
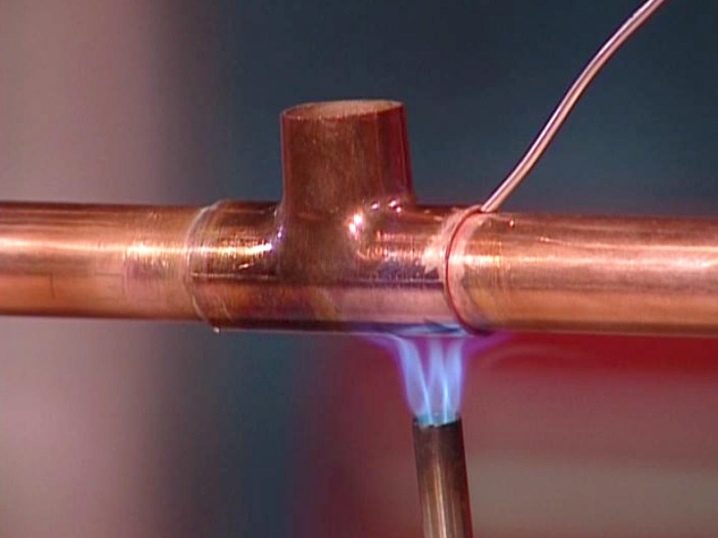
Пайка железа с помощью оловянного припоя
Как паять стальные детали
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики. Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
- зачистку стали, химическую зачистка под припоем;
Зачистка стали выполняется сперва механически, — наждачной бумагой, убираются слои ржавчины и загрязнений. Затем в качестве флюса применяется состав, который хорошо реагирует с окислами железа.
Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.

Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.
- Зачищенная наждачкой сталь разогревается горелкой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
- прочностью связи припоя с металлом,
Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.
Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
Возможный состав припоя:
- 55% цинка, 45% меди, немного кремния для увеличения текучести.
Состав расплавляется под слоем угля в графитовом тигеле.
Стальные детали, подлежащие пайке, разогреваются газовой горелкой.
В качестве флюса используется ортофосфорная кислота.
Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.
Но подобная пайка стали по сложности превосходит простую сварку….
Но в быту, где нужно «залатать», «прикрепить», «состыковать» две стальные детали, нужно пользоваться припоями с низкой температурой плавления, типа свинцово-оловянных.
Флюс для пайки нержавейки оловом
Время чтения: 7 минут
Пайка нержавеющей стали — это один из самых трудоемких видов сварки. Особенно, если вы работаете в домашних условиях. Самая часто применяемая технология в этом случае — сварка нержавейки оловом. Или, если быть точнее, оловянным припоем, в составе которого также могут содержаться другие металлы. Например, свинец.

Чтобы добиться достойного качества соединения необходимо строго соблюдать технологию пайки и использовать флюс для нержавейки. Флюс выполняет защитную функцию, препятствуя окислению металла. В этой статье мы подробно расскажем, какой флюс необходимо использовать при пайке нержавейки оловом и какова технология сварки.
Общая информация
Самый распространенный тип флюса, применяемый для пайки нержавеющей стали — это бура. Выпускается в порошкообразном и пастообразном виде. С пастой работать проще, если вы выполняете работы в домашних условиях. Флюс в виде порошка зачастую используете в связке со специальными машинами, подающими порошок в сварочную зону.

При воздействии температуры бура плавится и распределяется по металлу. Из-за этого сама деталь прогревается равномернее и быстрее достигает нужной температуры. Не забывайте, что нержавейка — металл тугоплавкий, поэтому для прогрева металла необходимо потратить немало времени. При нагревании детали следите за цветом. Если металл приобрел красный цвет, значит пора вводить припой.
Но, о технологии пайки мы расскажем чуть позже. А пока еще пара слов о флюсе. Его следы неминуемо останутся на поверхности металла после пайки, поэтому их необходимо удалить. Самый простой способ — применение воды. Если деталь небольшого размера, то ее можно просто промыть под водой. Второй способ — пескоструйная обработка. Это трудоемкий, но крайне эффективный вариант.
Для удаления флюса категорически нельзя использовать соляную или азотную кислоту. Они эффективно и быстро очищают металл. Но при том могут повредить его поверхность и ухудшить качество швов.
Выбор флюса
Недостаточно просто знать, какой флюс подходит для пайки нержавейки. Необходимо понимать, как его выбирать. Выше мы уже упомянули, что для домашней работы лучше использовать пастообразный флюс или даже жидкий. Он наносится с помощью кисти. А вот порошкообразный или сыпучий флюс скорее подходит для профессиональной сварки на производстве.
С консистенцией все ясно. А что насчет состава флюса? Здесь не все так просто. Многие ошибочно полагают, что раз флюс называется «бура», значит и состоит он из этого компонента. Это не совсем так. Бура (она же натриевая соль борной кислоты) — это около 70% от всего флюса. Остальные 30% — сама борная кислота и фтористый кальций в разных пропорциях. Желательно, чтобы фтористого кальция было меньше, чем борной кислоты.
Если вы будете работать с деталями небольшого размера, что часто бывает в домашних условиях, то флюс для пайки нержавейки можно приготовить своими руками. В этом случае необязательно использовать фтористый кальций. Достаточно смешать буру и борную кислоту в равных пропорциях. Т.е., 50% буры и 50% борной кислоты. Все компоненты должны быть в сухом виде. После смешивания полученная смесь разбавляется водой и наносится на место пайки.
Пайка своими руками
Стоит отметить, что пайка нержавеющей стали в домашних условиях с применением оловянного припоя — это не такое уж частое явление. Поскольку сама технология пайки сложна и редко применяется в быту. Но порой домашнему мастеру все же приходится столкнуться с необходимостью пайки нержавейки. Это может быть просто мелкий ремонт. Что делать в таких случаях?
Прежде всего, ознакомьтесь с обучающими материалами и видео. Они помогут лучше понимать всю суть работы с нержавеющей сталью. Так вы сможете избежать большинства ошибок и добиться более-менее достойного результата. А мы, в свою очередь, кратко расскажем вам, как выполнять пайку и что нужно учесть.
Инструменты
Работа начинается с инструмента. Без него вы просто не сможете выполнить пайку. Конечно, некоторые инструменты можно сделать своими руками из подручных средств, но мы все же рекомендуем приобрести качественный инструмент в магазине.
Итак, для пайки вам понадобится:
- Электрический паяльник, работающий от стандартной сети в 220В. Его мощность должна быть не ниже 100Вт, а лучше еще больше.
- Конечно, флюс типа «бура». Пастообразный или жидкий. А также кисточка для его нанесения.
- Наждачная бумага, напильник или шлифмашинка.
- Металлический припой, изготовленный из чистого олова или смеси олова со свинцом.
Необязательно, но рекомендуется держать при себе стальной трос и небольшую металлическую трубку. Позже вы узнаете, зачем нам нужны эти компоненты.

Технология пайки
Теперь перейдем к технологии пайки. Еще раз повторим, что мы рассказываем о пайке на дому, а не в условиях промышленного цеха.
Для начала зачистите поверхность металла. Для этого используйте наждачку, шлифмашинку или напильник. Удалите все пятна, загрязнения, следы или масла или краски, очаги коррозии. Если это не сделать, качество сварки сильно ухудшится. Швы будут дефектными, и ваша работа пойдет насмарку.
После того, как вы тщательно подготовили поверхность деталей, нанесите флюс. Чтобы нанести флюс для пайки нержавейки используйте небольшую кисточку. Наносите флюс равномерным не толстым слоем. Флюс не только защитит сварочную зону от окисления, но и обеспечит качественное лужение. Об этом мы поговорим далее.
После нанесения флюса на будущую зону сварки, необходимо выполнить лужение. Луженое — это процесс, при котором тонкий слой олова наносится на металлическую поверхность. Этот процесс необходим для дальнейшей пайки. У новичков часто не получается с первого раза правильно выполнить лужение. Это не страшно. Вы можете нанести второй слой, предварительно прогрев детали до невысокой температуры.

Вы прогрели детали, снова попытались выполнить лужение, но ваши попытки не увенчались успехом? У многих сварщиков припой просто скатывается вниз, вместо того, чтобы образовывать тонкий слой на поверхности металла. Здесь-то нам и понадобится стальной трос и металлическая трубочка. Из этих двух компонентов можно сделать простейшую металлическую кисть.
Чтобы ее изготовить, трос должен быть того же диаметра, что и трубочка. Трос продевается в трубочку и на одном конце разматывается до образования своеобразной «косточки». С помощью такого приспособления выполняется зачистка металл. Да, вы используете эту «кисть» вместо наждачной бумаги или напильника. Как показывает практика, применение такого нехитрого приспособления эффективнее всего очищает поверхность металла. А ведь от этого во многом и зависит лужение. Многие просто недостаточно тщательно очищают поверхность, из-за чего не удается покрыть металл оловом.
Только после того, как все эти этапы выполнены, можно приступать к самой пайке деталей. Здесь уже все гораздо проще. Припой подается в сварочную зону одной рукой. В другой руке нужно держать паяльник и двигать его синхронно с припоем, равномерно заполняя стык между двумя деталями.
Особенности
Во время работ вы наверняка столкнетесь с некоторыми трудностями. Например, при медленной пайке в составе нержавейки могут сформироваться карбидные соединения. Качество шва ухудшится, а вероятность образования дефектов увеличится. Чтобы избежать этих проблем выполняйте пайку быстро и уверено. Не медлите и не останавливайтесь подолгу на одном этапе.
Также рекомендуем после пайки прокалить деталь в печи. Так карбидные соединения точно не смогут образоваться в составе нержавейки.
Вместо заключения
Флюс бура очень хорошо подходит для пайки нержавеющей стали. Он улучшает качество швов и препятствует их окислению. К тому же, он помогает осуществить лужение свариваемых деталей. Достаточно нанести тонкий слой флюса на предварительно зачищенную поверхность, чтобы получить достойный результат. При желании вы можете самостоятельно сделать флюс и использовать его для пайки деталей маленького размера.
А вы когда-нибудь выполняли пайку нержавеющей стали? Какой флюс и припой вы использовали? Поделитесь своим опытом в комментариях ниже. Он будет полезен для всех, кто только начал изучать азы сварки. Делитесь этой статьей в социальных сетях. Желаем удачи в работе!
Как припаять нержавейку к нержавейке? Как паять паяльником с канифолью и оловом

Как припаять нержавейку к нержавейке с помощью олова и канифоли? Это весьма трудоемкий процесс, для выполнения которого нужно знать все тонкости и хитрости проведения паяльных работ. Если следовать инструкции, рассмотренной в данной статье, получится сделать надежное соединение изделий из нержавеющей стали.
Особенности процесса
Для работ с пищевыми емкостями можно использовать лишь бессвинцовые припои (например, олово и сплавы на его основе). Пайка изделий из нержавеющей стали — сложный процесс, для выполнения которого нужно обладать некоторыми знаниями и навыками. Лучшим припоем для работы с упомянутым металлом является олово. Благодаря этому материалу получится сделать качественное соединение. Однако для пайки чаще используют олово в случае, когда нужно прикрепить небольшие детали или заделать мелкие трещины. Припой продается в катушках или в виде брусков толщиной 2–4 мм.
В промышленности пайка с использованием олова применяется редко. А в домашних условиях для ремонта предметов быта (например, чайника из нержавейки) используют паяльник или газовую горелку, а также упомянутый припой. В этом случае главное — подготовить необходимые расходные материалы (расходники). Но не следует забывать: в ходе паяльных работ будут применяться раскаленные предметы и токсичные вещества, поэтому нужно соблюдать правила безопасности.
Зачем нужен флюс?

Это вещество обеспечит равномерное растекание припоя по поверхности зоны пайки и создаст условия для качественной адгезии материала к металлическому покрытию. Флюсы в настоящее время классифицируются по степени воздействия на следующие разновидности:
- Неактивные (нейтральные), в составе которых отсутствуют кислоты. Помимо этого, они почти не проводят электроток.
- Активные (кислотные) флюсы.
- Защитные (антикоррозийные), цель которых — защитить зону пайки готового соединения от коррозии и разрушения.
Если возникает вопрос, для чего нужен флюс для пайки, то ответить можно так: это вещество необходимо для соблюдения технологии, поскольку оно обязательно понадобится в ходе паяльных работ. Однако способ применения состава зависит от его исходного состояния:
Кроме того, флюс иногда продается в специальных тюбиках.
Необходимые приспособления

Прежде чем приступать к ремонту изделия, нужно подготовить такие инструменты и материалы:
Однако перед тем как припаять нержавейку к нержавейке и, соответственно, отремонтировать деталь, следует приобрести средства защиты: полиуретановые перчатки, очки и респиратор. Кроме того, для соединения крупных изделий может потребоваться более мощный паяльник, наконечник которого должен быть несгораемым: это не только увеличит срок службы, но и повысит технические параметры инструмента. Насчет припоя следует также сказать, что для пайки пищевой посуды или других емкостей подойдут бруски олова, поскольку в них содержится меньше вредных примесей.
Как паять паяльником с канифолью и оловом: технология

Когда материалы и инструменты подготовлены, можно приступать к этой операции. Чтобы выполнить пайку нержавейки в домашних условиях, нужно следовать такой пошаговой инструкции:
- Зачистить наждачкой или щеткой металлическую поверхность от окисной пленки и других загрязняй.
- Обезжирить ремонтируемую деталь растворителем.
- Нанести на обрабатываемую поверхность флюс — канифоль или паяльную кислоту. Этот этап не нужно выполнять, если используется комбинированный оловянный припой, в составе которого уже содержится упомянутое вещество. Наносить флюс надо сразу перед пайкой, поскольку на поверхности нержавейки примерно через 10 секунд образуется пленка.
- Разогреть зону пайки, на которую нанесен флюс, облуженным жалом паяльника.
- Внести припой при необходимости, однако с первого раза, скорее всего, покрыть оловом всю поверхность не выйдет.
- Нанести повторно флюс и снова прогреть его паяльником. Повторять этот процесс до тех пор, пока поверхность металла не покроется равномерным слоем олова. Главное, чтобы припой плавился не от жала паяльника, а от тепла, запасенного деталью. Кроме того, чтобы сделать пайку нержавейки оловом более качественной, нужно добавлять в места соединения канифоль, за счет которой удалятся окислы с припоя.
- Отмыть изделие от остатков флюса. Для выполнения этого этапа надо приготовить раствор, состоящий из воды и моющего средства, и купить металлические скребки. Остатки канифоли, по словам мастеров, хорошо очищаются холодной водой, поскольку в ней вещество становится хрупким.
Пайка считается качественной, если в результате получилась равномерная поверхность. Но в любом случае в конце покрытие необходимо зашлифовать наждачной бумагой или напильником.

Как соединить нержавеющие детали: оптимальная техника
Сначала необходимо оборудовать рабочее место. Стол должен быть стальным или иметь негорючую поверхность. Главное, чтобы он был ровным. Кроме того, нужно сделать качественную вытяжную вентиляцию. В свою очередь, чтобы спаять в домашних условиях несколько изделий в одно, надо покрыть их части оловом и зафиксировать между собой. Следующий шаг — одновременно нагреть детали, чтобы раскаленный припой соединился. Вероятно, олово придется добавлять в зону пайки, внося его на жале паяльника.
После этого нужно прогреть всю поверхность и, если припой лег качественно, необходимо положить детали на ровную поверхность. Изделие из нержавеющей стали, собранное из двух или более частей, нельзя шевелить до тех пор, пока соединения полностью не застынут. Лучше спаиваемые детали закрепить крепежными приспособлениями (например, струбцинами или тисками).
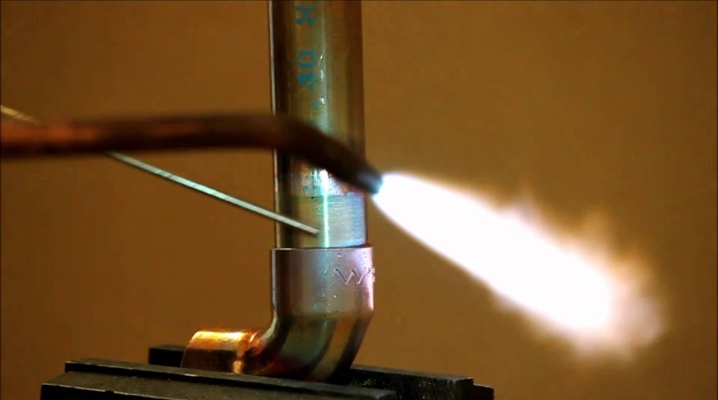
Пайка газовой горелкой: ремонт чайника

Сначала необходимо тщательно зачистить наждачной бумагой зону пайки и убрать накипь возле поврежденного участка. Чтобы запаять чайник из нержавейки газовой горелкой, нужно следовать такой инструкции:
- Прогреть соединение пламенем, плавно перемещая устройство. Нагревание будет достаточным, когда припой начнет плавиться от прикасания к металлу.
- Нанести флюс (канифоль или ортофосфорную кислоту) на зону пайки.
- Наложить олово на поврежденное место, при этом нужно продолжать нагревать участок горелкой, чтобы вещество, расплавляясь, заполнило собой весь дефективный участок.
- Зашлифовать шов щеткой по металлу.
- Протереть запаянный участок спиртом для очистки его поверхности от окалин и окислов.
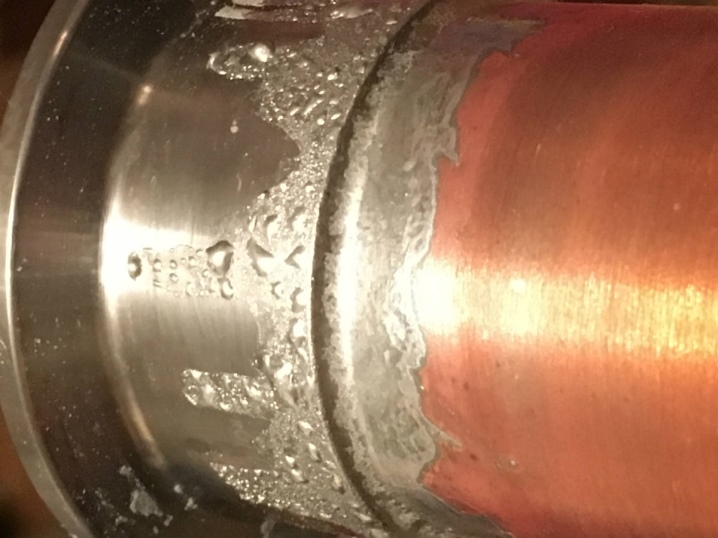
В ходе паяльных работ нужно следить за уровнем кислорода. Для определения этого параметра необходимо посмотреть на пламя, нормальный оттенок которого — синий. В перенасыщенном составе цвет будет бледным, что и указывает на переизбыток кислорода. Если проигнорировать это требование, велика вероятность, что нержавейка начнет окисляться.

Преимущества пайки нержавеющей стали оловом
К достоинства этого метода относятся следующие свойства:
Недостатки
Помимо неоспоримых преимуществ, пайка нержавейки с помощью оловянного припоя имеет и некоторые минусы:
Рекомендации
Естественно, без хорошего паяльника и флюса не получится сделать надежное соединение. Однако перед тем как паять нержавейку, нужно учесть и другие моменты:
- Желательно купить паяльник с жалом, которое не обгорает: срок службы такого инструмента больше, чем у обычного приспособления. Однако его надо постоянно чистить от накипи и затачивать. Кроме этого, рекомендуется использовать паяльник с постоянным нагревом: так получится сэкономить электроэнергию.
- Паять нержавейку без флюса — плохая идея, поскольку будет постоянно появляться оксидная пленка.
- Неопытным умельцам следует немного попрактиковаться на ненужных деталях и обрезках. Нужно помнить: надежное соединение трудно отодрать, а проверить его качество можно с помощью отвертки или шила.
- Деталь, обработанную растворителем, трогать можно лишь в перчатках, поскольку небольшое пятно, оставленное на поверхности, может испортить всю работу.
- Перед тем как припаять нержавейку к нержавейке, нужно обеспечить помещение хорошей вентиляцией. Кроме того, нельзя трогать руками разогретый металл или припой, а также вдыхать токсичные испарения.
- Емкости с веществами после использования необходимо сразу закрыть плотной крышкой.
- Готовую деталь нужно очистить от флюса и паяльного состава. Пищевые емкости обрабатываются мыльным раствором и кипятятся для нейтрализации агрессивных кислот.

Основные ошибки
Если с учетом рекомендаций все равно не получилось сделать качественное соединение, значит, такая неудача может произойти из-за:
Заключение
В статье было рассмотрено, как припаять нержавейку к нержавейке. Для выполнения описанных работ нужно приобрести необходимое оборудование и приспособления. В ходе паяльных работ главное — сделать качественные швы, которые обеспечат детали надежным соединением. Кроме того, благодаря информации, приведенной в данной статье, любой сможет самостоятельно отремонтировать небольшие изделия из нержавеющей стали с помощью паяльника, оловянного припоя и флюса.
Флюс для пайки: особенности, виды, советы
Соединение двух и более неметаллических или металлических материалов и веществ посредством присаживаемого металла, называется пайка. Мы предлагаем рассмотреть, что такое флюс для пайки, как его можно изготовить своими руками, а также рассмотрим характеристики, и как сделать припой для меди, серебра, олова, нержавейки.
Пайка и её особенности
Чтобы получить действительно качественное соединение нужно выдержать специальную температуру в зоне шва. В среднем этот показатель варьируется в пределах 50-100 градусов. Также учитывается то, что температурный порог необходимый для того, чтобы расплавился припой, значительно выше, чем просто для плавления обрабатываемого металла. Положительные качества пайки:
- полная герметичность соединенных деталей;
- высокая прочность соединений;
- значительная экономия времени и затрачиваемых сил, в сравнении со сварочными процессами;
- на местах спайки образуется специальный слой-пленка, которая противостоит коррозии и окислению металлов.
Виды припоя
Припои – это достаточно специфический ряд веществ, которые должны соответствовать следующим условиям:
- Высокие показатели теплопроводности и электропроводности;
- Хорошая прочность и высокий коэффициент растяжения;
- Коррозионная стойкость;
- Преобразование в жидкую среду при воздействии температуры сварки;
- Контрастная величина остывания металла пайки и кристаллизации припоя.
Данные вещества варьируются в зависимости от температуры процесса паяния, и бывают мягкие и твердые.
 Таблица флюсов
Таблица флюсов
Пайка мягкими припоями
Пайка мягкими припоями может осуществляться только до температуры ниже, чем 400 градусов по Цельсию. Эти вещества позволяют обеспечить образование действительно прочного и одновременно мягкого шва, который не только будет отличаться относительной гибкостью но и хорошими показателями стойкости к коррозии и физическим воздействиям.
К мягким припоям относятся:
- Свинцово-оловянные
- Припои с малым содержанием олова
- Специальные и легкоплавимые
Припой, температура работы у которого 185 ÷ 267˚С – соединяет в себе олово и свинец. Также в небольшом количестве добавляется и сурьма. Перед покупкой обязательно проверяйте ГОСТ, там указана вся информация по припою. Например, ПОС 40 – последняя цифра означает что в данном веществе содержится 40% олова, в среднем сурьмы добавляется от 3 до 5 процентов, все остальное – свинец. Данные припои используются для соединения швов, которые не нуждаются в ответственности, т.е. не нагружены, не подаются битью или постоянной вибрации.
Для пайки также применяется бессвинцовой флюс. Их еще называются малооловянистые соединения. В основном их применяют для соединения небольших плат, контактов на нежных электрических схемах и т.д. Максимально допустимая температура плавления – 330 градусов по Цельсию.
Самые нераспространенные – это припои легкоплавкового типа, температура от 60 градусов до 145. Они приобретаются для низкотемпературной пайки или очень осторожной ручной сварки. В частности, их нельзя назвать основными припоями, т.к.у них очень маленькая прочность и эластичность. Они чаще применяются для повторного или ступенчатого паяния.
В отдельных случаях необходимо изготовление специального состава, его свойства подгоняются непосредственно для материалов, не поддающихся пайке (это флюс для никеля, низкоуглеродистой стали, алюминия, вольфрама и чугуна).
Рассмотрим самые популярные смеси:
- Флюсы для пайки алюминия в обязательном порядке должны быть на оловянной основе, также в них содержится бура, цинк, кадмий, но все, же олова в них содержится более чем 99 %. Цинк и кадмий необходимы для повышенной диффузии, которая способна проникнуть даже в глубинные слоя алюминия.
- Паста-флюс или гель для пайки микросхем, также такие припои используются для печатных плат.
 Флюс гель
Флюс гель
Для таких сплавов припои поставляются в виде разнообразных составов относительно густых, прутьев, лент и проволочных катушек (как для сварки). Также бывают чушки, которые наполовину заполнены флюсом из канифоли.
Твердые припои для пайки
Состав флюсов для пайки твердым припоем используется соединения проблемных мест, которые все время поддаются негативному воздействию окружающей среды (вибрации, перепады температур, удары и прочее). В основном это составы для высокотемпературной пайки, о т 400 градусов по Цельсию и выше. К ним относятся:
- Припой для твердого сплава из меди и цинка (до 1000);
- Фосфор и медь (до 900 градусов);
- Чистая медь применятся для процесса пайки высокоуглеродистого железа;
- Флюс безотмывочный, для пайки серебром (до 800 градусов включительно).
У твердоплавких припоев также есть свое распределение, они бывают тугоплавкими, с температурой для плавки от 850 градусов, и легкопавкие – с показателем выше данного температурного режима.
Нужно отметить, что смесь меди (используются марки М21, М11 и прочие) и цинка недостаточно распространена, из-за низких показателей прочности и относительно дорогой стоимости в большинстве случаев её успешно может заменить припой из бронзы с цинком или латуни.
Припои медно-фосфорного типа – это заменители очень дорогих серебряных флюсов. Они незаменимы при соединении медных металлов, бронзы, латуни и прочих соединений металлов, которые не должны работать на сгибы или ударные нагрузки. К слову, этот сплав еще называется припой для бесфлюсовой пайки (но не для меди).
Категорически запрещено использовать данные сплавы для пайки железа, черных металлов, низкоуглеродных сталей, т.к. при температурном воздействии и соединении с медью или фосфором образуется очень хрупкий химический элемент – фосфиды железа, который поспособствует тому, что шов разойдется.
Из-за металлофосфористых припоев образуются фосфиды железа, которые являются члишком хрупкими соединениями, и способствуют понижению качества металла, их не советуют использовать для пайки железа.
Видео: Приготовление паяльного флюса своими руками
Самым лучшим вариантом для таких спаечных процессов является серебряные припои. Они наиболее дорогостоящие. И используются также для соединения проводов, капиллярной сетки из проводов, и очень сложных плат из серебряных компонентов.
Прочие типы флюса
- Флюсы с ярко выраженными антикоррозийными свойствами. Это соединения на основе кислоты фосфора и растворителя, которые при взаимодействии образовывают органические соединения. Их очень выгодно использовать, потому что после процесса пайки не нужно использовать специальные очистители;
- Жидкие флюсы из салициловой кислоты, вазелина, золота и этилового спирта. Это самое удобное соединение для радиаторов, спайки электрических проводов. Этот флюс обеспечивает высокую чистоту шва и его аккуратность;
- Для того чтобы изготовить нейтральный флюс для электрических приборов, отличающихся повышенными требованиями к точности (реле времени, выключатели, для соединения контактов мобильных телефонов, и т.д.) понадобится соединения канифоли с воздухом. Канифоль очень низкоактивна и её следует применять только на подготовленных металлах, предварительно очищенных и залуженных;

 Канифоль
Канифоль - Активированные флюсы – это бура и канифоль. В большинстве случаев она используется для водопроводных соединений и пайки медных труб. Главным отличием является тот факт, что бура плавится при температуре от 70 градусов, при этом, не выделяя абсолютно никаких вредных соединений. Это только одна разновидность;
 Бура
Бура - Еще для того, чтобы приготовить активированные флюсы можно использовать такой рецепт: смешиваем канифоль, анилин, добавляем немного ангидрида, салициловой кислоты и диэтиламина. Это неплохой вариант изготовления пайки для монтажных скреплений.
Общие советы по флюсам
Самодельный флюс для пайки – это не всегда выгодный вариант, иногда его действительно выгоднее купить, тем более, что в большинстве случаев цена позволяет, скажем, smd или bga. На данный момент более сотни отечественных компаний производят флюсы и смеси для пайки и сварки, среди которых мы можем посоветовать лти 120, Brazetec, harris, rma, sanha, welco (в среднем стоимость от 80 рублей).
Продажа осуществляется в любом магазине электрических приборов и рынке во все городах: Екатеринбурге, Минске, Москве, Новосибирске, Харькове, Челябинске Ростове-на-Дону.
Нужно отметить, что в любом случае во время процесса сварки или пайки выделяются газы, которые могут навредить организму, но если пользоваться профессиональными смесями это вред будет гораздо ниже, поэтому остановите свой выбор на известных марках.
Как к стали припаять олово?
Пайка – это процесс при котором создается соединение металлических частей, за счет химической реакции, которая происходит между металлом и расплавленным припоем. При этом не происходит механического повреждения кристаллической структуры материала соединяемых частей.
Что к чему можно паять?
Не получится паять алюминий или ржавый металл, хромированные объекты, так как на поверхности элементов формируется оксидная пленка, которая будет препятствовать процессу соединения. Выполнять пайку подготовленных поверхностей можно из:
- железа и нержавеющей стали;
- меди, олова и латуни;
- цинка и никеля;
- серебра.
Как производится пайка стали?
Процесс любой пайки производится в три этапа: очистка соединяемых поверхностей от оксидных пленок, нагрев до температуры плавления припоя, нанесение припоя (пайка).

Так как к стали припаять олово? Что бы выполнить пайку стали необходимо выполнить следующие шаги:
- С поверхности соединяемых частей убрать посторонние материалы, стружку. Для этого можно использовать металлическую щетку или наждачную бумагу.
- В зоне соединения, на поверхности частей, необходимо нанести флюс (например, BS-35, при пайке обыкновенной стали, и BS-45, при пайке нержавеющей стали).
- Нагреть детали до требуемой температуры, соединить и нанести припой.
- С помощью воды или специального химического очистителя удалить остатки флюса. Если этого не сделать, то на месте пайки появится ржавчина, так как в состав флюса входит хлорид.
Типы нагревателей
Выбор типа нагревателя зависит от размеров и толщины запаиваемых стальных элементов. Если необходимо выполнить пайку стальной проволоки или тонких листов, то можно воспользоваться паяльником с хромоникелевым или керамическим нагревателем, подобрав соответствующую мощность, или же паяльником без нагревателя, который можно разогреть горелкой или на обычной газовой плите. Если необходимо выполнить пайку толстых листов стали, то для нагрева придется воспользоваться газовой или бензиновой горелкой. Во время работы паяльника, на жале будет образовываться окисление, которое будет снижать температуру паяльника.

Для очистки можно воспользоваться либо простой наждачной бумагой, либо специальным очистителем, например, ST-40. Если наконечник паяльника покрыть припоем, то это обеспечит более широкий диапазон теплопередачи и повысит эффективность пайки.
Выбор припоя
Припой – это сплав олова и свинца в определенном соотношении. Соотношение пропорций сплава определяет температуру плавления и вязкость получаемого сплава. Припой подбирается согласно требуемым характеристикам соединения и видам соединяемых материалов. При пайке стали следует использовать без флюсовые припои, а флюс наносить отдельно.
Пайка железа с помощью оловянного припоя
Процесс пайки – это химическое соединение двух металлов с помощью припоя. Причем кристаллическая структура металла не изменяется. То есть, соединяемые части остаются при своих технических характеристиках.
Само соединение получается достаточно надежным, но многое будет зависеть от вида припоя и технологии пайки. К тому же необходимо отметить, что не все металлы могут быть соединены этим процессом. Основные же металлы, особенно стальные (железо), между собой могут быть спаяны.
Три технологии
Существует три технологии пайки железа оловом:
- паяльником. Для этого придется использовать мягкие припои с большим содержанием свинца;
- паяльной лампой. Здесь потребуются твердые припои с большим содержанием олова;
- электрическая пайка железа.
Первый способ применяют в том случае, если железо не будет в процессе эксплуатации подвергаться большим нагрузкам. Второй – это лужение железа оловом, когда оловянный припой наносится на поверхность металлического изделия и растирается по всей его плоскости тонким слоем.
В этой технологии обязательно применяется флюс для пайки. Третий вариант используется в производственных масштабах, для чего применяется специальное оборудование.
Пайка листов жести
 Пайка жести (тонкого листового железа) является часто встречаемым процессом в изготовлении металлической тары. Но нередко и в домашних условиях приходится скреплять листы железа между собой, собирая герметичные конструкции. Поэтому перед тем как припаять один лист к другому, необходимо подготовить все нужное.
Пайка жести (тонкого листового железа) является часто встречаемым процессом в изготовлении металлической тары. Но нередко и в домашних условиях приходится скреплять листы железа между собой, собирая герметичные конструкции. Поэтому перед тем как припаять один лист к другому, необходимо подготовить все нужное.
Для процесса пайки железа с помощью олова понадобится припой с небольшой концентрацией олова, к примеру, ПОС-40, флюс, паяльник и шило.
Флюс в процессе пайки железа выполняет функции растворителя и окислителя одновременно. То есть, сразу происходит смачивание металла и защита от окислительных процессов. В качестве флюсов используют канифоль и соляную кислоту или хлористый цинк и борную кислоту.
Что касается паяльника, то для проведения качественной пайки оловом лучше выбрать электрический инструмент мощностью более 40 Вт. Старый паяльный инструмент, который нагревается от пламени огня, сегодня практически не используют даже в домашних условиях.
Последовательность действий
Вот основные этапы данного процесса:
- зачистка соединяемых листов;
- нанесение флюса;
- разогрев паяльника и лужение;
- пайка оловом;
- очистка стыка бензином.
 Очистку проводят механическим способом наждачной бумагой. Если загрязнения большие, то придется провести обработку растворителем. Если не удается очистить и таким методом, тогда проводят травление серной кислотой.
Очистку проводят механическим способом наждачной бумагой. Если загрязнения большие, то придется провести обработку растворителем. Если не удается очистить и таким методом, тогда проводят травление серной кислотой.
Два куска листового железа подносят друг к другу на расстояние 0,3 мм. Их края обрабатывают пастообразным флюсом при помощи кисточки. Жало паяльника очищается наждачкой, и сам инструмент включается в электрическую сеть через розетку. Чтобы проверить, хорошо ли он нагрелся, надо помести его жало в нашатырную смесь, которая должна закипеть.
Теперь проводится этап лужения железа. То есть, с помощью припоя из олова или его сплава обрабатываются края двух листов жести, чтобы покрыть их оловянным слоем, который будет выполнять защитные функции от коррозии металла.
Все готово, остается только запаять два конца листов. Жало паяльника подносится к месту стыка вместе с припоем из олова, и они оба продвигаются плавно по границе соединения.
При этом жало необходимо прижимать не острым концом, а плоской гранью, за счет чего будет прогреваться одновременно и соединяемые детали, что скажется на высоком качестве проведенной пайки железа.
Особенности работы с оцинкованными изделиями
 Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Нельзя паять оцинковку припоями, в состав которых входит большое количество сурьмы. Это вещество при контакте с цинковым покрытием создает непрочный шов.
В качестве флюса лучше использовать борную кислоту и хлористый цинк. Если сами изделия уже были залужены оловом в процессе производства, тогда в качестве флюса можно применять канифоль.
Когда производится соединение оцинкованного железа (листового) и проволоки, то последнюю надо согнуть под прямым углом, чтобы увеличить площадь контакта двух изделий.
В остальном процесс проводится точно также. Кстати, неважно, проволока была изготовлена из оцинковки или обычной стали.
Есть еще несколько важных позиций, которые надо учитывать в процессе пайки оцинкованных изделий. Если для пайки железа используются припойные стержни на основе олова и свинца, то для них лучше добавлять флюс на основе хлористого цинка и хлористого аммония. Соотношение 5:1 соответственно.
Припой на основе олова и кадмия требует едкого натра в качестве флюсовой добавки.
Если между собой соединяются оцинкованные изделия из железа, в состав защитного слоя которых входит более 2% алюминия, то применяется припой на основе олова и цинка. А в качестве флюса используют соляную кислоту и вазелин (стеарин).
В независимости от того, какие детали или узлы соединяются пайкой, необходимо после окончания процесса и остывания шва промыть место стыка водой, чтобы удалить остатки флюса.
Техника безопасности
Пайка железа оловом – процесс небезопасный. Поэтому надо строго соблюдать меры предосторожности. На руки надеваются защитные перчатки, под паяльник обязательно устанавливается подставка, чтобы разогретое жало не касалось стола и подручных материалов. И сама процедура должна проводиться аккуратно.
При кажущейся простоте паячной операции, на самом деле это серьезная процедура. И относиться к ней надо с большим вниманием. Что-то упустили, неправильно даже приложили, и можно считать, что качество стыка резко упало. Поэтому важно к каждому этапу подходить ответственно, особенно это касается очистки двух стыкуемых изделий из железа.
Пайка нержавеющей стали оловом
- Особенности
- Оборудование
- Технология
- Распространенные ошибки
Нержавеющая сталь — это один из сложных материалов для пайки. Для качественного соединения необходимо правильно подобрать тип припоя, нужное оборудование, а также выполнить последовательный процесс. В большинстве случаев мастера для этой цели выбирают припои из олова.

Особенности
Чтобы спаять нержавейку, может быть использован припой разных составов. Особенность заключается в том, что в таком материале преимущественно должно присутствовать олово. Мягкий припой традиционно относится к маркам ПОС. В нем преобладает содержание олова, что придает ему плавкости и тягучести.
Такой состав позволяет припою проникать во все обрабатываемые участки, существенным образом улучшая адгезию.

Преимущество олова заключается еще и в том, что этот материал является превосходным раскислителем. Недостаток мягких припоев заключается в невысокой прочности получаемого соединения. В твердом припое тоже содержится достаточное количество олова. Для твердости в припой такого типа добавляется серебро. Припои с таким составом обозначаются ПСр.

Работа с припоем из олова имеет множество преимуществ.
- Доступность используемых материалов. Купить такой припой можно в большинстве магазинов по незначительной цене.
- Хорошая плавкость состава.
- Легкое проникновение материала в труднодоступные участки. Это обеспечивается хорошей текучестью состава.

Недостатки тоже имеются, но они не такие существенные. К ним можно отнести: высокую текучесть состава, незначительную прочность соединения (опять же из-за мягкости припоя). Кроме того, запаянные изделия нельзя нагревать до температуры, при которой припой начнет плавиться.
Например, если запаять чайник и поставить его на огонь, то в какой-то момент припой может просто потечь. В итоге образуется дырка на месте даже самого качественного шва.
Еще из-за высокой текучести таким припоем сложно обрабатывать наклонные и вертикальные поверхности.
Оборудование
Основное устройство, которое необходимо подготовить для проведения работ — это паяльник с мощностью не ниже 80, но и не более 100 ватт. Если мощность паяльника будет меньше, то обрабатываемые поверхности прогреются недостаточно. Если устройство будет более мощным, то поверхности разогреются чрезмерно, и припой будет в буквальном смысле течь.

Если предпочтение было выбрано твердому припою, потребуется дополнительно запастись газовой горелкой. Для спаивания нержавейки идеальным составом будет оловянно свинцовый. А в качестве флюса можно использовать либо хлористый цинк, либо паяльную кислоту.
Для того чтобы не успела повторно формироваться оксидная пленка, наносить флюс следует непосредственно перед пайкой. Важно заранее подготовить свое рабочее место. Нельзя допускать, чтобы в помещение, где будут проводиться работы, могли попасть дети и домашние животные.

Технология
Как уже говорилось, пайка нержавеющей стали — это трудоемкий процесс, выполняя который, необходимо прилагать определенные усилия. Пока разогревается паяльник, необходимо тщательно подготовить обрабатываемую поверхность:
- зачистить при помощи шкурки (важно не переусердствовать и не повредить изделие, поскольку от интенсивных действий появляются видимые царапины);
- провести обезжиривание специальным раствором, уайт-спиритом или ацетоном;
- обработать поверхность имеющимся флюсовым составом.

К тому времени, как эти процедуры будут завершены, паяльник уже будет разогрет. Это значит, что можно смело переходить к процессу пайки. Если припой мягкий, то разогреть поверхность можно жалом паяльника. При жестком припое лучше использовать газовую горелку. Здесь очень важно контролировать уровень кислорода, поскольку его избыток может испортить результат работ.
Определить просто: если пламя горелки приобрело светло-синий оттенок, то кислород присутствует в избытке.
Когда поверхность будет прогрета до той температуры, при которой начнется плавление припоя, можно приступать к процессу. Осуществляя регулярную подачу припоя, важно тщательно проходить каждый участок поверхности. Цель таких действий – сформировать максимально ровный, а главное — качественный шов.
В домашних условиях зачастую приходится паять предметы домашней утвари. Следует помнить, что даже при проведении незначительных работ нужно позаботиться о рабочем месте. Оно не должно быть загромождено посторонними предметами. Если по какой-то причине шов получился некачественным, лучше снова зачистить и обезжирить этот участок, а потом повторить процедуру пайки.

Распространенные ошибки
Начинающие мастера достаточно часто в работе допускают ошибки, приводящие к некачественной пайке. К наиболее распространенным ошибкам относятся такие.
- Некачественная зачистка. Если мастер во время выполнения работ недостаточно хорошо поработает шкуркой или упустит этот момент, материал не схватится с обрабатываемой поверхностью.
- Недостаточное обезжиривание поверхности. Нужно тщательно обработать раствором каждый участок.
- Недостаточный прогрев деталей, из-за которого происходит недостаточное проникновение припоя во все участки обрабатываемой поверхности.

Чтобы получить действительно хороший результат, необходимо периодически очищать наконечник жала паяльника. Качество полученного соединения можно проверить, если поковырять его отверткой или каким-то другим подобным предметом. Надежный шов отслоить таким способом не удастся.

Если весь процесс был проведен качественно и с соблюдением всех условий, то шов будет крепким. Очень важно ответственно подходить к выбору припоя, покупая его только в проверенных магазинах. Некачественный материал может испортить результат даже у самого опытного мастера.

О том, как паять металлы в домашний условиях, смотрите в следующем видео.
Особенности пайки жестяных изделий
Как в производстве, так и в бытовых целях часто приходится сталкиваться с необходимостью соединения различных деталей. В каждом конкретном случае существует отдельная наиболее оптимальная технология, позволяющая осуществить данный процесс.
Одной из распространенных задач является работа с холоднокатаной листовой сталью. При пайке изделий из жести применяют метод с использованием свинцово-оловянных припоев.
- О пайке изделий из жести
- Технология процесса
- Итог
О пайке изделий из жести
Данный процесс достаточно распространен в изготовлении металлических емкостей. Однако нередко в бытовых условиях можно столкнуться с проблемой соединения листов из жести. Важным моментом поставленной задачи является необходимость формирования надежного герметичного шва.
При пайке изделий из холоднокатаного листового железа с помощью оловянного припоя следует иметь в наличии сплав с незначительным содержанием станума, например ПОС-40 или ПОС-18, флюс, паяльник, шило.
Флюс применяется в качестве растворителя и окислителя. Таким образом, в данном случае смачивание и защита изделия осуществляется одновременно. В роли подобного материала отлично подойдет канифоль, соляная кислота или хлористый цинк.
Наиболее подходящий инструмент в осуществлении процесса спаивания – это обычный паяльник мощностью не менее 40 ватт.
Технология процесса
Осуществляют соединение жестяных деталей в соответствии со следующими этапами:
- зачистка деталей;
- нанесение флюса;
- подготовка паяльника и лужение;
- пайка;
- обработка сформированного соединения бензином.
 Свойства различных марок припоев.
Свойства различных марок припоев.
Очистить соединяемые места можно механическим способом. В этих целях следует использовать наждачную бумагу или металлическую щетку. В случае наличия серьезных загрязнений, которые не удается удалить простыми методами, можно воспользоваться растворителями.
Если же и такой способ окажется недейственным, тогда следует прибегнуть к помощи соляной кислоты.
Затем приступают непосредственно к соединению. Листы железа подносят друг к другу на три десятых миллиметра. Края деталей необходимо обработать флюсом. Важно не забыть очистить жало паяльника перед работой. Выполнить такую зачистку можно с помощью простой наждачной бумаги.
Теперь проводится этап лужения. С помощью отмеченного выше ПОСа осуществляется обработка краев изделия. Это необходимо для покрытия их поверхности слоем олова, выполняющего защитные антикоррозионные функции.
Все подготовительные процедуры готовы и можно спаять две детали между собой. Жало паяльника подносится непосредственно к стыку, и с помощью оловянного припоя формируется соединение.
Важно понимать, что пайка железа оловом – процесс, требующий соблюдения техники безопасности. В связи с этим следует придерживаться основных мер предосторожности. Руки должны быть защищены специальными перчатками.
[box type=”warning”]Не стоит забывать и о подставке под паяльник, чтобы исключить вероятность повреждения рабочей поверхности в результате соприкосновения разогретого жала со столом или подручным инструментом.[/box]
На первый взгляд данная процедура может показаться достаточно простой. Однако все не так просто. Относиться к ней следует с должным вниманием. Ведь даже незначительные ошибки в пайке могут привести к формированию шва низкого качества, не отвечающего ожидаемым требованиям.
Процесс спаивания жестяных изделий – трудоемкая задача. Чтобы получить качественный и надежный шов, необходимо выполнить тщательную подготовку в соответствии с инструкцией. Края изделия должны быть хорошо зачищены с использованием механических или химических методов.
Также важным является выполнение соединения с помощью паяльника мощностью не менее 40 Вт. Если правильно следовать все этапам, указанным в данной статье, тогда с пайкой жести не возникнет никаких проблем.
Пайка металлов. Способы, материалы, припои, флюсы для пайки металлов
Использование пайки известно с древнейших времен. В гробнице вавилонской царицы (III тыс . лет до н. э.), в засыпанной пеплом Везувия Помпее (79 г. до н.э.), во время других раскопок в Египте, Риме и Греции — всюду археологи находили паяные металлические изделия. Припои древних римлян церарий и аргентарий по своему химическому составу близки к существующим в настоящее время ПОС-30 и ПОС-50.
В истории использования пайки можно выделить три периода, которые связаны с развитием источников нагрева и особенностями применяемой техники. Первый период начался в бронзовом веке, когда человечество начало изготавливать изделия из бронзы и источником нагрева служило твердое топливо. Второй период (конец XIX ст.) характеризуется началом применения для нагрева электрической энергии. Третий период начался в 1930–1940-х годах и связан с созданием техники из новых металлов и их сплавов — циркония, вольфрама, алюминиевых, титановых, высокопрочных и жаропрочных сталей и сплавов. Это привело во второй половине ХХ ст. к разработке принципиально новых способов пайки. В настоящее время технические возможности пайки значительно расширились. Во многих случаях пайка является единственно возможной технологией неразъемного соединения новых материалов.
Пайка — процесс получения неразъемного соединения металлов, находящихся в твердом состоянии, расплавленным припоем. Припоем является материал с температурой плавления ниже температуры плавления паяемых материалов. При пайке (в отличие от сварки) плавится только присадочный сплав — припой, а между паяемым материалом и припоем протекает процесс взаимного растворения компонентов.
Требования, предъявляемые к паяному соединению и характеризующие условия его эксплуатации, определяются служебными свойствами изделия в целом: механическими свойствами, герметичностью, вакуум-плотностью, электросопротивлением, коррозионной стойкостью, стойкостью против термоударов, перегрузок и др.
В процессе пайки расплавленный припой вводится в зазор между нагретыми соединяемыми деталями. Припой смачивает поверхности деталей, растекается и заполняет зазор между ними. Взаимодействие припоя с материалом сопровождается растворением основного металла в жидком припое с образованием эвтектик и твердых растворов, взаимной диффузией компонентов припоя в сторону основного металла и компонентов основного металла в сторону припоя с последующей кристаллизацией жидкой прослойки.
Формирование прочного и надежного соединения зависит от химического состава взаимодействующих металлов, температуры и продолжительности пайки, определяющих физико-химические и диффузионные процессы, протекающие между припоем и основным металлом. Чем выше температура процесса и его длительность, тем больше степень взаимной диффузии между расплавленным припоем и основным металлом и тем выше механическая прочность соединяемых деталей. Кроме того, прочность пайки зависит от величины зазора между паяемыми деталями. Так, при малых зазорах улучшается затекание припоя под действием капиллярных сил, вследствие чего значение временного сопротивления паяного соединения больше значения временного сопротивления самого припоя.
Припой прочно соединяется с поверхностью изделия только тогда, когда хорошо смачивает ее. Для этого поверхность должна быть тщательно очищена от загрязнений. Кроме этого, для удаления пленок оксидов с поверхностей паяемого материала и припоя и для предотвращения их образования при пайке используют паяльные флюсы. Флюсы, кроме того, способствуют лучшему затеканию припоя в зазор между соединяемыми деталями и растеканию по их поверхности. Некоторые припои, содержащие эффективные раскислители (бор, кремний, барий, щелочные металлы
иудтр.) мог ные пленки.
сами выполнять роль флюсов, переводя в шлак оксидКачество паяных соединений зависит от правильного выбора способа пайки, используемых основных и вспомогательных материалов, технологического процесса пайки.
Способы пайки. Современные способы пайки принято классифицировать по следующим признакам: механизмам удаления оксидной пленки с поверхности паяемого материала, видам процессов образования припоя в зазоре, условиям заполнения зазора припоем, температурным и временным режимами кристаллизации паяного шва, температуре пайки и используемым источникам нагрева, наличию или отсутствию давления на паяемые деталив, роедмнеонности и очередности выполнения паяных соединений (рис. 3.76).
По механизмам удаления оксидной пленки способы пайки делятся на флюсовые и бесфлюсовые.
Флюсовая пайка — пайка с применением флюса. При этом флюс может также участвовать в образовании самого припоя путем выделения компонентов, плавящихся при пайке.
Бесфлюсовая пайка — пайка без применения флюса, когда удаление оксидных пленок осуществляется в восстановительной или инертной газовой среде, вакууме, а также за счет применения ультразвука.
В первом случае удаление оксидов происходит при высоких температурах за счет их восстановления или самопроизвольного распада (диссоциации), а при ультразвуковой пайке их разрушение осуществляется за счет ультразвуковых колебаний, создаваемых в расплавленном припое, наносимом на соединяемый металл специальным паяльником.
По видам процессов образования припоя в зазоре способы пайки подразделяются на пайку готовым припоем, контактно-реактивную и реактивно-флюсовую.
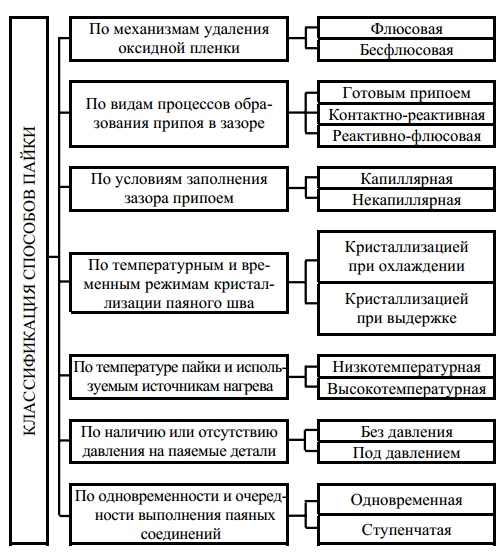
Рис. 3.76. Классификация способов пайки
Пайка готовым припоем — способ пайки, при котором используется заранее приготовленный припой. В качестве припоя может использоваться металлический (полностью расплавляемый) или композиционный припой. В композиционном припое помимо металлической основы содержится тугоплавкий наполнитель (порошки, волокна, сетки), который сам не плавится, а при плавлении металла припоя образует разветвленную сеть капилляров, удерживающих под действием капиллярных сил его жидкую часть в зазоре между соединяемыми деталями.
Контактно-реактивная пайка — способ пайки, при котором жидкий припой образуется в результате межфазного взаимодействия и последующего контактного плавления соединяемых материалов или соединяемых материалов и прослойки промежуточного металла. К этому способу пайки относится сваркопайка. Сваркопайка — пайка разнородных материалов, при которой более легкоплавкий материал локально нагревается до температуры, превышающей температуру его плавления, и выполняет роль припоя.
Реактивно-флюсовая пайка — способ пайки, при котором припой образуется в результате химических реакций между основным металлом и флюсом. Например, при пайке алюминия с использованием флюса ZnCl3 в результате химической реакции восстановления
образуется цинк, который служит припоем.
По условиям заполнения зазора припоем пайку можно разделить на капиллярную (ширина зазора
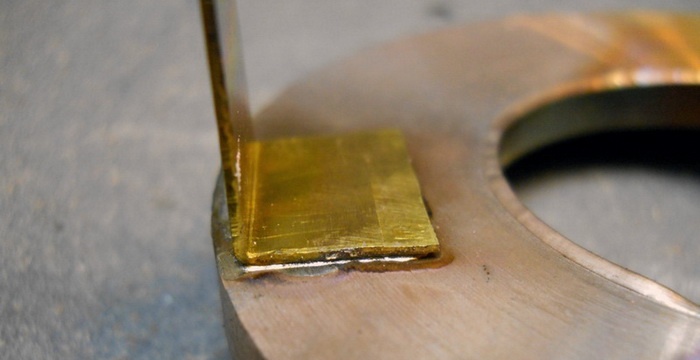
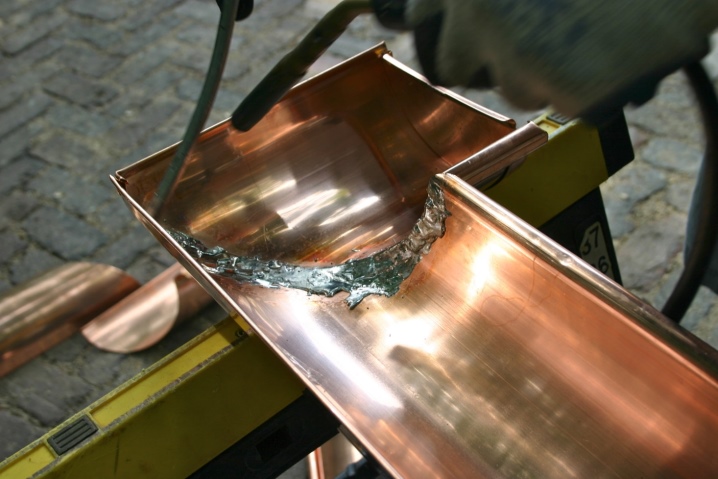
Сообщества › Кузовной Ремонт › Блог › Лужение и пайка автомобильных кузовов. Часть 2. Оборудование и материалы.

По просьбам отписавшихся в комментариях к моему небольшому отчёту, пилю отдельный пост про технологию лужения и шпатлевания припоем.
Начну с материалов и оборудования. Для подобного ремонта нам понадобится:
1.Источник тепла
2.Припой
3.Флюс
4.Инструменты и расходники под мехобработку
Источников тепла огромное множество, условно разделю их на паяльники и горелки с фенами.
Почему именно так? Всё просто: паяльники (обычный, молотковый радиаторный, неэлектрический топориком) являются, по сути, точечными источниками тепла. Они концентрированно нагревают небольшую площадь, ограниченную размерами жала и полностью расплавляют припой на этой площади, не позволяя удерживать большое количество припоя в кашеобразном состоянии. Однако, для выравнивания горизонтальных поверхностей типа крыши или съёмных элементов типа передних крыльев, капота, багажника, дверей вполне подходят. Так же с помощью обыного паяльника можно просто лудить горизонтальные и вертикальные поверхности, например, рамки лобового или заднего стёкол. К достоинству следует отнести дешевизну этих инструментов — обычный 100вт паяльник, каким я сам пользуюсь, стоит в районе 300 рублей. Про недостатки я уже упомянул.

Молотковые и топориковые паяльники применяются, как правило, для пайки радиаторов, и вследствие их большей дороговизны и специфичности, применять для пайки кузова их я смысла не вижу, так как они обладают точно такими же недостатками.
Что касается различных горелок, то их тоже большое множество. Для удобства просмотра перечислю списком сразу с достоинствами и недостатками:

+Большой факел, позволяющий равномерно нагревать большую по площади поверхность
+ Относительно невысокая (900-1000 градусов) температура пламени, что облегчает удерживание припоя именно в кашеобразном, а не жидком состоянии
+Дешевизна самой лампы (порядка 700-800р), дешевизна и доступность топлива (бензин)
— Большой вес (порядка 1 кг вес лампы, плюс около кг плескающегося в ней бензина) и габариты лампы, что затрудняет длительную работу
— Лампе необходим довольно долгий прогрев, по хорошему не менее 15 минут, иначе в непрогретой лампе пламя перенасыщенно парами бензина, что приводит к мгновенному оседанию сажи на поверхности и делает пайку невозможной
Газовые горелки с одноразовыми сменными баллонами

+Компактность и малый вес
+Дешевизна (порядка 400 рублей за насадку)
— Ненадёжность и плохое качество исполнения дешевых горелок
— Одноразовость баллонов
— При долгом использовании одноразовые баллоны могут влететь в копеечку
— Затруднённая или невозможная работа при отрицательных температурах
Газовые горелки и резаки

+Наибольшая тепловая мощность и производительность
+Удобство и лёгкость
+Возможность подбирать мундштук и горелку под каждую конкретную вмятину
-Дороговизна оборудования
-Необходимость иметь газовые баллоны и периодически заправлять их
-При неаккуратном использовании очень легко перегреть основной металл

+Питание от электричества (впрочем, для кого то это может стать минусом)
+Равномерный нагрев по большой площади
+Полное отсутствие загрязнения поверхности
-Малая мощность
-Дороговизна
Если любую из горелок можно использовать как единственный самостоятельный источник тепла, то мощности фена хватит только на лужение, и то, довольно медленное, паять с одной лишь его помощью не получится. Лично я использую фен вместе с паяльником, вместе они дают хороший результат, но только вместе. Также иногда прибегают к помощи паяльной лампы, другими видами горелок не пользуясь так как не располагаю 🙂
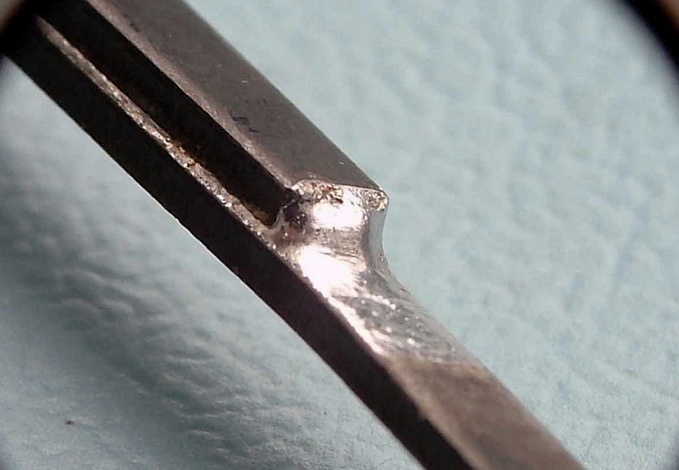
С источниками тепла разобрались, идём дальше. Самый главный расходный материал — припой.
Наиболее распространены марки припоя ПОС-60(61, 63), ПОС 40 и ПОС 30.
В чём их отличие для нас, как для кузовщиков? Обратимся к диаграмме состояния свинец-олово.
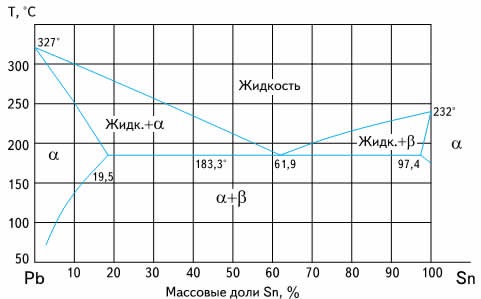
Как мы видим, сплав содержащий примерно 62 процента олова имеет не только наименьшую температуру плавления и кристаллизации, что для нас мало важно, но также имеет чёткую границу между твёрдым и жидким состоянием, на научном языке точки ликвидуса и солидуса совпадают. Для нас это значит то, что припой ПОС 60 при достижении температуры 183 градуса и выше мгновенно расплавится и потечёт. Припои ПОС 40 и ПОС 30 при температурах свыше 183 градусов сперва переходят в смешанное кашеобразное сотояние (Жидк+ a), и только после плавятся полностью, что нам, собственно и нужно.
Поэтому применяем припои ПОС 40 и ПОС 30. Ещё одним их плюсом является заметно меньшая стоимость, чем у припоя ПОС 60.
В продаже можно встретить припои в тонких прутках и в 8мм прутках. Первые предназначены для пайки электроники и почему то всегда стоят значительно дороже (в перечёте на вес) 8мм прутков. К тому же, в процессе заполнения неровностей припоя будет уходить очень много, 100 граммовые катушки нам не подойдут. Поэтому берём припой в прутках 8мм, я беру на Авито и иногда на одной местной барахолке, цена составляет от 90р/пруток (в прутке около 200 грамм) на Авито. Также на Авито можно встретить плиты, бруски, кубы из припоя массой от нескольки грамм до нескольких десятков килограмм.

Я примемняю обычную паяльную кислоту — хлорид цинка. Моё мнение, что со своими задачами справляется полностью. Отмечу лишь то, что довелось мне как то паять железо с флюсом ЗИЛ-2, лудилось и паялось немного лучше, однако ЗИЛ-2 я встречал только в маленьких баночках по 60р за 20мл, что совершенно небюджетно ибо уходит кислоты очень много. Я покупаю кислоту в Чип и Дипе — 300р за 0.5л бутылку и 500 за 1л.

Что касается канифоли и её нейтральности по отношению к железу, скажу, что железо с её помощью лудится и паяется довольно плохо, плюс она загрязняет поверхность, что дополнительно забирает время на очистку и мешает ориентироваться в количестве наплавленного припоя.
4.Инструмент для мехобработки.
Припой слишком мягкий, чтобы обрабатывать его как сталь и слишком твёрдый, чтобы обрабатывать как шпатлёвку. Шлифовальные (зачистные) абразивные круги на болгарке мгновенно забиваются и засаливаются, а бруском и наждачкой можно тереть до бесконечности. Поэтому основным инструментом мех.обработки является большой напильник с крупной риской.

Жаль, нет возможности сегодня сфотать свою коллекцию напильников, но, думаю, по фото понятно, какие они должны быть. Обратите внимание на величину рисок, она должна быть именно такая и не меньше, на крупном напильнике между двумя рисками должна помещаться спичка, на более мелком толстая иголка. Напильники с меньшей риской будут очень быстро забиваться и приходить в негодность.
Также неплохие результаты можно достигнуть с помощью шлифования абразивными кругами на липучке. Зерна P60-P90, подходят оптимально, я чаще всего использую P60. Шлифовать лучше всего полировальной машинкой, у неё как раз низкие обороты и большая мощность, можно болгаркой. Эксцентриковой машинкой шлифовать не советую так как её мощности тупо не хватит. И ещё — при механической шлифовке в воздухе витает свинцовая пыль, что для лёгких ни разу не полезно. Лучше сразу позаботиться о защите органов дыхания или вытяжке.
Чтобы не делать пост слишком длинным, о непосредственно технологии пайки кузова расскажу в следующей части.
Так как я человек хоть и знакомый с технологией и знающий много нюансов, но всё таки, по большому счёт, ещё новичок в этом деле, рад буду услышать дополнения и конструктивную критику от опытных паяльщиков.

