
Подготовка металла под сварку: требования и особенности
Подготовка металла перед сваркой для качественного соединения деталей
Сварочные процессы применяются в промышленности, строительстве и бытовых условиях. Операции имеют множество видов. Несмотря на большое количество их разновидностей, всегда перед основными работами выполняют подготовку металла к сварке. Процесс состоит из определенных основных операций:
- правка и гибка металла;
- зачистка деталей;
- разметка металла;
- рубка и нарезка заготовок;
- разделка кромок при подготовке металла под сварку;
- прихватка изделий;
- термообработка.

Операции способствуют существенному улучшению свариваемости и качества итогового сочленения. Процедуры по подготовке металла регулируются ГОСТ 5264-80.
- Основные требования
- Правка и гибка
- Зачистка заготовок
- Разметка заготовок
- Рубка заготовок
- Обработка кромок
- Прихватка заготовок
- Термическая обработка
Основные требования
Качественно выполнить соединение удастся только при соблюдении определенных требований:
- Сочленения заготовок выполняют исключительно в местах, к которым обеспечен свободный доступ. Требование актуально, даже если соединения выполняются при использовании дополнительных приспособлений.
- Заготовки закрепляются только жестко, точно и в положении, предусмотренном проектом. Это предотвратит появление деформаций.
- Исключаются изменения положений изделий для предотвращения образования перекосов.
- Любой процесс заранее планируется, чтобы каждая последующая операция осуществлялась без затруднений.
Обязательно также соблюдается техника безопасности при подготовке металла к сварке, так как во время такой работы нередко применяется опасный инструмент, включая болгарку (углошлифовальная электрическая машинка).
В процессе подготовки к сварке необходимо выполнить следующие мероприятия:
- проверить, что электрическая сеть позволяет подключить сварочный аппарат и способна выдержать его нагрузку;
- убедиться, что силовой кабель имеет исправную изоляцию;
- проверить полную исправность всего вспомогательного оборудования, часть из которого является особо опасным (болгарка).
Необходимо также позаботиться о защите глаз от излучения электрической дуги. Для этого используются специальные маски, очки и щитки сварщика. Органы дыхания тоже подлежат защите. Это особенно актуально, если работы осуществляются в закрытых помещениях. Для защиты органов дыхания от вредных газов применяются маски со специальными фильтрами. Необходимо также не забыть про спецодежду, включая, краги, ботинки, огнезащитные куртки, комбинезоны, брюки и другие подобные вещи.

Абсолютно все подготовительные операции, предшествующие свариванию деталей, проводятся в соответствии с техническими условиями, определенными технологией.
Совет! После завершения создания металлической конструкции необходимо у готового изделия проверить швы и размеры, которые обязаны соответствовать расчетным габаритам.
Правка и гибка
Устранение любых неровностей на металле является обязательным процессом при его подготовке к сварке. Требуется ликвидировать на материале все дефекты, включая кривизну. Его правка осуществляется с помощью давления.
Совет! Правку нужно проводить для цветных и черных металлов. Они могут быть горячими и холодными. У прутьев, проволоки, труб, полос, стальных кругов также необходимо устранить дефекты.
Мероприятие осуществляется следующими способами:
- машинным методом при использовании специальных правильных устройств;
- вручную при помощи молотка, наковальни, правильных плит из чугуна или стали.
Гибка металла является еще одним этапом подготовки материала к сварке. Во время мероприятия заготовка изгибается под требуемым углом с необходимым радиусом. В результате она приобретает нужную форму. Процесс проводится при помощи станков или ручным способом. Изгибание деталей осуществляется по шаблонам, образцам или на глаз.
Зачистка заготовок
С металла необходимо удалить любые загрязнения и инородные элементы. К ним относится:
- ржавчина;
- масляные пятна;
- окалины;
- химические пленки;
- влага.
Если пренебречь этим правилам, тогда в металле возникают напряжения, трещины, поры и другой брак. В результате существенно снижается надежность шва.
При зачистке заготовок используются специальные машины или наждачная бумага. Такой способ является механическим методом.
Совет! При необходимости получить шероховатую поверхность нужно провести гидроабразивную обработку.
Зачистка также выполняется химическим способом. Для этого применяются кислотные составы.
Разметка заготовок
В перечень слесарных операций при подготовке металла к сварке входит разметка деталей. При использовании листового материала вычерчивают на его поверхности контуры будущих заготовок. Одновременно с этим отмечаются центры отверстий, выполняются пометки в местах, где будет происходить изгиб заготовок, и так далее. Работы осуществляются с высокой точностью. В противном случае увеличивается риск изготовления бракованной металлоконструкции.
Как только разметочные линии будут нанесены, выполняются углубления с помощью кернера. Это позволяет наметкам не исчезнуть при дальнейшей обработке. Если проводится подготовка деталей из нержавеющей стали, то в этом случае использовать кернер не нужно.
Рубка заготовок
Во время подготовки материала проводится снятие фаски. На производстве для этого используют кромкострогальный станок. Может также применяться газорезательной автомат, гильотина или специальные ножницы. Работы еще выполняют зубилом. Оно может быть обыкновенным ручным или пневматическим.
Рубка металла осуществляется по рискам. Обычно они наносятся в количестве 2 штук. Вместо них могут использоваться параллельные линии. Внешняя черта всегда находится внизу фаски. Внутренняя линия обозначает ее верхнее ребро. Если же риски отсутствуют, тогда рабочий использует линейку.
Совет! Перед рубкой листы нужно тщательно закрепить.
Обработка кромок
Прочный сварной шов можно получить, если выполнить предварительную разделку кромок под сварку в зависимости от толщины металла. Благодаря этому процессу края материала приобретают определенную форму. Во время осуществления работ учитывается:
- угол обработки;
- зазор между 2-мя деталями;
- притупление;
- длина скоса.
Кромки раздеваются под углом, когда толщина листа превышает 3 мм. Если не выполнить скос, увеличивается вероятность непровара. Причем он может возникнуть по всему сечению. Металл также будет перегреваться и пережигаться, когда придется доставать его дальние слои.
При соединении деталей без кромок рекомендуется увеличить сварочный ток. Если же разделка выполнена, тогда процесс осуществляется послойно. Зазор необходим для полноценного провара в месте шва, а скос позволяет получить плавный переход между изделиями, когда детали отличаются толщиной.
Не рекомендуется делать острые кромки. Они влияют на неустойчивость конструкции после сварки. Из-за острых торцов возникают деформации и прожоги. Для уменьшения вероятности появления таких дефектов кромки притупляют. Когда создаются соединения внахлест и встык — осуществляется смещение. В результате сечения у кромок приобретают подходящую форму, соответствующую ГОСТ.
Подготовка торцов материала проводится на современных станках с помощью газокислородного пламени. Еще используется зубило, когда объем работы небольшой. Нержавеющая и цветная сталь обрабатывается при помощи плазменной резки.
Прихватка заготовок
Этот процесс требуется выполнить, чтобы зафиксировать подготовленные детали перед сваркой. В результате они будут находиться в правильном положении после проведенных работ. В большинстве случаев недостаточно заготовки просто рядом положить или закрепить с помощью инструмента. Часто приварка выполняется в начале и в конце создаваемого соединения. Главное условие процедуры — детали не должны смещаться. После выполнения прихватки конструкцию разрешенного перемещать для проведения основного процесса. Без этой процедуры редко создается горизонтальный шов.

Процесс осуществляется током, сила которого на 20% больше, чем амперы, используемые в дальнейшем. Длина прихваток обязана не превышать 20 мм, а их толщина должна быть в 2 раза меньше такого же параметра сварного шва.
Термическая обработка
Металл необходимо обязательно нагревать до основных сварочных работ, если он характеризуется повышенной чувствительностью к перепадам температур. Это мероприятие позволяет избежать деформационных процессов. Работа осуществляется при использовании газовой горелки.
Подогрев стыков особенно часто осуществляется при соединении труб. На необходимость выполнения мероприятия влияет марка стали. Если толщина стенок труб составляет 5-10 мм, тогда работа проводится электродами, имеющими рутиловое покрытие. Температура окружающей атмосферы не должна быть ниже -20 градусов. Когда толщина стенок труб превышает 10 мм, то в этом случае обязательно осуществляется термообработка.
Соблюдая требования к сборке и разделке кромок при подготовке металла к сварке, удается создавать качественные соединения металлических деталей. В соответствии с ГОСТ обязательно нужно выполнять подготовительные работы независимо от используемого сварочного аппарата и условий проведения операции.
Подготовка металла под сварку
Содержание:
- Правка
- Разметка
- Резка
- Зачистка
- Подготовка кромок
- Гибка
- Фиксация
- Сборка изделий
- Подготовка оборудования
- Интересное видео
Подготовка деталей к сварке — первый необходимый этап сварочного процесса. Можно применять дорогое оборудование, соблюдать все правила технологии, но, если на металлических поверхностях останутся лишние частицы, ржавчина, пятно масла, то это приведет к образованию дефектов. Подготовка сварного соединения включает в себя также разделку кромок, разметку поверхностей и их надежную фиксацию.
Необходимо помнить, что проще выполнить подготовку к сварке, чем потом решать трудоемкую задачу по ее переделке, которая к тому же не всегда является успешной.

Правка
При хранении и транспортировке части будущего сварного соединения могут потерять свою форму. К искажениям относятся:
- вмятины;
- выпучивания;
- коробление;
- волнистость;
- искривления.
Исправляют металл в холодном виде и при нагревании. Исправления нагретого металла проходят легче. Выполнять правку можно машинным способом и вручную. Машинный способ применяют в промышленности. Ручную правку удобно проводить, используя наковальню. Подходит и стальная или чугунная плиты большой толщины.
Для осуществления процесса правки необходимо подготовить слесарный инструмент. Возвращать исходную форму, прежде всего, можно при помощи молотка. Однако, подойдет не любой, а изготовленный из мягкого материала. В некоторых случаях можно использовать даже резиновый. Форма бойка предпочтительно круглая — квадратная оставит на металле следы. Поверхность бойка должна быть отполированной. Кроме молотка можно использовать деревянную или металлическую гладилку.

Выпуклость и волнообразность исправляют, ударяя по краям и постепенно двигаясь к центру. По мере приближения к центральной части ударяют чаще, но силу ударов уменьшают. Для корректировки тонких изделий целесообразно применять бруски-гладилки. Правка закаленного металла осуществляется рихтованным молотком.
Разметка
Подготовка металла под сварку включает в себя приведение в соответствие размеров деталей с указанными в чертежах. Прежде, чем приступать к резке, необходимо их разметить. Для разметки применяется острый предмет, мел, ручка, тонкий фломастер, карандаш. Из инструментов также понадобятся линейка, рулетка, угольник, штангенциркуль. При крупном производстве используются шаблоны.

Кроме контура деталей на металлической детали отмечают места сгибов.
Резка
Это является одним из самых важных этапов подготовки к металлу к сварке. Отрезанный в сторону уменьшения металлический элемент можно сразу отнести к браку. Хорошо еще, если существует возможность использовать его для других целей. Не слишком удачно, если требуется корректировка в несколько миллиметров, поскольку выполнить такой процесс достаточно трудно.
Инструменты для разрезания:
- ножницы по металлу;
- гильотина;
- болгарка.
Для толстых деталей можно использовать сварку. Для этого надо расплавить деталь, а потом удалять металл, чтобы получался не шов, а сквозное отверстие. Если двигаться по намеченной линии, получится разрез, хотя и не слишком аккуратный. Термическая резка применима для деталей различной конфигурации. Находят широкое применение дуговая сварка, кислородный резак.

В промышленном производстве применяют отрезные станки.
Зачистка
Подготовка металла к сварке включает его зачистку. Невыполнение этого этапа приведет к образованию дефектов. Даже небольшие частички грязи могут вызвать растрескивание детали, появление в структуре сварного шва пор, возникновению в металле очагов напряжения.
Очищение металлических поверхностей — это самый легкий подготовительный процесс, но очень важный. Особо сложных инструментов при этом не потребуется. Применяются щетки из металла, болгарки. На производстве к этому процессу подходят более серьезно и используют дробеструйные и пескоструйные аппараты.
Не следует забывать о необходимости удаления ржавчины, а также оксидной пленки, образование которой получается при контакте металла с кислородом воздуха. Для удаления следов краски и масляных пятен деталь небольшого размера можно погрузить в емкость с растворителем. Металлическую поверхность перед сваркой необходимо просушить.
Подготовка кромок
Для улучшения условий сварочного процесса производится обработка кромок изделия. Особенно это важно при сваривании толстых изделий. Подготовка кромок под сварку может производиться термическим и химическим способами. Результатом обработки является приобретение формы, способствующей лучшему соединению деталей. Разделка увеличивает ширину шва.
В промышленности используются фрезерные станки, специальные кромкострогальные, пневматические зубила, пламенная резка. Более простые варианты — шлифовка и вырубка. Для механической разделки применяют ножницы по металлу, болгарку, зубило, напильник. Главными параметрами являются скос, угол разделки, ширина зазора, величина притупления. Скос образуется при снятии под углом или закруглением части металла.
Если сварка производится под углом, то разделку кромок можно проводить только при толщине деталей больше 3 см. Важную роль наличие скоса играет, когда свариваются детали разной толщины. Иногда приходится прибегать к притуплению кромок. Это целесообразно, если они имеют на конце острую форму. Иначе это может вызвать образование прожогов, деформацию шва, создание дополнительного напряжения, уменьшение прочности соединения.

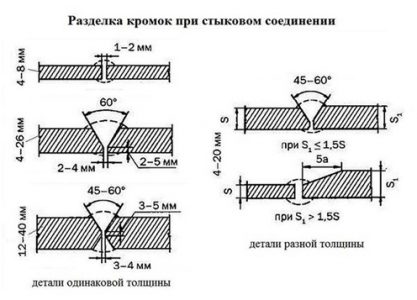
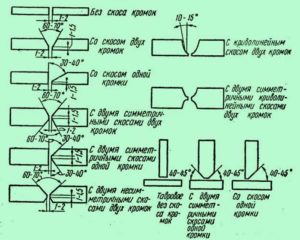
Разделки бывают только с одной стороны или двухсторонними. Различные типы скосов используют для разных соединений:
- Односторонний скос одной или обеих кромок имеет вид буквы «V». Применяется в большом диапазоне толщин. Является наиболее популярным. При разделке обеих кромок угол составляет 60 градусов, а только одной — 50.
- Двухсторонний скос обеих кромок напоминает букву «X». Применяется для изделий, имеющих толщину 10-60 мм. Угол — 60 градусов.
- Скос в виде буквы «U» выполняется с одной стороны. Такую криволинейную форму используют для металлов с толщиной 20-60 мм. Для начинающих способ является сложным.
- Скос в виде буквы «К» применяют редко. В этом случае для одной из кромок делают двухсторонний скос, а для второй — односторонний.
Обозначение на чертежах скоса «β», а угла раскрытия «α». Скос не должен иметь перепадов. Для контроля разделки могут применяться шаблоны.
Отдельный вариант — подготовка кромок под сварку труб. При этом процессе необходимо осуществлять контроль перпендикулярности торца трубы к ее оси. Требования изложены в нормативном документе РД 153-34.1-003-01. Общий угол раскрытия, образованный двумя круговыми кромками обеих труб — 60-70 градусов. Притупление делают на размере 2-2,5 мм.

Подготовка труб к сварке предполагает градацию согласно толщине стенок свариваемых труб. При небольшой величине применяются скосы, имеющие V-образную или X-образную форму. При более значительной толщине делают U-образный скос.
Подготовка труб под сварку предполагает также выбраковку. Сваривание недопустимо, если разница внутренних диаметров приготовленных для сваривания труб составляет более 3 мм. Если торцы имеют механические дефекты, то их подрезают.
Гибка
Подготовительно-сварочные работы включают при необходимости гибку металлов. Если детали имеют форму листов или полос, то находят применение листогибочные машины. Детали с профилем сгибают с помощью специальных прессов.

Если необходимо сделать сгибание небольшого диаметра, а также при большой толщине, то рекомендуется предварительный нагрев. Это сделает металл более податливым и усилий потребуется меньше.
Фиксация
Подготовка деталей под сварку включает их надежную фиксацию друг с другом. Это обеспечит правильное положение при сварке и убережет от их сдвига. Методом, гарантирующим надежную фиксацию, служит выполнение прихваток. Под этим понимаются небольшие швы, выполненные поперек соединения деталей.
Размер их сечения имеет ограничение — оно не должно превышать половины ширины шва. Длина каждой прихватки не более 2 см. Сборка трубопроводов предполагает выполнение более длинных прихваток. Расстояние между ними составляет от 10 до 80 см в зависимости от длины шва. Величина шага зависит также от толщины материалов. Для коротких швов применятся точечное соединение на их краях. Высота прихваток не должна быть слишком большой.
Маленькие швы предотвращают смещение деталей в соединениях, сохраняют постоянство величины зазора между ними и придают конструкции дополнительную жесткость. Особенно это важно для крупных соединений. Прихватки выполняются за один проход.
Прихватки делятся на временные, которые после выполнения сварочного шва удаляют, и те, которые остаются. Выполняют их на оборотной стороне соединения. Перед началом процесса необходимо сделать такую же очистку поверхностей, как и для выполнения основного шва.
Сборка изделий
Подготовка поверхности металла под сварку заканчивается их сборкой. Точность взаимного расположения будет влиять на качество соединения. Перед началом сборки проверяют все детали на соответствие их размеров требованиям чертежей. Для сборки могут использоваться шаблоны, а при серийном производстве используются кондукторы, которые облегчают процесс сборки.
Сборка под сварку проводится на специальных стендах. Допускается применение подпорок и струбцин. По мере формирования шва их убирают.
Подготовка оборудования
Помимо приведения в порядок металлических поверхностей необходимо позаботиться об оборудовании для сварки. Подготовка к работе сварочного полуавтомата или других аппаратов заключается в проверке их работоспособности и установке выбранных режимов.
Интересное видео
Подготовка металлических деталей к сварке состоит из нескольких этапов. Особенности каждого этапа
При проведении сварочных работ нередкой проблемой является то, что металлические заготовки бывают неровные, имеют искривления или волнистости. В таких случаях металл необходимо править – проводить работы, в результате которых достигается подходящая геометрическая форма заготовки.
Правка металлического полотна
Существует два способа выполнения правки: ручной – с использованием кувалды или молотка на наковальне и машинный – с использованием специальных машинных приспособлений.
Ручная правка предполагает использование молотка с круглым бойком. Тонкие листовые заготовки и детали из цветных металлов необходимо выравнивать, используя молотки, имеющие вставки из мягких металлов. Существуют металлические и деревянные гладилки, которые используются при правке тонкого листового металла.
Машинную обработку обычно проводят с помощью правильных валиков и прессов. При использовании правильных валиков заготовка проходит между цилиндрическими валиками, которые вращаются в различном направлении, таким образом происходит выравнивание детали. При использовании пресса заготовка располагается на две опоры, после чего на выпуклую часть детали давят ползуном пресса. В результате такого воздействия неровная заготовка выправляется.
Зачистка металла для сварки
Очистка поверхностей свариваемых деталей проводится с целью удаления загрязнения, окалины, ржавчины, шлака и заусенец во избежание возможных дефектов.
Проводить очищение можно вручную и при помощи механического воздействия. Зачистка проводится: с помощью газовых горелок, проволочными щётками, растворами щелочей и кислот, абразивным способом.
При необходимости сделать поверхность металла шероховатой применяется гидроабразивная обработка.
На крупных технических предприятиях очистка производится проточной последовательной обработкой. Вначале металл обрабатывают раствором соляной кислоты, затем промывают проточной водой и нейтрализуют раствором кальцинированной соды.
Способы разметки заготовок
Для получения деталей с нужными параметрами необходимо правильно обрезать профиль, а перед этим его необходимо разметить.
Существует три способа разметки: ручная, оптическая, мерная резка.
Для ручной разметки используются самые простые инструменты, такие, как линейка и штангенциркуль. При производстве небольших однотипных партий могут использоваться заготовленные шаблоны. Существенными минусами данного способа являются: низкая скорость и высокая трудоёмкость.
В оптическом способе разметка наносится специальными разметно-маркировочными машинами. В этих машинах встроен пневматический крен, который наносит разметку, согласно заданным параметрам. Данный метод отличается высокой скоростью работы.
Мерная резка отличается от других способов тем, что не предусматривает разметку профиля. Согласно заданной программе, в которой указаны нужные параметры детали, аппарат сразу режет заготовку.
Резка металла
Для придания заготовке нужного размера используют механическую и термическую резку.
Механическая резка осуществляется при помощи ручных или механических инструментов. Часто используются ленточная пила, болгарка, стационарная циркулярная пила.
Термическая резка представляет собой процесс плавления металла, согласно нанесённым отметкам. Для проведения таких работ используются плазматрон, кислородный резак, или применяется дуговая сварка. Данный тип резки является универсальным, так как позволяет резать заготовки не только прямыми линиями, но и криволинейно.
Предварительная обработка кромок
Подготовка кромок необходима для достижения высокой прочности сварочного шва. Обработка кромок включает в себя подбор угла разделки, установление ширины зазора и длины откоса.
Если зазор подобран правильно, то провар металла будет полноценный, а само соединение прочным.
Если две детали имеют разную толщину, то плавный переход между ними может обеспечить наличие скоса.
Если толщина металлического листа менее 3 мм, то нет необходимости обрабатывать кромки.
Подготовку кромок можно проводить двумя способами: холодным и термическим. При термической обработке используются ручные или автоматические горелки. Холодный способ считается более качественным. При данном способе используются станки и ручные инструменты.
Особенности сборки изделий под сварку
Завершающим этапом подготовки является правильная сборка деталей. Необходимо зафиксировать детали должным образом, чтобы после проведения работы они остались в нужном положении.
Часто используют точечную приварку деталей, так как простой фиксации бывает недостаточно. Такая приварка гарантирует сохранность формы конструкции и её надёжность. Также это позволяет удобно расположить заготовку для проведения горизонтального шва.
Правила сборки изделий под сварку:
- необходим свободный доступ к месту сварки деталей, даже при использовании специальных изделий для фиксации;
- детали должны быть зафиксированы очень прочно и с высокой точностью во избежание деформации при проведении работ;
- необходимо соблюдать установленную последовательность сборки конструкции;
- нужно, чтобы конструкция не изменяла своё положение в пространстве.
Подготовка труб к сварке
Необходимо особенное внимание при подготовке труб к сварке. Например, трубы из углеродистой и низколегированной сталей подлежат ручной обработке и только холодным способом.
В обязательном порядке проводится проверка толщины стенок, во всех местах соединения она должна быть одинаковой. Величина разносторонности не может превышать 10% от толщины стенок. При этом торцы должны быть перпендикулярными.
При проведении сварочных работ возможно использование инвертора. Если используется сварочный полуавтомат, то необходимо правильно установить силу тока, уровень расхода защитного газа, выбрать скорость подачи сварочной проволоки.
Разделка и подготовка металла перед сварочными работами
Чтобы получить крепкий шов, соответствующий нормативам ГОСТов, нужна соответствующая подготовка металла под сварку. Так как именно от степени проработки металла зависит качество изготовляемого изделия, то подготовительный этап можно назвать важной составляющей сварных работ.
Особенности подготовительного этапа перед сваркой
Металл находится в постоянном взаимодействии с воздухом, что приводит к его окислению, образованию ржавчины. На листах железа образуются загрязнения, кроме того, сам край листа может быть недостаточно ровным. Все эти нюансы влияют на образование дефектов при сварных работах. Поэтому особое внимание нужно уделять правильной подготовке сырья.
Подготовительно-сварочные работы подразумевают правку, зачистку, наметку, разметку, резку, подогрев, холодную или горячую гибку и обработку кромок. Каждая из перечисленных процедур способствует улучшению соединения и условий свариваемости. При этом в отдельно взятом случае может понадобиться разный набор процедур, но все они в целом относятся к этапу подготовки металла и регулируются согласно ГОСТ 5264-80.
Правка и резка металлического полотна
Первый этап подготовки металла – это правка. Производить ее можно двумя способами:
- автоматический – с использованием листоправных вальцов. Способ подходит для правки угловой стали;
- ручной – с помощью винтового пресса либо кувалды. Вручную можно править швеллеры или двутавры.
После того, как завершен этап правки, можно приступать к разметке и наметке. Эти действия нужны для того, чтобы определить контуры среза и форму изготовляемой детали. Для нанесения разметки используют мел или металлические абразивы.
Процесс резки в зависимости от поставленных целей может быть выполнен как в автоматическом, так и в ручном режиме с применением различных средств:
- механическая резка, в основном, применяется для прямого реза и реже для придания изделию изогнутых форм. Производить ее можно с помощью гильотины или ножниц по металлу. Если нужно сделать изогнутые резы, то применяют роликовые ножницы с дисковыми ножами;
- к автоматическим методам можно отнести резку с помощью сварки или болгарки. Болгарку удобнее использовать для резки тонких листов, а сварка хорошо подойдет для особо прочных и толстых листов.
Зачистка деталей
Особое внимание при подготовке металла необходимо уделять этапу зачистки. Зачистка производиться по краю металлического листа. Приступают к ней после того, как изделию придали необходимую форму.
Зачистка производится как на основном, так и на присадочном материале. Рабочую поверхность необходимо обезжирить, удалить с нее лишнюю влагу и всевозможные неметаллические предметы, окалины, отчистить от ржавчины и прочих загрязнений. При этом особенное внимание нужно уделить зачистке кромок свариваемых деталей, по которым будет свариваться изделие. Обрабатывать кромки нужно с обеих сторон на расстояние 20 см от края детали. Тщательно прорабатываются торцы, скосы и притупления.
ВАЖНО! «Подготовку кромок нужно производить до сварных работ. Если детали собраны в узел, разработка кромок не принесет пользы».
Существуют следующие типы зачистки:
- вручную с использованием металлических щеток, напильников, наждачной бумаги и химической обработки;
- в полуавтоматическом режиме, с применением шлифовальной машины.

Производить зачистку необходимо с особой тщательностью, так как любое мелкое загрязнение может привести к образованию пор и трещин, появлению напряжения в металле, а качество соединений потеряет надежность.
Проработка кромок перед сварными работами
Подготовительно-сварочные работы не обходятся без грамотной разделки кромок под сварку. Чтобы шов получился максимально надежным и аккуратным, после зачистки кромке детали необходимо придать правильную геометрическую форму. Разделка кромок под сварку подразумевает следующие виды обработки:
- Зазор. От того насколько тщательно он сделан зависит провар деталей на стыке.
- Притупление. Выполнение сборки под сварку предусматривает притупление кромки детали. В особенности важно проводить притупление при сваривании закладных деталей. Дело в том, что если сваривать острые кромки, то это приведет к созданию неустойчивых конструкций: детали нередко съезжают, образуются прожоги, происходит деформация швов, создается дополнительное напряжение и соединение в целом получается менее прочным. Главное правило, которое нужно соблюсти – величина притупления не может быть меньше 1 и больше 3 мм. Рассчитывается она исходя из толщины детали изделия.
- Длина скоса. Скосы помогают сгладить переходы между деталями разной толщины. Если длинна скоса подобрана не правильно, в готовой конструкции может возникнуть напряжение. В зависимости от формы разделки существуют кромки с прямолинейным односторонним, с криволинейным, с прямолинейным двусторонним, с прямолинейным двусторонним симметричным, с комбинированным прямолинейным двусторонним или с комбинированным (криволинейным и прямолинейным) скосами.
- Угол разделки. Угол кромки разделывают в том случае, если толщина металлического полотна более 3 мм. Пренебрежение разделкой углов приведет к непровару или перегреву (пережогу) металлических деталей.
ВАЖНО! «Разделку кромок под углом делают только если для сварки используют листы толщиной больше 3 мм. Если толщина листа составляет более 20 мм, необходимо использовать разделку кромок с двух сторон».
Существуют разные способы подготовки кромок под сварку. К примеру, с применением фрезерных, продольнострогательных и кромкострогательных станков или с использованием газокислородного пламени. Небольшие по объему работы можно произвести пневматическим зубилом. Получить скос кромок под сварку можно с помощью токарного станка (помогает подготовить кромку с торца трубы). Если необходимо обработать цветные металлы или нержавеющую сталь используют плазменную резку.
Если нет возможности произвести описанные выше работы с кромками, то при изготовлении шва нужно увеличить силу сварочного тока. Сварка при этом производится послойно с маленьким сечением. Это позволит получить более качественную структуру, минимизировать деформацию и напряжение в металле.
Гибка металла
Гибка – это еще один важный этап подготовительных работ. Суть процесса в том, что подготовленные металлические сырцы пропускают через листогибочные агрегаты. Если гибка производится после того, как кромки были обработаны, можно прибегнуть к холодной гибке. При этом способе деталь сгибается под воздействием специального пресса. Однако у холодной гибки есть некоторые ограничения:
- строго определенный угол сгиба, превышение которого приведет к деформации и появлению трещин;
- толщина сгибаемого листа.
Для того, чтобы согнуть лист большой толщины прибегают к горячему методу гибки, так как при нагреве материал становится более мягким и податливым, а для его сгибания нужно меньше усилий.
ВАЖНО! «Если изделие предполагает наличие крупных отверстий, то их лучше делать уже после процедуры гибки»
Сборка изделия
Когда все описанные выше этапы выполнены, можно преступать к сборке изделия. Для того, чтобы сборочно-сварочные работы были произведены правильно нужно учесть ряд моментов:
- Сварщик должен иметь свободный доступ к рабочему месту.
- Отдельные детали изделия нужно хорошо закрепить, выдерживая заданную форму и размеры. При необходимости можно прибегнуть к точечному прихвату. Выполняется в том случае, если надежно зафиксировать деталь в нужном положении не представляется возможным. Прихватывают детали только в начале и в конце сварочного шва.
- Чтобы исключить возможные смещения и перекосы, любые перемещения в пространстве во время сварочных работ должны свестись к минимуму.
- Для того, чтобы получить изделие высокого качества, соответствующее установленным стандартам и ГОСТам необходимо на каждом этапе производить контроль сборки.
- Собранное изделие не должно затруднять последующую работу. Поэтому перед началом работ нужно продумать габариты и размещение готового изделия.
Термообработка металла
Если в производстве используются металлы с повышенной чувствительностью температурному режиму, то подготовка и сборка деталей под сварку обязательно должна включать этап прогрева металла. Кроме того, это своеобразная закалка, которая сделает сырец более устойчивым к деформации. Производят прогрев металла, чаще всего, с использованием газовой горелки.
Прогрев метала можно производить и после сваривания. На этом этапе он поможет снять напряжение металла, если оно возникло из-за повышенного содержания водорода. Нагрев позволяет выпарить лишний газ.
Выбор необходимых подготовительно-сварочных работ во многом определяется типами производимых изделий, а также используемым материалом. Однако, какой бы метод обработки и соединения не был выбран, производить его нужно в точном соответствии с установленными нормативами. Только в таком случае можно говорить о качестве швов и изделия в целом.
Подготовка и сборка деталей под сварку
Подготовка и сборка деталей под сварку подразумевает выполнение очистки, выравнивания, разметки, резания и сборки заготовок.[context]
Кромки и примыкающую зону, 20-30 мм с каждой стороны, очищают от ржавчины, краски, окалин, масла и других загрязнений. Качественно подготовленные кромки и прилегающая зона имеют металлический блеск, что достигается при использовании металлических щеток, пламя, а при ответственных соединениях используют травление, обезжиривание, пескоструйную обработку.
Более подробно об очистке заготовок перед сваркой смотрите в этой статье.
Детали с вмятинами, выпуклостями, волнистостью, искривлением обязательно выпрямляют. В холодном состоянии можно выпрямлять листы и прокат вручную или при помощи машин. При сильной деформации металла выпрямление делают в горячем состоянии. Для выпрямления используют молотки, прессы, правильные машины.
Следующий этап подготовки деталей перенесение размеров из чертежа на металл и его разметка. Для измерений и разметки используют метры, линейки, угольники, циркули, чертилки, маркеры, мел и специально изготовленные шаблоны. Во время сварки заготовки укорачиваются, что необходимо учитывать при разметке заготовок. Для этого используют припуск с расчета 1 мм на каждый поперечный стык и 0,1-0,2 мм на 1 м продольного шва.
После разметки детали разрезают термическими или механическими способами, для придания заготовкам необходимого размера и формы. Кромки на местах будущих сварных соединений делают напильником, зубилом или механическим способом на фрезерных станках, строгальных станках и др. Угол скоса зависит от способа сварки, химического состава металла и его толщины. Проверку угла скоса кромок делают при помощи шаблонов.


Сборка деталей под сварку производится одним из трех подходов:
предварительно собрать всю деталь и сварить все необходимые швы;
сварить часть конструкции и к ней постепенно присоединять недостающие детали;
предварительная сборка и сварка изделия с отдельных узлов конструкции;
Продуктивность и качество изготовления сварных конструкций во многом зависит от базовых поверхностей (баз) для сборки сварных конструкций. Базовыми считаются поверхности с наибольшими размерами; в качестве направляющей базы — самую длинную поверхность; опорной базой считают любого размера поверхность в нормальном состоянии и неизменной форме (без резов, капель, швов).
Выбирать базу стоит исходя из наличия сборочных приспособлений, вида заготовок, жесткости деталей и точности из размещения, зазора между кромками. Важно учитывать сварочные напряжения и деформации.
Приспособления для сборки и сварки

Для более продуктивного и качественного изготовления сварных конструкций используют специальные приспособления для сборки и сварки:
- универсальный зажим для монтажа и сборки цилиндрических деталей;
- ручная скоба для сборки профильного и листового металла;
- ручная пружинная скоба для сборки профильного металла;
- поворотный винтовой зажим для сборки и крепления деталей в массовом производстве;
- струбцина для сборки деталей разного профиля;
- угловой прихват из болтом для сборки крупных контрукций с листового металла;
- скоба прихваточная с ломом для конструкций, которые собирают внахлест в монтажных условиях;
- гребенка на прихватках для крупных листовых конструкций;
- прихваточные шайбы с планками и клиньями для листовых конструкций;
- винтовая стяжка для притягивания деталей;
- стягивательное кольцо для трубопроводов большого диаметра;
- гибкий хомут с эксцентрическим зажимом для цилиндрических деталей;
- винтовой распорно-стягивательный механизм для листовых конструкций и плоскостных изделий;
- крюк с ломом для стягивания кромок;
- винтовая распорка для цилиндрических деталей;
- распор для сборки деталей машиностроительных конструкций;
- винтовая упорная скоба для деталей ограниченных размеров;
- односторонний винтовой упор для сборки профилей ферм и других конструкций;
- односторонний упор для сборки конструкций на стационарных постах.
Выполнение прихваток после сборки конструкции

[context] Собранные детали прихватывают. Длина прихваток и расстояния между ними зависит от толщины металла и длины шва. Ставят прихватки для фиксации деталей и сохрани зазора между ними в процессе сварки. Прихватка должна проваривать корень шва, потому что в процессе сварки сама прихватка может полностью не переплавится.
| Толщина металла, мм | ≤ 5 | ≤ 5 |
| Длина металла, мм | ≤ 150-200 | ≤ 200 |
| Длина прихваток, мм | ≤ 5 | 20-30 |
| Расстояние между прихватками, мм | 50-100 | 300-500 |
Нужно делать прихватки максимально низкими, лучше если они будут вогнутыми. Прихватки ставят на режимах аналогичных режимам сварки. Иногда прихватку заменяют цельным швом небольшого разреза.
При сварки меди необходимо обходиться без прихваток, зажимать детали в кондукторах или других приспособлениях, потому что они вызывают трещины при повторном нагревании.
Прихватки нагревают металл и при последующем передвижении деталей возможно возникновение трещин. Чем больше толщина деталей, тем больше растягивающая усадка в прихватках и возможность появления трещин. Поэтому прихватки целесообразно использовать для деталей небольшой толщины (до 6-8 мм). При большей толщине листов безопасность передвижения узлов можно достичь при помощи гребенок (эластичных прихваток) или собирают изделие из гибкими деталями (решетки, фермы и т.п.)
Подготовка под сварку деталей разной толщины

При стыковом соединении деталей разной толщины можно обойтись без дополнительных операций и сваривать их как детали одинаковой толщины, если разница между ними не выше чем значения указанные в таблице ниже
| Толщина тонкой детали, мм | 1-4 | 4-20 | 20-30 | больше 30 |
| Допустимая разница, мм | 1 | 2 | 3 | 4 |
Для плавного перехода между деталями допускается наклонное размещение поверхности шва.
Если разница в толщине свариваемых деталей больше чем указаны в таблице, то на деталях большей толщины делают скос кромок с одной или обеих сторон. При этом элементы разделки и толщину шва выбирают исходя их размеров меньшей детали. Допускается смещение кромок не более: 0,5 мм — для деталей толщиной до 4 мм; 1,0 мм — для деталей толщиной 4-10 мм; 0,1 × S, но не более 3 мм — для деталей толщиной 10-100 мм; 0,01 × S + 2 мм, но не более 4 мм — для деталей толщиной более 100 мм.
Катеты углового шва должны указываться при проектировании изделия, но не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины тонкой детали при сварке деталей толщиной более 3 мм.
Технология ручной дуговой сварки Ч.1 Подготовка металла под сварку
Технология ручной дуговой сварки включает в себя подготовку металла под сварку, выбор режимов сварки, технику ручной дуговой сварки (правильное выполнение сварных швов) и другие моменты. Начнём с подготовки металла под сварку.
Подготовка металла под ручную дуговую сварку проходит в несколько этапов: правку, разметку, резку, разделка кромок под сварку, гибку при необходимости, очистку кромок и участков металла, в непосредственной близости от них, а также сборку свариваемых деталей.
Правка металлов
Правку выполняют с целью устранения деформаций, присутствующих в прокатных материалах. Правка листового и сортового проката выполняется без подогрева на прессах или листоплавильных вальцах. Если степень деформации проката большая, правку производят в горячем состоянии.
Разметка металла под резку
При разметке на металл наносятся размеры детали. Выполнять разметку можно вручную, по шаблонам, оптическим способом или автоматическим, с помощью разметочно-маркировочных машин.
Разметка вручную, по шаблонам — процесс трудоёмкий и целесообразен в случаях единичного производства, или производства небольшой серии. Шаблоны для ручной разметки, обычно, изготавливают алюминиевые. При разметке используют линейку, угольник, чертилку и другие инструменты.
При оптическом способе разметки чертеж детали проецируют непосредственно на поверхность металла. Разметочно-маркировочные машины оснащены пневмокерном и размечают со скоростью до 10м/мин с погрешностью до 1мм. Управляются они при помощи программ.
Кроме того, существуют приспособления для мерной резки, а также машины для тепловой резки с фотокопировальным или программным управлением. Такие современные машины позволяют производить резку металлов, вообще, без разметки.
Резка металла
Резка металла подразделяется на механическую и термическую резку. Механическая резка происходит при механическом воздействии и выполняется на ножницах, отрезных станках, гильотинах, прессах и др.
Термическая резка производится за счёт термического воздействия (расплавления) металла. Может выполняться вручную, или специальными машинами, работающими по программе. При использовании таких машин, необходимость в предварительной разметке металла пропадает.
Термическая резка менее производительна, чем ручная. Но она гораздо более универсальна, т.к. позволяет получить детали практически любой конфигурации и любой толщины.
Подготовка сварных кромок
Подготовка сварных кромок происходит как термическим, так и механическим способами. Одностороннюю или двустороннюю разделку кромок можно выполнять одновременно, двумя или более резаками, расположенными под соответствующими углами.
Механическим способом кромки подготавливают на станках (обычно, фрезерных), путём выполнения фасок нужной формы. Также механическая обработка может выполняться, с целью обеспечить точность сборки свариваемых деталей. Термическая резка может выполняться вручную, либо при помощи программных машин.
Гибка металла
Гибка металла выполняется на специальных гибмашинах, прессах, или листогибочных вальцах. С помощью гибки, можно получить детали с цилиндрической или конической формой. Для получения заготовок сложной формы из листов, толщиной до 10мм, применяют холодную штамповку.
Очистка металла под сварку
Очистка металла под сварку производится с целью устранить различные загрязнения, остатки средств консервации, смазывающе-охлаждающие технические средства, ржавчину, заусенца, окалину или шлак. Очистка может производиться механическими или химическими способами. Очистка повышает свариваемость металлов, способствует увеньшению дефектов в сварных швах и, тем самым, положительно влияет на качество сварки.
Механические методы очистки свариваемого металла
К механическим методам очистки можно отнести пескоструйную, дробеструйную и дробемётную обработки. А также зачистка при помощи металлических щёток, шлифовальных кругов, зачистка лентой, или специальными фрезами.
Химические методы очистки деталей под сварку
Химический способ очистки заключается в обезжиривании и травлении свариваемых деталей. Химические способы делятся на ванные и струйные. Ванный способ — когда детали погружают в ванны с различными растворами и выдерживают их там определённое время.
Струйный способ очистки состоит в том, что свариваемые детали обрабатывают струями различных растворов. Химические способы очистки дают хороший эффект, но применяются, главным образом, при сварке цветных металлов и сплавов. При сварке чёрных металлов чаще применяют механические методы очистки. Кроме очистки, очищенные кромки грунтуют, или пассивируют, чтобы защитить их от коррозии.
Сборка деталей под сварку
Сборка деталей производится с целью обеспечения необходимого взаимного пространственного расположения деталей, а также, для обеспечения требуемых зазоров под сварку.
Для увеличения производительности сборочных работ и для обеспечения точности сборки, используют различные приспособления (механические, пневматические или гидравлические прижимные механизмы, кондукторы, стенды и др.).
Сварные металлоконструкции часто собирают с помощью сварочных прихваток. Прихватки — короткие сварные швы, длиной 10-50мм. Прихватки позволяют зафиксировать свариваемые детали в нужном положении. При этом, сечение прихваточного шва составляет, примерно 1/3 от сечения основного шва. Прихватки выполняют на расстоянии 0,1-1м друг от друга.
Рекомендуем, также, перейти на следующую статью из цикла «Технология ручной дуговой сварки», под названием «Технология ручной дуговой сварки Ч.2 Выбор режимов ручной дуговой сварки».
Подготовка металла к процессу сварки
Качество сварных соединений во многом зависит от обработки и подготовки металла. Существует несколько разновидностей металла и к каждому из них нужен индивидуальный подход. Подготовка металла к сварке включает в себя несколько операций, и это займет какое-то время.

С помощью станка гибка металла осуществляется быстро и точно.
Если более точно, то краткое описание действий следующее:
- производят правку металла;
- очищают от жиров и ржавчины;
- размечают;
- подвергают рубке;
- производят установку и прихватку.
Правка и гибка металла: особенности
При подготовке металла под сварку устраняются какие-либо неровности, кривизна или другие дефекты, и это называется правкой металла. Эти действия совершаются путем давления на металл при помощи пресса или вручную — ударом молотка.
Правке подвергаются как черные, так и цветные металлы.

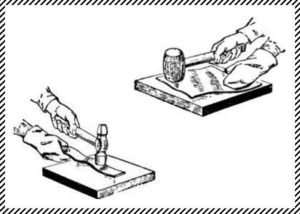
Схема правки листового металла: а — деревянным молотком (киянкой), б — деревянным или металлическим бруском.
Помимо того, полосы из стали, прутья, проволока, любой вид труб, стальные круги и даже сварные конструкции.
Существует два метода правки:
- ручная правка — основой являются стальные или чугунные правильные плиты или различные наковальни, выполняется работа молотком;
- машинная правка — осуществляется на правильных машинах.
При правке металла материал может быть как холодным, так и горячим.
Также к подготовке относится и гибка металла. Это работа слесарная, во время которой заготовку изгибают под нужным углом и радиусом и придают ей требующуюся форму. Гибка тоже выполняется вручную, при помощи гибочных станков и прессов. Гибку можно производить как на глаз, так и по разметкам, шаблонам и по образцам.
Очистка от жиров и ржавчины
Очистка выполняется двумя способами:
- Механический. Применяя этот способ, ржавчина и жиры удаляют наждачкой или применяют зачистные машины. Если требуется шероховатая поверхность металла, тогда его подвергают гидроабразивной обработке. Используя этот метод, создают микрорельеф поверхности, благоприятно влияющий на сварочные работы.
- Химический. Металл подвергается очистке химическими растворами, а именно щелочными кислотами.
Разметка металла

Инструменты для разметки металла.
Перед выполнением дальнейших работ на металле производятся разметки или наметки. Размечая листовой металл, на нем вычерчивают контуры деталей с пометкой мест сгибов, намечают центр отверстия и все тонкости будущих деталей. Когда выполняется разметка, необходимо быть очень внимательным, так как малейшая неточность может привести к браку уже готовых деталей.
После проведения работ по нанесению разметочных линий наносятся при помощи кернера углубления, чтобы в процессе дальнейшей обработки сохранились следы наметок. Размечая детали из нержавейки, рекомендуется не использовать кернер.
Рубка металла перед сваркой
Когда производится подготовка металла под сварку, снимают слой металла, а именно фаску, задействовав кромкострогательный станок или газорезательный автомат. В некоторых случаях рубку изготавливают зубилом, которое бывает ручное или пневматическое.

Схема рубки металла
Кромки рубят по рискам, которые нанесены с применением никерного разметчика, они представляют собой две параллельные линии. Внутренняя обозначает верхнее ребро фаски, внешняя находится в нижней части фаски. При отсутствии рисок мастер использует при рубке линейку.
Чтобы при рубке фасок не ошибиться, необходимо к работе относиться с большим вниманием и нажимать на инструмент нужно равномерно. При выполнении рубки фасок края листа должны быть надежно закреплены. Листы, которые не установлены на место, подлежат обрубке прямо на стеллаже или после укладки на пол, но в любом случае материал требуется зажать, чтобы не допустить сдвигов при ударе.
Прихватка перед сваркой
Использование прихватки в сварочных работах — это наилучший способ фиксации расположенных деталей по отношению друг к другу. Сварочными прихватками являются короткие сварные швы. Используя прихватку, избегают смещения свариваемых деталей всей конструкции при проведении работ сварки, уменьшают зазор по отношению к другим деталям, увеличивают жесткость и понижают деформацию.
Чаще всего заранее собранные детали в конструкцию прихватываются точечной сваркой, для которой используют стационарные сварочные аппараты и зажимы. Применение зажимов позволяет более точно собрать конструкцию перед подготовкой к сварке. Этот способ сборки бывает как автоматизированным, так и ручным.

Способы крепления деталей перед сваркой.
Ручной способ основан на сделанных перед сборкой разметках, где в последующем будут производиться прихватки. Использование зажимов значительно упрощает саму сборку, также зажимы делают ее точной, а наносить прихватки с ними удобнее. Высота механизации процесса сборки зависит от количества деталей, которые входят в свариваемую конструкцию.
От правильно выполненных прихваток зависит правильность и удобство дальнейшей работы с будущей конструкцией. К качеству прихваток предъявляются некоторые требования:
- Особое внимание нужно уделить электродам, которыми выполняются прихватки. Они должны быть той марки, что и материал, которым будет выполняться дальнейшая сварка. Если работы по сварке в дальнейшем будут производиться с применением проволоки, то электрод должен соответствовать виду проволоки.
- По длине прихватки выполняются не более 2 см, а что касается толщины, то она делается в 2 раза меньше, чем будущий шов.
- Немаловажным является в этом процессе и сварной ток. Значение тока нужно правильно подобрать, учитывая значение тока, которое будет использоваться при сварке готовой конструкции. Устанавливая прихватки, нужно выполнить прочный провар мест, где их выполняют. Для надежности ток выбирается на 20% больше, чем ток, который будет использоваться в дальнейшем.
- Прихватки размещают в тех местах, где при сварке конструкции будет возникать самое большое внутреннее напряжение, и в том месте, где возможна деформация. Прихватку нельзя располагать на перекрестке сварных швов.
Если работы будут производиться автоматической сваркой, то прихватки располагаются с противоположной стороны по отношению к первому проходу. Но иногда технические характеристики требуют выполнение этих работ именно со стороны первого прохода. В данном процессе будет нужным соблюдать определенное количество прихваток.
Самое главное, на что обращается внимание перед сваркой, — это внешний вид самих прихваток. Перед тем как начать основную сварку, их нужно полностью привести в надлежащий вид — произвести очистку от шлаков и застывших металлических брызг, одним словом, место прихватки должно быть практически ровным.
Следовательно, места с остальными прихватками, имеющими наружные дефекты, такие как трещины или шлаковые «наросты», должны быть полностью очищены механическим путем.
Подготовка металла под сварку
Автор: Игорь
Дата: 15.07.2016
- Статья
- Фото
- Видео
Перед тем как начать сваривание материалов, требуется их подготовить. Подготовка металла под сварку включает такие процедуры как:
- Правка;
- Резка;
- Зачистка;
- Подогрев;
- Гибка;
- Обработку кромок.
Это основные процедуры, выполнение которых поможет улучшить качество получаемого соединения. Дело в том, что если на неподготовленной поверхности останутся лишние частицы, ржавчина и прочие элементы, то это может привести к образованию брака при сварке. Подготовка металла к сварке также помогает обеспечить лучшие условия свариваемости, такие как снятие лишнего слоя с кромок, который потом заполнится металлом электрода. Далеко не все заготовки имеют нужную форму, так что перед свариванием их может потребоваться обрезать или выгнуть. Все эти процедуры, количество которых в каждом случае может быть различным, входят в понятие подготовка металла под сварку. Они регулируются согласно ГОСТ 5264-80.

Подготовка металла к сварке
Основные требования 

Все процедуры подготовки должны соответствовать техническим условиям, которые определяются технологией. Слесарные операции при подготовке металла к сварке должны проводиться с учетом техники безопасности, так как для резки может использоваться болгарка и прочее опасное оборудование. Работа должна выполняться только исправленными инструментами. Все процедуры должны четко соответствовать техническому заданию, в особенности, что касается размеров, так как неправильный угол загиба или слишком большой снятый слой с заготовки может привести к тому, что ее уже нельзя будет использовать.
Оснастка
Для каждой процедуры требуется свой набор инструментов, но в качестве основных стоит отметить такие как:
- Металлическая щетка – лучший инструмент для зачистки, который подходит для заготовок любой толщины. С ее помощью можно до блеска очистить любую металлическую поверхность.
- Ацетон – применяется как обезжиривающее средство. Его используют перед началом сварки или перед выкладкой флюса на поверхность, чтобы снять все образовавшиеся пленки;
- Настольные тиски – для гибки в любых условиях. Они отлично подойдут также для фиксации деталей, когда уже пойдет непосредственный процесс сварки.
- Газовая горелка – используется для подогрева металла до нужной температуры. Как правило, последняя подготовка поверхности металла под сварку предполагает его нагрев для избегания деформации.
Правка металла и нарезка деталей
Для правки металла использую специальные валы, которые делают процесс автоматически, или же выполняют все вручную. Во втором случае используется пресс или кувалда, чтобы исправить имеющиеся деформации. Прессы больше подходят для массивных швеллеров и двутавров.

После правки можно уже проводить разметку, которая делается перед резкой. Разметка делается мелом или острым металлическим предметом. Для разрезания используется гильотина, ножницы по металлу, которые могут быть автоматическими или ручными. Также используют резку сваркой, которая менее точна, но позволяет разрезать даже толстые слои. Тонкие листы могут резаться болгаркой, что очень удобно, когда будет происходить сварка тонкого металла инвертором.

Резка металла резаком
Зачистка деталей – нюансы
Когда заготовка приняла нужную форму, то следующим этапом, который включает в себя подготовка металла под сварку, является зачистка. Поверхности присадочного материала, а также кромок детали, которая будет свариваться, зачищается от ржавчины, загрязнений, следов окалин и прочих лишних веществ. Также нужно ликвидировать влагу, масляные пятна и другие химические пленки. При сварке металла в ванне не должно быть ничего неметаллического, что привело бы к образованию брака. Даже относительно небольшие остатки лишних вещей приводят к образованию пор, появлению трещин, созданию напряжений в металле и так далее. Благодаря всему этому, надежность сварочного соединения резко снижается.

Очистка металла после сварки
Подготовка кромок металла под сварку
Подготовка металла под сварку предполагает обработку кромок, особенно, при работе с толстыми заготовками. В итоге, они должны обрести определенную геометрическую форму, которая будет способствовать более надежному соединению. Подготовка включает в себя обработку угла разделки, ширины зазора, создания притупления, регулировку длины скоса и так далее. Кромки не обрабатываются, если толщина составляет менее 3 мм. При слишком большой толщине без обработки металл может не провариться полностью. Особенно актуально это, если у свариваемых деталей различная толщина. Правильный скос обеспечит плавность перехода между деталями, что снимет напряжение нагрузки при эксплуатации детали. После правильно подобранных параметров нужно еще обеспечить надежную фиксацию.

Подготовка кромок металла под сварку
Гибка
Еще одним процессом, который включает в себя подготовка металла под сварку, является гибка. Полосы и листы пропускают через листогибочные машины, которые имеют от трех до четырех валов в своем составе. Если кромки заготовки уже подготовлены, то можно применять холодную гибку. Профильные детали сгибаются под специальными прессами. Толщина листа определяет ограничения, на какой угол можно согнуть металл, если превысить этот показатель, то могут появиться трещины и нежелательные деформации.

Для малого радиуса сгиба, или же при высокой толщине листа, используют горячий метод, который применяют кузнецы. При повышении температуры материал становится более податливым и для его сгибания требуется меньшее количество усилий. Большие отверстия желательно делать уже после сгибания.

Гибка металла перед сваркой
Прихватка металла
Когда идет подготовка сборка металла под сварку, то отдельные детали требуется зафиксировать, чтобы после сварки они имели правильное положение. Порой недостаточно их просто рядом положить или применить дополнительные инструменты для фиксации. Здесь требуется сделать точечную приварку одной детали к другой, к примеру, в начале и в конце будущего шва. Это поможет зафиксировать деталь по всей плоскости, чтобы она ни как не съехала. Также это помогает избежать деформации при сваривании, когда листы загибаются. Соединение получается не настолько надежным, чтобы выдерживать сильные нагрузки, на теперь заготовку уже можно будет переносить и менять ее положение на любое удобное, к примеру, чтобы сделать горизонтальный шов.

Основные требования к сборке металлоконструкций перед сваркой
Когда совершена подготовка металла под сварку, можно приступать к сборке конструкции. Чтобы все было выполнено правильно, следует придерживаться следующих правил:
- К каждому месту соединения заготовок необходимо обеспечить свободный и удобный доступ;
- Все заготовки нужно закреплять максимально жестко, при этом придерживаясь заданной точности размеров и геометрии положения, чтобы во время сварки не возникли другие деформации и отклонения;
- Все изменения положения в пространстве перед сваркой и во время нее должны отнестись к минимуму, чтобы не было смещений и перекосов;
- Сборка должна проходить таким образом, чтобы она не затрудняла последующие операции, так что нужно все заранее спланировать.
Термическая обработка металла до и после сварки
Подогрев металла перед сваркой является обязательной процедурой для материалов, которые чувствительны к перепадам температур, а также просто для подстраховки, чтобы избежать деформации. Для таких процедур используют газовую горелку, что очень удобно, если сам газ используется в процессе сваривания, как при сварке черного металла аргоном.
После сваривания подогрев нужен для того, чтобы снять напряжения, которые могут образоваться из-за повышенного содержания водорода. Подогрева выпаривает остатки газа, оставляя только чистый металл.
Подготовка металла под сварку

Перед тем, как сваривать металлическую заготовку, деталь подвергается множеству манипуляций. Ее правят, наметывают, режут, ей обрабатывают кромки, сгибают. Из этой статьи вы узнаете подробности о всех методах, которые используют до сварки.
Гибка

Листы и полосы сгибаются на вальцах для гибки с тремя или четырьмя валками. Листы металла с обработанными кромками и проделанными отверстиями отправляют на холодную гибку.
Профили сгибают на специальных прессах и роликовых станках. Важно определить возможный наименьший радиус холодной гибки. Если он меньше двадцати пяти толщин обрабатываемого изделия, то не исключены надрывы частиц с внешнего края.
Для сгибания толстых изделий выбирают исключительно горячий метод, который осуществляется в кузнечно-прессовых цехах, при температуре около тысячи градусов по Цельсию.
Обработка кромок под сварку

Метод осуществляется с помощью кромкострогального и продольно-строгального оборудования или газокислородной резки. Если заготовок мало, используют пневматическое зубило или рубят стандартными способами.
Правка

Этот способ осуществляется и вручную, и на оборудовании. Вальцы в количестве семи или девяти штук выбирают для обработки листов металла, профилей и полос. Их дополняют двумя роликовыми столами, на которые загружают металл для правки. Листы проводят через оборудование от трех до пяти раз.
Швеллеры и двутавровые балки правят на приводных и ручных прессах. Угловую сталь обрабатывают на специальных вальцах или винтовых прессах.
При ручной правке мастера ударят молотком, кувалдой или винтовым прессом по металлу, подложенному на плиту из чугуна или стали.
Разметка и наметка

Заготовка, которую создают по параметрам заказчика, отправляется на разметку.
Детали, изготавливаемые массово или серийно, поступает на наметку. Для этого используется шаблон из металла или фанеры.
Резка

Эта процедура осуществляется с помощью ножниц и пил или газокислородного метода. Для прямолинейного реза используют гильотинные ножницы и пресс-ножницы. Для криволинейного – роликовые с дисковыми ножами.
Стержни режут зубчатыми и фрикционными пилами. Газокислородная резка (ручная, автомат или полуавтомат) используется для прямого реза заготовок значительной толщины или для кривого реза деталей толщиной больше шести миллиметров.

