
Производство профнастила: промышленная линия и ручной способ
Производство профнастила: промышленная линия и ручной способ
Опубликовано: 28 января, 2013

оборудование для производства
На сегодняшний день производство профнастила считается одной из самых востребованных строительных технологий. Получаемые в результате профлисты используются как кровельные покрытия, а также как материалы для изготовления стеновых конструкций. Кроме того, профнастил — основной элемент в «быстром» монтаж промышленных зданий, ангаров или торговых павильонов, а также возведение временных или постоянных ограждений. Профнастил должен соответствовать особым строительным требованиям, определяющим его качество.
Особенности производства профлиста
Понятно, что качественный материал невозможно получить без соответствующего оборудования — именно поэтому бизнес на производстве профнастила поначалу может показаться затратным, зато он очень быстро окупается. Использование некачественного оборудования для производства профнастила приведет к несоответствию геометрических размеров и форм.

слои профнастила с покрытием
К цехам, где планируется установка производственной лини существует ряд требований:
- наличие козлового крана или другого грузоподъемного устройства
- температура в цеху не должна опускаться ниже +4 градусов
- наличие довольно просторных складских помещений под размещение рулонов стали и готовых заказов
В зависимости от предназначения, основа для изготовления профлиста может быть с покрытием или без. Например, производство профнастила, используемого для кровли, в качестве исходного сырья использует прочную холоднопрофилированную сталь. Если же предназначение получаемого материала — наружные работы, то в этом случае используется сырье с покрытием. Профиль без покрытия применяется в операциях по устройству бетонных опалубок.
Также может быть использована первосортная сталь — в этом случае речь идет о выпуске профиля с цинковым покрытием толщиной 20-26 мкм. Снижение толщины покрытия в два раза в целях экономии сырья недопустимо — это приведет к преждевременному износу материала.
Исходя из этих требований, изготовление профнастила своими руками должно осуществляться только с использованием высококачественного сырья, которое имеет покрытие первого сорта. Желательно, чтобы применяемое в работе оборудование являлось продукцией известных машиностроительных компаний.
Изготовление профнастила своими руками (механический листогиб)

Профлисты представляют собой гнутый листовой профиль с выполненной на нем гофрой трапециевидной формы. Изготовить такой металлопрофиль можно методом холодного профилирования используя ручной станок для производства профнастила или попросту — листогиб.
Внимание! Ручной станок (листогиб) позволяет работать с оцинкованной сталью толщиной до 0,5мм.
Механический листогиб используется для штучного производства и предназначен для изготовления ендов, коньков, карнизных планок или листов профнастила небольшого формата. Технические характеристики листогиба:
- длинна листа — до 2 метров
- толщина — 0,5мм
- угол изгиба — до 150 градусов
Принцип работы: оцинкованный лист помещается на станине, фиксируется прижимной планкой и при помощи рычага задается нужный угол листу. Такой станок имеет относительно небольшую стоимость, но его не рекомендуют использовать для работы с листами с полимерным покрытием, из-за высокой вероятности его повреждения.
Промышленная линия для изготовления профлиста
Производство профнастила в больших объемах с различной геометрией профиля предполагает использование метода холодного проката.

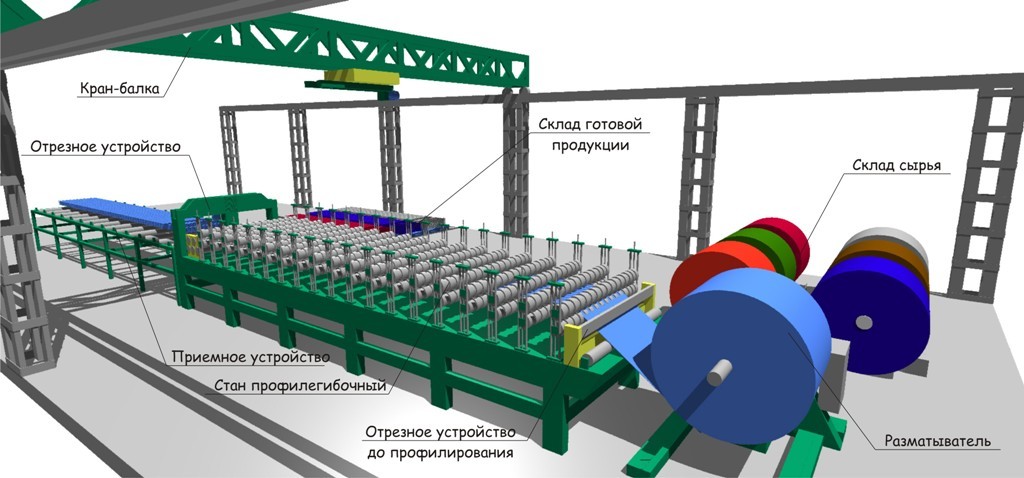
Типовая линия для производства профнастила включает в себя пять базовых устройств:
- разматыватель — в нем расположен вал, на который помещается и впоследствии удерживается рулон листовой стали.
- Собственно профилирование подаваемого ленточного материала происходит на основном элементе линии — формующему стане.
- Программирование параметров, включение и отключение устройств выполняется с помощью блока управления.
- Резка готового профиля на мерные листы осуществляется на гильотинных ножницах.
- Приемный стол в большинстве случаев соответствует габаритам выпускаемого профлиста. В этой части линии производится штабелирование и упаковка готовой продукции, то есть подготовка ее к отправке на склад.
Прокатный формующий стан оборудован специальными клетями, то есть установленными на станине симметричными парами валов. За счет механического сжатия клетей и происходит формовка гофры. Чем большее количество клетей участвует в изготовлении профлиста, тем глубже формируется профиль. При этом стан не только выполняет основные технологические операции, но и является базой для остального оборудования — гильотины и электронного блока управления.
Безусловно, технология производства профнастила в обязательном порядке включает в себя резку на гильотинных ножницах. Такие ножницы должны повторять геометрию профиля на выходе и могут иметь как гидравлический, так и электромеханический или пневматический привод (последний используется редко). От качества этих ножниц во многом зависит и конечное качество продукции.
Следует отметить, что цена станка для производства профлиста зависит, в первую очередь, от его комплектации и колеблется от 645 000 до 850 000 рублей.
Блок управления позволяет контролировать работу всех механизмов и устройств. С помощью этого блока можно настроить исходную толщину листа и тип покрытия, а также оговорить необходимую длину листа. Во многих линиях используется автоматическая система безопасности — датчики, отключающие систему в случае возникновения аварийных ситуаций.
Основными преимуществами промышленного метода, по сравнению с ручным, являются:
- идеальная геометрия профиля
- лист получает единое напряжение по всей ширине, как следствие — он не будет трескаться по линиям гибов
- не получается перекатов — повторного формования из-за неточностей в геометрии
Оборудование для профнастила
Развитие рынка строительных материалов движется вперед семимильными шагами. Современные технологии позволяют возведение объектов в кратчайшие сроки с минимальными затратами. Обеспечение скорости строительства лежит на применении новейших технологий и материалов, позволяющих снизить трудозатраты. Следовательно, промышленные предприятия, занимающиеся изготовлением стройматериалов современного качества, приобретают популярность, расширяют сферу влияния, получая стабильно высокую финансовую прибыль.
Такими предприятиями по праву считаются заводы по выпуску профилированного металла с полимерным или оцинкованным покрытием.
Внимание. Наши читатели считают, что утренняя рыбалка — миф! Раскрыт секрет улова, необходимо всего лишь растворить 1 пакетик в 0,5 литрах воды читать далее.
Предпосылки создания предприятия
Высоким требованиям современных заказчиков строительных работ отвечает профнастил ─ стальная полоса, изготовленная из высокоуглеродистой стали методом горячей обработки, покрытая цинковым, алюминиево-цинковым защитным слоем.
Надежность и долговечность листам обеспечивает цветное полимерное покрытие, позволяющее эксплуатацию профнастила более пятидесяти лет без дорогостоящего капитального ремонта
Создание предприятия по изготовлению профнастила окупает себя в кратчайшие сроки, имея рентабельность почти 40%. Рынок сбыта значительный, расширяется стремительно. Цены на материал достаточно низкие, позволяют строить объекты бизнес структурам высокого дохода аналогично частным лицам, желающим создать эксклюзивное здание, сооружение, ограждение. Реставрация уже имеющихся строений ─ одна из многих производственных линий, принадлежащих профнастилу.
Автоматизированное производство
Автоматизированные производственные мощности, позволяющие выпускать профнастил, не требуют сверхсложных помещений, обустройства высокотехнологических линий. Выпуск профильных материалов происходит без специальной тепловой обработки, методом холодного проката. Температура помещений выдерживается в пределах десяти градусов.

Оборудование для производства профнастила устанавливается в помещении, достаточном для размещения нескольких механизмов профилегибочного направления. Выпуск профнастила происходит на комплексе специально предназначенного оснащения. Сырьем производства служит рулонная сталь высокого качества заданной толщины, согласно назначению профнастила. Хранение барабанов организовывается непосредственно вблизи производственным линиям.
Изначально покрытая оцинкованным слоем, через консольные разматыватели грузоподъемностью до 5 тонн, полоса подается на профилегибочный прокатный стан. Механизмы устроены таким образом, что подающие направляющие разматывают сталь по мере продвижения через клети с двойными валами, производящими профилировку трапециевидной формы через заданное расстояние. Профилегибочный стан комплектуется просечными ножницами с электроприводом, убирающими лишние кромки металла.
Дополнительное оснащение ─ сборочный механизм производственных отходов, стол для завальцовывания кромки, устанавливается согласно желанию производителя профилированных материалов. Управление автоматизированной линией выполняется при помощи сенсорных датчиков, позволяющих контролировать процесс на всех этапах.
Важной составляющей профилегибочного механизма служат гильотинные ножницы. Конструктивной особенностью механизма являются ножи, повторяющие изгибы профильного полотна. Таким образом, образованные профнастилом волны, проходя фигурную гильотину, исключают заломы, заусеницы, прогибы в местах прикосновения ножей.

Производство профилированной стали предполагает достаточное количество материала, поставляемого заказчику. Следовательно, комплектация, упаковка, формирование партии производится в производственном цеху с применением упаковочного и погрузочного приспособления. Стол приемки, как правило, оснащен механизмом для покрытия листов пленкой, находится удобно подающему механизму грузоподъемностью до десяти тонн. Упакованный профлист складируется вблизи выездных ворот. Расположение позволяет быструю погрузку с помощью грузоподъемника, и отправку.
Обслуживание автоматизированного оборудования для производства профнастила не требует большого количества персонала. Сенсорные датчики программируются согласно высоты гофр на профнастиле, контролируются аппаратурой сенсорного управления. Достаточно двух операторов ─ подающего и принимающего для качественного обеспечения процессов.
Ручные механизмы
Оборудование для изготовления профнастила на небольших производствах управляется ручным способом. Технология аналогична изгибу автоматизированным прокатным механизмом. Дополнительным положительным моментом такой техники выступают ее достаточно небольшие объемы, позволяющие установку на меньших площадях.

Ручному оборудованию присущ более мягкий ход, исключающий повреждение полимеров поверхности листа. Вместе с тем, ручное управление позволяет сохранить средства на подключении оборудования к электропитанию.
Продвижение стальной полосы изгибочным столом происходит за счет применения физической силы операторов, поэтому ручному производству свойственно хорошее качество, производительность ниже сравнительно с автоматизированным производством. Недостатком выступает возможное неравномерное продвижение полосы на разных этапах производства. Гильотинный механизм выполняет функции аналогично автоматизированному. Оборудованием с ручным приводом оснащают линии по производству доборных, арочных элементов.
Возможности передвижного оборудования

Зачастую профильные работы производятся непосредственно на строительном объекте. Исполнители больших строительных заказов обеспечивают производство переносной профилегибочной установкой с ручным управлением для выполнения мелких конструктивных деталей, требующих подгонки непосредственно на производстве. На таком оборудовании работает один оператор. Размеры установки позволяют несложную транспортировку, установка не требует специального помещения.
При производстве на переносном оборудовании достаточно ровной поверхности, можно соорудить временный поднавес, обеспечивающий защиту от прямых солнечных лучей. Такая мера предосторожности обезопасит повреждение полимера на поверхности профнастила.
Повторное применение механизмов
Облицовка поверхностей профнастилом приобретает все большую популярность. Оборудование для профнастила ─ комплекс относительно недорогостоящих механизмов, позволяющих наладить собственный бизнес в короткие сроки.
Снизить себестоимость выпуска требуемого строительного материала можно, приобретя оборудование, бывшее в употреблении. Усложнением работы на таком оборудовании послужит недостаточно тщательное предварительное обследование покупки. Внимание стоит уделять амортизации движущих составляющих, часто выработавших свой ресурс и требующих капитальных ремонтов еще до начала производства.
Обзор оборудования для производства профнастила
Чтобы металлическая заготовка приобрела определенную профильную форму, применяется станок для производства профнастила, основные функции которого – прокат и резка.

Оборудование для производства профнастила в зависимости от уровня механизации бывает:
- автоматизированное;
- полуавтоматическое;
- ручное.
Все три вида разнятся по стоимости, производительности и цене. Чтобы подобрать оптимальный вариант для будущего производства, рассмотрим все три варианта.
Автоматизированное оборудование для производства профнастила

В типовую линию входят 5 основных станков:
- Программный блок управления – пульт, с помощью которого осуществляется включение/выключение линии и задаются производственные программы.
- Разматыватель – вал, на который надевается рулон тонколистовой стали и удерживается для закрепления к месту профилирования.
- Формировочный (прокатный) станок – основной элемент производственной линии, на котором происходит изгиб металлической линии в профлист с гофрой, запрограммированной высоты.
- Ножницы гильотины – обрезной пресс, с помощью которого готовый профиль режется на листы заданных параметров.
- Приемный стол – ровная поверхность, соответствующая габаритам выпускаемой на данном этапе продукции, чтобы избежать прогибов и преломлений. Место, где штабелируются готовые листы и упаковывается продукции для отправки на склад.
Преимущества: высокая производительность (около 1000 м 2 /смену), абсолютная геометрия листов и гофры в соответствии с требованиями ГОСТ, легкость в эксплуатации, возможность программирования, позволяющая выпускать листы любых параметров по спецзаказам, для обслуживания линии достаточно одного человека – все процессы автоматизированы.
Недостатки: высокая стоимость оборудования и ремонта, определенные требования к производственному помещению.
Изготовители, предлагающие оборудование для производства профнастила: Китай, Россия, Германия.
Стоимость автоматической линии – от 900 000 руб. Линии можно укомплектовать и дополнительным оборудованием, упрощающим процесс производства, но и соответственно, увеличивающим стоимость линии. Например, отрезные ножницы, запяточный стол, устройство для удаления обрезков и др.
Ручное оборудование для производства профнастила

Ручные станки используются на небольших производствах (выпускается около 400 листов за смену). Все операции выполняются вручную и требуют применения физической силы. Вся производственная линии состоит из одного стана, который представляет собой симметричные пары валов, установленные на станине. Путем механического нажатия валы опускаются и формируют на заготовке гофру, прокатывая лист.
Ручной стан для производства профнастила позволяет использовать только готовые оцинкованные листы. Подходит для штучного производства крыш: сначала гнут сборные элементы (коньки, фартуки), затем – затем листы, после все собирается с помощью крепежей.
Преимущества: экономия энергии, мобильность, неприхотливость в установке, быстрая окупаемость, возможность менять форму гофры, при неизменной высоте.
Недостатки: малая производительность, большое количество брака и некондиции (перекаты, двойное нанесение гофры) на каждый станок нужно минимум два оператора, окрашенный металл на ручном стане профилировать не рекомендуют, максимальная длина листа – 2 м, высота волны – до 15 мм, толщина стали – 1 мм.
Ручное оборудование для профнастила преимущественно отечественного производства. Покупают такие станы строительные компании для собственных нужд либо мелкие производители. Цена листогиба – от 70 000 руб.
Полуавтоматическое оборудование

«Золотая середина», которую предлагают преимущественно отечественные изготовители для удешевления производства больших объемов за счет использования ручного труда.
Комплектация:
- размоточный стан;
- гильотина;
- нарезной стол;
- прокатный стан.
Линия-полуавтомат работает по тому же принципу, что и автоматическая, только с обмотки резка осуществляется вручную. Производительность напрямую зависит от количества листов, нарезанных к прокату, может достигать 700 м 2 /смену. Цена – от 650 000 руб.
Преимущества: длина листа до 10 м, более низкая стоимость, чем у автоматической линии, включая ремонт и обслуживание.
Недостатки: для беспрерывного функционирования одной линии потребуется 3-4 специально обученных рабочих, ручная резка предполагает определенное количество некондиции и другие особенности «человеческого» фактора.
Технология производства профнастила

Производство профлиста — полностью автоматизированный процесс.
Профлист изготавливается методом холодного прессования из листов оцинкованной рулонной стали, которая соответствует ГОСТу 14918-80 или ГОСТу 52246-2004.
Также применяется сталь с покрытием из алюмоцинка или алюмокремния и с цинковым электролитическим покрытием.
Распространенная толщина металла в основе профлиста колеблется от 0,35 до 0,9 мм, толщина всего изделия может достигать 1 мм.
Волны имеют трапецевидные очертания с различной высотой и формой ребра в зависимости от назначения профлиста.
Листы профнастила могут производятся как просто оцинкованная сталь, так и со слоем защитного полимерного покрытия. От этого зависит срок службы — более 30 и более 45 лет соответственно. Профиль, изготовленный с нанесением лакокрасочного материала, выполняется по ГОСТ 30246 и маркируется в соответствии с видом нанесенного покрытия. Профиль неокрашенный такой маркировки, соответственно, не имеет.
Составные части линии производства профнастила
Механизм подготовки стали
Гидравлическая установка разматывает рулоны из тонкой стали и передает на линию в виде длинного листа. Важным моментом уже на этапе разматывания является точная настройка скорости. Процесс прогона стали от рулонного состояния до готового профиля должен быть четко синхронизирован, чтобы избежать непрофилированных участков и прочего брака.
Прокатный стан
Размотанные листы гладкой стали поддаются воздействию вальцов с параметрами, соответствующими данным исходного продукта: для изготовления каждого вида профиля профнастила используются разные вальцы. Прокатный стан может быть с гидравлическим и пневматическим механизмом. Принцип их действия аналогичен: формирование гофр на стальном листе осуществляется с помощью вдавливания металла в матрицу под воздействием сжатого воздуха. Различие механизмов состоит в том, что формовочная машина гидравлического воздействия имеет бОльшие мощности и способна прокатывать листы до 2,5 м длиной. Это оптимальный вариант для заводов, производящих изделие под заказ. Так создается геометрия профиля настила.
Резак
Обрезка осуществляется гидравлическими ножницами. Работают они по принципу гильотины, лезвия которой повторяют форму профиля, так как нарезание плоским ножом способствует деформации изделия. Гильотинный электромеханический резак на выходе образует лист необходимой длины и формы края (стандартная ровная отрезь или фигурная).
Покрасочный станок
После нарезания наносится защитное покрытие с одной или с двух сторон. Окраска на производственной линии осуществляется в специально оборудованной камере с валками или распылителями. С помощью валков наносятся жидкие красители с полиэфирным составом: полиуретановые, поливинилденфторидные, полиэстерные. Это классический вариант покрытий профнастила. С помощью распылителей наносят современные экологичные краски — порошковые. Нанесению краски предшествует этап обезжиривания и подсушивания поверхности стали.
Механизм укладки
Специальное оборудование принимает готовые отрезанные листы и укладывает их друг на друга для удобства дальнейшей упаковки. Параметры приемного устройства позволяют удерживать большие партии листов, так как длина накопительной площадки может достигать 14 м.
Таковы этапы производства профлиста — одного из самых востребованных строительных материалов на российском рынке, приобрести который вы можете в нашей компании «АлМи-кров».
Характеристика производства и изготовления профнастила
 Обработка металлов давлением — это технология, при помощи которой ведется изготовление профлиста. Для формирования профиля используется горячекатаный или холоднокатаный способ. Сталь пропускается через специальные вальцы. Регулируя между ними расстояние, можно получать нужный размер трапеции. Полученный материал активно используется в строительстве.
Обработка металлов давлением — это технология, при помощи которой ведется изготовление профлиста. Для формирования профиля используется горячекатаный или холоднокатаный способ. Сталь пропускается через специальные вальцы. Регулируя между ними расстояние, можно получать нужный размер трапеции. Полученный материал активно используется в строительстве.
- Свойства изготавливаемого профнастила
- Оборудование для формирования покрытия
- Ручной самодельный и полуавтоматический станок
- Полностью автоматические линии
- Описание установки и узлов
Свойства изготавливаемого профнастила
Основным металлом для изготовления профнастила служит холоднокатаная сталь. На ее поверхность наносится оцинкованное покрытие в размере 20−26 мкм. В случае уменьшения этой величины сокращается срок эксплуатации изделия.
При формировании листа горячекатаным способом, его подвергают нагреву. Такой процесс возможен только на крупных металлургических предприятиях. В домашних условиях его провести невозможно.
Толщина листа заготовки может меняться. От величины этого параметра профнастил выдерживает разные нагрузки. В зависимости от способа применения, цинковое покрытие заменяется краской или другим материалом. Важно, чтобы была обеспечена защита поверхности от влияния внешней среды. В противном случае металл начнет корродировать и долговечность профнастила уменьшится.
Производство профлиста ведется в условиях сухого помещения. Должно быть обеспечено отопление территории. Материал не любит резкого перепада температур. Такие же условия должны быть и на складе для хранения рулонов листовой стали в качестве заготовок.
Оборудование для формирования покрытия
Для производства профнастила может использоваться профессиональное оборудование или станки, изготовленные своими руками. Согласно технологии, на первом этапе металл пропускается через вальцы, формируя профиль. Затем на гильотинных ножницах отрезаются нужные параметры изделия.
 Для изготовления используются 3 вида станков:
Для изготовления используются 3 вида станков:
- ручные;
- с частичной автоматизацией;
- автоматические линии.
Ручной самодельный и полуавтоматический станок
Ручное оборудование позволяет изготавливать изделие только профилем 1 типоразмера. Связано это с тем, что на станке, работающим в домашних условиях, нет возможности настраивать вальцы. Прокатывается здесь металл небольшой толщины. Изделия получаются невысокого качества и используются только в качестве заборов или ограждений.
Такой станок можно сделать своими руками. Порядок работы следующий:
- Изготавливается металлический каркас, который при помощи анкерных болтов крепится к бетонному основанию.
- Сверху устанавливается рабочий стол. Размеры его должны превышать длину заготовки. По нему идет подача металла в рабочую зону и извлечение готового изделия.
- Болтовыми соединениями крепится планка, которая необходима для фиксации рулона металла.
- С помощью подшипников, уголков и трубы изготавливается инструмент оборудования — вальцы.
- Устанавливаются они на каркасе. Прижим осуществляется при помощи рычага. Затем ведется подача заготовки в рабочую зону.
Вальцы изготавливаются из инструментальной стали со степенью закалки 54−58 HRC .
При использовании частично автоматизированного оборудования, станок дополнительно оснащается электродвигателем. Выпускаемая продукция получается более профессиональная. При этом станок является мобильным благодаря своему малому весу. Его легко переносить. Устанавливается рядом с объектом, для которого изготавливается профнастил. Это может быть малоэтажное строительство, покрытие для сельскохозяйственных складов или ограждений.
Полностью автоматические линии
Автоматическая линия — это комплекс агрегатов. Включает в себя следующие установки:
- прокатный стан с вальцами;
- гильотинные ножницы;
- оборудование для нанесения покрытия.
Для перевозки профлистов используется электрокар. Производительность таких линий в несколько раз превышает любое оборудование и применяется на крупных производствах.
Описание установки и узлов
Для выпуска качественной продукции подбирается оборудование и узлы.
К таким приспособлениям относятся:
- Механизм для фиксации рулонов. На крупные предприятия поставляются оцинкованные листы в виде рулонов, вес которых составляет до 10 тонн. В процессе работы их требуется раскрутить. Именно для этого применяется механизм.
- Автоматическое приспособление, которое регулирует провисание заготовки между механизмом подачи и прокатным станом. Скорость процесса работы большая и оператор не в состоянии проконтролировать и успеть сделать корректировку.
- Сменный инструмент стана для прокатки должен иметь 2−3 комплекта. В случае изменения типоразмеров профнастила они меняются.
- Мощность электрического привода определяет скорость работы линии.
- Рабочий инструмент гильотинных ножниц должен быть заточен в соответствии с технологией. От этого зависит наличие заусенцев в момент обрезки.
 Заготовка прокатывается между вальцами, которые располагаются вверху и внизу. Зазор между ними должен соответствовать толщине прокатываемого металла. Процедура прокатки проводится несколько раз. Это необходимо по причине отпружинивания металла, который невозможно деформировать на нужную величину за 1 раз.
Заготовка прокатывается между вальцами, которые располагаются вверху и внизу. Зазор между ними должен соответствовать толщине прокатываемого металла. Процедура прокатки проводится несколько раз. Это необходимо по причине отпружинивания металла, который невозможно деформировать на нужную величину за 1 раз.
Процесс изготовления профнастила можно проводить на самодельном оборудовании. Однако производительность такого станка будет невысокой. В случае необходимости изготовления больших партий в течение длительного времени, работы следует выполнять на автоматических линиях.
Идея бизнеcа: как открыть производство профнастила
Производство профнастила — перспективное направление. Порог вхождения в бизнес сравнительно невысок, технология сложностью не отличается, рентабельность достигает 25-30%. Важно расположение завода вдали от конкурентов и активная маркетинговая политика.

Перед тем, как начнем
Заранее продумайте, кому и по какой цене вы будете продавать профнастил. Для этого необходимо изучить спрос в своем регионе:
- Особенности климата.
- Объемы и перспективы частного строительства.
- Планы по застройке крупными компаниями.
Заключите устные предварительные соглашения с крупными оптовыми базами и магазинами строительных материалов. Процесс анализа потребительского рынка позволит выяснить, какие виды профнастила следует изготовлять в первую очередь и по какому принципу формировать цены. Также, вы сможете заложить более реальные цифры по запланированным объемам сбыта в бизнес-план.
Узнайте, где находятся ближайшие конкуренты. Если в радиусе 200-300 км нет крупного производства, и профнастил доставляется издалека, у вашего предприятия высокие шансы быстро завоевать местный рынок и сократить период выхода на окупаемость.
Наличие в регионе металлургических предприятий, у которых вы сможете приобретать сырье, также очень важный момент. Расчет стоимости непосредственно сырья и его доставки на ваше предприятие оказывает серьезно влияние на себестоимость продукции.
Поиск оборудования следует также начать заранее. Мощность и стоимость производственной линии – важнейший фактор при выборе помещения и формировании коллектива предприятия, планировании первоначальных расходов и определении сроков окупаемости.

Основные риски
Для этого направления сезонность является важным фактором. Желательно начать выпуск продукции в феврале-марте. Это позволит начать завоевание рынка в период, когда профнастил пользуется наибольшим спросом. Не потерять клиентов и минимизировать риск от падения проса помогут сезонные скидки и сотрудничество с крупно-оптовыми покупателями.
Высокая конкуренция также представляет определенную опасность. Ищите неосвоенные территории, подальше от уже действующих заводов. Поможет в борьбе с конкурентами высокое качество, применение новых технологий и грамотная ценовая политика.
Местоположение
Здание для производства профнастила можно искать и на территории города, и за его пределами. Главный критерий при выборе расположения – наличие удобных подъездных путей для грузовых автомобилей. Если в городе есть железная дорога, ищите здания в максимальной близости к ней. Вероятность поставки сырья с использованием железнодорожного транспорта очень высока.
Непосредственно к помещению требования следующие:
- Площадь – не менее 250 м². Кроме помещения цеха необходимы дополнительные площади для хранения сырья и готовой продукции.
- Наличие исправных коммунальных сетей (электроснабжение для производственной линии 380 кВт, отопление и водоснабжение) или возможность их провести. Ремонтные работы такого типа стоят около 200 000 рублей.
- Ровный бетонный пол. Работы по его ремонту для минимальной площади оцениваются в 250 000 рублей.
- Пластиковые окна. Температура в помещении не должна быть ниже +4 °C, во время работы оборудования – не ниже 10 °C. Установка новых окон стоит около 150 000 рублей.
Определенные требования к помещению будут у пожарной охраны и СЭС. Их следует узнать еще до поиска помещения в местных отделениях этих организаций.

Оборудование
Для изготовления профнастила производители предлагают полностью укомплектованные автоматизированные линии. Отечественный вариант, мощность которого позволяет производить до 720 м² в час, стоит около 1 200 000 рублей. В общем, ценовой диапазон оборудования составляет от 1 000 000 до 5 000 000 рублей.
Линия состоит из следующих станков:
- Барабан для размотки рулонной стали.
- Прокатный стан.
- Гидравлический нож.
- Приемный стол.
- Система автоматического управления.
Также, необходим кран-балка. Рекомендуемая грузоподъемность – 10 т. Новый кран можно купить за 500 000 рублей. Покупка оборудования, бывшего в употреблении, сократит расходы на 100 000-200 000 рублей.
Для транспортировки готового профнастила нужен вилочный погрузчик. Новая машина стоит 550 000-600 000 рублей, б/у – 400 000 рублей.
Без собственных грузовых автомобилей обойтись не получится, ведь доставка продукции клиентам – одна из важнейших составляющих качественного сервиса. Автомобиль необходимых конфигураций, бывший в употреблении можно купить за 250 000-600 000 рублей.
Оснащение офиса минимальным комплектом мебели и техники обойдется в 300 000-400 000 рублей.
Технология
В качестве сырья для изготовления профнастила выступает рулонная оцинкованная сталь. Рулон устанавливается на размоточный барабан. Один конец рулона фиксируется на прокатном стане. Скорость, с которой подается сталь, и необходимые параметры профнастила задаются при помощи автоматической системы управления.
Необходимая высота и геометрия гофры обеспечивается набором прокатных роликов. Готовый лист поступает на приемный стол. Там он обрезается гидравлическими ножницами по заданным размерам.

Кадры
Для обеспечения работы производственной линии в одну смену достаточно 5-и рабочих. Высокой квалификацией и знанием технологии должен обладать один человек – мастер смены. Этот бизнес серьезно зависит от сезона, и большую часть времени предприятие будет работать в одну смену. В летний период или при получении крупного заказа, который необходимо выполнить в сжатые сроки, можно нанять дополнительных сотрудников.
Для работы в складских помещениях достаточно одного человека. При наличии автомобилей нужны водители.
Поиск новых рынков сбыта и обеспечение своевременных поставок уже имеющимся клиентам – одно из самых важных направлений. За работу с клиентами должен отвечать опытный менеджер.
Контакты с поставщиками сырья на первоначальном этапе может взять на себя владелец предприятия, но в дальнейшем этот участок работы также следует поручить отдельному сотруднику.
С ведением финансовой отчетности небольшого предприятия может справиться один бухгалтер.

Документы и лицензии
Для производства профнастила следует выбрать организационную форму ООО. Система налогообложения – общая. Сертификация и лицензирование продукции не обязательно, но процесс изготовления должен соответствовать нормативам ГОСТ 24045-94.
Выбирая коды ОКВЭД, следует обратить внимание на следующие:
— 27.33 – производство стальных гнутых профилей.
— 51.53.24 – оптовая торговля прочими строительными материалами.
— 52.46.73 – розничная торговля металлическими конструкциями.
Наличие наемных сотрудников обязывает предпринимателя зарегистрироваться в пенсионном фонде, службе занятости и других некоммерческих организациях.

Маркетинг
Основными покупателями продукции завода являются предприятия, специализирующиеся на торговле строительными материалами. Владелец бизнеса должен лично встречаться с руководителями оптовых и розничных магазинов. Предоставьте им полный комплект документов по соответствию ГОСТу, ассортименту, оборудованию и его мощности. Демонстрируйте готовность своевременно выполнять самые сложные заказы и идти на встречу в вопросах цены продукции. После заключения контрактов работу с клиентами можно доверить менеджеру.
Участие в отраслевых выставках, форумах производителей также может принести новых покупателей. Используйте любую возможность заявить о себе и своей продукции потенциальным клиентам.
Предлагайте свои услуги крупным строительным компаниям. Если в вашем регионе запланированы долгострои, заключение договора на выполнение услуг подрядчика позволит совершить мощный рывок и обеспечит предприятие заказами на длительное время.
Для привлечения частных покупателей и небольших организаций подойдет реклама в местных СМИ. Раздача листовок и расклейка объявлений на дачных массивах, в частном секторе обеспечит значительный приток новых клиентов. Предложите выгодные условия сотрудничества мелким строительным фирмам – для них возможность сэкономить на стоимости материалов и доставке играет большую роль в выборе поставщика.
Сезонные скидки – один из основных приемов, позволяющих обеспечить заказы в зимний период, когда строительство и покупка профнастила сводится к минимуму. Отлично работает и формирование цены в зависимости от объемов партии заказа.

Доходность
Из одной тонны стали производится около 250 м² профнастила. Себестоимость базируется на нескольких составляющих:
— Цена сырья.
— Доставка сырья и готовой продукции.
— Аренда.
— Коммунальные платежи.
— Электроэнергия.
— Заработная плата.
— Налоги.
Эти показатели для каждого предприятия будут индивидуальными. Определенные коррективы вносит и марка изготавливаемого профнастила.
В среднем, желательно, чтобы себестоимость 1 м² не превышала 190 рублей.
Месячная выработка линии производительностью около 500 м² за смену составляет около 11 000 м² (500 х 22) профнастила.
Общая себестоимость такого количества продукции, в среднем, составляет около 2 090 000 рублей.
Средняя оптовая цена 1 м² профнастила – 250 рублей. В месяц предприятие может рассчитывать на выручку в размере 2 750 000 рублей. Чистый доход в этом случае составляет около 660 000 (2 750 000 – 2 090 000) рублей.
При стартовых вложениях в размере 2 500-3 000 рублей нормальным считается выход на окупаемость через 8-20 месяцев.
Резюме

По мнению экспертов, спрос на профнастил будет расти на 10-15% в год. Это отличный показатель, и организация производства этого строительного материала имеет высокие шансы на успех. Технология изготовления профнастила особой сложностью не отличается. Стоимость оборудования сравнительно невысокая, это позволяет начать деятельность с незначительным стартовым капиталом.
При отсутствии поблизости конкурентов и активной маркетинговой политике предприятие сможет выйти на полную окупаемость довольно быстро.
Линии для производства профнастила
Производство профнастила заключается в прокатке листовой стали в рулоне с помощью протяжки через профилегибочные валки, формирующие профиль. Форма валков определяет форму профиля.
Группа компаний «Рускана Инжиниринг» – поставляет оборудование для производства профнастила в различных вариантах исполнения: одноярусные или двухъярусные станы, комплектациях, уровнях автоматизации (автоматическая система управления с традиционным интуитивно-понятным интерфейсом, а также АСУ с возможностью удалённого администрирования).
Оборудование нашего производства отличается высокими параметрами надежности и безотказности. Большой ресурс нашему профилегибочному оборудованию обеспечивают прокатные ролики, изготовленные из качественных легированных сталей с термообработкой.
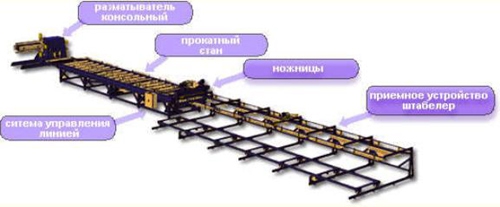
Линия в стандартной комплектации состоит из:
- Разматыватель консольного типа
- Прокатный стан
- Гильотина
- Стол транспортно-приемный (штабелер)
- Автоматическая система управления (АСУ)
Стандартное исполнение прокатного стана выполнено в гнутом швеллере. В зависимости от требований заказчика предусмотрено изготовление прокатный стана в полустанциях — когда только верхний ряд прокатных роликов устанавливается в станциях, или полностью разместить и верхний и нижний ряды прокатных роликов в станциях (отдельных клетях). Дополнительно линию можно укомплектовать загрузочно-разгрузочной тележкой, конвейерами и упаковочными устройствами для приема и перемещения и упаковки пачки с готовым профнастилом.
Все изготовленные узлы линии и оборудование в сборе проходят испытания на территории изготовителя. После доставки оборудования на место эксплуатации, наши специалисты осуществляют монтажные пуско-наладочные работы, проводят инструктаж персонала заказчика навыкам работы на оборудование. В итоге, наши клиенты получают проверенное, высокопроизводительное и готовое к работе оборудование.
Сотрудничество с надёжными партнёрами в области лизинга, транспортировки и страхования груза – позволит Вам, оперативно принять решение и воспользоваться нужными услугами.
Группа компаний «Рускана Инжиниринг» – производит профилегибочное оборудование европейского уровня по российским ценам.
Модульная система компоновки оборудования позволяет заказать линию в базовом варианте, в составе отдельного прокатного стана без автоматической системы управления. Со временем, в период эксплуатации, можно оснащать оборудование дополнительными опциями, увеличивая производительность оборудования.
Производство российского профнастила Grand Line
Профнастил – уникальный материал для отделки зданий. Производится из неоцинкованной и оцинкованной стали с полимерным покрытием. Уникальность его заключается в широкой области применения, которой не обладает ни один другой отделочный материал. Профнастил используется для обшивки фасадов, отделки кровли, возведения заборов. Еще одна его уникальная особенность – низкие производственные затраты. Достаточно купить один станок и несколько рулонов металла – и вы уже мелкий производитель профилированного листа.
Но, чтобы стать добросовестным производителем качественной продукции, давайте разберемся в особенностях изготовления профнастила.
Особенности российского производства профнастила
В России производство профнастила набирает обороты последние несколько лет. Спрос растет, растет и количество «прокатчиков». Все чаще профнастил применяют не только в жилом строительстве, но и в промышленном. Есть ли какие-то требования, предъявляемые к производству гофрированного листа? Разберемся в них.
Требования к производственному помещению
- Для установки профилировочного оборудования понадобится помещение с ровным бетонным полом;
- Температура в производственном помещении не должна быть ниже 4-10 °С;
- Цех должен предусматривать места складирования рулонов стали, а также готовой продукции;
- Для погрузки и перемещения сырья и готовых листов потребуется спец техника грузоподъемностью от 5 т;
- При обустройстве ворот в производственном здании учитывайте высоту транспорта, прибывающего на погрузку/разгрузку.
Рекомендации по размещению оборудования
- Станки следует размещать так, чтобы был обеспечен беспрепятственный доступ к ним для обслуживания и техосмотра;
- Для удобства логистики внутри цеха разматыватели рулонов следует размещать в непосредственной близости от места их складирования;
- Сырье и станки должны находиться в одном помещении; Исключение составляет склад готовый продукции, который можно разместить в другом здании или цехе.
При соблюдении всех вышеперечисленных условий можно производить профнастил с длинами от 1 до 12 м.
Производство Grand Line
Grand Line осуществляет прокат профнастила на площадках Краснодарского края, Калужской, Воронежской, Ленинградской, Нижегородской областей. Производства профнастила – одно из основных направлений профилировки. Мы добились снижения сроков и стоимость доставки клиентам, повысить качество доставляемой на места продукции. Имея такие производственные мощности, мы сократили период от оформления заказа до момента отгрузки до двух рабочих дней. Несмотря на то, что Grand Line не осуществляет производство профнастила в Москве и Московской области, мы входим в число лидеров не только по центральному федеральному округу, но и по всей европейской части России.
Этапы производства
В основе производства профнастила лежит технология холодного проката рулонной стали. Ролики поставляются на производственную площадку.
- Выбранный для выполнения заказа рулон устанавливается на разматыватель. Отсюда листы сразу же подаются на профилировочный станок. Именно здесь формируются гофры той или иной геометрии. При качественном производстве все гофры по ширине листа наносятся одновременно.
- На следующем этапе гильотина нарезает профилированный рулон на листы нужного размера.
- После резки листы подаются на накопитель, где формируются пачки профнастила.
- Перед передачей на погрузку и по заказу клиента пачки упаковываются.
Современные автоматизированные линии делают процесс производства профнастила достаточно быстрым и простым, но при этом качественным. Для обслуживания процесса достаточно одного человека. Самое сложное – это подобрать качественное сырье. Наши специалисты успешно решают эту проблему.

Инструменты и оборудование для производства профнастила
По степени автоматизации оборудования для производства профилированных листов делится на три типа:
- ручное;
- автоматизированное;
- мобильное.
Ручное оборудование
Такой тип оборудования применяется для мелких заказов небольшого размера. Все процессы проходят в ручном режиме. Для промышленного производства профнастила такие станки не подойдут. А вот для гибки доборных элементов они довольно распространены. На заводах Grand Line ручные листогибы используются как раз для изготовления кровельной и фасадной доборки.
Автоматизированное оборудование
Автоматизированные станки выполняют гибку профилей по заданную алгоритму, который мы уже описали выше. Такие станки с разными прокаточными роликами позволяются изготавливать несколько вариантов профнастила, металлочерепицы и других изделий. Один заказ на таком оборудование изготавливается за считанные минуты.
Мобильное оборудование
Такие станки применяются для профилировки непосредственно на стройплощадке. Очевидное преимущество – высокая скорость производства и полное отсутствие рисков замятия при транспортировке. Такими станками пользуются «частники». И отсюда появляется весомый недостаток. Такие индивидуальные предприниматели не дадут вам никакой гарантии, что уже через год ваша кровля или фасад не проржавеют. В то время как Grand Line выдает письменную гарантию на свою продукцию.

Преимущества профнастила Grand Line
- Гарантия, которую мы упомянули выше, является одним из важнейших преимуществ профнастила Grand Line. Приобретая нашу продукции и соблюдая все правила транспортировки, хранения и монтажа, вы можете быть уверены в многолетней службе кровли или фасада из профнастила.
- Ассортимент профнастилов Grand Line позволяет возводить ограждения, облицовывать фасады, укладывать кровлю. При этом кровельные, фасадные и заборные профнастилы представлены в нескольких профилях, покрытиях и цветах. Вы сможете подобрать и экономичные варианты в сдержанных исполнениях, и реализовать уникальные дизайнерские решения.
- Для производства профнастила мы применяем оцинкованную сталь с полимерным покрытием. Это дает возможность использовать нашу продукцию в любой точки нашей страны и за ее пределами, независимо от степени агрессивности среды.
- Все наши заводы по производству профнастила имеют технологическое оснащение, позволяющее оперативно решать задачи любой сложности.
Отличия производства кровельного и заборного профнастила
Говоря об изготовлении профилированных листов, стоит упомянуть о тонкостях производства заборов из профнастила. Основа процесса идентична профилировки любого другого профиля профнастила. Автоматизированные станки формируют гофрированный лист нужного профиля. Однако если вы, например, выбрали в ассортименте Grand Line фигурный профнастил, разработанный специально для ограждений – то здесь уже для резки применяется фигурный рез, делающий край профнастила эстетичнее. В фигурном исполнении производятся профнастилы профилей C8, C10 и С20.
Производство кровельного профнастила не имеет технологических отличий. Важный момент здесь – геометрия, включающая капиллярную канавку для отвода конденсата.
На этом отличия заканчиваются. Ни на качестве, ни на гарантии выбор конкретного типа профиля не сказывается.
Открываем бизнес по производству профнастила


Если вы желаете организовать бизнес в сфере промышленного производства , возможно, вам подойдет идея открытия предприятия по выпуску профлиста — продукции широко спектра применения. Спрос на профнастил всегда остается высоким. Данный универсальный кровельный материал часто используют в промышленном строительстве, при ремонте старой кровли крыши, в индивидуальном жилищном строительстве, при возведении коммерческих строений (магазинов, СТО, киосков), при строительстве заборов и ограждений, при монтаже подвесных потолков.
Средняя оптовая стоимость профилированного листа размером 1,2 х 2м и толщиной 0,47мм составляет 500 рублей. Себестоимость изготовления равняется 50 — 60% от оптовой цены. Фактически, даже небольшое предприятие, выпускающее 500 погонных метров профлиста в день, обеспечивает ежемесячный оборот в 500 — 600 тыс. рублей, из которых прибыль, с учетом 100% реализации продукции,будет не менее 200 тыс. рублей. Рентабельность производства составляет не менее 30%, а окупаемость вложений может наступить уже через 1,5 года работы.
Варианты комплектации цеха по производству профнастила
Существует несколько вариантов производства профнастила: на ручном станке и на прокатной автоматической линии. Ручной станок выигрывает у линии только в цене. Новенький станочек китайского производства можно взять за 120 — 150 тыс. рублей, линия же будет стоить не менее 1,5 миллионов. Ручной станок прост в эксплуатации, занимает очень мало места, легко перевозится на любую строительную площадку, не требует подключения к электроэнергии.
p, blockquote 4,0,0,0,0 —>

Но у ручного способа есть несколько недостатков. Первый, самый существенный, — качество работы. Не сможет человек делать изделие такого же качества, как автоматическое оборудование. Непременно будет много брака. Если даже к промышленному профнастилу (тому, что изготавливается на дорогих линиях) клиенты предъявляют жалобы на качество, то о ручном прокате даже говорить страшно.
Второй недостаток — объемы производства и цена. Крупные производства, которые располагают современным оборудованием, производят сотни тысяч погонных метров готовой продукции в месяц. За счет объема они позволяют себе играть с ценой, демпинговать и снимать с рынка мелких игроков. На ручном станке нельзя произвести большие объемы, и составлять какую-либо серьезную конкуренцию крупному производителю. Отсюда и третий минус — всецелая зависимость от рабочих кадров. А кадры могут быть разные. За невысокую зарплату (а высокую вы платить не сможете) будет работать и соответствующий контингент тружеников. И четвертый недостаток в том, ручной способ повышает себестоимость профнастила, так как значительная часть средств закладывается на оплату труда.
p, blockquote 6,0,1,0,0 —>
Новая автоматическая линия по производству профлиста, будет стоить около 1,5 млн. рублей. В состав линии входит следующее оборудование: разматыватель рулона, отрезной станок для быстрой замены рулона, прокатный станок, гильотинные ножницы для резки, приемное устройство, система автоматического управления, передвижная подъемная телега. Производительность подобных линий — от 25 п. м. в минуту. В смену можно произвести до 12 тысяч погонных метров. Для сравнения, ручным способом для изготовления аналогичного количества профнастила потребуется 24 работника и 12 ручных станков.
p, blockquote 7,0,0,0,0 —>
Видео — ручной станок для производства профнастила
p, blockquote 8,0,0,0,0 —>
Видео — работа автоматической линии по производству профнастила
p, blockquote 9,0,0,0,0 —>
Что требуется для организации дела по производству профнастила?
Необходимо найти просторное производственное помещение площадью от 200 кв. м. Для организации круглогодичного производства цех должен быть отапливаемым. Обязательно наличие электрических мощностей на 380 В, ровного бетонного пола. Если производство предполагает выпуск большого объема профлиста, то потребуется в помещении кран-балка и монорельс. Аренда готового помещения будет стоить от 500 руб. за квадратный метр в месяц.
Далее необходимо наладить поставки сырья. Профлист производят из оцинкованной рулонной стали (ГОСТ 14918-80), алюминиевой стали и полимерной рулонной стали с декоративным покрытием. Сырье закупается как у отечественных производителей, так и у поставщиков из Китая, Южной Кореи, Германии, Словакии и Украины. При выборе поставщика следует ориентироваться не только на цены, но и на удаленность оптового склада и сроков поставки.
p, blockquote 11,0,0,0,0 —>
Затем потребуется зарегистрировать бизнес. В качестве организационной формы подойдет обычное индивидуальное предпринимательство (для небольшого цеха). Если же открывается более серьезное предприятие, с несколькими учредителями, то придется регистрировать «ООО». В качестве системы налогообложения, в обоих случаях, наиболее выгодным будет УСН — упрощенная система налогообложения. При режиме УСН предприятие уплачивает налог либо 6% от выручки, либо 15% от прибыли организации (на свой выбор). Лицензированию данная деятельность не подлежит. Бухгалтерию выгоднее вести в онлайне, например в Мое Дело.
p, blockquote 12,1,0,0,0 —>
После регистрации бизнеса по производству профнастила и профлиста, аренды помещения и покупки оборудования, можно приступать к поиску работников предприятия. В зависимости от типа оборудования (ручного или автоматического) потребуется нанять операторов линии, бухгалтера, менеджеров по сбыту, начальника производственного отдела, грузчиков и заведующего складом.
p, blockquote 13,0,0,0,0 —>
Рекомендации по организацию бизнеса
Любая производственная бизнес-идея начинается со сбыта . Линия стоит не так дорого, технология производства проста, бизнес регистрируется за неделю, т. е. открыть производство несложно. Но трудно продать готовую продукцию, ведь рынок профнастила достаточно насыщен, особенно в крупных городах. Поэтому, опытные бизнесмены советуют для начала попробовать себя в качестве дилера или торгового представителя какого-либо производства в своем городе.
p, blockquote 14,0,0,0,0 —>
Сейчас множество производителей демпингуют, сбивая цену до немыслимых пределов, что позволяет зарабатывать всем, начиная от перекупщиков и заканчивая офисными отделами с приличным штатом менеджеров.
Торговый бизнес позволит вам изучить рынок, понять, какие позиции профлиста пользуются большим спросом. При налаживании нормального сбыта, можно начинать производство профнастила, арендовать помещение и закупать дорогостоящие линии.

