градусов, необходимо 5 или 6 часов для обжига. По прошествии шести часов вынимаем форму из печи. В данном случае охлаждение не требуется. В печь отправляем плавиться алюминий. Алюминий используется марки АЛ- 9. Это самая подходящая марка алюминия, отлично подходит для отливки изделий. Дно ведра наполняем песком и ставим туда горячую форму. На отверстие для литья устанавливаем литник. Его можно изготовить из песка и жидкого стекла. Заполним ведро песком до границы с литником. В данном случае хорошо подойдет крупный песок, в нем не образуется конденсат, в отличие от мелкого песка. Можно приступать к литью. Все подготовительные этапы выполнены. Не забудьте убрать оксидную пленку перед началом процесса. Часть литника посередине нужно прогреть горелкой. Так металл лучше усядется.

Пришло время разбить конструкцию.

Как мы видим, форма отлично пролилась. Конечно, есть следы от стыков, но это не проблема, их легко можно убрать с помощью дремеля. Литник можно убрать, готовимся к токарной обработке изделия.

Третий этап
В патрубках нужно просверлить отверстия и нарезать резьбу.

Теперь осталось только зачистить следы от стыков. Для этого мы используем дремель и фрезы для металла.

Если нужно снять много слоев металла, то лучше использовать эмульсию. В таком случае пыль и стружка не будут разлетаться по всему помещению. Высверлим отверстия для крепежа в крышке насоса.

Наша заготовка полностью готова. Изделия получились практически неотличимы друг от друга. Только наша деталь сделана из алюминия и прослужит хозяину долгую службу. Этот способ литья довольно простой и им может воспользоваться практически каждый. Надеюсь вам помогла данная инструкция, удачи в начинаниях.
ТехноБлог Dimanjy
Изготовление литейных форм для литья алюминия
 Я уже немного рассказывал в своем ТехноБлоге Dimanjy про плавку алюминия в домашних условиях, но сама по себе плавка алюминия не является самоцелью. Наша цель — отливка деталей из алюминия, а для этого нужно сперва изготовить так называемую литейную форму. Литейные формы для литья алюминия могут изготавливаться из множества различных материалов. На промышленных предприятиях для крупносерийного производства обычно применяют металлические литейные формы, но изготовить такую в домашних условиях своими руками крайне проблематично, особенно для сложной детали. Поэтому самым благодарным материалом для изготовления литейных форм для литья алюминия в домашних условиях является гипс. Именно о нем и пойдет речь в данной статье.
Я уже немного рассказывал в своем ТехноБлоге Dimanjy про плавку алюминия в домашних условиях, но сама по себе плавка алюминия не является самоцелью. Наша цель — отливка деталей из алюминия, а для этого нужно сперва изготовить так называемую литейную форму. Литейные формы для литья алюминия могут изготавливаться из множества различных материалов. На промышленных предприятиях для крупносерийного производства обычно применяют металлические литейные формы, но изготовить такую в домашних условиях своими руками крайне проблематично, особенно для сложной детали. Поэтому самым благодарным материалом для изготовления литейных форм для литья алюминия в домашних условиях является гипс. Именно о нем и пойдет речь в данной статье.
Подходящий гипс для самостоятельного изготовления литейных форм можно найти практически на любом строительном рынке или даже в хозяйственном магазине по доступной цене. Наилучшей маркой гипса является Г-16, но это уже скульптурный гипс, и найти его трудно. В магазинах обычно можно найти белый гипс марки Г-7. Стоит, однако, предупредить, что вместо гипса вам могут предложить алебастр. Алебастр не подходит для изготовления форм для литья алюминия! Нужен именно белый гипс.


Итак, все, что нам потребуется для изготовления нашей первой литейной формы — это гипс Г-7 (для начала хватит даже мешка 3 кг ценой
60 рублей), пачка обычного пластилина из детского магазина, немного плотного картона и скотч, а также небольшие листы оргстекла или какого-либо пластика для изготовления опалубки (подойдет даже ламинированная ДСП или фанера; главное, чтобы гипс хорошо от нее отходил). Также нам потребуется несколько парафиновых/стеариновых (или из чего их там делают) свечей для изготовления модели самой детали, которую мы будем отливать из алюминия. Я купил себе целый пакет (штук 20, наверное) свечей в соседнем хозяйственном магазине.
Материалами запаслись — приступаем к делу. Сперва нужно изготовить модель нашей детали, для которой мы будем делать литейную форму. Модель детали — это точная копия будущей детали из алюминия, только сделанная из другого материала. Самый простой и доступный способ — вырезать модель детали из парафина/стеарина (в общем, из растопленной свечки). Этот материал вполне неплохо держит форму и очень легко обрабатывается любым инструментом. Кладем нужное количество свечей в обрезанную сверху банку из под пива (да, забыл включить литрушечку пивка в перечень материалов ) и заправляем все это в нашу муфельную печь. (Как, вы еще не обзавелись муфельной печью?! Скорее идем по ссылке на ТехноБлог Dimanjy и делаем муфельную печь своими руками!).
 Надо сказать, что процесс растопки свечей в 4-ех киловаттной муфельной печи без терморегулятора — это тот еще геморрой! Нужно сидеть и постоянно включать и выключать печку, чтобы спираль ТЭНа не успела разогреться до 1000°C. Настоятельно рекомендую — обзаведитесь терморегулятором для своей муфельной печи — сэкономьте электроэнергию, а главное — свои нервы!
Надо сказать, что процесс растопки свечей в 4-ех киловаттной муфельной печи без терморегулятора — это тот еще геморрой! Нужно сидеть и постоянно включать и выключать печку, чтобы спираль ТЭНа не успела разогреться до 1000°C. Настоятельно рекомендую — обзаведитесь терморегулятором для своей муфельной печи — сэкономьте электроэнергию, а главное — свои нервы!
После того, как свечи расплавятся, вынимаем банку из муфельной печи и даем ей немного остыть. Свечи сейчас слишком горячие и слишком жидкие — как водичка. Они будут оставаться жидкими и при более низкой температуре, а пока они остывают, мы как раз успеем изготовить из картона коробочку, в которую выльем наш парафин/стеарин. Стенки коробочки плотненько обматываем скотчем, чтобы она случайно не раскрылась. Стараемся заклеить все щели, иначе вся наша свечка вытечет через них. Если это случится, то соскребаем свечку с пола и плавим ее заново в нашей муфельной печи. Не беда, если в свечку попадет мусор — он весь осядет на дне пивной банки.
 Выливаем расплавленные свечи в нашу картонную форму и даем ей остыть. Остывает свеча очень долго. Даже если кажется, что все затвердело, внутри парафин/стеарин может быть еще жидким. Я заливал свечу вечером и лишь на следующее утро приступал к изготовлению модели детали. Хотя, конечно, все зависит от размеров.
Выливаем расплавленные свечи в нашу картонную форму и даем ей остыть. Остывает свеча очень долго. Даже если кажется, что все затвердело, внутри парафин/стеарин может быть еще жидким. Я заливал свечу вечером и лишь на следующее утро приступал к изготовлению модели детали. Хотя, конечно, все зависит от размеров.
Также нужно помнить, что при застывании свечи дают очень заметную усадку. Посреди формы образуется глубокая воронка. Поэтому растапливайте свечи с большим запасом, потому как очень многое потом придется обрезать для получения ровного прямоугольного брусочка.
Получив таким образом парафиновый кирпичик, можно приступать к изготовлению модели нашей будущей детали. Т.к. парафин очень мягкий, то его можно резать даже детскими пластмассовыми резцами, которые можно купить в магазине игрушек рядом с пластилином и пластиком для лепки. Также незаменим в этом деле обычный ножичек.
 Сразу хочу предупредить, что процесс вытачивания модели будущей алюминиевой детали из парафина вручную крайне трудоемкий и требует большой выдержки и сноровки. И даже счастливые обладатели прямых рук, потратив целый день на выпиливание, могут быть слегка разочарованы — точную деталь вручную вырезать практически нереально! Если же вы хотите изготовить некую скульптурную композицию, то тогда ручной труд оправдан, ведь вы вкладываете в изделие частицу своей души, да и природа не терпит прямых линий. Однако для изготовления алюминиевых деталей технического назначения лучше использовать более точную технику. Например настольный станок с ЧПУ (числовым программным управлением), который способен вытачивать сложнейшие детали с высокой точностью. Все, что от вас потребуется — это просто нарисовать деталь на компьютере.
Сразу хочу предупредить, что процесс вытачивания модели будущей алюминиевой детали из парафина вручную крайне трудоемкий и требует большой выдержки и сноровки. И даже счастливые обладатели прямых рук, потратив целый день на выпиливание, могут быть слегка разочарованы — точную деталь вручную вырезать практически нереально! Если же вы хотите изготовить некую скульптурную композицию, то тогда ручной труд оправдан, ведь вы вкладываете в изделие частицу своей души, да и природа не терпит прямых линий. Однако для изготовления алюминиевых деталей технического назначения лучше использовать более точную технику. Например настольный станок с ЧПУ (числовым программным управлением), который способен вытачивать сложнейшие детали с высокой точностью. Все, что от вас потребуется — это просто нарисовать деталь на компьютере.
Получив парафиновую модель нашей будущей детали, мы, наконец, приступаем к изготовлению литейной формы для литья детали из алюминия. Для этого вокруг модели нужно сгородить опалубку из листов оргстекла, склеив их пластилином и промазав им же все швы.



На дно получившегося «аквариума» помещается модель детали. Очень желательно ее также прикрепить ко дну небольшим пластилиновым шариком, иначе выливаемый в опалубку раствор гипса может сместить модель, и форма получится кривая (у меня сперва так и получилось).


Все готово к заливке гипса. Замешивать гипс можно в старой кастрюле. Воды нужно добавить ровно столько, чтобы получить консистенцию очень жидкой сметаны или кефира. Помним, что гипс очень быстро начинает схватываться, поэтому делать все нужно достаточно бодро. Важно точно прикинуть количество гипсового порошка, чтобы при заливке наша модель полностью погрузилась в гипс. Если не хватит раствора, то домешивать и доливать крайне не желательно. Форма тогда получится неоднородной, а то и вовсе развалится. Лучше сразу намесить немного лишнего — гипс не такой дорогой, чтобы его экономить.


Итак, выливаем гипсовый раствор в недра нашей опалубки. Для наглядности я прилепил сбоку небольшую пластилиновую полоску, чтобы было видно, до какого уровня нужно заливать гипс. После заливки нужно хорошенько потрясти «аквариум», чтобы из раствора вышли лишние пузыри и гипс заполнил все полости и закутки нашей парафиновой модели. Некоторые для этого используют специальный вибрационный стол. Для его изготовления подойдет обычный электродвигатель с болванкой на валу, установленной со смещением центра тяжести. Но я просто потряс опалубку руками, т.к. делать вибростол мне пока лень, да и нет времени.
 Гипс уже через несколько минут начинает схватываться, поэтому слишком долго трясти нельзя. Отвердевающий гипс начинает нагреваться под действием химической реакции. Разбирать опалубку можно уже тогда, когда этот нагрев пойдет на спад. Но лучше не торопиться и просто подождать, когда поверхность гипса остынет — это не займет много времени.
Гипс уже через несколько минут начинает схватываться, поэтому слишком долго трясти нельзя. Отвердевающий гипс начинает нагреваться под действием химической реакции. Разбирать опалубку можно уже тогда, когда этот нагрев пойдет на спад. Но лучше не торопиться и просто подождать, когда поверхность гипса остынет — это не займет много времени.

После разборки опалубки края получившейся литейной гипсовой формы желательно обработать ножиком, чтобы они приняли гладкую округлую форму.
Следующим этапом в изготовлении гипсовой литейной формы будет вытапливание парафина/стеарина, который остался закован в гипсе. Для этого можно гипс разогреть до температуры плавления свечки, и она вытечет в поддон, на который необходимо положить форму. Но есть более надежный способ, хотя и не самый «чистый» — кипячение гипсовой формы в воде, при котором весь парафин/стеарин всплывает на поверхность воды, как жир в супе. Этот способ практически исключает неполное вытапливание свечки и полностью очищает внутреннюю поверхность гипсовой формы от парафина/стеарина, однако мыть потом кастрюлю замотаешься!
После вытапливания свечки гипсовую форму можно сразу начинать активно сушить. Для сушки гипсовых форм можно воспользоваться обычной кухонной духовкой или же использовать муфельную печь, но только исключительно с терморегулятором! Если сушить гипсовые литейные формы в муфельной печи без терморегулятора, то тонкие части формы могут попросту перегореть и осыпаться, как показано на рисунке ниже.
 В общем, в работе со своей муфельной печью я неоднократно убедился, что без хорошего терморегулятора мне не обойтись. Именно поэтому первое изделие, которое я решил выплавить из алюминия — это корпус для терморегулятора муфельной печи, который будет одновременно радиатором для силовых симисторов, управляющих ТЭНами.
В общем, в работе со своей муфельной печью я неоднократно убедился, что без хорошего терморегулятора мне не обойтись. Именно поэтому первое изделие, которое я решил выплавить из алюминия — это корпус для терморегулятора муфельной печи, который будет одновременно радиатором для силовых симисторов, управляющих ТЭНами.
Как бы то ни было, но моя первая гипсовая форма для литья алюминия готова. Позднее я подробнее расскажу о тех граблях, которые возникают при литье алюминия в гипсовые формы, по которым мне лично довелось пройтись. Надеюсь, это поможет вам избежать моих ошибок.
В общем, следите за обновлениями!
Обновление на ТехноБлоге Dimanjy!
На практике делать формы из чистого гипса нельзя! Дело в том, что в затвердевшем гипсе на молекулярном уровне заперта вода, которую никаким нагреванием не выпарить. При заливке алюминия в такую гипсовую форму вода начинает в любом случае высвобождаться и алюминий начинает бурлить, что сильно портит выплавляемую деталь.


На рисунке видно, что из абсолютно сухой (на вид) формы сразу после заливки начинает сочиться вода и идти пар. Это может быть очень опасно, если вы забыли надеть защитные очки. Алюминий также начинает булькать и выплескиваться из формы. А далее видна отлитая с таким бурлением деталь. Газы в итоге не только испортили поверхность, но и проделали довольно большую воронку. Кроме того, если сделать надпил в такой детали, то мы также сможем столкнуться со следами внутренней газификации алюминия — большое число раковин, неравномерная структура. Одним словом — брак. Такое годится только для не ответственных деталей, там, где потом можно зашпатлевать и закрасить.
А вот и рецепт, который позволит избежать такого нежелательного эффекта: при замесе гипсового раствора нужно просто добавить 50% мелкого песка.
Литье алюминия в домашних условиях

 BonnFactory 6 апреля 2017
BonnFactory 6 апреля 2017- Самоделки и поделки из металла своими руками
Литье алюминия в домашних условиях на примере изготовления сувенира.
Здравствуйте!
Сегодня я расскажу вам о своем опыте литье в песок по выжигаемой модели.
Почему именно такой способ заслуживает внимания? Все очень просто! Буквально просто! Дело в том, что есть много разновидностей литья. И так как мы говорим о литье в песок (землю), то и рассматривать будет его варианты.
Полностью процесс вы можете посмотреть на видео в конце статьи!
Литье в песок — самый распространенный способ литья из-за своей простоты и дешевизны. Так что вы без труда сможете отлить что-нибудь из алюминия в домашних условиях или в гараже своими руками. До сих пор в современном мире это преобладающая технология. Ключевая разница всех вариантов в том, имеем ли мы одноразовую, выжигаемую в процессе заливки, модель или же у нас есть какая-то мастер модель, которая выполнена из твердых материалов и не может быть разрушена.
Более дешевый вариант — литье по выжигаемым моделям, но при условии, что модель не очень сложная и вы сможете вырезать ее из пенопласта (полистерола).
Литье по невыжигаемой модели требует некой подготовки смеси (об этом я расскажу в следующих статьях), а литье по выжигаемой модели требует лишь сухой песок.
Главным недостатком литья в песок является то, что отливка получается более грубой и шероховатой (чем мельче песок, тем лучше будет отливка) и требует механической обработки.
А теперь непосредственно о литье по выжигаемой модели.
Нам понадобятся:
- емкость для формовки;
- песок;
- пенопласт;
- печь с горелкой;
- инструмент для обработки пенопласта и готовой отливки.
Прежде всего начинаем работу с шаблона или чертежа, я буду рассказывать на примере отливки сувенира.
Готовим шаблон и вырезаем его. Это нужно для того что бы быстро перенести его на наш пенопласт. Если вы хорошо рисуете, то нарисовать деталь вы можете сразу на пенопласте, это не принципиально. После чего, нам нужно вырезать нашу заготовку. Это и занимает большую часть времени, так как работа кропотливая, а брак практический не поправим (можно вырезать испорченную часть и приклеить на клей кусок нового пенопласта и попытаться вырезать снова).


Дальше я воспользовался бормашинкой (гравером) и обработал грани уже более четко, вырезал отверстия и изделие приобрело узнаваемый вид. Тут, кстати, у меня вышло не с первого раза, так как фреза режет пенопласт как нож масло и из-за кручения утягивается дальше в глубь, поэтому будьте аккуратны и не переусердствуйте. А то придется начинать с начала, что и пришлось сделать мне!


Когда заготовка готова, откладываем ее в сторону и идем за песком. При необходимости просейте его и подготовьте для формовки. Берем заранее подготовленную емкость (не важно какая она, лишь бы в ней можно было бы полностью утопить деталь и засыпать песком). Сперва засыпаем немного песка на дно, что бы заготовка не касалась формы, а после начинаем подсыпать песок и периодически растрясываем ящик для того, что бы песок равномерно заполнил все неровности и отверстия.
У меня не поместился самый хвостик ножа в форму, поэтому пришлось «наращивать» форму еще одной баночкой. Литник я уже сделал из мокрого песка, что бы он держал свою воронкообразную форму.


Вот и все! подготовка к литью закончена, остается лишь расплавить алюминий и залить его!
Алюминий плавится при температуре 600 градусов , поэтому нам подойдет и простой костер.
А в качестве тигля сгодится металлическая банка. Для разовой плавки подойдет даже консервная, только убедитесь, что она железная, а не такая же алюминиевая иначе, банка расплавится быстрее металла и все окажется в вашем костре или и вовсе нанесет вам повреждения. Будьте аккуратнее и соблюдайте технику безопасности!
Когда алюминий расплавился, то можно добавить немного буры или более простой вариант — соды и соли. Это поможет вывести шлаки из металла и сделает его более текучим. Поэтому делаем шарик с содой и солью из фольги и бросаем прямо в расплавленный металл, при этом хорошо, если у вас рядом окажется стальная ложка, ну или на край деревянная палочка. Проталкиваем шарик на дно расплава и расплав начинает немного булькать. Весь мусор, что всплыл на поверхность нужно удалить. Это так же удобно делать ложкой или другой металлической вещью похожей на ложку. После этой процедуры поверхность расплавленного алюминия должна быть гладкой и зеркальной. Теперь-то и можно заливать металл в нашу форму!

Аккуратно заливаем металл в форму. Если вы делаете это в закрытом помещении, стоит позаботиться о вытяжке. Вообще, при работе с огнем стоит очень серьезно к этому относиться. При заливки пенопласт воспламенится и начнет выгорать. Будьте готовы и внимательны! Проливаем нашу отливку с запасом. Что бы лишний металл в литнике предавал веса и был запас на усадку металла. Все это улучшит ее качество итоговое.

После заливки нужно немного подождать, прежде чем вынимать заготовку, металлу нужно время, что бы остыть и схватиться. Ждать сутки до полного остывания нет необходимости, достаточно 10-15 минут.

Во время своей отливки я заметил, что появился наплыв в виде тонкого слоя. Это вероятно связано с тем, что я плохо растрес песок и осталась какая-то полость, в которую и затек металл. Но все это оказалось поправимо.
Внешние стороны я обработал болгаркой, а внутренние- бормашиной.
И вот такой вот у меня получился сувенир, из которого я потом сделал ложку!



Полный процесс вы можете посмотреть на видео, там же в конце есть и эпичный краш тест нашей отливки и все это сопровождается долькой юмора.

Спасибо за внимание, надеюсь, статья была полезна вам!
Если вам понравилась статья, то подпишитесь на мой ютуб канал, дальше будет больше видео на тему литья с обзором технологий вплоть до ювелирных! https://www.youtube.com/c/BonnFactory
Автор статьи “Литье алюминия в домашних условиях” Bonn Factory
Литье алюминия в домашних условиях
Литье алюминия в домашних условиях является отличным хобби, которое поможет скоротать свободное время и может выручить в самый неожиданный момент. Существует несколько методик подобного литья, множество из которых применяется в промышленном производстве, но некоторые также подходят для домашнего применения.
Алюминий обрел большую популярность у домашних умельцев. Это связано с его эксплуатационными характеристиками, легким весом и простотой литья. С помощью литья можно легко и быстро изготовить различные детали, необходимые для бытовых нужд.

Наиболее распространенными способами являются: литье под давлением и литье с помощью форм. Первый способ требует особого оборудования, поэтому более популярным является второй. Это очень простая технология, которую можно применять в домашних условиях.
Характеристики алюминия
Алюминий – серебристо-серый металл, отличающейся пластичностью и легкостью, очень хорошо поддается штамповке и неплохо гнется. Температура плавления алюминия составляет около 660 градусов, а точка кипения 2500 градусов.
Этот металл отличается высокой степенью проводимости тепла. Ему характерно активное взаимодействие с кислородом, из-за чего на поверхности алюминия образуется оксидная пленка. Она отличается цветом и физическими характеристиками, защищает металл от полного окисления под воздействием агрессивной внешней среды. Имеет высокую температуру плавления, превышающую температуру алюминия, что влияет на конечный результат.
Этот металл имеет свойство изменения структуры после плавки. Резкое его охлаждения не желательно, так как оно может привести к усадке полученного изделия. Это свойство стоит учитывать про домашнем литье изделий из алюминия.
Технология
Технология литья деталей из алюминия в домашних условиях довольно проста, но требует тщательного выполнения требований и большого внимания к деталям. Наиболее простая технология заключается в заливке расплавленного алюминия в подготовленные формы. При этом необходимо иметь минимальный набор необходимого оборудования.
Главной задачей является расплавление воска или парафина внутри формы с заменой пустот алюминием, после чего остывшую деталь можно легко достать. Первое, что нужно сделать – это подготовить опалубку, в качестве которой можно взять любую картонную коробку, например, из-под обуви, или изготовить ее из фанеры. В нее заливается парафин или воск.

Парафиновая форма для литья
При работе с парафином следует учитывать некоторые особенности:
- Залитый в форму парафин очень быстро остывает, поэтому не следует ускорять этот процесс. Деталь должна остыть самостоятельно, это позволит сохранить однородную структуру. Для полного остывания нужно подождать около суток, после чего можно перейти к его обработке.
- Парафин может сильно просесть в центре заготовки, поэтому нужно учитывать этот факт при оценке необходимых габаритов заготовки.
Вырезать правильную форму из заготовки – очень трудная задача. Поэтому человек, не имеющий должного опыта, не сможет справиться с ней.
Чтобы не терять время, рекомендуется изготавливать сразу несколько заготовок, чтобы в случае неудачи можно было быстро залить новую форму.
Форму для заливки алюминия следует изготовить из оргстекла, который прочно скрепляется с помощью герметика. После этого на дне подготовленного «аквариума» располагается заготовка, которую нужно закрепить, чтобы она не сместилась в процессе заливки гипсом. Сделать это можно с помощью пластилина.
Затем следует подготовить гипсовую смесь, которая приготавливается с добавлением мелкозернистого песка (в соотношении один к одному). Это очень важно, так как чистый гипс содержит много влаги, которая испаряется при отливке детали и влияет на качество готового изделия.
Смесь должна быть однородной, густота должна напоминать сметану. Важно, чтобы смесь полностью покрывала парафиновую заготовку.
Стоит помнить, что гипс очень быстро застывает, поэтому выполнять работы нужно в быстром темпе. Полностью залив форму, ее стоит встряхнуть, чтобы избавиться от пузырьков воздуха.
После застывания гипса форму из оргстекла необходимо снять. Затем следует удаление парафина. Это можно сделать, положив форму вверх ногами на горячий лист железа, разогреваемого на огне. Также можно прокипятить форму в воде, что позволит более тщательно избавиться от парафина. После этого гипсовую форму нужно высушить.
Существует несколько способов расплавления алюминия, но технология литья в домашних условиях предусматривает самостоятельное изготовления тигельной печи или использование муфельной. Тигельная печь изготавливается только из огнеупорного кирпича.

Плавка алюминия в домашних условиях
После расплавления металла можно начинать процесс литья алюминия. С помощью ложки из нержавеющей стали следует снять окисную пленку. Плавление металла можно попробовать произвести с помощью газовой горелки, которой будет достаточно при небольшом объеме.
После застывания форма извлекается из гипса, очищается и полируется.
Технология может видоизменятся в зависимости от требований к готовому изделию и имеющихся инструментов. Методом проб и ошибок можно добиться оптимальной технологии.
Подготовка деталей
Домашнее литье требует особой подготовки, а также наличия определенных инструментов, среди которых нужно выделить:
- Лом алюминия. В качестве лома можно использовать множество изделий, в том числе проволоку. Но следует выбирать более мягкую, так как она содержит меньшее количество оксидов.
- Гипс. Формы для литья алюминия в домашних условиях лучше всего изготавливать из скульптурного гипса. Но стоимость его довольно высока, поэтому вполне подойдет обычный белый гипс. Его легко найти в любом строительном магазине. Главное, не перепутать его с алебастром, который похож на белый гипс, но категорически не подходит для литья.
- Воск или парафин. Воск является оптимальным вариантом, но парафин дешевле и его проще найти. Можно использовать обычные свечи, избавившись от фитиля и расплавив их.
- Емкости для плавления. Для плавления парафина можно использовать обычную жестяную посуду, а вот для плавления алюминия рекомендуется применять тару из нержавейки или чугуна.
- Источник высокой температуры. Использовать можно как специализированные муфельные или тигельные печи, так и обычные газовые горелки. Выбор источника нагрева индивидуален, зависит от объема требуемого расплавленного металла.

Самодельный горн для плавки
Основные ошибки при литье алюминия
Многие новички при изготовлении алюминиевых отливок совершают банальные ошибки, поэтому перед выполнением работ рекомендуется с ними ознакомиться. Следует выделить такие базовые ошибки:
- Следует тщательно изготавливать гипсовую форму. Очень важно, чтобы из нее полностью испарилась вся влага. Если этого не произойдет, то во время заливки металла влага испарится, оставив поры и пустоты. Это значительно влияет на качество готового изделия.
- Недостаточный нагрев металла может привести к плохой заполняемости формы, из-за чего могут остаться незаполненные пустоты.
- Не нужно дополнительно остужать металл, процесс охлаждения должен происходить естественным путем.
Предупредив появление вышеуказанных ошибок, можно получить качественный результат.
Литьё алюминия в домашних условиях
 Многие воспринимают термин «литейное производство» как нечто связанное с большим производством и профессиональными навыками и умениями. Но, по сути, отлить деталь самостоятельно в домашних условиях реально даже для самого гуманитария, ничего не смыслящего в технике литья.
Многие воспринимают термин «литейное производство» как нечто связанное с большим производством и профессиональными навыками и умениями. Но, по сути, отлить деталь самостоятельно в домашних условиях реально даже для самого гуманитария, ничего не смыслящего в технике литья.
Как отлить деталь из алюминия
Характеристика металла
Алюминий является одним из самых дешёвых, распространённых и доступных металлов, который легко поддаётся механической обработке и литью. Основными особенностями алюминия являются высокая электро- и теплопроводимость, а также повышенная коррозионная стойкость. Температура кипения этого серебристо-белого металла — 2500 °C. Чистый алюминий плавится при температуре в 660 °C, а технический — при 658 °C. Домашние нагревательные приборы навряд ли смогут обеспечить такую температуру, поэтому для отлива алюминиевой детали лучше использовать тигельную муфельную печь.
Муфельная печь и её предназначение
Муфельная печь — незаменимый прибор для нагрева различных металлов самостоятельно в домашних условиях. Такое устройство способно плавить не только алюминий, но и медь и многие цветные металлы, а также высушивать и обжигать изделия из керамики.
Виды муфельных печей
 Муфельные устройства для плавления металлов бывают следующих видов:
Муфельные устройства для плавления металлов бывают следующих видов:
- вакуумные;
- воздушные;
- газовые;
- электрические.
По конструкции они делятся на:
- трубчатые;
- вертикальные;
- горизонтальные;
- колпаковые.
В качестве нагревательного элемента рекомендуется использовать электронагреватель, так как он на сегодняшний день является самым простым в управлении прибором.
Муфельная печь состоит из нагревательной камеры и специального аккумулятора тепла.
Изготовление муфельной печи своими руками
Для изготовления прибора нам понадобятся следующие инструменты и материалы:
- проволока;
- болгарка;
- кирпич (7 шт.);
- защитные очки;
- молоток;
- металлическое ведро;
- кусок железа и пр.
Этапы строительства печи:
 Подготовить простые кирпичи, которые будут служить аккумулятором температуры. С каждого бока кирпича при помощи болгарки, вырезать отсек, так чтобы получилось рабочее пространство для электронагревателя.
Подготовить простые кирпичи, которые будут служить аккумулятором температуры. С каждого бока кирпича при помощи болгарки, вырезать отсек, так чтобы получилось рабочее пространство для электронагревателя.- Кирпичи обмотать проволокой для прочности конструкции.
- Установить огнеупорную камеру, в качестве которой можно использовать металлическое ведро или другую ёмкость из невозгораемого материала.
- Корпус печи изготавливается из металлического листа (1-1,5 мм).
- Поскольку рабочая камера прибора предварительно устанавливается на кирпичи с теплоизоляционным слоем, высота ведра рассчитывается с некоторым запасом.
- Для облегчения процесса закручивания листа в трубу рекомендуется использовать специальные арматурные кольца.
- Затем необходимо соединить концы арматуры, так чтобы получилась форма круга. Для этой цели используется молоток.
- Кольца устанавливаются на скрученный лист и соединяются по окружности. К нижнему кольцу приваривается металлическое дно.
- Для установки рабочей зоны, в кирпиче делается специальное отверстия для электронагревателя.
- Кирпичи обязательно нумеруются и укладываются плотно друг к другу, согласно нумерации.
- Устанавливается нагревательная спираль из февраля либо нихрома. Чтобы не допустить замыкания, витки спирали аккуратно наматываются на небольшом расстоянии друг от друга.
- Элементы устройства закрепляются раствором.
Для большей функциональности допускается установка двух электронагревателей, которые можно включать по очерёдности либо одновременно. Например, для пайки малого количества сырья включается только один нижний нагреватель, а если масштаб плавки большой — используется два прибора.
Муфельная печь с вертикальной загрузкой очень компактна, что позволяет хранить её на даче, в гараже или на балконе.
Принцип действия печи довольно простой: ёмкость для пайки (тигель) с помещённым туда сырьём устанавливается на рабочую поверхность печи где и нагревается до нужной температуры (660 °C). Нагретый металл выливается в заранее приготовленную литейную формочку, которую можно сделать из гипса или какого-нибудь другого негорючего материала. Для изготовления формы рекомендуется использование белого или скульптурного гипса, который можно приобрести в любом магазине стройматериалов.
Как уже было сказано ранее, для пайки алюминия в печи нужен специальный ковш (тигель), который изготавливается из металла, имеющего температуру плавления боле высокую, чем у алюминия либо из огнеупорного материала. Для изготовления ёмкости для плавки алюминия применяется фарфор, графит, корунд, кварц, сталь или чугун. Ковш можно приобрести в специализированном магазине либо изготовить самостоятельно. Размер тигля определяется предполагаемым количеством сырья для плавления.
Металл необходимо уложить как можно плотнее и немного спрессовать. Так как во время плавления алюминий существенно теряет в объёме, следует периодически добавлять сырьё в ковш.
Важно. Добавляемое сырьё должно быть абсолютно сухим, так как даже малое количество влаги, попавшее в раскалённый алюминий может вызвать резкий всплеск, вследствие которого металл выплёскивается из печи и может причинить вам сильные ожоги, особенно опасно, если расплавленный алюминий попадёт в глаза.
Поэтому перед началом работ следует позаботиться о своей безопасности: приобрести защитные очки или маску, а лучше обзавестись специальным огнеупорным костюмом металлурга.
В процессе плавки металла в домашних условиях, на поверхности раскалённого алюминия будет появляться оксидная плёнка, а также образовываться различный шлак (старая покраска, частички грязи и пр.). Его количество напрямую зависит от качества сырья. Перед тем как разлить расплавленный металл по формочкам, необходимо снять шлак, воспользовавшись специальными приспособлениями. Затем алюминий рекомендуется подержать в печи ещё некоторое время для придания металлу большей текучести. Это значительно упростит его дальнейшее литьё.
Отливаем деталь из алюминия самостоятельно
 Рассмотрим самый простой способ пайки детали в домашних условиях.
Рассмотрим самый простой способ пайки детали в домашних условиях.
- металлический лом;
- ковш для плавки;
- формочки.
Этапы процесса:
- Подготовить ёмкость для плавки алюминия в домашних условиях. Для этой цели можно использовать кусок стальной трубы.
- Изготовить форму. Для деталей, имеющих сложную конструкцию, форма может состоять из нескольких элементов. Форму можно сделать из гипса (скульптурного). Ни в коем случае не используйте алебастр!
- Дабы избежать прилипания гипса к ёмкости для формы, необходимо предварительно смазать её маслом.
- В процессе заливки гипса, ёмкость необходимо периодически встряхивать, чтобы не допустить образования пузырьков.
Важно. Так как гипс очень быстро твердеет, постарайтесь как можно скорее установить модель детали в гипс. Также в гипс рекомендуется установить небольшой предмет (например, палку), которая послужит каналом для заливки будущей детали.
- Теперь заливается первичный слой: чтобы элементы формы в процессе отлива лежали устойчиво, необходимо сверлом 4 небольших отверстия.
- Заливается второй слой.
- После затвердения, форму аккуратно извлечь из ёмкости и разделить на половинки. Чтобы не допустить прилипания металла к поверхности формы, её следует обработать сажей.
- Жидкий алюминий залить в форму и дождаться полного его остывания.
Таким образом, соблюдая технология отлива деталей из алюминия в домашних условиях, можно изготовить любую вещь, не прибегая к посторонней помощи. Важно только строго следовать всем правилам и нормам безопасности.
Литье алюминия
В производственных цехах литье алюминия выполняется с помощью автоматических установок.
Машины разных моделей в большом ассортименте представлены в компании «ИМСТЕК».
Все оборудование от лучших Китайских и Тайваньских производителей. Отличается высокой степенью автоматизации и безупречным качеством.

Рис.1. Машина для литья алюминия DC-250V4N
Характеристики алюминия
Алюминий — пластичный легкий металл серебристого цвета. Отлично гнется, хорошо поддается штамповке, литью, металлообработке.
На воздухе быстро окисляется, образуя тонкую оксидную пленку, защищающую от коррозии.
Характерные свойства:
• малая плотность;
• высокая электропроводность;
• невысокая температура плавления, около 660°С, с точкой кипения 2500°С.
В расплавленном состоянии металл хорошо растекается, заполняя пресс-формы для литья алюминия.
Высокая пластичность позволяет раскатывать его в тончайшую фольгу, используемую для создания упаковок.
Отличные технические и эксплуатационные качества позволяют использовать алюминий в транспортном машиностроении, строительстве, электротехнике, производстве потребительских товаров разного назначения.
Технологии домашнего литья алюминия, материалы и оборудование
Благодаря относительно невысокой температуре плавления, литые детали из алюминия можно изготовить кустарным способом.
Изготовление изделий выполняется в следующем порядке:
1. Расплавленный воск или парафин заливается в емкость, имеющую параметры будущей детали и оставляется до полного затвердевания.
2. Из отлитой заготовки вырезается макет будущей детали, помещается в подготовленную опалубку и закрепляется.
3. Смесь из гипса или цемента, песка мелкой фракции и воды перемешивается до сметанообразного состояния и выливается в опалубку. При этом заготовка должна полностью накрываться раствором.
4. Форму с раствором необходимо слегка потрясти, для удаления пузырьков воздуха.
5. После набора прочности из гипсовой формы вытапливается парафин, гипс полностью высушивается.
6. Сырье плавится в специальных печах или при помощи горелок.
7. Сверху расплава снимается слой окисла, раскаленный металл заливается в готовые формы.
Для работы понадобятся:
• алюминиевый лом;
• гипсовый или цементный раствор;
• воск, пенопласт или парафин;
• емкость из чугуна или нержавеющей стали;
• печь для разогрева металла бензиновая или газовая горелка;
Чтобы подготовить необходимое для заливки количество сырья, нужно определить вес и массу будущего изделия с помощью металлического калькулятора.
Самодельные печи и способы расплавления алюминия
На производственных предприятиях и литейных цехах металл плавится в тигельных индукционных печах.
Плавка кустарным способом возможна в самодельных печах или устройствах, работающих от бензиновых или газовых горелок.
В муфельной печи имеется специальная камера, изолирующая расплавляемую заготовку от контакта с углем или продуктами горения.
Нагревательная камера может быть изготовлена из шамотного огнестойкого кирпича, глины или теплоизоляционных панелей ШПГТ-450. Для уменьшения тепловых потерь муфельную печь снаружи можно изолировать минеральной базальтовой ватой.
Нагрев в такой печи происходит от угля, газа или электричества.
Электрические печи самые популярные и эффективные. В них быстро достигается необходимая температура. Они не занимают много места и отличаются чистотой производства.

Рис.2 Самодельная электрическая муфельная печь
Принцип действия угольной печи:
1. В камеру, выложенную из шамотного кирпича, устанавливается емкость для плавки сырья.
2. Вокруг укладывается и поджигается уголь.
3. Снизу подается воздух, поддерживающий горение.
4. Дым от горения угля удаляется в оставленное в крышке отверстие или трубу.

Рис.3. Схема печи кустарного изготовления: 1. Крышка с проемом для выхода топочных газов; 2. Стенки печи из шамотного кирпича, глины или плит; 3. Тигель для алюминия; 4. Чугунная решетка; 5. Дверка для удаления золы; 6. Камера зольная; 7. Подача воздуха; 8. Угольная камера.
Небольшие заготовки, весом до 150 граммов, можно плавить при помощи газовых или бензиновых горелок, приспособив для этого разные по размеру жестяные банки.

Рис.4. Устройство для плавки с газовой горелкой
Способы создания форм для литья алюминия
Для производства изделий методом плавки нужны соответствующие пресс-формы для литья алюминия.
Они могут изготавливаться из гипса, цемента, смеси песка и жидкого стекла.
1. Открытый способ литья
Простые изделия изготавливают в открытых формах. Для этого используются приспособленные емкости в виде жестяных банок, коробок, сковородок, самодельные формы из гипса.
2. Закрытая форма
Сложные детали и узлы создаются в закрытых разъемных пресс-формах для литья алюминия. Они обычно состоят из основной детали и двух или нескольких боковых, или верхних частей. В верхней части формы делаются воронкообразные проемы для подачи металла.
Материалы для литых форм
Мастера, занимающиеся литьем алюминия, чаще всего используют гипсовый или цементный раствор для изготовления форм.
Макет детали изготавливается из воска, пенопласта или парафина.
Восковый шаблон устанавливается в коробку или ящик, выступающий в роли опалубки, фиксируется и заливается раствором из гипса.
Для изготовления формы лучше подойдет белый гипс, марки Г-7.
В процессе схватывания и сушки формы парафин или воск расплавляется и выливается. В образовавшиеся полости заливается горячий алюминий.
Если в качестве макета используется пенопласт, раскаленный алюминий заливается по пенопласту, расплавляя и вытесняя его из формы.
Типичные ошибки и советы по правильному литью
Литье из алюминия — непростой процесс, требующий выполнения сложных операций. Если вы решили, что отливка изделий вам под силу — смело беритесь за дело.
Важно трезво оценить свои возможности, запастись необходимыми материалами и прислушаться к советам профессионалов:
1. Важно разогревать расплав до нужной температуры, чтобы обеспечить хорошее растекания по форме и предотвратить образование пустот. Слишком высокая температура расплава также может повлиять на прочность готовых изделий.
2. В качестве сырья лучше использовать мягкие виды алюминиевых изделий. В твердых образцах может содержаться большой процент оксидов.
3. При заливке металла в формы из гипса, необходимо дождаться полного их высыхания. В противном случае, испаряемая влага может создавать на готовых деталях из алюминия полости и поры.
4. Не допускается закалка раскаленных отливок в холодной воде, так как при резком остывании может возникнуть внутреннее напряжение и усадка металла.
5. При устройстве печи с электрическими нагревательными элементами, необходимо предусмотреть заземление конструкции.
При выполнении последовательности и технологии работ, литье — доступный процесс создания изделий из алюминия в кустарных условиях.

