
НАПЛАВКА МЕДИ И БРОНЗ НА СТАЛИ РАЗЛИЧНЫХ КЛАССОВ
Наплавочные работы
21.3. Технология наплавки цветных металлов
Наплавку меди или бронзы на стальные, медные и бронзовые детали осуществляют ручной дуговой сваркой покрытыми электродами, дуговой сваркой в инертных газах неплавящимися вольфрамовыми электродами и угольными электродами с применением защитного флюса, нанесенного на присадочный пруток. Для наплавки используют электроды со стержнем из меди или бронзы. Применяют электроды марки К-ЮО («Комсомолец-100») со стержнем из меди Ml и покрытием, замешанным на жидком стекле и состоящим из ферромарганца (47,5%)» полевого шпата (12,5 %), плавикового шпата (]5 %) и кремнистой меди (20 %) Этими электродами сваривают медные детали между собой или выполняют наплавку меди на сталь.
При наплавке меди на медь применяют предварительный подогрев до температуры 300—500 °С, так же, как при сварке меди. Наплавленный слой подвергают проковке.
Применяют наплавочные электроды марки ЗТ со стержнем из кремнистой бронзы марки БрКМцЗ-1. Металл, наплавленный этими электродами, близок по химическому составу и свойствам к кремнистой бронзе. Наплавку выполняют короткой дугой, постоянным током обратной полярности. Для получения наплавленного металла нужного состава бронзовый стержень электрода подбирают другой марки с соответствующим составом покрытия.
Наплавку неплавящимся (вольфрамовым) электродом в азоте или в аргоне производят с применением присадочного металла из меди или ее сплавов в зависимости от требуемого состава наплавленного металла. Для наплавки употребляют азот особой чистоты и арюн высшего сорта (по ГОСТ 9293—74* и 10157—79*). Устойчивость дуги в азоте ниже, чем в аргоне, поэтому предпочтение отдается аргону, несмотря на его большую стоимость. Для такой наплавки можно использовать лантанированные вольфрамовые электроды, обладающие хорошей устойчивостью. Наплавку на сталь производят при минимальной погонной энергии и с минимальной глубиной проплавления стали. Для этого часто используют дополнительное охлаждение стали водой с обратной стороны, что ускоряет кристаллизацию наплавляемого слоя и предупреждает появление трещин в стали.
Наплавку меди и ее сплавов на сталь можно производить угольным электродом, используя в качестве присадочного металла медные или бронзовые прутки (марок МО, Ml, БрКМцЗ-1) Для улучшения процесса и качества наплавки эти прутки покрывают защитным флюсом (например, состоящим из 95 % порошка буры и 5% металлического магния, смоченных жидким стеклом) Для предупреждения науглероживания стали сварку ведут длинной дугой со скоростью более 15 м/с во избежание расплавления основного металла. Качество наплавки невысокое, поэтому такой способ не получил распространения. Для улучшения качества рекомендуются проковка шва при температуре 550—800 °С и быстрое охлаждение в воде.
Большая Энциклопедия Нефти и Газа
Наплавка — бронза
Наплавка бронзы , меди и медноникелевых сплавов необходима при замене крупных бронзовых деталей узлов трения стальными, наплавленными бронзой. [1]
Наплавка бронз осуществляется как электродуговым, так и газокислородным методом, наплавка баббитов только газокислородным методом и наплавка свинца-водородно-кислородным пламенем. [2]
При наплавке бронзы на валы применяли технологию, при которой происходит расплавление основного и присадочного металлов. [3]
Весьма перспективной является наплавка различных бронз в виде порошковых проволок. В этом случае наплавку ведут постоянным током обратной полярности под флюсами, разработанными для этих целей. [4]
В отверстиях стальных катков путем наплавки бронзы марки БРКМЦЗ-1 ГОСТ 5222 — 72 толщиной 1 5 — 2 мм делается втулка. Во втулке выполняется винтовая выточка для смазки. Смазка поступает через отверстие, просверленное в оси. [5]
Электроды ОЗБ-2М рекомендуются для сварки и наплавки бронз , остальные — для сварки и наплавки чистой меди или низколегированных сплавов на ее основе. [6]
С целью экономии цветных металлов освоен процесс изготовления двухслойных ( биметаллических) втулок наплавкой бронзы на сталь или чугун. В этом случае во вращающуюся форму заливают сначала чугун, а затем бронзу. [7]
Для экономии цветных металлов разработана также технология изготовления двухслойных ( биметаллических) втулок наплавкой бронзы на сталь или на чугун. Для этого во вращающуюся форму заливают чугун, а после его затвердевания — бронзу. [9]
С целью экономии цветных металлов освоен процесс изготовления двухслойных ( биметаллических) втулок наплавкой бронзы на сталь или чугун. В этом случае во вращающуюся форму заливают сначала чугун, а затем бронзу. [10]
В целях экономии цветных металлов ( бронзы и латуни) в практике применяют изготовление биметаллических деталей путем наплавки бронзы или латуни на сталь. Наплавка бронзы и латуни на стальные поверхности может осуществляться электрической дугой или газовой горелкой. [11]
В целях экономии цветных металлов ( бронзы и латуни) в практике применяют изготовление биметаллических деталей путем наплавки бронзы или латуни на сталь. Наплавка бронзы и латуни на стальные поверхности может осуществляться электрической дугой или газовой горелкой. [12]
Другие способы сварки меди и ее сплавов со сталью не имеют такого же практического значения, как указанные выше, однако следует указать на наиболее перспективные из них. При наплавке бронзы на сталь по методу трения [18] хорошее соединенно достигается в том случае, если в месте его бронза доводится до расплавленного состояния. [13]
Сальниковая набивка и фонарные кольца сальниковых уплотнений при ремонте заменяются. Новые фонарные кольца изготовляются из стали с последующей наплавкой бронзы и механической обработкой. Возможно изготовление новых фонарных колец из латунной трубки на специальном прокатном приспособлении. Мешалка вакуум-фильтра крепится к коренным подшипникам барабана специальными подвесками с помощью пружин и пальцев. Для того чтобы устранить выпадание пальцев и поломку проушин при ремонте, мешалку жестко крепят к подвескам и подвешивают не к коренным подшипникам, а к ванне вакуум-фильтра на двух подшипниках качения. [14]
Оказалось, что искры, образующиеся при ударах ручного стального инструмента о сталь, чугун и строительные материалы, не воспламеняют газовоздушные смеси нефтяных газов и паров. Инструмент, изготовленный путем омеднения стальных ударных поверхностей гальваническим способом или наплавкой бронзы , латуни, меди, быстро теряет защитный слой, и удары производятся стальными поверхностями. Не достигает цели и покрытие ударных поверхностей вязкими смазками: при ударах по смазанной поверхности искры образуются, причем наиболее легко возникают искры при ударах о стальные поверхности, покрытые окалиной или другими окислами железа. Не вызывает искр при ударах о металлические поверхности и строительные материалы ручной инструмент, изготовленный из меди, бронзы, латуни. [15]
НАПЛАВКА МЕДИ И БРОНЗ НА СТАЛИ РАЗЛИЧНЫХ КЛАССОВ
Наплавка меди и бронз плазменной струей с успехом может осуществляться не только на изделия из малоуглеродистых и низколегированных сталей, но и на изделия из средне — и высокоуглеродистых сталей, а также из высоколегированных и специальных сталей. В проведенных нами работах была успешно осуществлена наплавка плазменной струей с токоведущей просадочной проволокой бронз Бр. КМцЗ-1 и типа МНЖ5-1 на изделия из сталей 45, 60, 6ХС, У7, У10, Х25Т, Х.17Н2, 2X13, Х18Н12Т, 1Х18Н9Т и др.
На рис. 71 и 72 представлены микроструктуры наплавок бронз на некоторые из указанных сталей. Как видно из предста
вленных рисунков, во всех случаях граница сплавления плотная, резкая, проплавления стали отсутствуют.
Следует отметить, что наплавка меди и бронз на высокоуглеродистые и легированные стали осуществляется на режимах, обусловленных свойствами основного металла. Так, при наплавке меди и брбнз на нержавеющие аустенитные стали, подобные стали марки 1Х18Н9Т, сварочный ток 1п должен быть уменьшен на 15—
Рис. 72. Граница сплавления при наплавке бронзы Бр. КМцЗ-1 на сталь 1Х18Н9Т, Х300. Режим
наплавки Iх = 150 a, Uг — 50 в, 12 = 20 a, U2 — 12 в
Рис. 71. Граница сплавления при наплавке бронзы Бр. КМцЗ-1 на сталь 2X13; X 100. Режим наплавки /! = 160 a; U х = 42 в; / 2 = 20 а; U2 — 12 в; vH= 0,263 см/сек
20% по сравнению с наплавкой на изделия такой же толщины из малоуглеродистой или низколегированной стали, что объясняется более низкой теплопроводностью нержавеющей стали. Поэтому для каждой новой марки стали должны быть предварительно отработаны режимы наплавки.
Некоторые режимы таких наплавок в качестве примера приведены в табл. 24.
Во всех приведенных случаях наплавки механические свойства наплавок вполне удовлетворительные и находятся на уровне свойств наплавляемого металла. Так, при плазменной наплавке бронзы Бр. КМцЗ-1 на сталь 1Х18Н9Т толщиной 10 мм на режиме 1Х = 150 а иг — 50 е; /2 = 20 а; U2 = 12 е; vH = 6 міч (наплавка с поперечными колебаниями плазменной головки) прочность сцепления металла наплавки с основным металлом составляет при испытании на срез 35—40 кгс/мм2, при испытании на выдавливание 28—41 кгс/мма, угол загиба наплавленных соединений составляет 180° при испытании образцов как наплавкой внутрь, так и наплавкой наружу. Свойства металла наплавки,
Газопламенная наплавка цветных металлов
Газопламенную наплавку применяют преимущественно для латуней. Медь и бронзу целесообразней наплавлять с применением электрических способов нагрева. Латунь наплавляется на детали для создания уплотнительных поверхностей в запорной арматуре. При наплавке латуней на черные металлы, как правило, требуется применение флюсов. Наилучших результатов при газопламенной наплавке латуни на сталь и чугун достигают при использовании газообразного флюса БМ-1. Обычно наплавка выполняется левым способом в нижнем положении. Для уменьшения испарения цинка при газопламенной наплавке латуни используют науглероживающее пламя. В качестве горючего газа применяют ацетилен, пропан-бутан и природные газы. В качестве наплавочного материала применяют все марки латуней, в которых содержание свинца не превышает 0,1%.
Поверхности наплавляемых деталей перед наплавкой зачищают до металлического блеска. Присадочный металл также очищается от загрязнений и оксидов. При наплавке на крупногабаритные Детали их подогревают до температуры 500°С. Мощность сварочного пламени и диаметр присадочного прутка выбирают в зависимости от толщины наплавляемого слоя.
| Толщина наплавки, мм | Диаметр присадочного прутика, мм | Мощность ацетиленового пламени, м 3 /ч |
| 3-4 | 4-6 | 400-700 |
| 5-6 | 8-10 | 600-1100 |
| 6-9 | 10-12 | 1050-1750 |
Газопламенная наплавка бывает как однослойная, так и многослойная. При наложении последующих слоев оплавляется предыдущий слой на глубину около 30% его толщины. Флюс вводят в наплавочную ванну вручную. Поверхность металла перед нанесением флюса нагревают до температуры 900-950°С. После нанесения флюса наплавляют первый слой толщиной. 0,3-0,5 мм. Техника газопламенной наплавки латуни на сталь и чугун в основном одинакова. При наплавке чугуна необходимо учитывать, что при нагреве его до температуры 900-950°С на его поверхности происходит выгорание графита, продукты сгорания которого затрудняют смачивание. Поэтому графит вначале выжигают с поверхности наплавки окислительным пламенем горелки. Затем наплавляемая поверхность тщательно зачищается металлической щеткой. При наплавке чугуна латунью возможно также его отбеливание. Газопламенную наплавку чугуна латунью с применением порошковых флюсов применяют в ограниченных случаях. При газофлюсовой наплавке чугуна и стали деталь нагревают горелкой до температуры около 700°С, до 500°С нагревают без подачи флюса в пламя горелки, далее только с флюсом. Схема газофлюсовой наплавки представлена на рисунке 1.

1 — основной металл, 2 — слой полуды, 3 — жидкая ванна, 4 — пленка флюса, 5 — наплавленный валик
Рисунок 1 — Схема газофлюсовой наплавки
Наплавляемую поверхность располагают под углом 0-10° к горизонтали. Наплавку выполняют левым способом снизу вверх. Угол наклона мундштука горелки к горизонтали 30-60°, угол между мундштуком горелки и прутком 90-110°. Конец прутка погружается в ванну жидкого металла. При нормальном процессе наплавки испарение цинка отсутствует, наплавляемый валик ложится компактно; часть ванны, не подвергающаяся воздействию пламени, закрыта сплошной пленкой шлака. Поверхность наплавленного металла должна быть гладкой и покрыта сплошной коркой шлаков. При наплавке последующих слоев наплавку осуществляют по той же схеме, только может быть увеличен угол наклона между мундштуком и основным металлом. Так как наплавка с применением газообразного флюса ведется при низких температурах, то графит при наплавке чугуна не выгорает. Очистка и проковка предыдущих слоев при наплавке последующих не требуется.
НАПЛАВКА МЕДИ И БРОНЗ НА СТАЛИ РАЗЛИЧНЫХ КЛАССОВ
Название: Плазменная наплавка металлов
Автор: Вайнерман А.Е., Шоршоров М.Ш. и др.
Издательство: М.: Машиностроение
Год: 1969
Формат: PDF
Страниц: 192
Для сайта: litmy.ru
Размер: 11 mb
Язык: русский
В книге рассмотрены вопросы плазменной наплавки медных сплавов, нержавеющих сталей и других металлов на стали различных структурных классов; оборудование, аппаратура, техника и технология плазменной наплавки. Изложены основные сведения о генерации плазменных струй, рассмотрены теоретические основы наплавки разнородных металлов, процессы физико-химического взаимодействия на межфазной границе, механизм образования трещин при наплавке медных сплавов на сталь, технико-экономические показатели процесса плазменной наплавки.
Книга предназначена для инженерно-технических работников предприятий и научно-исследовательских институтов. (Табл. 26. Илл. 72. Библ. 120 назв.).
Введение.
Современные способы наплавки и их возможности.
Генерация плазменных струй и их характеристика.
Общие характеристики плазменной струи.
Тепловые характеристики плазменной струи с токоведущей присадочной проволокой.
Давление плазменной струи с токоведущей присадочной проволокой и перенос металла в дуге.
Плазмообразующие и защитные газы.
Электроды.
Теоретические основы наплавки разнородных металлов.
Соединение металлов в твердо-жидком состоянии.
Физико-химические явления при взаимодействии поверхности твердых металлов с расплавами.
Некоторые характеристики смачивания металлов.
Теплофизические условия плазменной наплавки металлов.
Гетерогенная диффузия на межфазной границе.
Анализ уравнений гетерогенной диффузии на границе раздела твердой и жидкой металлических фаз.
Исследование процессов взаимодействия твердой и жидкой фаз разнородных металлов.
Некоторые закономерности процесса растворения твердого металла в жидком.
Оборудование и аппаратура для плазменной наплавки.
Техника и технология плазменной наплавки.
Подготовка материалов под наплавку.
Техника плазменной наплавки.
Разработка режимов плазменной наплавки.
Плазменная наплавка меди и бронз на малоуглеродистые и низколегированные стали.
Особенности наплавки меди и бронз на сталь.
Состав и структура металла соединения при наплавке медных сплавов на сталь.
Свойства соединения меди и бронз со сталью.
Режимы плазменной наплавки меди и бронз на малоуглеродистые и низколегированные стали.
Образование трещин при наплавке медных Сплавов на сталь.
Механизм образования, трещин.
О роли процессов диффузии и растворения на образование заполненных медным сплавом трещин.
Влияние различных факторов на образование трещин.
Плазменная наплавка аустенитных нержавеющих сталей на малоуглеродистые и низколегированные стали.
Особенности наплавки аустенитных нержавеющих сталей на стали перлитного класса.
Регулирование доли основного металла в аустенитном металле наплавки.
Технология плазменной наплавки нержавеющих сталей на стали перлитного класса.
Состав и структура наплавок аустенитных нержавеющих сталей на стали перлитного класса.
Свойства соединений при наплавке.
Различные случаи применения и технико-экономические показатели плазменной наплавки.
Плазменная наплавка латуней на углеродистые стали и чугуны.
Наплавка меди и бронз на стали различных классов.
Наплавка твердыми сплавами.
Плазменная наплавка с применением в качестве присадочного материала металлического порошка.
Технико-экономические показатели процесса плазменной наплавки.
Литература.

НЕ РАБОТАЕТ TURBO BIT .NET? ЕСТЬ РЕШЕНИЕ, ЖМИ СЮДА!
Электрошлаковая наплавка меди на сталь
Использование нерасходуемого электрода позволяет плавно и в широких пределах регулировать мощность, расходуемую на подогрев наплавляемой поверхности независимо от количества, расплавляемого присадочного металла.
Толщину наплавляемого слоя в вариантах, изображенных на рис. 9.33 и 9.34, регулируют количеством подаваемого (или предварительно укладываемого) присадочного металла, а в вариантах, изображенных на рис. 9.32 и 9.37, — скоростью подачи присадочного металла и скоростью перемещения формирующего устройства. В последнем случае присадочный металл можно подавать в расплавленном состоянии, для чего, например, пропускают проволоку или пруток присадочного металла через индуктор, питаемый от источника тока высокой частоты. При электрошлаковой наплавке изделий широких валиков используют неплавящийся электрод в виде отдельных секций или стержней, равномерно размещенных по ширине шлаковой ванны. Желательно также выполнять колебательные движения изделия или электродов поперек шлаковой ванны.
Поверхность наплавленного слоя обычно достаточно гладкая и не требует последующей механической обработки. При контроле качества биметаллического изделия, полученного электрошлаковой наплавкой, целесообразно исследовать наплавленный металл, основной металл в зоне термического влияния и определить свойства биметаллического соединения в целом. Наплавленный слой отличается высокой плотностью, отсутствием трещин и шлаковых включений. Макроструктура наплавленного слоя имеет крупнозернистое строение с перпендикулярным направлением осей кристаллов относительно наплавляемой поверхности. Результаты испытаний наплавленного слоя на разрыв и ударный изгиб приведены в табл. 9.62. Механические свойства наплавленного металла практически не уступают исходному.

Для определения прочностных свойств основного металла наплавленный слой тщательно удаляют механическим путем. Ударная вязкость основного металла, прилегающего к линии сплавления, значительно превышает этот показатель для исходного материала (рис. 9.38, а). Очевидно, медь, диффундировавшая по границам кристаллов, упрочняет связь между ними. Глубина проникновения меди в сталь практически не влияет на ее oт,

но заметно сказывается на oв (рис. 9.38, б). Так, при глубине проникновения 2,3 мм oв составляет 80%, при глубине 1,5 мм — 90% oв исходной стали. б5 с ростом глубины проникновения снижается до 30%, а ф — до 50% (см. рис. 9.38, в). На угол изгиба глубина проникновения не влияет.
но заметно сказывается на oв (рис. 9.38, б). Так, при глубине проникновения 2,3 мм oв составляет 80%, при глубине 1,5 мм — 90% oв исходной стали. б5 с ростом глубины проникновения снижается до 30%, а ф — до 50% (см. рис. 9.38, в). На угол изгиба глубина проникновения не влияет.


При исследовании свойств биметаллического соединения в целом надежность сцепления стали с медью и бронзой определяли на образцах для испытания на срез, отрыв и изгиб (табл. 9.63).
Пик микротвердости в основном металле у линии сплавления на рис. 9.39 свидетельствует о наличии интерметаллического соединения железа с медью. Наплавленный металл отличается хорошей коррозионной стойкостью в различных агрессивных средах, например, в фосфорной кислоте при температуре кипения последней.
Было выполнено испытание на разгонном стенде стальных биметаллических дисков диаметром 290 мм с наплавленным в торце слоем меди толщиной 4 и 10 мм. Скорость вращения дисков устанавливали такой (n = 12000 с -1 ), чтобы максимальные напряжения в них от действия центробежных сил превышали вдвое oт меди. Разрушения дисков не произошло. При дальнейшем увеличении скорости вращения дисков стальная основа разрушилась при напряжении, составляющем 85% величины расчетных напряжений в стали, причем характер разрушения наплавленного диска был такой же, как и цельного (рис. 9.40).
Автор: Администрация Общая оценка статьи:  Опубликовано: 2012.03.19 Обновлено: 2020.03.04
Опубликовано: 2012.03.19 Обновлено: 2020.03.04
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Технология наплавки металла различного состава
При рассмотрении технологии наплавки наплавленный металл разделен на типы в соответствии с проектом классификации МИС.
Нелегированные или низколегированные стали с содержанием менее 0,4% С типа А в качестве наплавленного металла используют главным образом для восстановления размеров деталей и образования подслоя при последующей наплавке износостойкими сплавами (табл. 13-6, 13-7, 13-8, 13-9). Применяют следующие способы наплавки: ручную дуговую штучными электродами, механизированную под флюсом и в защитных газах, реже — электрошлаковую. Типичные составы наплавленного металла: 15ХГ2С, 20Х2Г2М, 20ХГТ, 25ХЗГ2, 08Г, 08ГС и 15Г2С. Последние два со-
става получают при помощи стандартной сварочной проволоки в сочетании с обычными флюсами АН-348-А, АН-60 и ОСЦ-45. Основные технологические особенности наплавки те же, что и сварки близких по составу сталей.
Наплавку часто производят на основной металл с повышенным содержанием углерода (стали 45, 50, 50Х) и серы (35ЛК, ЗОЛ и т. п.). В данных случаях во избежание появления кристаллизационных трещин необходимо использовать приемы наплавки, обеспечивающие уменьшение доли основного металла (см. рис. 13-11).
На микроструктуру и твердость наплавленного металла, особенно в случаях комплексного легирования хромом, никелем и молибденом, оказывает влияние скорость охлаждения при температурах распада аустенита. Чрезмерное увеличение скорости охлаждения может привести к частичному образованию мартенсита в околошовной зоне и наплавленном слое. Это сопровождается увеличением твердости и хрупкости сплава, не говоря уже о возможности образования трещин. Наоборот, чрезмерное уменьшение скорости охлаждения, например при широкослойной наплавке, обусловливает распад значительной части аустенита при высоких температурах с образованием перлита. В результате снижаются твердость и износостойкость наплавки. При наплавке массивных деталей оптимальные свойства наплавленного слоя достигаются при предварительном подогреве до температуры 200— 250° С. При наплавке небольших деталей для подогрева достаточно теплоты дуги.
Наплавленный металл типа В (нелегированные или низколегированные стали с содержанием более 0,4% С) получают при дуговой наплавке посадочных мест различных валов, шеек коленчатых валов, а также при восстановлении и упрочнении деталей ходовой части гусеничных машин. Типичные составы наплавленного металла: 45Х5Г (табл. 13-6), 70ХЗМН (табл. 13-11), 80Х4СГ, 60Х2СМ и др. Основную трудность при наплавке металла этого типа представляет повышенная склонность наплавленного слоя к образованию кристаллизационных и холодных трещин. Предварительный подогрев до температуры 350—400° С позволяет в большинстве случаев избежать трещин. Если наплавленный металл подлежит механической обработке, то изделие отжигают, при этом твердость снижается до HRC 20—25. После механической обработки следует закалка до HRC 50—60.
Металлы 80Х4СГ и 60Х2СМ наплавляют соответственно электродами 13КН/ЛИВТ и ЭН-60М, а металлы 45Х5Г и 70ХЗМН — с использованием легирующего керамического флюса АНК-19 (проволока Св-08А) и металлокерамической ленты ЛМ-70ХЗМН.
Аустенитный высокомарганцевый металл типа С рекомендуется для наплавки деталей, испытывающих абразивный износ в сочетании с сильными ударами. Типичным представителем рассматриваемого типа является сталь ПО Г13, содержащая около 1,2% С
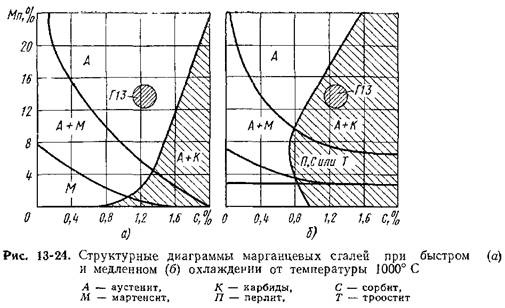
и 12% Мп. В зависимости от содержания углерода и марганца, а также скорости охлаждения с высоких температур наплавленный металл приобретает различную микроструктуру (рис. 13-24) и свойства.
При быстром охлаждении с температур выше примерно 950° С стали, содержащие 0,8—1,6% С и 12—20% Мп, приобретают стабильную аустенитную структуру и отличаются высокой прочностью и пластичностью. Благодаря высокой растворимости углерода в у-твердом растворе (при большом содержании марганца) карбиды отсутствуют. В таком состоянии твердость наплавленного металла невелика, всего НВ 180—220.
Примечательным свойством такого наплавленного металла является способность к упрочнению при холодной деформации благодаря появлению мартенсита по плоскостям скольжения. Твердость в деформированной зоне возрастает до НВ 550. Таким образом, указанные свойства (пластичность сердцевины и высокая твердость на рабочей поверхности) могут быть реализованы при условии получения исходной аустенитпой структуры и обязательного воздействия на рабочую поверхность ударов и давлений, способных вызвать пластическое деформирование. При отсутствии такого нагружения поверхностный слой не обладает какими-либо существенными преимуществами и изнашивается подобно обычной низкоуглеродистой стали.
При медленном охлаждении (см. рис. 13-24) происходит распад аустенита и выделение карбидов цементитного типа по границам зерен. Такой наплавленный металл хрупок, склонен к трещинам и отколам. Выделяются карбиды и при нагреве. Поэтому стали типа С не рекомендуются для работы при повышенных температурах, если требуется сохранить их пластичность.
Технологию наплавки сталей типа С строят с учетом рассмотренных выше особенностей. Для того чтобы избежать охрупчи-вания наплавленного слоя и околошовной зоны (при наплавке на сталь 110 Г13), процесс наплавки необходимо вести с минимальным тепловложением: малые силы тока и напряжения дуги, узкие валики, повышенная скорость наплавки, периодическое прекращение процесса и изменение места наплавки.
При соблюдении этих условий, а также при наплавке на массивные детали скорость охлаждения оказывается достаточной для получения чистоаустенитной структуры. Широкослойную наплавку, которая в данном случае создает неблагоприятный термический цикл, чаще всего применить не удается. Для наплавки используют штучные электроды и порошковую проволоку.
При наплавке открытой дугой, при прочих равных условиях, обеспечивается более быстрое охлаждение валиков, чем при наплавке под флюсом. Поэтому наибольшее распространение получила наплавка самозащитной порошковой проволокой, например ПП-АН105 (см. табл. 13-8). Наплавленный металл дополнительно легирован никелем (3—4%), при этом увеличивается устойчивость аустенита и появляется возможность увеличить критическую скорость охлаждения. Частым дефектом являются кристаллизационные трещины, которые возникают при повышенном содержании фосфора. Наплавка стали 110Г13 на углеродистые стали применяется реже из-за отколов наплавленного слоя.
Технологические особенности наплавки аустенитного хромони-келевого металла типа D во многом совпадают с особенностями сварки хромоникелевых коррозионностойких сталей (см. гл. 10). При наплавке на углеродистую сталь важно обеспечить минимальную долю основного металла и минимальное содержание углерода в наплавленном слое, если от него требуется повышенная стойкость против межкристаллитной коррозии. Поэтому значительное распространение нашла широкослойная наплавка под флюсом электродной лентой.
Металлокерамическая лента, изготовляемая из чистых по углероду порошков, позволяет достичь при многослойной наплавке минимального содержания углерода и высокой стойкости слоя против межкристаллитной коррозии. Примером такой ленты является металлокерамическая лента ЛМ-00Х21Н9Г (см. табл. 13-11), применяемая для наплавки под пемзовидным флюсом АН-26 фланцев, патрубков и сосудов химической и нефтехимической аппаратуры, а также энергетических устройств.
Наплавленный металл типа Е — хромистые стали — в зависимости от содержания углерода и хрома имеет ферритную, полу-ферритную и аустенитно-мартенситную микроструктуру. При содержании более 1,0% С и более 10% Сг в структуре появляется карбидная эвтектика (ледебурит). По своей структуре и свойствам такие стали приближаются к доэвтектическим высокохромистым чугунам.
Коррозионностойкие хромистые стали применяют для наплавки деталей общепромышленной газовой и нефтяной трубопроводной арматуры, работающей при температурах до 400—450° С, плунжеров прессов и некоторых видов штампов, а также для наплавки камер проточного тракта гидротурбин. Для наплавки трубопроводной арматуры используют порошковую проволоку с внутренней защитой ПП-АН106, а для наплавки камер гидротурбин — порошковую проволоку ПП-АН138 (см. табл. 13-8 и 13-9).
Во избежание образования пор наплавку необходимо выполнять при напряжении дуги не более 24—26 В. Обрезные штампы, а также уплотнительные поверхности арматуры наплавляют электродами НЖ-2 (тип ЭН-25Х12-40). При содержании более 0,2% С наплавленный металл склонен к образованию трещин. Поэтому применяют предварительный и сопутствующий подогрев до температуры 300—350° С.
Ледебуритные стали Х12М, Х12ВФ наплавляют под флюсом порошковыми проволоками ПП-АНЮЗ и ПП-АН104 (табл. 13-8 и 13-9). Наплавка сталей Х12, содержащих 1,8—2,0% С, сопряжена с известными трудностями вследствие склонности наплавленного металла к образованию холодных и кристаллизационных трещин. Если холодные трещины удается устранить подогревом деталей до температуры 400—550° С и последующим замедленным охлаждением, то этого не всегда можно достичь в отношении кристаллизационных трещин.
Кристаллизационные трещины в ледебуритных сталях Х12 возникают вследствие выделения в процессе кристаллизации легкоплавких карбидных эвтектик. Трещины не возникают при условии, если наплавленный металл содержит 1,5—2,5% С. При таком содержании углерода количество эвтектики увеличивается настолько, что она свободно перемещается между дендритами аусте-нита и может залечивать трещины. Таким образом, при наплавке сталей Х12 на низкоуглеродистую сталь необходимо стремиться к минимальной доле основного металла, в противном случае первый слой будет поражен кристаллизационными трещинами из-за недостаточного количества карбидной эвтектики, способной залечивать трещины.
Твердость наплавленного металла Х12 сравнительно невысока и составляет HRC 40—44, что объясняется наличием в структуре большого количества остаточного аустенита. Твердость можно увеличить высоким отпуском при температуре 500—550° С (до HRC 55—60). Для возможности механической обработки наплавленное изделие отжигают. Отжиг заготовок следует выполнять по изотермическому циклу: нагрев до температуры 870—900° С, выдержка 1,0—2,0 ч, охлаждение с печью до температуры 700° С, выдержка 5—8 ч, дальнейшее остывание на воздухе. Твердость после такого отжига составляет HRC 25—29. Закалку производят на первичную или вторичную твердость с последующим отпуском по режимам для инструментальных штамповых сталей типа Х12.
способ дуговой наплавки меди и медных сплавов на сталь
Изобретение может быть использовано при изготовлении узлов, деталей и конструкций из стали с наплавленным рабочим слоем из меди или медного сплава, предназначенным для обеспечения их антифрикционных свойств, коррозионной стойкости, электропроводности и др. На подлежащую наплавке поверхность изделия из стали наносят слой флюса-пасты и приваривают точечными швами полотно присадочного металла из меди или медного сплава. Затем осуществляют наплавку дуговым способом неплавящимся электродом в аргоне с использованием присадочной проволоки из меди или медного сплава с полным расплавлением упомянутого приваренного полотна. Способ обеспечивает уменьшение степени расплавления стали и минимальный (менее 5%) переход железа из стали в наплавленный металл, а также отсутствие ограничений, связанных с приемами подачи присадочного металла в зону наплавки, что снижает требования к квалификации сварщиков. 2 з.п. ф-лы, 1 табл.
Формула изобретения
1. Способ дуговой наплавки меди и медных сплавов на сталь, включающий использование неплавящегося электрода и присадочного металла из медного сплава, отличающийся тем, что для получения наплавленного слоя на поверхности стального изделия предварительно на стальную поверхность наносят флюс-пасту, для наплавки используют присадочный металл, состоящий из полотна толщиной 1,0-1,6 мм, предварительно приваренного точечными швами к стальной поверхности, и из сварочной проволоки, имеющих одинаковый состав, затем возбуждают дугу между неплавящимся электродом и полотном присадочного металла на токе, достаточном для локального расплавления полотна под дугой на всю его толщину, после этого дугой без ее перемещения расплавляют полотно до поверхности стали, механизированным способом или вручную подают присадочную проволоку в образовавшуюся ванну жидкого металла и одновременно увеличивают сварочный ток в дуге до значения, необходимого для совместного плавления этой дугой присадочного полотна и присадочной проволоки, при этом образуют общую сварочную ванну из расплавленного присадочного полотна и расплавленной присадочной проволоки и продолжают процесс наплавки до получения наплавленного слоя на всей наплавляемой поверхности.
2. Способ наплавки по п.1, отличающийся тем, что перед приваркой полотна к наплавляемой стальной поверхности на эту поверхность наносят слой флюса-пасты толщиной 0,1-0,2 мм, применяемой для сварки медного сплава аналогичного состава.
3. Способ наплавки по п.1, отличающийся тем, что предварительную приварку полотна присадочного металла к стальной поверхности осуществляют с прижатием его в зоне сварки путем локального расплавления полотна на всю его толщину дугой неплавящегося электрода в аргоне без применения присадочной проволоки, при этом приварку осуществляют в отдельных точках, расположенных в шахматном порядке, диаметром 3-5 мм с шагом между точками 15-20 мм.
Описание изобретения к патенту
Изобретение относится к области сварочного производства и может быть использовано в судостроении, машиностроении и в других отраслях промышленности при изготовлении узлов, деталей и конструкций из стали с наплавленным рабочим слоем из меди или медного сплава, предназначенным для обеспечения их антифрикционных свойств, коррозионной стойкости, электропроводности и др.
Известно, что наплавка меди и ее сплавов на сталь может выполняться различными дуговыми способами сварки плавлением: автоматическим под флюсом, ручным и механизированным аргонодуговым плавящимся и неплавящимся электродом, ручным покрытыми электродами. Однако при применении всех указанных способов дуговой наплавки меди и ее сплавов на сталь под действием сварочной дуги происходит значительное расплавление стали, перемешивание в сварочной ванне расплавленной стали с расплавленным присадочным металлом на медной основе и образование наплавленного металла с большим (10-30 мас.% и более) содержанием железа. Растворимость железа в твердой меди или в медном сплаве незначительная. Как показали исследования, в пересыщенном твердом растворе на основе меди может сохраняться до 3-5 мас.% железа. Остальное железо, перешедшее в наплавленный металл, выделяется в виде новой фазы — твердого раствора на основе железа. Выделения этой фазы существенно уменьшают коррозионную стойкость и антифрикционные свойства наплавленного металла, ударную вязкость и пластические свойства наплавленных образцов. Чтобы избавиться от выделений фазы на основе железа в рабочем слое наплавленного изделия и обеспечить его коррозионную стойкость и антифрикционные свойства, наплавку медных сплавов на сталь указанными дуговыми способами приходится выполнять в несколько слоев (Подгаецкий В.В. Механизированная наплавка слоя алюминиевой бронзы БрАЖМц 10-3-1,5. — Автоматическая сварка, 1959, № 7, с.93). Но пластические свойства и ударная вязкость (при надрезе по зоне сплавления наплавленного металла со сталью) наплавленных образцов остаются низкими из-за наличия в зоне сплавления значительного количества выделений хрупкой и твердой фазы на основе железа.
Для обеспечения коррозионной стойкости, антифрикционных свойств, пластических свойств и ударной вязкости (при надрезе по зоне сплавления наплавленного металла со сталью) наплавленных образцов уже при наплавке медных сплавов на сталь в один слой наплавку медных сплавов на сталь следует выполнять без расплавления или с минимальным расплавлением стали так, чтобы содержание железа в первом слое наплавленного металла не превышало 5%.
Известен способ аргонодуговой наплавки неплавящимся электродом меди и ее сплавов на сталь (Патент РФ на изобретение № 2390398 от 27 мая 2010 г.), принимаемый нами за прототип, при котором за счет применения специальной техники наплавки обеспечивается уменьшение степени расплавления стали и минимальный (менее 5%) переход железа из стали в наплавленный металл.
Однако этот способ наплавки (прототип) распространяется только на способ аргонодуговой наплавки неплавящимся электродом, включающий расплавление присадочного материала только в виде прутка, отличающийся тем, что перед началом наплавки присадочный пруток устанавливают в месте начала наплавки под углом 5-15° к наплавляемой поверхности с упором в нее нижнего конца прутка, располагают сварочную горелку под углом 80-90° к присадочному прутку, зажигают дугу между неплавящимся электродом сварочной горелки и нижним концом присадочного прутка, не допуская контакта дуги со сталью, расплавляют присадочный пруток с его перемещением без изменения его угла наклона к наплавляемой поверхности до образования на ней ванны расплавленного металла присадочного прутка шириной 7-10 мм и толщиной 2-3 мм, после чего переносят сварочную дугу с присадочного прутка на образованную ванну расплавленного металла в точку на расстоянии 2-4 мм от ее головной части, располагают сварочную горелку под углом 40-45° к поверхности ванны расплава и осуществляют процесс наплавки углом вперед с поддержанием постоянного угла наклона сварочной горелки и уровня ванны расплавленного металла. Однако этот способ наплавки имеет следующие недостатки. При этом способе наплавки применяются сложные технологические приемы. Присадочный металл для наплавки применяется только в виде прутков, которые подаются в зону наплавки только вручную. Производительность наплавки очень низкая. Для обеспечения качественного выполнения наплавки при этом способе необходимо, чтобы наплавку выполняли только высококвалифицированные сварщики, тщательно обученные сложным технологическим приемам наплавки по прототипу.
Техническим результатом заявляемого изобретения является разработка способа дуговой наплавки меди и медных сплавов на сталь, в котором при сохранении уменьшения степени расплавления стали и минимальном (менее 5%) переходе железа из стали в наплавленный металл обеспечиваются упрощение технологических приемов наплавки, возможность применения присадочного металла в виде присадочной проволоки, возможность механизированной подачи присадочной проволоки в зону наплавки, повышение производительности наплавки и при котором нет необходимости в подготовке сварщиков для освоения специальной техники наплавки и в предъявлении повышенных требований к квалификации сварщиков.
Технический результат предлагаемого изобретения достигается за счет того, что для получения наплавленного слоя на поверхности стального изделия предварительно на стальную поверхность наносят флюс-пасту толщиной 0,1-0,2 мм, для наплавки используют присадочный металл одного и того же состава, состоящий из полотна толщиной 1,0-1,6 мм, предварительно приваренного точечными швами к стальной поверхности в шахматном порядке путем локального расплавления полотна на всю его толщину в отдельных точках диаметром 3-5 мм с шагом между точками 15-20 мм, и из сварочной проволоки, затем возбуждают дугу между неплавящимся электродом и полотном присадочного металла, достаточном для локального расплавления полотна под дугой на всю его толщину, после этого дугой без ее перемещения расплавляют полотно до поверхности стали, механизированным способом или вручную подают присадочную проволоку в образовавшуюся ванну жидкого металла и одновременно увеличивают сварочный ток в дуге до значения, необходимого для совместного плавления этой дугой присадочного полотна и присадочной проволоки, при этом образуют общую сварочную ванну из расплавленного присадочного полотна и расплавленной присадочной проволоки и продолжают процесс наплавки до получения наплавленного слоя на всей наплавляемой поверхности.
Опробование предложенного способа наплавки меди и медных сплавов на сталь производили следующим образом. Для наплавки по предложенному способу было взято полотно толщиной 1 мм из сплава марки МНЖКТ5-1-0,2-0,2 состава (мас.%): Ni — 6,1, Fe — 1,2, Mn — 0,72, Cu — остальное, шириной 40 мм и длиной 200 мм. На пластину размером 12×100×200 мм из стали АБ2 кисточкой был нанесен слой флюса-пасты толщиной — 0,15 мм в виде раствора буры в этиловом спирте. После нанесения флюса-пасты на пластину было уложено полотно из сплава МНЖКТ5-1-0,2-0,2 и приварено к стальной пластине точечными швами в шахматном порядке. Сварку выполняли без применения присадочного металла аргонодуговым способом неплавящимся электродом путем расплавления полотна в намеченных точках диаметром 3-5 мм с шагом между точками 15-20 мм. При этом для обеспечения надежного контакта полотна с пластиной у места сварки точки полотно прижимали к пластине с помощью ручного инструмента. После этого на стальную пластину с приваренным к ней полотном была выполнена наплавка механизированным способом неплавящимся электродом в аргоне проволокой диаметром 1,2 мм марки МНЖКТ5-1-0,2-0,2 того же состава, что и полотно, на режиме: сварочный ток 180-200 А, напряжение на дуге 16 В, скорость подачи проволоки 240 м/ч (4,0 м/мин), скорость наплавки 15 м/час. В результате на стальную пластину был наплавлен слой металла высотой 3,3 мм площадью 40×200 мм 2 . Наплавка была выполнена за 8 мин, а с учетом приварки полотна к пластине — за 10 мин.
Для сравнения аналогичный слой металла был наплавлен способом наплавки по прототипу, на что было затрачено 24 мин.
На обеих наплавленных пластинах было определено содержание железа в наплавленном металле и наличие выделений фазы на основе железа в его структуре.
Результаты исследования приведены в таблице и показывают следующее. При обоих способах наплавки: предложенном и по прототипу содержание железа в наплавленном металле, определенное методом микрорентгеноспектрального анализа, низкое и находится примерно на одном уровне: 1,8-3,2 мас.%. При металлографическом исследовании шлифов, полученных из наплавленных образцов, на микроскопе «Axiovert 40MAT» при увеличении 100 и 300 установлено, что микроструктура наплавленного металла везде однофазная, выделения фазы на основе железа в наплавленном металле при обоих способах наплавки отсутствует. Недопустимые дефекты в наплавленном металле (трещины, свищи, непровары) также отсутствуют при обоих способах наплавки. Отличие заключается в длительности наплавки на сталь одинакового по размерам слоя медно-никелевого сплава (объем 26,3 см 3 ; масса 234 г). Длительность наплавки по предложенному способу (с учетом времени на приварку полотна к пластине) составила 10 мин, а при наплавке по прототипу — 24 мин, производительность наплавки соответственно 23,4 г/мин и 9,8 г/мин. Таким образом, производительность наплавки по предложенному способу в 2,4 раза выше, чем при наплавке по прототипу.
Как выполняется сварка бронзы, какие существуют методики
Особенности
Нередко при варке оловянной бронзы наблюдается такое явление, как образование застывших капель. Происходит это по той причине, что легкоплавкие фракции всплывают на поверхность. Такие компоненты, как свинец и цинк, подлежат угару. Их температура кипения ниже, чем у меди, поэтому происходит процесс естественного испарения.
Следует контролировать тип пламени. Оно должно быть строго нормальным. В окислительном пламени выгорает олово, а науглероживающее пламя приводит к появлению пор. Расход ацетилена при газовой сварке должен составлять 70-120 литров в час на 1 мм толщины листа металла. Поверхность должна находиться в зоне восстановительного пламени, что составляет 7-10 мм. Только так можно снизить степень выгорания олова.

Детали из литой бронзы рекомендуется предварительно разогреть до температуры 450°C градусов. Присадочным материалом служит проволока БрОЦ4-3 или БрОФ6,5-0,15. Сложности сварки алюминиевой бронзы связаны с образованием оксидной пленки, которая имеет высокую температуру плавления. С ней можно бороться только при наличии специального флюса. В качестве последнего выступает вещество, содержащее фтористый натрий, хлористый натрий, хлористый барий и хлористый калий. Кремнистая бронза, в отличие от остальных видов сплавов, неплохо сваривается за счет присутствия таких элементов, как кремний и марганец.
Существуют особенности, характерные для любого сплава, содержащего медь. Об этих особенностях сварщик обязан знать, ведь он в обязательном порядке столкнется с определенными сложностями. Наличие в сплаве меди определяет его физические свойства. Теплопроводность бронзы, как и латуни, достаточно высокая, вследствие этого приходится учитывать интенсивную отдачу тепла. Быстрая кристаллизация сопровождается образованием трещин. Здесь оказывает влияние еще один фактор – высокий коэффициент теплового расширения. При кристаллизации металла происходит его «стягивание», в результате чего возникают внутренние напряжения.
Бронза широко применяется художниками и скульпторами при изготовлении бюстов или памятников. Из нее делают фурнитуру и элементы декора. Сварочные работы должны обеспечивать не только надежное соединение, но и эстетичный вид. Наличие в сплавах таких элементов, как цинк, олово или свинец во многом определяет особенности сварочных работ.

Выгорание перечисленных элементов обусловлено существенной разницей в температурах кипения. После плавления металла в сварной ванне происходит поглощение атмосферного кислорода. С ним вступают в реакцию легирующие элементы. На поверхности ванны образуется пленка. Параллельно с этим в металл попадает водород, и при кристаллизации остаются поры. Они существенно снижают качество сварного шва.
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
Необходимо строго соблюдать технологию сварки. Несоблюдение параметров приводит к появлению трещин и прочих дефектов.
Часть проблем удается решить, обеспечив защиту ванны инертным газом. Чаще всего используется аргон. Все вышеописанное указывает на то, что сварка бронзы является достаточно сложным процессом, поэтому сварщик обязан обладать определенными знаниями и опытом.











Как производят бронзу
За длительный период существования технологии производства бронзы изменились только инструменты и оборудование, а суть осталась прежней. Как и в древние времена, в качестве сырья для получения этого медного сплава может выступать шихта или бронзовые отходы, а флюсом, который предотвращает слишком интенсивное окисление металла в расплавленном состоянии, является древесный уголь.

Эта установка центробежного литья позволят производить бронзовые заготовки весом до 50 кг
Сам процесс плавки, в результате которой и получают бронзу, выполняется в следующей последовательности.
- Тигель с исходным сырьем помещают в печь, предварительно разогретую до требуемой температуры.
- Чтобы металл после расплавления сильно не окислялся, к нему добавляют измельченный древесный уголь – флюс.
- После того как металл полностью расплавится и хорошо прогреется, в его состав вводят фосфористую медь, играющую роль кислотного катализатора.
- После некоторой выдержки в прогретом состоянии в расплавленный металл добавляют легирующие и связующие элементы (лигатуры), после чего полученный сплав тщательно перемешивается.
- Перед разливкой расплавленного металла в него вновь добавляют фосфористую медь, которая в данном случае необходима для снижения активности окислительных процессов.
На всех этапах производства надо очень тщательно следить за соблюдением правильного температурного режима в печи и самом сплаве. Следует также контролировать количество легирующих и связующих компонентов, добавляемых в расплавленный металл.
Подготовка к работе
На сегодняшний день сварка бронзы, как и прочих сплавов, содержащих медь, осуществляется тремя способами: ручная дуговая сварка, аргонодуговая сварка и газовая сварка. Подготовительные работы определены для каждого вида работ и не зависят от выбора способа сварки. Необходимость подготовки металлических поверхностей продиктована требованиями к сварочному шву.

Первым делом путем механической обработки необходимо сформировать кромки, которые будут прилегать друг к другу максимальной площадью. Затем наждачной бумагой или любым инструментом с абразивом придется отполировать торцы до появления характерного золотистого блеска. Данную процедуру нужно выполнять в любом случае, так как бронза быстро покрывается слоем окисла, который может препятствовать формированию качественного шва.
Если нет возможности провести механическую обработку, а кромки находятся в нормальном состоянии, то избавиться от окисла можно с помощью раствора азотной или соляной кислоты.
Ручная дуговая сварка
Сварка бронзы чаще всего необходима при проведении ремонтных работ, исправлении брака или при наплавке. Можно применять предварительный подогрев детали до 350-450°C градусов, однако следует помнить, что при высокой температуре прочность бронзы снижается. Ручная дуговая сварка ведется в нижнем положении. В качестве расходного материала применяются металлические или угольные электроды.
- При использовании металлического электрода выставляется постоянный сварочный ток обратной полярности.
- Угольные электроды требуют прямой полярности.

Возможна сварка и переменным током, однако для стабильной дуги сила тока должна быть существенно выше. Если при постоянном токе она выбирается исходя из расчета 40 А на 1 мм (диаметр электрода), то для переменного тока показатель возрастает до 80 А. Шов накладывается непрерывно, без поперечных движений электрода.
Литые детали из бронзы после сварки следует отжигать при температуре 500°C градусов. Прокат проковывается без разогрева. Фосфористая бронза подлежит дуговой сварке, но использовать рекомендуется электроды, в состав которых входит олово, фосфор и медь. Электроды для оловянной бронзы содержат цинк, олово, свинец, фосфор, никель, железо и медь. Алюминиевая бронза сваривается медными прутками, в которых присутствует алюминий, марганец и железо. Наплавка бронзы осуществляется бронзовыми электродами ОСЦ-5-3-20 или АЖ-9-4.
Механические характеристики
| sТ|s0,2, МПа | σB, МПа | d5, % | кДж/м2, кДж/м2 | Твёрдость по Бринеллю, МПа |
| Отливки в состоянии поставки без термообработки | ||||
| ≥98 | ≥215.5 | ≥3 | ≥58.8 | ≥80 |
| — | ≥245 | ≥3 | ≥58.8 | ≥90 |
| — | ≥295 | ≥8 | — | ≥90 |
| Отливки по выплавляемым моделям по ОСТ 1 90046-72 (образцы отдельно отлитые или вырезанные из отливок) | ||||
| — | ≥245 | ≥10 | — | ≥90 |
Аргонодуговая
Данный тип сварки принципиально схож с ручной дуговой сваркой. Отличие заключается лишь в том, что процесс происходит в среде защитного газа. Аргон тяжелее воздуха, поэтому он образует защитную зону, через которую к сварочной ванне не поступает атмосферный кислород. Аргонодуговая сварка может осуществляться неплавящимися вольфрамовыми электродами или плавящимися электродами, роль которых выполняют прутки.
Именно аргонодуговая сварка наиболее часто применяется при работе с бронзой и латунью. В особенности такое предпочтение отдается при толщине металла, превышающей 5 мм. Производительность сварки достаточно высокая, однако сам процесс требует от сварщика наличия определенной квалификации. Электрическая дуга, образованная между поверхностью металла и электродом, частично расплавляет кромки, после чего происходит соединение с образованием шва. Как было уже сказано выше, требуется предварительная подготовка кромок.

Существует ряд рекомендаций, позволяющий получить высококачественное соединение деталей из сплавов меди.
- Шов желательно формировать небольшими участками.
- При финализации процесса постепенно понижается напряжение, а затем дуга уводится в сторону.
- Для предотвращения испарения легирующих элементов применяют специальные присадки, содержащие кремний, алюминий или бор.
Сварка бронзы и латуни сопровождается выделением токсичный веществ, поэтому осуществляется с соблюдением всевозможных мер безопасности. Аргоновая сварка имеет ряд преимуществ перед остальными типами соединения.

- Получение эстетичного шва.
- Экономичность процесса.
- Не нужно очищать деталь от шлака.
- Для бронзы аргоновая сварка является наиболее предпочтительной.
- Аргоновой сваркой можно наплавлять детали, восстанавливая их прежнюю форму (например, при износе).
- Имеется возможность работать с тонколистовым металлом.
Газовая
Газовая сварка медных сплавов используется преимущественна для того, чтобы максимально снизить угар легирующих элементов. Сварочное пламя настраивается так, чтобы отчетливо выделялись три зоны. Поверхность металла должна находиться на границе второй и третьей зоны. Работа с кремнистой бронзой требует наличия окислительного пламени. Оно получается при горении смеси кислорода и ацетилена, если соотношение первого газа ко второму составляет 1,2. Бронза, содержащая алюминий, при сварке доставляет немало проблем, так как образуется пленка из оксида алюминия, сгущающая содержимое сварочной ванны.

При отсутствии предварительной и последующей термообработки шва качество и прочность соединения, полученного при помощи газовой сварки составляет 85% от прочности основного метала. Хороший результат можно получить только после проковки шва. Газовая сварка требует от мастера большого опыта. При низкой скорости ведения горелки в металле могут образовываться поры. Необходимо правильно подобрать мощность горелки, состав газа, исходя из типа бронзы и толщины заготовки.

