
Обзор станков для гидроабразивной резки металла
Установка гидроабразивной резки металла водой под давлением
Станки гидроабразивной резки применяют для обработки металлов, камня, пластиков, стекла в военной, авиационной и инструментальной промышленностях, машиностроении. Резка по этой технологии — эффективный и быстрый процесс, позволяющий воспроизводить точные детали из практически любых материалов.
Возможности станков

При сравнении технических свойств гидроабразивных станков с ЧПУ в качестве эталона используют камень. Ведь он очень сложно обрабатывается и отличается высокой плотностью. Поэтому справившись с горными породами, оборудование без труда разрежет любые другие материалы.
Направленная тонкой струей под давлением на камень, вода разрезает горные породы. При этом линия реза может быть любой конфигурации, поэтому технология позволяет создавать сложные резные узоры и орнаменты.
Абразивная резка металлов способна справиться даже с одним из самых прочных металлов — титаном. Необходимо только вложить правильные координаты в электронный мозг и запустить процесс. Мощность воздействия определяется сочетанием следующих характеристик, задаваемых оператором:
- давление струи;
- подача абразива;
- скорость и характер подачи воды;
- количество абразивных частиц;
- характеристики абразивных частиц.
В качестве режущих частиц можно применять самые разнообразные материалы, в том числе:
- гранат для титановых сплавов и высокопрочных сталей;
- агломерат для камня;
- песок используют для резки стекла;
- шлаки силикатного происхождения для пластиков.
Одним из наиболее популярных абразивных материалов является гранатовый песок, включающий разные части кварцевого песка, корунда, оксида железа.
Принцип работы и виды станков гидроабразивной резки
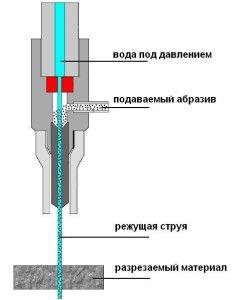
- насос подает волу в рабочую головку, здесь создается струя воды необходимого диаметра. Поступает в смеситель, где образуется водно-песчаная смесь, оттуда направляемая непосредственно в сопло. Диаметр сопла может быть от 1 до 5 мм;
- из сопла под давлением от 100 до 6000 бар выливается смесь, выбивающая частички материала. Скорость движения смеси в несколько раз превышает скорость звука. Головка поворачивается в большом диапазоне и контролируется автоматикой;
- происходит процесс искусственной эрозии, позволяющий работать с каменными плитами до 300 мм толщиной.
Обработка мягких материалов, например, древесины, резины, некоторых пластиков проводится без абразивных частиц, чистой водой. Сопло надевается сапфировое или рубиновое, а дюза должна быть минимального поперечника. Такие сопла служат дольше, ведь чистая вода более мягко воздействует на расходники.
Оборудование для гидроабразивной резки различается устройством, назначением, мощностью и стоимостью:
- станки с ЧПУ;
- портативные.
Станки с ЧПУ выполняют резку в соответствии с загруженными параметрами и чертежами. Они выполняют сложные фигурные изделия практически без вмешательства оператора. Производственные цеха обычно оснащаются таким оборудованием.
Портативные аппараты хороши для резки любых материалов в труднодоступных и опасных местах, например, туннелях. Работа выполняется очень быстро и точно. Поэтому данный вид обработки очень экономичен.
Конструкция станка
Гидроабразивная резка представляет собой обработку твердых материалов плотностью около 2,5 ткубометр с помощью смеси твердых частиц и воды по принципу эрозии. Режущая смесь подается на материал под мощным давлением, водным потоком малого диаметра через головку особой формы. Скорость обработки зависит от параметров материала.
Гидроабразивные станки с ЧПУ представляют собой комбинацию нескольких модулей, в том числе навесных:
- механизм подачи твердых частиц;
- стол в виде ванны;
- насос для воды повышенного давления;
- портал;
- подвижная головка;
- механизм распределения давления;
- емкость для абразивной смеси.
Дополнительно установка гидроабразивной резки оснащается повышающими точность системами автоматического измерения и управления.
Головки выполняются из искусственных минеральных веществ, они достаточно дороги и требуют периодической замены. Также подлежат замене трубки смешения из прочных металлов.
Обработка проводится на столе специальной конструкции.
У метода гидроабразивной резки есть множество преимуществ:
- при работе специализированного станка отходы минимальны;
- поверхности камня не придается ненужная шероховатость;
- металл не покрывается окалиной;
- обработка происходит при комнатной температуре, исключается перегрев материала;
- качество получаемых деталей высочайшее;
- возможны самые разнообразные виды гидроабразивной резки, в том числе имитирующие ручную резьбу;
- материал не деформируется;
- можно полностью снять лицевой слой с обрабатываемой детали или снять фаску;
- не выделяются вредные пары, газы, сажа;
- обрабатывать можно плиты толщиной более 15 см.
Оборудование гидроабразивной резки с ЧПУ работают в автоматическом режиме, ручной труд не применяется. Все обрабатываемые материалы полностью сохраняют свои первичные качества.
Специальная оснастка станков с ЧПУ
Датчики высоты и предотвращения столкновений следят за расстоянием между поверхностью материала и соплом. Они предотвращают смещение головки под напором воды и столкновения с вертикальными поверхностями во время работы. Перед началом работы контроллер определяет толщину материала и необходимую глубину выработки. Периодически во время работы датчик вносит корректировки в работу в зависимости от уже проделанных операций.
Лазерная указка дает возможность точно «прицелиться» при размещении детали на рабочей столешнице, ускоренно позиционирует сопло. Функция применяется на малом и большом столах координат. Указатель надежно защищен от воды крепким водонепроницаемым корпусом.
Подложка используется для обработки мелких деталей, улучшения контакта водно-песчаной струи и материала. Подложки обладают специальной структурой, легко пропускающей воду и надежно удерживающей деталь.
Набор зажимов предоставляется с каждым станком. С его помощью на столешнице крепко фиксируются детали различных размеров и форм.
Система охлаждения насоса обязательна для эффективной работы. Она может быть замкнутой или проточной. Замкнутая более экономична.
Дозатор подачи абразива контролирует количество абразива для работы по материалу разной толщины. Исключает перебои с подачей абразива, что очень важно при резке ценных материалов, обработка которых чистой водой может их испортить.
Система очистки воды предотвращает появление минеральных отложений на клапанах, шарнирах и других элементах станка с ЧПУ. Вода очищается от кальция и железа. Допустимое количество железа в 1 литре воды составляет не более 10 миллиграмм. Система очистки повышает производительность и срок эксплуатации станка с ЧПУ.
Видеоролики демонстрируют гидроабразивную резку в трехмерном и двухмерном пространствах:
Гидроабразивные станки
Технология обработки материалов с использованием гидроабразивного станка
Для обработки разнообразных изделий на промышленном предприятии может использоваться гидроабразивный станок, на котором возможно производить резку материалов с толщиной до 300 мм. Станок с использованием данной технологии может оснащаться ЧПУ, что значительно повышает производительность труда и расширяет возможности применения и сложность выполняемых операций.

Технология выполнения гидроабразивной резки
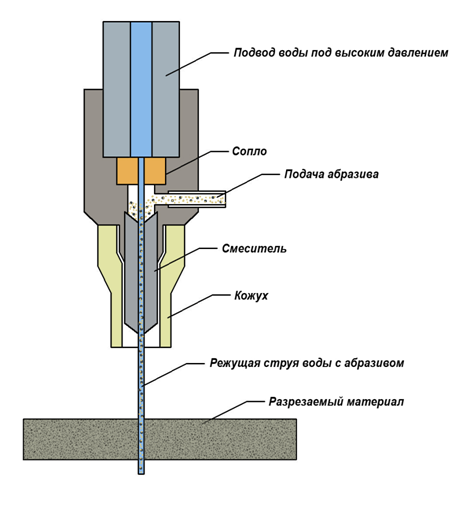
Операция по выполнению гидроабразивной резки заключается в обработке заготовки водяной струей под большим давлением с добавлением в воду режущего вещества в виде мелких частиц твердых горных пород. Для точного позиционирования режущей струи используется лазер и специальная направляющая головка, выполненная из прочного сплава.

Рис. 1 Рабочая операция резки материала под большим давлением на гидроабразивном станке.
Операция резки протекает под воздействием абразивной смеси за счет использования специального насоса, от характеристик которого зависит толщина реза и скорость обработки заготовки. Для управления процессом на станке устанавливается регулятор мощности, который позволяет изменять толщину и скорость реза заготовки. При обработке наиболее прочных материалов применяют трехкомпонентный наполнитель, менее прочных – двухкомпонентную смесь (вода + абразив).
Большую роль в технологическом процессе играет напор воды, который должен иметь рабочие параметры не менее 4700 кг/см 2 и скорость до 1200 м/сек.
Для точного позиционирования струи используются специальные сопла, которые имеют различный диаметр выходного отверстия, что позволяет за счет смены головки регулировать толщину реза. Ресурс работы водяных сопел обычно составляет 60 — 100 час. по истечении, которого производится их замена.
Для приготовления абразивной смеси на станке установлена специальная смесительная камера, где производится смешивание различных компонентов согласно заданной программе.
Для автоматизации операций обработки используется блок автоматики, который регулирует операцию резки и скорость подачи режущего вещества, а также осуществляет компенсацию конусности за счет использования технологии Flow Dynamic Waterjet. Система автоматически производит регулировку позиционирования головки со сменой направления угла сопла.
Гидроабразивные станки используются для разделки материалов:
- нержавеющей стали;
- алюминия;
- титана;
- гранита;
- мрамора;
- углепластика;
- стекла
с образованием ровного реза необходимой толщины.
Устройство гидроабразивного станка
Гидроабразивный станок (возможна установка ЧПУ) для выполнения операций по резке материалов состоит из следующих агрегатов:

Рис. 2 Гидроабразивное оборудование (оснащенное системой ЧПУ).
- Насосной станции.
- Подводящего трубопровода.
- Стола координатного с охлаждающей ванной и системой приводов позиционирования головок.
- Головок режущих.
- Системного блока подачи рабочей смеси.
- Емкости сбора для воды.
- Блока управления операциями, ЧПУ.
Вода из системы водоснабжения подается в насос, где сжимается и под большим напором поступает к режущей головке по соединительному трубопроводу. Одновременно происходит смешивание абразивных компонентов и подача в специальную смесительную камеру с созданием запаса в мини бункере.
На координатном горизонтальном столе предварительно до начала операции резки с помощью зажимов производится фиксация заготовки и позиционирование режущих головок. В ходе процесса резки образуются отходы, состоящие из частиц материала, абразива и воды которые скапливаются в ванной.
Для осуществления высокой точности операции резки головки оснащаются механизмом координатной корректировки по 5 осям:
- X (движение вперед и назад);
- Y (смещение влево и право);
- Z(смещение вверх и вниз);
- A (смещение с изменением угла наклона);
- С (круговое движение вокруг оси Z).
Уровень воды в охлаждающей ванне регулируется в зависимости от протекающих процессов при резке заготовок. Излишки удаляются в накопительный бак, где производится очистка от частиц абразива и шлама.
Одним из основных узлов станка является водяной насос. В насосе применена плунжерная система позволяющая, сжимать воду до высокого давления.
Плунжерные насосы используются 2 типов:
- усиливающего (бустерные);
- прямого действия.
Насос прямого действия работает по принципу создания низкого давления в цилиндре, откуда вода поступает в насос высокого давления, где с помощью воздействия системы камер и 3 поршней создается необходимый напор воды. Насосы прямого действия имеют невысокую цену и высокий показатель КПД, достигающий 95%, что позволяет создавать требуемый напор воды в системе до 3800 атм.
Для создания рабочего давления требуемого для процесса резки от 4150 до 6000 бар применяются бустерные насосы. В усиливающих насосах необходимый напор воды создается в камере, где поршень приводится в движение поочередно поступающим маслом под давлением 207 атм. В результате осуществления процесса создается напор воды, превышающий в 20 раз давление масла (за счет разности площадей).
Для выравнивания напора воды в системе используется специальный блок аттенюатор, обеспечивающий непрерывность поступления жидкости под большим давлением.
Насосы мультипликаторного типа конструктивно имеют более сложное устройство и требуют принудительной системы охлаждения механизмов.
Для осуществления процесса резки требуется чистая вода без примесей, которую обеспечивает система подготовки воды, осуществляющая процессы, связанные со смягчением воды и удалением элементов: марганца, железа, кремния.
Для предотвращения столкновения режущих головок и достижения высокой точности при обработке заготовки на станке устанавливается специальная система останавливающая процесс при обнаружении неровной поверхности. На подающем трубопроводе устанавливается защита, подключенная к датчику. При столкновении датчик подает сигнал предупреждения, и резак прекращает свое движение.
Для регулирования глубины реза материала используется система постоянного контроля, позволяющая в автоматическом режиме поддерживать необходимый точный зазор между головкой и обрабатываемой заготовкой.
Эксплуатационные характеристики и расходные материалы
Процесс резки с использованием гидроабразивного станка выполняется под большим давлением, что значительно сокращает срок эксплуатации рабочих элементов.

Рис. 3 Установка гидроабразивной резки (оснащенная системой ЧПУ).
Эксплуатационные сроки использования элементов станка:
- трубка, подающая абразивный материал (час.) – 250;
- уплотнители для режущей головки (час.) — 500;
- решетка координатная (час.) — 150;
- сопло специальное водяное (час.) — 60;
- трубка, подающая смесительная (час.) — 80;
- уплотнители для мультипликатора (час.) — 200;
- мини бункер (час.) — 250;
- масло (час.) — 2000;
- соль для смягчения используемой воды — по норме;
- песок абразивный — по норме;
- смазка — по норме.
Ведущие компании производители гидроабразивных станков
Наиболее известными производителями станков для гидроабразивной обработки материалов являются компании:
- Flow (USA);
- Water Jet Sweden (Швеция) ;
- Jet Edge (USA);
- Resato (Голландия);
- PTV (Чехия);
- Garetta Technology (Италия);
- Alico (Финляндия);
- Bystronic (Швейцария).
Станочное оборудование, используемое для гидроабразивной обработки изделий:
- Flow WMC2 с ЧПУ (USA);
- OMAX JetMaching Center 2626 с ЧПУ(USA);
- Water Jet Sweden NC 1000 с ЧПУ (Швеция);
- Resato R-LCM 1515-1 с ЧПУ(Голландия);
- BarsJet 1510-3.1.1 (Россия).
В России производством станков для гидроабразивной резки занимается компания «Дельта-Интех» с использованием разработок НПО «Барс».
7 причин выбрать установку гидроабразивной резки

Эксплуатация современных станков гидроабразивной резки доступна предприятиям любого масштаба: от крупных производств до частных мастерских. Благодаря инновационным технологиям работать на оборудовании может любой специалист, обладающий базовым набором знаний в области обработки материалов.
Компания «Р-Гарнет» — первая в России предложила действительно доступную установку, каждый элемент которой предназначен для выполнения конкретных задач. Никаких лишних функций, которые только удорожают конструкцию! Станки марки «Р-Гар» обеспечивают быструю и высокоточную резку при оптимальных вложениях в оборудование.
7 причин купить гидроабразивный станок
1. Обработка любых материалов. Гидроабразивная технология подходит для раскроя металлов, бетона, натурального камня, композитов, стекла, керамики, пластиков.
2. Высокое качество кромок. Готовые элементы обладают гладкими кромками, как будто прошедшими дополнительную обработку. Вам не придется зачищать их от неровностей и сколов.
3. Низкая температура в зоне реза. Заготовка во время обработки не нагревается и, соответственно, не деформируется и не меняет свою структуру.
4. Экологическая безопасность технологии. Рабочий инструмент — вода, смешанная с гранатовым песком, химически инертным материалом. Его можно утилизировать любым путем, в том числе, просто слить в канализацию. Вредные испарения отсутствуют.
5. Экономия времени и денег. Вам не нужно покупать дополнительные инструменты и менять их при смене обрабатываемого материала. Одно и то же сопло применяется для резки различных заготовок.
6. Без заусенцев. В большинстве случаев они полностью отсутствуют на готовой детали. Ее можно сразу пускать в дальнейшую работу.
7. Простое программирование. Профессиональная система ЧПУ для станков «Р-Гар» дополнена программным обеспечением NC Studio. Оператору нужно только импортировать чертеж, выбрать материал, толщину и нажать «старт». Управлять станком можно даже со смартфона.
Область применения гидроабразивной технологии
Рассмотрим, какие материалы можно резать водяной и водоабразивной струей.
Гидроабразивная резка
Металлические и стальные листы
Ткани, кожа, войлок
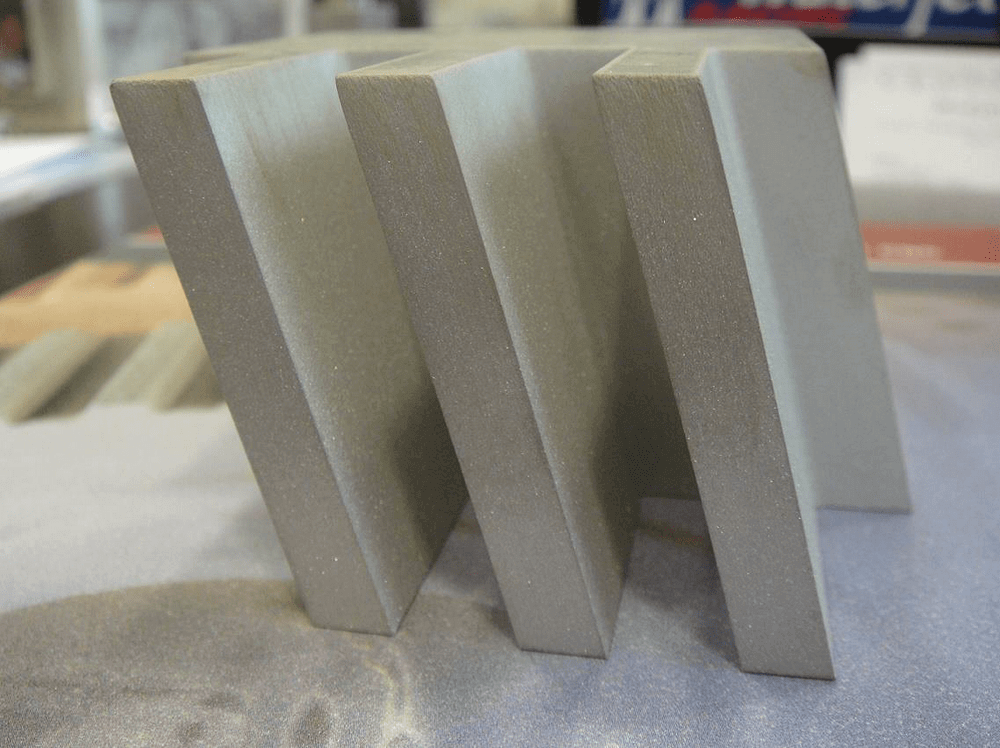
Сложные детали из металлов и сплавов, например, шестерни
Композитные материалы: углепластики, стеклопластики, текстолиты, композиты с металлической матрицей
Простые пластики, резина
Искусственные камни: бетон, ж/б, гипс, брусчатка, керамика
Легкие и тонкие ламинированные материалы
Натуральные камни: песчаник, травертин, гранит
Материалы для тепло- и звукоизоляции, различные уплотнители
Материалы с декоративным или функциональным покрытием
Бумага и картон
Стекло, триплекс, бронированное стекло
Замороженные продукты, кондитерские изделия — торты и шоколад
Плюсы и минусы гидроабразивного станка по сравнению с другим оборудованием
Если сравнивать гидроабразивную технологию с механической, кислородной, лазерной или плазменной резкой, можно отметить целый ряд преимуществ:
Возможность резки контура любой степени сложности. Точность линии реза составляет 0,025–0,1 мм. При этом можно сделать скосы.
Более высокое качество обработки из-за отсутствия термического воздействия. Кромки не пригорают и не оплавляются. Можно кроить пожаро- и взрывоопасные материалы, а также материалы, чувствительные к высоким температурам.
Сам процесс тоже является взрыво- и пожаробезопасным.
Толщина заготовок может достигать 300 мм.
Можно резать сплавы, обладающие высокой теплопроводностью и низкой способностью к поглощению лазерного излучения.
При выборе гидроабразивной установке стоит учитывать:
Относительно низкую скорость резки тонких стальных листов (лазер и плазма справляются с этой задачей быстрее)
Высокую стоимость самого оборудования и его эксплуатации. Такой же недостаток характерен для лазерной резки. Гидроабразивная технология подразумевает затраты на гранатовый песок, воду, электричество, замену расходных комплектующих: водяных сопел, смесительных трубок, уплотнителей.
Высокий уровень шума, который дает струя, бьющая под высоким давлением. Не меньше шума издает и оборудование для плазменной резки.
Почему станки Р-Гар становятся все более востребованными
Еще несколько лет назад гидроабразивное оборудование мог обслуживать только высококвалифицированный оператор, который должен был контролировать скорость перемещения режущей головы. Любая ошибка сокращала эффективность процесса. Уменьшение скорости приводило к снижению точности и увеличению временных затрат. Завышенная скорость негативно сказывалась на качестве кромок и углов. Поэтому раньше гидроабразивные станки применяли в производстве, не требующем высокой точности, или для раскроя материалов, которые нельзя было разрезать другим способом.
Станки, которые стала выпускать компания «Р-Гарнет», заметно расширили возможности технологии и упростили процесс контроля скорости. Наши конструкторы обладают многолетним опытом в проектировании и сборке оборудования с ЧПУ. Числовое программное управление всех осей осуществляется посредством сервомоторов через шарико-винтовую передачу. Мы оснащаем станки японскими сервоприводами Panasonic или Yaskawa.
Для повышения производительности станок можно оборудовать 2 или 4 независимыми режущими головами. Кроме того, мы предлагаем 4- и 5-осевые головы, которые позволяют снимать фаски, резать заготовку под углом до 90 градусов, компенсировать конусность реза и делать объемные вырезы.
Описание станков гидроабразивной резки
[Станок гидроабразивной резки] – универсальное оборудование, пользующееся спросом во многих производственных сферах.
На данный момент без этих станков не может обойтись машиностроительная, авиационно-космическая, инструментальная, военная и камнеобрабатывающая промышленность.
Гидроабразивная технология позволяет обрабатывать различные материалы, путем их простого раскроя или вырезания по контуру определенных фигур.
Гидроабразивные станки используют для резки металла, пластика, стекла, камня и композиционных изделий своими руками.

Резка осуществляется за счет гидроабразивной струи, которая регулируется отдельно для обработки каждого типа изделий.
Станки гидроабразивной резки, особенно модели с системой ЧПУ, способны обеспечить идеальную точность и чистоту шва обрабатываемой заготовки.
Впоследствии полученное изделие нет необходимости дополнительно обрабатывать своими руками, что позволяет экономить на трудовых ресурсах и времени.
При этом подвергающийся резке своими руками материал не теряет своей изначальной физической и химической устойчивости.
Виды гидроабразивных станков и особенности их применения
Принцип действия гидроабразивного оборудования для резки металла и других материалов заключается в эрозийном воздействии состава на обрабатываемую заготовку путем выработки аппаратом высокоскоростной абразивной струи.
Механическая сила струи позволяет отрывать и уносить скоростным потоком твердофазных микрочастиц частицы материала.
Эффективность и стабильность воздействия струи обеспечивают конкретно подобранные параметры резки, такие как расход жидкости, давление и величина абразивной крошки.
Существующие виды станков для водно-абразивной резки отличает конструкция, рабочая мощность, назначение и цена.
Некоторые модели станков оснащаются системой ЧПУ, за счет которой можно без усилий выполнить раскрой любых фигурных заготовок.
Вмешательство оператора в работу станка гидроабразивной резки с системой ЧПУ минимально, все, что ему необходимо сделать, это своими руками загрузить в компьютерную программу нужный чертеж и указать тип материала, его толщину и скорость резки.
Второй вид станков, который заслуживает отдельного внимания, – портативный.
Обычно их применяют для резки в опасных местах – в нефтяной и противопожарной сфере.
Портативный станок незаменим для водно-абразивной резки металла при строительстве подземных тоннелей и колодцев, а также для резки опасных трубопроводов.
Рассматриваемое переносное устройство отличает скорость резки и высокая точность проводимых работ, за счет чего может применяться не только для резки металла, но и камня.
Кроме того, на сегодняшний день различают два метода водоструйной резки материалов: гидрорезка и гидроабразивная резка.
При этом две указанных технологии между собой имеют минимальные отличия.
В первом случае резка материала выполняется без использования абразивного состава – механическое воздействие на заготовку оказывает водная сверхзвуковая струя.
Второй метод основывается на применении жидкости и абразива, только воздействие на металл или другой материал оказывают частицы абразивной смеси, которые врезаются в линию реза изделия.
При этом гидроабразивная резка имеет в тысячи раз большее механическое воздействие, чем высокоскоростная струя без абразивной крошки.
Поэтому каждый метод водоструйной резки имеет свое назначение.
Например, гидрорезке найдено применение в обработке мягких материалов, включая цветные металлы, а резку с абразивом используют для обработки твердого металла, керамических и композитных материалов.
В промышленной сфере чаще всего практикуется использование станков гидроабразивной резки, оснащенных системой ЧПУ. Их применение позволяет обрабатывать нержавеющую сталь с толщиной листа до 200 мм.
Для таких станков не играет большой роли твердость материала, который может быть как сверхпрочным, так и с повышенным показателем мягкости, это может быть цветной или черный металл.
С помощью интенсивной 1мм водной струи можно добиться четко очерченных контуров углов с высоким допуском.
Универсальность станков гидроабразивной резки делает возможной обработку разного вида искусственных и натуральных камней.
С их помощью стеклянная отрасль производит пуленепробиваемые изделия с микронной прочностью, тонкий хрусталь.
Гидроабразивное оборудование позволяет осуществлять резку всех без исключения материалов, от пружинных каленых сталей до капризных цветных металлов и их сплавов, а также графита, бумаги, ткани и резины.
Добиться качественного плотного раскроя материалов позволяет тонкая струя, а увеличить производительность удается, благодаря автоматизации процесса и наличию в системе станков ЧПУ.
Принцип действия и конструкция станков водно-абразивной резки
Суть функционирования гидроабразивных станков сводится к следующему процессу. Мощный насос водно-абразивного станка подает воду в сопло (используется давление от 1тыс. до 6 тыс. ПА).
Диаметр сопла подбирается в зависимости от технических характеристик металла и может составлять до 0,5 мм.
 После чего образуется скоростная струя, за счет которой и происходит вымывание частиц материала по линии среза.
После чего образуется скоростная струя, за счет которой и происходит вымывание частиц материала по линии среза.
Дополняя водную струю абразивом, ее мощность увеличивают в несколько раз, благодаря чему станок может с высокой точностью раскроить изделие, толщиной свыше 300 мм.
Все вышеописанное происходит на координатном столе станка, оборудованном приводными механизмами, благодаря которым режущая головка может двигаться в нужном направлении.
Дополнительно комплектуется станок для водоструйной резки металла:
- мощным насосом высокого давления;
- режущими головками, а также устройством, исключающим механический контакт заготовки с головкой;
- системой разводки высокого давления;
- приспособлением для подачи абразивной смеси (возможно дополнение ловушкой – с ее помощью собирается отработанный абразив и при необходимости понижается энергия водной струи).
Современные модели станков для гидроабразивной резки производятся с возможностью подключения к рабочей системе ЧПУ.
Цена на оборудование с ЧПУ более высокая, чем на обычные установки, но стоимость компенсируется возможностью проводить обработку кромок материала под углом и выполнять высокоточную художественную резку.
Кроме того, некоторые варианты гидроабразивных станков с ЧПУ могут оснащаться специальной системой просверливания, позволяющей ускорить рабочий процесс.
Расходные материалы для гидроабразивных станков:
- Сопло – изготовление данного типа расходника для станков обходится дорого, так как сам процесс производства отличается сложностью, а цена на применяемые в данном случае материалы слишком высока;
- В процессе изготовления сопел используют искусственно выращенный в лаборатории алмаз, рубин, сапфир или корунд. Именно по этой причине цена на гидроабразивную обработку металла не снижается;
- Применение таких материалов позволяет увеличить рабочий период времени деталей до 500 часов;
- Смесительные трубки – изготавливают с применением сплавов, отличающихся высокой прочностью, за счет чего расходное время их эксплуатации составляет около 200 часов.
Так как водно-абразивная технология проходит без образования нагрева рабочих участков обрабатываемого материала, в некоторых случаях ее можно считать единственной с возможностью применения для резки изделий на взрывоопасных объектах.
А также для материалов, структура которых при нагреве теряет свои изначальные свойства.
Популярные производители установок гидроабразивной резки
На сегодняшний день станки для резки гидроабразивом производят:
- американские компании OMAX и Jet Edge;
- чешская фирма PTV;
- голландская Resato;
- швейцарская фирма Bystronic;
- итальянская компания Caretta Technology;
- финляндская фирма ALICO.
Цена на данную категорию оборудования в среднем равняется 245 тыс. евро.
Комплектующие и расходники для гидроабразивных станков производят:
- американская компания AccuStream;
- германские фирмы UHDE и Thueringer;
- австрийская компания BHDT.
Также они выпускают системы режущих головок, сверхмощные насосы, трубки подачи абразива и прочее комплектующее. Цена на агрегат зависит от производителя деталей.
Среди хорошо известных российских компаний, занимающихся сборкой и реализацией станков для резки водной струей – компания Дельта-Интех.
Производство работает за счет использования зарубежных и собственных комплектующих деталей.
Каждый производитель при усовершенствовании моделей станков водоструйной технологии преследовал цель: снизить рабочие усилия на входе и повысить результат на выходе, что отображает цена новых вариаций станков по сравнению со старыми.
Поэтому сегодняшние варианты конструкций станков способны обеспечить длительный срок эксплуатации при минимальных затратах на ремонт и обслуживание основных узлов гидроабразивных установок.
Устройство станка гидроабразивной резки
Станок гидроабразивной резки используются в тех случаях, когда штамповкой или отливкой детали сделать невозможно или не выгодно. Он позволяет резать материалы без применения механического режущего инструмента. Материал разрезается при помощи струи воды с абразивными добавками, которая подается через форсунку под большим давлением. Преимущества такого метода в том, что можно производить резку под любым углом, стоит лишь только настроить угол форсунки.

Вода с абразивом подается под огромным давлением от 200 до 600 атмосфер и способна разрезать материалы любой прочности:
- черные и цветные металлы, их сплавы;
- камень (мрамор, гранит);
- легированные, жаропрочные, нержавеющие стали;
- стекло, обычное и композитное, бронестекло;
- керамику (плитку, керамический гранит);
- композитные материалы.
Для резки твердых материалов, таких как металл, камень, стекло используется вода с добавлением специального песка. Мягкие материалы – резина, пластмасса, картон режут только водой без каких либо добавок. Преимущество перед другими способами резки в том, что кромка при этом получается исключительно ровная и не требует дальнейшей обработки.
Гидроабразивный станок – принцип работы
Насос высокого давления с помощью бустера нагнетает давление от 300 до 600 атмосфер. При этом все колебания, которые создаются насосом, гасятся в аккумуляторе давления большой емкости, что гарантирует свободную от пульсации струю воды. После этого воду для генерации струи можно подавать в любую произвольную точку по гибким трубам высокого давления.
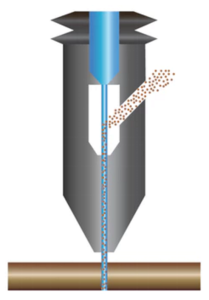
Вода проходя через отверстие в головке диаметром четверть миллиметра (давление при это еще больше возрастает), попадает в камеру для смешивания. Там она соединяется с абразивом (мелкодисперсным песком) и попадает в формирующую струю сопло. В зависимости от толщины и материала детали оно может иметь диаметр от 0,6-1,2 мм. В режущей головке энергия давления воды преобразуется в кинетическую энергию водной струи. Вода проходя через сопло, всего в десятые доли миллиметра, выполненное из сверхтвердых материалов, ускоряется с образованием тонкой сфокусированной струи, служащей в качестве инструмента для резки.
Мягкие материалы, такие как резина, пластмасса режутся чистой струей воды. За счет добавления в струю песка, для усиления режущих способностей, можно производить обработку материалов любой твердости, таких как металлы, камень, стекло, композиты. Для твердых материалов предварительно выполняют черновое сверление. Для некоторых материалов предварительная центровка не нужна, так как при центровке материала уже первая капля воды смешивается с абразивом. Сегодня гидроабразивная резка позволяет с легкостью резать материалы толщиной до 150 мм.
Такой способ позволяет резать материалы без выделения тепловой энергии, так как она сразу поглощается водой. Кроме этого не требуется сложные и тяжелые приспособления для фиксации заготовки. Струя воды не оказывает такого сильного воздействия на заготовку как механические инструменты (резец, фреза или пила).
Гидроабразивный станок для резки — устройство

Станки данного типа имеют такие элементы:
- резервуар для воды (от 2 кубов);
- насос высокого давления;
- емкость с абразивом для смешивания с водой;
- трубки высокого давления;
- резак со сменными головками (форсунками);
- ванна с рабочим столом для закрепления заготовки, гашения струи и сбора воды (абразива);
- в промышленных станках – блок ЧПУ;
- в ручных станках – система управления резаком.
Гидроабразивная резка металла незаменима при обработке толстостенных заготовок. Получить действительно качественную линию среза возможно только таким методом. Применение гидравлической резки актуально при обработке камня и других материалов повышенной твердости. После резки, на всей линии, какой бы длинной она не была, не останется ни окалин, ни заусенец, сколов и никакой дополнительной обработки не требуется.
Не нужно следить за тем, насколько режущий инструмент острый, периодически заменять его и покупать дополнительное оборудование для заточки. Скорость резки не изменяется даже при обработке толстостенных заготовок.
Быстро оценив открывающиеся возможности в получении изделий различной геометрической формы, гидроабразивные станки снабдили ЧПУ. Ручные станки намного дешевле и позволяют сделать большинство простых деталей и заготовок несложной геометрической формы.
Как сделать свой станок
Изготавливать детали на гидроабразивном станке очень выгодно, так как не требуется дополнительная чистовая обработка, но новый станок стоит достаточно дорого. Его стоит приобретать только в том случае, если он будет постоянно загружен. Можно приобрести б/у, который обойдется намного дешевле или изготовить гидроабразивный станок самостоятельно. Главная трудность будет заключаться в покупке агрегатов для создания высокого давления и режущей струи. Кроме этого станок будет потреблять большое количество электроэнергии и воды.
Если же вы решили сделать станок своими руками, то вам понадобятся некоторые специфические детали, которые сделать невозможно самостоятельно. Станок с ручным управлением сделать намного проще, чем с ЧПУ, но возможности и функции будут ограничены.
Для создания станка понадобятся такие узлы и агрегаты:
- насос высокого давления;
- трубопроводы высокого давления;
- режущая головка;
- координатный стол с ванной;
- приводы перемещения режущей головки и система управления;
- механизм подачи абразива;
- бак-отстойник;
- насос низкого давления;
- система фильтрации.
Так как работать станок будет в условиях повышенной влажности все компоненты нужно изготавливать и подбирать с высокими противокоррозионными свойствами (нержавейка, алюминий, пластик).
Для самодельного станка лучше использовать насос прямого действия, который стоит дешевле и намного проще в ремонте. Насос и режущая головка соединяются между собой при помощи трубок высокого давления, их можно купить в любом автомагазине. Режущую головку покупать нужно сразу со сменными штуцерами для резки различных типов материалов. Между насосом и режущей головкой обязательно устанавливается ресивер, чтобы нивелировать импульсы и получить устойчивую струю воды.
Координатный стол с ванной можно изготовить самостоятельно из нержавеющей стали. Основной проблемой является сама струя воды, которая способна разрезать не только заготовку, но и станину. Единственное, что ее может остановить – это сама вода, а точнее водяная ванна. Водяной слой толщиной 1 метр способен погасить струю до 600 атм. Рабочий стол делают в виде сот или ребер и устанавливают в ванну. Он обязательно должен быть съемный, так как со временем вода его разрежет. Ребра можно изготовить из металла или пластика.
В данном типе станка станина остается неподвижной, а перемешается сама режущая головка по отношению к заготовке. Для этого нужно изготовить платформу, которая будет перемещаться в продольной и поперечной плоскости. Дополнительно можно установить поворотный механизм для изменения угла режущей головки и понадобится устройство для изменения высоты режущей головки для резки деталей различной толщины.
Механизм подачи абразива лучше купить, так как он выполнен из специальных материалов и имеет регулятор подачи песка. Бак для воды (около 2 кубов) можно сделать самому или купить любую пластиковую емкость. Он является основной емкостью для сбора и хранения воды, из которого вода с помощью насоса низкого давления будет подаваться на насос высокого давления. Перед баком обязательно устанавливается устройство для отделения песка от воды (сепаратор) и система фильтрации.
Обзор станков для гидроабразивной резки металла
С помощью гидроабразивной или водной струи можно разрезать практически любые материалы. При этом не возникают ни механические деформации заготовки (так как сила воздействия струи составляет лишь 1–100 Н), ни ее термические деформации, поскольку температура в зоне реза составляет около 60–90°С. Таким образом, по сравнению с технологиями термической обработки (кислородной, плазменной, лазерной и др.) гидроабразивная резка обладает следующими отличительными преимуществами:
- более высокое качество реза из-за минимального термического влияния на заготовку (без плавления, оплавления или пригорания кромок);
- возможность резки термочувствительных материалов (ряда пожаро- и взрывоопасных, ламинированных, композитных и др.);
- экологическая чистота процесса, полное отсутствие вредных газовых выделений;
- взрыво- и пожаробезопасность процесса.
Гидроабразивная струя способна разрезать материалы толщиной до 300 мм и больше. Резка может выполняться по сложному контуру с высокой точностью (до 0,025–0,1 мм), в том числе для обработки объемных изделий. С ее помощью можно делать скосы. Она эффективна по отношению к алюминиевым сплавам, меди и латуни, из-за высокой теплопроводности которых при термических способах резки требуются более мощные источники нагрева. Кроме того, эти металлы труднее разрезать лазером из-за их низкой способности поглощать лазерное излучение.
К недостаткам водно-абразивной резки относятся:
- существенно меньшая скорость разрезания стали малой толщины по сравнению с плазменной и лазерной резкой;
- высокая стоимость оборудования и высокие эксплуатационные затраты (характерно и для лазерной резки), обусловленные расходом абразива, электроэнергии, воды, заменами смесительных трубок, водяных сопел и уплотнителей, выдерживающих высокое давление, а также издержками по утилизации отходов;
- повышенный шум из-за истечения струи со сверхзвуковой скоростью (характерно и для плазменной резки).
Почему не все пользуются станками ГАР?
Если у станков ГАР столько очевидных преимуществ, почему далеко не все применяют их на своем предприятии? Ответ скрывается не в самом процессе резки струёй воды с абразивным материалом, а в возможности контролировать этот процесс. До сих пор применение установок требовало от пользователя одновременно умения программировать и навыков опытного оператора.
Линейная скорость сопла станка ГАР должна изменяться в зависимости от изменений формы деталей. Слишком высокая скорость или ее резкое изменение может привести к снижению качества обработки. В прошлом применение гидроабразивной обработки требовало ручной установки программ для того, чтобы контролировать скорость передвижения режущей головки.
Однако даже самая лучшая программа требовала для обслуживания установок опытных операторов, которые могли бы контролировать их скорость. Когда струя абразивного материала продвигалась вдоль линии реза, оператор подбирал скорость движения сопла и таким образом оптимизировал процесс.
Слишком высокая скорость отрицательно сказывалась на качестве кромок и точности. При слишком низкой снижалась точность и повышались затраты времени. Если сопло установки ГАР проходило угол слишком быстро, это могло плохо повлиять на форму и качество резки.
В результате станки гидроабразивной резки применялись в массовом производстве, не требующем высокой точности обработки, например, для изготовления сотней деталей с помощью хорошо проверенной программы либо для резки материалов, не поддающихся обработке с помощью иных технологий. Появившиеся станки компании «WaterJet Corp.» (Италия) значительно упростили этот процесс. Гидроабразивная обработка стала гораздо более доступной, а оборудование – простым в эксплуатации.
Water Jet (Италия) является европейским лидером по производству высокотехнологичных прецизионных установок гидроабразивной/водной резки. Специалисты компании имеют более чем 30-летний опыт в проектировании и производстве таких станков с применением ЧПУ.
Чрезвычайно высокая механическая точность приводов, использующих прецизионные шарико-винтовые пары BOSCH или линейные двигатели, собственный всемирно известный патент на встроенную систему направляющих, а также совместная работа с ведущим поставщиком систем управления, позволила компании Water Jet производить установки гидроабразивной резки с крупногабаритной поперечной балкой, которая быстро и легко перемещается и работает с максимальной точностью.
Для своих машин компания Water Jet использует только высококачественные комплектующие, увеличивающие срок службы установок гидроабразивной резки. Компания заявляет, что номинальный срок службы машины Water Jet составляет не менее 20 лет.
Для повышения производительности установки гидроабразивной резки Water Jet могут быть оборудованы несколькими режущими головками (рисунок №2), расположенными либо независимо друг от друга на одном портале либо на одном широком суппорте.
CNC-управляемые оси X, Y, Z — стандарт для всех установок гидроабразивной резки Water Jet.
Кроме того, компания выпускает установки с 4-мя и 5-тью управляемыми осями (рисунок №1), позволяющими осуществлять сложную резку деталей из листового материала. Например: вырезку деталей с внутренними и наружными фасками по любым криволинейным поверхностям, вырезку наклонных отверстий любого профиля с прямолинейной образующей и обработку сложных криволинейных пазов.
Помимо 4-х и 5-ти координатной резки деталей из листового материала, реализуемых с помощью режущей головки, Water Jet выпускает станки для объёмной 5-ти координатной гидроабразивной резки, имеющей возможность направлять гидроабразивную струю под любым углом к поверхности стола, в том числе горизонтально.
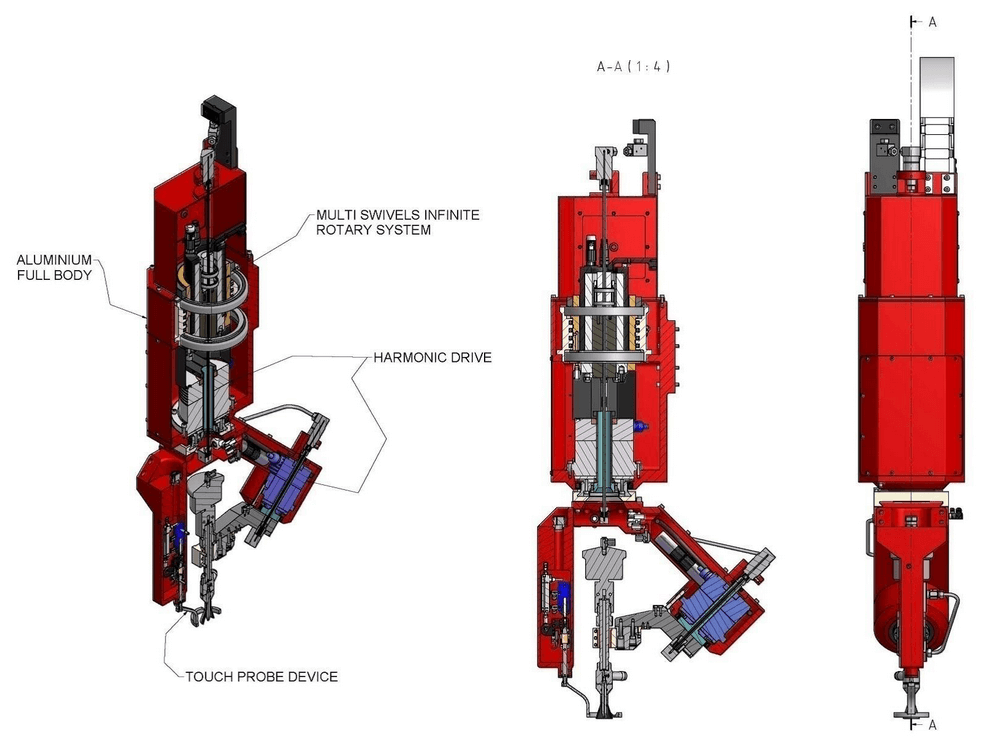 | 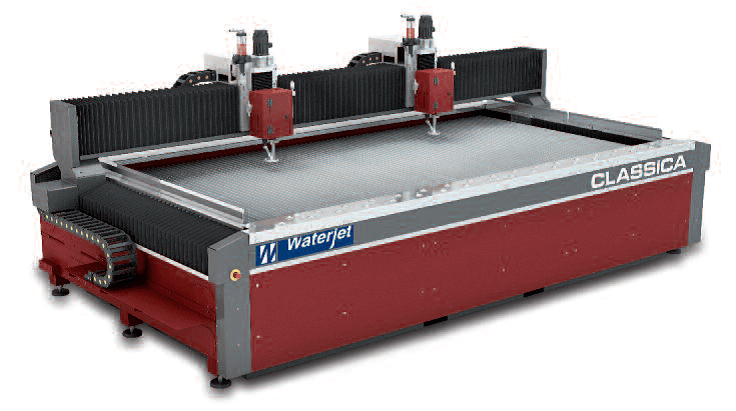 |
| Рис. №1 | Рис. №2 |
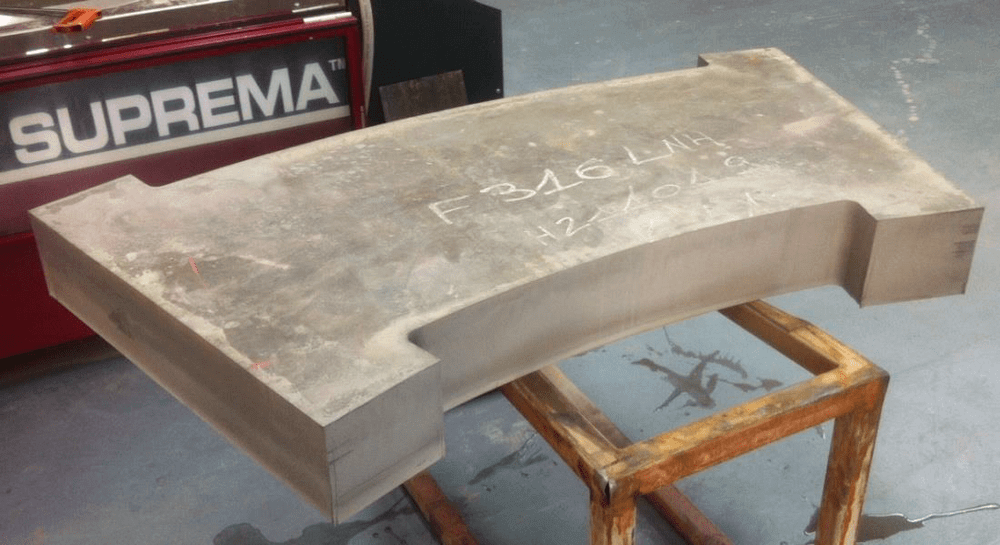
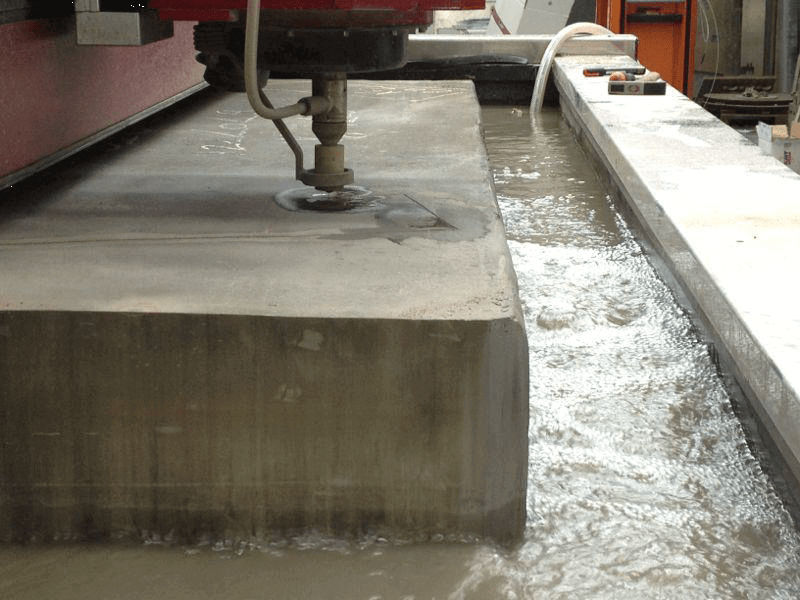
Примеры обработки

7 основных причин, по которым стоит выбрать установку гидроабразивной резки:
Установки гидроабразивной резки – долгое время считались оборудованием, предназначенным лишь для высококвалифицированных специалистов. Однако за несколько последних лет это оборудование сильно изменилось. Благодаря новым технологиям практически каждая механическая мастерская или производственное предприятие может позволить себе приобрести и эффективно использовать высокоточную систему гидроабразивной резки, даже обладая небольшим опытом или вообще не имея такой практики. Компания «WaterJet Corp.» совершила переворот в промышленности, предложив первую действительно доступную систему, сочетающую в себе возможности струи абразивного материала и высокоточной обработки.
- 1. Широкий спектр обрабатываемых материалов
Гидроабразивная резка подходит для различных материалов, в том числе металлов, керамики, композита, стекла, мрамора и гранита.
- 2. Высокое качество обработки краёв
После резки на установках гидроабразивной резки «WaterJet Corp.» края материала получаются такие же гладкие, как при пескоструйной обработке. Нет острых кромок, заусенцев, неровных краёв.
- 3. Отсутствие нагревания в процессе обработки
В связи с тем, что станки гидроабразивной резки используют воду и абразив, в процессе резки обрабатываемый материал почти не нагревается. Поэтому она идеальна для материалов, которые под влиянием высокой температуры деформируются или реагируют на тепло каким-либо иным образом (например, титан).
- 4. Безопасность для окружающей среды
Гидроабразивные станки «WaterJet Corp.» используют для резки воду и гранатовый песок. Гранат — это нейтральный химически неактивный минерал, который можно спустить в городскую канализацию. В процессе обработки не образуются ядовитые испарения.
- 5. Резка без дополнительных инструментов.
Во время работы на станках гидроабразивной резки «WaterJet Corp.» нет необходимости менять рабочие насадки. Одно сопло применяется для обработки самых разнообразных материалов и форм. Это позволяет сэкономить время и деньги, потраченные на приобретение многочисленных инструментов для обработки.
- 6. Минимальное количество заусенцев
При использовании станков ГАР на большинстве материалов образуется минимальное количество заусенцев либо они полностью отсутствуют.
- 7. Быстрое программирование
Установки гидроабразивной резки WaterJet (Италия) оснащены комплексным программным обеспечением Taglio — Igems. В программе можно рисовать чертить детали самостоятельно или импортировать стандартные файлы DXF, созданные в других программах. Можно даже копировать фотографии или изображения в формате bitmap. Кроме того, станки WaterJet (Италия) могут взаимодействовать с различным программным обеспечением других производителей, таким как CAD/CAM, а также программами оптимизации размещения («nesting») и сканирования.
Для выбора гидроабразивной установки обращайтесь к специалистам «КАМИ-Металл»!
Выбор станков гидроабразивной резки
Материала для резки
Мощность насоса, это один из тех параметров, которыми нужно руководствоваться при подборе оборудования гидроабразивной резки под материалы, которые будут использоваться, и под его толщину.
С целью эффективной обработке материалов начиная с 20 миллиметров (и больше) в толщину, необходимо пользоваться насосами, которые обеспечивают мощность каждой режущей головки не менее 30 кВт. Меньшая мощность при таких параметрах последствует значительному подорожанию процесса.
Размеры рабочего поля для резки листовых материалов
Выбор станка с рабочим полем под большие листы – это не совсем правильный подход по решению вопроса покупки данного вида оборудования. Так как является довольно дорогим. Значительно лучше будет предварительно разрезать лист на несколько частей, с их последующей резкой, на установке гидроабразивной резки с меньшим размером рабочего поля.
Навыки и мастерство оператора
Что должен знать оператор оборудования гидроабразивной резки? Достаточно ли только операторов или нужны еще дополнительные специалисты? Современные программы, которые установлены на гидроабразивное оборудование, достаточно легкие в понимании и в использовании. В результате, справиться с обслуживанием такого станка может оператору, который обладает базовыми знаниями в компьютерных системах.
Сервисное обслуживание
Гарантийное техобслуживание станка и его последующее сопровождение, как правило, осуществляется поставщиком оборудования, который также обеспечивает обучение оператора основным навыкам работы на станке. В последующем текущее техническое обслуживание станка, осуществляется самим оператором.
Затраты на функционирование станка гидроабразивной резки и его обслуживание
Перед приобретением оборудования гидроабразивной резки следует просчитать все расходы, связанные с его эксплуатацией и содержанием (учесть потребляемую мощность, расходные материалы, амортизацию, сервисное обслуживание и накладные расходы), провести экономическое обоснование по использованию оборудования в своих производственных целях, и принять окончательное решение по приобретению.
Первый в мире настольный станок гидроабразивной резки с ЧПУ!

WAZER = WAter (вода) + laZER (лазер). WAZER сделал общедоступным метод гидроабразивной резки. Инновационные технологии обработки стали доступны не только работникам тяжелой индустрии, но и любому продвинутому мастеру-любителю. Именно такой проект запустила на кикстартере группа молодых изобретателей из штатов.
ЦЕНА ПО ПРЕДЗАКАЗУ: 4500 USD
ЦЕНА ПОСЛЕ ВЫХОДА В СЕРИЮ: 5999 USD

WAZER отличает компактность и бесшумность. Он подойдет для мастерской любых размеров. Его работа чиста и безопасна.
В отличии от лазерных установок, которые чаще всего используются для резки бумаги, дерева и определенных видов пластика, WAZER — лучший помощник в работе с металлом, стеклом и пластиком.
Что вы можете изготовить с помощью WAZER?

Нож по индивидуальному заказу. Время резки: 118 минут

Колье из монет. Время резки: 60 минут

Столешница для пекарни. Время резки: 95 минут

Ременной привод велосипеда. Время резки: 168 минут

Композицию из стекла. Время резки: 34 минуты
Почему именно гидроабразивная резка?
Технология гидроабразивной резки имеет существенные преимущества перед традиционными способами:
- Режет любой материал;
- Позволяет работать со сложными деталями;
- Не требует вентиляции;
- Позволяет достигнуть гладкой поверхности;
- Позволяет избежать деффектов, вызванных тепловыми воздействиями.

Установки гидроабразивной резки известны как массивное и дорогостоящее оборудование, нуждающееся в крупной инфраструктуре и сложной технической поддержке. По этим причинам их не может позволить себе малый бизнес. Группой изобретателей было принято решение создать установку, доступную к испольованию при ограниченном бюджете и минимальном пространстве.

Технолония
Работа WAZER основана на объединении пескоподобных абразивных частиц со струей воды, находящейся под большим давлением. Смесь выходит из сопла и разрезает заготовки с помощью микро-эрозионных процессов. Используемый в установке абразив называется «рубиновый песок». Он не токсичен и легко удаляется.
Вода и песок под большим давлением могут разрезать практически все!
Комплектация


WAZER доступен в настольной версии с отдельно подключаемым гидронасосом, который можно разместить в любом удобном месте. Также доступна напольная версия.
- Станки с ЧПУ
а почем это чудо?
Здравствуйте. Уточните характеристики, цену и условия поставки.
С увж. Алексей
Здравствуйте. Сколько стоит?
Добрый день. Интересует стоимость и срок поставки. Ттх тоже было бы неплохо увидеть
ГДЕ УЗНАТЬ ЦЕНУ?
Можно узнать цену?
Ребята эти в США. Сейчас собирают с клиентов по $4,5 тыс, с вероятным получением станка в ноябре 2017 г. Не факт что они не закроются к тому времени. Кроме того, продают лишь в США и Канаду.
Интересно, какова себестоимость резки. Мы расходуем электричество (немало), воду (загрязняется продуктами резки) и рубиновый песок (загрязняется продуктами резки). Если нож резать 118 минут .
Сколько будет стоить оборудование с доставкой в Киргизию?
Я на работе такой нож, как на фото, вырежу за 3минуты. Чувствуете разницу? Песок (гранат) стоит сейчас 35к за тонну. На нашем станке за 15м руб. идет расход песка, при непрерывной работе станка, около 130-150кг за 8-ми часовую смену. Отсюда вывод: станок этих энтузиастов имеет оооооочень маломощный насос высокого давления, расход песка для металлов примерно одинаков на всех станках, значит, из-за времени, вырастет себестоимость реза. Чтобы вырезать один нож за 2, мать его, часа потребуется только песка на одну тысячу рублей. Кому это выгодно? Потому, считаю, что этот станок подойдет лишь резки мяса)))) ну, а если серьезно, то вполне удобная штука для резки плиток и составления их в мозаики. Это всегда дорого. За один хороший заказ в квартиру некоего толстосума, станок отобъет себя сразу, ибо керамика для такого рода чпушек ваще семечки.
Угу. а если резать к примеру матрицу вырубную для штампа вырубки заготовок того же ножа уже из закаленной заготовки,себестоимость матрицы значительно снизиться,что естественно и отразиться на себестоимости ножа.
Виды и описание гидроабразивной резки металла
 Почти ни одно предприятие машиностроения и металлопроката не обходится без оборудования для резки листового металла. Зачастую к качеству реза предъявлены повышенные требования, это не позволяет применять традиционное оборудование: плазменную резку и гильотины. Резка металла водой используется еще с 70-х годов прошлого столетия. Впервые раскрой материала гидроабразивным способом официально начала применять авиастроительная компания в Америке. Через время компания заявила о том, что этот способ является оптимальным для порезки металла и иных высокопрочных материалов. С тех пор резка водой получила широкое распространение.
Почти ни одно предприятие машиностроения и металлопроката не обходится без оборудования для резки листового металла. Зачастую к качеству реза предъявлены повышенные требования, это не позволяет применять традиционное оборудование: плазменную резку и гильотины. Резка металла водой используется еще с 70-х годов прошлого столетия. Впервые раскрой материала гидроабразивным способом официально начала применять авиастроительная компания в Америке. Через время компания заявила о том, что этот способ является оптимальным для порезки металла и иных высокопрочных материалов. С тех пор резка водой получила широкое распространение.
- Сфера использования
- Принцип работы
- Оборудование для гидрорезки
- Возможности гидравлического процесса
- Применение станков с ЧПУ
- Ручная резка гидроабразивным способом
- Основное достоинство
- Недостатки гидроабразивной порезки
Сфера использования
Основным отличием, которое имеет гидрорезка металла от других методов обработки является то, что не оказывается механическое действие на поверхность материала. Отсутствие нагревания и трения инструментов влияет на возможные сферы использования и качество реза.
Оборудование используют для резки таких материалов, как:
- керамика, стекло;
- камень, гранит, мрамор;
- резина, паронитовые, эбонитовые и текстолитовые плиты, пластик;
- железобетон;
- металлы, в том числе: сталь, титан.
Принцип работы
 Использование станков водно-абразивной порезки не ограничивается лишь возможностями раскроя металлопроката, но все-таки основная часть оборудования продолжает использоваться только в этой сфере. В основе работы гидрорезки находится технология подачи воды под давлением с некоторым содержанием абразивного вещества на поверхность материала. Что во время порезки происходит:
Использование станков водно-абразивной порезки не ограничивается лишь возможностями раскроя металлопроката, но все-таки основная часть оборудования продолжает использоваться только в этой сфере. В основе работы гидрорезки находится технология подачи воды под давлением с некоторым содержанием абразивного вещества на поверхность материала. Что во время порезки происходит:
- Жидкость из специального резервуара подается в смеситель под давлением.
- В смеситель одновременно направляется абразивный состав, состоящий, как правило, из мелких частиц песка.
- Вода, после смешивания с абразивом, подается на сопло для порезки металла гидроабразивной струей.
- Тонкая струя направляется на поверхность материала и режет его.
Этот принцип работы дает возможность значительно повысить скорость и качество обработки металла.
Оборудование для гидрорезки
 Еще в древние времена люди заметили уникальное свойство воды под давлением менять форму материалов, на которые она действует. Поверхность камней становилась гладкой, а постоянное падение с высоты воды оставляло выемки в твердых горных породах.
Еще в древние времена люди заметили уникальное свойство воды под давлением менять форму материалов, на которые она действует. Поверхность камней становилась гладкой, а постоянное падение с высоты воды оставляло выемки в твердых горных породах.
Такой же принцип применяется в промышленных целях. Для чего просто нужно увеличить в несколько раз давление воды, а также контролировать направленность струи. Делается это так:
- Насос высокого давления аккумулирует воду, и подает жидкость на поверхность материала. От производительности насоса зависит плотность, и толщина разрезаемой стали. К насосу вода подается шлангами, которые соединены с системой магистрального водоснабжения.
- Регулятор мощности. Толщина разрезаемого материала, скорость реза ГАР обеспечивается составом направляемой смеси и точными регулировками. Для вязких и прочных материалов применяют трехфазный наполнитель, для металлов с более податливой структурой хватает двухфазной жидкости (вода и абразив). Регулируется также не только состав жидкости, но и давление воды. Чтобы добиться минимальных показателей, нужен выход струи со скоростью 1200 м/сек, с давлением не меньше 4600 кг/см.
- Сопла резки — могут изменяться с учетом толщины и плотности обрабатываемого металла, а также состава жидкости применяемой при разрезании. Поскольку струя из сопла выходит под большим давлением, изначально сопла делаются из высокопрочной стали.
- Смеситель — это оборудование является одним из главных элементов станка. Именно смеситель отвечает за качество смеси, от равномерности пропорций зависит отсутствие сколов и толщина реза.
- Автоматика — обязательным условием является конусность кромки, которая появляется в результате инерционности водной струи. Конусность зависит от скорости разрезания. Чтобы снизить этот негативный эффект применяется компенсация конусности (технология Flow Dynamic Waterjet). Принцип компенсации состоит в том, что автоматика сама определяет плотность и качество материала и подает указание режущей головке на изменение угла сопла.
Возможности гидравлического процесса
 Одним из основных достоинств гидроабразивного способа порезки является отсутствие нагревания и сколов поверхности, которые присущи при традиционном разрезании предметов.
Одним из основных достоинств гидроабразивного способа порезки является отсутствие нагревания и сколов поверхности, которые присущи при традиционном разрезании предметов.
За счет усовершенствования станков и современных технологий удалось расширить их сферу использования и функциональные возможности:
- Возможность произвести нестандартную порезку материала. При этом изменение угла реза не влияет на качество порезки. Точность реза металла под углом дает возможность использовать готовые заготовки без последующей обработки.
- Станки для порезки металла узконаправленной струей можно применять в металлопрокате. Так наибольшая толщина металла при резке составляет 200 мм для среднеуглеродистой стали, 120 мм для высокопрочных сплавов.
- Есть станки, которые могут работать без участия человека в полностью автономном режиме. При этом необходимо, чтобы была установлена определенная программа, регламентирующая работу станка. При помощи программного управления можно вырезать даже очень сложные детали.
- Сегодня широкое распространение имеет гидроабразивная порезка труб. С помощью специальных станков удается получить идеально ровную отрезанную окружность.
- Искусство — точная фигурная резка дает возможность применять станки во время изготовления декоративных элементов, предметов украшения и т. д. Точность выполнения фигур и качество реза зависит во многом не от опыта рабочего, а от качества программного обеспечения и используемого оборудования. Там, где требуется, чтобы отклонения были не больше 0,5%, применяются станки с ЧПУ.
Применение станков с ЧПУ
 Возможности использования станков с ЧПУ для гидроабразивной порезки меди, алюминия, нержавеющей стали, других видов цветных и черных металлов различной прочности, позволили значительно расширить и увеличить сферы использования оборудования.
Возможности использования станков с ЧПУ для гидроабразивной порезки меди, алюминия, нержавеющей стали, других видов цветных и черных металлов различной прочности, позволили значительно расширить и увеличить сферы использования оборудования.
За счет станков с ЧПУ обеспечивается изготовление точных деталей без отклонения от требуемых размеров, что почти невозможно добиться традиционными методами резки. Принцип работы сводится к следующему:
- Задается программное обеспечение, при этом для каждого материала существует свое ПО, которое автоматически подбирает давление струи, состав режущей смеси и другие параметры. Программа дает возможность предусмотреть фигурную порезку материала.
- Дополнительная обработка, как правило, после обработки материала при помощи станка не требуется. Но во время неправильного выбора состава режущей струи отмечается некоторая шероховатость поверхности. Шероховатость реза исключается повторной обработкой.
- Кроме разрезания материала, станок с ЧПУ позволяет делать отверстия требуемого диаметра. Некоторые модели станков имеют дополнительное оборудование для выполнения узконаправленных операций.
Ручная резка гидроабразивным способом
 Определенные станки управляются с помощью непосредственно оператора. В этом оборудовании угол наклона и все остальные параметры нужно выставлять вручную, это не очень удобно и не может комфортно обеспечить работу. Но при этом, установка гидроабразивной резки (УГР) металла без ЧПУ имеет определенные достоинства, к ним относятся:
Определенные станки управляются с помощью непосредственно оператора. В этом оборудовании угол наклона и все остальные параметры нужно выставлять вручную, это не очень удобно и не может комфортно обеспечить работу. Но при этом, установка гидроабразивной резки (УГР) металла без ЧПУ имеет определенные достоинства, к ним относятся:
- Оставлены без изменений общие функциональные возможности. Разрезание материала под углом, ровный рез, раскрой материала и вырезание простых фигур можно выполнять и на обычном станке. Гидроабразивную порезку меди, алюминия, стекла, стали и иных материалов можно выполнять и на этом оборудовании.
- Нет необходимости в профильном образовании. Ручное оборудование для порезки имеет минимальное количество функций и простое управление. Это дает возможность производить все требуемые операции во время обработки простых деталей.
- Меньшая стоимость оборудования, в отличие от станков с ЧПУ, эта установка обойдется примерно в два раза дешевле.
 Использование ручного оборудования ограничено только его малой функциональностью. Применение устройства в художественной резке, вырезание сложных геометрических фигур и там, где необходим качественный конечный результат и высокая точность потребует приобретения станка с ЧПУ.
Использование ручного оборудования ограничено только его малой функциональностью. Применение устройства в художественной резке, вырезание сложных геометрических фигур и там, где необходим качественный конечный результат и высокая точность потребует приобретения станка с ЧПУ.
Основное достоинство
Есть несколько основных достоинств, которые можно отметить во время применения гидроабразивной резки:
- Функциональные возможности — преимущества гидроабразивной порезки металла сложно полностью перечислить, но одним из основных является то, что при помощи ГАР станка вырезать можно самые сложные элементы заготовок. Появляется также возможность создания сложного профиля с любыми требуемыми контурами, формами и радиусом.
- Отсутствие нагревания обрабатываемой поверхности. Во время обработки детали все тепло, которое выделяется, удаляется моментально под действием воды. Из-за отсутствия режущих металлических элементов получаемое тепло от трения очень низкое. Небольшое тепловыделение обеспечивает точный рез металлов, которые поддаются деформированию под действием повышенной температуры.
- Технологичность процесса реза — оборудование является абсолютно универсальным, при необходимости применяется для сверления. Есть возможность проведения работ вне зависимости от атмосферных и иных условий. Ручные станки можно применять для порезки материала даже под водой на глубине более сотни метров. Причем от одного насоса одновременно можно запитать несколько установок.
- Отсутствие дополнительных работ — после получения требуемой детали нет необходимости в дальнейшем обрабатывании и шлифовании места реза. Шероховатость почти невидна невооруженным глазом.
- Безопасность — оборудование может устанавливаться даже на производстве с высокой взрывоопасностью во время производства легковоспламеняющихся материалов. Отсутствие вероятности появления искры, нагревания поверхности и иные параметры делают использование водно-абразивных установок максимально безопасными и удобными.
- Экономичность, в отличие от плазменной обработки материала. Скорость порезки может доходить до 35 тыс. мм/мин. Причем это никак не повлияет на качество реза. Если учитывать что во время разрезания теряется не более 1 мм металла, а также точность и абсолютное соответствие готовому изделию по заданным размерам, то вполне очевидна высокая рентабельность этого оборудования.
- Универсальность установки — одни станок одновременно позволяет обрабатывать пластик, сталь, ткань, резину и т. д. При этом во время необходимости можно резать многослойные заготовки, которые состоят из нескольких материалов.
- Возможность порезки толстостенных материалов. Обрабатывать можно металлические листы до 200 мм, а также армированные бетонные блоки толщиной до 100 мм.
Самым функциональным является оборудование с ЧПУ, однако, нехватка квалифицированных рабочих объясняет, почему ручная резка гидроабразивом имеет больший спрос.
Недостатки гидроабразивной порезки
Основные недостатки в себя включают такие факторы:
- Одинаковая скорость порезки как для тонких материалов, так и для толстостенных. Это значительно влияет на рентабельность станка. Вопрос решается при помощи укладывания листов слоями для одновременной резки сразу нескольких деталей.
- Появление конусности — тем более это заметно во время обработки толстостенного металла и иных тугоплавких материалов. Вследствие этого торец детали обрезается не ровно, а в форме воронки. Конусность, как правило, устраняется при помощи дополнительной установки автоматики.
В остальном же применение гидроабразивной резки экономически выгодно, практично и удобно. Станки для резки при помощи воды с абразивом позволяют решить важные проблемы, которые связаны с некачественной обработкой заготовок, а также снизить время, требуемое для изготовления.
Станок гидроабразивной резки
- 1
- 2
- 3
- 4
- 5
Гидроабразивные станки применяют для раскроя металла . Станок производит резку природного , искусственного камня, пластика, резины, пористых материалов, например, как стекло и многослойное стекло. Максимальная толщина изделий подлежащей резке равна 100 мм .
Температура при раскрое в зоне резания может достигать от 30 до 600 С, в исключении термической деформации.
Виды станков:
Портальный тип станка гидроабразивного резания,
консольный тип гидроабразивного резания,
роботизированного устройство, станок производит резку в 5-ти осях.
Резка металла осуществляется водой. Работа на гидроабразивном оборудовании весьма безопасна так как не присутствуют жидкие масла, газы, не имеет опасных зон , а так же уровень шума ниже 80дБ. Гидроабразивная резка позволяет обрабатывать материал путем раскроя, вырезать по контуру определенные фигуры. Резка происходит за счет гидроабразивной струи, струя регулируется отдельно, в зависимости от обрабатываемого материала. C танки обеспечиваю идеальную точность шва.
1 Достоинства и недостатки станка гидроабразивной резки.
Достоинства:
— Станок не нагревается, обрабатывает холодным способом, в связи с чем исключается термическая деформация материала не изменяя структуру материала.
-Универсальность, способность работать с разными материалами, станок способен выполнять высокий спектр работ ,может выполнять фигурные элементы со сложными контурами, максимальная толщина резания 300 мм, возможно работать с деталями трубочного вида.
-Возможность сокращения трудоемкости, в связи с низкой шероховатостью Ra 1,6 получаемые детали не нужно дорабатывать, благодаря этому сокращается время на производство изделий, а также можно резать пакет тонколистовых материалов .
-Отсутствие механической нагрузке на материал, а также можно обойтись без фиксации детали на станке очень выгодно применять для обработки хрупких материалов.
— Обработка имеет высокую скорость обработки, скорость достигает до 15 м/мин.
— Точность станка , инструменты двигаются со скоростью + — 0,05мм, а изменения позиции достигает точности до + — 0,025мм.
— Экономичность еще одна составляющая плюсов гидрорезки ,это уменьшение потери материала.
-Экологическая частота то есть это отсутствие пыли, токсичных газов.
-Безопасность, режущим инструментом является вода ,вода скапливается под рабочим столом, что уменьшает взрывоопасность и пожаробезопасность .
-так же заготовки не подвергаются термической обработки ,отсутствия пригорания и оплавления материала , не выгорают сплавы и т. д.
-потеря материала значительно меньше чем при других обработках, например таких как лазерная резка.
— большим плюсом является отсутствие режущего инструмента, не нужно каждый раз затачивать инструмент , возвращая остроту инструмента.
Недостатки:
— Из-за воды возникает конусность, что ухудшает эффект резки, для исправления этого дефекта используют специальные приспособления такие как режущие головы, меняющие угол наклона во время обработки .
— скорость обработки равна как для малых и больших заготовок
2 Сравнительная техническая характеристика раскроя.
Гидроабразивная резка :
Перегрев в зоне реза — нет
Деформация материала — нет
Образование заусенцев — нет
Потери материала при резке — минимальные
Вредные испарения при резке- нет
Резка нескольких деталей — да
Максимальная толщина резки – 100
Резка не металлических изделий-да
Лазерная резка :
Перегрев в зоне реза — да
Деформация материала — да
Образование заусенцев — да
Потери материала при резке — высокие
Вредные испарения при резке- да
Резка нескольких деталей — невозможна
Максимальная толщина резки – до 25
Резка не металлических изделий- невозможна
3 Конструкции установки гидроабразивной резки.
Станок гидроабразивной резки имеет уникальную особенность одна из них это рабочая ванна в которой непосредственно происходит сама разка материала, она имеет следующие элементы :
— несущие опоры которые выполнены из нержавеющей стали имеет так же приспособление ,которое служит для быстрой смены при износе.
-имеется система для быстрого набора и быстрого выпуска воды, обработка заготовок происходит путем погружения их в воду ,что обеспечивает защиту от пыли во время работы, а так же не мало важно это снижение шума до 65 Дб.
Имеется бак для абразива:
— во время работы на оборудование конструкция позволяет заполнять запас абразивного материала, что позволяет существенно экономить время.
— установлен датчик объема абразива, что позволяет контролировать объем.
Система перемещения:
— станок имеет консольную конструкции , перемещение происходит по осям.
— ременной привод , который используют на гидроабразивных установках ,очень практичен то есть при попадании в него абразивного материла, практически не страшен, простой привод станка позволяет при его износе заменить без проблем.
— как выше оговаривалось в достоинствах станка это позиционирование с точностью до + — 0,025мм, все это обеспечивается индуктивными линейными датчиками.
-точность позиционирования обеспечивает осевое перемеще ние по линейным направляющим. Важной частью станка является – насос высокого давления , он осуществляет подачу и доставку воды в рабочую зону, где осуществляется резание детали . Управления процессом резки происходит с помощью систем программного управления. Все станки гидроабразивной резки имеют переносной пульт, что очень удобно для настройки станков.
4 Промышленное использование.
Начнем с того что гидроабразивная резка весьма эффективна в таких отраслях как: автомобильная и авиационная промышленность, использование в производстве электронных приборов, используется в промышленности продуктов питания, а так же пеноматериалов, применении при изготовлении из стекла изделий, обработка металлов из экзотических материалов, работа с камнем и стеклом, используют в резке текстиля, в производстве изоляционных изделий.
5 Элементы гидроабразивной резки, виды и особенности.
Основной принцип резки разделяю на два вида первый это обработка водной струей, а второй это обработка с помощью подачи высокого давления абразивной струи.
Вода с напором до давления 4150 атмосфер, проходит через водяное сопло ,которое составляет диаметр 0,3 мм, потом попадает в смесительную камеру ,где подается абразив – гранатовый песок ,который имеет частицы примерно 0,4 мм. Дальше вся смесь абразива и воды проходит через твердосплавное сопло диаметр, которого составляет 1,5 мм. Скорость примерно может достигать 1100м/сек., и более. Следующим этапом уже попадает на разрезаемый материал. После окончания резки остаточная энергия струи гасится ,водяной ловушкой. Находится под рабочим столом.
Подробнее рассмотрим водяную ловушку, она представляет из себя бак с водой, глубина составляет от 70 до 100см, входит в состав установки координатный стол, это позволяет перемещать режущую головку с точностью в трех координатах.
Модели станков с гидроабразивной резкой наиболее востребованы с системой ЧПУ, обеспечивает наибольшую точность ,повышается частота шва заготовки, это значит что изделие не понадобится обрабатывать вручную, что экономит значительно время, так же материал не теряет физических и химических свойств. В результате получается качественная работа.
Портативная установка заслуживает особого внимания, ее применяют в опасных местах в нефтяной противопожарной сфере, применяю при строительстве тоннелей, колодцев, для резки трубопроводов.
6 Гидроабразивная резка камня.
При помощи струи с достаточно большим давлением производится обработка камня , резка камня как настоящего так и искусственного.
Обработка камня очень сложный процесс, так как камень имеет очень высокую прочность, для прямого реза используют инструменты такие как пилы, болгарки и так далее, бывает применяют фрезерные станки для резки. При этом края изделий из камня необходимо обрабатывать чтобы не было сколов и микротрещин, если резка камня производится на гидроабразивном оборудования то срез получается качественным и дополнительной обработки не требует.
При использование оборудования можно выполнять различные линии ,любой сложности данная особенность используется при воплощении различных идей дизайнеров и архитекторов, что позволяет экспериментировать в различных направлениях. Можно выполнять тончайшие линии на камне, благодаря тому, что усилие резки достаточно небольшое.
7. Принцип работы станков.
Процесс работы станков осуществляется следующим образом, насос станка подает воду в сопло, давление, которого составляет от двух тысячи до семи тысяч ПА
В следствии образуется скоростная струя за счет струи происходит смывание частиц материала по линии реза, если дополнить водяную струю абразивом ее мощность увеличится в несколько раз в результате чего станок может разрезать заготовку толщиной 305 мм. Режущая кромка струи может двигаться в любом положении в зависимости от обработки заготовки.
8 комплекс гидроабразивного резания.
Насос высокого давления, режущая головка, координатный стол, разводка высокого давления, система подачи абразива(для гидроабразивной резки),
Система ЧПУ. Устройство для предотвращения столкновения заготовки с режущей головкой, имеет несколько режущих головок, а так же система предварительного просверливания, ловушка для струи воды чтобы снизить скорость подачи воды.
Заключение
Гидроабразивное оборудование является универсальным, и выгодным приобретением на предприятиях, не смотря на дороговизну оборудования , предприятия могут сэкономить на дополнительных обработках поверхностей среза ,так как на гидроабразивных станках высокая точность обработки что позволяет экономить время на доработку готовых изделий, достоинство оборудования , обработка не только метала но и таких материалов как стекло ,камень и т.д., а самое главное это оборудование безопасно за счет обработки водой и абразивом.

