
Методы и особенности нанесения гальванического покрытия
Гальваническое покрытие

Содержание статьи
- Метод покрытия
- Процесс покрытия
- Виды покрытий:
- Покрытие медью
- Покрытие золотом
- Покрытие хромом
- Покрытие серебром
- Покрытие никелем
- Покрытие цинком
- Покрытие оловом
- Обозначение гальванических покрытий
В современном мире большую популярность получила процедура нанесения на металлические материалы различных веществ, которые предотвращают образование на них коррозийного налета. Гальваника служит для защиты металлов от образования на них ржавчины и для продления срока службы того или иного изделия.
Метод гальванического покрытия

В современном мире не редко при обработке металлических поверхностей используется гальванический метод. Гальваническое покрытие материалов заключается в нанесении, на их поверхность тонкого металлического слоя. При этом образуется пленка небольшой толщины, которая противостоит окислению отдельных металлов. Гальванический метод используется для придания изделию или материалу:
- прочность,
- износостойкость,
- устойчивость к появлению коррозии,
- привлекательные внешние качества.
В современном мире данный метод обработки металлических покрытий приобрел большую популярность, потому что к оборудованию и другим изделиям предъявляется большое количество требований. Требуется постоянно увеличивать прочность отдельных деталей и повышать их устойчивость к влиянию агрессивной внешней среды. Металлические детали на современном производстве должны обладать способностью выдерживать температурные перепады. Именно этим обусловлено то, что многие отрасли промышленности широко используют гальванический метод обработки металлических изделий.
Важно: Толщина гальванического покрытия является достаточно тонкой при методе гальваники. Она составляет от 6 до 20 микрон. Она зависит от материалов, которые используются для гальванического процесса.
Гальваническеи покрытия за счет своей прочности получили широкое распространение в таких промышленных отраслях, как:
- авиастроение,
- машиностроение,
- строительная промышленность,
- радиотехническая промышленность,
- электронная промышленность.
Процесс гальванического покрытия

Впервые гальваническое покрытие появилось в 1836и году. Оно было открыто русским физиком Якоби. Он провел ряд экспериментов и выяснил, что на катоде после пропускания металлов через водные и соляные растворы под воздействием электрического тока оседают положительно заряженные ионы. Во время прохождения через солевые растворы при помощи электрического тока происходит распад металлов на ионы, которые обладают разными зарядами. Те, которые имеют отрицательный заряд, оседают на аноде. Те, которые имеют положительный заряд, оседают на катоде. Его роль при гальванике играют металлы, которые необходимо защитить от образования коррозии.
Процесс гальванического покрытия с физической точки зрения является достаточно простым.
Он состоит из трех основных этапов:
- Подготовка поверхности. На данном этапе необходимо тщательным образом подготовить металлическую поверхность к проведению процедуры гальваники. Для этого сначала нужно убрать с нее все загрязнения и провести процесс обезжиривания. Затем необходимо промыть поверхность водой и обработать средствами для остановки процесс окисления.
- Нанесение гальванического покрытия. После всех подготовительных процедур наступает процесс погружения металлических деталей в гальванические ванны. В них содержится сплав металла, которым будет покрываться поверхность. Вся процедура проводится при высоких температурах. При этом величина электрического тока поддерживается на определенном уровне.
- Обработка покрытого металлом материала. На завершающем этапе проводятся тесты по определению уровня сцепления металлического сплава с поверхностью.
Виды гальванических покрытий

В современном мире для гальванического покрытия могут быть использованы различные металлы. Они дают тонкую пленку, которая обладает надежной защитой.
Сегодня выделяют:
Гальваническое покрытие медью
Данная процедура получила название медирование. Благодаря меди можно создать на поверхности самых разных металлов прочную защитную пленку. Чаще всего для проведения данной процедуры использует медный купорос.
Гальваническое покрытие золотом
В настоящее время большое распространение получила процедура золочения. Она заключается в том, чтобы раствором покрыть металлическую поверхность придания ей боле дорого внешнего вида и для защиты от появления коррозии.
Гальваническое покрытие хромом
Обработка металлов хромом делает их более прочными и устойчивыми к условиям, которые предлагает агрессивная внешняя среда. Благодаря данному элементу на поверхности образуется тонкая пленка, которая обладает защитными и эстетическими качествами.
Гальваническое покрытие серебром
Нередко в промышленных условиях применяется серебрение. При этом на поверхности металлов появляется серебристая пленка, которая придает металлам немалое количество полезных характеристики. К тому же покрытые серебром изделия всегда выглядят дорого.
Гальваническое покрытие никелем
Покрытие данным элементом обладает экономичностью. Использование данного метода обработки металлов является оптимальным для придания металлическому материалу устойчивости к внешним воздействиям окружающей среды.
Гальваническое покрытие цинком
Данная процедура получила названием цинкование. Благодаря ней на поверхности металлов образуется тонкая пленка цинка, которая предотвращает образование ржавчины. К тому же такое покрытие придает блеск изделиям.
Гальваническое покрытие оловом
Олово применяется для нанесения на такие металлы, как: алюминий, цинк, сталь и медь. Оно придает им прочность и твердость.
Гальванические покрытия ГОСТ
Таблица. Способы обозначений покрытий определены ГОСТ 9.306-85
| Вид покрытия | Обозначение покрытия | |
|---|---|---|
| По ГОСТ 9.306-85 | цифровое | |
| Цинковое, хроматированное | Ц.хр | 01 |
| Кадмиевое, хроматированное | Кд.хр. | 02 |
| Многослойное: медь-никель | М-Н | 03 |
| Многослойное: медь-никель-хром | М-Н-Х | 04 |
| Окисное, пропитанное маслом | Окс. прм. | 05 |
| Фосфатное, пропитанное маслом | Фос. прм | 06 |
| Оловянное | О | 07 |
| Медное | М | 08 |
| Цинковое | Ц | 09 |
| Серебряное | Ср | 12 |
| Никелевое | Н | 13 |
Статьи по теме

Антикоррозионные средства
Антикоррозионные пигменты классифицируются на: цинковые крона, алюминий три-полифосфаты и слюдянистую окись железа.
Защита трубопроводов от коррозии
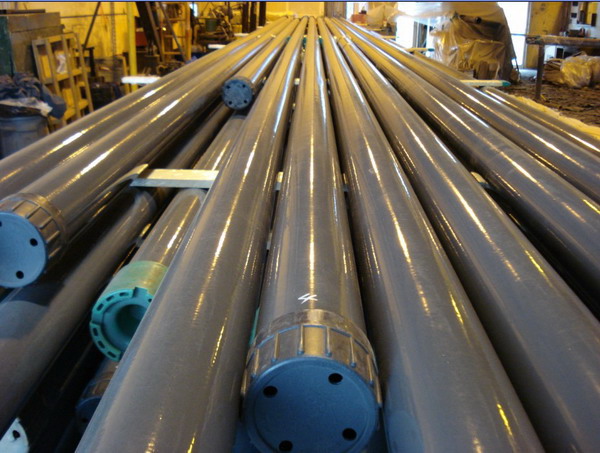
Сегодня без разных видов трубопроводов невозможно представить себе жизнью Они находятся практически в каждом населенном пункте и обеспечивают коммуникации. Производств труб для прокладки под землей осуществляется из металлов самых разных типов.

Гальванические ванны
На современных промышленных объектах не редко осуществляется обработка металлов и металлических изделий для защиты их от образования коррозии. Данную процедуру невозможно осуществить без специализированного оборудования.

Процесс коррозии
В современном мире из металлов самых разных видов производится большое количество продукции. Металлические материалы присутствуют в разных отраслях промышленности в виде станков и машин, инструментов.

Ингибитор коррозии
Ингибитор не является каким-то конкретным веществом. Так называют целуют группу веществ, которые направлены на остановку или задержку протеканий каких-либо физических или физико-химических процессов.
Способы нанесения гальванических покрытий

Гальваника — это технологический процесс получения металлических покрытий путем осаждения требуемого элемента на поверхность детали из раствора солей.
Гальванические покрытия могут быть получены химическим и электрохимическим способом. Электрохимическим называется способ получения металлического неорганического покрытия в электролите под действием электрического тока от внешнего источника. Химическим называется способ получения металлического неорганического покрытия в растворе солей без наложения на него электрического тока.
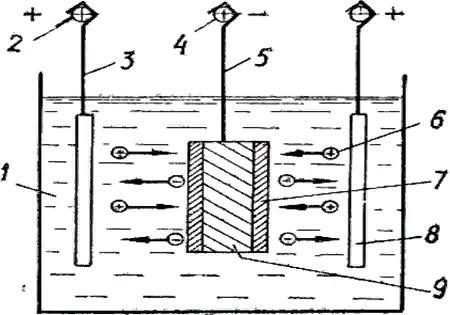
Электрохимический процесс
Электрохимический процесс, протекающий на электродах при прохождении через электролит электрического тока, называется электролизом. Устройства, в которых за счет внешней электрической энергии совершаются химические превращения веществ, называются электролизерами или электролитическими (гальваническими) ваннами 1 (рис. 5.1). При гальваническом покрытии деталей в качестве электролита 2 применяют обычно раствор соли осаждаемого металла (в электролит вводят также некоторые компоненты, улучшающие свойства покрытий и увеличивающие электрическую проводимость электролита и т.д.). Анодами 3 служат пластины из осаждаемого металла, а катодами 4 — предварительно очищенные и подготовленные детали, подлежащие покрытию.
Процесс электролиза состоит из следующих этапов:
- получение в электролите ионов осаждаемого металла;
- перенос полученных ионов к детали-катоду;
- переход ионов металла в атомарное состояние;
- осаждение атомов на поверхности детали;
- формирование кристаллической решетки.

Рис. 5.1. Схема стационарной гальванической ванны:
1 — ванна; 2 — электролит; 3 — аноды; 4 — деталь.
Электролиз может проводиться с применением растворимых и нерастворимых анодов. В случае проведения электролиза с растворимым анодом, изготовленным из осаждаемого на поверхности детали металла, он постепенно растворяется в электролите, образуя новые ионы металла взамен выделившихся на катоде, тем самым поддерживая требуемую концентрацию металла в растворе. В тех случаях, когда происходит нанесение покрытия на внутреннюю поверхность цилиндрических деталей малого диаметра и большой длины, допускается применение нерастворимых анодов. Нерастворимые аноды изготавливаются из металла или сплава, который в данном электролите не растворяется (чаще всего используется свинец), или из графита. При осаждении металлов из цианистых электролитов в качестве нерастворимых анодов используют стальные аноды, а в кислых — освинцованную проволоку. На нерастворимых анодах при электролизе обычно выделяется кислород.
Выбор электролитов
Режим электролиза при заданном составе электролита характеризуется тремя основными показателями:
- кислотностью электролита, выраженной в граммах на литр, или в единицах рН;
- температурой электролита;
- катодной плотностью тока в амперах на квадратный дециметр.
В зависимости от кислотности электролиты можно разделить на две группы: щелочные и кислые электролиты. По составу входящих в них соединений электролиты бывают простые и сложные, в состав которых входят комплексные соединения.
Качество гальванических покрытий определяется их внешним видом, прочностью сцепления с основным металлом, толщиной и пористостью. Допускается наличие рисок, царапин, отдельных шероховатостей и несквозных пор, легко устраняемых при последующем полировании. Допустимыми дефектами являются также высохшие подтеки воды и разные оттенки.
Виды ванн
В зависимости от размеров детали конструкция гальванической ванны существенно различается. Нанесение гальванических покрытий может проводиться:
- в стационарных емкостях с вращением детали и без него;
- в струйных ваннах;
- в переносных ваннах;
- электролизом во внутренних полостях деталей без использования гальванической ванны;
- в барабанах и колоколах.

Рис. 5.2. Установка для покрытия наружной поверхности цилиндрических деталей:
1 — катодная шина со скользящим контактом; 2 — покрываемая деталь; 3 — цилиндрический корпус гальванической ванны; 4 — цилиндрический анод; 5 — подпятник из пластмассы; 6 — станина; 7 — электродвигатель с редуктором.
Процесс получения гальванических покрытий в стационарных емкостях представлен выше (см. рис. 5.1). Вращение детали вокруг своей оси в течение всего времени осаждения позволяет формировать более ровные по толщине гальванические покрытия. Вращение детали также применяют для покрытия наружной поверхности цилиндрических деталей. Как видно из рис. 5.2, деталь помещена вертикально в центре цилиндрического анода, установленного также в цилиндрической стационарной ванне, и получает вращение от электродвигателя с редуктором. Для питания током к детали подведен скользящий контакт. Вращение детали позволяет применять высокие плотности тока и поэтому покрытия получаются гладкими и равномерными.
Использование для нанесения покрытий струйных ванн повышает производительность процесса. Постоянная смена электролита, контактирующего с поверхностью детали, предотвращает его обеднение ионами осаждаемого металла. Возможность регулировки размеров ванны для струйного нанесения позволяет создавать гальванические покрытия на отдельных участках длинномерных деталей (рис. 5.3).
Применение переносных ванн целесообразно для создания местных покрытий на крупногабаритных деталях. В переносных ваннах деталь не погружают в электролит целиком, а наоборот, пристраивают ванну к тому участку детали, на котором необходимо сформировать гальваническое покрытие (рис. 5.4).

Рис. 5.3. Схема установки для струйного нанесения покрытий:
1 — анод; 2 — верхняя часть гальванической ванны; 3 — деталь; 4 — раздвижная кассета; 5 — нижняя часть гальванической ванны; 6 — электролит; 7 — подогреватель; 8 — насос.

Рис. 5.4. Схема установки переносной ванны:
1 — деталь; 2 — анод; 3 — электролит; 4 — гальваническая ванна; 5 — клеевой слой.
Создание гальванических покрытий на внутренних поверхностях в деталях, имеющих закрытые внутренние полости, может осуществляться без использования емкостей для электролита. Роль такой емкости выполняет сама деталь (рис. 5.5).

Рис. 5.5. Монтаж внутренних электродов для создания покрытий на внутренних поверхностях трубчатых деталей:
1 — анод; 2 — центрирующая втулка; 3 — деталь.
В центре наращиваемой детали помещают свинцовый анод, а деталь служит катодом. При монтаже внутренних анодов в трубчатых деталях диаметр анодов должен составлять от 0,3 до 0,5 внутреннего диаметра труб. Внутренние аноды должны быть строго центрированы по отношению к стенкам трубы, что достигается установкой центрирующих втулок из пластмассы. Если диаметр анода велик, то его изготовляют полым внутри, а для снижения его массы и увеличения активной поверхности сверлят ряд отверстий в стенках. Полые трубчатые аноды особенно удобны, когда электролит во время процесса необходимо нагревать или охлаждать. Часто через полые трубчатые аноды производят прокачивание электролита для улучшения или ускорения процесса. При большой длине труб или при использовании гибких проволочных анодов на них через равные промежутки длины надевают центрирующие изоляторы в форме равностороннего плоского треугольника с отверстием в центре для пропускания анода. В качестве материала для изолятора применяют листовой целлулоид, винипласт и прочие химические стойкие пластмассы.
При этом деталь устанавливают на резиновый лист рядом с емкостью для удаления в процессе нанесения покрытий промывающей и охлаждающей жидкости. Резиновый лист покрывают целлулоидом, так как резина может растворяться в горячем электролите.
Для массового осаждения покрытий на крепежных или мелких деталей используют ванны с вращающимися барабанами. Барабан изготовляют шестигранного сечения, из листового железа, с задвижной дверцей для загрузки и выгрузки деталей и с шестерней для вращения, закрепленной по оси на одном из торцов. Диаметр с барабана обычно принимают равным 500-600 мм при длине 600-800 мм. Частота вращения не выше 15-5 об/ч. Загрузка барабана составляет 40-50 кг деталей.
Возможно Вас так же заинтересуют следующие статьи:
Гальваническая обработка металла: особенности покрытия
 Гальваника представляет собой особый электрохимический процесс, при котором применяется электролит, электроток, пара электродов и обрабатываемый элемент. Это уникальная технология, предназначенная для обработки изделий из металла. Электролит является жидким веществом с высокой токопроводностью, из которого под воздействием электротока выделяются частицы металлического сплава, оседающие на обрабатываемом элементе и формирующие на его поверхности защитную пленку.
Гальваника представляет собой особый электрохимический процесс, при котором применяется электролит, электроток, пара электродов и обрабатываемый элемент. Это уникальная технология, предназначенная для обработки изделий из металла. Электролит является жидким веществом с высокой токопроводностью, из которого под воздействием электротока выделяются частицы металлического сплава, оседающие на обрабатываемом элементе и формирующие на его поверхности защитную пленку.
- Суть процесса
- Цели гальванического покрытия металла
- Материалы и оборудование
- Преимущества и история развития
Покрытия гальванического типа создаются не банальным нанесением металлического слоя, а путем проникновения частиц внутрь поверхностных слоев элемента.
Суть процесса
Перед тем как вдаваться в подробности, следует выяснить суть этой электрохимической процедуры. Гальваническая обработка состоит из нескольких важных стадий:
- изготовление раствора электролита (состав подбирается индивидуально для каждой ситуации);
- помещение пары анодов от «плюса» источника электротока в электролит;
- погружение в гальванический состав обрабатываемой детали, помещение ее между парой анодов и последующее подключение к «минусу» источника электротока (то есть обрабатываемый элемент становится своеобразным катодом);
- замыкание созданной электроцепи.
Сам процесс гальванизации базируется на том, что положительные частицы металлического сплава, присутствующие в составе электролита, под влиянием электротока стремятся к катоду-элементу, который заряжен отрицательно. Затем этот состав оседает на поверхности обрабатываемой детали и создает на ее поверхности тоненькую пленку из металла.
Цели гальванического покрытия металла
 Существует целый ряд целей для нанесения гальванического покрытия. К примеру, для гальванического хромирования поверхность нужно предварительно покрыть никелем. К гальванике, как правило, обращаются с целью улучшения декоративных и защитных качеств конструкций. Эту процедуру используют и для изготовления точных копий сложных элементов. В этом случае процесс принято называть гальванопластикой.
Существует целый ряд целей для нанесения гальванического покрытия. К примеру, для гальванического хромирования поверхность нужно предварительно покрыть никелем. К гальванике, как правило, обращаются с целью улучшения декоративных и защитных качеств конструкций. Эту процедуру используют и для изготовления точных копий сложных элементов. В этом случае процесс принято называть гальванопластикой.
Широко распространена технология оцинковки металлов посредством гальваники. Она позволяет сделать на поверхности цинковое покрытие, которое характеризуется отменными антикоррозийными свойствами. Изделия из металлических сплавов, которые прошли обработку с применением этой технологии, могут долго сохранять свои свойства при высокой влажности и даже при постоянном воздействии соленой и пресной воды. Посредством цинкования также производят обработку трубопрокатных изделий, всевозможные емкости, опорные и строительные конструкции. Благодаря применению цинкования металлические поверхности получают и электрохимическую, и барьерную защиту.
Если посредством цинкования увеличивается лишь стойкость материала к коррозии, то гальваника хромом решает и эту задачу, делая поверхность более износостойкой и крепкой и также улучшая ее внешний вид. Аналогичным эффектом обладают и гальванические покрытия на основе никеля.
Другая область применения гальваники — ювелирная промышленность. Эта технология в данной ситуации используется для того, чтобы улучшить внешний вид ювелирной продукции. При этом на украшение наносится слой серебра или золота. Кроме того, пленка, которая наносится на изделие при обработке, делает его ярче и привлекательнее.
Материалы и оборудование
Гальваническая обработка разных материалов предполагает применение соответствующих «расходников» и оборудования. Для покрытия элементов металлами применяются однотипные гальванические установки. Разница будет лишь в составе применяемого электролитного раствора, его температурных показателях и в режимах работы.
Итак, процедура может производиться с применением следующего оборудования:
- специальные ванны с электролитом, в которые помещается обрабатываемый элемент и аноды;
- источник электротока, который оборудован регулятором напряжения на входе;
- устройство нагрева, которое будет доводить электролит до нужной температуры.
 Также требуются анодные пластины, которые будут подавать напряжение к электролиту и распределять его по обрабатываемому элементу.
Также требуются анодные пластины, которые будут подавать напряжение к электролиту и распределять его по обрабатываемому элементу.
Следует отметить, что для изготовления электролитов используются опасные соединения, потому их нужно хранить в надежных сосудах.
Любое гальваническое оборудование должно находиться в помещениях с хорошей вентиляцией. Нужно очень внимательно отнестись и к требованиям безопасности. Все мероприятия, связанные с гальванической обработкой, необходимо производить в защитном респираторе и очках, а также в специальной обуви, фартуке и перчатках. Если гальваника осуществляется дома, то следует предварительно изучить соответствующую литературу или посмотреть видеоуроки по данной тематике.
Преимущества и история развития
Эта технология была изобретена в 1838-м году ученым по имени Борис Якоби. Именно он начал активное внедрение гальваники в самые разные процессы производственного плана. В скором времени гальваническую обработку успешно освоили и монетные дворы, и художники-ремесленники, и промышленные предприятия.
Однако название эта методика получила в честь ученого из Италии Луиджи Гальвани. Он начал изучение электрохимической технологии обработки почти одновременно с Борисом Якоби.
К основным достоинствам гальваники относятся следующие:
 Покрытия, прошедшие гальванику, характеризуются равномерной толщиной и высочайшим уровнем плотности.
Покрытия, прошедшие гальванику, характеризуются равномерной толщиной и высочайшим уровнем плотности.- Гальваническое покрытие можно с легкостью наносить даже на конструкции сложной формы.
- Покрытие, появившееся при гальванической обработке, отличается хорошей адгезией со многими металлами.
- Декоративные и защитные свойства деталей, прошедших гальванику, очень высоки.
- Толщина гальванического покрытия очень просто регулируется.
Кстати, слово «гальваника» встречается не только в промышленных сферах деятельности и ювелирном производстве, но и в косметологии. Так называется процесс, при котором на кожный покров воздействуют маломощными токами, позволяющими избавиться от излишков жира сальных желез.
Гальваническое покрытие металла: виды, методы, описание процесса

Гальваническое покрытие – это химический метод нанесения металлической пленки для защиты изделий и придания им дополнительных характеристик: устойчивости к коррозии, твердости, износостойкости, декоративности и т. д. В дополнительной защите нуждается любое металлическое изделие, гальванической изоляцией покрывают даже алюминиевые детали.
Принцип
Схема, по которой реализуется гальваническое покрытие металла, довольно проста. В нее входит изделие, на которое наносится защитное покрытие, емкость с раствором электролита, куда помещается изделие. Третьим участником процесса является металлическая пластина, на которую подается положительный заряд тока, она выполняет функции анода, помещенное в раствор изделие становится катодом, куда подается отрицательный заряд.
При замыкании электрической сети металл анода (пластины) растворяется в электролите и под действием тока устремляется к отрицательно заряженному изделию (катоду), тем самым создавая прочное покрытие. Электролит является проводящим раствором для перемещения металлов с анода на катод. Размер емкостей (ванн) с электролитом бывает разным, в зависимости от производственных задач.
Изделия больших размеров размещают на подвесах, через которые пропускают отрицательный заряд, конструкция удерживается на весу в объеме ванной. Мелкие изделия получают гальваническое покрытие в ваннах барабанного типа, где одновременно гальванизируется большое количество продукции. В этом случае отрицательный заряд подается на барабан, вращающийся в емкости с электролитом, куда заведен анод.
Существуют колокольные наливные ванны, где гальваническое покрытие одновременно наносится на большое количество очень мелких деталей, например на метизы. В емкости засыпают продукцию, заливают электролитный состав и устанавливают анод. Ваннам придается медленное вращение, в процессе которого изделия равномерно покрываются защитным металлом.
Методы
Гальванический метод покрытия изделий позволяет создать стойкое защитное покрытие на металлах, изолируя детали от агрессивного воздействия рабочих сред. Изоляция может быть создана из различных металлов, нанесение осуществляется анодным и катодным напылением.
Катодное покрытие характеризуется тем, что при малейшем нарушении целостности нанесенного слоя металл под ним разрушается более интенсивно, чему способствует сама технология покрытия. Примером быстрой эрозии служат изделия из луженого металла, где изоляционным слоем служит олово.

Анодное нанесение гальванических покрытий имеет иные характеристики. При возникновении условий угрозы коррозии разрушению подвергается гальваническая изоляция, металл длительное время остается нетронутым. Анодированные изделия надежно защищены от агрессивных сред, механических повреждений. Наиболее распространенный вид изоляции – цинкование. Метод позволяет сохранить все характеристики обрабатываемого изделия, его внешний вид, форму и размеры.
Гальванические покрытия разделяются на несколько видов в зависимости от целей применения изделия:
- Защитно-декоративные. Целью нанесения является получение высоких эстетических характеристик и защита продукции от разрушающих факторов.
- Защитные. Изолируют металлические детали от действия агрессивных сред, механических повреждений.
- Специального назначения. Гальваническое покрытие наносится для получения новых свойств – повышенной износостойкости, увеличения характеристик твердости, получения магнитных, электроизоляционных свойств готового изделия. В некоторых случаях гальванизацию используют для восстановления первоначального вида изделия или после длительной эксплуатации.
Виды покрытий
Гальванический способ покрытия реализуется нанесением различных металлов на изделие, каждый из них имеет свои особенности и цели в дальнейшей эксплуатации детали или предмета:
- Серебрение – увеличивает эстетическую ценность, защищает от коррозии, улучшает отражающие, токопроводящие характеристики. Вид нанесения востребован при производстве статических реле, контакторов, электромагнитных реле, электромагнитных пускателей, микросхем и другой электронной продукции.
- Никелирование – наиболее востребованное гальваническое покрытие стали, медных и алюминиевых изделий. Никелевый слой надежно защищает изделия или детали машин от ржавчины, образующейся под воздействием внешней среды, а также от видов коррозии, возникающих вследствие загрязнения агрессивными средами рабочей среды – щелочами, кислотами, солями. Никелированные изделия демонстрируют высокую устойчивость к сильным механическим повреждениям, истиранию.
- Хромирование – увеличивает износостойкость, твердость анодированных поверхностей, позволяет улучшить внешний вид, восстановить поврежденные детали до первоначальных параметров. В зависимости от изменений технологического режима получают гальваническое покрытие с различными параметрами и свойствами – серое матовое (увеличение твердости, но низкая износоустойчивость), блестящее (высокие показатели износостойкости, твердости), молочное пластичное (эстетичность, высокая степень антикоррозионной защиты, низкая твердость), цинкование – антикоррозионная обработка цельных стальных листов, частей автомобилей, строительно-отделочных материалов.

- Гальваническое золотое покрытие – используется в ювелирном деле, электронной промышленности и других сферах. Слой золота придает деталям высокие отражающие свойства, эстетичность, защиту от коррозии, повышает токопроводящие качества.
- Омеднение – часто используется для покрытия металла в целях защиты от коррозии, медь повышает токопроводящие качества, металл с таким покрытием часто используются для производства электропроводников, эксплуатируемых на открытом воздухе.
- Латунирование – используется для защиты от коррозионного повреждения сталей, алюминия и сплавов. Слой латуни обеспечивает необходимую адгезию металлических деталей с резиной.
- Родирование – специальное покрытие, наносимое для придания деталям высокой устойчивости в химических агрессивных средах, получения дополнительной механической износоустойчивости. Также покрытие родием придает изделиям декоративность, бережет серебряные предметы от окисления, тусклости.
Регуляция качества и технологических процессов гальванического покрытия происходит с помощью ГОСТ 9.301-78.
Подготовительный этап
Нанесение гальванического покрытия – это многоуровневый технологический процесс, реализуемый в три основных этапа (подготовка, нанесение покрытия, заключительная обработка готового изделия).
Подготовка поверхностей для дальнейшей гальванизации – наиболее трудоемкий и ответственный этап всего процесса. От правильности и достаточности его проведения зависит качество полученного защитного покрытия. При наличии на поверхности металла малейших следов жира и оксидной пленки получение однородной сплошной защитной пленки будет невозможно – покрытие не сможет проникнуть в слои основного металла, могут образоваться пузыри, разрывы и т. д.

Дефекты могут возникнуть на местах, где остались заусенцы, неровности поверхности, в местах плохо отшлифованных спаев, недостаточно очищенных от пыли местах. Гальваническое покрытие требует низкой шероховатости поверхности, тщательного очищения после шлифовки и обязательной обработки обезжиривающими средствами.
Виды обработки деталей
Механическая обработка и достижение идеальной гладкости металлических деталей достигается в домашних условиях шлифованием поверхности наждачной бумагой и другими абразивами, в промышленных масштабах используются пескоструйные, химические, автоматизированные методы достижения результатов. На подготовительном этапе проводят изоляцию деталей или отдельных мест, не подлежащих гальванизации.
В зависимости от вида наносимого металла проводят различную подготовку. Перед цинкованием или кадмированием поверхность защищаемой детали обезжиривают и протравливают. Хромирование и никелирование предваряют механической шлифовкой, обезжириванием, удалением оксидной пленки. Обезжиривание проводится в два этапа – стартовые работы и полное обезжиривание.

Предварительно детали промывают растворителями – уайт-спиритом, бензином, специальными органическими смесями и т. д. Окончательную обработку реализуют при помощи щелочных растворов или электрохимическим методом. После чего детали промывают горячей водой, проводят активацию и легкое протравливание металла для удаления мельчайших пленок окислов, что улучшает адгезию поверхности детали с гальваническим покрытием металла.
Как реализуется процесс
Осаждение защитного слоя металла на изделиях проводится при помощи специального оборудования. Различия нанесения видов гальваники отражены в рецептуре используемого электролита.
Гальванический метод покрытия металлов и других материалов происходит следующим образом:
- Гальванические ванны заполняются электролитическим раствором. В них помещают аноды и обрабатываемые изделия. Размер и вид ванны зависят от величины деталей, требующих покрытия.
- Нагревательное устройство доводит температуру электролитического состава до нужного технологически обоснованного значения.
- В конструкцию подается ток от источника, оснащенного регулятором напряжения.
- Процесс гальванического покрытия занимает определенное время, его величина обуславливается размером детали, достижением необходимой толщины защитного слоя.
Особенности процесса
В некоторых случаях при гальваническом методе покрытия обрабатываемые детали навешивают на катодную штангу, расположенную в ванной, а на анодной штанге размещают пластины металла, который будет покрывать изделия. Для получения определенных характеристик покрытия в электролит могут вводиться соли металлов, органические соединения, блескообразователи и т. д.
Для ускорения процесса перенесения металлов электролит перемешивают, что дает возможность применять большую плотность тока. Реверсирование направления тока позволяет получать гладкую поверхность.

Точное время длительности гальванического процесса покрытия устанавливается опытным путем – нанесением защитного слоя на деталь, измерением толщины получаемого слоя за определенный отрезок времени при заданных условиях технологического процесса. Особое внимание на этапе приладки уделяют толщине слоя в углублениях и полостях обрабатываемой опытной детали.
Толщина слоя
Толщина гальванического покрытия определяется согласно данным о средних толщинах наносимого слоя, зависит от условий, в которых будет эксплуатироваться деталь. Они делятся на группы:
- Легкие условия (ЛС) – детали используются в закрытых отапливаемых помещениях с относительно сухой атмосферой, или изделие будет эксплуатироваться в течение непродолжительного срока во внешней среде, где нет активных коррозионных агентов. Толщина однослойного покрытия составляет около 7 мк, многослойного – 15 мк.
- Средние условия (СС) – детали будут использоваться в среде со средней влажностью, загрязнением, небольшими количествами топливных, промышленных выбросов или испарений морской воды. Толщина однослойного покрытия составляет 15 мк, многослойного – 30 мк.
- Жесткие условия (ЖС) – предусматривают эксплуатацию деталей в условиях высокой влажности, повышенного уровня загрязнений промышленными газами, отходами топлива, твердыми веществами, пылью. Толщина однослойного покрытия – 30 мк, многослойного – 45.

Данные о толщине гальванического покрытия деталей одним слоем содержит ГОСТ 2249-43. Сюда относятся цинковые покрытия. Контролирует многослойное нанесение гальванического покрытия ГОСТ 3002-45 (никелевые покрытия). Толщина слоя может быть изменена по конструктивным требованиям или в тех случаях, когда обрабатываемая деталь рассчитана на короткий срок эксплуатации. Срок службы цинкования – до 5 лет, для остальных видов покрытий – до 3 лет.
Обработка готового изделия
Гальваническое покрытие деталей завершается этапом дополнительной обработки. В этом процессе реализуются следующие операции:
- Осветление.
- Окраска лакокрасочными составами.
- Пассивирование.
- Обезводороживание.
- Промасливание или полировка.
- Выполнение серебрения составами против тусклости.
Осветление и пассивирование повышают антикоррозионные свойства оцинкованных изделий и кадмиевых покрытий. Процесс пассивирования – это погружение изделий в специальный раствор, образующий на поверхности детали защитную пленку толщиной до 1 мкм.
Изделия из стали, меди с гальваническим покрытием дополнительно обрабатывают маслами – промасливают. Это делается в целях улучшения защитных качеств металлической изоляции и способствует повышению антикоррозионной устойчивости.

Контроль качества
Требования к качеству гальванического покрытия зависят от условий эксплуатации обработанного изделия. Для оценки нанесения используются такие виды контроля:
- Оценка внешнего вида детали путем визуального осмотра, сравнения с эталонными образцами (чистота поверхности, цвет, наличие или отсутствие блеска).
- Определение толщины гальванического покрытия и пористость производится в лабораторных условиях (измерение).
- Устойчивость к коррозии согласно ТУ или ГОСТ (испытание).
- Механическая, физическая устойчивость (отражательные свойства, пластичность, износостойкость, электрическое и температурное сопротивление, твердость и пр.)
Преимущества
К преимуществам данного метода защиты металлических изделий относятся:
- Высокие антикоррозионные качества.
- Стойкость к механическим и физическим повреждениям.
- Сопротивляемость агрессивным средам природного и промышленного происхождения.
- Низкая пористость покрытия.
- Твердость, износостойкость.
- Возможность регулировать толщину наносимого покрытия в процессе нанесения.
К недостаткам метода относится большой расход электроэнергии, экологические угрозы, высокая стоимость очистных мероприятий.
ЭлХимМет
МЫ РАБОТАЕМ С 10-00 ДО 17-00 В РАБОЧИЕ ДНИ!
Все гальванические процессы происходят по довольно простой схеме. Имеется система, состоящая из изделия, на которое наносится какое либо покрытие, раствор, в который это изделие помещается (электролит). И третий компонент, это пластина, на которую подается положительный заряд и она называется анодом. Изделие в свою очередь выступает в роли катода и на него подают отрицательный заряд. При подключении такой системы к источнику питания металл из которого состоит анод растворяется в электролите, а на изделие наносится металл, растворенный в электролите. Электролит выступает в роли переносчика металла с анода на наше изделие. Размеры ванн, куда налит электролит, могут быть самыми разными, объемом от долей литра до десятков тонн. Сами размеры и форма ванн диктуются размерами изделий, для покрытия которых они предназначены. В ваннах кроют изделия, которые можно завесить на подвески. Через них на изделие будет подводиться минус от источника питания, и они будут удерживать изделие на весу в объеме электролита.
Если изделия совсем мелкие и их много, прибегают к помощи немного видоизмененных ванн, которые называются барабанами. В барабанах покрывают сразу несколько изделий, и контакт с минусом источника питания обеспечивается за счет их взаимного соприкосновения. В барабанах изделия одновременно с нанесением покрытия еще и галтуются. Сам барабан с изделиями вращается в ванне с электролитом, в которой также находится анод.
Аналогично устроены и колокольные ванны наливного типа. В них засыпаются и изделия, заливается электролит и туда же вставляется анод. Они приводятся в медленное вращение и детали, пересыпаясь в электролите, медленно наращивают покрытие.
Все эти три метода обеспечивают полное покрытие изделий со всех сторон. Но есть еще один метод нанесения покрытия методом гальваники, и называется он трибогальваникой, стилогальваникой, нанесением «внатирку» и т.д. Смысл его в том, что на изделие как обычно подают минус источника питания, на анод плюс, но вся эта система не погружается в электролит. Электролитом лишь пропитывается тряпка или тампон, намотанный на анод. Анодом, который держат в руке под напряжением, как бы натирают изделие, и через некоторое время на изделии появляется покрытие. Электролиты для такого метода нанесения очень часто называют гелями. Это просто загущенные электролиты для того чтобы они поменьше стекали с тампона по изделию. С помощью этого метода можно покрывать крупные изделия, правда, очень долго, но зато наносить покрытие не на все изделие, а лишь на требуемые участки поверхности. Минусом такого метода является сильный разброс в толщине наносимого покрытия и оно, как правило, получается очень тонким. Такое покрытие резко уступает по качеству покрытиям, нанесенным в ваннах, хуже держится, неоднородно по цвету.
Отдельно, но очень близко к гальваническим, стоят методы химического и иммерсионногого нанесения металлических покрытий. В электролитах для протекания восстановления атомов металла на поверхности изделия необходимо протекание электрического тока. При химическом нанесении создается система, в которую вводится восстановитель. Именно он, окисляясь, восстанавливает металл покрытия на поверхности изделия. Это так называемая автокаталитическая реакция, которая идет только на поверхности металлического катализатора. А катализатором служит именно тот же металл, который и наносится. Происходит это вкратце так: приготовляется раствор (иногда нагревается), туда опускается подготовленное активированное изделие и происходит нанесение. Однако запустить такую реакцию не всегда просто, иногда она сама запускается на более активных металлах, а иногда её надо запускать принудительно, с помощью катализатора, например наночастиц палладия. И вот тут самое главное! Таким образом, можно покрывать не только металлические детали из различных сплавов, но и не проводящие материалы, например пластики. Иммерсионный метод в отличие от химического идет в виде обменной реакции на поверхности металлического изделия. Раствор для например, иммерсионного золочения растравливает металл на поверхности изделия и взамен укладывает золото. Это просто обменная реакция. Она идет до тех пор, пока на поверхности не останется только золото и не будет более оголенного, иного металла основы.
Именно на химических процессах нанесения металлов базируется технология металлизации непроводников, пластмасс, тканей, и т.д. По такой реакции создается токопроводный слой, а уже на него обычными гальваническими методами наносятся все остальные покрытия, включая финишное.
Все остальные методы нанесения металлических покрытий, такие как вакуумное и плазменное напыление не являются гальваническими методами.
Как наносится гальваническое покрытие на производстве и в домашних условиях
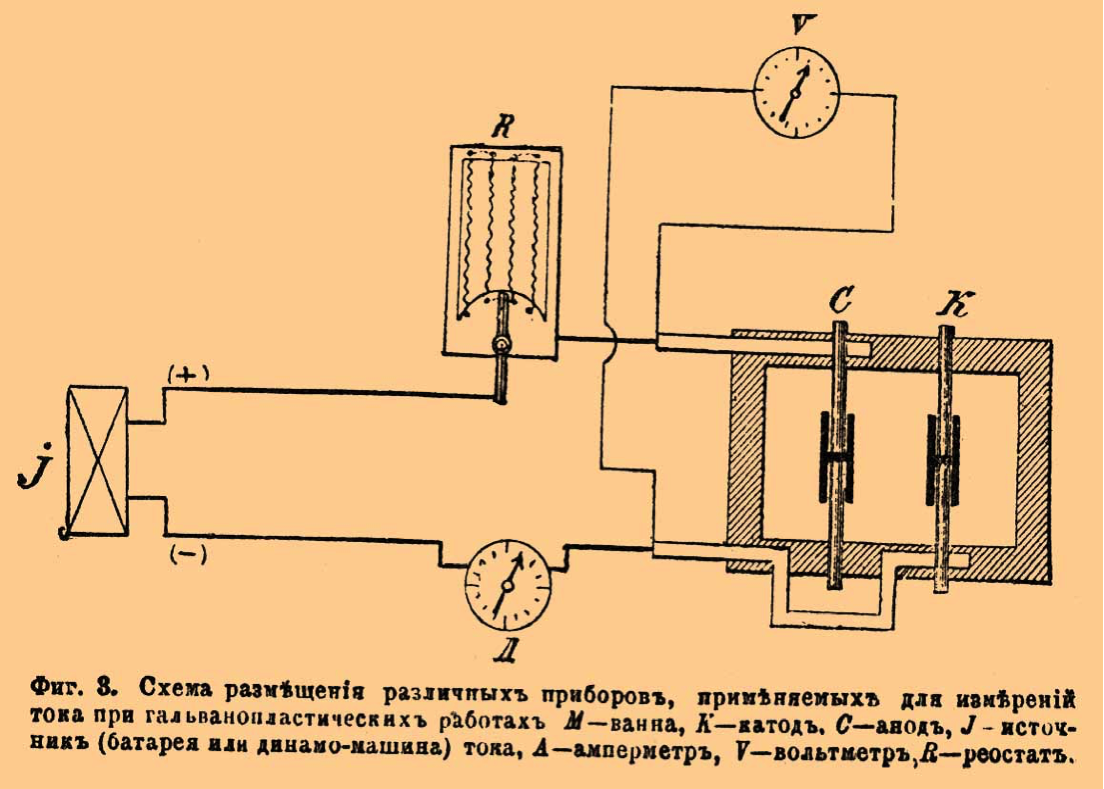
В деятельности каждого грамотного электрика встречаются моменты, требующие точного анализа явлений, происходящих при электролизе. Во многих случаях возникает необходимость точной настройки источников постоянного тока на рабочий режим с различными временны́ми характеристиками для полной автоматизации процесса.
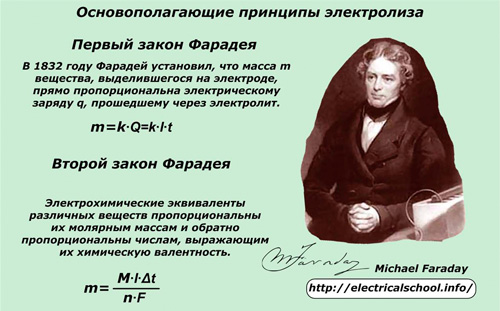
Впервые основные законы, описывающие действие постоянного тока на поведение растворенных в электролитах веществ, установил английский ученый Майкл Фарадей.
Физико-химические процессы электролиза происходят в электролитической ячейке.
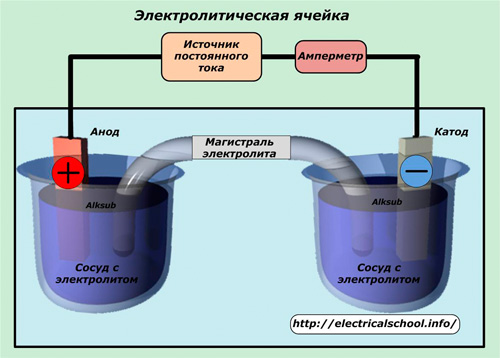
Она изготавливается в сосуде с электролитом. Внутри корпуса размещены два электрода, на которые подаются положительный и отрицательный заряды от управляемого источника постоянного напряжения. Сила тока, протекающего по общей цепи, регулируется по величине и контролируется оператором по измерительным приборам. Автоматизированные электрические ячейки работают под присмотром электроники.
Электрод, на который подается положительный заряд, называют «Анод», а отрицательный — «Катод». Под действием тока в электролите образуются ионы с зарядами противоположных знаков:
Положительно заряженные ионы называют «Катионами» потому, что, они движутся к катоду. Анионы — это ионы отрицательного заряда, притягиваемые к аноду.
Технологии, происходящие при электролизе, находятся на стыке двух наук:
Поэтому исторически сложилась практика, что гальванотехникой занимается специальный раздел электрохимии, изучающий как электрохимические, так и физические явления, которые происходят во время осаждения катионов металла на любом виде анода. Это делается для подбора оптимальных условий технологии, разработки специальных приемов и методов обработки, подбора номинальных режимов оборудования во время осаждения определенных металлов на различных подложках.
На практике гальванотехника давно разделилась на два отдельных, независимых направления:
Эти методы работают примерно по одинаковым технологиям, но отличаются материалами основы, на которую наносится гальваническое покрытие.
Это способ создания поверхностной копии объемного изображения неметаллической детали. Материалами основы могут служить легкообрабатываемые гипс, камень, дерево, пластмассовые заготовки и другие вещества.
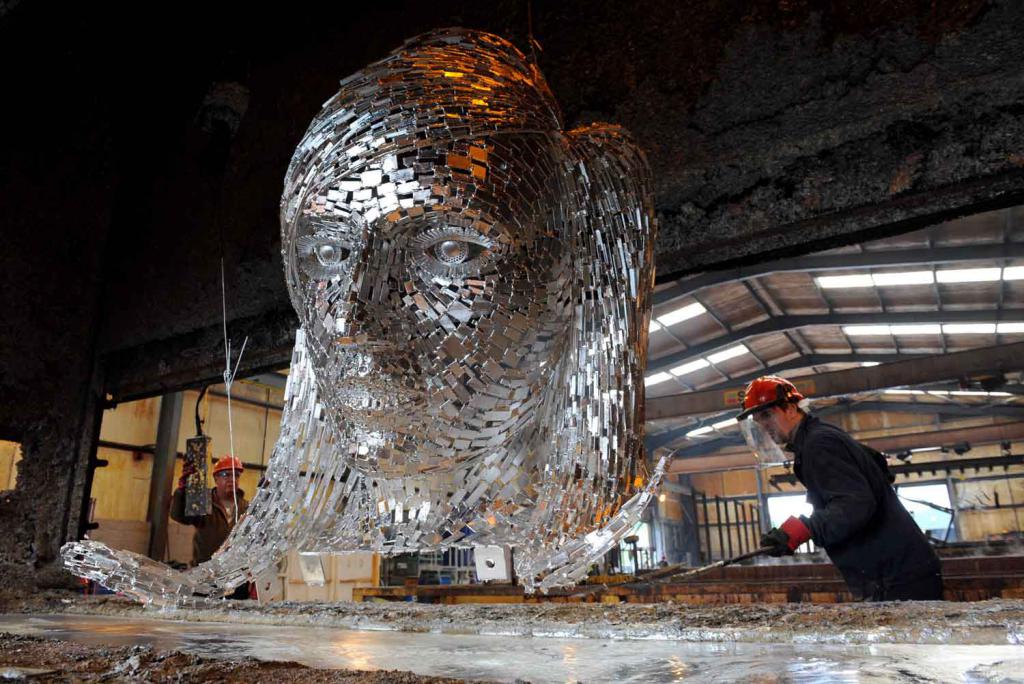
В художественных мастерских создают уникальные формы украшений при покрытии слоем металла листочков различных деревьев, цветков, насекомых.
Основоположником гальванопластики считается россиянин Борис Семенович Якоби, разработавший технологию, позволившую создать знаменитые металлические скульптуры, которые украшают до сих пор здание Исаакиевского собора в Санкт Петербурге. За эту работу он получил всемирное признание, был поощрен самой почетной для ученых России Демидовской премией и награжден большой золотой медалью во время прохождения торжественной церемонии на Парижской выставке.

Толщина изделий, создаваемых методами гальванопластики, отличается увеличенными размерами для придания им прочности при эксплуатации. Она может достигать от 0,25 до двух и более миллиметров. Это реализуется длительностью протекания электрохимических процессов.
Гальванопластикой в художественных изделиях чаще всего наносят цветные благородные металлы:
Для технических целей используют:
При золочении, серебрении, никелировании медь применяют как промежуточный слой в технологических процессах гальванопластики.
Этот прием гальванического покрытия основан на нанесении тонкого слоя защитного металла на поверхность металлической детали или группы предметов. Верхнее покрытие может выполнять различные функции:
предохранения от коррозии;
облагораживания внешнего вида;
придания поверхности различных электрических свойств с целью улучшения токопроводимости либо повышения изоляционных характеристик;
поднятия противозадирочных характеристик прочности;
улучшения адгезии при гуммировании сталей;
повышения сцепляемости для припоев и ряд других свойств.
Широкий ассортимент изделий, покрытых методами гальваностегии, можно встретить во всех окружающих нас предметах.

На приведенной картинке показаны обработанные детали, которые окружают нас в быту: декорированные элементы мебели и светильников, защитные покрытия бытовой техники и консервных банок.
Качество наносимого слоя на изделие зависит от структуры создаваемого покрытия. В технических целях используются наиболее мелкозернистые и одновременно плотные слои осадков. Они создаются:
подбором компонентов и состава электролита;
поддержанием оптимального температурного режима рабочей среды при электролизе;
уставками тока, стабильностью его плотности и длительностью производственного цикла.
Виды гальванических покрытий
Слой золота придает изделиям богатый вид, защищает от коррозии, увеличивает отражательные способности изделия. Токопроводящие свойства позолоченных поверхностей успешно работают в электронных приборах.
Серебреное покрытие используется в этих же целях и, одновременно, часто применяется для улучшения токопроводящих свойств силовых цепей. Его наносят на контакты пускателей, контакторов, электромагнитных и статических реле, ножки операционных усилителей, микросхем и других электронных компонентов.
Никелирование позволяет изделиям из стали, меди и ее сплавов, алюминия, цинка и реже вольфрама, титана и молибдена придавать декоративный вид и обеспечивать защиту от коррозии не только атмосферного воздействия, но и при работе в условиях:
загрязнения растворами солей, щелочи, слабых кислот;
повышенного воздействия механических истирающих нагрузок.
Хромирование повышает твердость и износостойкость металлов и позволяет восстанавливать отработавшие поверхности трущихся деталей до первоначальных параметров. Изменение характеристик технологического режима позволяет создавать:
матовые покрытия с серым оттенком, обладающие наибольшей твердостью, хрупкостью, но наименьшей износоустойчивостью;
блестящие поверхности с хорошими показателями износостойкости и твердости;
пластичные молочные покрытия с низкой твердостью, но привлекательным видом и хорошими антикоррозионными свойствами. Цинкование позволяет защищать стальные листы и изделия из них от коррозии, часто используется в автомобилестроении и строительстве.
Омеднение стальных изделий защищает от коррозии и повышает токопроводящие свойства металла, применяется для покрытия электрических проводников, работающих на открытом воздухе.
Латунирование не только защищает стальные и алюминиевые сплавы от коррозии, но и обеспечивает их хорошую сцепляемость с резиной.
Бронзирование придает поверхностям уникальный вид.
защиту серебра от потускнения;
высокую химическую стойкость;
повышенное сопротивление износу.
Особенности технологических процессов нанесения гальванического покрытия
Промышленные способы гальванотехники широко используются в производственных процессах.

Разнообразие оборудования и методик нанесения внешнего слоя определяют большое количество технологий наращивания поверхностного металла.
Обычно технологические процессы включают в себя этапы:
1. предварительной подготовки заготовок;
2. наращивания гальванического слоя в ваннах;
3. заключительную обработку детали.
На предварительном этапе производится механическая обработка и декапирование поверхностей:
очистка от окислов и грязи;
закрепление на подвесном оборудовании;
изолирование площадок, не требующих обработки;
Во время проведения анодной обработки заготовок важно соблюдать оптимальные токовые параметры и их продолжительность.
Заключительный этап включает:
проведение нейтрализации остатков электролита на обработанных деталях;
поочередную обработку струями воды с разной температурой;
снятие деталей с элементов подвески;
ликвидация изолированного слоя с закрытых площадок;
выполнение при необходимости термической обработки;
механическую доводку до требуемого размера.
Особенности конструкций современного оборудования для нанесения гальванических покрытий
Для размещения электролита используются гальванические ванны из стойких полимеров:
Их монтируют на прочном металлическом основании вместе с блоками управления в модульных конструкциях.
Высококачественная отмывка деталей обеспечивается методами создания:
Окончательную оценку процесса отмывки осуществляет оператор методами визуального наблюдения.
Смонтированное электрическое оборудование и нагревательные приборы управляются автоматически или оператором. Для ускорения операций выполняется барботаж, покачивания и другие приемы.
Промышленные установки оборудуются защитными устройствами, вытяжными колпаками, бортовыми отсосами, системами очистки сточных вод и позволяют выполнять только определенные процессы, например:
нанесение слоев никель-золото на промышленные изделия;
покрытие никелем, серебром, медью, хромом на подвесках;
никелирование в барабанах;
обработка медью и оловом в маленьких барабанах;
металлизация на подвесках;
очистка сточных вод и другие технологии.
Промышленные установки, используемые на крупных предприятиях, объединяются в производственные линии.

Способы нанесения гальванических покрытий в домашних условиях
Применение способов галваностегии и гальванопластики в бытовых целях под силу любому домашнему мастеру. Однако, перед изготовлением таких устройств следует изучить и учесть правила безопасности, которые необходимо соблюдать при работе с агрессивными жидкостями и электроустановками, обеспечить хорошее проветривание помещений и удаление сточных вод.
Использование ванн из стекла нежелательно по причине их хрупкости. Лучше подбирать сосуды из прочных прозрачных полимеров.
Для протекания электрического тока постоянной величины в небольших резервуарах с электролитом можно использовать конструкции готовых блоков от компьютера или мобильного телефона либо изготовить их самостоятельно под конкретные нужды.
Довольно простые устройства блоков питания от старых радиоприемников с транзисторным регулированием можно найти в интернете или взять за основу следующую схему.
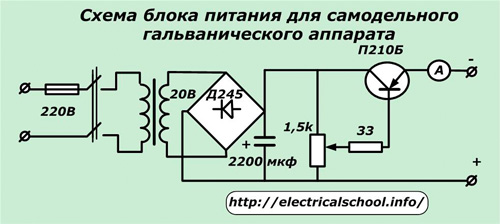
В ней можно применить трансформатор от любого старого телевизора либо намотать его самостоятельно. Номиналы силового транзистора, выпрямительного диодного моста и регулировочного резистора подбираются по мощности нагрузки. Электролитический конденсатор выравнивает сглаженное напряжение. Амперметр встраивается для постоянного контроля величины тока.
Компоновка деталей подобного блока, но с дополнительным узлом транзисторов управления показана на картинке.
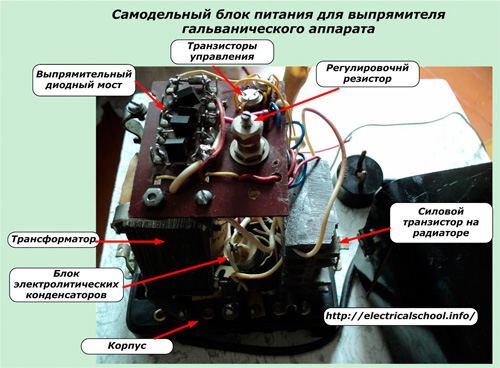
Для лучшего охлаждения силового транзистора использован воздушный радиатор.
Очень просто можно сделать другой блок питания: выводы отдельных контактов «+» и «-»с зарядного устройства мобильника подключить через измерительный прибор и регулировочный нагрузочный резистор соответствующей мощности к электродам гальванической ванны.

Домашнему мастеру при выполнении работ методами гальваностегии или гальванопластики придется самостоятельно проводить эксперименты и записывать их результаты для приобретения опыта. Только так появится мастерство и практические навыки.
Особенности получения гальванического покрытия и его виды
Гальваническое покрытие — это поверхностный слой металла, который образуется на обрабатываемой детали во время электрохимических процессов. Суть гальваники в том, чтобы получить не просто декоративное покрытие из металла на другом металле, а защитный слой на поверхности, который образуется в результате проникновения молекул металла в поверхностном слое обрабатываемой детали. Получается не просто декоративный, а защитный слой, препятствующий развитию коррозийных процессов.
Немного истории
Луиджи Гальвани (1737-1798 гг), чьим именем назван метод осаждения частей одного металла на поверхность другого – гальваника, к посеребрению чайных ложечек и цинкованию алюминиевых вёдер никакого отношения не имел. Он всецело посвятил себя богословию, анатомии, физиологии и физике, был выдающимся врачом своего времени, желавшим понять и объяснить принципы «животного электричества», когда при пропускании тока через отжившую плоть можно наблюдать мышечные сокращения. Он и описал первым возникающую при его опытах разницу потенциалов разных видов металлов и электролита при их контакте. Описал и двинулся дальше в своих электрофизиологических изысканиях.

Применить эту разницу в практических целях пришло в голову обрусевшему немцу Морицу Германну (1801-1874 гг). Переехав на ПМЖ в Россию, Мориц сменил имя на Борис, оставив за собой вторую из старинных фамилий, принадлежавших его роду – Якоби.
В Императорской академии наук над Германном немного посмеивались, за глаза называя его «Яко бы Борис», но и уважением он пользовался колоссальным. Это он – блестящий физик и изобретатель, которому Россия обязана множеству гениальных изобретений, в 1840-ом году пишет труд под названием: «Способ производить по данным образцам из медных растворов медные изделия с помощью электричества или Гальванопластика для прикладных искусств».
Поскольку Якоби использовал в своём изобретении работы Луиджи Гальвани, новый метод «продвижения технологий при производстве монет, оборудования типографий и художественных ремёсел» Борис-Мориц назвал гальванопластикой, прибор, где происходит чудодейство – гальванической ванной. И выглядел он примерно так.
Вот с такого прибора и началась история широко применяемого ныне электрохимического процесса, ставшего целой отдельной отраслью современной промышленности.
Где и для чего применяется метод гальванирования?
Гальваника (раздел науки Электрохимии, изучающий осаждение электролита на поверхность металла) включает в себя 2 полноценных раздела: гальванопластика и гальваностегия. Оба включают в себя непосредственный процесс металлизирования поверхности изделий для получения копий и защиты:
- антикоррозийное гальваническое покрытие (технологическое хромирование, цинкование и т.д.);
- декоративная защита (эстетическое покрытие драгоценными металлами ювелирных изделий);
- придание прочности изделиям из мягких металлов и пластмасс.
В двух последних случаях применяется гальваническое наращивание более толстого слоя металлических осадков – гальванопластика серебром, золотом или их имитация. Гальваностегия «нашла себя» в никелировании, меднении, хромировании, лужении, копировании, металлизации пластика и камня, при производстве сувениров, везде, где требуется электрохимическое покрытие устойчивого в механическом отношении металлом другого материала.
Самый доходный пример гальваностегии – производство компьютерных компакт-дисков, по подобной технологии когда-то выпускались массово виниловые пластинки.
Гальванический способ нанесения металла на выбранную поверхность позволяет получить равномерную металлическую плёнку на деталях любой сложности. И плёнка это будет одинаковой толщины по всей поверхности!
На видео: мастер-класс по гальванике.
Как это происходит?
Участники волшебного действия гальванического покрытия: основа-металл, постоянный ток и металлический электролит. Каков металл – таково и покрытие. Если пропускать ток (напряжение) через свинец, то и покрытие будет свинцовое, если нужна гальванопластика серебра, то и пластина, опущенная в электролит, должна быть серебряная.
Толщина гальванического покрытия драгоценными и полудрагоценными металлами составляет всего 2 микрона (1 мкм равен 0,001 мм), но делает изделие необычайно износостойким, к тому же улучшает его внешний вид. Электролитическая плёнка получается плотной, ровной, без наплывов, пузырьков и пустот, лишая ювелирное изделие хрупкости и придавая ему яркий, отражающий солнце свет, которым не прошедшие гальванизацию украшения не обладают. В частности, коэффициент отражения гальванопластического серебра равен 98%!

Электролит – водный раствор кислот или солей, в котором (под действием тока) молекулы солей и кислот распадаются на ионы. Положительные ионы водорода и металлов стремятся к катоду – электрод со знаком «минус», а отрицательные ионы кислотных остатков – к аноду со знаком «плюс».
Покрываемое изделие выступает в роли катода – принимающая сторона, основа, которой требуется покрытие, а в качестве анода-отдающего используют пластину того металла, чьё гальваническое покрытие хотят получить. Железом? – Пластина железа. Мерцающее холодным инеем родирование? – Пластина благородного родия. И для каждого случая обработка металла будет требовать индивидуального режима электролиза и своей толщины покрытия.
Общими для всех вариантов является так называемая ванна Якоби или гальваническая ванна – сосуд или ёмкость из кислотоустойчивого и не электропроводного материала (стекло, пластик) и источника постоянного тока (батарейка, аккумулятор, выпрямитель). К слову сказать, первую в мире батарейку изобрёл всё тот же «Яко бы Борис».

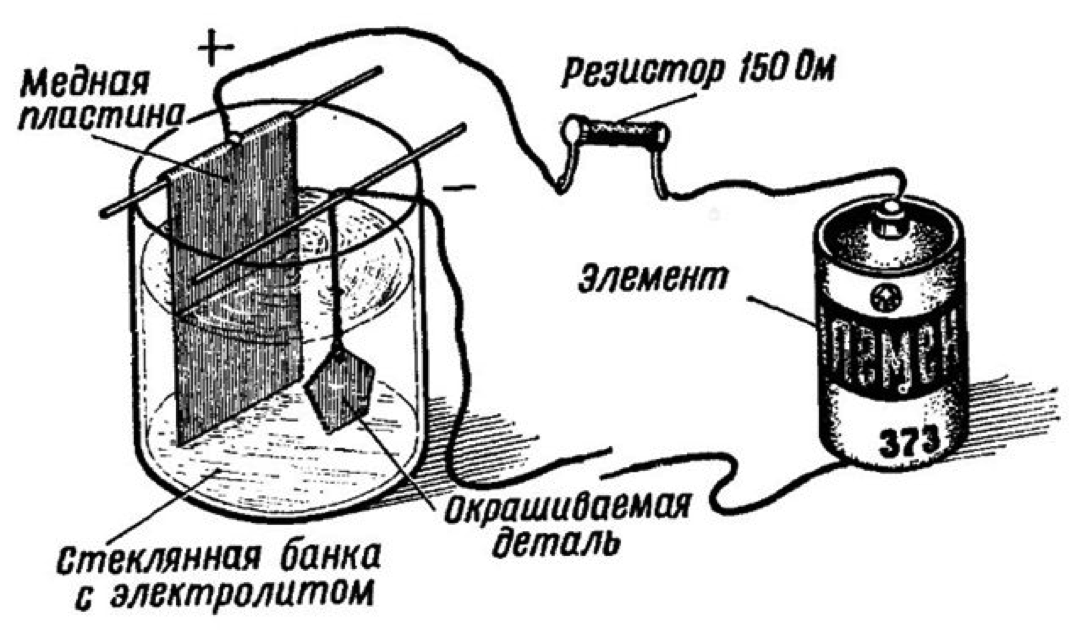
А вот так выглядит «примитивный» кустарный прибор, где может происходить домашняя обработка не только металлов, но и различных милых безделушек для домашнего уюта (раковин, бусин, ключиков и т.п.)
Но, обработка металла другим металлом – это не только увлекательное развлечение и не просто поверхностное блестящее покрытие. Дешевизна и простота выполнения метода, прочность покрытия нашли широкое распространение в машиностроении, авиастроении, радиотехнической, электронной и строительной промышленностях. Это всегда конечная, чистовая обработка.
Что значит чистовая обработка в промышленности? Это значит, что после гальваники изделия для этих сфер промышленности приобретают такие качества, как повышенная твёрдость, увеличение сопротивляемости к износу, стойкость к коррозии, механическая и электрохимическая защита при различных условиях эксплуатации + равномерный по толщине блестящий слой на любой конфигурации деталей, не требующий никаких дополнительных действий. Вот что такое чистовая гальваническая обработка.
Виды основных гальванических покрытий
Хромирование
Слой хрома наносится на поверхности стальных болтов, осей, мерительных инструментов и пр. для придания повышенной твёрдости и увеличения сопротивляемости коррозии таких металлов, как медь и никель. Часто встречается тройной «тулуп»: основа – медь, потом – никель, а затем – хром. Используются и в качестве декоративных напылителей.

Цинкование
Цинк не только устойчив к атмосферным воздействиям, но и являясь анодным металлом, обеспечивает деталям повышенную механическую и электрохимическую защиту. Цинкование может быть блестящее, как в случае с хромом, а может иметь матовую поверхность, что не влияет на его устойчивость к загрязнениям и коррозии.

Настал или насталение
Так называется гальваническое покрытие железом «слабых» металлов. Например – медь. Детали и элементы из этого красного металла очень быстро изнашиваются. Покрытие их гальваническим железом придаёт им твёрдость стали, к тому же светло-серебристая плёнка из такого железа практически не ржавеет.
Гальваника алюминиевых сплавов
Гальванируют такие сплавы с целью сочетать ряд ценных качеств алюминия и покрытия. Для защитных и декоративных функций гальваническое покрытие алюминия будут осуществлять комбинированный сплав меди, никеля и хрома. Для придания антифрикционных свойств деталям машин (втулки, подшипники и пр. детали, работающие при скольжении) применяется гальваника из свинца и олова или олова и меди.
Для ускорения пайки алюминиевых деталей гальваническое покрытие должно быть оловянным или серебряным. Латунь – для адгезии алюминия с резиной (горячее прессование). От заедания резьбовых деталей из алюминия – цинкование. Сопряжение узлов алюминий + сталь или медь – кадмий.
Гальваническое травление
Это единственный способ гальваники, где используется не постоянный, а переменный ток. К тому же «обряд» травления (нанесения рисунка на желаемый предмет) легко провести в домашних условиях. Для этого понадобятся гальваническая ванночка (любой подходящий пластиковый контейнер), трансформатор, способный понижать ток до 6В, 2 пластины из меди и железа и 2 металлических стержня-штанги.
Процесс травления осуществляется так:
- Нагрейте слегка пластины и покройте тонким слоем воска или парафина. Нанесите на восковую поверхность любой желаемый рисунок.
- Повесьте пластины «лицом» друг к другу на штангах-стержнях на расстоянии 1,5-2 см.
- Залейте в пластиковый контейнер раствор обыкновенной поваренной соли (2-3 ст.л. на 1 л воды) и подайте напряжение.
- Через 40 мин. ток отключаем, пластины вынимаем, промываем и аккуратно нагреваем до той температуры, когда воск легко счищается без соскабливания.
Теперь с радостью рассматриваем травлёный на пластинах гальванический узор – точную копию нанесённого ранее рисунка. Это, конечно, не аэрография на кузове любимого авто, но вытравить собственный узор на лезвии охотничьего ножа вы точно сможете!

Сегодня без гальваники уже не обойтись. Подвергаются серебрению, золочению, родированию повреждённые и поцарапанные серёжки, колечки и кулончики. Заполняются сколы и дырочки, выравниваются поверхности деталей и кузовов автомобилей. В сантехнических магазинах мы любуемся блестящими кранами-смесителями, выбираем хромированные трубы и прицениваемся к золочёным столовым приборам. И всё это потому, что практически все отрасли промышленности взяли на вооружение метод Бориса-Морица Якоба-Германна.
Кустарная гальваника (1 видео)
Гальваническое покрытие: назначение, виды, нанесение

- Что такое гальванизация?
- Совместимость материалов
- Область применения гальванических покрытий
- Виды гальванических покрытий
- Получение гальванического покрытия в домашних условиях
Что такое гальванизация?
Гальванизация – это электрохимический процесс, где участвует электролит, электрический ток, два электрода и обрабатываемая деталь. При этом металлический слой не просто наносится на поверхность, а проникает на молекулярном уровне в основание детали.
Для гальванизации необходимо, чтобы обрабатываемое изделие было идеально чистым. Для очистки и обезжиривания поверхностей можно использовать специальные органические растворители, которые не приведут к образованию коррозии.

Например, для этих целей подойдет очиститель металла MODENGY. Он хорошо удаляет разнородные загрязнения, такие как нефтепродукты, силиконовые, минеральные, синтетические масла, консервационные составы, адсорбированные пленки газов, влагу и т.д. Средство быстро испаряется и не оставляет следов.
В большинстве случаев для подготовки поверхности к гальванизации достаточно очистить и обезжирить поверхности. Можно также выполнить пескоструйную обработку и последующую шлифовку с применением специальных паст и наждачной бумаги.
Очень важно, чтобы покрываемая деталь имела идеальную поверхность без каких-либо раковин, царапин и сколов.
Рассмотрим сам процесс гальванизации. Подготовленное изделие погружается в раствор электролита и на него подается отрицательный заряд, который превращает деталь в катод. В электролите также находится специальная пластина из металла, который в дальнейшем и станет покрытием. Она является анодом. При подаче электричества металл с анода растворяется в растворе и переносится на отрицательно заряженный катод, в роли которого выступает обрабатываемая деталь. Таким образом на поверхностях образуется равномерный тонкий слой гальванического покрытия.
Данный метод гальванизации называется анодным. Благодаря ему при образовании коррозии в первую очередь разрушается само покрытие, а металл под ним в течение длительно времени сохраняет целостность.
Существует и другой способ – катодное напыление. Он используется гораздо реже, так как при нарушении защитного слоя разрушение металла под ним происходит более интенсивно, что обусловлено самой технологией нанесения.

Средой для перемещения металла с анода на катод выступает электролит. Он находится в специальных емкостях, объем которых зависит от производственных задач.
Крупногабаритные изделия подвешиваются в объемных ваннах. Небольшие детали покрываются в барабанных емкостях, где отрицательный заряд имеет сам барабан, который вращается в электролите. Для покрытия очень мелких изделий используются наливные ванны колокольного типа, которые при работе медленно вращаются, благодаря чему детали равномерно покрываются защитным слоем.
Большое значение играет плотность тока, проходящего через электролит. Она влияет на структуру формируемого слоя. Данная величина измеряется как отношение силы тока к единице поверхности обрабатываемой детали.
Если плотность тока слишком низкая, осадок вообще не образуется, а при слишком большой количество отложений превысит допустимую норму, что отрицательно скажется на качестве покрытия. Именно поэтому при осуществлении гальванизации следует постоянно контролировать данную величину.
Толщина готового гальванического покрытия может варьироваться от 6 до 20 микрон. Она зависит от особенностей материалов, которые участвуют в процессе нанесения. Адгезия металлического покрытия с основанием детали определяется при помощи специальных тестов.
Для проведения гальванизации очень важно помнить о совместимости материалов. Все металлы в соединениях корродируют. В некоторых случаях этот процесс протекает с низкой скоростью. Но существуют материалы, которые нельзя соединять вместе.
Например, при работе с алюминием и его сплавами достаточно сложно работать, так как их поверхность покрыта окисной пленкой, затрудняющей нанесение гальванического покрытия.
Для гальванизации алюминия можно использовать следующие сочетания материалов:
Что такое гальваника металла, детали и виды процесса
Описание процесса гальванического покрытия металла. В каких случаях применяется и с какой целью. Методы гальванирования. Применяемое оборудование и материалы для нанесения покрытий.

Операция гальванического покрытия металлов заключается в нанесении на поверхность металлического изделия тонкой пленки из такого же материала с использованием электролита. В процессе обработки детали молекулы покрывающего металла переносятся токопроводящим раствором и проникают в верхний слой изделия. В итоге происходит внедрение одного металла в поверхностное пространство другого.
Как результат, такой гальванический метод позволяет металлоизделиям приобретать дополнительную твердость, устойчивость к коррозии и износостойкость. У металла с гальваническим покрытием значительно повышается декоративность.
Для проведения гальванического процесса необходима ванна, которая является основой всего оборудования. В нее заливается токопроводящий раствор, в который помещаются 2 анода.
Для гальванизации металлов существуют линии оборудования. Устанавливаются они в отдельных цехах. Поскольку работа связана с химическими реактивами, в помещении монтируется вентиляция.
Несмотря на сложность гальванического процесса, он достаточно хорошо изучен. Поэтому его можно проводить и в домашних условиях. При этом следует помнить основное правило: общая площадь анодов должна превышать этот же параметр обрабатываемой детали.

Для чего гальванизируют металл
Во время гальванической обработки металла преследуются определенные цели. Все зависит от условий, в которых будет работать данное изделие, и требований, которые к нему будут применяться.
Цели гальванизации металла бывают следующие:
- Придание поверхностному слою защитных функций. Как вариант – никелирование.
- В целях улучшения декоративности предметов. Например, хромирование.
- Для получения копий деталей, отличающихся сложностью рельефа поверхности.
- Нашло широкое применение гальваническое цинкование продукции. Проводится оно с трубопрокатными, кровельными и строительными конструкциями. Это придает им устойчивость в условиях повышенной влажности.
- В ювелирном деле. Поверхностный слой украшений насыщается золотом и серебром. При этом не только улучшаются декоративные качества продукции, но и верхний слой золотых изделий увеличивает свою твердость в 2 раза.
Процесс гальванизации металлов отличается характерной особенностью. На поверхности изделий формируется пленка. Вне зависимости от сложности конфигурации ее толщина везде будет одинаковая. Это особенно важно, когда на первый план выходит внешний вид продукции.
Методы гальваники
- Гальваническое катодное напыление. Такая технология покрытия металла отличается тем, что при небольшом ее нарушении происходит быстрая коррозия основного изделия. Этому процессу способствует сам поверхностный слой. В качестве примера можно привести лужение оловом.
- Гальваническое анодное нанесение. Относится к надежным гальваническим покрытиям. При возникновении угрозы коррозии в первую очередь начинаются разрушения в поверхностном слое. Основной металл длительное время сохраняет первоначальную форму. При этом он надежно защищен не только от внешней среды, но и от механических воздействий.
Процесс гальванического покрытия металла
Гальваническая обработка металла состоит из 3 этапов:
- Подготовка. Это наиболее трудоемкий процесс. В случае наличия на поверхности металла жира, заусенцев или пыли качество гальванизирования будет низким. Изделия должны быть обработаны вручную или на пескоструйной машине. При наличии остатков жира их следует обработать химическим раствором.
- Сам процесс гальванической обработки металла. Электролит заливается в ванну, в него помещаются 2 анода и покрываемая деталь. Проводится нагрев электролита с помощью специального устройства до температуры, указанной в технологии. Затем включается ток, который контролируется регулятором напряжения. Катодом является сама деталь. Положительно заряженные ионы движутся через электролит и оседают на отрицательно заряженном изделии, образуя поверхностный слой. Длительность второго этапа продолжается до тех пор, пока поверхностный слой металла не достигнет требуемой величины.
- После гальванической процедуры детали нуждаются в дополнительной обработке. Заключается она в осветлении, пассивировании или промасливании поверхности. Для этого изделия погружаются в специальный раствор с реактивами. В результате идет образование поверхностной пленки толщиной 1 мм.
О совместимости гальванических пар таблица дает наглядное представление.
| Металл | Алюминий | Бронза | Дюраль | Латунь | Медь | Никель | Олово | Сплав олово со свинцом | Углеродистая сталь и чугун | Хром | Цинк |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Алюминий | + | — | + | — | — | — | — | — | + | — | + |
| Бронза | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Дюраль | + | — | + | — | — | — | — | — | + | — | + |
| Латунь | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Медь | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Никель | — | + | — | + | + | + | Пайка | Пайка | + | Отсутствуют данные | + |
| Олово | — | Пайка | — | Пайка | Пайка | Отсутствуют данные | + | + | + | Отсутствуют данные | + |
| Сплав свинца с оловом | — | Пайка | — | Пайка | Пайка | Пайка | + | + | + | Отсутствуют данные | + |
| Углеродистая сталь и чугун | + | — | + | — | — | + | + | + | + | + | + |
| Хром | — | + | — | + | + | Отсутствуют данные | Отсутствуют данные | Отсутствуют данные | + | + | + |
| Цинк | + | — | + | — | — | + | + | + | + | + | + |
Используемые материалы и оборудование
Исключение составляет холодное цинкование, совершаемое «Гальвонолом». Это жидкая суспензия, которая непосредственно наносится на металл. Отличается неустойчивостью к некоторым растворителям, поэтому нуждается в финишном покрытии.
Различается несколько групп гальванических ванн:
- Крупные. Рассчитаны на крупногабаритные изделия.
- Средние. В них нет возможности поместить большое изделие. При этом они остаются наиболее востребованными в условиях средних масштабов производства.
- Мелкие. В них можно проводить гальванизацию только мелких деталей.
В ванну помещаются анодные пластины. Изготавливаются из разных материалов. Их основная задача заключается в восполнении убывающего металла с изделия в процессе гальванизации.
Важными составляющими являются разновидность электролита и плотность тока. Эти параметры меняются в зависимости от вида операции.

Составы цианидных ванн для серебрения представлены в таблице.
| Состав | Номер электролита | |||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| Цианистое серебро | 2 | 6 | 30 | 100 |
| Цианистый натрий | 70 | 70 | — | — |
| Цианистый калий | — | — | 70 | 100 |
| Углекислый натрий | 10 | 10 | — | — |
| Углекислый калий | — | — | 10 | 25 |
| Гипосульфит натрия | — | — | 0,4 | 0,5 |
| Аммиак водный, мл/л | — | — | 1-2 | 2 |
| Едкий калий | — | — | — | 15 |
Величина плотности тока оказывает влияние на структуру формируемого осадка. Измеряется как отношение силы тока к единице поверхности обрабатываемой детали.
Такой параметр имеет важное значение во время работы. При низкой величине плотности осадка вообще не образуется. Слишком большая его величина приводит к образованию порошкового отложения. Поэтому гальванический процесс требует контроля этого показателя.
Виды гальванических покрытий
- хромирование;
- цинкование;
- травление;
- золочение и серебрение;
- меднение;
- латунирование;
- гальваника алюминия.
Хромирование
Это процесс внедрения в поверхность металла хрома с использование электролита под воздействием тока. В результате изделие приобретает коррозионную устойчивость к агрессивной среде. Увеличивается твердость поверхностного слоя. Обработанные детали находят применение во многих отраслях промышленности.
Цинкование
Травление
Травление – это электролитическое снятие поверхностного слоя с изделия. Процедура проводится с целью обнаружения внутренних дефектов, устранения ржавчины или окислов. После такой операции часто детали подвергаются финишному покрытию. Обработанные поверхности заготовок хорошо сопрягаются друг с другом.
Золочение и серебрение
Золочение и серебрение применяются в ювелирном деле. Ванна заполняется электролитом, куда опускается обрабатываемое украшение. В электролите растворяются ионы серебра или золота. По окончании процедуры на поверхности изделия образуется тонкий поверхностный слой драгоценного металла.
Меднение
Латунирование
При работе используются цианистые электролиты меди, цинка, натрия или калия. Латунная поверхность наносится с целью улучшения декоративных качеств. Особенно это касается белого латунирования. Еще такой обработке подвергаются стальные заготовки, которые обклеиваются резиной.
Гальваника алюминия
К гальваническим покрытиям алюминия относятся сочетания:
- медь – никель – хром;
- никель – хром;
- свинец – олово;
- медь – олово;
- латунирование;
- цинкование.
Работа с алюминием и его сплавами сопровождается определенными трудностями. На их поверхностях присутствует окисная пленка, которая затрудняет процесс гальванизации.
Гальваническое покрытие металлических изделий проводится не только в промышленных масштабах. Домашние условия тоже позволяют заняться этим видом деятельности. Если у кого-то есть опыт проведения таких мероприятий, большая просьба поделиться им в комментариях к этой статье.
Гальваническое покрытие. Технология гальванических покрытий. Гальваника
Гальванической покрытие представляет собой метод покрытия одного металла каким-то другим посредством электролиза. Эта процедура осуществляется с использованием традиционных методов погружения. После предварительной подготовки печатные платы загружают в гальваническую ванну, представляющую собой емкость из диэлектрика, которая наполнена электролитом и снабжена анодами (они могут быть растворимыми и нерастворимыми), а также устройством для поддержания температуры и перемешивания раствора.

Обработка плат
Пропускание постоянного тока приводит к тому, что непокрытые защитной маской и подключенные к электроду участки платы покрываются слоем никеля или золота определенной толщины. Правильное расположение анодов гарантирует, что толщина покрытия будет примерно равномерной.
Золочение печатных плат обычно производится с использованием двухстадийного процесса. Сначала их погружают в ванну, где гальваническим способом наносится никель. При этом используется высокая плотность тока, благодаря которой из кислого раствора осаждается слой никеля, толщина которого составляет 0,05-0,1 мкм. Благодаря этому обеспечивается прочное сцепление никеля и меди, что позволяет уменьшить пористость покрытия, а также предотвратить проникновения меди в золотой слой. После промывки изделия обычно перемещают в ванну золочения, где производится наращивание слоя золота до 0,5 мкм из электролита.
Гальваника и декорирование
Уже в древние времена существовала декоративная отделка художественных металлов. Современное производство предполагает, что для придания каких-то особых свойств поверхности металла будет использоваться гальваническая обработка. Защитные покрытия из благородных металлов можно получить благодаря осаждению металлов из солевых растворов под действием электрического тока. Благодаря таким покрытиям удается достаточно длительное время сохранить цвет и блеск ювелирных изделий. Они не только предотвращают потемнение изделий, но и обладают превосходным полирующим эффектом. К примеру, гальваническое покрытие золотом или серебром позволяет надолго сохранить цвет и блеск ювелирного изделия.
Существует несколько разных вариантов этого процесса, каждый из которых предполагает использование того или иного металла:

Хромирование
Это диффузное насыщение стальной поверхности хромом либо осаждение на детали слоя вещества из электролита под действием электротока. В данном случае гальваника ориентирована на защиту от коррозии, применяется для декорирования либо для увеличения степени твердости поверхности. Хромирование в промышленности может использоваться и для декорирования. В данном случае основная цель процедуры – придание металлической поверхности красивого эффектного блеска. Деталь перед нанесением хрома должна быть отполирована.
Свойства покрытия
Твердое хромовое покрытие характеризуется жаростойкостью, высокой степенью износостойкости, плохой смачиваемостью, низким коэффициентом трения, а также незначительной пластичностью. Кроме того, поверхность получает такие свойства, как устойчивость в плане трения, способность выдерживать распределительную нагрузку, а также недостатком, связанным с легкостью разрушения под действием сосредоточенных ударных нагрузок. Гальваническое покрытие в форме молочного хрома обладает невысокой степенью износостойкости и твердости, малой пористостью. Поверхность получает защиту от коррозии, при этом сохраняя привлекательный декоративный вид.

Использование хромирования в промышленности
Основная цель, с которой оно используется в промышленности, это придание детали таких свойств, как повышенная износостойкость, увеличенная устойчивость к коррозии, а также сниженное трение. Благодаря этому процессу сталь становится прочнее, не подвергается газовой коррозии, а также не разрушается в морской и обычной воде, азотной кислоте. Гальваническое покрытие данного типа приводит к тому, что поверхностные дефекты становятся только значительнее, из-за чего требуется производить последующую обработку, так как в данном случае нет эффекта выравнивания.
Меднение
Использование медных покрытий актуально в тех случаях, когда требуется повысить электропроводность, а также их применяют в качестве промежуточного слоя на стальных изделиях перед тем, как будет нанесено хромовое, никелевое или иное покрытие. Так удается обеспечить более качественное сцепление, а также повысить защитную способность. Гальваническое покрытие медью обычно не используется в качестве самостоятельного или декоративного. Благодаря тому, что данный металл способен предотвращать образование искр, изделие можно использовать в нефтяной и газовой промышленности.

Применение меднения
Данный процесс используется для нанесения покрытия из меди на стальные изделия либо на стальную проволоку. Часто этот вид покрытия применяется для защиты отдельных участков изделий из стали от цемента, а обработке при этом подвергаются те участки, которые дальше предполагается обрабатывать резанием.
Гальванические покрытия металлов в данном случае часто применяются в нефтегазовой отрасли, чтобы исключить образование искр, в электроэнергетической сфере для последующего нанесения многослойных покрытий, предназначенных для защиты и декорирования, в производстве печатных плат, для улучшения пайки, а также для многого другого. Поверхность приобретает цвет от светло-розового до темно-красного. Оттенки обычно не нормируются.

Одним из наиболее распространенных методов для защиты металлических изделий является цинкование. Обычно его применяют для обработки разнообразных легированных или углеродистых марок стали. Нанесение гальванических покрытий данного типа достаточно востребовано для защиты изделий из проволоки и крепежных элементов. Попадая во влажную среду, цинковая поверхность выступает в качестве анода, благодаря чему замедляются окислительные реакции, а основной металл при этом получает надежную защиту от негативных факторов среды.
Гальваника данного типа может использоваться только после того, как металлических изделия будут обработаны особым образом. Для этого следует очистить их от ржавчины, окалины, технических средств смазочно-охлаждающего назначения. Когда процесс гальванического цинкования будет завершен, изделие должно подвергнуться осветлению, то есть его протравливают слабым раствором азотной кислоты, после чего проводят пассивацию. Так не только удается увеличить устойчивость оцинкованных изделий к негативным факторам, но и сделать их более декоративными, то есть придать блеск и определенный оттенок. Технология гальванических покрытий в данном случае предполагает толщину цинкового слоя от 6 мкм до 1,5 мм.

Никелирование
Защита металлических изделий может осуществляться с использованием различных технологий. Одной из наиболее востребованных и распространенных на данный момент является никелирование. Такая популярность объясняется химическими свойствами никеля. Он обладает высокой степенью устойчивости к коррозии в водной среде, а оксид никеля предотвращает последующее окисление металла. Помимо этого, никель слабо поддается воздействию солей, кислот и щелочей, за исключением азотной кислоты. К примеру, гальваническое покрытие толщиной 0,125 мм надежно защищает от большинства промышленных газов, характеризующихся повышенной агрессивностью. Очень важен и такой момент: никелированию поддаются почти все металлы, благодаря чему такой способ можно применять для дополнительной обработки изделий.
Использование никелирования уместно для решения целого ряда задач:
— обеспечение защиты металлических изделий;
— использование в качестве декоративного покрытия;
— формирование предварительного слоя, который будет подвергнут дальнейшей обработке;
— восстановление деталей и узлов.
Покрытие характеризуется повышенной износостойкостью и твердостью и рекомендовано для деталей, которые работают в условиях трения, в особенности при отсутствии какой-либо смазки, используется для защиты от коррозии, а также обеспечения качественной пайки низкотемпературных припоев, все это прописано в ГОСТ. Гальванические покрытия обладают повышенной хрупкостью, поэтому не рекомендовано производить развальцовку и гибку деталей, прошедших процедуру никелирования. Его рекомендуется применять для сложнопрофилированных деталей. После процедуры термообработки в условиях температуры 400 градусов Цельсия покрытие приобретает максимальную твердость.

Оловянное покрытие характеризуется стойкостью к действию соединений, содержащих серу, поэтому рекомендуется для деталей, которые находятся в контакте с резиной и пластмассами. Среди его свойств можно назвать превосходное сцепление с основным металлом, эластичность, способность к изгибу, вытяжке, штамповке, развальцовке, прессовой посадке, а также хорошее сохранение при свинчивании. Свежеосажденное оловянное покрытие хорошо поддается пайке.
Выводы
Гальваническое покрытие позволяет улучшить токопроводящие характеристики деталей, придавая им превосходные свойства электроизоляции, а также защищая от воздействия различных веществ. Кроме того, этот способ позволяет получить отличные поверхности, имеющие зеркальный вид, а также имитирующие покрытие эмалью. Сложно переоценить, насколько гальваника важна в современном производстве, так как развитие технологий позволило сделать процесс более совершенным.

