
Методы закалки стали 40х и их особенности
Особенности закалки различных видов стали – способы, температура, прочие нюансы
Одним из наиболее распространенных способов термообработки металлов является закалка стали. Именно при помощи закаливания формируются требуемые характеристики готового изделия, а ее неправильное выполнение может привести к излишней мягкости металла (непрокаливание) или к его чрезмерной хрупкости (перекаливание). В нашей статье речь пойдет о том, что такое правильная закалка и что нужно сделать, чтобы ее выполнить.

Какой бывает закалка металла
О том, что воздействие высокой температуры на металл может изменить его структуру и свойства, знали еще древние кузнецы и активно использовали это на практике. В дальнейшем уже научно было установлено, что закалка изделий, изготовленных из стали, предполагающая нагрев и последующее охлаждение металла, позволяет значительно улучшать механические характеристики готовых изделий, значительно увеличивать срок их службы и даже в итоге уменьшать их вес за счет увеличения прочности детали. Что примечательно, закалка деталей из недорогих сортов стали позволяет придать им требуемые характеристики и успешно использовать вместо более дорогостоящих сплавов.
Смысл процесса, который называется закалка изделий из стальных сплавов, заключается в нагреве металла до критической температуры и его последующем охлаждении. Основная цель, которая преследуется такой технологией термообработки, заключается в повышении твердости и прочности металла с одновременным уменьшением его пластичности.
Существуют различные виды закалки и последующего отпуска, отличающиеся режимами проведения, которые и определяют конечный результат. К режимам закалки относятся температура нагрева, время и скорость его выполнения, время выдержки детали в нагретом до заданной температуры состоянии, скорость, с которой осуществляется охлаждение.
Наиболее важным параметром при закалке металлов является температура нагрева, при достижении которой происходит перестройка атомной решетки. Естественно, что для сталей разных сортов значение критической температуры отличается, что зависит, в первую очередь, от уровня содержания в их составе углерода и различных примесей.
После выполнения закалки повышается как твердость, так и хрупкость стали, а на ее поверхности, потерявшей значительное количество углерода, появляется слой окалины. Толщину этого слоя обязательно следует учитывать для расчета припуска на дальнейшую обработку детали.
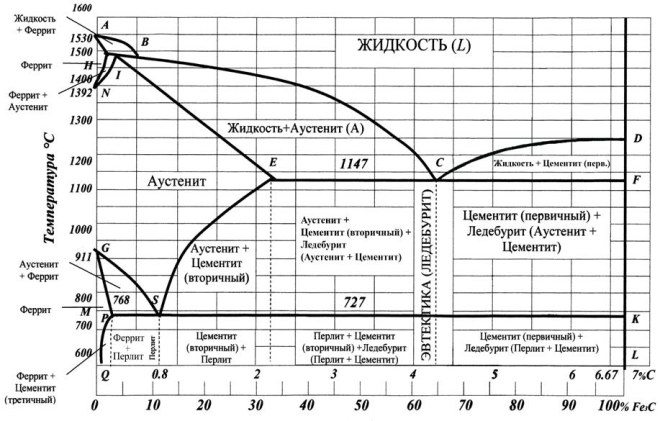
Диаграмма состояний железо-углерод
При выполнении закалки изделий из стальных сплавов, очень важно обеспечить заданную скорость охлаждения детали, в противном случае, уже перестроенная атомная структура металла может перейти в промежуточное состояние. Между тем, слишком быстрое охлаждение тоже нежелательно, так как оно может привести к появлению на детали трещин или к ее деформации. Для того, чтобы избежать образования таких дефектов, скорость охлаждения после падения температуры нагретого металла до 200 градусов Цельсия, несколько замедляют.
Для нагрева деталей, изготовленных из углеродистых сталей, используют камерные печи, которые могут прогреваться до 800 градусов Цельсия. Для закалки отдельных марок стали критическая температура может составлять 1250–1300 градусов Цельсия, поэтому детали из них нагреваются в печах другого типа. Удобство закалки сталей таких марок заключается в том, что изделия из них не подвержены растрескиванию при охлаждении, что исключает необходимость в их предварительном прогреве.
Очень ответственно следует подходить к закалке деталей сложной конфигурации, имеющих тонкие грани и резкие переходы. Чтобы исключить растрескивание и коробление таких деталей в процессе нагрева, его следует проводить в два этапа. На первом этапе такую деталь предварительно прогревают до 500 градусов Цельсия и лишь затем доводят температуру до критического значения.

Нагрев стали при закалке токами высокой частоты
Для качественной закалки сталей важно обеспечить не только уровень нагрева, но и его равномерность. Если деталь отличается массивностью или сложной конфигурацией, обеспечить равномерность ее нагрева можно только в несколько подходов. В таких случаях нагревание производится с двумя выдержками, которые необходимы для того, чтобы достигнутая температура равномерно распределилась по всему объему детали. Увеличивается суммарное время нагревания и в том случае, если в печь одновременно помещаются сразу несколько деталей.
Как избежать образования окалины и обезуглероживания при закалке
Многие детали из стали проходят закалку уже после того, как была выполнена их финишная обработка. В таких случаях недопустимо, чтобы поверхность деталей была обезуглерожена или на ней образовалась окалина. Существуют способы закалки изделий из стали, которые позволяют избежать таких проблем. Закалка, выполняемая в среде защитного газа, который нагнетается в полость нагревательной печи, может быть отнесена к наиболее передовому из таких способов. Следует иметь в виду, что используют такой метод лишь в том случае, если печь для нагрева полностью герметична.

На фото виден момент гидросбива на стане горячей прокатки — удаление окалины
Более простым способом, позволяющим избежать обезуглероживания поверхности металла при закалке, является применение чугунной стружки и отработанного карбюризатора. Для того чтобы защитить поверхность детали при нагревании, ее помещают в специальную емкость, в которую предварительно засыпаны эти компоненты. Для предотвращения попадания в такую емкость окружающего воздуха, который может вызвать процессы окисления, снаружи ее тщательно обмазывают глиной.
Если после закалки металла его охлаждают не в масле, а в соляной ванне, ее следует регулярно раскислять (не менее двух раз за смену), чтобы избежать обезуглероживания поверхности детали и появления на ней окисла. Для раскисления соляных ванн могут быть использованы борная кислота, бурая соль или древесный уголь. Последний обычно помещают в специальный стакан с крышкой, в стенках которого имеется множество отверстий. Опускать такой стакан в соляную ванну следует очень осторожно, так как в этот момент на ее поверхности вспыхивает пламя, которое затухает через некоторое время.
Существует простой способ, позволяющий проверить качество раскисления соляной ванны. Для этого в такой ванне нескольких минут (3–5) нагревают обычное лезвие из нержавеющей стали. После соляной ванны лезвие помещают в воду для охлаждения. Если после такой процедуры лезвие не гнется, а ломается, то раскисление ванны прошло успешно.

Объемная закалка толстостенных заготовок
Охлаждение стали при закалке
Основу большинства охлаждающих жидкостей, используемых при закалке изделий из сталей, составляет вода. При этом важно, чтобы такая вода не содержала в своем составе примесей солей и моющих средств, которые могут значительно повлиять на скорость охлаждения. Емкость, в которой содержится вода для закалки изделий из металла, не рекомендуется использовать в других целях. Важно также учитывать и то, что для охлаждения металла в процессе закалки, нельзя использовать проточную воду. Оптимальной для охлаждающей жидкости считается температура в 30 градусов Цельсия.
Закалка изделий из стали с использованием для их охлаждения обычной воды, имеет ряд существенных недостатков. Самый главный из них — это растрескивание и коробление деталей после их охлаждения. Как правило, таким способом охлаждения пользуются, когда выполняется цементирование металла, поверхностная закалка стали или термическая обработка деталей простой конфигурации, которые в дальнейшем будут подвергаться финишной обработке.
Для изделий сложной формы, изготовленных из конструкционных сталей, применяют другой тип охлаждающей жидкости – 50%-й раствор каустической соды, нагретый до температуры 60 градусов Цельсия. После охлаждения в таком растворе закаленная сталь приобретает светлый оттенок.
Очень важно при работе с каустической содой соблюдать технику безопасности, обязательно использовать вытяжку, размещаемую над ванной. При опускании раскаленной детали в раствор образуются пары, очень вредные для здоровья человека.

Закалка стали в муфельной печи
Лучшей охлаждающей жидкостью для тонкостенных деталей из углеродистых сталей и изделий, выполненных из легированных сплавов, являются минеральные масла, которые обеспечивают постоянную (изотермическую) температуру охлаждения, вне зависимости от условий окружающей среды. Главное, чего следует избегать при использовании такой технической жидкости, — это попадания в нее воды, что может привести к растрескиванию деталей в процессе их охлаждения. Однако, если в такую охлаждающую жидкость все же попала вода, ее можно легко удалить из нее, нагрев масло до температуры, превышающей температуру кипения воды.
У закалки стали с использованием масла в качестве охлаждающей жидкости есть ряд существенных недостатков, о которых обязательно стоит знать. При контакте масла с раскаленной деталью выделяются пары, вредные для человеческого здоровья, кроме того, масло в этот момент может загореться. У масляной ванны есть и такое свойство: после ее использования на детали остается налет, а сама охлаждающая жидкость со временем теряет свою эффективность.
Все эти факторы следует учитывать при выполнении закалки металлов в масляной среде и принимать следующие меры безопасности:
- погружать детали в масляную ванну при помощи щипцов с длинными ручками;
- все работы выполнять в специальной маске из закаленного стекла и в перчатках, изготовленных из толстой ткани с огнеупорными свойствами или из грубой кожи;
- надежно защищать плечи, шею, грудь рабочей одеждой, изготовленной из толстой огнеупорной ткани.

Охлаждение в масляной ванне
Для закалки сталей отдельных марок охлаждение осуществляют при помощи потока воздуха, создаваемого специальным компрессором. Очень важно, чтобы охлаждающий воздух был совершенно сухим, так как содержащаяся в нем влага может вызвать растрескивание поверхности металла.
Существуют способы закалки стали, при которых используют комбинированное охлаждение. К ним обращаются для охлаждения деталей из углеродистых сталей, имеющих сложный химический состав. Суть таких способов закалки заключается в том, что сначала нагретую деталь помещают в воду, где за короткое время (несколько секунд) ее температура снижается до 200 градусов, дальнейшее охлаждение детали проводят уже в масляной ванне, куда ее следует переместить очень оперативно.
Выполнение закалки и отпуска стальных деталей в домашних условиях
Термическая обработка металлических изделий, в том числе поверхностная закалка стали, не только увеличивает твердость и прочность сплава, но и значительно повышает внутренние напряжения в его структуре. Чтобы снять эти напряжения, способные в процессе эксплуатации детали привести к ее поломке, необходимо отпустить изделие из стали.
Следует иметь в виду, что такая технологическая операция приводит к некоторому снижению твердости стали, но увеличивает ее пластичность. Для выполнения отпуска, суть которого состоит в постепенном уменьшении температуры нагретой детали и ее выдерживании при определенном температурном режиме, используются печи, соляные и масляные ванны.

Закалка и отпуск стали в домашних условиях
Температуры, при которых выполняется отпуск, отличаются для различных сортов стали. Так, отпуск быстрорежущих сплавов проводится при температуре 540 градусов Цельсия, а для сталей с твердостью на уровне HRC 59-60 достаточно и 150 градусов. Что характерно, при отпуске быстрорежущих сплавов их твердость даже возрастает, а во втором случае ее уровень понижается, но значительно повышается показатель пластичности.
Закалка и отпуск изделий из стали, в том числе и нержавеющих сортов, вполне допустима (и, более того, часто практикуется) и в домашних условиях, если в этом возникла необходимость. В таких случаях для нагрева изделий из стали можно использовать электроплиты, духовки и даже раскаленный песок. Температуры, до которых следует нагревать стальные изделия в таких случаях, можно подобрать по специальным таблицам. Перед закалкой или отпуском стальных изделий, их необходимо тщательно очистить, на их поверхности не должно содержаться грязи, следов масла и ржавчины.
После очистки изделие из стали следует нагреть так, чтобы оно равномерно раскалилось докрасна. Для того чтобы раскалить его до такого состояния, необходимо выполнять нагрев в несколько подходов. После того, как требуемое состояние достигнуто, нагреваемое изделие следует охладить в масле, а затем сразу поместить в духовку, предварительно разогретую до 200 градусов Цельсия. Затем необходимо постепенно снизить температуру в духовке, доведя ее до отметки в 80 градусов Цельсия.
Данный процесс занимает обычно час. Дальнейшее охлаждение следует проводить на открытом воздухе, исключение составляют лишь изделия из хромоникелевых сталей, для снижения температуры которых используются масляные ванны. Обусловлено это тем, что стали таких марок при медленном охлаждении могут приобрести так называемую отпускную хрупкость.
XII Международная студенческая научная конференция Студенческий научный форум — 2020








Процесс улучшения стали 40Х
- Авторы
- Файлы работы
- Сертификаты
Термообработка стали 40Х — легированная конструкционная сталь предназначена для деталей повышенной прочности такие как оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, губчатые венцы, болты, полуоси, втулки и прочих деталей повышенной прочности. Сталь 40Х также часто используется для производства поковок, штампованных заготовок и деталей трубопроводной арматуры. Однако последние перечисленные детали нуждаются в дополнительной термической обработке, заключающейся в закалке через воду в масле или просто в масле с последующим отпуском в масле или на воздухе.
Расшифровка марки стали 40Х. Цифра 40 указывает на то, что углерод в стали содержится в объеме 0,4 %. Хрома содержится менее 1,5 %. Помимо обычных примесей в своем составе имеет в определенных количествах специально вводимые элементы, которые призваны обеспечить специально заданные свойства. В качестве легирующего элемента в данном случае используется хром, о чем говорит соответствующая маркировка.
В данном исследовании был проведён опыт со сталью марки 40Х. Эта марка относиться к конструкционным, легированным. При производстве стали изготовители руководствуются нормами ГОСТ 4543-71. Он определяет технические условия на прокат из легированной конструкционной стали. Его нормы распространяются на такие виды проката, как слитки, поковки и пр. [1]
Сталь трудно свариваемая, для получения качественных сварных соединений требуются дополнительные операции:
подогрев до 200-300 град. при сварке
термообработка после сварки — отжиг
Химический состав в % стали 40Х
Физические свойства стали 40Х
Сталь 40Х — флокеночувствительна и склонна к отпускной хрупкости. Она используется: при производстве улучшаемых деталей повышенной прочности:(оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, губчатые венцы, болты, полуоси, втулки и другие) [2]
В проведённом опыте была использована эта заготовка из шестигранного проката S-24 сталь 40Х используемая с производстве метизов. Термообработка — улучшение.
Процесс состоит из 2-х этапов: закалка и высокий отпуск. Начальная твердость образца : 1 5 HRC ( индикатор: алмазный конус, нагрузка: 150 кгс)
1 этап — закалка. Закалка производилась в камерной печи. Закалка металла происходит при нагреве его выше температуры изменения кристаллической решетки (такая температура называется критической и для каждого металла и сплава она отличается). После нагрева металл быстро охлаждают, чаще всего в воде или масле. Нагрев заготовки до 850 градусов по Цельсию. Охлаждение в закалочной жидкости ПКМ, близкой по свой ств ам к маслу. Образец после закалки имел твёрдость — 56 HRC .
2 этап — Высокий отпуск ( Т н = 450…650 o С ). Отпуск является окончательной термической обработкой. Целью отпуска является повышение вязкости и пластичности, снижение твердости и уменьшение внутренних напряжений закаленных сталей . С повышением температуры нагрева прочность обычно снижается, а пластичность и вязкость растут. Температуру отпуска выбирают, исходя из требуемой прочности конкретной детали. Нагрев заготовки до 550 градусов по Цельсию с последующим охлаждением на воздухе. Обычно с повышением температуры отпуска ударная вязкость увеличивается, а скорость охлаждения не влияет на свойства. Но для некоторых сталей наблюдается снижение ударной вязкости. Этот дефект называется отпускной хрупкостью . В данном случае она 2-ого рода. После этого твердость стала равна 29 HRS .
Такое выбор процесса обусловлен свойством самой стали. Улучшение даёт следующие преимущества:
Снижается порог хладноломкости
1) Гжиров Р.И. — Краткий справочник конструктора 1984
2) А.И. Будур, В.Д. Белогуров Справочник конструктора Стальные конструкции 20
Особенности закалки стали 40x в домашних условиях
Многие мастера задумываются о том, как закалить металл в домашних условиях. В первую очередь речь идет, конечно же, о стали. В последнее время российский рынок наводнила дешевая китайская продукция. Металл низкого качества часто красиво выглядит, но отличается мягкостью. Для того чтобы металлический инструмент был пригоден к применению, сталь должна быть твердой. Эта проблема обычно успешно решается при помощи соответствующей термической обработки — закалки.
Для чего нужна закалка и отпуск стали
 Как правило, изделия из стали поступают в широкую продажу уже после закалки. Закалка производится в специальных печах на металлургических комбинатах и является завершающим этапом подготовки металла к изготовлению из него различных изделий (поварских и охотничьих ножей, ножниц, хирургических инструментов).
Как правило, изделия из стали поступают в широкую продажу уже после закалки. Закалка производится в специальных печах на металлургических комбинатах и является завершающим этапом подготовки металла к изготовлению из него различных изделий (поварских и охотничьих ножей, ножниц, хирургических инструментов).

Современные технологии позволяют осуществить эту процедуру быстро и безопасно, при этом изделие не становится хрупким от резкого перепада температур. Как правило, у печей, которые установлены в заводских и фабричных цехах на сталелитейных фабриках, предусмотрено несколько режимов работы, поэтому охлаждение изделия происходит постепенно (а это очень важно для сохранения структуры металла). Довольно часто используется азотирование.
Главный минус этих методов заключается в том, что они непригодны для использования дома. Тем не менее часто возникают ситуации, когда изделия из стали, купленные в специализированном магазине, нуждаются в дополнительной обработке, а именно в укреплении. Закалка стали с последующим отпуском необходима, потому что:
- Изделие, которое подвергалось термической обработке, надолго сохранит свою твердость;

 Закалка — прекрасная защита от коррозии металла. Эксперты утверждают, что вероятность появления ржавчины на закаленных изделиях значительно снижается;
Закалка — прекрасная защита от коррозии металла. Эксперты утверждают, что вероятность появления ржавчины на закаленных изделиях значительно снижается;- Колющие и режущие предметы, закаленные дома или на заводе (фабрике), начинают лучше выполнять свою основную функцию. Они становятся острее и долго не затупляются, даже при активном использовании;
- Термическая обработка оказывает положительное влияние и на внешний вид изделия из металла.
 Чаще всего для изготовления изделий, необходимых в быту, используется металл марки АЦ40ХМ. Для машиностроения чаще всего применяется марка 40ХГМ. Для изготовления хирургических инструментов — металл марки 40х. Закалка металла в домашних условиях, при соблюдении всех технологий, не менее эффективна, чем укрепление стали на производстве.
Чаще всего для изготовления изделий, необходимых в быту, используется металл марки АЦ40ХМ. Для машиностроения чаще всего применяется марка 40ХГМ. Для изготовления хирургических инструментов — металл марки 40х. Закалка металла в домашних условиях, при соблюдении всех технологий, не менее эффективна, чем укрепление стали на производстве.
Во время работы с металлом, особенно при высоких температурах и при наличии источников открытого огня, следует безукоризненно соблюдать технику безопасности. Это касается как рабочего в сталелитейном цехе, так и домашнего мастера.
Эксперты категорически не рекомендуют закалять сталь с использованием химических веществ, так как есть риск получить серьезные ожоги или тяжелое отравление. Дома лучше всего использовать термический способ укрепления стальных изделий, когда молекулы металла плотнее притягиваются друг к другу благодаря активному выделению тепловой энергии. Все работы нужно проводить на открытом воздухе или в специально оборудованном помещении.
Основные преимущества
 Закалять металл можно и самостоятельно. Главное — не забыть об отпуске металла, который нужно обязательно провести после закалки и нормализации температуры. Иногда эта процедура также называется «отжиг». Большой популярностью пользуется процедура укрепления металла при помощи масла или так называемая «закалка в двух средах» — в воде и масле. Но человеку, не имеющему опыта, не стоит браться за закалку с использованием горячих жидкостей, так как при нарушениях техники безопасности можно получить серьезную травму.
Закалять металл можно и самостоятельно. Главное — не забыть об отпуске металла, который нужно обязательно провести после закалки и нормализации температуры. Иногда эта процедура также называется «отжиг». Большой популярностью пользуется процедура укрепления металла при помощи масла или так называемая «закалка в двух средах» — в воде и масле. Но человеку, не имеющему опыта, не стоит браться за закалку с использованием горячих жидкостей, так как при нарушениях техники безопасности можно получить серьезную травму.
Отсутствие отпуска металла после закалки часто приводит к тому, что из-за резкого перепада температур металл становится тверже, но более хрупким и ломким. Если закаливание происходит на заводе, процедура отпуска происходит в полном соответствии с нормативами ГОСТ.
Вот основные преимущества закаливания стали в домашних условиях:
 Для работы не понадобится специальное оборудование. Подойдет обычный костер или же газовая горелка;
Для работы не понадобится специальное оборудование. Подойдет обычный костер или же газовая горелка;- Термическая обработка не занимает много времени. Если металл закаливают на костре, степень закалки легко определить по внешнему виду помещенного в огонь изделия;
- Для выполнения этой процедуры не понадобится много места. Можно развести костер или установить муфельную печку в дальнем уголке дачного участка, чтобы никому не мешать;
- Дома можно закаливать стальные предметы любого размера: от больших пил и топоров до маленьких, тонких хирургических инструментов.
Если в качестве источника открытого огня используется костер, закаливание стали нужно проводить в безветренную погоду, чтобы случайный порыв ветра не стал причиной пожара. Нужно обязательно защитить глаза специальными очками, так как длительное наблюдение за ярким пламенем может отрицательно сказаться на зрении. Также необходимо надеть спецодежду, сделанную из материала, устойчивого к возгоранию.
Как сделать крепче топор
Для улучшения качества металла, из которого сделано лезвие топора, можно легко закалить его в домашних условиях. Лучше всего поддаются закалке колюще-режущие изделия из стали марки 45. Также не должно возникнуть проблем с изделиями из металла марки 40×13. Повысить твердость лезвия можно, просто опустив его в костер. Опытные мастера легко определяют степень закалки по цвету опущенного в него топора. Обычно изделие из стали 40х сначала становится ярко-красным, а потом цвет постепенно начинает бледнеть. Окраска металлического лезвия меняется в зависимости от температуры нагревания примерно следующим образом:
- Ярко-красный цвет, когда изделие нагрелось до 300 градусов;
- Оранжевый цвет при температуре около 400 градусов;
- Насыщенная желтая окраска при нагревании до 500−600 градусов;
- Светло-желтый, почти белый цвет на заключительном этапе, когда температура накаливания достигает примерно 750−800 градусов.
Далее, как правило, следует отпуск металла — его постепенное охлаждение. Если пренебречь этим этапом, в дальнейшем лезвие топора может легко сломаться даже от слабой нагрузки.
Как закалить стальной нож
 Термическая обработка стальных ножей, ножниц или хирургических инструментов может осуществляться в муфельной печи. Такая печь хорошо подходит для изделий небольшого размера из стали марки 40х. Некоторые умельцы также используют для этой цели газовую горелку, но такой способ не отличается безопасностью, так как может произойти возгорание.
Термическая обработка стальных ножей, ножниц или хирургических инструментов может осуществляться в муфельной печи. Такая печь хорошо подходит для изделий небольшого размера из стали марки 40х. Некоторые умельцы также используют для этой цели газовую горелку, но такой способ не отличается безопасностью, так как может произойти возгорание.
Основное преимущество муфельной печи заключается в том, что в ней можно осуществлять не только закалку, но и отпуск. Сконструировать это несложное устройство для термообработки металла можно своими руками. Закалка стали в домашних условиях в муфельной печи является безопасным способом повышения твердости металла без применения химических веществ (например, азота). Чтобы закалить нож из стали 40х, его нужно поместить в печку, пока она еще не нагрелась.
- Поставить печь на режим постепенного нагрева до необходимой температуры;
- Несколько раз порезать сургуч стальным ножом;
- Проделать то же самое, но при постепенном снижении температуры;
- Когда нож остынет, аккуратно очистить его от остатков расплавленного сургуча.
 Такой способ часто используют хирурги для закаливания стальных скальпелей в домашних условиях. Также муфельную печь нередко применяют для укрепления металлических деталей, используемых при сборке и ремонте легковых и грузовых автомобилей.
Такой способ часто используют хирурги для закаливания стальных скальпелей в домашних условиях. Также муфельную печь нередко применяют для укрепления металлических деталей, используемых при сборке и ремонте легковых и грузовых автомобилей.
Закаливание металла — прекрасный способ продлить срок годности металлического изделия. Конечно, лучше сразу приобретать закаленные детали и инструменты. Но если такой возможности нет, можно легко повысить твердость материала самостоятельно. При наличии определенных навыков и базовых познаний в области металлургии хороший хозяин без труда справится с этой важной задачей. Главное — соблюдать технику безопасности и не забывать о таком важном этапе закаливания, как отпуск или отжиг.
Закалка стали 40Х
При сильном нагреве практически все материалы изменяют свои физические характеристики. В некоторых случаях нагрев проводится целенаправленно, так как подобным образом можно улучшить некоторые эксплуатационные качества, к примеру, твердость. Термическая обработка на протяжении многих лет используется для повышения твердости поверхности стали. Выполнять закалку следует с учетом особенностей металла, так как технология повышения твердости поверхности создается на основании состава материала. В некоторых случаях провести закалку можно в домашних условиях, но стоит учитывать, что сталь относиться к труднообрабатываемым материалам и для придания пластичности нужно проводить сильный нагрев до высоких температур при помощи определенного оборудования. В данном случае рассмотрим особенности нагрева стали 40Х для повышения пластичности и проведения закалки или отпуска.

Сталь 40Х
Как ранее было отмечено, для правильного проведения закалки и отпуска стали следует учитывать ее состав и многие другие особенности. Выбрать правильно режимы термической обработки можно с учетом следующей информации:
- Рассматриваемая сталь относится к конструкционной легированной группе. Легированная группа характеризуется содержанием большого количества примесей, которые определяют изменение эксплуатационных качеств, в том числе твердости.
- Используется в промышленности при создании валов, осей, штоков, оправок, реек, болтов, втулок, шестерней и других деталей.
- Показатель твердости до проведения термической обработки HB 10 -1 = 217 Мпа.
- Температура критических точек определяет момент, при котором сталь 40Х начинает терять свои качества из-за термической обработки: c1= 743 , Ac3(Acm) = 815 , Ar3(Arcm) = 730, Ar1 = 693.
- При температуре отпуска 200 °С HB = 552.
Расшифровка стали 40Х говорит о том, что в составе материала находится 0,40% углерода и 1,5% хрома.
Скачать ГОСТ 4543-71 «Прокат из легированной конструкционной стали 40Х»
Процесс закалки
Процесс обработки высокой температурой стали 40Х и иного сплава называют закалкой. Стоит учитывать, что нагрев выполняется до определенной температуры, которая была определена путем многочисленных испытаний. Время выдержки, после которого проводится охлаждение, а также другие моменты можно узнать из специальных таблиц. Провести нагрев в домашних условиях достаточно сложно, так как в рассматриваемом случае нужно достигнуть температуры около 800 градусов Цельсия.

Химический состав стали 40Х
Результатом сильного нагрева и выдержки металла 40Х на протяжении определенного времени с последующим резким охлаждением в воде становится повышение твердости и уменьшение пластичности. При этом результат зависит от нижеприведенных показателей:
- скорости нагрева металла 40Х;
- времени выдержки;
- от скорости охлаждения.
При проведении работы в домашних условиях следует учитывать температуру обработки и время охлаждения.

Механические свойства стали 40Х в зависимости от температуры отпуска
При выборе метода разогрева поверхности следует обратить внимание на ТВЧ. Этот метод более популярен, чем обычная объемная обработка по причине достижения необходимой температуры за более короткое время.
В домашних условиях ТВЧ используется крайне редко. После проведения работы при использовании ТВЧ повышается эксплуатационная прочность детали, что связано с появлением поверхностных сжимающих напряжений.
Провести закалку 40Х на примере изделия болта М24 можно следующим образом:
- разогревается электропечь;
- следует провести разогрев до 860 °C, для чего в некоторых случаях необходимо 40 минут;
- время, необходимое для аустенизации, после которого проводится охлаждение, составляет 10-15 минут. Равномерный желтый цвет изделия – признак правильного прохождения процесса закалки 40Х;
- завершающим этапом становится охлаждение в ванной с водой или другой жидкостью.
Определить самостоятельно момент, после которого следует охладить металл, в промышленных и домашних условиях невозможно. Именно поэтому по проведенным исследованиям было принято, что для нагрева металла в электропечах необходимо 1,5-2 минуты на один миллиметр, после чего структура может быть перегрета.
Определение твердости проводится по методу Роквелла. Улучшение, проведенное путем отпуска или закалки, можно измерить при помощи обозначения HRC. Стандартное обозначение HR, к которому проводится добавление буквы в соответствии с типом проведенного испытания. Обозначение HRC наиболее часто встречается, последняя буква означает использование алмазного конуса с углом 120 0 при испытании.
Отпуск и нормализация
Отпуск проводится непосредственно сразу после завершения закалки, так как есть большая вероятность возникновения трещин в структуре. Разогревается изделие в этом случае до точки ниже критической, проводится выдерживание на протяжении определенного промежутка времени и выполняется охлаждение. Отпуск обеспечивает улучшение структуры, устраняет напряжение и повышает пластичность, устраняет хрупкость стали 40Х.
Механические свойства стали 40Х в зависимости от температуры отпуска
Различают три вида рассматриваемой термообработки:
- Низкий отпуск определяет разогрев поверхности до 250 °С с выдержкой и охлаждение на воздухе. Применяется для снятия напряжений и незначительного повышения пластичности практически без потери твердости. В случае конструкционного сплава применяется крайне редко.
- Средний отпуск позволяет нагревать изделие до 500 °С. В этом случае вязкость значительно повышается, а твердость снижается. Используют этот метод термообработки при получении пружин, рессор и некоторого инструмента.
- Высокий позволяет раскаливать деталь до 600 °С. В этом случае происходит распад мартенсита с образованием сорбита. Подобная структура представлена лучшим сочетанием прочности и пластичности. Также повышается показатель ударной вязкости. Используют этот метод термообработки для получения деталей, применяемых при ударных нагрузках.
Еще одним видом распространенной термообработки является нормализация. Зачастую нормализация проводится путем разогрева металла до верхней критической точки с последующей выдержкой и охлаждением в обычной среде, к примеру, на открытом воздухе. Проводят нормализацию для придания мелкозернистой структуры, что приводит к повышению пластичности и ударной вязкости.
Что нужно знать о стали марки 35
| Марка: | 30ХГСА |
| Класс: | Сталь конструкционная легированная |
| Используется для проката: | Сортовой и фасонный металлопрокат |
| Использование в промышленности: | Различные улучшаемые детали: валы, оси, зубчатые колеса, фланцы, корпуса обшивки, лопатки компрессорных машин, работающие при температуре до 200°С, рычаги, толкатели, ответственные сварные конструкции, работающие при знакопеременных нагрузках, крепежные детали, работающие при низких температурах. |
| Термообработка: | Закалка 880oC, масло, Отпуск 540oC, вода |
| Твердость материала: | HB 10 -1 = 229 МПа |
| Температура критических точек: | Ac1 = 760 , Ac3(Acm) = 830 , Ar3(Arcm) = 705 , Ar1 = 670 , Mn = 352 |
| Температура ковки, °С: | начала 1240, конца 800. Сечения до 50 мм охлаждаются на воздухе, 51-100 мм — в ящиках |
| Обрабатываемость резанием: | в горячекатанном состоянии при HB 207-217 и σв=710 МПа, К υ тв. спл=0,85 и Кυ б.ст=0,75 |
| Свариваемость материала: | ограниченно свариваемая. Способы сварки РДС, АДС под флюсом и газовой защитой, АрДС, ЭШС. Рекомендуется подогрев и последующая термообработка. КТС без ограничений |
| Флокеночувствительность: | чувствительна |
| Склонность к отпускной хрупкости: | склонна |
| Аналоги: | 40ХФА, 35ХМ, 40ХН, 25ХГСА и 35ХГСА |
Описание 30ХГСА
Сталь 30хгса относится к классу легированной конструкционной стали. Она была создана для нужд авиации, но благодаря отличным характеристикам быстро перешла в разряд популярных материалов в машиностроении. Нередко сталь 30хгса называют «хромансиль». Это название сплав получил благодаря содержащемся в нем легирующим элементам (хром, марганец и кремний), латинские названия которых в сокращении и составили слово «хромансиль».
Маркировка стали 30хгса включает число, находящееся на первом месте и показывающее выраженный в сотых долях процент содержания углерода. В данном случае он составляет 3%, то есть соответствует норме для класса среднелегированных сталей (до 2,5% — низколегированная, от 2,5 до 10% — среднелегированная, от 10% — высоколегированная). Литеры «Х», «Г» и «С» указывают на содержание в стали легирующих элементов – хрома, марганца и кремния. Так как после буквенных обозначений легирующих элементов нет чисел, значит их процентное содержание приблизительно равно 1%. Литера «А» на конце маркировки показывает, что сталь 30хгса относится к категории высококачественных сталей.
Описание
Сталь 40ХН применяется: для производства поковок и штамповок, осей, валов, шатунов, зубчатых колес, валов экскаваторов, муфт, вал-шестерней, шпинделей, болтов, рычагов, штоков, цилиндров и других ответственных нагруженных деталей, подвергающихся вибрационным и динамическим нагрузкам, к которым предъявляются требования повышенной прочности и вязкости; валков рельсобалочных и крупносортных станов для горячей прокатки металла.
Примечание
Сталь конструкционная качественная хромоникелевая.
Расшифровка
- Цифра 30 указывает среднее содержание углерода в сотых долях %, т.е. содержание углерода в стали около 0,3%;
- Буква Х — указывает на присутствие в стали хрома, отсутствие после буквы цифры означает, что содержание хрома не превышает 1,5%;
- Буква Г — указывает на присутствие в стали марганца, отсутствие после буквы цифры означает, что содержание марганца не превышает 1,5%;
- Буква С — указывает на присутствие в стали кремния, отсутствие после буквы цифры означает, что содержание кремния не превышает 1,5%;
- Буква А в конце маркировки стали означает, что сталь является высококачественной.
Характеристики стали
Сталь — мартенситного класса, предназначена для деталей, работающих при температурном диапазоне до 450 градусов
, а также в коррозионных средах. Относится к группе
Х13
. Отсутствие никеля уменьшает образование карбидов, что способствует стабильности механических свойств. Количественный состав дополнительных легирующих элементов одинаков по группе. Это позволяет иметь ряд механических и химических свойств в результате применения технологии термообработки:
- Коррозионная устойчивость.
- Жаропрочность.
- Жаростойкость.
- Износостойкость.
Стойкость к коррозии обеспечивает содержание мартенсита
,
карбидов
и остаточного аустенита в закаленном состоянии микроструктуры. Отличается повышенной устойчивостью к вибрации и знакопеременным нагрузкам, которые возникают у изделий, работающих до температуры
выше 300 градусов Цельсия
.
Для материала такого класса получить сочетание прочности и твердости — не просто. Чем выше твердость, тем более хрупкие становятся детали, а при нагрузках на удар они будут склонны к образованию трещин.
Термическую обработку применяют в зависимости от условий работы изделия. Для валов и осей, работающих в условиях механического и коррозионного износа во влажной среде, применяют нормализацию с выдержкой и высоким отпуском. Для изделий, подвергающихся ударным нагрузкам при эксплуатации, применяют ступенчатую закалку с высоким отпуском, количество циклов зависит от требуемой твердости поверхности.
Показатель твердости поверхности для ножа 40-60 HRC
. Рабочий диапазон
52-58 HRC
. Сталь 40Х13
трудно поддается закалке
. Но можно добиться
57 HRC
. Состояние поставки обеспечивает твердость проката до
229 HB
.
Хорошо подвергается горячей деформации
— ковке при режиме медленного нагрева и охлаждения. Холодная деформация ограничена.
Сплав выпускается в горячекатаном виде. Бывает листовой, фасонный, сортовой прокат, калиброванный пруток, полоса, лента, проволока.
Химический состав стали 30ХГСА
| Химический элемент | % |
| Кремний (Si) | 0.90-1.20 |
| Медь (Cu), не более | 0.30 |
| Марганец (Mn) | 0.80-1.10 |
| Никель (Ni), не более | 0.30 |
| Фосфор (P), не более | 0.025 |
| Хром (Cr) | 0.80-1.10 |
| Сера (S), не более | 0.025 |
Механические свойства
| Термообработка, состояние поставки | Сечение, мм | s0,2, МПа | sB, МПа | d5, % | y, % | KCU, Дж/м2 | HB | HRCэ |
| Пруток. Закалка 880 °С, масло Отпуск 540 °С, вода или масло. | ||||||||
| 25 | 830 | 1080 | 10 | 45 | 49 | |||
| Поковки. Закалка. Отпуск. | ||||||||
| КП 490 | Читайте также: Швеллер — это что такое? Виды, описание и сфера применения швеллеров | |||||||
Закалка 40Х13
в интервале от 950 до1050 °С применяется как окончательная термическая обработка. Охлаждение — на воздухе или в масле. Далее делается отпуск с учетом заданной твердости и коррозионной стойкости. Для стали
40Х13
, применяемой в качестве заготовки для хирургических инструментов, делают ступенчатую закалку с 1030-1040 °С с охлаждением в щелочном растворе при 350 °С. Это нужно, чтобы уменьшить коробление и повысить упругие свойства.
К термообработке стали 40Х предъявляют особые требования. Время охлаждения деталей из этой стали в воде или на воздухе или в воде должно быть небольшим из-за её склонности к отпускной хрупкости и хладноломкости. Наличие хрома уменьшает критическую скорость закалки и предотвращает рост зерна. Температура мартенситного превращения стали 40Х
ниже, прокаливаемость её выше, чем у простой углеродистой ст.40. В результате ее отпуск производится при более высокой температуре. Сталь
40Х
относится к группе улучшаемых. Её эксплуатационные характеристики действительно улучшаются в результате правильного термического воздействия. Благодаря ему, механические характеристики стали выше, чем у целого ряда конструкционных сталей. При сохранении достаточно высокой вязкости и пластичности, эта сталь является одной из наиболее прочных.
Материал для ножей должен иметь определенные свойства. Быть достаточно мягким, чтобы заточить, твердым, чтобы при резании не затупился. Не ржаветь, противостоять перепадам температуры, достаточно безопасным для пищевой промышленности. Необходимые качества достигаются составом и обработкой. Популярный сплав для производства ножей нержавеющий 40Х13
. Он применяется в быту, промышленности, у рыболовов, охотников. Эта сталь отличается от других — невысокой стоимостью и легкостью в обслуживании. Качество материала зависит от страны производителя, чистоты сплава.
Механические свойства в зависимости от сечения
| Сечение, мм | s0,2, МПа | sB, МПа | d5, % | y, % | KCU, Дж/м2 | |||||||||
| Закалка 880 °С, масло. Отпуск 600 °С, вода. | ||||||||||||||
| 30 | 880 | 1000 | 12 | 50 | 69 | |||||||||
| 50 | 760 | 880 | 12 | 50 | 69 | |||||||||
| 80 | 740 | 860 | 14 | 50 | 78 | |||||||||
| 120 | 670 | 820 | 14 | 50 | 78 | |||||||||
| 160 | 590 | 740 | 14 | 50 | 78 | |||||||||
| 200 | 530 | 720 | 14 | 45 | 59 | |||||||||
| 240 | 490 | 710 | 14 | 45 | 59 | |||||||||
Прокаливаемость
| Расстояние от торца, мм / HRC э | |||||||||||
| 1.5 | 3 | 4.5 | 6 | 9 | 12 | 15 | 18 | 21 | 24 | ||
| 50.5-55 | 49-54 | 47.5-53 | 46-52.5 | 41.5-52 | 38-51 | 36-48.5 | 35.5-46.5 | 33-44.5 | 30-43 | ||
| Кол-во мартенсита, % | Крит.диам. в воде, мм | Крит.диам. в масле, мм | Крит. твердость, HRCэ |
| 50 | 60-91 | 34-60 | 38-43 |
| 90 | 40-68 | 18-40 | 43-48 |
Сталь 30ХГСА. Физические свойства
| Температура испытания, °С | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| Модуль нормальной упругости, Е, ГПа | 215 | 211 | 203 | 196 | 184 | 173 | 164 | 143 | 125 | — |
| Плотность, pn, кг/см3 | 7850 | — | — | — | — | — | — | — | — | — |
| Коэффициент теплопроводности Вт/(м ·°С) | 38 | 38 | 37 | 37 | 36 | 34 | 33 | 31 | 30 | |
| Уд. электросопротивление (p, НОм · м) | 210 | — | — | — | — | — | — | — | — | — |
| Температура испытания, °С | 20- 00 | 20-20 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 | 20-900 | 20-1000 |
| Коэффициент линейного расширения (a, 10-6 1/°С) | 11.7 | 12.3 | 12.9 | 13.4 | 13.7 | 14.0 | 14.3 | 12.9 | — | — |
| Удельная теплоемкость (С, Дж/(кг · °С)) | 496 | 504 | 512 | 533 | 554 | 584 | 622 | 693 | — | — |
Термообработка сталей для зубчатых передач
Приведены рекомендации по выбору способов термообработки различных сталей для зубчатых передач. Также показана получаемая твердость поверхности зуба и предел его выносливости при изгибе.
ЛЕГИРОВАННЫЕ СТАЛИ ДЛЯ ЦЕМЕНТОВАННЫХ ЗУБЧАТЫХ КОЛЕС
Примечания: 1 — предел выносливости зубьев при изгибе; 2 — твердость сердцевины зубьев, измеренная у их основания, находится в пределах 30…45 HRCэ. ЛЕГИРОВАННЫЕ СТАЛИ ДЛЯ НИТРОЦЕМЕНТОВАННЫХ ЗУБЧАТЫХ КОЛЕС
Примечания: 1 — предел выносливости зубьев при изгибе; — концентрация углерода достигается при контроле и автоматическом регулировании углеродного потенциала карбюризатора и атмосферы для нагрева при закалке; — толщина диффузионного слоя у переходной поверхности зубьев 0,13m…0,2m, но не более 1,2 мм (применять нитроцементацию для зубчатых колес с модулем m > 8 мм без специальных испытаний не рекомендуется); — толщину диффузионного слоя рекомендуется определять на отожженных шлифах как толщину слоя до структуры сердцевины; — твердость сердцевины зубьев, измеренная у их основания, должна быть 30…45 HRCэ; — зерно исходного аустенита в диффузионном слое не грубее балла 6 по ГОСТ 5639-82; — если хотя бы одно условие не выполняется, то следует приведенные в таблице значения предела прочности уменьшить на 25%. УГЛЕРОДИСТЫЕ и ЛЕГИРОВАННЫЕ СТАЛИ ЗАКАЛЕННЫЕ ПРИ ОБЪЕМНОМ НАГРЕВЕ И АЗОТИРОВАННЫЕ
Примечания: 1 — предел выносливости зубьев при изгибе; — толщина диффузионного слоя для зубчатых колес из сталей с алюминием равна 0,07m…0,1m, для зубчатых колес из прочих легированных сталей равна 0,1m…0,13m; — в структуре диффузионного слоя должна отсутствовать замкнутая нитридная сетка е-фаза. СТАЛИ ЗАКАЛЕННЫЕ ПРИ НАГРЕВЕ ТВЧ
Примечания: 1 — предел выносливости зубьев при изгибе; — толщина закаленного слоя (до структуры сердцевины) у переходной поверхности 0,2m…0,4m; — в структуре закаленного слоя отсутствует феррит.
Прочность зубьев, необходимая для предотвращения остаточных деформаций, хрупкого излома или образования первичных трещин в поверхностном слое, определяют сопоставлением расчетного (максимального местного) и допускаемого напряжений изгиба в опасном сечении при действии максимальной нагрузки.
Термическая обработка (термообработка) стали, сплавов, металлов.
Вы здесь
Каталог
- Промышленный крепеж
- Крепеж ГОСТ
- Гайка
- Стойка
- Стопорные кольца
- Штифты
- Заклепка
- Винт
- Болт
- Муфта
- Сгон
- Шплинт
- Шпилька
- Шайба
- Крепеж ГОСТ Р ИСО
- Винт
- Хомуты ГОСТ
- Ленточный хомут
- Нейлоновый хомут
- Сантехнические хомуты
- Хомут силовой
- Хомуты червячные
- Крепеж ОСТ
- Заклепки
- Шпилька
- Гайка
- Винт
- Болт
- Крепеж ГОСТ
- Строительный крепеж
- Ванночки для сваривания арматуры
- Крепежный уголок
- Крепежный уголок равносторонний
- Крепежный уголок строительный
- Гвозди
- Закладные детали
- Такелаж
- Цепи
- Тросы
- Фундаментные болты
- Проволока
- Метрический крепеж
- Болт
- Шпилька резьбовая, оцинкованная
- Винт
- Гайка
- Пробка
- Шайба
- Кабельные лотки
- Электроды сварочные
- Мебельный крепеж
- Евровинт
- Гайка
- Болты, Винты мебельные
- Межсекционная стяжка
- Саморез мебельный
- Пружины
- Пружины для мебели
- Пружины растяжения
- Пружины багажника
- Цилиндрические пружины сжатия
- Пружина клапана
- Пружины тормозных колодок
- Пружины сцепления
- Изделия из пружинной стальной ленты
- Пружина капота
- Железнодорожный крепеж
- Болт закладной для рельсовых скреплений
- Болт для рельсовых стыков
- Болт клеммный для рельсовых скреплений
- Гайка для болтов рельсовых стыков
- Шуруп путевой
- Шайба пружинная двухвитковая
- Костыль для железных дорог
- Гайка для клеммных закладных болтов
- Болт путевой
- Сверла по металлу
- Сверло по металлу ГОСТ 10902-77
- Смазочные материалы
- Гидравлическое масло
- Индустриальное масло

Термическая обработка (термообработка) — это технологический процесс изменения структуры сталей, сплавов и цветных металлов посредством широкого диапазона температур: поэтапных нагреваний и охлаждении с определенной скоростью. Такая обработка очень сильно изменяет свойства сталей, сплавов, металлов в сторону улучшения показателей, но при этом не изменяя их химический состав. Можно сказать, что основная цель термической обработки – это улучшение свойств и характеристик изделий из него.
Виды (стадии) термической обработки стали
Отжиг — термическая обработка (термообработка) металла, представляющая собой процесс нагревания до заданной температуры, а затем процесс медленного охлаждения. Отжиг бывает разных видов в зависимости от уровня температур и скорости процесса.
Нормализация — термообработка, принципиально похожая на отжиг. Основное отличие в том, что процесс отжига предполагает печь, а при нормализации охлаждение стали проходит на воздухе.
Закалка — этап термообработки, основанный на нагревании сырья до такого уровня температуры, который является выше критического (перекристаллизация стали). После выдержки в такой температуре в заданном интервале времени происходит охлаждение, быстрое, с заданной скоростью. Закаленной стали (сплавам) свойственна неравновесная структура и поэтому применяется такой вид термообработки как отпуск.
Отпуск — стадия термообработки, необходимая для снятия в стали и сплавах остаточного напряжения или максимального его снижения. Снижает хрупкость и твёрдость металла, увеличивает вязкость. Проводится после стадии закалки.
Старение — иначе еще называется дисперсионное твердение. После стадии отжига металл опять нагревают, но до более низкого уровня температур и с медленной скоростью остужают. Цель такой термообработки в получении особенных частиц упрочняющей фазы.
От степени необходимой глубины обработки различают термообработку поверхностную, которая затрагивает лишь поверхность изделий, и объемную, когда термическому воздействию подвергается весь объем сырья.
В отраслевой промышленности, в частности – в машиностроении, термическую обработку чаще всего проходит сталь следующих марок:
— сталь 45 (замещаемость 40Х, 50, 50Г2)
— сталь 40Х (замещаемость 38ХА, 40ХР, 45Х, 40ХС, 40ХФ, 40ХН)
— сталь 20 (замещаемость 15, 25)
— сталь 30ХГСА (замещаемость 40ХФА, 35ХМ, 40ХН, 25ХГСА, 35ХГСА)
Термообработка стали 45
Конструкционная углеродистая. Этап предварительной термической обработки называется нормализация, проходит на воздухе, а не в печи. довольно легко проходит механическую обработку. Точение, фрезеровку и т. д. Получают детали, например, типа вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки.
После закалки, которая является конечной стадией термообработки, детали достигают высокого уровня прочности и отличных показателей износостойкости. Подвергаются шлифовке. Высокое содержание углерода (0,45%) обеспечивает хорошую закаливаемость и, соответственно, высокую твёрдость поверхности и прочность изделия. Сталь 45 калят «на воду», когда после калки деталь охлаждают в воде. После охлаждения деталь подвергается низкотемпературному отпуску при температуре 200-300 градусов по Цельсия. При такой термообработке стали 45 достигает твердость порядка 50 HRC.
Изделия: Кулачки станочных патронов, согласно указаниям ГОСТ, изготовляют из сталей 45 и 40Х. Твёрдость Rc = 45 -50. В кулачках четырёх-кулачных патронов твёрдость резьбы должна быть в пределах Rс = 35-42. Отпуск кулачков из стали 45 производится при температуре 220-280°, из стали 40Х при 380-450° в течение 30-40 мин.
Расшифровка марки стали 45: марка 45 означает, что в стали содержится 0,45% углерода,C 0,42 — 0,5; Si 0,17 — 0,37;Mn 0,5 — 0,8; Ni до 0,25; S до 0,04; P до 0,035; Cr до 0,25; Cu до 0,25; As до 0,08.
Термообработка стали 40Х
Легированная конструкционная сталь. Для деталей повышенной прочности такие как оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, зубчатые венцы, болты, полуоси, втулки и прочих деталей повышенной прочности. Сталь 40Х также часто используется для производства поковок, штампованных заготовок и деталей трубопроводной арматуры. Однако последние перечисленные детали нуждаются в дополнительной термической обработке, заключающейся в закалке через воду в масле или просто в масле с последующим отпуском в масле или на воздухе.

Расшифровка марки стали 40Х. Цифра 40 указывает на то, что углерод в стали содержится в объеме 0,4 %. Хрома содержится менее 1,5 %. Помимо обычных примесей в своем составе имеет в определенных количествах специально вводимые элементы, которые призваны обеспечить специально заданные свойства. В качестве легирующего элемента в данном случае используется хром, о чем говорит соответствующая маркировка.
Термообработка стали 20
Термообработка стали 20 — сталь конструкционная углеродистая качественная. Широкое применение в котлостроении, для труб и нагревательных трубопроводов различного назначения, кроме того промышленность выпускает пруток, лист. В качестве заменителя стали 20 применяют стали 15 и 25.
По требованиям к механическим свойствам выделяют пять категорий.
— I категория: сталь всех видов обработки без испытания на ударную вязкость и растяжение.
— II категория: образцы из нормализованной стали всех видов обработки размером 25 мм проходят испытания на ударную вязкость и растяжение.
— III категория: испытания на растяжение проводят на образцах из нормализованной стали, размером 26-100 мм.
— IV категория: образцы для испытаний на растяжение и ударную вязкость изготавливают из термически обработанных заготовок размером не более 100 мм. Требования третьей и четвертой категории предъявляют к калиброванной, горячекатаной и кованной качественной стали.
— V категория. Испытания механических свойств на растяжение проводят на образцах из калиброванных термически обработанных (высокоотпущенных или отожженных) или нагартованных сталей.
Химический состав стали 20: углерод (C) — 0.17-0.24 %, кремний (Si) — 0,17-0,37%, марганец (Mn) — 0,35-0,65 %;содержание меди (Cu) и никеля (Ni) допускается не более 0,25%, мышьяка (As) — не более 0,08%, серы (S) — не более 0,4%, фосфора (Р) — 0,035%.
Структура стали 20 представляет собой смесь перлита и феррита. Термическая обработка стали 20 позволяет получать структуру реечного (пакетного) мартенсита. При таких структурных преобразованиях прочность возрастает, и пластичность уменьшается. После термического упрочнения прокат из стали 20 можно использовать для изготовления метизной продукции (класс прочности 8.8).
Технологические свойства стали 20: Температура начала ковки стали 20 составляет 1280° С, окончания — 750° С, охлаждение поковки — воздушное. Сталь 20 нефлокеночувствительна и не склонна к отпускной способности. Свариваемость стали 20 не ограничена, исключая детали, подвергавшиеся химико-термической обработке. Рекомендованы способы сварки АДС, КТС, РДС, под газовой защитой и флюсом.

Сталь 20 применяют для производства малонагруженных деталей ( пальцы, оси, копиры, упоры, шестерни) , цементуемых деталей для длительной и весьма длительной службы (эксплуатация при температуре не выше 350° С) , тонких деталей, работающих на истирание. Сталь 20 без термической обработки или после нормализации используется для производства крюков кранов, вкладышей подшипников и прочих деталей для эксплуатации под давлением в температурном диапазоне от -40 до 450°С . Сталь 20 после химико-термической обработки идет на производство деталей, которым требуется высокая поверхностная прочность ( червяки, червячные пары, шестерни) . Широко применяют сталь 20 для производства трубопроводной арматуры, труб, предназначенных для паропроводов с критическими и сверхкритическими параметрами пара, бесшовных труб высокого давления, сварных профилей прямоугольного и квадратного сечения и т. д.
Термообработка стали 30ХГСА
Относится к среднелегированной конструкционной стали. Сталь 30ХГСА проходит улучшение – закалку с последующим высоким отпуском при 550-600 °С, поэтому применяется при создании улучшаемых деталей (кроме авиационных деталей это могут быть различные корпуса обшивки, оси и валы, лопатки компрессорных машин, которые эксплуатируются при 400°С, и многое другое), рычаги, толкатели, ответственные сварные конструкции, работающие при знакопеременных нагрузках, крепежные детали, работающие при низких температурах.
Сталь 30ХГСА обладает хорошей выносливостью, отличными показателями ударной вязкости, высокой прочностью. Она также отличается замечательной свариваемостью.
Сварка стали 30ХГСАтоже имеет свои особенности. Она осуществляется с предварительным подогревом материала до 250-300 °С с последующим медленным охлаждением. Данная процедура очень важна, поскольку могут появиться трещины из-за чувствительности стали к резким перепадам температуры после сварки. Поэтому по завершении сварных работ горелка должна отводиться медленно, при этом осуществляя подогрев материала на расстоянии 20-40 мм от места сварки. Также, не более, чем спустя 8 часов по завершении сварки сварные узлы стали 30ХГСА нуждаются в закалке с нагревом до 880 °С с последующим высоким отпуском. Далее изделие охлаждается в масле при 20-50 °С. Отпуск осуществляется нагревом до 400 — 600 °С и охлаждением в горячей воде. Сварку же необходимо выполнять максимально быстро, дабы избежать выгорания легирующих элементов.
После прохождения термомеханической низкотемпературной обработки сталь 30ХГСА приобретает предел прочности до 2800 МПа, ударная вязкость повышается в два раза (в отличии от обычной термообработки стали 30хгса), пластичность увеличивается.
Термообработка стали 65Г
Сталь конструкционная рессорно-пружинная. Используют в промышленности пружины, рессоры, упорные шайбы, тормозные ленты, фрикционные диски, шестерни, фланцы, корпусы подшипников, зажимные и подающие цанги и другие детали, к которым предъявляются требования повышенной износостойкости, и детали, работающие без ударных нагрузок. (заменители: 70, У8А, 70Г, 60С2А, 9ХС, 50ХФА, 60С2, 55С2).

Термообработка стали 40
Сталь конструкционная углеродистая качественная. Использование в промышленности: трубы, поковки, крепежные детали, валы, диски, роторы, фланцы, зубчатые колеса, втулки для длительной и весьма длительной службы при температурах до 425 град.
Термообработка стали 40ХН
Сталь конструкционная легированная Используется в отраслевой в промышленности: оси, валы, шатуны, зубчатые колеса, валы экскаваторов, муфты, валы-шестерни, шпиндели, болты, рычаги, штоки, цилиндры и другие ответственные нагруженные детали, подвергающиеся вибрационным и динамическим нагрузкам, с предъявляемыми требованиями повышенной прочности и вязкости. Валки рельсобалочных и крупносортных станов для горячей прокатки металла.
Термообработка сталь 35
Сталь конструкционная углеродистая качественная. Используется в отраслевой промышленности. Это детали невысокой прочности, подвергающиеся невысокому уровню напряжения: оси, цилиндры, коленчатые валы, шатуны, шпиндели, звездочки, тяги, ободы, траверсы, валы, бандажи, диски и другие детали.
Термообработка стали 20Х13
Сталь коррозионно-стойкая жаропрочная. Используется в энергетическом машиностроении и печестроении; турбинные лопатки, болты, гайки, арматура крекинг-установок с длительным сроком службы при температурах до 500 град; сталь мартенситного класса Сталь марки 20Х13 и другие стали мартенситного класса: жаропрочные хромистые стали мартенситного класса применяют в различных энергетических установках, они работают при температуре до 600° С. Из них изготовляют роторы, диски и лопатки турбин, в последнее время их используют для кольцевых деталей больших толщин. Существует большое количество марок сталей данного класса. Общим для всех является пониженное содержание хрома, наличие молибдена, ванадия и вольфрама. Они эффективно упрочняются обычными методами термообработки, которая основана на у — a-превращении и предусматривает получение в структуре мартенсита с последующим улучшением в зависимости от требований технических условий. (заменители: 12Х13, 14Х17Н2)
Отличные свойства при правильной термообработке
Сталь У8 принадлежит к классу углеродистых эвтектоидных сталей. В исходном состоянии — после ковки или прокатки и охлаждения на воздухе её структура состоит из чистого пластинчатого перлита. Термическую обработку таких сталей делают в два приёма: предварительная и окончательная обработка. Первая заключается в отжиге на зернистый перлит при температуре 750—760 °С. Такая структура, во-первых, облегчает механическую обработку, во-вторых – после закалки свойства будут более однородными. Особенность закалки углеродистых сталей, в том числе У8, недопустимость даже малейшего замедления при закалке из-за очень высокой критическую скорости. Могут образоваться мягкие пятна.
Для стали У8 применяют прерывистую закалку. Чтобы её осуществить раскалённую деталь помещают сначала в воду, и вслед за тем, переносят в масло, где происходит окончательное охлаждение. Таким образом, удаётся избежать появления мягких пятен, но из-за уменьшения скорости охлаждения на последнем этапе снижаются структурные напряжения. Закалку стали У8 производят при 780 °C, а температура отпуска — 400 °C.
Гарантированный результат при соблюдении параметров
Сталь 40Х13 хорошо переносит горячую пластическую деформацию, которая проводится в температурном интервале 1100-860 °С.
Сталь склонна к образованию трещин при быстром нагреве или охлаждении. Поэтому нагрев до 830-ти °С применяют медленный, а после деформации охлаждение в песке или в печи.
После горячей деформации применяются промежуточный отжиг при температурах от 740-ка до 800 °С или полный отжиг в интервале от 810-ти до 880 °С с медленным охлаждением не больше, чем 25-50 °С/ч до 600 °С.
Закалка 40Х13 в интервале от 950 до1050 °С применяется как окончательная термическая обработка. Охлаждение – на воздухе или в масле. Далее делается отпуск с учетом заданной твердости и коррозионной стойкости. Для стали 40Х13, применяемой в качестве заготовки для хирургических инструментов, делают ступенчатую закалку с 1030-1040 °С с охлаждением в щелочном растворе при 350 °С. Это нужно, чтобы уменьшить коробление и повысить упругие свойства.
К термообработке стали 40Х предъявляют особые требования. Время охлаждения деталей из этой стали в воде или на воздухе или в воде должно быть небольшим из-за её склонности к отпускной хрупкости и хладноломкости. Наличие хрома уменьшает критическую скорость закалки и предотвращает рост зерна. Температура мартенситного превращения стали 40Х ниже, прокаливаемость её выше, чем у простой углеродистой ст.40. В результате ее отпуск производится при более высокой температуре.
Сталь 40Х относится к группе улучшаемых. Её эксплуатационные характеристики действительно улучшаются в результате правильного термического воздействия. Благодаря ему, механические характеристики стали выше, чем у целого ряда конструкционных сталей. При сохранении достаточно высокой вязкости и пластичности, эта сталь является одной из наиболее прочных.
Специфика термообработки стали 40х
Термообработка стали 40х имеет свои нюансы, которые связаны с наличием в этом легированном металле множества примесей. Рассмотрим температурные режимы обработки стали, процесс закалки, отпуска и нормализации. Твердость после обработки.

Физические свойства материалов могут быть изменены посредством температурной обработки при высокой степени нагрева и последующего охлаждения. Это в первую очередь касается металлов, которые подвергают закалке. Чтобы правильно закалить сталь, нужно знать ее марку: она отражает полный химический состав твердого вещества. Так, проведение термообработки стали 40х имеет свои нюансы, связанные с разновидностью примесей, находящихся в ней.
Если брать точное определение типа стали, к которой относится 40х, то это классический вид легированного материала, где процентное содержание углерода уступает процентному содержанию примеси хрома. Этих элементов здесь от 0.44 до 0.36 и от 1.1 до 0.8 соответственно. Хром в металле способствует его стойкости к агрессивной окисляющей среде и придает ему способность не ржаветь. Кроме этого, хром влияет на механические показатели стали 40х, переводя ее в разряд конструкционных.
Особенности процесса закалки стали 40х
Особенности стали 40х, как указано выше, определяются богатым содержанием в ней примесей. Среди них, кроме основных рассмотренных, есть медь, марганец, никель, кремний, сера и фосфор. Все эти элементы в некотором смысле усложняют обработку такого металла, в том числе и термическую. Так, чтобы достичь нужной пластичности при закалке стали 40х, необходимо обеспечить сильный прогрев ее в муфельной печи до заданных температур. Остужать материал также нужно в определенном режиме для достижения необходимой твердости структуры.
Так как сталь 40х используется при изготовлении деталей ответственных механизмов: шестерней, валов, реек, осей, втулок и болтов, – точности процесса ее закалки уделяют особое внимание.
Что нужно знать о материале, подбирая конкретный режим термообработки:
- Твердость металла в исходном состоянии, выраженная в мегапаскалях — HB 10-1 = 217.
- Температура так называемых точек критического значения. Это показатели нагрева до определенных градусов, после чего сталь 40х может потерять свои положительные качества: Ar1 = 693, Ar3(Arcm) = 730, Ac3(Acm) = 815, c1 = 743.
- Если температуру отпуска принять равной 200 градусов по Цельсию, то показатель твердости HB будет равен 552 МПа.
Закалка стали 40х однозначно ведет к увеличению ее твердости и снижению показателя пластичности. Но процентное соотношение этих показателей для такого металла будет зависеть от следующих факторов:
- Время, за которое будет нагрета деталь до заданной температуры, влияет на общие показатели скорости термической обработки.
- Интервал выдержки металла в разогретом состоянии. От этого показателя зависит равномерность прогрева всей структуры металла и приведение каждого звена кристаллической решетки в подвижное состояние.
- Скорость, с которой заготовка подвергается охлаждению. Важный параметр при формировании новой кристаллической решетки.

Оптимальный режим термической обработки
- Электропечь прогревают до температуры, близкой к 860 градусам по Цельсию. При стандартной мощности печи по времени это занимает около 40 минут.
- Время выдержки заготовки в камере принимают равным 10–15 минутам. Визуально цвет стали 40х должен приобрести однородный желтый оттенок.
- Для охлаждения чаще используют масляную среду, реже — воду.
Более точно рассчитать время нагрева изделия из металла можно, используя правило: на каждый кубический миллиметр нужно давать от 1.5 до 2 минут пребывания детали внутри камеры электропечи.
Как показала практика, для стали 40х наиболее эффективный способ закаливания — при разогревании металла токами высокой частоты (ТВЧ). Такой прогрев характеризуется быстрым достижением заданной температуры, а также улучшенными показателями прочности изделия при эксплуатации.
Отпуск и нормализация
Для марки стали 40х можно применить три вида отпуска:
- Отпуск на низких температурах предполагает прогрев детали до предела 250 градусов по Цельсию с выдержкой. Остужают заготовку на открытом воздухе. Термообработка такого характера способствует нейтрализации напряжений при минимальном увеличении пластичности без влияния на твердость. Используется метод редко, так как велика вероятность образования хрупкой структуры.
- Отпуск на средних температурах. Прогрев здесь идет до 500 градусов по Цельсию. За счет более высокой температуры возрастает вязкость изделия с пропорциональным снижением твердости. Метод подходит для изготовления автомобильных рессор, пружин, другого специфического инструмента.
- Отпуск на высоких температурах с увеличением прогрева до 600 градусов по Цельсию. В этом случае внутри кристаллической решетки распадается мартенсит, образуя при этом сорбит. На практике это лучший вариант пропорционального соотношения пластичности и твердости. Ударная вязкость при этом также возрастает. Детали, полученные таким образом, можно применять в механизмах, подверженных воздействию ударных нагрузок.

Чтобы избежать повышенной хрупкости при отпуске, охлаждение при этом процессе следует делать быстро в специальной вакуумной камере с системой продувки аргоном. Последние два условия помогут избежать возникновения внутренних дефектов в структуре материала, а именно образования раковин, полостей и деформаций.
Если после закаливания сталь 40х разогреть до критической точки, выдержать и охладить на воздухе, то внутренняя структура получит мелкозернистое строение – этот процесс носит наименование нормализация. Ее задача — повысить ударную вязкость металла и его пластичность.
Свойства стали после закалки
Если термическая обработка стали 40х (закалка и отпуск) проведены правильно, в соответствии с ГОСТ 4543–71, который регламентирует такие работы, то металл приобретает следующие свойства:
- Твердость повышенного характера с показателями НВ около 217.
- Прочность с пределом при разрыве 980 Н/м².
- Вязкость ударную 59 Дж/см².
Кроме всего прочего, закаленный металл лучше поддается ручной сварке при помощи дуги и электрошлаковой сварке.
Уважаемые посетители сайта: специалисты – технологи по закалке металла и все, кто не понаслышке сталкивался с вопросом термообработки стали 40х, – поделитесь своими знаниями в комментариях, поддержите тему! Всегда важно знать мнение профессионалов!
Методы закалки стали 40х и их особенности
Описание и история сплава
Название сплава расшифровывается как хромоникелевая конструкционная легированная сталь. За качество стали 40ХН отвечает ГОСТ 4543-71, который относит его к классу высокопрочных сталей для применения в конструкционных целях (хромоникелевый стальной сплав с легирующими элементами). То есть для получения изделий, применяемых при машиностроении и строительстве. Внедрение никеля в состав сплава — улучшает показатель химической устойчивости.
Данный факт впервые был представлен общественности во Франции химиком Жозефом Луи Прустом в 19-ом веке. Он выдвинул теорию о том, что железные метеориты практически не поддаются процессу коррозии из-за входящего в их состав никеля.

Механические свойства стали 40ХН
Спустя два десятка лет с того момента, Майкл Фарадей впервые изготовил сплав с соединениями железа и никеля, который отличался высокой устойчивостью к процессу коррозии. Однако получить сплав с улучшенными характеристиками по упругости, антикоррозийными свойствами и прочностью к механическому воздействию удалось лишь после химического вывода ковкого никеля. По характеристикам 40ХН имеет большую устойчивость к коррозийному процессу за счет добавления в состав хрома, который также усиливает прочностные свойства стали.
Отпуск и нормализация
Отпуск проводится непосредственно сразу после завершения закалки, так как есть большая вероятность возникновения трещин в структуре. Разогревается изделие в этом случае до точки ниже критической, проводится выдерживание на протяжении определенного промежутка времени и выполняется охлаждение. Отпуск обеспечивает улучшение структуры, устраняет напряжение и повышает пластичность, устраняет хрупкость стали 40Х.

Механические свойства стали 40Х в зависимости от температуры отпуска
Различают три вида рассматриваемой термообработки:
- Низкий отпуск определяет разогрев поверхности до 250 °С с выдержкой и охлаждение на воздухе. Применяется для снятия напряжений и незначительного повышения пластичности практически без потери твердости. В случае конструкционного сплава применяется крайне редко.
- Средний отпуск позволяет нагревать изделие до 500 °С. В этом случае вязкость значительно повышается, а твердость снижается. Используют этот метод термообработки при получении пружин, рессор и некоторого инструмента.
- Высокий позволяет раскаливать деталь до 600 °С. В этом случае происходит распад мартенсита с образованием сорбита. Подобная структура представлена лучшим сочетанием прочности и пластичности. Также повышается показатель ударной вязкости. Используют этот метод термообработки для получения деталей, применяемых при ударных нагрузках.
Еще одним видом распространенной термообработки является нормализация. Зачастую нормализация проводится путем разогрева металла до верхней критической точки с последующей выдержкой и охлаждением в обычной среде, к примеру, на открытом воздухе. Проводят нормализацию для придания мелкозернистой структуры, что приводит к повышению пластичности и ударной вязкости.
Читать также: Как натянуть сварную сетку без провисания
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Состав 40ХН
40 ХН – сталь, имеющая в составе такие элементы как углерод – в процентном соотношении от 0,36% до 0,44% (один из самых важных элементов), марганец от 0,5% и вплоть до 0,8%, вкрапления никеля в соотношении от 1% до 1,4%, порошок кремния от 0,17% до 0,37%, элементы серы и фосфора – каждый из которых не превышает 0,035%, также соединения хрома от 0,45 до 0,75% и добавление 0,3% меди. Сталь 40ХН относится к высококачественным легированным сталям в первую очередь из-за содержания фосфора и серы менее 0,36% в процентном соотношении.

Химический состав стали 40ХН
Сталь 40Х
Общие данные
| Заменитель |
| Сталь 40ХФ, Сталь 40ХР, Сталь 45Х, Сталь 38ХА, Сталь 40ХН, Сталь 40ХС, |
| Вид поставки |
| Сортовой прокат, в том числе фасонный: ГОСТ 4543-71, ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 2879-69, ГОСТ 10702-78. Калиброванный пруток ГОСТ 7414-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 1051-73. Шлифованный пруток и серебрянка ГОСТ 14955-77. |
Лист толстый ГОСТ 1577-81, ГОСТ 19903-74.
Полоса ГОСТ 82-70, ГОСТ 103-76, ГОСТ 1577-81.
Поковки и кованые заготовки ГОСТ 8479-70. Трубы ГОСТ 8731-87, ГОСТ 8733-87, ГОСТ 13663-68.
Химический состав (по ГОСТ 4543-2016)
| Химический элемент | % |
| Углерод (C) | 0.36-0.44 |
| Кремний (Si) | 0.17-0.37 |
| Медь (Cu), не более | 0.30 |
| Марганец (Mn) | 0.50-0.80 |
| Никель (Ni), не более | 0.30 |
| Фосфор (P), не более | 0.035 |
| Хром (Cr) | 0.80-1.10 |
| Сера (S), не более | 0.035 |
Механические свойства

Цильпебс стальной, произведенный из марки 40ХН
И даже такие серьезные детали, как трубопроводная арматура, роторные, коленчатые и редукторные валы, применяющиеся при авиастроении, детали двигателей воздушного охлаждения и исполинских деталей, работающих при температурах свыше 500 градусов по Цельсию, изготавливаются из этого материала.
Если проще, то особенности стали 40ХН делают ее пригодной для изделий, одними из свойств которых должны быть прочность и вязкость материала.
Толщина у стенок изделия, состоящего из этого материала, не должна превышать порог в 120 миллиметров.
Процесс сварки
Сварочная деятельность с легированными сталями довольно трудна, в связи с особенностями, вызывающими образования хрупких элементов в околошовной зоне из-за закалки (то есть сварка должна исполняться по определенной технологии). В лучшем случае проводить сварочные работы лучше перед отпуском изделия при прогреве или перед отжигом, но исключительно после сварки. Температурное воздействие на сплав 40ХН заключается в закаливание сплава, сопровождающееся дальнейшим отпуском изделия. После таких манипуляций свойства стали приобретают удвоенную выносливость к образованию трещин по сравнению с состоянием до сварочных работ. Предел выносливости стали же возрастает в 6 раз.
Для сварки элементов, изготовленных из этой стали, требуется первоначально добиться твердости Н=2860-3020 МПа. В этом помогает термообработка стали 40ХН, с последующим отпуском в температурах от 550 до 860 градусов Цельсия. Далее изделие подвергается повторному нагреву в электропечи при температурах от 350 до 400 градусов Цельсия.

Лист стали 40ХН
Затем производится сам процесс сварки в два слоя с обязательной зачисткой от шлака швов в режиме силы сварочного тока от 160 до 200 А. Не мало важно чтобы ток был постоянным с обратной полярностью. Для сварки обычно применяются высококачественные электроды с маркировкой УОНИ 13/55 типа Э50А с диаметром в 4 миллиметра и катетом шва в 8 миллиметров.
Процесс закалки
Процесс обработки высокой температурой стали 40Х и иного сплава называют закалкой. Стоит учитывать, что нагрев выполняется до определенной температуры, которая была определена путем многочисленных испытаний. Время выдержки, после которого проводится охлаждение, а также другие моменты можно узнать из специальных таблиц. Провести нагрев в домашних условиях достаточно сложно, так как в рассматриваемом случае нужно достигнуть температуры около 800 градусов Цельсия.

Химический состав стали 40Х
Результатом сильного нагрева и выдержки металла 40Х на протяжении определенного времени с последующим резким охлаждением в воде становится повышение твердости и уменьшение пластичности. При этом результат зависит от нижеприведенных показателей:
- скорости нагрева металла 40Х;
- времени выдержки;
- от скорости охлаждения.
При проведении работы в домашних условиях следует учитывать температуру обработки и время охлаждения.
Механические свойства стали 40Х в зависимости от температуры отпуска
При выборе метода разогрева поверхности следует обратить внимание на ТВЧ. Этот метод более популярен, чем обычная объемная обработка по причине достижения необходимой температуры за более короткое время.
В домашних условиях ТВЧ используется крайне редко. После проведения работы при использовании ТВЧ повышается эксплуатационная прочность детали, что связано с появлением поверхностных сжимающих напряжений.
Провести закалку 40Х на примере изделия болта М24 можно следующим образом:
- разогревается электропечь;
- следует провести разогрев до 860 °C, для чего в некоторых случаях необходимо 40 минут;
- время, необходимое для аустенизации, после которого проводится охлаждение, составляет 10-15 минут. Равномерный желтый цвет изделия – признак правильного прохождения процесса закалки 40Х;
- завершающим этапом становится охлаждение в ванной с водой или другой жидкостью.
Определить самостоятельно момент, после которого следует охладить металл, в промышленных и домашних условиях невозможно. Именно поэтому по проведенным исследованиям было принято, что для нагрева металла в электропечах необходимо 1,5-2 минуты на один миллиметр, после чего структура может быть перегрета.
Определение твердости проводится по методу Роквелла. Улучшение, проведенное путем отпуска или закалки, можно измерить при помощи обозначения HRC. Стандартное обозначение HR, к которому проводится добавление буквы в соответствии с типом проведенного испытания. Обозначение HRC наиболее часто встречается, последняя буква означает использование алмазного конуса с углом 1200 при испытании.
Обработка и закалка
После сварочных работ готовая деталь охлаждается за счет понижения температуры при отключении печи, при этом находясь под чутким контролем. В результате таких манипуляций полученный на изделии шов при рентгеновском облучении покажет отсутствие дефектов. Наличие поверхностных трещин проверяется зачисткой и шлифовкой швов с последующим нанесением слоя кислоты.
Также качество сварочного соединения проверяется современными макрошлифами.
Изготовленные с применением подобной технологии изделия успешно проходят макроисследования при котором выявляются плотность строения наплавленного металла в зоне сварочного шва и ближайших к нему зон. Микроструктура в этих местах изменяется от ферритно-перлитной до сербитообразной перлитной. Также образцы деталей из стали 40ХН проходят испытание на твердость, смысл которой в том, чтобы подтвердить неизменность структуры стали в зоне шва после сварки.
Закалка изделий из данного материала происходит в процессе погружения в масло, однако детали крупных габаритов иногда закаливают в воде после чего, как можно скорее, перемещаются в масло или подвергаются воздействию низкий отпуска. Не редкостью является и процесс закаливания высокочастотными токами, после нагрева которыми производится отпуск. В конечном итоге, такие манипуляции повышают твердость поверхности изделия.
Закалка стали в домашних условиях
Бывают ситуации, когда домашний мастер сталкивается с проблемой повышения прочностных характеристик бытового инструмента. Причем для решения этой задачи нет необходимости обращаться к специалистам, поскольку он сам может все сделать самостоятельно. Справиться с этой задачей можно, обладая минимум оборудования и знаний.
Рассмотрим более подробно ситуацию на топоре. Если рассматривается инструмент советского производства, то можно не сомневаться в его высоком качестве изготовления. В то же время подобного нельзя сказать об изделиях, которые продаются сегодня. Если присутствуют признаки заминания или выкрашивания, то из этого можно сделать вывод о нарушении требований технологии закалки. Однако в силах каждого мастера исправить эту ситуацию.
Первое, что нужно сделать — разжечь костер с углями. Желательно довести его до такого состояния, чтобы угли имели как можно более белый цвет. Так можно будет понять, что они нагрелись до максимально высокой температуры. Помимо этого, нам понадобятся две емкости. В первую мы нальем масло, в качестве которого можно использовать обычное машинное. Другой же резервуар следует наполнить чистой холодной водой.
Дождавшись момента, когда кромка инструмента приобретет малиновый цвет, топор извлекают из костра. Чтобы избежать ожога вследствие взаимодействия с высокой температурой, рекомендуется использовать кузнечные клещи или любую иную альтернативу им. После этого нужно быстро поместить топор в емкость с маслом и держать его там в течение 3 секунд. По истечении этого времени топор извлекают, дают остыть ему в течение тех же 3 секунд, после чего операцию повторяют. Проводить процедуру погружения топора в масло нужно до тех пор, пока инструмент не лишится своего яркого света.
Далее нам предстоит погружать топор в емкость с водой, при этом важно периодически мешать жидкость. Этой операцией завершается закалка стали в домашних условиях.

